Изделие с металлическим основным телом и способ его изготовления - RU2168558C2
Код документа: RU2168558C2
Чертежи
Описание
Изобретение относится к изделию с металлическим основным телом из сплава по меньшей мере с одним расположенным внутри основного тела продольным каналом и множеством ответвляющихся от него, имеющих соответственно выходное отверстие в основном теле поперечных каналов.
При этом изобретение относится к такому изделию, которое выполнено в виде компоненты газовой турбины, в частности в виде лопатки.
Для стационарных газовых турбин (с ранее обычными температурами материала порядка 950oC) и для газовых турбин в авиационных двигателях (с ранее обычными входными температурами порядка 1100oC) повышение входной температуры было достигнуто путем использования специально разработанных сплавов в качестве основных материалов для деталей, подвергаемых высокой термической нагрузке, как направляющие лопатки, рабочие лопатки, элементы теплозащитного экрана и тому подобное. В частности, путем использования монокристаллических суперсплавов могут применяться температуры металла значительно выше 1000oC. За счет этого может быть повышен коэффициент полезного действия газовой турбины.
Наряду с термомеханическими нагрузками компоненты газовых турбин подвержены также химическим воздействиям, например, дымовых газов с температурами выше 1300oC. Для достаточной стойкости относительно таких воздействий такая компонента покрыта металлическим защитным слоем. Защитный слой должен также обладать достаточно хорошими механическими характеристиками. В частности, с учетом механического взаимодействия между защитным слоем и основным материалом детали защитный слой должен быть достаточно пластичным, чтобы иметь возможность следовать вероятным деформациям основного материала; он должен также, по возможности, быть не подверженным образованию трещин, чтобы предотвратить обнажение основного материала с последующей коррозией и окислением.
Металлические защитные слои для металлических компонентов, в частности для компонентов газовых турбин, для повышения стойкости к коррозии и/или окислению известны в уровне технике в большом разнообразии. Класс сплавов для защитных слоев известен под общим понятием "MCrAlY-сплавы", причем M означает по меньшей мере один элемент из группы, содержащей железо (Fe), кобальт (Co) и никель (Ni), и причем другими существенными составляющими являются хром (Cr), алюминий (Al) и иттрий (Y).
Защитный слой из MCrAIY-сплава, который улучшает коррозионные и окислительные характеристики изделия в области температур поверхности от 600 до 1150oC, описан в EP-0412397 A1. Защитный слой содержит наряду с 22-60% хрома 0-15% алюминия, 0,3-2% иттрия или 0,3-2% другого элемента из группы редкоземельных металлов составляющую 1-20% рения. Основой сплава является никель; при необходимости могут быть добавлены другие элементы, в частности кобальт. Вследствие хорошей теплопроводности металлического защитного слоя покрытая защитным слоем деталь подвержена почти тем же самым термическим нагрузкам, что и сам защитный слой.
Другое коррозионностойкое защитное покрытие для компонентов газовых турбин и других компонентов из сплавов на основе никеля или на основе кобальта известно из EP 0486489 B1. Это защитное покрытие содержит следующие элементы (указанные в весовых долях): 25-40% никеля, 28-32% хрома, 7-9% алюминия, 1-2% кремния, по меньшей мере 5% кобальта, 0,3-1% редкоземельного металла, например иттрия. Характеристики отдельных составляющих явно указаны в этой публикации.
В EP 0397731 B1 описан двухслойный защитный слой из двух различных сплавов. Внешний сплав является MCrAlY-сплавом и содержит (указанные в весовых долях): 15-40% хрома, 3-15% алюминия, а также 0,2-3% по меньшей мере одного элемента из группы иттрий, тантал, гафний, скандий, цирконий, ниобий и кремний. Этот внешний сплав со своей стороны покрыт, при необходимости, в частности при охлаждаемых изнутри металлических деталях, для защиты от особенно высоких температур термобаррьерным слоем. Термобарьерный слой может быть выполнен из оксида циркония с добавкой оксида иттрия. Чтобы предотвратить возможное отслаивание термобарьерного слоя от внешнего сплава, предусмотрено окисление внешнего сплава перед нанесением термобаррьерного слоя.
