Способ механической обработки лопатки и газотурбинный двигатель - RU2626908C2
Код документа: RU2626908C2
Чертежи
Описание
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к общей области газовых турбин для самолетных или вертолетных двигателей и более конкретно оно относится к способу изготовления лопаток, который способствует минимизации напряжений и веса во время механической обработки.
Известно, что лопатки представляют собой очень сложные детали и процесс изготовления которых с использованием литья является длительным, дорогостоящим и сложным, в частности по причине требуемых производственных допусков.
Из-за размерных допусков величиной порядка миллиметра и из-за состояния поверхности литая деталь редко является деталью, которая может быть использована непосредственно. Поэтому позднее она должна быть подвергнута механической обработке по меньшей мере частично (обычно на станке с ЧПУ), что требует использования геометрической системы координат, которая является характерной для такой механической обработки. К сожалению, для выполнения операций механической обработки, необходимо выбирать систему для позиционирования детали в станке для механической обработки, которая является оптимизированной и которая обеспечивает требуемую точность, а также является удобной для контроля. Система позиционирования должна также быть статически определенной, т.е. она должна позволять однозначно определять положение детали в трех измерениях, обычно с использованием шести опорных точек, которые надлежащим образом распределены, в частности для того чтобы максимизировать расстояния между ними. После того как деталь была подвергнута механической обработке, данные опорные точки остаются и на практике они представляют собой не точки, а скорее пятна, имеющие конечные малые размеры, но в то же время достаточно малые, чтобы приближаться к идеальным точкам.
В документе FR 2956996 раскрыто устройство удержания лопатки во время механической обработки ее хвостовика.
К сожалению, подвижные лопатки турбин, например, обычно имеют малые размеры, что затрудняет максимизацию расстояний между упомянутыми опорными точками, в частности, когда опорные точки ненулевого размера приводят к дополнительному весу.
ОБЪЕКТ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, основной целью настоящего изобретения является устранение таких недостатков посредством предложения способа механической обработки лопаток, который позволяет, в частности, минимизировать концентрации механических напряжений, а также сохранить вес.
Данная цель достигается посредством способа механической обработки лопатки в станке для объемной механической обработки, причем упомянутая лопатка содержит аэродинамическое перо, полку, содержащую передний и задний держатели, образованные соответственно под ее передним и задним участками для поддержки уплотнительного кожуха, хвостовик лопатки и стойку, расположенную между упомянутой полкой и упомянутым хвостовиком лопатки, причем упомянутый способ отличается тем, что упомянутые держатели также образуют две опорные точки для шеститочечной системы позиционирования для позиционирования упомянутой лопатки в упомянутом станке для объемной механической обработки.
Посредством ограничения концентраций напряжения на лопатке данное объединение функции держателя и функции опорной точки позволяет упростить механическую обработку, которая должна осуществляться, а также обеспечить желаемую экономию в весе.
В соответствии с предпочтительным положением упомянутые опорные точки образованы на стороне спинки упомянутой стойки.
Изобретение также предусматривает лопатку, полученную упомянутым способом, и газотурбинный двигатель, включающий в себя множество лопаток, которые описаны выше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
Другие характеристики и преимущества настоящего изобретения очевидны из приведенного ниже описания, выполненного со ссылкой на один прилагаемый чертеж, который показывает примерный вариант осуществления, не имеющий ограничительного характера.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
