Способ полировки деталей аэродинамических устройств - RU2691444C2
Код документа: RU2691444C2
Чертежи















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ДАННОЕ ИЗОБРЕТЕНИЕ
Объект, раскрытый в данном патентном описании, относится к изготовлению деталей устройств, включающих аэродинамические поверхности, например, но не ограничиваясь этим, лопастей или лопаток роторов и статоров для осевых турбин, крыльчаток (рабочих колес) для радиальных или радиально-осевых турбин и т.п.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Осевые турбомашины, такие как осевые компрессоры и турбины, включают одну или более ступеней; при этом каждая ступень состоит из кольцеобразно расположенных неподвижных лопастей или лопаток и кольцеобразно расположенных лопастей или лопаток ротора. Лопасти снабжены хвостовой частью и венцом. Аэродинамическая поверхность проходит между хвостовой частью и венцом каждой лопасти.
Для того чтобы повысить эффективность турбины, лопасти обычно подвергают обработке на стадии полировки. Перед полировкой можно проводить дополнительную обработку лопастей. Например, перед полировкой или финишной обработкой обычно проводят стадию дробеструйной обработки для повышения прочности лопасти. Дробеструйная обработка повышает шероховатость поверхности. В настоящее время стадию полировки проводят с помощью виброобработки, например, с помощью виброгалтовки. Виброгалтовку проводят, помещая лопасти во вращающийся барабан, заполненный гранулами, сделанными из природного или синтетического абразивного материала и керамического связующего. Барабан приводят во вращательное и/или колебательное движение так, чтобы гранулы полировали поверхность аэродинамического профиля. Конечное среднее арифметическое отклонение профиля (Ra), которого можно достичь с помощью виброгалтовки, составляет примерно 0,63 мкм.
Более низких значений шероховатости можно достичь, продолжая обработку лопастей виброгалтовкой. Однако действие гранул на аэродинамический профиль изменяет не только шероховатость и текстуру поверхности, но также и геометрию аэродинамической поверхности. Уменьшение шероховатости ниже указанных выше величин могло бы привести к недопустимым изменениям геометрии. По этой причине с помощью методов полировки, применяемых на существующем уровне техники, невозможно получить более низкие значения шероховатости.
Закрытые крыльчатки, например, для центробежных компрессоров и насосов, в настоящее время полируют с помощью так называемой абразивно-струйной обработки. Процесс абразивно-струйной обработки заключается в создании потока жидкой суспензии абразивного материала, который под давлением подают через направляющие каналы крыльчатки. Достигают величин шероховатости примерно 0,68 мкм. Абразивно-струйная обработка отрицательно воздействует на геометрию лопастей из-за абразивного действия абразивных частиц, содержащихся в жидкой суспензии, которую подают под давлением через направляющие каналы крыльчатки. Кроме того, лопасти так взаимодействуют с абразивным потоком, что, из-за геометрии лопасти, на стороне высокого давления и на стороне низкого давления каждой лопасти получают неодинаковый абразивный эффект. Таким образом, неприемлемо продолжать процесс абразивно-струйной обработки крыльчатки после достижения вышеупомянутых величин шероховатости, так как это может привести к недопустимому изменению геометрии лопасти и, следовательно, к резкому ухудшению эффективности крыльчатки.
Эффективность механической детали, включающей аэродинамическую поверхность, такой как крыльчатка или лопасть, возрастает с уменьшением шероховатости, так как снижаются потери энергии из-за трения. Таким образом, имеется необходимость усовершенствования процессов и способов финишной обработки для увеличения эффективности аэродинамического профиля путем уменьшения его шероховатости, без изменения геометрии аэродинамического профиля выше допустимого предела или максимального значения допустимой погрешности.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Предложен усовершенствованный способ полировки детали устройства, содержащей по меньшей мере одну аэродинамическую поверхность, состоящую из стороны пониженного давления, стороны повышенного давления, направляющей кромки и задней кромки, который позволяет получить чрезвычайно низкие значения шероховатости на аэродинамической поверхности.
В данном описании, включая формулу изобретения, если не указано иное, текстура и шероховатость поверхности характеризуются средним арифметическим отклонение профиля (Ra). Среднее арифметическое отклонение профиля (Ra), которое также называют АА (arithmetic average, среднее арифметическое) или CLA (center line average, среднее отклонение от центральной линии), представляет собой арифметически усредненное значение отклонения фактической поверхности от средней линии или центральной линии в пределах выборки длины (L), выраженное следующим образом:

или
Если не указано иное, среднее арифметическое отклонение профиля (Ra), используемое в данном описании, выражают в микрометрах (мкм). Если не указано иное, в описании и в формуле изобретения термин шероховатость следует понимать как среднее арифметическое отклонение профиля, определение которому приведено выше.
Согласно некоторым примерам воплощения, данный способ включает:
размещение детали устройства в контейнере, и закрепление этой детали по отношению к контейнеру;
добавление в контейнер полирующей смеси, при этом полирующая смесь содержит по меньшей мере абразивный порошок, жидкость и металлические частицы;
вибрацию контейнера и закрепленной по отношению к нему детали, таким образом образуя поток полирующей смеси вдоль аэродинамической поверхности, до тех пор, пока не будет достигнуто конечное значение среднего арифметического отклонения профиля.
В предпочтительных примерах воплощения полировку продолжают до тех пор, пока на детали устройства не будет достигнуто конечное значение среднего арифметического отклонения профиля, не превышающее 0,3 мкм. Неожиданно было обнаружено, что с помощью раскрытого в тексте данного описания способа можно достичь указанных очень низких значений шероховатости за относительно короткое время и с сохранением геометрии, то есть размера и формы аэродинамического профиля по существу в неизменном виде, то есть указанных выше величин шероховатости достигают без отрицательного воздействия на общую геометрию критических деталей, таких как лопасти или лопатки турбины, крыльчатки турбомашины и т.п.. Способы полировки, применяемые на существующем уровне техники, невозможно использовать для достижения таких низких значений среднего арифметического отклонения профиля, не вызывая непредсказуемых изменений профиля аэродинамической поверхности, что может сделать отполированную деталь устройства фактически не пригодной к использованию.
Согласно некоторым примерам воплощения обработку проводят до тех пор, пока на аэродинамическом профиле не будет получено значение среднего арифметического отклонения профиля, не превышающее 0,20 мкм, предпочтительно не превышающее 0,17 мкм, более предпочтительно не превышающее 0,15 мкм.
Контейнер можно соединить с создающим вибрацию оборудованием, например, содержащим вращающийся эксцентрик и электродвигатель. Можно обеспечить устройства для регулирования частоты вибрации. Таким образом, согласно некоторым примерам воплощения, способ может дополнительно включать стадию выбора частоты вибрации контейнера и закрепленной в нем детали устройства, что вызывает перемещение металлических частиц вдоль аэродинамической поверхности, в контакте с ней, и возникновение полирующего действия аэродинамической поверхности посредством абразивного порошка, находящегося между аэродинамической поверхностью и металлическими частицами, скользящими вдоль нее. Можно определить одну или более частот вибрации, в зависимости, например, от структурных особенностей и формы деталей устройства, которые определяют такого рода скользящее движение металлических частиц вдоль аэродинамической поверхности. Выбор частоты вибрации можно проводить экспериментально, например, путем постепенного изменения скорости вращения электродвигателя, приводящего в действие эксцентрик, взаимодействующий с контейнером. Подходящие частоты вибрации можно выбрать, наблюдая движение металлических частиц или стружек на поверхности детали устройства.
В некоторых примерах воплощения можно применять металлические частицы, имеющие по существу плоские поверхности. Посредством вибрации металлические частицы можно заставить перемещаться вдоль аэродинамической поверхности таким образом, чтобы их плоские поверхности находились в контакте с аэродинамической поверхностью.
Детали устройства можно подвергать воздействию процессов для предварительной обработки, например, предварительной обработке с помощью дробеструйной обработки.
Согласно некоторым примерам воплощения, стадия создания потока полирующей смеси вдоль аэродинамической поверхности включает перемещение металлических частиц полирующей смеси вдоль стороны повышенного давления и стороны пониженного давления аэродинамической поверхности.
Деталь устройства может представлять собой, например, лопасть или лопатку осевой турбомашины, имеющую хвост и венец. Аэродинамическая поверхность расположена между хвостом и венцом, при этом в каждом положении аэродинамической поверхности, от упомянутого хвоста до упомянутого венца, между задней и направляющей кромками расположена хорда профиля.
В некоторых примерах воплощения способа, раскрытого в данном описании, в ходе упомянутой стадии вибрации детали устройства длину хорды поддерживают по существу неизменной до тех пор, пока не будет достигнуто конечное значение среднего арифметического отклонения профиля, составляющее не более 0,3 мкм, предпочтительно не более 0,2 мкм, более предпочтительно не более 0,17 мкм. Длину хорды можно изменить на величину, которая меньше величины максимального допустимого отклонения. Например, изменение длины хорды может не превышать 0,05%, а предпочтительно 0,03%.
Согласно предпочтительным примерам воплощения изменение длины хорды от начала до конца стадии вибрации контейнера и детали устройства, закрепленной в нем, может составлять не более 0,1 мм, предпочтительно не более 0,07 мм, а еще более предпочтительно не более 0,02 мм.
Изменение длины хорды в ходе полировки, которое поддерживают не превышающим 0,1 мм, а предпочтительно не превышающим 0,07 мм, приводит к тому, что геометрия лопасти и, таким образом, ее функциональность остаются по существу неизменными. Таким образом, согласно некоторым примерам воплощения, если деталь устройства представляет собой лопасть или лопатку осевой турбомашины, отличительная особенность поддержания размера и формы аэродинамической поверхности по существу неизменными означает, что изменение длины хорды не превышает 0,1 мм, а предпочтительно не превышает 0,07 мм, например, оно составляет не более 0,02 мм.
Согласно некоторым примерам воплощения деталь устройства представляет собой крыльчатку турбомашины, состоящую из втулки с центральным отверстием, в которое вставляют приводной вал, и множества лопастей, размещенных на этой втулке вокруг упомянутого отверстия, в которое вставляют приводной вал. Лопасти образуют аэродинамические поверхности, причем каждая лопасть имеет сторону пониженного давления и сторону повышенного давления. Между соседними лопастями расположены направляющие каналы. Каждый направляющий канал имеет впускное отверстие и выпускное отверстие, а каждая лопасть имеет направляющую кромку на впускном отверстии и заднюю кромку на выпускном отверстии соответствующего канала. Посредством вибрации детали устройства создают поток полирующей смеси, который циркулирует внутрь и через каналы крыльчатки.
В ходе стадии вибрации детали устройства толщина лопастей крыльчатки снижается в среднем менее чем на 0,5%, а предпочтительно в среднем менее чем на 0,4%, в то время как достигают конечного значения среднего арифметического отклонения профиля внутренней поверхности направляющих каналов, которое может составлять не более 0,3 мкм, а предпочтительно не более 0,2 мкм.
Согласно предпочтительным примерам воплощения, изменение толщины лопасти от начала до конца стадии вибрации контейнера и закрепленной в нем детали устройства может составлять не более 0,1 мм, предпочтительно не более 0,07 мм, а еще более предпочтительно не более 0,02 мм.
Изменение толщины лопасти в ходе полировки, которое остается не превышающим 0,1 мм, а предпочтительно не превышающим 0,07 мм, приводит к тому, что геометрия лопасти и, таким образом, функциональность лопасти остаются по существу неизменными. Таким образом, согласно некоторым примерам воплощения, если деталь устройства представляет собой крыльчатку для турбомашины, например, крыльчатку для радиального насоса или компрессора, отличительная особенность сохранения по существу неизменными размера и формы аэродинамической поверхности означает, что изменение толщины лопастей крыльчатки составляет не более 0,1 мм, а предпочтительно не более 0,07 мм, например, не более 0,02 мм.