В уровне техники также известно, в случае турбинной лопатки производить внутреннее покрытие относительно узких каналов охлаждения металлом, например алюминием (J. Е. Restall et al.: "A Process for Protecting Gas Turbine Blade Cooling Passages Against Degradation", Super alloys, 1980, стр. 405-410). Другой способ для осаждения алюминия на соединение никеля, который также является применимым для внутренних поверхностей и каналов охлаждения, также описан в литературе (R.S. Parzuchowski: "Gas Phase Deposition of Aluminium on Nickel Alloys", Thin Solid Films 45, 1977, стр. 349-355). Возможным является также применение хрома или комбинации алюминия и хрома. В дополнение к этому следует сослаться на DE 4119967 C1. Следует отметить, что внутренние покрытия для каналов охлаждения в уровне техники известны в принципе только вместе с подобными внешними покрытиями.
Лопатки для высокоразвитых газовых турбин, например для авиационных двигателей и в увеличивающейся степени также для стационарных газовых турбин, в настоящее время конструируют комплексно. При этом можно различать следующие признаки: Металлическое основное тело, то есть собственно лопатка, отлита из высокотермостойкого материала и тонкостенной. За счет этого должно быть возможным эффективное охлаждение с внутренней стороны лопатки охлаждающей средой, в частности таким газом, как воздух. Основное тело содержит для этого по меньшей мере один продольный канал охлаждения и множество ответвляющихся от него поперечных каналов охлаждения.
На стороне горячего газа лопатки предусмотрено покрытие, которое защищает металлическое основное тело от окисления и высокотемпературной коррозии. Во многих случаях поверх него существует еще другое покрытие на стороне горячего газа из керамического материала для уменьшения теплового потока в лопатке. Желательным является также внутреннее покрытие для защиты от обусловленного окислением ослабления толщины стенки и появления растрескивания на стороне средства охлаждения. Поперечные каналы охлаждения могут при этом рассматриваться как перфорации в рабочей стороне лопатки и/или платформе/платформах, через которые выходит охлаждающая среда. За счет этого может достигаться особенно хорошее распределение и при необходимости также образование завесы охлаждающей среды на стороне горячего газа. Она приводит к пленочному охлаждению.
Задача изобретения состоит в том, чтобы указать изделие, содержащее основное металлическое тело с выполненным в нем по меньшей мере одним продольным каналом, нанесенный снаружи на основное тело покровный слой из сплава, отличающегося от сплава основного тела, и нанесенный поверх покровного слоя керамический слой, которое может изготавливаться экономично с точки зрения расходов. Кроме того, должен быть указан выгодный с точки зрения стоимости способ изготовления для такого изделия, за счет которого, в частности, все поперечные каналы снабжают покрытием без неконтролированного сужения их поперечного сечения.
Первая поставленная задача решается тем, что в изделии выполнены поперечные каналы и на поверхность как продольных, так и поперечных каналов, нанесен металлический покровный слой, содержащий сплав, отличающийся от сплава основного тела, и затем металлический обогащенный слой с образованием каналов охлаждения с защитным покрытием, причем обогащенный слой в каждом выходном отверстии нанесен на небольшую часть покровного слоя.
Покровный слой состоит предпочтительно из сплава MCrAlY и имеет предпочтительно толщину от 180 мкм до 300 мкм. В качестве сплава MCrAlY могут использоваться сплавы, в частности, известные из EP 0412397 A1 и из EP 0486489 B1.
Обогащенный слой на изделии имеет предпочтительно толщину от 30 мкм до 100 мкм.
Обогащенный слой выполнен, в частности, в виде диффузионного слоя, то есть слоя, который образован диффундированием специально нанесенного металла в основное тело. В качестве такого металла могут в частности использоваться алюминий, хром, а также хром-алюминиевые сплавы, причем особенно предпочтительным является алюминий без хрома.
Особенно предпочтительным является также, что изделие содержит керамический теплоизоляционный слой, который покрывает снаружи покровный слой и на каждом выходном отверстии также обогащенный слой на небольших частях покровного слоя, где обогащенный слой покрывает покровный слой. Этот теплоизоляционный слой имеет, кроме того, предпочтительно толщину от 100 мкм до 500 мкм, в частности от 200 мкм до 300 мкм.
Изделие, в частности, с одной или несколькими описанными выше формами выполнения выполнено, в частности, как компонента газовой турбины, например как лопатка или элемент теплозащитного экрана. Его конструктивные признаки делают его особенно пригодным для расчета в том смысле, чтобы оно могло противостоять механическим, термическим и химическим нагрузкам, с которыми следует считаться при работе в газовой турбине, причем изделие обтекается горячим дымовым газом.
Направленная на способ изготовления изделия задача в качестве первого соответствующего изобретению выполнения решается тем, что на поверхность основного тела по меньшей мере с одним расположенным внутри продольным каналом наносят металлический покровный слой, а через основное тело и покровный слой просверливают к продольному каналу поперечные каналы и на поверхности продольного канала, поперечных каналов и выходных отверстий поперечных каналов, на поверхности соответствующих малых частей покровного слоя наносят обогащенный слой и основное тело с покровным слоем и обогащенным слоем подвергают термообработке и покровный слой выглаживают.
