Фильтрующий элемент, выполненный с возможностью промывки обратным потоком - RU2610075C2
Код документа: RU2610075C2
Чертежи


Описание
[0001] Данное изобретение относится к фильтрующим элементам или к элементам фильтра плоского или планарного типа для использования при сепарации жидкой и твердой фаз, жидкой и жидкой фаз или жидкой и газообразной фаз.
[0002] Фильтрующие элементы вышеуказанного типа в целом содержат жесткую плоскую поддерживающую конструкцию и один или более фильтрующих слоев, обычно изготовленных из органического мембранного материала и расположенных на по меньшей мере одной стороне и, как правило, на обеих сторонах указанной поддерживающей конструкции.
[0003] Известные из уровня техники поддерживающие конструкции в целом имеют единственную функцию поддержания фильтрующих слоев, при этом для того чтобы противодействовать отрицательному давлению, создаваемому операцией внутреннего всасывания фильтрата, между поддерживающей конструкцией и указанным по меньшей мере одним фильтрующим слоем необходимо размещать обособленный отводной слой. Пример фильтрующего элемента с подобной поддерживающей конструкцией раскрыт в патентном документе ЕР 0602560 А1, в котором описан картридж с фильтрующей мембраной, содержащий пару фильтрующих мембран, расположенных на обеих сторонах поддерживающей мембрану пластины. Промежуточные элементы или отводные слои, например, войлокообразные нетканые ткани расположены на обеих поверхностях поддерживающей мембрану пластины, а именно между поддерживающей мембрану пластиной и фильтрующими мембранами. Фильтрующие мембраны отдельно сплавлены с данной поддерживающей пластиной только по периферийным кромкам. Указанная поддерживающая пластина содержит, на обеих поверхностях, группу каналов, открытых по направлению к фильтрующим мембранам и отводным слоям. Указанные каналы обеспечивают проточный проход для фильтрата к выпускному отверстию.
[0004] Аналогичный фильтрующий элемент описан в патентном документе US 2003/0150808. Со ссылками на фиг. 7-9 данного документа описан сепарационный элемент, содержащий жесткую поддерживающую пластину, в которой расположены каналы на обеих внешних поверхностях. На обеих сторонах поддерживающей пластины свободно расположены друг на друге канальный элемент и сепарационная мембрана. Для прикрепления поддерживающей пластины, канального элемента и сепарационной мембраны на периферийных кромках вокруг поддерживающей пластины предусмотрено наличие рамы. Кроме этого, в данном документе описано упрочнение самой сепарационной мембраны пористым поддерживающим элементом, пропитанным мембранным материалом.
[0005] Фильтрующий элемент другого типа известен из патентного документа US 2008/000827, в котором поддерживающая конструкция образована из пары внешних слоев, расположенных на расстоянии друг от друга и соединенных друг с другом внутренним слоем, содержащим группу шишкообразных выпуклостей. Созданное таким образом пространство между внешними слоями образует отводной слой. Внешние слои содержат отверстия для проведения фильтрата в отводной слой. На внешних слоях расположены фильтрующие (мембранные) слои, снабженные сетчатым материалом, проницаемым для текучих сред между ними. Различные компоненты сварены, спрессованы или приклеены в кромковых зонах так, чтобы сделать компонент изолированным для текучей среды.
[0006] Из патентного документа US 2008/156730 известен еще один элемент фильтра, образованный экструдированной разделяющей конструкцией, содержащей внешние поддерживающие элементы мембраны, расположенные на расстоянии друг от друга продольными стенками, образующими проточное пространство между указанными поддерживающими элементами. Данные поддерживающие элементы снабжены перфорированными отверстиями, при этом мембраны прикреплены к поддерживающим элементам путем приклеивания или сварки.
[0007] В данном документе также описано отливание или экструдирование разделяющей конструкции и мембран вместе друг с другом в виде одного мембранного блока. Однако в данном случае указанная промежуточная конструкция должна быть выполнена из пористого материала и не может содержать перфорированные отверстия.
[0008] Преимущество фильтрующих элементов вышеуказанных типов состоит в том, поддерживающие элементы могут быть изготовлены с низкими затратами и в настоящее время представлены на рынке.
[0009] Кромковые зоны данных фильтрующих элементов выполнены изолированным для обеспечения непроницаемости для текучих сред, при этом полученные в результате картриджи используются в фильтрующих модулях, в которых они устанавливаются на расстоянии друг от друга в последовательной или параллельной схеме. При этом между картриджами обеспечивается поток жидкой суспензии, эмульсии, раствора, дисперсии или другой фильтруемой текучей среды. Все картриджи соединены с всасывающим блоком для поддержания разницы давлений между внешней частью и внутренней частью картриджа, благодаря чему фильтрат проходит через мембраны и собирается в центральном отводном отсеке.
[0010] Фильтрующие (мембранные) слои в целом предварительно изготовлены или отформованы для установки на поддерживающей или поддерживающей конструкции и являются самоподдерживаемыми. Данные слои в целом изготовлены из органического материала, имеющего поверхностный слой с очень малыми порами, определяющими характеристики фильтрования. Во внутреннем направлении поры мембранных слоев увеличиваются к подложковой стороне так, чтобы обеспечивать возможность поддержания высокой интенсивности потока. Поток текучей среды через мембрану вызывает налипание твердых частиц и других примесей на внешней стороне мембраны, образуя, таким образом, так называемый осадочный слой, который предотвращает легкое прохождение других текучих сред через данную мембрану.
