Способ изготовления полой вентиляторной лопатки - RU2412017C2
Код документа: RU2412017C2
Чертежи







Описание
Изобретение относится к области обработки металлов давлением, более конкретно к способам изготовления полых вентиляторных лопаток из титановых сплавов, состоящих из обшивок и образующего ребра жесткости наполнителя, с использованием сверхпластической формовки и диффузионной сварки. Способ может найти применение в авиационном двигателестроении.
Уровень техники
Известен способ изготовления изделия типа полой вентиляторной лопатки из титанового сплава [1], состоящего из обшивок и наполнителя, образующего ребра жесткости, с использованием сверхпластической формовки и диффузионной сварки.
Способ включает следующие операции:
а) обозначение на заготовках обшивок участков, подвергаемых и не подвергаемых соединению с заготовкой наполнителя, путем нанесения на поверхность заготовок обшивок покрытия, препятствующего образованию соединения;
б) сборку плоских заготовок в пакет и его герметизацию по контуру;
в) нагрев пакета для удаления летучих компонентов покрытия, препятствующего соединению;
г) нагрев пакета и приложение давления для диффузионной сварки заготовок друг с другом;
д) создание во внутренней полости полученного полуфабриката давления рабочей среды для разрыва адгезионной связи между заготовками и покрытием, препятствующим соединению, при этом разрыв адгезионной связи осуществляют фиксированным давлением рабочей среды, подаваемой во внутреннюю полость полуфабриката, при комнатной температуре;
е) нагрев полуфабриката и создание в его внутренней полости давления рабочей среды для сверхпластической формовки, по крайней мере, одной заготовки до получения готового изделия с ребрами жесткости.
При диффузионной сварке значения температуры и давления выбирают с учетом напряжения течения материала соединяемых заготовок, определяемого, в свою очередь, маркой сплава и исходной структурой заготовок.
При формовке температурно-скоростные условия выбирают так, чтобы они соответствовали условиям сверхпластической деформации для данного сплава.
Известен также способ изготовления изделия типа полой вентиляторной лопатки [2], который помимо перечисленных в [1] операций, включает приложение к заготовкам обшивок и наполнителя деформирующей нагрузки для придания им аэродинамического профиля. Данная операция осуществляется после операции диффузионной сварки, то есть на стадии обработки полуфабриката. Операция включает переходы, на которых осуществляют гибку полуфабриката с образованием спинки и рабочей части - корыта лопатки и закрутку одного конца полуфабриката относительно другого. Температуру нагрева при этом выбирают несколько ниже температуры диффузионной сварки. Операция осуществляется в специально созданном для ее выполнения приспособлении [3].
Диффузионная сварка является одной из основных операций известных способов, оказывающей влияние на качество будущего изделия. В общем случае при диффузионной сварке возникают характерные дефекты соединения - микропоры и подрезы, полностью исключить которые не всегда удается. Подрез представляет собой краевой дефект зоны соединения в виде углубления вдоль линии соединения. С позиций теории пластичности подрез при диффузионной сварке можно объяснить неблагоприятным воздействием на формирование физического контакта между свариваемыми заготовками напряжений простого сжатия, с наибольшей интенсивностью действующих в приповерхностных слоях соединяемых заготовок. Неблагоприятным воздействием напряжений простого сжатия можно объяснить и возникновение микропор в зоне соединения, образующихся на стадии формирования физического контакта.
Экспериментальные исследования микроструктуры зоны соединения, полученного таким же образом, как в способах [1, 2], показали, что скопление микропор в виде цепочки имеет место, преимущественно, на периферии участков соединения.
Объяснить такое расположение скопления микропор можно также с позиций теории пластичности. Приложенное к листовым заготовкам давление для диффузионной сварки первоначально воздействует на участки, где нанесено покрытие, препятствующее соединению, вызывая его уплотнение и вдавливание в пластичный материал заготовок. Распределение напряжений в заготовках происходит в соответствии с решением Прандтля задачи о вдавливании твердого штампа с плоским основанием, в качестве которого с некоторым приближением можно рассматривать покрытие, препятствующее соединению в пластическую среду, ограниченную плоскостью, в данном случае в заготовку наполнителя [4, 5]. При этом под покрытием, препятствующим соединению, в соединяемых заготовках образуются несколько областей, характеризующихся различным напряженным состоянием. Непосредственно под самим покрытием находится область, характеризующаяся всесторонним сжатием, по обе стороны от которой располагаются области, характеризующиеся простым сжатием, параллельным поверхности наполнителя. Области простого сжатия, параллельного поверхности наполнителя, располагаются по периметру покрытия, препятствующего соединению, распространяясь на участки заготовки наполнителя, подвергаемые соединению. Как уже отмечалось, такие напряжения сжатия неблагоприятны для осуществления деформации, необходимой для образования физического контакта. В результате именно на периферии участков соединения возникают скопления микропор. Кроме того, напряжения простого сжатия, параллельные поверхности наполнителя по периметру зоны соединения, способствуют увеличению протяженности подрезов. Расположение скоплений микропор в непосредственной близости от относительно протяженных подрезов, приводит к возникновению ослабленных сечений и тем самым снижает эксплуатационные свойства изделия, поскольку именно с периферии участков соединения начинают развиваться усталостные трещины. Это является одним из основных недостатков рассматриваемых способов [1, 2].
С интенсивным силовым воздействием на покрытие, препятствующее соединению, и следовательно, с риском нарушения его сплошности связан и другой существенный недостаток способов [1, 2] - это возможность попадания частиц покрытия на участки соединения. Такая возможность существует, поскольку первоначальный контакт между заготовками обшивок и наполнителя наступает по участкам, где нанесено покрытие, при этом участки, подвергаемые соединению, остаются открытыми при силовом воздействии на покрытие. Попадание частиц покрытия на участки соединения приводит к возникновению дополнительных дефектов соединения.