Направленная на способ изготовления изделия задача в качестве второго соответствующего изобретению выполнения решается тем, что на поверхность основного тела по меньшей мере с одним расположенным внутри продольным каналом наносят металлический покровный слой, а через основное тело и покровный слой просверливают к продольному каналу поперечные каналы и на поверхности продольного канала, поперечных каналов и выходных отверстий поперечных каналов на поверхности покровного слоя, на соответствующие малые части покровного слоя наносят обогащенный слой, а покровный слой выглаживают и покровный слой снабжают керамическим теплоизоляционным слоем и основное тело с покровным слоем, обогащенным слоем и керамическим теплоизоляционным слоем подвергают термообработке.
Относительно первой формы выполнения способа следует заметить, что выглаживание покровного слоя служит, в частности, для того, чтобы удалить возникший при нанесении обогащенного слоя на нежелательных местах, обогащенный использованным для образования обогащенного слоя материалом поверхностный слой.
Относительно второй формы выполнения способа следует отметить, что операция выглаживания покровного слоя производится в соответствии с требованиями подлежащего нанесению керамического теплоизоляционного слоя, причем опять-таки удаляют возможно появившийся, нежелательный поверхностный слой на покровном слое.
В рамках первой формы выполнения способа покровный слой представляет собой, в частности защитный слой, который должен защищать основное тело от коррозии и/или окисления. В рамках второй формы выполнения способа покровный слой служит, в частности, в качестве адгезионного слоя, чтобы связать керамический теплоизоляционный слой с основным телом. Это связывание происходит возможно через возникающую на покровном слое тонкую окисную пленку. Эта пленка может возникать за счет окисления покровного слоя или может наноситься также за счет отдельной операции. При необходимости образованная окислением покровного слоя пленка может перед нанесением керамического теплоизоляционного слоя также еще модифицироваться, в частности, за счет введения другого химического элемента, как, например, азота.
Покровный слой в рамках любой формы выполнения способа может наноситься за счет способа плазменного напыления при низком давлении (LPPS) или способом плазменного напыления в вакууме (VPS). В частности, способ плазменного напыления в вакууме предпочитают для нанесения покровного слоя из сплава MCrAlY.
Для нанесения обогащенного слоя на основное тело осаждают из паровой фазы и диффундируют предпочтительно по меньшей мере один из элементов - алюминий и хром, предпочтительно алюминий, так что образуется обогащенный слой за счет присадки легирующего элемента алюминия или хрома к материалу основного тела или покровного слоя.
Сверление поперечных каналов в основном теле производят предпочтительно лазерным способом сверления, электрохимическим способом зенкования (ECM) или способом электроискровой эрозии (EDM).
Если в рамках способа должен наноситься теплоизоляционный слой, то это предпочтительно производят способом плазменного напыления в атмосфере (APS) или способом физического напыления (PVD). Способ плазменного напыления при этом особенно выгодным с точки зрения расходов образом дает в основном неструктурированный керамический теплоизоляционный слой, в то время как способ осаждения из паровой фазы, который как правило дороже, чем способ напыления, может давать керамический теплоизоляционный слой, который состоит из отдельных, выращенных на покровном слое столбчатых кристаллитов. Такой теплоизоляционный слой из столбчатых кристаллитов имеет по сравнению с неструктурированным теплоизоляционным слоем значительные преимущества, за которые, правда, должны платиться значительно более высокие производственные расходы. Выбор между неструктурированным теплоизоляционным слоем и теплоизоляционным слоем из столбчатых кристаллитов должен поэтому решаться отдельно для каждого частного случая.
Предусмотренная в рамках каждой формы выполнения способа термообработка служит предпочтительно для диффузионного отжига и/или термического упрочнения снабженного покрытием основного тела.
Особенное преимущество изобретения заключается в том, что при нанесении внутреннего покрытия внешняя поверхность не должна закрываться. Кроме того, за счет последовательности при изготовлении и за счет следующих после нанесения покрытия рабочих операций, в частности путем выглаживания, обеспечивается то, что ни между поверхностью детали и покровным слоем, ни на покровном слое не возникают или не остаются фазы с повышенным содержанием материала обогащенного слоя, в частности алюминия. Дело в том, что о таких фазах известно, что они склонны к образованию трещин. Таким образом, образование трещин может в значительной степени избегаться.