Согласно некоторым примерам воплощения крыльчатка включает кожух, определяющий лопаточное пространство крыльчатки. Кожух, втулка и прилегающие к ним лопасти крыльчатки определяют направляющие поток каналы, расположенные между ними; при этом каждый направляющий поток канал имеет выпускное отверстие на задних кромках лопастей. В предпочтительных примерах воплощения способ обеспечивает вибрацию крыльчатки и создание потока полирующей смеси через направляющие каналы, что приводит к изменению осевого размера выпускных отверстий в среднем менее чем на 0,05%, а предпочтительно менее чем на 0,04%, по отношению к исходному осевому размеру.
В некоторых примерах воплощения металлические частицы включают металлические стружки. В особенно предпочтительных примерах воплощения металлические частицы включают частицы меди или медные стружки.
В некоторых примерах воплощения абразивный порошок представляет собой оксид алюминия, керамику или их комбинацию. Жидкость может включать или представлять собой воду. Кроме того, может быть добавлена полирующая среда.
В соответствии с некоторыми примерами воплощения полирующая смесь имеет следующий массовый состав:
Стадия вибрации контейнера и закрепленной в нем детали устройства может продолжаться от 5 до 8 часов, предпочтительно от 6 до 7 часов.
Согласно другим примерам воплощения, стадия вибрации контейнера и закрепленной в нем детали устройства может продолжаться от 1,5 до 10 часов.
В некоторых примерах воплощения, например, если полируют лопасти или лопатки осевой турбины, стадия вибрации может продолжаться от 1 до 3 часов, например от 1 до 2 часов.
В соответствии с другим аспектом, данное патентное описание относится также к детали устройства, включающей аэродинамическую поверхность, в которой аэродинамическая поверхность имеет значение среднего арифметического отклонения профиля, не превышающее 0,3 мкм, предпочтительно не превышающее 0,2 мкм, более предпочтительно не превышающее 0,17 мкм и еще более предпочтительно не превышающее 0,15 мкм. Деталь устройства может быть выбрана из группы, включающей лопасть или лопатку осевой турбины, крыльчатку турбины.
Отличительные особенности и варианты воплощения изобретения раскрыты ниже в тексте данного описания, а также дополнительно приведены в прилагаемой формуле изобретения, составляющей неотъемлемую часть данного описания. Вышеизложенное краткое описание приводит признаки различных примеров воплощения данного изобретения для того, чтобы лучше понять следующее далее подробное описание, а также для того, чтобы можно было лучше оценить вклад настоящего изобретения в развитие техники. Конечно, имеются и другие признаки данного изобретения, которые будут описаны далее и которые будут приведены в прилагаемой формуле изобретения. В связи с этим, перед тем, как подробно разъяснить несколько примеров воплощения данного изобретения, следует понять, что различные примеры воплощения данного изобретения не ограничены в своем применении подробностями конструкции и расположением деталей, приведенными в последующем описании или проиллюстрированными на чертежах. Данное изобретение может включать другие примеры воплощения и может быть реализовано на практике и осуществлено другими способами. Также следует понимать, что используемые в тексте данного описания фразеологию и терминологию применяют только для целей описания, и их не следует рассматривать как ограничивающие.
Фактически, специалисты в данной области могут осознать, что концепцию, на которой основано данное патентное описание, легко можно использовать в качестве основы для конструирования других конструкций, способов и/или систем для осуществления нескольких целей данного изобретения. Таким образом, важно, чтобы формулу изобретения рассматривали как включающую такие эквивалентные конструкции, так как она не отступает от сущности и объема данного изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Можно более полно понять раскрытые примеры воплощения данного изобретения и многие его ожидаемые преимущества по мере того как они становятся более понятными со ссылкой на следующее подробное описание, при рассмотрении в связи с прилагаемыми графическими материалами, в которых:
Фиг. 1А и 1В иллюстрируют детали устройства, включающие аэродинамическую поверхность, которую можно отполировать способом, раскрытым в данном описании;
Фиг. 2 схематически иллюстрирует полировку лопастей турбины по способу, раскрытому в данном описании;
Фиг. 3 схематически иллюстрирует действие полирующей среды на аэродинамическую поверхность;
Фиг. 4 и 5 иллюстрирует приведенные в качестве примера аэродинамические поверхности и положения, в которых проводят измерения шероховатости;
Фиг. 6-23 иллюстрируют диаграммы, приводящие данные по измерениям, сделанным на образцах лопастей турбин, отполированных способом, описанным в данном тексте;
Фиг. 24 иллюстрирует пример воплощения крыльчатки компрессора;
Фиг. 25 иллюстрирует полировку крыльчатки компрессора способом, описанным в данном тексте;
Фиг. 26, 27 и 28 иллюстрируют точки измерений, проведенных на образце крыльчатки, отполированной способом по приведенному патентному описанию;
Фиг. 29 иллюстрирует еще одну крыльчатку, которую можно отполировать способом по приведенному патентному описанию.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ВОПЛОЩЕНИЯ ДАННОГО ИЗОБРЕТЕНИЯ
Нижеследующее подробное описание примеров воплощения ссылается на сопровождающие графические материалы. Одинаковые номера сносок на различных чертежах обозначают одинаковые или аналогичные элементы. Кроме того, графические материалы не обязательно выполнены в масштабе. Также последующее подробное описание не ограничивает данное изобретение. Вместо этого объем изобретения определен прилагаемой формулой изобретения.
Сделанная по ходу описания ссылка на «один из примеров воплощения» или «какой-либо пример воплощения» или «некоторые примеры воплощения» означает, что конкретная отличительная особенность, структура или характеристика, приведенная в связи с каким-либо примером воплощения, включена по меньшей мере в один пример воплощения раскрытого объекта изобретения. Таким образом, появление фразы «в каком-либо примере воплощения» или «в некоторых примерах воплощения» в различных местах описания не обязательно относится к одному и тому же примеру (примерам) воплощения. Кроме того, конкретные отличительные особенности, структуры или характеристики можно комбинировать любым подходящим образом, в одном или большем количестве примеров воплощения.
Полировка лопастей осевых турбин
Фиг. 1А иллюстрирует аксонометрический вид примера воплощения лопасти компрессора для осевого турбокомпрессора, обозначенной в целом как 1А. Лопасть 1А компрессора включает хвост 3 и венец 5. Аэродинамическая поверхность 7 продлевается между хвостом 3 и венцом 5. Аэродинамическая поверхность состоит из направляющей кромки 7А и задней кромки 7В. Аэродинамическая поверхность дополнительно включает сторону 7Р повышенного давления и сторону 7S пониженного давления.
Фиг. 1В иллюстрирует аксонометрический вид примера воплощения лопасти газовой турбины, обозначенной в целом как 1В. Лопасть 1В включает хвост 3 и венец 5. Аэродинамическая поверхность 7 продлевается между хвостом 3 и венцом 5. Аэродинамическая поверхность 7 имеет сторону 7S пониженного давления и сторону 7Р повышенного давления, направляющую кромку 7А и заднюю кромку 7В.
Лопасть 1А осевого компрессора, показанная на Фиг. 1А, и лопасть 1В турбины, показанная на Фиг. 1В, приведены как примеры воплощения возможных деталей устройств, которые можно соответствующим образом отполировать способом, описанным в данном тексте. Специалисты в области турбостроения могут понять, что способом, раскрытым в тексте данного описания, можно обрабатывать другие виды деталей, включающих по меньшей мере одну аэродинамическую поверхность; например, неподвижные лопасти осевого компрессора, лопасти или лопатки статора турбины, а также крыльчатки для центробежных турбомашин, таких как турбокомпрессоры и насосы, как будет более подробно описано далее.