В определенной степени избавиться от перечисленных недостатков позволяет способ изготовления изделия типа полой вентиляторной лопатки из титанового сплава путем сверхпластической формовки и диффузионной сварки [6], при котором на поверхности заготовок обшивок обозначают участки, подвергаемые и не подвергаемые соединению, собирают заготовки в пакет, осуществляют нагрев и приложение давления для соединения заготовок посредством диффузионной сварки до получения полуфабриката, нагрев и подачу рабочей среды под давлением во внутреннюю полость полуфабриката для сверхпластической формовки заготовки наполнителя до получения изделия заданной формы.
Особенностью способа является то, что диффузионную сварку осуществляют через прокладки из титанового сплава с меньшим, чем в заготовках, напряжением течения. Использование прокладок в способе [6] позволяет сразу создать контакт по свариваемым поверхностям, тогда как в способах [1, 2] первоначальный контакт между заготовками наполнителя и обшивок, как уже отмечалось, создается на участках, не подвергаемых соединению.
Прокладки служат барьером, исключающим возможность попадания частиц покрытия, препятствующего соединению, в зону соединения.
Прокладки позволяют локализовать усилия на участках, подвергаемых соединению, что позволяет использовать менее мощное прессовое оборудование.
Благодаря прокладкам после диффузионной сварки между заготовкой наполнителя и заготовками обшивок на участках, не подлежащих соединению, в зонах, прилежащих к прокладкам, остаются зазоры, способствующие разрыву адгезионной связи между заготовками на этапе формовки, то есть без использования для разрыва отдельной операции, как в способах [1, 2].
Меньшее, чем в заготовках, напряжение течения в прокладках из титанового сплава обеспечивается использованием прокладок из того же сплава, что и заготовки, но с меньшим размером зерен. Или же прокладки могут быть изготовлены из другого титанового сплава, который даже при равном или большем размере зерен имеет меньшее напряжение течения, чем сплав, из которого изготовлены листовые заготовки.
Благодаря использованию более пластичных, чем заготовки, прокладок распределение напряжений в зоне соединения приближено к решению Прандтля задачи о сжатии тонкого пластического слоя конечной толщины между жесткими параллельными плитами [4, 5]. Здесь также образуются несколько областей, характеризующихся различным напряженным состоянием, а именно жесткая зона, выходящая на поверхность в центре прокладки и пластичные зоны по периферии прокладки, характеризующиеся напряжениями растяжения. Напряжения растяжения более благоприятны для осуществления деформации, необходимой для образования физического контакта, чем напряжения простого сжатия. Указанное распределение напряжений способствует устранению скопления микропор на периферии участков соединения и уменьшению подрезов.
И хотя в результате использования прокладок дефекты типа скопления микропор полностью не устраняются, но они оказываются удаленными от периферии, не приводя к возникновению ослабленных сечений.
Однако, несмотря на перечисленные преимущества, способ имеет недостатки, сдерживающие его использование в серийном производстве.
К недостаткам способа можно отнести увеличение количества зон соединения в изделии.
Кроме того, прокладки вырезаются из листа, а точнее из полос с большой степенью точности, что является достаточно трудоемким процессом. Но наибольшей трудоемкостью характеризуется операция, связанная с точным позиционированием и закреплением прокладок на поверхности обшивок. При этом не исключается операция нанесения на поверхность заготовок покрытия, препятствующего соединению, хотя она благодаря наличию прокладок может быть выполнена с меньшей точностью и, следовательно, с меньшей трудоемкостью, чем в способах [1, 2].
Металлургические предприятия в настоящее время изготавливают тонколистовой прокат с размером зерен 1-3 мкм, и в перспективе у них есть возможность изготавливать тонколистовой прокат с размером зерен менее 1 мкм. Такие листы используются для изготовления заготовки наполнителя. По сравнению с наполнителем прокладки должны иметь заметно меньший размер зерен, чтобы была реализована ситуация сжатия тонкого пластического слоя конечной толщины между жесткими плитами. Однако получить такой размер зерен в прокладках удается лишь с использованием специальных методов обработки, например изотермической прокатки. Использование в качестве заготовки наполнителя, подвергающегося сверхпластической формовке, листового проката с размером зерен более 3 мкм является нецелесообразным.
Необходимо отметить, что все рассмотренные способы [1, 2, 6] не отражают технологических особенностей процесса изготовления полой вентиляторной лопатки. В частности, в [6] для изготовления изделия берутся три тонких толщиной 1 мм промышленных листа, тогда как реальная лопатка имеет значительные перепады между толщиной замковой части и толщиной пера лопатки. Кроме того, и само перо имеет переменную толщину. Обшивку, включающую замковую часть лопатки, изготавливают из плиты достаточной толщины с использованием горячей объемной штамповки и последующей механической обработки или только механической обработки.
Наиболее полно технологические особенности изготовления полой вентиляторной лопатки, состоящей из обшивок и образующего ребра жесткости наполнителя, отображает выбранный за прототип способ [7], включающий операции:
- горячей объемной штамповки заготовок обшивок и наполнителя с предварительным формированием замка и пера лопатки, а также с приданием заготовкам аэродинамического профиля, включая образование спинки и корыта лопатки и закрутку ее пера;
- механической обработки заготовок обшивок с оформлением участков, подвергаемых соединению, в виде выступов с плоской в поперечном сечении поверхностью и соответственно участков, не подвергаемых соединению, в виде пазов, при этом, по крайней мере, часть поверхности пазов, противолежащую в собранном для диффузионной сварки пакете выступам, выполняют в поперечном сечении плоской;
- сборки заготовок обшивок и наполнителя в пакет и диффузионной сварки заготовок обшивок и наполнителя, при этом перед сборкой пакета на поверхность участков заготовок обшивок, не подлежащих соединению, наносят покрытие, препятствующее соединению;
- формирования ребер жесткости сверхпластической формовкой путем подачи рабочей среды под давлением во внутреннюю полость пакета.