Способ согласно изобретению, кроме того, обеспечивает то, что все поперечные каналы охлаждения, то есть все выходные отверстия охлаждающего воздуха снабжаются покрытием.
Предпочтительно обогащенный слой наносят способом химического напыления (CDV = Chemical Vapour Deposition), в частности диффузионным процессом. Путем этого выбора способа нанесения для внутреннего покрытия удерживается малым загрязнение наружной поверхности. Так как она состоит из еще шершавого после напыления покровного слоя, который предпочтительно изготовлен по способу напыления в вакууме (VPC = Vacuum Pressure Spraying) или по способу плазменного напыления при низком давлении (LPPS = Low Pressure Plasma Spraying), в последующем процессе выглаживания, который при необходимости может быть абразивным способом (процессом шлифования), достигается безостаточное удаление всех нежелательных остатков. Кроме того, количество термообработок может оставаться относительно малым.
Если деталь должна снабжаться теплоизоляционным слоем, то он предпочтительно может наноситься способом физического напыления (PVD = Physical Vapour Deposition).
Описанные выше изделия имеют в качестве компонентов турбины относительно высокий срок службы.
Способ изготовления, исходя из последовательности изготовления, дает преимущество, что поперечные каналы, то есть отверстия для охлаждающего воздуха не закрываются, а только сужаются с хорошей воспроизводимостью. Это может быть показано на конструкции компоненты в масштабе чертежа.
Примеры выполнения
изобретения поясняются в последующем более подробно с помощью чертежей, на которых показано:
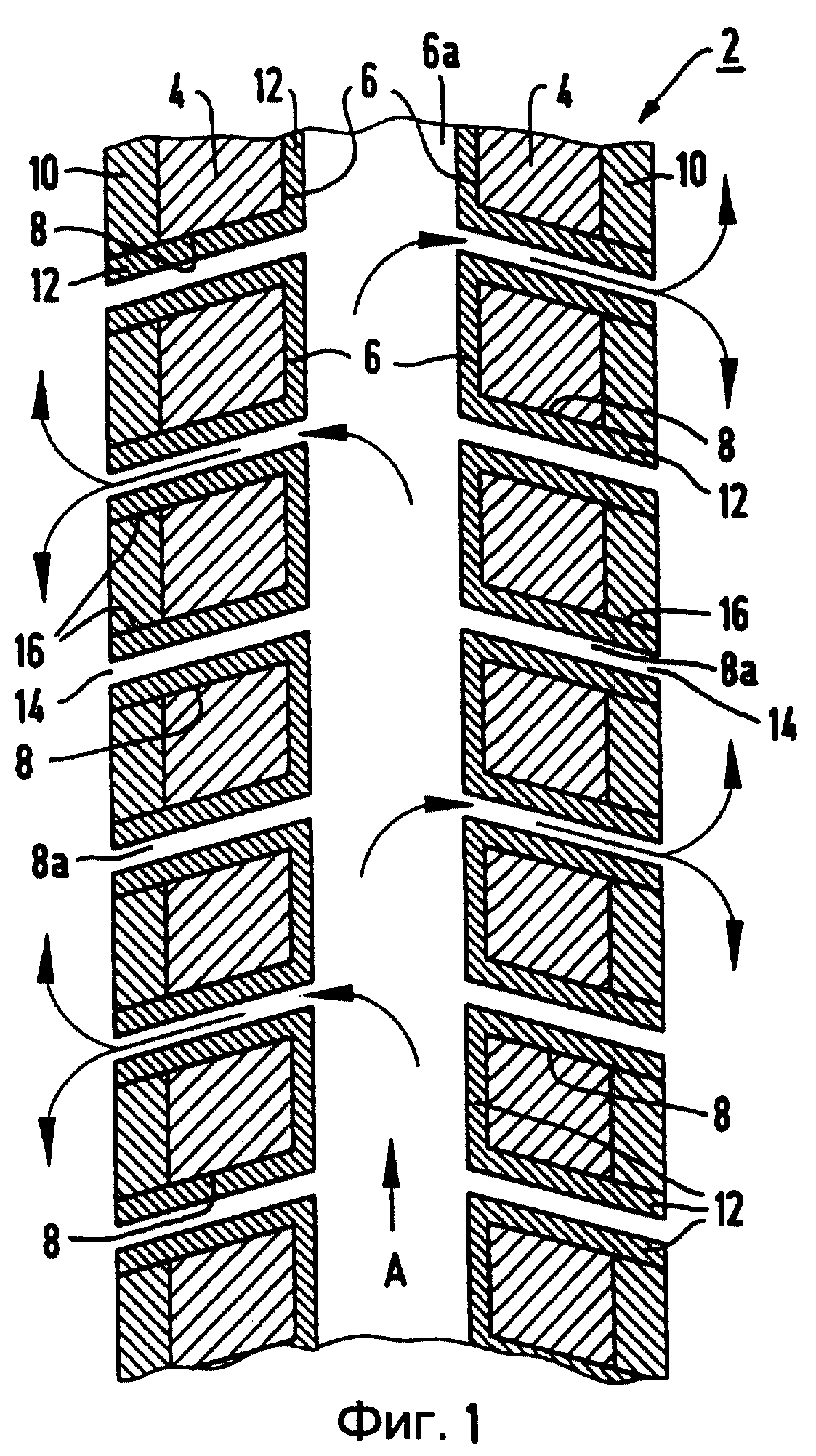
Фиг. 1 - вырез лопатки газовой турбины без внешнего теплоизолирующего слоя;
Фиг. 2
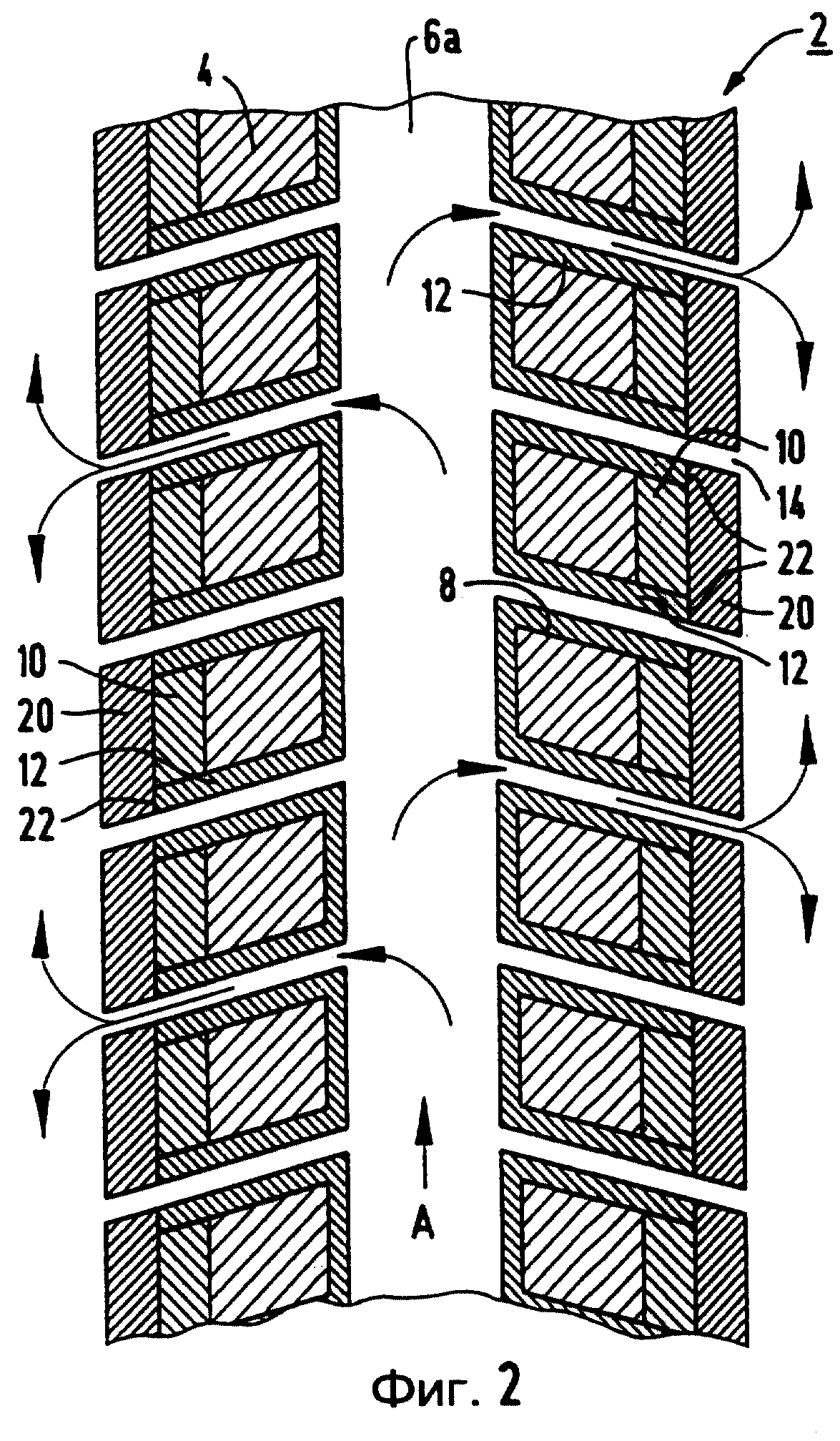
- вырез лопатки газовой турбины с внешним теплоизолирующим слоем;
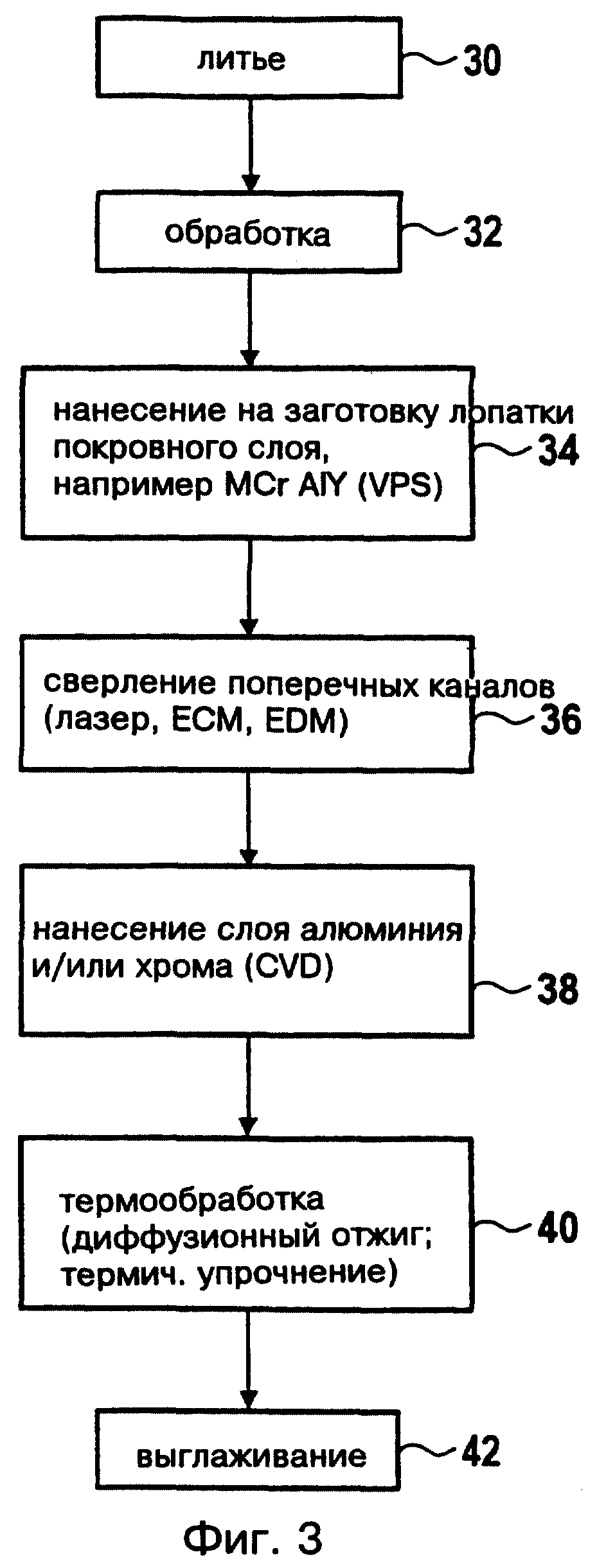
Фиг. 3 - блок-схема способа для изготовления лопатки газовой турбины согласно фигуре 1; и
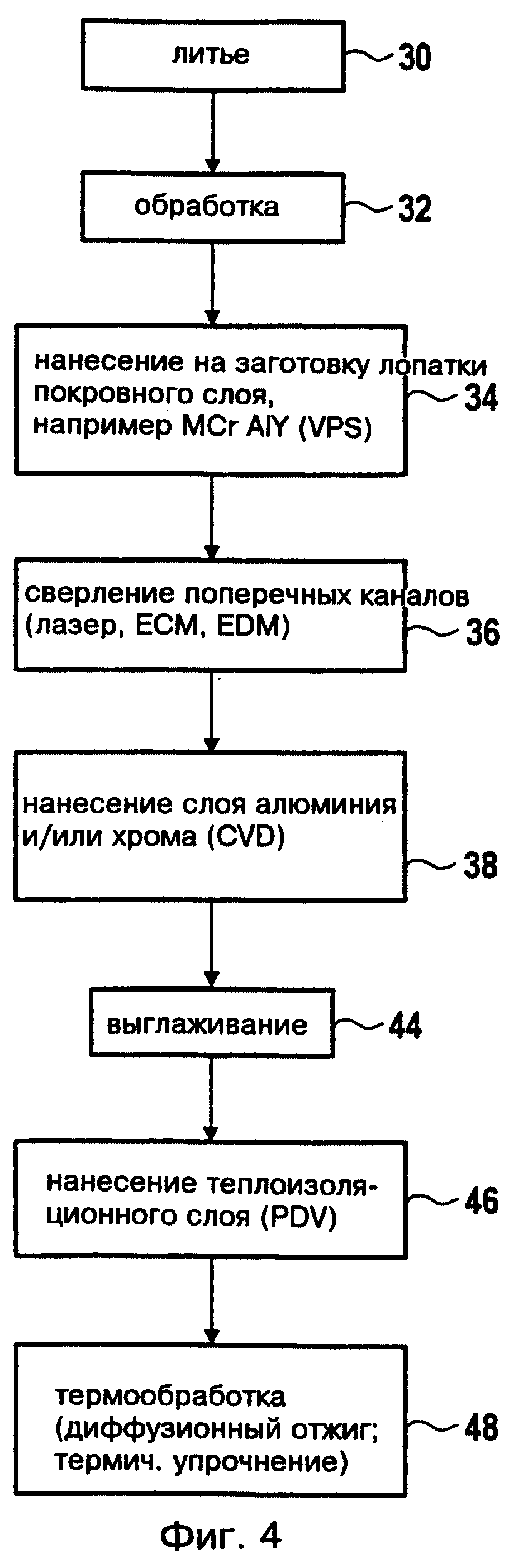
Фиг. 4 - блок-схема
способа для изготовления лопатки газовой турбины согласно фигуре 2.
Согласно фигуры 1 лопатка 2 для газовой турбины содержит металлическое основное тело 4. В случае этого основного тела 4 может идти речь, в частности, о таковом из суперсплава на основе никеля или кобальта. Примерно центрально внутри основного тела 4 находится продольный канал 6. От этого продольного