[0011] Для предотвращения существенного уменьшения интенсивности потока осадочный слой необходимо удалять с регулярными интервалами. Данное удаление может быть произведено механическим образом, например, путем грубого барботирования воздухом. Как вариант, мембраны могут очищаться химическим образом.
[0012] Воздушные пузыри вводят в неотфильтрованную жидкость непосредственно снизу фильтрующего модуля. Пузыри поднимаются между смежными фильтрующими картриджами с созданием при этом двух эффектов. Первый эффект состоит в том, что пузыри инициируют и поддерживают достаточный поток газа/жидкости между картриджами, причем посредством данного потока происходит выравнивание концентрации шлама в объеме. Второй эффект состоит в том, что пузыри способствуют удалению осадочного слоя.
[0013] В ряде случаев, в частности для мембранных биореакторов, работающих со шламом с высокой концентрацией твердых частиц, грубое барботирование воздухом является недостаточным в качестве механического средства удаления осадочного слоя.
[0014] В биореакторах, оснащенных капиллярными мембранами вместо вышеуказанных плоских фильтрующих элементов, в качестве средства механического удаления осадочного слоя хорошо известно применение промывания обратным потоком. При этом промывание обратным потоком выполняют с регулярными интервалами. Во время промывания обратным потоком происходит изменение потока через мембрану на противоположный, а также разницы давлений. Для выполнения эффективной операции по промыванию обратным потоком противоположный поток (интенсивность потока) должна составлять примерно 1,5 от интенсивности потока при фильтровании или выше.
[0015] Однако все вышеуказанные плоские элементы фильтра, в частности, элементы с большими размерами, не могут выдерживать давления при промывании обратным потоком. Особенно когда мембранные слои сплавлены или соединены с поддерживающей конструкцией в кромковых зонах, может поддерживаться минимальное давления промывания обратным потоком. Однако типичные давления при промывании обратным потоком вызывают отхождение фильтрующих или мембранных слоев от поддерживающей конструкции, то есть вздутие в направлении от поддерживающей конструкции с появлением в результате разрывов и повреждений в мембранных слоях. Данное вздутие может вызывать нежелательный контакт последовательных (расположенных напротив друг друга мембран), существенно ограничивая при этом фильтрующую способность. По указанной причине разработан новый способ механического очищения фильтрующих элементов данного типа. Данный метод называется релаксацией и предусматривает продолжительное грубое барботирование воздухом с прерывистым фильтрованием. Однако релаксация не является такой же эффективной, как промывание обратным потоком.
[0016] Второй недостаток вышеуказанных плоских элементов, в фильтрате которых мембранные слои прикреплены только в кромковых зонах, например, путем приклеивания, сварки или другим образом, состоит в том, что мембранный слой (слои) испытывает(-ют) значительное вязкостное сопротивление в результате направленного вверх потока неотфильтрованной смеси жидкости/воздуха. Указанное вязкостное сопротивление вызывает растягивающие напряжения в мембранных слоях, что с течением времени приводит к ползучему сдвигу и удлинению и в конце концов к разрыву мембранных слоев.
[0017] Чем больше размер фильтрующих элементов, тем более выражены вышеуказанные эффекты. Таким образом, мембранные слои увеличиваются/растягиваются с течением времени и приводят к образованию складок в мембранном слое с созданием волнообразного рисунка, расположенного, в частности, в верхней зоне, во время фазы фильтрования, когда мембранные слои прижимаются к жестким поддерживающим элементам. Данный волнообразный рисунок заканчивается на верхней кромке из-за крепления к поддерживающему элементу, например, сварного шва, и именно в данном месте мембранный слой подвержен разрывам и повреждению. Во время фазы релаксации тенденция к повреждению мембранных слоев выражена еще больше, причем слишком большие мембранные слои даже начинают колыхаться и становятся очень чувствительными к разрушению вследствие усталости.
[0018] Данная проблема вязкостного сопротивления рассмотрена в патентном документе JP 08-10587, в котором описано приваривание мембранного слоя к жесткой поддерживающей конструкции распределенным образом по поверхности фильтрования. Указанная поддерживающая конструкция аналогична конструкции, описанной в патентном документе US 2008/156730. Сварные швы выполнены между отводными отверстиями на внешней поверхности, поддерживающей конструкции. Даже несмотря на то, что в предложенном решении уменьшены проблемы колыхания, сварные швы образуют слабые места, а аэрация и промывание обратным потоком вызывают разрушение мембраны в сварных швах.
[0019] Еще один недостаток вышеописанных фильтрующих элементов состоит в том, что вследствие расположения друг на друге (упрочненного) мембранного слоя и отводного слоя на обеих сторонах поддерживающей пластины фильтрующий элемент становится объемным и, как следствие, площадь фильтрования на единицу объема снижается.