В совмещении приемов образования необходимого запаса материала в области замка лопатки и придания заготовкам аэродинамического профиля есть определенная технологическая целесообразность, заключающаяся в исключении необходимости иметь специальное оборудование, как, например, в способе [2], однако такое совмещение влечет и усложнение способа.
Во-первых, нанесение покрытия, препятствующего соединению, на криволинейные поверхности заготовок обшивок является операцией, превосходящей по трудоемкости аналогичные операции в способах [1, 2, 6]. Она выполняется не менее чем за шесть переходов, включая переходы нанесения маски, ее резки, обдирки, химической и механической обработки поверхностей, в том числе выполнения канавок по границам выступов, подвергаемых диффузионному соединению.
Во-вторых, при наличии криволинейных поверхностей заготовок обшивок и наполнителя за счет их возможного перемещения относительно друг друга при сборке пакета, герметизации пакета и в процессе приложения давления для сварки возрастает риск нарушения целостности покрытия, препятствующего соединению заготовок, о чем прямо говорится в описании к патенту. Возможность перемещения заготовок обшивок и наполнителя относительно друг друга обусловлена еще и тем, что горячая штамповка заготовок обшивок и наполнителя осуществляется в разных штампах, при этом полная идентичность профиля заготовок обшивок и наполнителя достигнута быть не может.
Упомянутые выше канавки снижают риск нарушения целостности покрытия.
Трудоемкой является также механическая обработка криволинейных поверхностей заготовок обшивок для формирования на них пазов и выступов. Но наличие выступов и пазов в определенной степени делают операцию нанесения покрытия, препятствующего соединению заготовок, менее трудоемкой. Высота выступов и соответственно глубина пазов, а также радиус сопряжения между ними выбираются из технологических соображений. При этом необходимо стремиться к уменьшению высоты выступов и соответственно глубины пазов. Во-первых, высота выступов не должна оказывать влияния на процесс формирования ребер жесткости и вносить в их конструкцию какие-либо особенности. Во-вторых, при приложении к заготовкам изостатического давления при диффузионной сварке на внешней поверхности заготовок обшивок образуются складки, глубина которых зависит от высоты выступов. Складки со стороны заготовки обшивки, образующей спинку, устраняются при ее формовке. Складки же со стороны заготовки обшивки, образующей корыто, могут быть устранены только механической обработкой.
Что касается радиуса сопряжения между выступами и пазами, то он окончательно формируется при сверхпластической формовке заготовки наполнителя и сохраняется в конструкции готового изделия, играя при этом очевидную положительную роль как элемент, исключающий влияние концентратора напряжений в месте соединения ребра жесткости с обшивкой.
Выступы на участках соединения, образующиеся в процессе механической обработки, имеют в поперечном сечении плоские поверхности. Поэтому они, соприкасаясь с заготовкой наполнителя, имеющей в поперечном сечении криволинейный профиль, повторяющий профиль спинки и корыта, в отличие от прокладок в способе [6] не в полной мере защищают участки соединения от попадания на них частиц материала покрытия, препятствующего соединению заготовок, при возможном нарушении целостности покрытия.
Однако благодаря выступам, так же как в способе [6], благодаря прокладкам после диффузионной сварки между заготовкой наполнителя и заготовками обшивок на участках, не подлежащих соединению, в зонах, прилежащих к выступам, остаются зазоры. Зазоры способствуют разрыву адгезионной связи между заготовками на этапе формовки, то есть без использования для разрыва отдельной операции, как в способах [1, 2].
Микроструктурный анализ зоны соединения, полученной при диффузионной сварке образцов, форма которых позволила сымитировать условия диффузионной сварки в способе [7], показал наличие в ней большего количества пор, чем в зонах соединения полученных в способах [1, 2, 6]. Причина возникновения пор будет приведена ниже при рассмотрении сущности изобретения в сравнении с прототипом. Что касается подрезов, то их глубина и протяженность оказались меньшими, чем в [1, 2, 6].
Задачей изобретения является повышение качества лопатки за счет повышения качества соединения посредством диффузионной сварки обшивок и наполнителя при упрощении и снижении трудоемкости технологического процесса изготовления лопатки.
Дополнительной задачей изобретения является дальнейшее повышение качества лопатки и снижение трудоемкости процесса изготовления лопатки.
Раскрытие изобретения
Поставленная задача решается, когда способ изготовления полой вентиляторной лопатки из титанового сплава, состоящей из обшивок и образующего ребра жесткости наполнителя, включающий операцию обработки заготовок обшивок с предварительно сформированной замковой частью, при которой на поверхности заготовок обшивок участки, подлежащие соединению с заготовкой наполнителя, оформляют в виде выступов с плоской в поперечном сечении поверхностью, и соответственно, участки, не подлежащие соединению с заготовкой наполнителя, оформляют в виде пазов, при этом, по крайней мере, часть поверхности пазов, противолежащую в собранном для диффузионной сварки пакете выступам, выполняют в поперечном сечении плоской, а также операции нанесения на поверхность участков заготовок, не подлежащих соединению, покрытия, препятствующего соединению, сборки заготовок обшивок и наполнителя в пакет, диффузионной сварки заготовок обшивок и наполнителя, формирования ребер жесткости сверхпластической формовкой, кроме того, способ включает операцию придания заготовкам обшивок и наполнителя аэродинамического профиля путем приложения к ним деформирующей нагрузки, включая формирование корыта и спинки лопатки и закрутку пера лопатки, отличается от прототипа тем, что упомянутые выступы и пазы выполняют на поверхности заготовок обшивок до придания им аэродинамического профиля, а придание заготовкам аэродинамического профиля осуществляют после диффузионной сварки.