Деталь 1А, 1В устройства можно подвергнуть воздействию на стадии обработки поверхности, например, дробеструйной обработки. После того, как деталь 1А, 1В устройства подвергнута предварительной полировке, ее можно обработать в полировальном устройстве. Схематическое представление примера воплощения полировального устройства 10 показано на Фиг. 2. Полировальное устройство 10 включает контейнер 11, в который помещены детали устройств. Детали устройств прямо или косвенно закреплены по отношению к контейнеру 11, так, чтобы они двигались вместе с ним. В некоторых примерах воплощения контейнер 11 может быть закреплен на вибростоле 13. Вибростол 13 может быть соединен с неподвижным основанием 15, например, посредством одного или более упругих элементов 17. Упругие элементы 17 могут состоять из спиральных пружин или т.п. В некоторых примерах воплощения вместо простого устройства 17 из упругих элементов можно использовать вязкоупругое устройство.
Для того чтобы регулировать вибрацию вибростола 13, в некоторых примерах воплощения обеспечивают один или более электродвигателей 21.
Двигатель 21 регулирует вращение эксцентрика 23, который может вращаться вокруг по существу горизонтальной оси 23А. Вращение эксцентрика 23 заставляет вибростол 13 и закрепленный на нем контейнер 11 вибрировать в вертикальном направлении, как схематически показано двойной стрелкой f13.
В контейнере 11 могут быть расположены одна или более деталей 1А, 1В устройства, включающих аэродинамическую поверхность. Предпочтительно каждая деталь 1А, 1В устройства прикреплена к контейнеру 11 таким образом, чтобы детали 1А, 1В вибрировали совместно с контейнером 11 и вибростолом 13.
Контейнер 11 частично или полностью заполнен полировальной смесью М. Полировальная смесь может полностью покрывать детали 1А, 1В устройства таким образом, чтобы эти детали были полностью погружены в полировальную смесь М. В других приведенных здесь примерах воплощения данного способа можно использовать меньшее количество полировальной смеси, покрывающей детали 1А, 1В устройства лишь частично, например на 60%, 70% или 80% от общей высоты Н деталей 1А, 1В устройства.
Полировальная смесь М может состоять из жидкости, например, воды, металлических частиц и абразивного порошка. Металлические частицы могут включать металлические стружки, например, медные частицы, такие как медные стружки. Абразивный порошок может быть выбран из группы, состоящей из оксида алюминия, керамических частиц или их комбинации.
Металлические частицы могут иметь по существу плоскую форму, то есть могут быть сделаны из фрагментов металлической фольги или пластинок. В некоторых примерах воплощения металлические частицы могут иметь толщину от 1 до 2 мм. В некоторых примерах воплощения металлические частицы могут иметь поперечные размеры от 3 до 5 мм.
Абразивные частицы могут иметь размер зерен от 2 до 8 мкм.
Полировальная смесь М может дополнительно включать полирующую среду. Полирующая среда может быть выбрана из группы, состоящей из: поверхностно-активных веществ, пассивирующей жидкости или их смеси.
Массовый состав полировальной смеси М может быть следующим:
После того, как полировальную смесь ввели в контейнер 11, последний приводят в колебательное движение путем включения двигателя 21. Частоту вибрации можно соответствующим образом регулировать, например, с использованием частотно-регулируемого привода 22. Обработку предпочтительно проводят при частоте вибрации, установленной таким образом, чтобы металлические частицы полировальной смеси перемещались, скользя вдоль поверхности аэродинамической поверхности 7 в контакте с ней. Вызывающую это явление частоту вибрации легко можно выбрать, например, начиная с низкого значения частоты, и увеличивая частоту вибрации, ступенчато или непрерывно, до тех пор, пока не начинается скользящее движение металлических частиц - условие, которое легко может быть замечено оператором. При использовании соответствующего частотно-регулируемого привода 22 для электродвигателя 21 можно подобрать эффективное значение частоты вибрации, которое инициирует скользящее движение металлических частиц вдоль аэродинамической поверхности 7.
Фиг. 3 схематически изображает вышеописанное явление, которое запускает выбранная частота вибрации: металлические частицы, схематически изображенные как Р, прилегают к поверхности 7S и 7Р аэродинамической поверхности 7 и перемещаются, как показано пунктирными стрелками, под действием вибрации детали 1А, 1В, прикрепленной к вибрирующему контейнеру 11 и вибростолу 13. Абразивные частицы А захватываются между металлическими частицами Р и поверхностью 7S или 7Р аэродинамической поверхности 7. Абразивные частицы А прилипают к металлическим частицам и перемещаются вместе с ними под действием вибрации, создаваемой двигателем 21. Перемещение металлических частиц Р вместе с абразивным порошком А, захваченным между металлическими частицами и поверхностями 7S и 7Р аэродинамической поверхности, оказывает полирующее действие на обрабатываемую поверхность.
Так как продвижение определяется вибрацией деталей 1А, 1В в контейнере 11, на аэродинамическую поверхности 7 по существу не оказывается давления, и абразивный эффект является чрезвычайно мягким.
Как схематично показано на Фиг. 3, когда металлические частицы или стружки Р достигают задней или направляющей кромки 7А, 7В аэродинамической поверхности 7, они по существу утрачивают контакт с деталью устройства, и либо перемещаются в направлении от детали устройства, либо делают поворот вокруг этой кромки, перемещаясь со стороны повышенного давления к стороне пониженного давления, или наоборот. Поворот металлических частиц Р вокруг кромок 7А, 7В происходит по существу при отсутствии давления между аэродинамической поверхностью 7 и металлическими частицами Р таким образом, что форма кромок 7А, 7В сохраняется, и обтекание металлических частиц вокруг кромок не вызывает никакого изменения их геометрии.
Тесты, проведенные на нескольких аэродинамических профилях деталей устройств, показывают, что воздействие этого способа полировки приводит к неожиданно низким значениям шероховатости, без отрицательного влияния на геометрию аэродинамического профиля.
Пример 1: полировка лопастей статора и ротора осевой турбины.
Результаты тестов, проведенных на множестве образцов лопастей или лопаток статора и ротора осевых турбин, будут обсуждаться ниже в тексте данного описания, чтобы продемонстрировать эффективность данного способа полировки с точки зрения достигаемой шероховатости и сохранения геометрии профиля.
Тесты проводили на образцах лопаток или лопастей мощной газовой турбины, поставляемой General Electric, Evendale, Ohio, США.
Тесты проводили на образцах лопастей ротора со второй, третьей и одиннадцатой ступени турбины и на лопастях статора пятой, шестой и восьмой ступени.
Среди ряда описывающих геометрию лопастей параметров, которые можно использовать для проверки действия процесса полировки на общую геометрию аэродинамического профиля лопастей, было выбрано изменение длины хорды. Хорду измеряли на различных расстояниях от хвоста лопасти перед процессом полировки и после него, чтобы проверить, как процесс полировки действует на этот параметр.
Как упомянуто выше, процессы финишной обработки, применяемые на существующем уровне техники, отрицательно влияют, в частности, на размер хорды лопасти, из-за воздействия оказывающих абразивное действие гранул на направляющую и заднюю кромки лопастей, что приводит к эрозии кромок, изменению радиуса их кривизны и изменению размера хорды. Таким образом, размер хорды является критическим параметром, который следует проверять после полировки, чтобы установить, модифицировал ли процесс полировки геометрию лопасти до такой степени, чтобы это могло нанести вред эффективности лопасти.
В приведенной ниже Таблице 1 сведены основные данные по лопастям, на которых были проведены тесты. Таблица указывает номер ротора или статора газовой турбины, к которой относятся испытуемые лопасти или лопатки; количество испытуемых образцов и время цикла полировки. В качестве абразива использовали оксид алюминия, а в полировальной смеси применяли частицы меди. Состав полировальной смеси был следующим:

При рассмотрении второй ступени ротора, нижеследующая Таблица 2 приводит среднее арифметическое отклонение профиля Ra, измеренное на четырех различных образцах, которым присвоены номера 19, 12, 10, 26, в шести различных точках поверхности пониженного давления каждого образца лопасти, после дробеструйной обработки и перед полировкой. Этим образцам присвоены номера 19, 12, 10, 26. Как упомянуто выше, результаты измерения выражены в мкм (микрометрах). Положение этих шести точек, в которых измеряли среднее арифметическое отклонение профиля Ra, показано на Фиг. 4. Локальное значение среднего арифметического отклонения профиля в каждой из точек S1-S6 приведено в столбцах с S1 по S6. Последний столбец указывает среднее вычисленное значение на каждом образце (среднее из шести значений Ra, измеренных в точках S1-S6 для каждого образца):


В последующих Таблицах 4 и 5 приведены значения шероховатости Ra на одних и тех же образцах и в одних и тех же точках измерения, а также среднее значение (последний столбец, Средн.) после проведения процесса полировки, как описано выше:


Фиг. 6 и 7 изображают вышеприведенные данные по шероховатости в виде двух диаграмм. Фиг. 6 приводит среднее значение (Средн.) среднего арифметического отклонения профиля Ra, измеренного в шести точках S1-S6 на стороне пониженного давления, перед и после полировки, соответственно, для четырех испытанных образцов. Номер образца приведен по абсциссе, и он соответствует номеру образца, приведенному в левом столбце Таблиц 2-5. Фиг. 7 приводит такие же значения среднего арифметического отклонения профиля перед и после полировки для тех же четырех образцов на стороне повышенного давления.
Вышеприведенные данные, сведенные на диаграммах Фиг. 6 и 7, показывают, что полировка, проведенная на испытуемых образцах, приводит к значительно более низким значениям среднего арифметического отклонения профиля, чем те, которые можно получить с помощью виброгалтовки. Как на стороне пониженного давления, так и на стороне повышенного давления всех испытуемых образцов было достигнуто среднее арифметическое отклонения профиля ниже 0,2 мкм, а в некоторых случаях - около 0,1 мкм.
Тесты показывают также, что среднее арифметическое отклонение профиля очень незначительно улучшается после 120 минут времени обработки. Время обработки для каждого образца показано в Таблице 1.
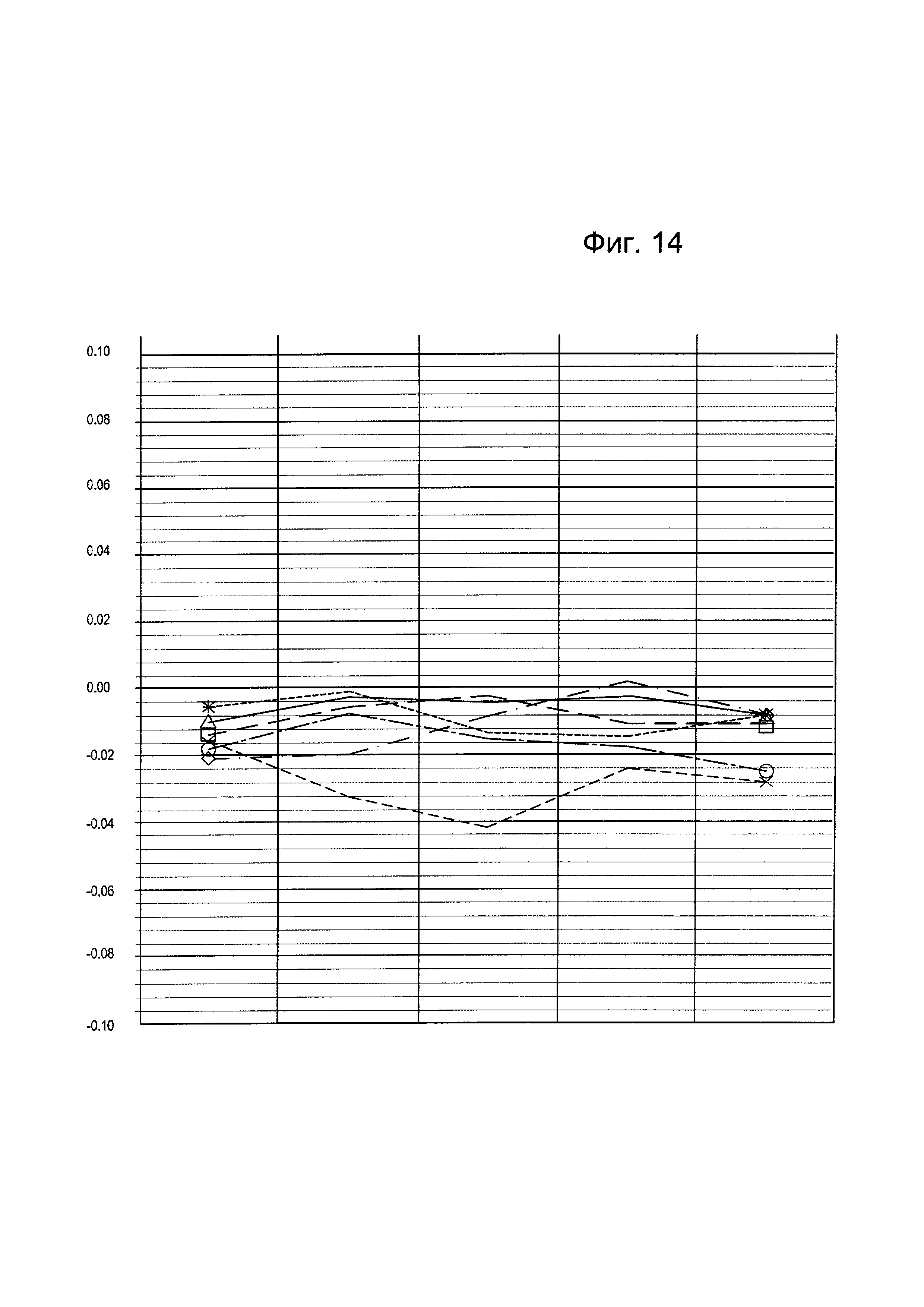
Для того чтобы проверить, соответствует ли конечная геометрия лопасти, полученная после полировки, строгим требованиям, предъявляемым к этому виду деталей устройства, на всех четырех испытуемых образцах была измерена протяженность профиля хорды перед и после обработки полировкой. Фиг. 8 приводит различие размеров хорды, измеренных перед полировкой и после полировки. Измерения проводили в десяти различных положениях лопасти, начиная от хвоста по направлению к венцу; они приведены на горизонтальной оси. Различие размеров приведено на вертикальной оси и выражено в мм. Те же параметры показаны на последующих Фиг. 11, 14, 17, 20, 23, которые относятся к тестам, проведенным на дополнительных образцах лопастей и лопаток, и которые будут обсуждены ниже.
Данные, приведенные на Фиг. 8, показывают, что в каждом случае расхождение между начальной геометрией и конечной геометрией лопастей после полировки является пренебрежимо малым. Это показывает, что, несмотря на полученную очень эффективную полировку, со значениями шероховатости (Ra) менее 0,2 мкм, геометрия лопасти остается по существу неизменной.
Тесты, проведенные на нескольких лопастях турбомашины, показали, что общее изменение размера хорды составляет менее 0,1 мм, обычно не более 0,07 мм, и что можно получить столь малое изменение как 0,02 мм, в то же время все еще получая вышеупомянутые целевые значения среднего арифметического отклонения профиля на сторонах повышенного и пониженного давления лопасти.
Нижеследующие Таблицы 6-9 приводят результаты измерения шероховатости на шести образцах лопастей ротора третьей ступени турбины. Фиг. 6 и 7 приводят значения среднего арифметического отклонения профиля (Ra) для стороны пониженного давления и стороны повышенного давления, соответственно, на основе данных, приведенных в Таблицах 6-9, перед процессом полировки и после него. Таблица 6 демонстрирует локальное среднее арифметическое отклонение профиля (Ra), измеренное перед полировкой (в микрометрах) в шести точках S1-S6 (расположенных, как показано на Фиг. 4), на стороне пониженного давления каждого из шести образцов, пронумерованных 19, 11, 23, 24, 7 и 38:

Следующая Таблица 7 показывает значения среднего арифметического отклонения профиля, измеренные перед полировкой в четырех точках Р1-Р4 на стороне повышенного давления (Фиг. 5) тех же шести образцов лопастей:

Следующие Таблицы 8 и 9 показывают значения среднего арифметического отклонения профиля, измеренные после полировки на тех же образцах и в тех же точках, что и в Таблицах 6 и 7:
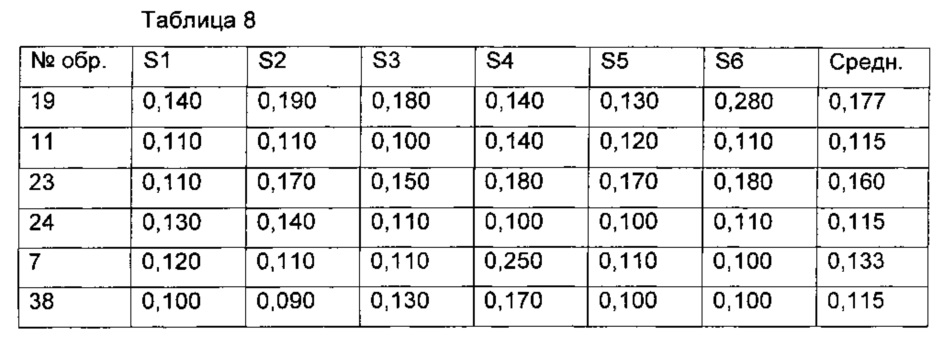

Номер образца приведен в первом столбце.
Фиг. 9 и 10 изображают две диаграммы, на которых приведены данные по среднему арифметическому отклонению профиля до и после полировки на стороне пониженного давления (Фиг. 9) и стороне повышенного давления (Фиг. 10). Номер образца приведен на оси абсцисс и соответствует номеру образца, приведенного в первом столбце Таблиц 6-9. Данные, приведенные в диаграммах, представляют собой средние значения, приведенные в последнем столбце указанных таблиц.
Фиг. 11 приводит разницу между размерами хорды в различных положениях вдоль аэродинамического профиля в сравнении с исходными размерами (то есть размером перед полировкой), для шести испытуемых образцов. Фиг. 11 показывает, что и для этого комплекта испытаний в ходе процесса полировки достигают шероховатости существенно ниже 0,2 мкм без вредного влияния на геометрию профиля. Изменение размеров приводят в мм на вертикальной оси. Положение по аэродинамической поверхности приведено на горизонтальной оси.
Следующие Таблицы 10, 11, 12 и 13 приводят измеренные величины среднего арифметического отклонения профиля на стороне пониженного давления и на стороне повышенного давления перед полировкой (Таблицы 10 и 11) и после полировки (Таблицы 12 и 13) для шести образцов лопастей ротора (номера образцов 1, 35, 7, 19, 29, 26), относящихся к одиннадцатой ступени турбины:




Данные по среднему арифметическому отклонению профиля, приведенные в вышеприведенных таблицах, сведены в диаграммах Фиг. 12 и 13. Фиг. 14 иллюстрирует, подобно Фиг. 8 и 11, изменение размера хорды после процесса финишной обработки или полировки, в различных положениях по аэродинамическому профилю, начиная с хвоста и до венца.
Тесты, проведенные на образцах лопастей или лопаток на пятой, восьмой и шестнадцатой ступенях статора той же турбины, показывают сходные результаты с точки зрения достигнутых значений шероховатости и незначительного изменения геометрии лопасти. Следующие Таблицы 14, 15, 16 и 17 приводят данные по шероховатости, измеренной на стороне пониженного давления (Таблица 14) и стороне повышенного давления (Таблица 15) перед полировкой, а также величины шероховатости на стороне пониженного давления (Таблица 16) и на стороне повышенного давления (Таблица 17) после полировки, соответственно.
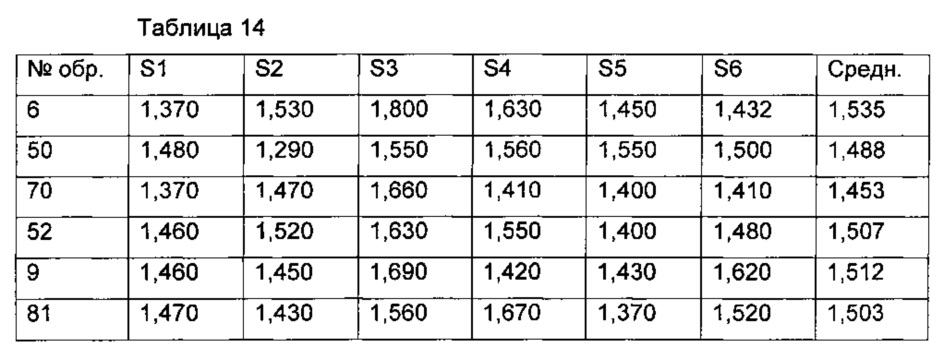
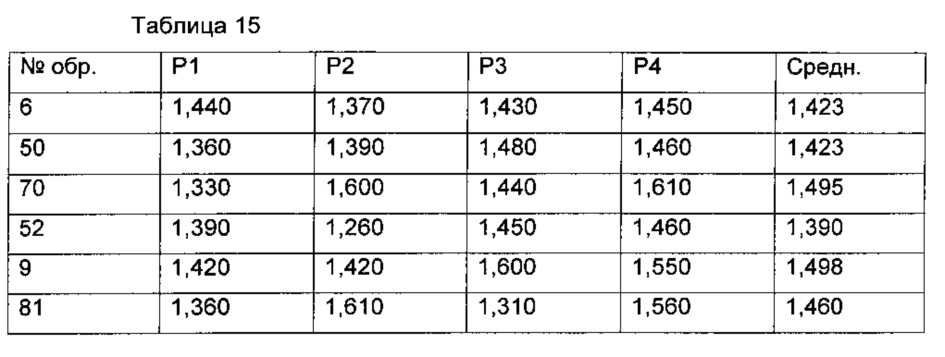


Как на стороне повышенного давления, так и на стороне пониженного давления лопаток получают величины среднего арифметического отклонения профиля примерно 0,15 мкм или ниже. На Фиг. 15 и 16 сведены данные по среднему арифметическому отклонению профиля до и после полировки, соответственно, на стороне пониженного давления и на стороне повышенного давления.
Фиг. 17 показывает изменение размера хорды после в сравнении с исходным значением, то есть значением перед полировкой, в семи различных положениях по высоте лопасти. Как и для лопастей ротора, которые обсуждали выше, в случае лопатки статора пятой ступени процесс полировки по существу не оказывает влияния на геометрию лопасти в целом.
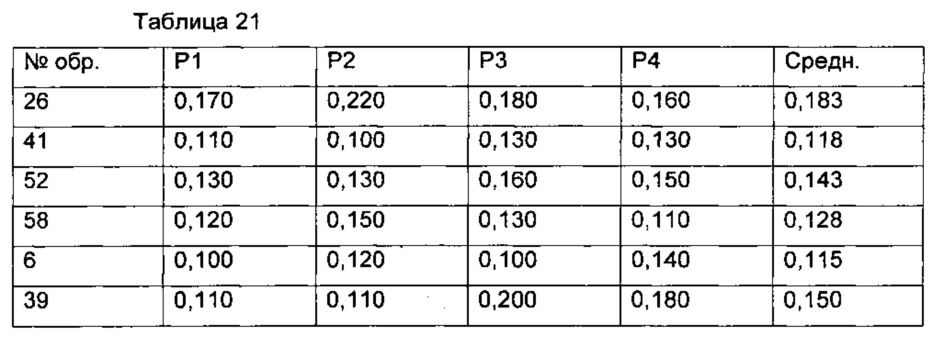
Последующие Таблицы 18, 19, 20 и 21 показывают измерения шероховатости перед полировкой (Таблица 18 - сторона пониженного давления, Таблица 19 - сторона повышенного давления) и после полировки (Таблица 20 - сторона пониженного давления, Таблица 21 - сторона повышенного давления) для шести различных образцов лопаток статора восьмой ступени турбины. Получены значения среднего арифметического отклонения профиля ниже 0,2 мкм, в основном около 0,15 мкм или ниже. Величины среднего арифметического отклонения профиля (до и после полировки) на стороне пониженного давления и на стороне повышенного давления изображены и сведены на Фиг. 18 и 19, соответственно.



Фиг. 20, подобно Фиг. 17 и 14, представляет изменение размера хорды в результате процесса полировки. Данные, приведенные на Фиг. 20, показывают, что и в этом случае процесс полировки по существу не оказывает влияния на геометрию аэродинамического профиля, то есть геометрия лопастей и лопаток остается по существу неизменной, и, следовательно, они сохраняют по существу неизменными свои функциональные свойства.
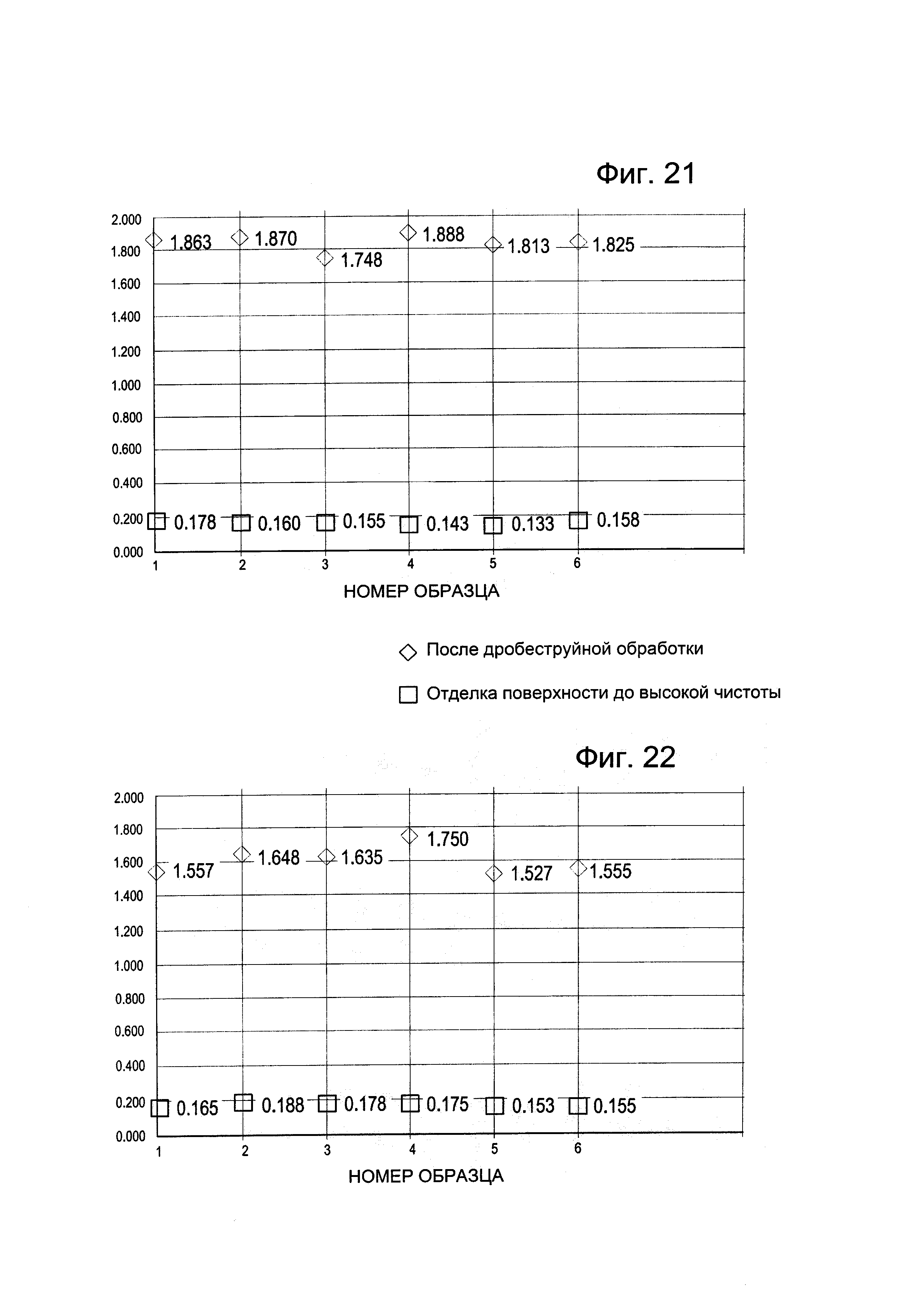
Наконец, Таблицы 22, 23, 24 и 25 приводят величины среднего арифметического отклонения профиля, измеренные на стороне пониженного давления и на стороне повышенного давления до полировки (Таблица 22 - сторона пониженного давления; Таблица 23 - сторона повышенного давления) и после полировки (Таблица 24 - сторона пониженного давления; Таблица 25 - сторона повышенного давления) для шести образцов лопаток статора шестнадцатой ступени турбины.