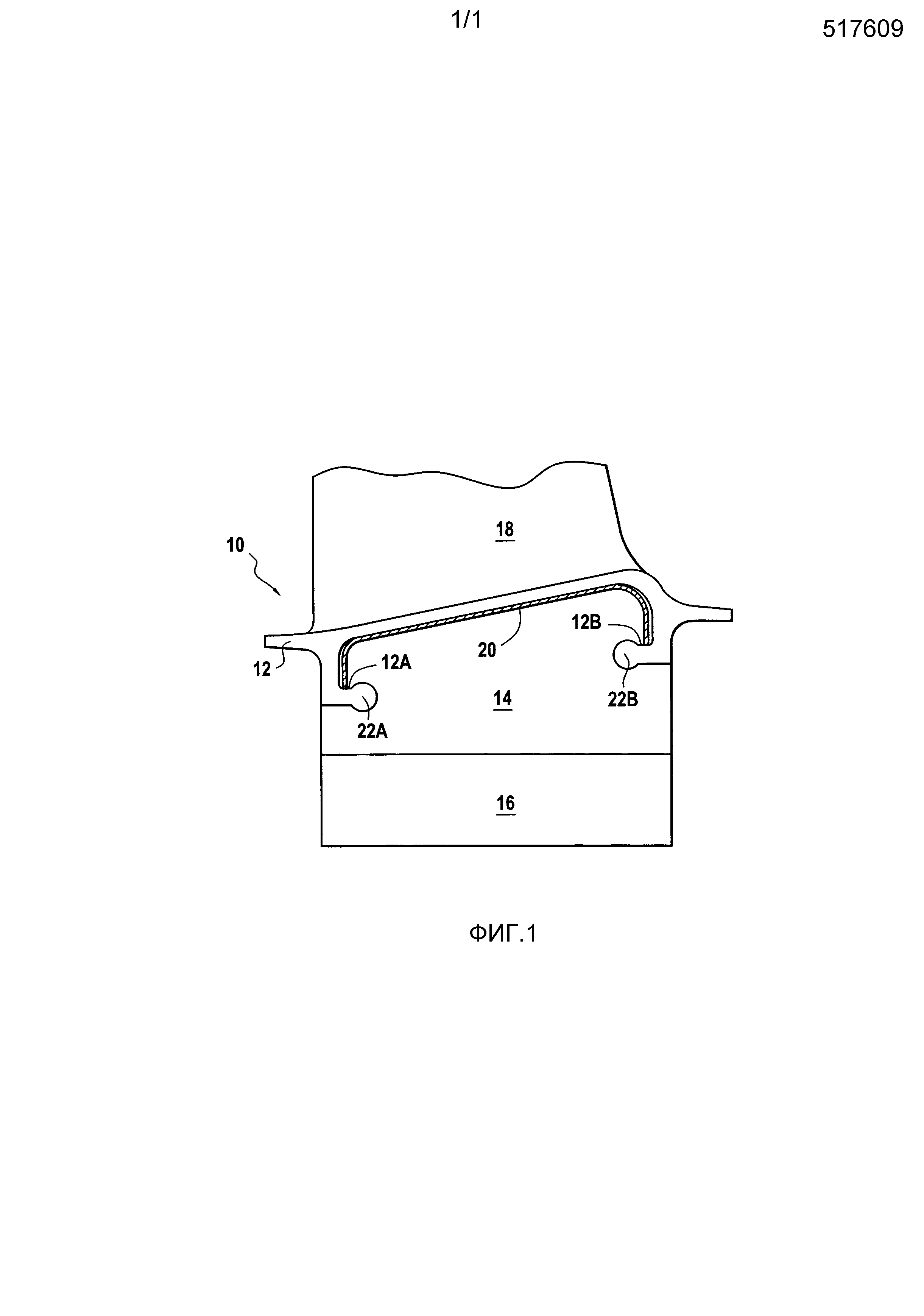
Упомянутый один чертеж представляет собой вид спереди лопатки 10 газотурбинного двигателя, например лопатки вентилятора, лопатки турбины или лопатки компрессора, которая известным способом прикреплена к периферии роторного диска двигателя (не показанного) и которая обычно содержит под полкой 12 отделенный от нее стойкой 14 хвостовик 16 лопатки елочного типа или типа «ласточкин хвост», каковой хвостовик размещен в соответствующем пазу или канавке (не показанной) в периферии роторного диска.
Стойка 14 имеет толщину, которая мала по сравнению с хвостовиком 16 лопатки, для того чтобы проходить через отверстие, образованное упомянутым пазом, и обеспечить механическое соединение между хвостовиком и аэродинамическим участком (или аэродинамическим профилем 18) лопатки. Под полкой обычно размещаются как передний, так и задний держатель 12А и 12В для уплотнительного кожуха 20, причем термины «передний» и «задний» приведены относительно потока воздуха, проходящего между лопатками.
Для того чтобы обеспечить механическую обработку такой лопатки, необходимо образовать опорные поверхности, которые должны представлять собой исходные поверхности для определения размеров деталей, и опорные точки, которые должны служить в качестве контрольных точек для механической обработки и для последующего контроля детали. Обычно предусмотрено шесть опорных точек, распределенных по всей детали для механической обработки, и они образуют участки шеститочечной системы позиционирования, позволяющей осуществлять механическую обработку детали в станке для объемной механической обработки.
В настоящем изобретении боковая поверхность стойки 14 на стороне спинки выбрана в качестве контрольной поверхности, а передний и задний держатель уплотнительного кожуха также используются в качестве опорных точек 22А, 22В для шеститочечной системы позиционирования для позиционирования лопатки в станке для объемной механической обработки, при этом другие четыре опорные точки распределены на других поверхностях лопатки. При такой конфигурации, упомянутые две опорные точки расположены относительно близко к краям стойки, тем самым максимизируя расстояние между ними. Таким образом, концентрация напряжений, которая возникает в результате большого количества малых радиусов кривизны, уже имеющихся в хвостовиках, в опорных точках для уплотнительного кожуха 20 не увеличивается, поскольку эти радиусы кривизны сгруппированы вместе с теми, которые являются результатом опорных точек, и к тому же уменьшается общий вес лопатки вследствие того, что функции опоры и держателя, которые объединены в этих двух точках, совпадают.
Реферат
Изобретение относится к общей области газовых турбин для самолетных или вертолетных двигателей и более конкретно к способу изготовления лопаток, который способствует минимизации напряжений и веса во время механической обработки. При механической обработке лопатки на станке для объемной механической обработки определяют опорные точки, которые должны служить в качестве контрольных точек для механической обработки. При этом обрабатываемая лопатка содержит перо, полку, содержащую передний и задний держатели, образованные соответственно под ее передним и задним участками для поддержки уплотнительного кожуха, хвостовик лопатки и стойку, расположенную между полкой и хвостовиком лопатки. Затем позиционируют лопатку на станке, используя упомянутые передний и задний держатели в качестве двух опорных точек для шеститочечной системы позиционирования, и производят механическую обработку. Другое изобретение группы относится к газотурбинному двигателю, включающему в себя множество лопаток, полученных указанным выше способом. Группа изобретений позволяет упростить механическую обработку лопатки и снизить ее вес. 2 н. и 1 з.п. ф-лы, 1 ил.
Комментарии