Дополнительная задача изобретения решается в случаях, когда
- при диффузионной сварке давление к свариваемым заготовкам прикладывают со стороны заготовки обшивки, образующей спинку лопатки;
- заготовку наполнителя берут с размером зерен менее 1 мкм.
Пояснение сущности изобретения
Как уже отмечалось, диффузионная сварка является одной из основных операций известных способов изготовления полой вентиляторной лопатки, оказывающей влияние на качество будущего изделия, одновременно диффузионная сварка сопровождается образованием в зоне соединения таких дефектов, как микропоры и подрезы. При изготовлении иных, чем полая лопатка, изделий возможно частичное устранение микропор и подрезов за счет большей деформации свариваемых заготовок или последующей дополнительной деформации зоны соединения. Устранение подрезов возможно также за счет последующей механической обработки. При изготовлении лопаток используется диффузионная сварка, предполагающая во избежание нарушения геометрии будущих ребер жесткости пластическую деформацию, предназначенную, преимущественно, для установления физического контакта между свариваемыми заготовками, а механическая обработка применима только для кромок лопатки с внешней их стороны.
В этих условиях одним из действенных приемов для повышения качества соединения становится наличие исходной мелкозернистой структуры тонколистовой заготовки наполнителя [1, 2, 7], что в принципе всегда имеет место, или специальных прокладок с мелкозернистой структурой [6]. Хотя необходимо отметить, что в способе [7] мелкозернистая структура наполнителя частично теряется при горячей штамповке. Обусловленная мелкозернистой структурой пластичность наполнителя или прокладок обеспечивает при установлении физического контакта лучшее заполнение микронеровностей на поверхности обшивок материалом наполнителя, способствуя тем самым уменьшению количества пор. Однако, как показывает анализ известных способов изготовления лопаток, одной пластичности наполнителя для установления физического контакта без образования пор недостаточно. Поэтому другим действенным приемом для повышения качества соединения становится использование закономерностей пластической деформации заготовки наполнителя при контакте с заготовкой обшивки с позиций классической теории пластичности. В результате совместного использования обоих этих приемов становится возможным формирование физического контакта практически при полном отсутствии пор. Чтобы подчинить поведение соединяемых заготовок указанным закономерностям, необходимо вносить в технологию изготовления изделия изменения, например, путем введения дополнительных заготовок в виде прокладок [6], или изменения формы деформирующего инструмента [8], или изменения формы заготовок, как это сделано в заявляемом способе.
В заявляемом способе осуществляется соединение диффузионной сваркой тонколистовой заготовки наполнителя со средним размером зерен 1-3 мкм с выступами на заготовках обшивок, изготовленных из плит, вследствие чего имеющих в состоянии поставки более крупный, чем в заготовке наполнителя, размер зерен, в частности 7-10 мкм. Конкретный размер зерен здесь приводится для того, чтобы продемонстрировать всегда существующую разницу в структурном состоянии заготовок наполнителя и обшивок перед операцией диффузионной сварки.
С учетом указанной разницы в структурном состоянии заготовок обшивок и наполнителя и их геометрии процесс образования физического контакта между ними при диффузионной сварке с позиций теории пластичности можно рассматривать как процесс наступления пластического течения среды, ограниченной плоскостью, при вдавливании в нее твердого штампа с плоским основанием. Средой в данном случае является заготовка наполнителя, опирающаяся на плоскую поверхность заготовки обшивки при вдавливании в нее выступа с плоской поверхностью заготовки другой обшивки. При этом можно воспользоваться классическим решением задачи, предложенным Прандтлем [4, 5]. В соответствии с решением Прандтля деформации предполагаются малыми, так что изменениями очертаний свободной поверхности можно пренебречь. Последнее допущение в полной мере может быть отнесено к процессу диффузионной сварки в способе изготовления лопатки, поскольку там деформация необходима только для установления физического контакта между заготовками. Необходимо, однако, отметить, что установление физического контакта происходит под воздействием изостатического давления, воздействующего на заготовки обшивок и наполнителя, жестко заделанных в пакете по кромкам. В указанных условиях происходит некоторый общий прогиб заготовок обшивок и изгиб заготовки наполнителя относительно выступов. Деформация обшивок и наполнителя по величине при этом весьма незначительна и зависит от высоты выступов и может происходить только в упругой области. К моменту полного смыкания свариваемых поверхностей для образования физического контакта как прогиб заготовок обшивок, так и изгиб заготовки наполнителя под выступом устраняются. Далее обшивки прогибаются в условиях ползучести, образуя складки, о чем будет подробнее сказано ниже, но этот процесс происходит уже после установления физического контакта.