канала 6 ответвляется множество поперечных каналов 8. Продольный канал 6 и поперечные каналы 8, как будет понятно позднее, после снабжения внутренним покрытием служат для пропускания охлаждающей среды A, в частности охлаждающего газа, как воздух.
Снаружи на каждой стороне основного тела 4 непосредственно нанесен покровный слой 10. Этот покровный слой 10 состоит из сплава MCrAlY. Он имеет предпочтительно толщину от 180 мкм до 300 мкм. Выпускные отверстия 14 при этом оставлены свободными. Покровный слой 10 предпочтительно нанесен способом плазменного напыления при низком давлении или способом плазменного напыления в вакууме. Он выполняет функцию (внешнего) защитного слоя.
Для внутреннего покрытия предусмотрен обогащенный слой 12. Он покрывает только стенки продольного канала 6 и стенки поперечных каналов 8. Кроме того, он находится также во внешней области поперечных каналов 8 с оставлением свободными выходных отверстий 14 и покрывает при этом сбоку небольшую часть покровного слоя 10. Эта часть покрытия обозначена позицией 16. Обогащенный слой 12 имеет предпочтительно толщину от 30 мкм до 100 мкм. Он нанесен предпочтительно диффузионным способом, причем хром и/или алюминий осаждают из паровой фазы и вводят диффузией.
Можно видеть, что лопатка 2 имеет таким образом снабженный покрытием продольный канал охлаждения 6а и множество ответвляющихся от него снабженных покрытием поперечных каналов охлаждения 8а для прохождения через них охлаждающей среды A.
Лопатка 2 с фигуры 2 в основном соответствует таковой с фигуры 1. Однако здесь снаружи, то есть на покровном слое 10, еще предусмотрен керамический теплоизоляционный слой 20. Покровный слой 10, который предпочтительно опять-таки выполнен из сплава MCrAlY, имеет здесь функцию адгезионного слоя. Теплоизоляционный слой 20 имеет толщину от 100 мкм до 500 мкм, предпочтительно толщину от 200 мкм до 300 мкм. Он может состоять из обычных известных материалов. Достойно упоминания лишь то, что теплоизоляционный слой 20 покрывает снаружи покровный слой 10 и во внешней области поперечных каналов 8 с оставлением свободными выпускных отверстий 14 также небольшую часть или область перекрытия 22 обогащенного слоя 12. Теплоизоляционный слой 20 может быть изготовлен способом плазменного напыления при атмосферном давлении (APS = Atmospheric Plasma Spraying) или способом физического напыления (PVD = Physical Vapour Deposition).