[0020] В патентном документе ЕР 1462154 вышеуказанная проблема частично решается путем уменьшения толщины мембранного слоя. В указанном документе описано каландрирование или рифление нетканого материала, используемого в качестве пористого поддерживающего элемента для мембранного слоя с целью получения гладкой лицевой поверхности и грубой задней поверхности. Мембранный раствор наносят на указанную гладкую поверхность для того, чтобы предотвратить достижение данной гладкой поверхностью указанной задней поверхности. В патентном документе ЕР 1462154 рассмотрены только вопросы толщины самого мембранного слоя. Соответственно, конструкция всего плоского фильтрующего элемента с поддерживающими отводными слоями и мембранными слоями, описанными выше, остается неизменной. Это не является удивительным, поскольку мембранные слои в патентном документе ЕР 1462154 описаны только для использования в спирально навитых фильтрующих картриджах.
[0021] При этом поддерживающие конструкции, описанные в вышеуказанных документах, обеспечивают преимущество, заключающееся в достаточной жесткости, что является преимуществом для фильтрующих модулей с большими размерами или для мембран, подвергаемых интенсивному барботированию. Так обстоит дело, в частности, в системах высокого (или глубокого) фильтрования, в которых происходит расширение пузырей воздуха при подъеме данных пузырей вследствие уменьшающегося гидростатического давления. Данное явление вызывает создание значительных прерывистых боковых сил, воздействующих на фильтрующие элементы. В данных случаях жесткий поддерживающий элемент обеспечивает преимущество в минимизации бокового отклонения фильтрующего элемента. Таким образом, задача данного изобретения состоит в сохранения преимуществ жесткости поддерживающего элемента и в дальнейшем устранении недостатков существующего уровня техники, в частности, относительно взаимодействия между мембранным слоем(-ями) и поддерживающим элементом.
[0022] Таким образом, задача данного изобретения состоит в создании плоского элемента фильтра, содержащего те же или аналогичные поддерживающие конструкции фильтрующих элементов существующего уровня техники согласно описанию в вышеприведенных абзацах 5, 6 и 18, причем данный фильтрующий элемент выполнен с возможностью промывания обратным потоком при высоких эффективных давлениях обратного потока и, следовательно, не имеет недостатков, присущих фильтрующим элементам существующего уровня техники. Задача данного изобретения состоит в создании элемента фильтра, который без каких-либо проблем выдерживает направленное вверх вязкостное сопротивление от неотфильтрованной текучей среды, оказываемое на его мембранные слои.
[0023] Кроме этого, задача заключается в создании фильтрующих элементов, являющихся легкими в изготовлении и экономичными. Таким образом, задача данного изобретения состоит также в том, чтобы предложить способ изготовления подобных фильтрующих элементов.
[0024] В соответствии с данным изобретением, таким образом, предложен фильтрующий элемент планарного или плоского типа, выполненный согласно независимым пунктам прилагаемой формулы изобретения. Плоские фильтрующие элементы согласно изобретению содержат плоскую поддерживающую конструкцию и по меньшей мере один фильтрующий слой, изготовленный предпочтительно из полимерного мембранного материала. Плоская поддерживающая конструкция содержит первый и второй противоположные внешние поверхностные слои, расположенные на расстоянии друг от друга и прикрепленные друг к другу посредством промежуточных элементов, проходящих между указанными первым и вторым внешними поверхностными слоями. Промежуточные элементы расположены в группе точек, распределенных по указанной поддерживающей конструкции. Между указанными первым и вторым внешними поверхностными слоями образован таким образом отводной отсек, который выполнен с возможностью отвода фильтрата.
[0025] По меньшей мере один слой из указанных первого и второго внешних поверхностных слоев содержит сквозные отверстия, распределенные по указанным внешним поверхностным слоям. Сквозные отверстия находятся в соединении, с возможностью переноса текучей среды, с отводным отсеком. Однако предпочтительно указанные сквозные отверстия не имеют внутренних соединений друг с другом в пределах внешнего поверхностного слоя. Предпочтительно указанный по меньшей мере один внешний поверхностный слой, за исключением сквозных отверстий, образован из материала, проходящего непрерывно по указанному внешнему поверхностному слою.
[0026] Указанный по меньшей мере один фильтрующий слой покрывает указанный по меньшей мере один внешний поверхностный слой, включая сквозные отверстия. Согласно одному аспекту данного изобретения мембранный материал фильтрующего слоя проходит через указанные сквозные отверстия, образуя, таким образом, выступы по направлению к отводному отсеку. Предпочтительно данные выступы имеют размеры, большие, чем размеры сквозных отверстий, образуя, таким образом, анкеры подрезного типа. Данные анкеры обеспечивают прочное анкерное закрепление фильтрующего слоя на поддерживающей конструкции.
[0027] Согласно другому аспекту данного изобретения предложен способ изготовления фильтрующих элементов вышеуказанного типа в соответствии с прилагаемой формулой изобретения. Способы согласно изобретению содержат этап, на котором обеспечивают наличие плоской поддерживающей конструкции, содержащей первый и второй противоположные внешние поверхностные слои. Данные первый и второй противоположные внешние поверхностные слои расположены на расстоянии друг от друга и прикреплены друг к другу посредством промежуточных элементов, проходящих между первым и вторым внешними поверхностными слоями. Указанные промежуточные элементы расположены в группе точек, распределенных по всей поддерживающей конструкции. Между указанными первым и вторым внешними поверхностными слоями образован при этом отводной отсек. Предпочтительно указанные внешние поверхностные слои образованы из материала, проходящего непрерывно по внешним поверхностным слоям.