При вдавливании выступа заготовки обшивки в заготовку наполнителя под выступом и по сторонам от него образуются треугольные области равномерного напряженного состояния. Причем непосредственно под выступом материал заготовки наполнителя подвергается всестороннему сжатию при нулевом проскальзывании поверхностей заготовок обшивки и наполнителя относительно друг друга. По сторонам от выступа образуются области простого сжатия, параллельные границе соединения. Об отрицательном воздействии напряжений простого сжатия на процесс образования физического контакта было сказано при анализе и критике способов [1, 2]. Здесь они оказываются вне зоны соединения. При анализе способа [6] отмечалось благоприятное воздействие на процесс образования физического контакта напряжений растяжения. Однако еще более благоприятными для формирования физического контакта, безусловно, являются напряжения всестороннего сжатия при нулевом проскальзывании соединяемых поверхностей относительно друг друга, которым в заявляемом способе подвергается материал заготовки наполнителя в зоне, находящейся под выступом заготовки обшивки, то есть в зоне соединения. Сформированный таким образом физический контакт является основой качественного соединения диффузионной сваркой наполнителя с обшивками. Исследования микроструктуры зоны соединения в лопатке, изготовленной по предлагаемому способу, показали практически полное отсутствие в ней пор и значительное уменьшение по сравнению с [1, 2, 6] глубины и протяженности подрезов.
В прототипе также имеется разница между размерами зерен в заготовках наполнителя и обшивок. Кроме того, на заготовках обшивок имеются выступы с плоскими в поперечном сечении поверхностями. И по крайней мере, часть поверхности пазов, участвующая с создании физического контакта между заготовками обшивки и наполнителя при диффузионной сварке, выполнена в поперечном сечении плоской. Однако в трехмерном пространстве и выступы, и пазы повторяют аэродинамический профиль заготовок обшивок. В связи с последним обстоятельством в способе-прототипе отсутствуют условия, позволяющие провести аналогию между процессом образования физического контакта между заготовками обшивок и наполнителя и вдавливанием плоского штампа в пластическую среду, ограниченную плоскостью, и, следовательно, применить к ней классическое решение Прандтля для определения характера распределения напряжений.
Процесс образования физического контакта при диффузионной сварке в способе-прототипе сопровождается проскальзыванием свариваемых поверхностей относительно друг друга из-за их криволинейного профиля, что делает невозможным создание в зоне соединения условий всестороннего сжатия и, следовательно, делает невозможным получение соединения без пор. Образованию пор еще более способствует отсутствие полной идентичности профиля свариваемых поверхностей, поскольку, как уже отмечалось при критике прототипа, профиль заготовки наполнителя и заготовок обшивок формируется посредством горячей штамповки в разных штампах.
Однако, несмотря на отмеченные проскальзывание свариваемых поверхностей относительно друг друга и их неплотный контакт между собой, все же имеет место вдавливание выступа заготовки обшивки в заготовку наполнителя, что способствует уменьшению глубины и протяженности подрезов. Поэтому здесь результат, достигнутый в заявляемом способе, сопоставим с результатом, достигаемым в способе-прототипе.
Что касается упрощения технологического процесса, то в заявляемом способе указанный результат достигается, прежде всего, за счет упрощения операций механической обработки заготовок обшивок и нанесения покрытия, препятствующего соединению, чему способствует плоская форма их поверхности со стороны, подлежащей соединению с заготовкой наполнителя. Нанесению покрытия также способствует наличие пазов на поверхности обшивок. Покрытие наносят, в частности, напылением на поверхность пазов, защищая при этом поверхность выступов трафаретом. В качестве трафарета целесообразно использовать металлическую плиту или пластину, способную уже за счет собственного веса обеспечить плотное прилегание к выступам обшивки. Для предотвращения смещения плиты ее соединяют с заготовкой посредством штифтов, располагаемых в специальных установочных отверстиях заготовок обшивок и плиты-трафарета.
Еще более упростить процесс и снизить трудоемкость изготовления лопатки можно за счет приема, заключающегося в том, что давление при сварке к свариваемым заготовкам прикладывают со стороны заготовки обшивки, образующей спинку лопатки. В общем случае к заготовкам можно прикладывать изостатическое давление, как это делается в способе [7]. Причем для способа [7] - это наиболее приемлемый вариант, так как соединению повергаются заготовки, имеющие достаточно сложный аэродинамический профиль. При этом, как уже отмечалось при критике прототипа, на внешней поверхности обшивок образуются складки, глубина которых зависит от высоты выступов на внутренней поверхности обшивок. В процессе сверхпластической формовки складки на поверхности обшивки, образующей спинку лопатки, разглаживаются, а складки на поверхности обшивки, образующей корыто лопатки, сохраняются и их можно удалить только механической обработкой. Сделать это достаточно сложно, особенно в способе [7], из-за наличия отмеченного профиля заготовок. Необходимость дополнительной механической обработки усложняет технологический процесс изготовления лопатки. Наличие плоского пакета в заявляемом способе позволяет прикладывать к нему давление только с одной стороны, а именно, со стороны заготовки обшивки, образующей спинку лопатки, и тем самым устранить необходимость механической обработки пера лопатки со стороны корыта.
Возвращаясь к вопросу о пластичности наполнителя, необходимо еще раз отметить всегда существующую разницу в структурном состоянии заготовок наполнителя и обшивок перед операцией диффузионной сварки. В создаваемых в заявляемом способе условиях всестороннего сжатия пластичный материал наполнителя будет эффективно заполнять микронеровности на поверхности обшивок. При этом при использовании наполнителя с размером зерен порядка 3 мкм его деформация будет происходить со скоростью ~1×10-3 сек-1. При использовании наполнителя с размером зерен менее 1 мкм его деформация при установлении физического контакта будет происходить на порядок с более высокой скоростью. Таким образом, при фиксированном времени операции диффузионной сварки с учетом сокращения времени на установление физического контакта увеличивается время протекания диффузионных процессов, что также благоприятно сказывается на качестве соединения наполнителя с обшивками.
Поставленные задачи изобретения решаются всей совокупностью признаков, приведенных в основном и дополнительном пунктах формулы изобретения.