На фигуре 3 показан принципиальный путь для изготовления лопатки 2 согласно фигуре 1. Согласно фигуре 3 вначале в первой операции 30 производят литье, то есть изготовление сформованного основного тела 4, включая продольный канал 6. Могут быть также предусмотрены несколько продольных каналов 6. Во второй операции 32 производят механическую обработку. При этом производят фрезерование хвостовика лопатки, фрезерование уплотнительных поверхностей лопатки 4 и/или другую операцию обработки так, что получается заготовка. В последующей операции 34 производят нанесение покровного слоя 10 на основное тело 4. Этот покровный слой 10 может состоять, в частности, из сплава MCrAlY. Нанесение производят посредством способа плазменного напыления при низком давлении или в вакууме (LPPS = Low Pressure Plasma Spraying или VPS = Vacuum Plasma Spraying). При этом заготовку при необходимости подвергают связывающей термообработке. Покровный слой 10 служит при работе лопатки 2 в качестве защитного слоя.
В последующую операцию 36 производят сверление поперечных каналов 8. При этом можно пользоваться различными технологиями. Если речь идет о каналах 8 круглого поперечного сечения, в также о подводах к сформированным выходным отверстиям, то можно использовать лазерную обработку. Если же в противоположность этому речь идет об отверстиях для пленочного охлаждения, например, трапециевидной или другой формы поперечного сечения, то можно использовать электрохимический способ зенкования (EMC = Elektro Chemical Milling) или способ электроразрядного зенкования (EDM = Electrical Discharge Milling).
После этого следует операция 38, а именно нанесение внутреннего покрытия. Здесь речь идет о нанесении обогащенного слоя 12. Это нанесение может производиться, например, с помощью реакционного газа за счет диффузионного процесса (CVD = Chemical Vapour Deposition) или способом укладки порошка с последующим диффузионным процессом. Вначале уже было указано на то, что такие способы являются сами по себе известными.
Итак, после того как основное тело 4 получило свое внешнее металлическое покрытие 10, 12, его подводят в операции 40 к термообработке. Эта операция 40 требуется, чтобы материал основного тела 4 получил свои оптимальные характеристики материала. В этой операции 40 речь идет, в частности, о диффузионном отжиге и последующем упрочнении. В последующей операции 42 устраняют шероховатость изготовленной теперь лопатки 4. Это происходит за счет механического процесса выглаживания. При этом удаляются также остатки на поверхности покровного слоя 10, за счет чего избегается, например, появление трещин за счет хрупких, богатых алюминием фаз.
На фигуре 4 операции 30-38 соответствуют операциям 30-38 на фигуре 3. Поэтому от повторного описания их отказываются.
К операции 38 на фигуре 4 примыкает операция 44 механического выглаживания. При этом поверхность подготавливают для последующего нанесения теплоизоляционного слоя 20 в операции 46.
В операции 46 происходит нанесение теплоизоляционного слоя 20, а именно путем осаждения из паровой фазы. При этом является предпочтительным процесс электронно-лучевого напыления (EB-PVD = Electron Beam Physical Vapour Deposition). В то время как при изготовлении согласно фигуре 3 лопатка 2 имеет снаружи металлическую поверхность, лопатка 2 согласно фигуре 4 теперь имеет снаружи керамическую поверхность.
К операции 46 примыкает операция 48 для термообработки (соответствует операции 40 с фигуры 3). Также здесь речь идет о диффузионном отжиге и термическом упрочнении основного материала лопатки 2. После этой операции 48 в распоряжении имеется для использования лопатка 2 согласно фигуре 2.
Реферат
Изобретение относится к изделию с металлическим основным телом, выполненному в виде компоненты газовой турбины, в частности в виде лопатки. Изделие содержит металлическое основное тело по меньшей мере с одним проложенным внутри продольным каналом и множеством ответвляющихся от него поперечных каналов. На основном теле лежит снаружи покровный слой. Он служит в качестве защитного или адгезионного слоя. Обогащенный слой покрывает соответственно стенки продольного канала и соответственно поперечных каналов и части покровного слоя. Снаружи еще может быть предусмотрен керамический теплоизоляционный слой. Изобретение обеспечивает снижение расходов на изготовление, а также получение покрытия на внутренней поверхности поперечных каналов без неконтролируемого сужения поперечного сечения. 3 с. и 16 з.п. ф-лы, 4 ил.
Комментарии