На Фиг. 21 и 22 сведены величины среднего арифметического отклонения профиля для лопаток статора шестнадцатой ступени, на стороне пониженного давления и на стороне повышенного давления, соответственно. В этом случае также были достигнуты величины среднего арифметического отклонения профиля существенно ниже 0,2 мкм.
Диаграмма Фиг. 23 изображает по существу отсутствие влияния процесса полировки на геометрию лопаток, размер хорды которых остается по существу неизменным.
Полировка крыльчаток
Вышеописанный способ полировки можно с успехом применить для полировки крыльчаток для центробежных компрессоров, насосов и вообще радиальных или радиально-осевых турбомашин.
Пример воплощения такой крыльчатки показан на Фиг. 24. Крыльчатка, обозначенная в целом как 30, включает втулку 31 и кожух 33. Между втулкой 31 и кожухом 33 расположены ряд лопастей 35. Между соседними лопастями 35 образованы каналы 37 для протока. Лопасти 35 составляют аэродинамические поверхности этой детали устройства, и каждая из них снабжена направляющей кромкой 35А и задней кромкой 35В. Впускное отверстие для текучей среды образовано на входной стороне крыльчатки, где расположены направляющие кромки 35А. Текучую среду радиально выпускают под давлением на выпускной стороне крыльчатки 30, между задними кромками 35В лопастей 35.
В некоторых примерах воплощения кожух 33 образует ступенчатый внешний профиль для взаимодействия с уплотнительным устройством, расположенным в неподвижном корпусе, в котором крыльчатка 30 закреплена с возможностью вращения.
На Фиг. 25 показана крыльчатка 30 в ходе стадии полировки. Устройство для проведения стадии полировки обозначено цифрой 10, и оно может быть по существу таким же, как описанное в отношении Фиг. 2. В ходе стадии полировки крыльчатку 30 закрепляют по отношению к контейнеру 11 и приводят в колебательное движение вместе с ним, когда двигатель 21 вращается и вызывает вибрацию вибростола 13.
Регулируя частоту колебания, можно установить частоту, при которой металлические частицы, содержащиеся в полировальной смеси М, скользят вдоль внутренней и внешней поверхностей крыльчатки 30 и, в частности, циркулируют внутри направляющих каналов 37. Таким образом, абразивный порошок, находящийся между обрабатываемой поверхностью крыльчатки 30 и металлическими частицами, вынуждают воздействовать на обрабатываемую поверхность в результате скользящего движения металлических частиц вдоль обрабатываемых поверхностей, точно таким же образом, как это было описано выше в связи с Фиг. 3. Вокруг крыльчатки 30 и через направляющие каналы 37 устанавливается по существу непрерывный поток полировальной смеси М. Таким образом полируют все внутренние и внешние поверхности крыльчатки 30, в частности сторону повышенного давления и сторону пониженного давления каждой лопасти 35, а также внутреннюю поверхность кожуха и внутреннюю поверхность втулки, которые, совместно с поверхностями лопастей, определяет каналы для протока, через которые движется текучая среда при вращении крыльчатки в турбомашине.
В противоположность тому, что происходит в способах обработки абразивным потоком существующего уровня техники, полировальная смесь М течет через направляющие каналы крыльчатки 30 по существу без давления, так что действующие на них полирующие частицы не воздействуют на геометрию крыльчатки; в то время как мягкая обработка, которую получают при перемещении металлических частиц с находящимся на них абразивным порошком вдоль поверхностей крыльчатки, вызывает существенное уменьшение среднего арифметического отклонения профиля внутренних и внешних поверхностей крыльчатки.
Пример 2
Следующие данные получены на образце 2D крыльчатки центробежного компрессора, обработанной с помощью вышеописанного способа полировки. Эти данные показывают, что в результате этого процесса можно получить очень низкие значения среднего арифметического отклонения профиля (Ra) без вредного воздействия на геометрию критических частей крыльчатки, в частности лопастей, определяющих аэродинамические профили крыльчатки.
Процесс полировки проводят с полировальной смесью, имеющей следующий состав:
Крыльчатку поддерживали при вибрации в течение 7 часов и 30 минут.
Следующая Таблица 26 приводит величины среднего арифметического отклонения профиля, измеренные до и после полировки в трех различных точках вдоль направляющего канала между соседними лопастями крыльчатки, начиная от выпускного отверстия крыльчатки. Измерения проводили в трех различных точках, в 10, 44 и 75 мм от выпускного отверстия крыльчатки в радиальном направлении.
Так как проведение измерений требует частичного удаления кожуха, измерения до и после полировки проводили на различных направляющих каналах. Сначала удаляли часть кожуха с одного канала, чтобы получить доступ к его внутренней части. После полировки удаляли дополнительную часть кожуха, с другого канала, чтобы полировка канала, на котором проводят измерения, была проведена, когда он закрыт кожухом.