[0028] В способах согласно изобретению обеспечивают наличие сквозных отверстий в по меньшей мере одном слое из указанных первого и второго внешних поверхностных слоев, и возможно в обоих слоях, которые расположены в группе точек, распределенных по всему указанному слою. Сквозные отверстия, находящиеся в соединении, с возможностью переноса текучей среды, с отводным отсеком. При этом предпочтительно сквозные отверстия не имеют внутренних соединений друг с другом в пределах указанного внешнего поверхностного слоя.
[0029] На следующем этапе способов согласно изобретению наносят образующий мембрану жидкий раствор на указанный по меньшей мере один внешний поверхностный слой для получения поддерживающей конструкции с покрытием. Данный раствор покрывают/наносят на верх указанного по меньшей мере одного внешнего поверхностного слоя, при этом данный раствор проходит через указанные сквозные отверстия. Затем к указанной поддерживающей конструкции с покрытием применяют по меньшей мере один образующий мембрану этап для получения фильтрующего слоя из нанесенного раствора. Данный фильтрующий слой содержит предпочтительно полимерный мембранный материал, покрывающий указанный по меньшей мере один внешний поверхностный слой. Кроме этого, образующий мембрану этап также относится к раствору, проходящему через указанные сквозные отверстия, который образует выступы из мембранного материала, проходящие от фильтрующего слоя по направлению к указанному отводному отсеку через сквозные отверстия. Данные выступы имеют размеры, превышающие размеры сквозных отверстий, образуя, таким образом, анкеры подрезного типа, которые прикрепляют фильтрующий слой на поддерживающей конструкции.
[0030] Другие предпочтительные аспекты изложены в зависимых пунктах формулы изобретения.
[0031] Аспекты данного изобретения описаны ниже более подробно со ссылками на прилагаемые не ограничительные чертежи, на которых:
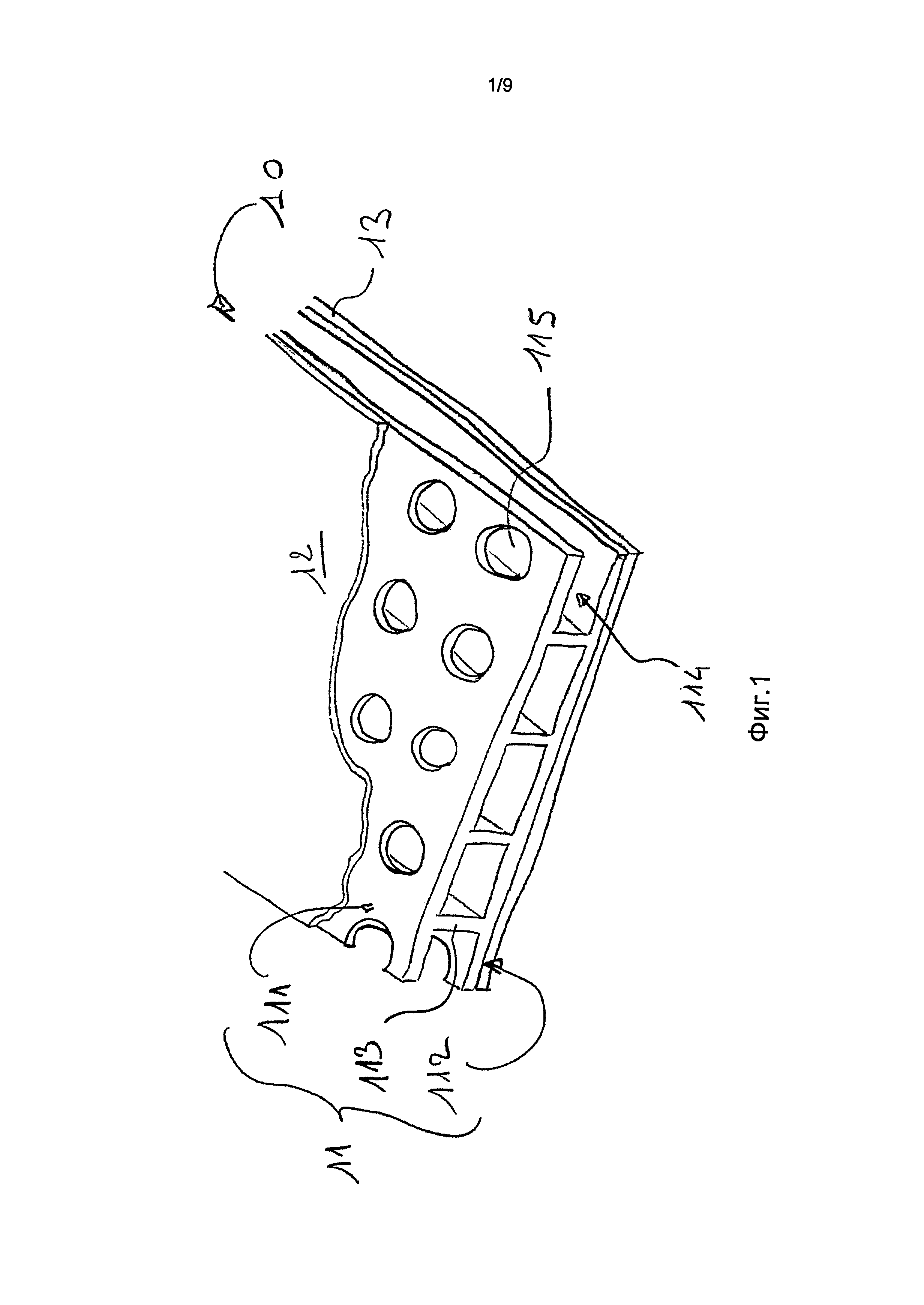