Что касается высоты выступов и глубины пазов и радиуса сопряжения между ними, критерии их выбора сохраняются такими же, как в прототипе. При этом отмеченное положительное влияние выступов на качество соединения заготовок обшивок и наполнителя не зависит от высоты выступов.
Также необходимо отметить, что не вся поверхность пазов может быть плоской. В частности, в пазах так же, как в способе-прототипе, могут быть выполнены канавки, предотвращающие возможность нарушения покрытия, препятствующего соединению.
На основании обзора существующего уровня техники, выбранных аналогов [1, 2, 6, 7], а также технического решения [8], в котором продемонстрирована необходимость учета при осуществлении процесса диффузионной сварки положений теории пластичности [4, 5] можно сделать вывод о том, что заявляемое решение удовлетворяет требованиям новизны и изобретательского уровня.
Что касается промышленной применимости заявляемого способа, необходимо отметить, что способ отображает технологию изготовления полой широкохордной лопатки вентилятора двигателя нового поколения, в настоящее время разрабатываемую ОАО «Авиадвигатель» (г.Пермь), с привлечением достижений науки в Учреждении Российской академии наук ИПСМ РАН (г.Уфа). Приведенный ниже пример конкретного выполнения имитатора полой широкохордной лопатки вентилятора авиационного двигателя подтверждает такую возможность. Имитатор представляет собой уменьшенную копию реальной лопатки, поэтому при описании примера далее используется термин «лопатка».
Краткое описание графических материалов:
Фиг.1. Сечение полой вентиляторной лопатки по перу;
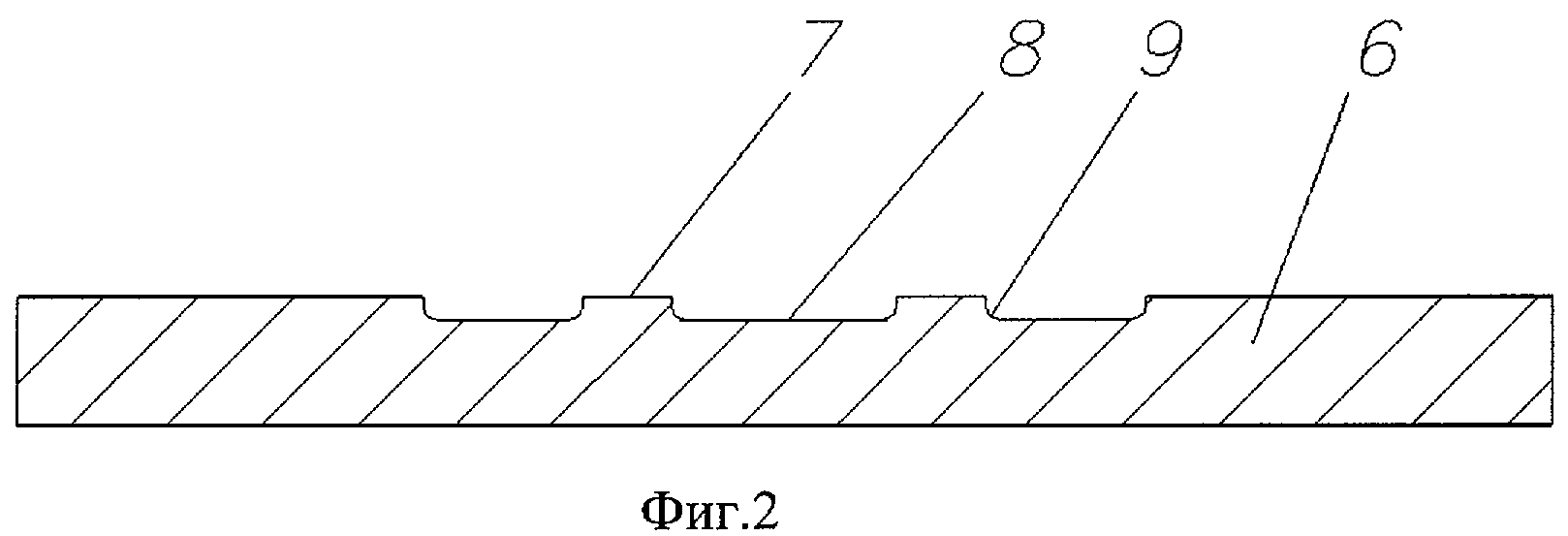
Фиг.2. Схема, поясняющая операцию обработки заготовок обшивок;
Фиг.3. Схема, поясняющая операцию нанесения покрытия, препятствующего соединению заготовок;
Фиг.4. Схема, поясняющая операцию сборки пакета;
Фиг.5. Фрагмент пакета заготовок в момент времени установления физического контакта между заготовками наполнителя и обшивок;
Фиг.6. Фрагмент пакета заготовок после диффузионной сварки;
Фиг.7. Пакет заготовок, имеющий аэродинамический профиль;
Фиг.8. Фото лопатки перед окончательной механической обработкой;
Фиг.9. Фото лопатки после окончательной механической обработки;
Фиг.10. Микроструктура зоны соединения обшивок с наполнителем.
Осуществление изобретения
На фиг.1 показано сечение полой вентиляторной лопатки по перу. Перо лопатки имеет аэродинамический профиль. Обшивка 1 образует спинку лопатки, обшивка 2 - корыто лопатки. Между обшивками 1, 2 расположен наполнитель 3, образующий ребра жесткости 4 в полости 5.
Способ изготовления полой вентиляторной лопатки осуществляется следующим образом.
Для изготовления лопатки используются три плоские заготовки, две для изготовления обшивок и одна для изготовления наполнителя.