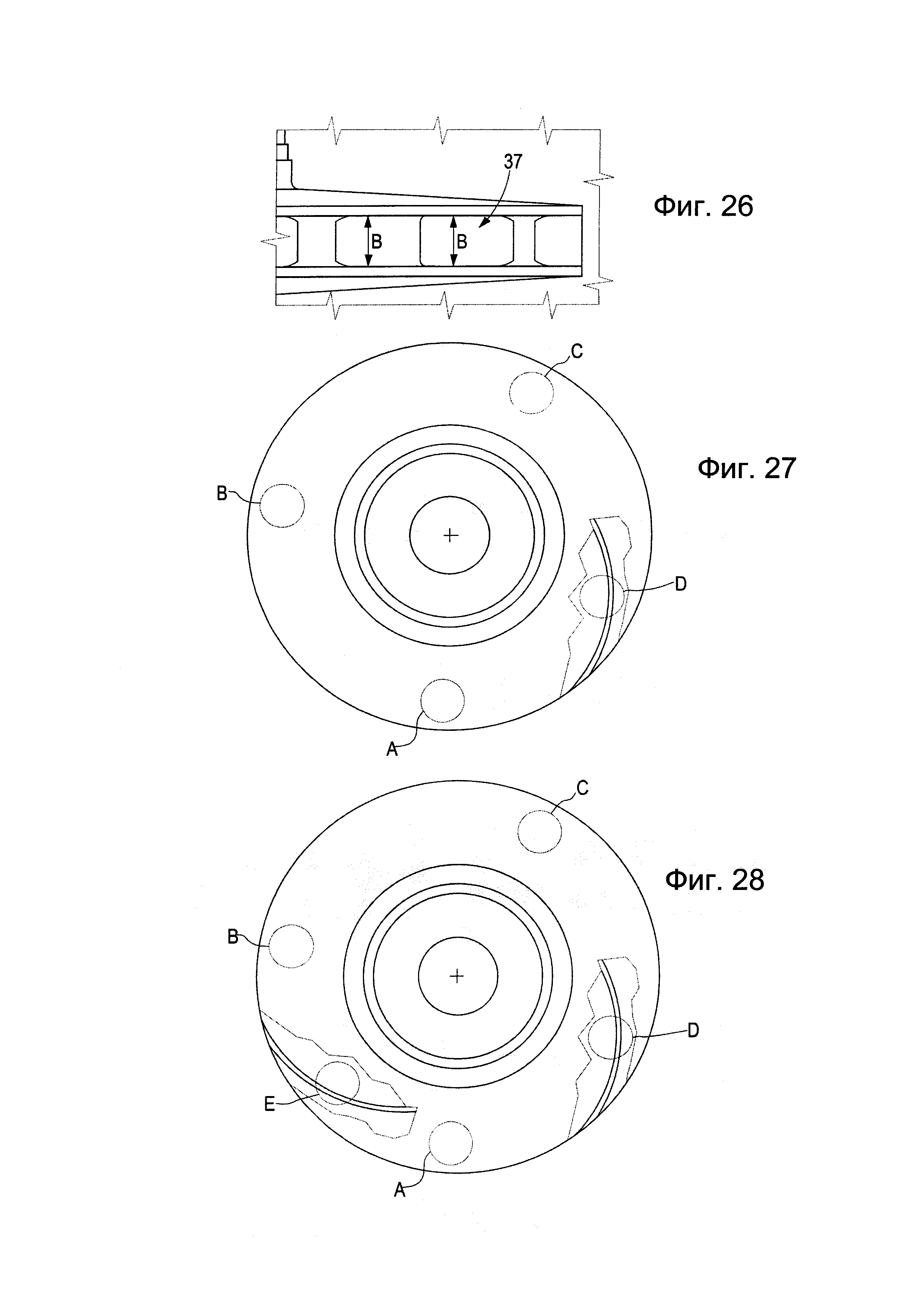
В качестве значимых параметров для проверки действия процесса полировки на геометрию лопасти в целом использовали продольный размер выпускного отверстия крыльчатки и толщину лопасти. Фиг. 26 показывает увеличение выпускного отверстия направляющего канала 37 крыльчатки 30. Размер В, то есть высоту в осевом направлении выпускного отверстия, измеряли в различных положениях для различных направляющих каналов крыльчатки.
В обоих рассматриваемых направляющих каналах и для всех положений, в которых проводили измерения, разница при проведении измерений до и после полировки является пренебрежимо малой и ниже порога чувствительности (0,005 мм) используемого инструмента.
Нижеследующая Таблица 27 показывает толщину трех лопастей одной и той же крыльчатки, измеренную на их задней кромке. Таблица показывает толщину лопасти до и после полировки. Разница между измерениями до и после обработки является пренебрежимо малой.

Эти данные показывают, что процесс полировки по существу не оказывает влияния на геометрию крыльчатки и на профиль лопастей.
Пример 3
На 3D крыльчатку из углеродистой стали, схематически показанную на Фиг. 27-29 воздействовали полировальной смесью, имеющей следующий состав:
Процесс проводили в течение 6 часов в полировальном устройстве 10, показанном на Фиг. 25.
Фиг. 27 изображает вид крыльчатки сверху по оси до стадии полировки. Буквы А, В, С и D указывают четыре области, в которых измеряли среднее арифметическое отклонение профиля Ra до обработки. Область D находится внутри одного из направляющих каналов крыльчатки. Для проведения измерения часть кожуха крыльчатки была удалена, как показано на Фиг. 27. Фиг. 28 иллюстрирует вид, подобный Фиг. 27, с дополнительно удаленной частью кожуха, чтобы получить доступ к области внутри другого направляющего канала крыльчатки, обозначенной Е. Область Е была сделана доступной для измерения ее шероховатости путем удаления соответствующей части кожуха после полировки.
Таблица 28 показывает среднее арифметическое отклонение профиля, измеренное в областях А-D до полировки и в областях А-Е после полировки:

Как наилучшим образом показано на Фиг. 29, крыльчатка имеет ряд уплотнительных колец, установленных на отверстии крыльчатки. На Фиг. 29 показано пять колец, обозначенных R1-R5. Сноски dx и sx указывают высоту выпускного отверстия одного из направляющих каналов крыльчатки, a D указывает внутренний диаметр отверстия для вала, обеспеченного во втулке крыльчатки.
Проведенные измерения размеров этих деталей крыльчатки до и после полировки показывают, что эти критические размеры крыльчатки не изменяются в ходе процесса полировки, несмотря на чрезвычайно низкие значения среднего арифметического отклонения профиля, которых достигают в конце процесса полировки (Таблица 28).
Нижеследующая Таблица 29 сводит измерения, проведенные до и после полировки на внутреннем диаметре втулки, на диаметре пяти уплотнительных колец R1-R5 и на размерах dx и sx по оси выпускного отверстия направляющего канала, соответственно:

Как очевидно из данных, представленных в вышеприведенной Таблице 29, критические части крыльчатки остаются незатронутыми процессом полировки, который достигает чрезвычайно низких значений среднего арифметического отклонения профиля, около 0,1 мкм.
Допустимое отклонение по средней толщине лопасти обычно составляют примерно ±5%, а допустимое отклонение по средней ширине выпускного отверстия составляют примерно ±3%. Измерения, проведенные на образцах, обработанные способом, раскрытым в данном патентном описании, показывают, что изменение этих критических величин является пренебрежимо малым, и значительно ниже допустимых отклонений.
В то время как описанные примеры воплощения объекта, раскрытого в тексте данного патентного описания, были показаны на чертежах и полностью, обстоятельно и подробно, описаны выше, в связи с несколькими примерами воплощения, для специалистов будет очевидно, что можно осуществить многие модификации, изменения и опущения, не отклоняясь по существу от новых доктрин, принципов и концепций, изложенных в тексте данного описания, а также преимуществ объекта изобретения, изложенных в прилагаемой формуле изобретения. Следовательно, надлежащий объем раскрытых инноваций следует определять только путем самой широкой интерпретации прилагаемой формулы изобретения, так, чтобы охватить все такие модификации, изменения и опущения. Кроме того, порядок или последовательность любых стадий процесса или способа можно изменять, или изменять их последовательность, в соответствии с альтернативными примерами воплощения.
Реферат
Изобретение относится к полировке детали машины, содержащей по меньшей мере одну аэродинамическую поверхность, состоящую из стороны пониженного давления, стороны повышенного давления, направляющей кромки и задней кромки. Размещают деталь машины в контейнере, добавляют в контейнер полировальную смесь и осуществляют вибрации контейнера, создавая таким образом поток полировальной смеси вдоль аэродинамической поверхности. Осуществляют выбор частоты вибрации контейнера и детали машины с обеспечением полирующего воздействия на аэродинамическую поверхность посредством абразивного порошка. В результате уменьшается шероховатость аэродинамической поверхности. 2 н. и 28 з.п. ф-лы, 30 ил., 29 табл., 3 пр.
Комментарии