[0032] на фиг. 1 изображен вид в аксонометрии части возможного фильтрующего элемента, выполненного согласно данному изобретению;
[0033] на фиг. 2 изображен вид в разрезе фильтрующего элемента с фиг. 1;
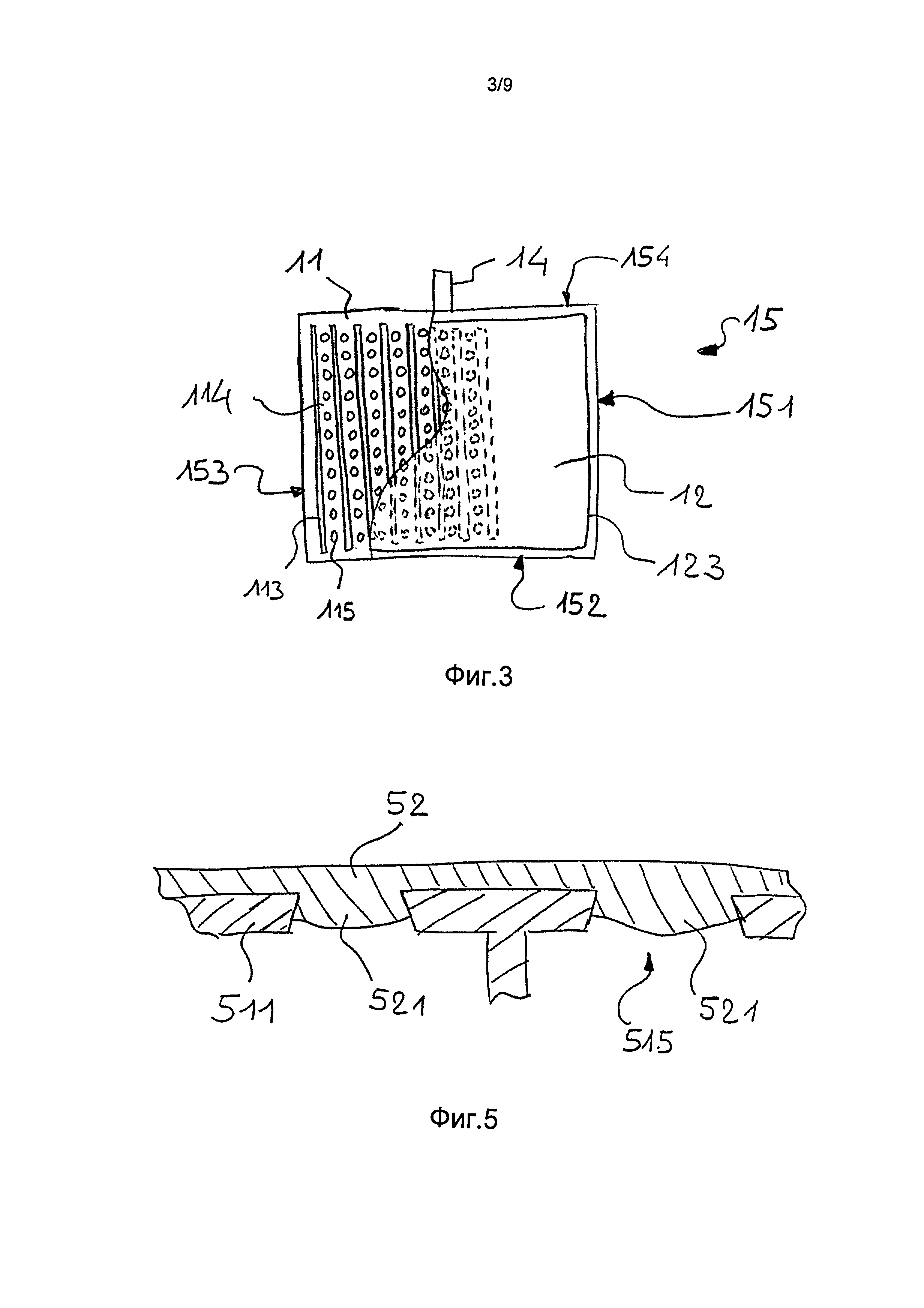
[0034] на фиг. 3 изображен вид сверху фильтрующего элемента с фиг. 1;
[0035] на фиг.4 показаны виды в разрезе неограничительных примеров поддерживающих конструкций, пригодных для фильтрующих элементов согласно изобретению;
[0036] на фиг. 5 показан вид в разрезе другого примера фильтрующего элемента согласно изобретению;
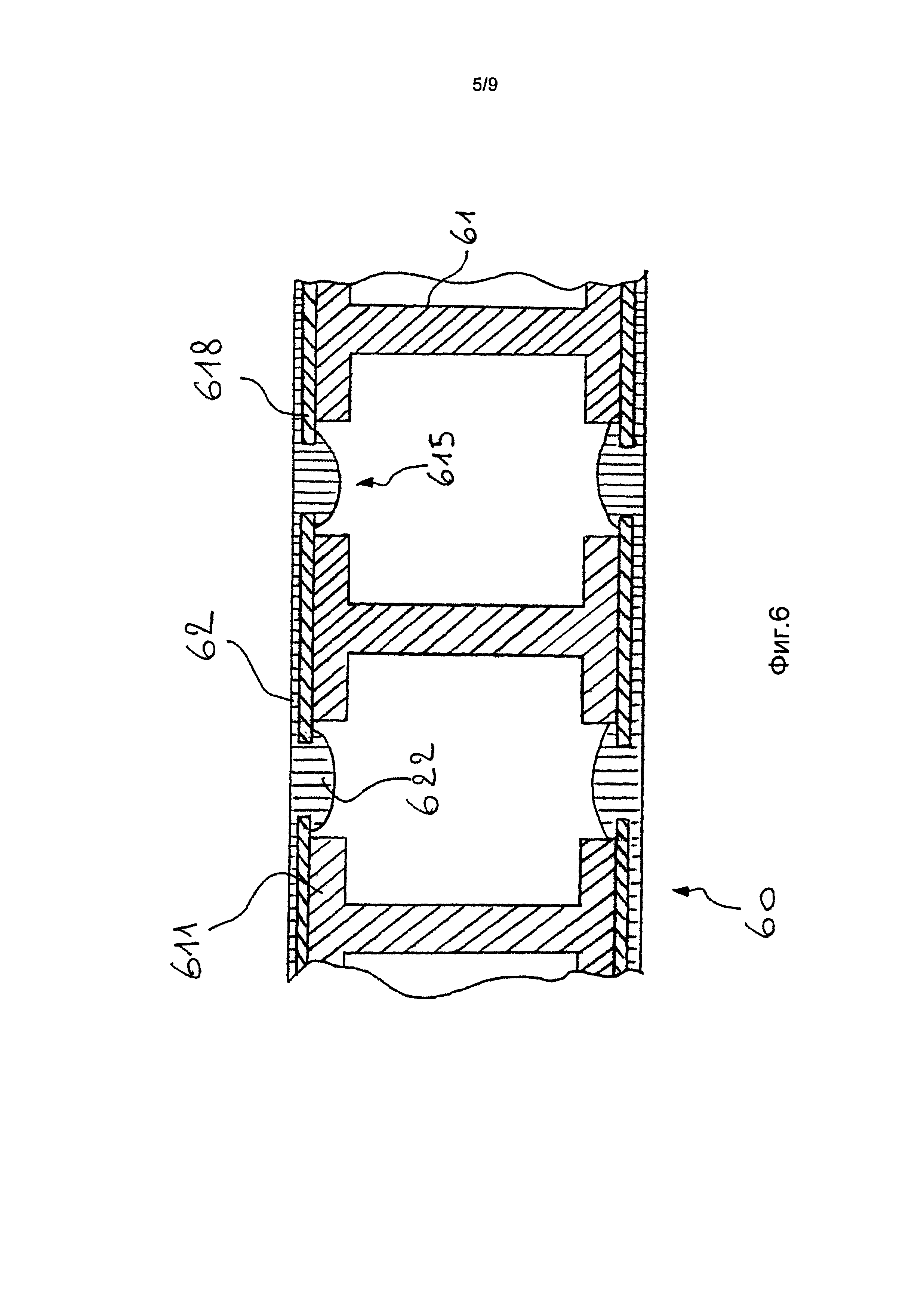