На первой операции (фиг.2) осуществляют обработку заготовки обшивки 6, образующей корыто лопатки, с выполнением на одной ее поверхности выступов 7 и соответственно пазов 8. Выступы 7 и пазы 8 имеют плоские поверхности и сопряжены между собой по радиусу 9. На этой операции могут механически обработать и другую внешнюю поверхность заготовки 6 с оформлением технологических зон с обоих концов заготовки и замковой части (на фиг. не показаны). Предварительно технологические зоны и замковая часть могут быть сформированы горячей объемной штамповкой. На этой операции также в заготовке обшивки выполняют установочные отверстия (на фиг. не показаны). Кроме того, в технологической зоне со стороны замковой части на поверхности заготовки обшивки со стороны выступов и пазов выполняют каналы для прохода газа при сверхпластической формовке (на фиг. не показаны).
Аналогичным образом обрабатывают заготовку обшивки, образующей спинку лопатки.
Установочные отверстия выполняют и в заготовке наполнителя.
На второй операции (фиг.3) на поверхность пазов 8 наносят покрытие 10, препятствующее соединению заготовок при диффузионной сварке. Плоская поверхность заготовок, включая выступы 7, позволяет наносить покрытие с использованием простейших приспособлений, например металлического трафарета 1, имеющего прорези 12 в форме раструба, размер которых по прилегающей к заготовке обшивки 6 поверхности соответствует размеру пазов 8. Указанная форма прорезей трафарета облегчает нанесение покрытия.
Сборку трафарета с заготовкой обшивки производят по установочным отверстиям (на фиг. не показаны). Трафарет имеет плоскую полированную поверхность. При сборке обеспечивают плотный прижим трафарета к поверхности заготовки, например, за счет его собственного веса.
Покрытие наносят напылением послойно до заданной толщины, высушивая каждый слой перед нанесением последующего слоя. Для удаления летучих компонентов из материала покрытия проводят термообработку заготовок обшивок.
При сборке пакета (фиг.4) между заготовками обшивок 6 и 13 располагают плоскую заготовку наполнителя 14, совмещая их по установочным отверстиям, с помощью штифтов (на фиг. не показаны). В собранном пакете плоские поверхности выступов 7 находятся в контакте с заготовкой наполнителя 14. Такой контакт защищает участки соединения от попадания на них частиц материала покрытия 10 в случае нарушения его целостности. Собранный пакет по контуру герметизируется посредством сварного шва, который выполняют аргонодуговой сваркой в среде инертного газа. На торец пакета приваривают штуцер для соединения с трубопроводом (на фиг. не показаны). Внутри пакета создают вакуум путем соединения трубопровода с вакуумным насосом.
Собранный пакет помещают в изостатическую камеру и осуществляют диффузионную сварку заготовок обшивок и наполнителя. Заготовки обшивок 6, 13 прогибаются под действием приложенного давления навстречу друг другу и изгибают заготовку наполнителя 14. В результате заготовка наполнителя 14 прижимается выступами 7 к плоской поверхности пазов 8 с нанесенным покрытием 10. Между заготовками обшивок и наполнителя наступает физический контакт. На фиг.5 показан фрагмент пакета заготовок, иллюстрирующий процесс образования физического контакта. Прогиб заготовок обшивок 6, 13 на фрагменте не показан из-за его малой величины.
Далее после установления физического контакта общий прогиб заготовок обшивок устраняется, но с течением времени диффузионной сварки материал заготовок обшивок 6, 13 за счет ползучести заполняет пазы 8. В результате на внешней поверхности заготовок обшивок 6, 13 образуются складки 15, величина которых зависит от высоты выступов, глубины пазов. Полного заполнения пазов материалом заготовок обшивок за время диффузионной сварки не происходит и в зоне, прилегающей к выступам, остаются зазоры 16. На фиг.6 показан фрагмент пакета заготовок после диффузионной сварки.
Складки на наружной поверхности заготовки обшивки, образующей спинку лопатки, устраняются при последующей сверхпластической формовке за счет увеличения длины дуги спинки. Складки на наружной поверхности заготовки обшивки, образующей корыто лопатки, как правило, устраняются механической обработкой, поскольку при сверхпластической формовке длина дуги корыта не изменяется.
Для исключения складок на заготовке обшивки, образующей корыто лопатки, давление, необходимое для диффузионной сварки, рекомендуется прикладывать со стороны заготовки обшивки, образующей спинку, например, с помощью мембраны (на фиг. не показана).
После диффузионной сварки в технологических зонах заготовок производят обточку цапф (на фиг. не показаны). Далее заготовкам обшивок и наполнителя придают аэродинамический профиль. Данную операцию осуществляют за два перехода. На первом переходе пакет заготовок, включая замковую часть, подвергают гибке для образования спинки и корыта. На втором переходе осуществляют закрутку пера. При использовании специального приспособления типа [3] эти переходы могут быть совмещены. Пакет заготовок, имеющий аэродинамический профиль, показан на фиг.7.
Для формирования внутренней полости 5 и ребер жесткости 4 (фиг.1) осуществляют сверхпластическую формовку. С этой целью пакет помещают в пресс-форму, устанавливая его с помощью цапф между матрицами. Производят нагрев сборки и создают в полости пакета давление газа по режиму, обеспечивающему деформацию заготовки наполнителя в скоростном интервале сверхпластичности (10-4…10-2 с-1). При этом из-за разницы в размере зерен скорость деформации заготовки обшивки, образующей спинку лопатки, может лежать вне указанного интервала.
До начала собственно формовки в полость пакета при комнатной температуре подают давление газа для отделения заготовок обшивок и наполнителя на участках с покрытием. В заявляемом способе, так же как в способе [7], наличие зазоров 16 облегчает проход газа при отделении заготовок.
Фото лопатки, изготовленной по заявляемому способу, до окончательной механической обработки представлено на фиг.8. На фото видны технологические зоны, включая упомянутые выше цапфы, и совмещенные каналы, выполненные в каждой из обшивок для прохода газа при сверхпластической формовке.
Для получения готовой лопатки после перечисленных операций осуществляют операции окончательной механической обработки замка и кромок пера, а также полировки поверхности пера лопатки.
Фото готовой лопатки представлено на фиг.9. На фиг.10 представлена микроструктура зоны соединения обшивок с наполнителем.
Пример конкретного выполнения
В качестве материала для изготовления вентиляторной лопатки использовался титановый сплав ВТ6 (Ti-6Al-4V). Пример не исключает возможности использования других титановых сплавов для изготовления лопатки.
Из промышленной плиты толщиной 20 мм с размером зерен 8 мкм вырезали две заготовки обшивок 290×150 мм. Из промышленного листа толщиной 0,8 мм с размером зерен 2 мкм вырезали заготовку наполнителя 290×150 мм.
Заготовки обшивок механически обрабатывали с предварительным формированием пера и замковой части лопатки. На плоской стороне заготовок обшивок выполняли фрезерованием пазы глубиной 0,3 мм, представляющие участки, не подвергаемые соединению. Поверхность образовавшихся при этом выступов, представляющих участки, подвергаемые соединению, полировали. Заготовку наполнителя полировали с обеих сторон.
Перед нанесением покрытия, препятствующего соединению, поверхности заготовок обшивок обезжиривали.
Для нанесения покрытия использовали трафарет. Толщину покрытия задавали 40-60 мкм. Для удаления летучих компонентов покрытия заготовки обшивок помещали в вакуумную печь и нагревали до температуры 150°С и выдерживали в течение 30 мин.
Далее производили очистку поверхностей заготовки наполнителя и дополнительно - поверхностей заготовок обшивок.
Заготовки собирали в пакет, который герметизировали аргонодуговой сваркой по контуру.
Затем пакет помещали в штамповую оснастку. В полости между заготовками создавали вакуум глубиной 1,33 Па. Штамповую оснастку помещали в электрическую печь. После нагрева до температуры 900°С к пакету заготовок прикладывали давление 3 МПа с помощью гибкой мембраны и выдерживали пакет под давлением в течение 2 часов для осуществления диффузионной сварки.
После диффузионной сварки в технологических зонах заготовок производили обточку цапф.
Придание заготовкам обшивок и наполнителя аэродинамического профиля осуществляли с помощью приспособления, сконструированного по типу [3]. Эту операцию осуществляли при температуре 800°С.
После придания пакету профиля его устанавливали в пресс-форму с помощью цапф. Матрицы пресс-формы фиксировали с помощью клиновых соединений. Штуцер пакета соединяли с трубопроводом подачи рабочей среды (аргона). Перед нагревом в полость пакета подавали газ под давлением 0,2 МПа для отделения заготовок на участках с покрытием. Пресс-форму нагревали в электрической печи. Формовку осуществляли при температуре 900°С, создавая в полости пакета давление газа по режиму, обеспечивающему деформацию листовой заготовки наполнителя в интервале скоростей деформации 10-3…10-2 с-1. Максимальное давление газа составило 3 МПа. После формовки пресс-форму охлаждали, извлекали лопатку (фиг.8) и производили окончательную механическую обработку (фиг.9).
Из готового изделия вырезали образцы для металлографических исследований. На фиг.10 показана микроструктура зоны соединения, подтверждающая отсутствие пор в зоне соединения обшивки с наполнителем.
Источники информации
1. Патент Великобритании № 2095137, B21D 53/78, 1973.
2. Европейский Патент №0568201, B21D 53/78, 1993.
3. Патент Великобритании №2073631, B21D 11/14, 1980.
4. Ишлинский А.Ю., Ивлев Д.Д. Математическая теория пластичности. М.: ФИЗМАТЛИТ, 2001, 704 с.
5. Качанов Л.М. Основы теории пластичности. М.: Наука, 1969, 420 с.
6. Патент РФ № 2291019, B21D 53/78, 2007.
7. Патент США № 5826332, В23Р 15/00, 1998.
8. Григорьевский В.И., Акинин В.К. Некоторые особенности пластической деформации материала в зоне контакта при диффузионной сварке тонкостенных конструкций. // Сварочное производство. 1988. № 11. С.31-33.
Реферат
Изобретение относится к области обработки металлов давлением, более конкретно к способам изготовления полой вентиляторной лопатки из титанового сплава. До придания аэродинамического профиля на поверхности заготовок обшивок участки, подлежащие соединению с заготовкой наполнителя, оформляют в виде выступов с плоской в поперечном сечении поверхностью, и соответственно участки, не подлежащие соединению с заготовкой наполнителя, оформляют в виде пазов. При этом, по крайней мере, часть поверхности пазов, противолежащую в собранном для диффузионной сварки пакете выступам, выполняют в поперечном сечении плоской. Осуществляют нанесение на поверхность участков заготовок, не подлежащих соединению, покрытия, препятствующего соединению, сборку заготовок обшивок и наполнителя в пакет, диффузионную сварку заготовок обшивок и наполнителя, формирование ребер жесткости сверхпластической формовкой. После диффузионной сварки заготовкам обшивок и наполнителя придают аэродинамический профиль путем приложения к ним деформирующей нагрузки, формируют корыто и спинку лопатки и осуществляют закрутку пера лопатки. Повышается качество лопатки при упрощении и снижении трудоемкости технологического процесса. 1 з.п. ф-лы, 10 ил.
Комментарии