[0037] на фиг. 6 показан вид в разрезе еще одного примера фильтрующего элемента согласно изобретению;
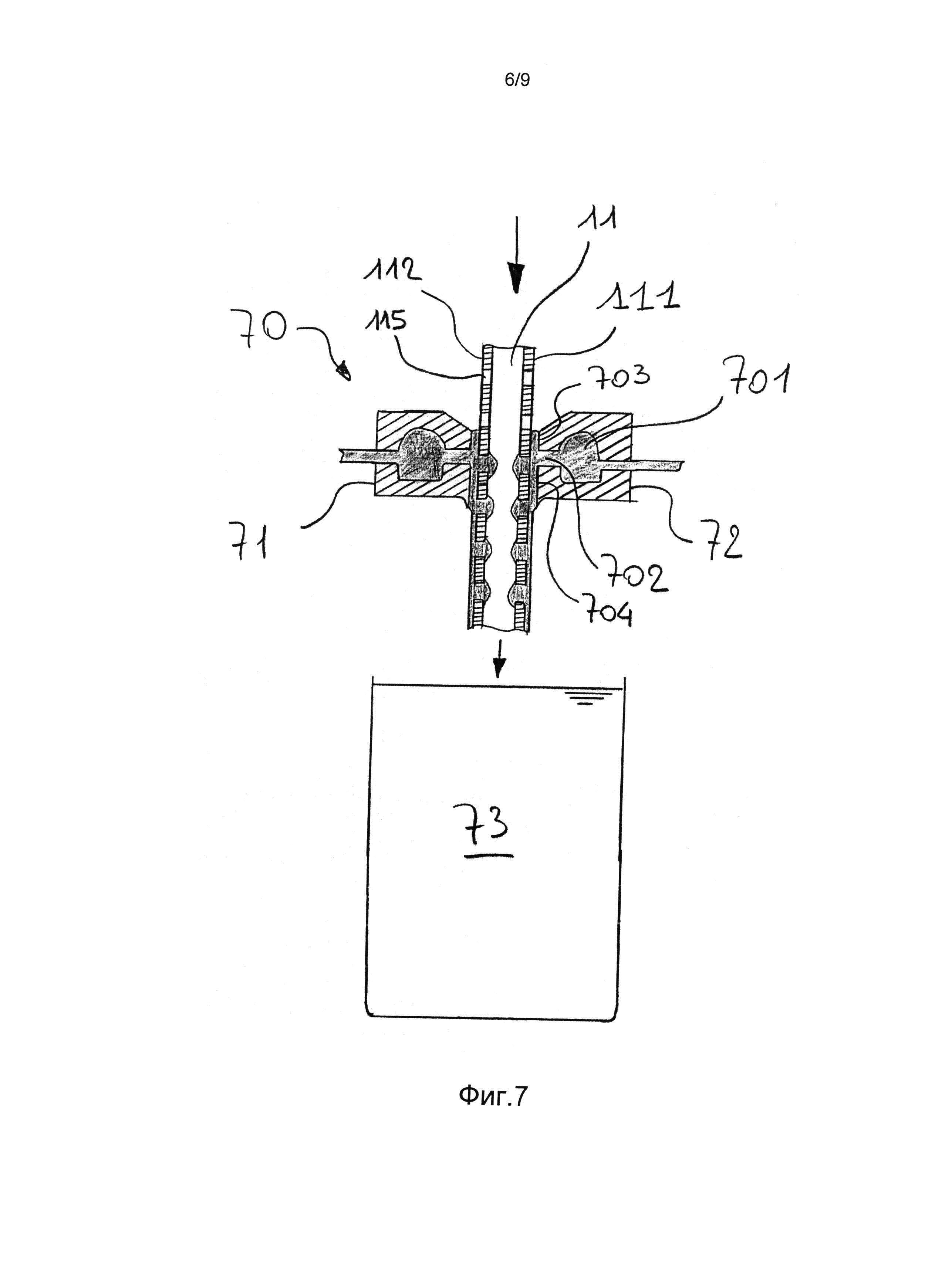
[0038] на фиг. 7 показана возможная установка для изготовления фильтрующих элементов согласно изобретению;
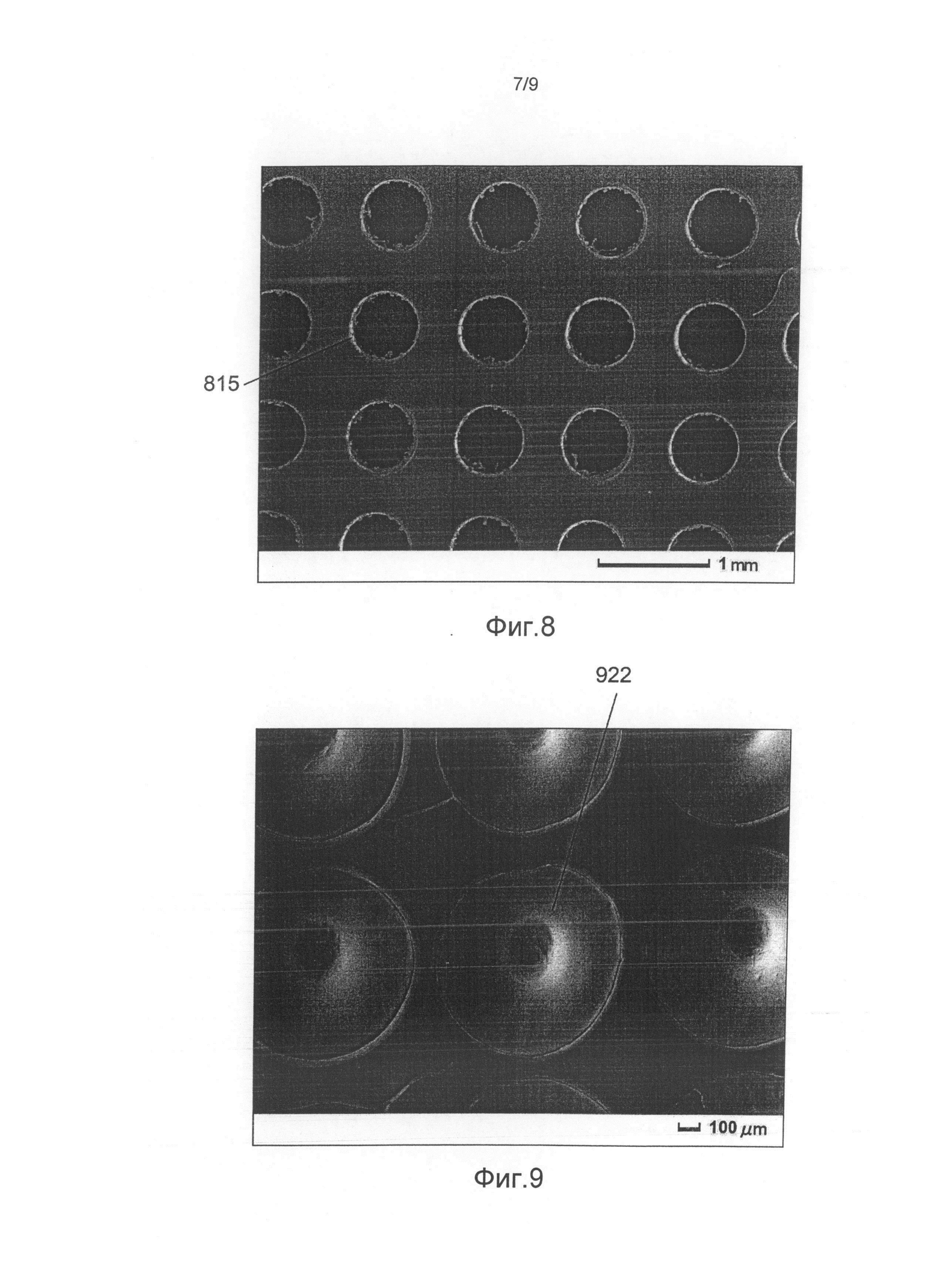
[0039] на фиг. 8 показана фотография перфорированной фольги из полиэтилентерефталата (PET), полученная электронно-сканирующим микроскопом (SEM);
[0040] на фиг. 9 показана фотографии SEM задней стороны фольги с фиг. 8 после покрытия лицевой стороны мембранным материалом;
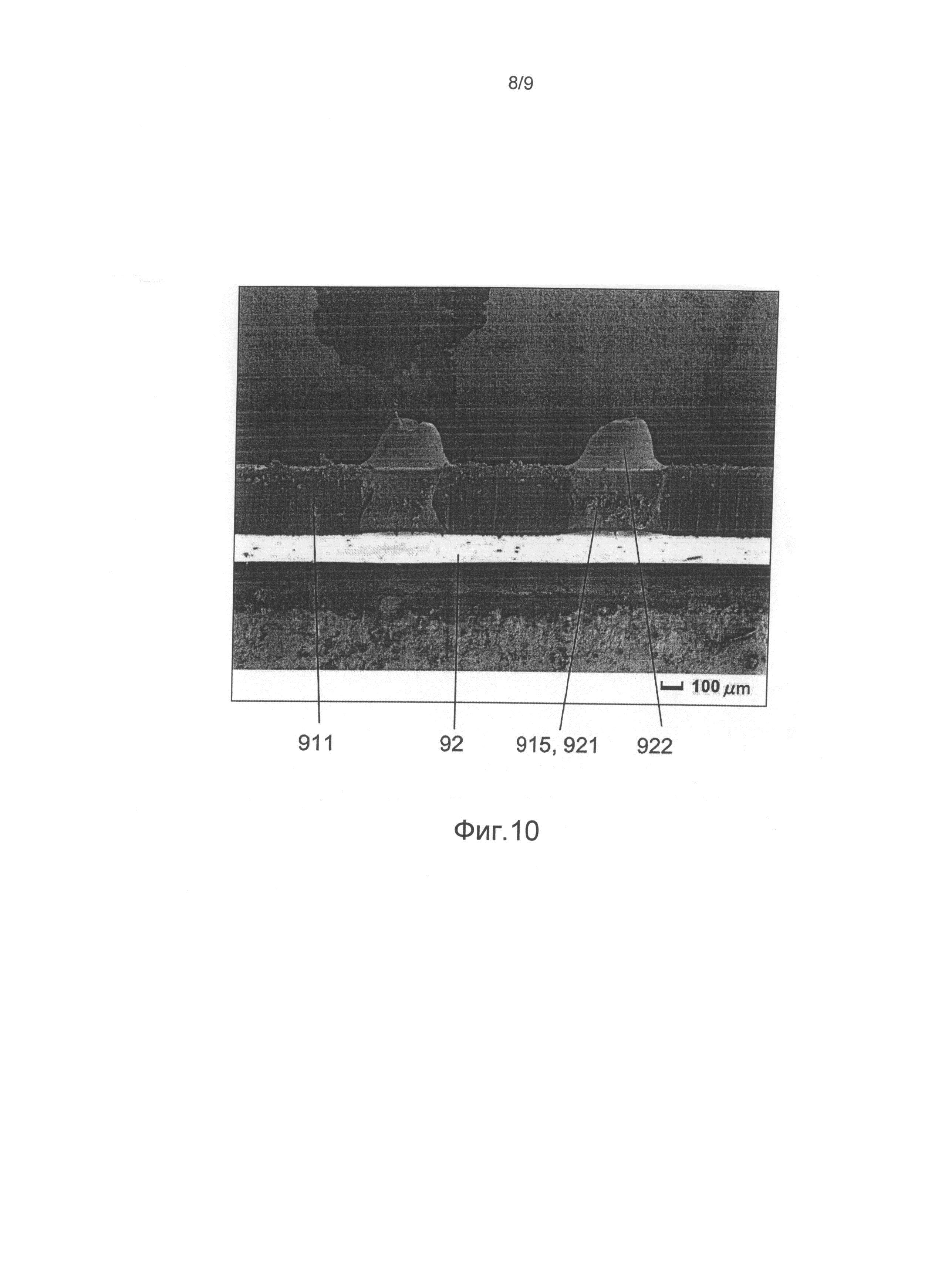
[0041] на фиг. 10 показана фотография SEM поперечного разреза покрытой фольги с фиг.9;
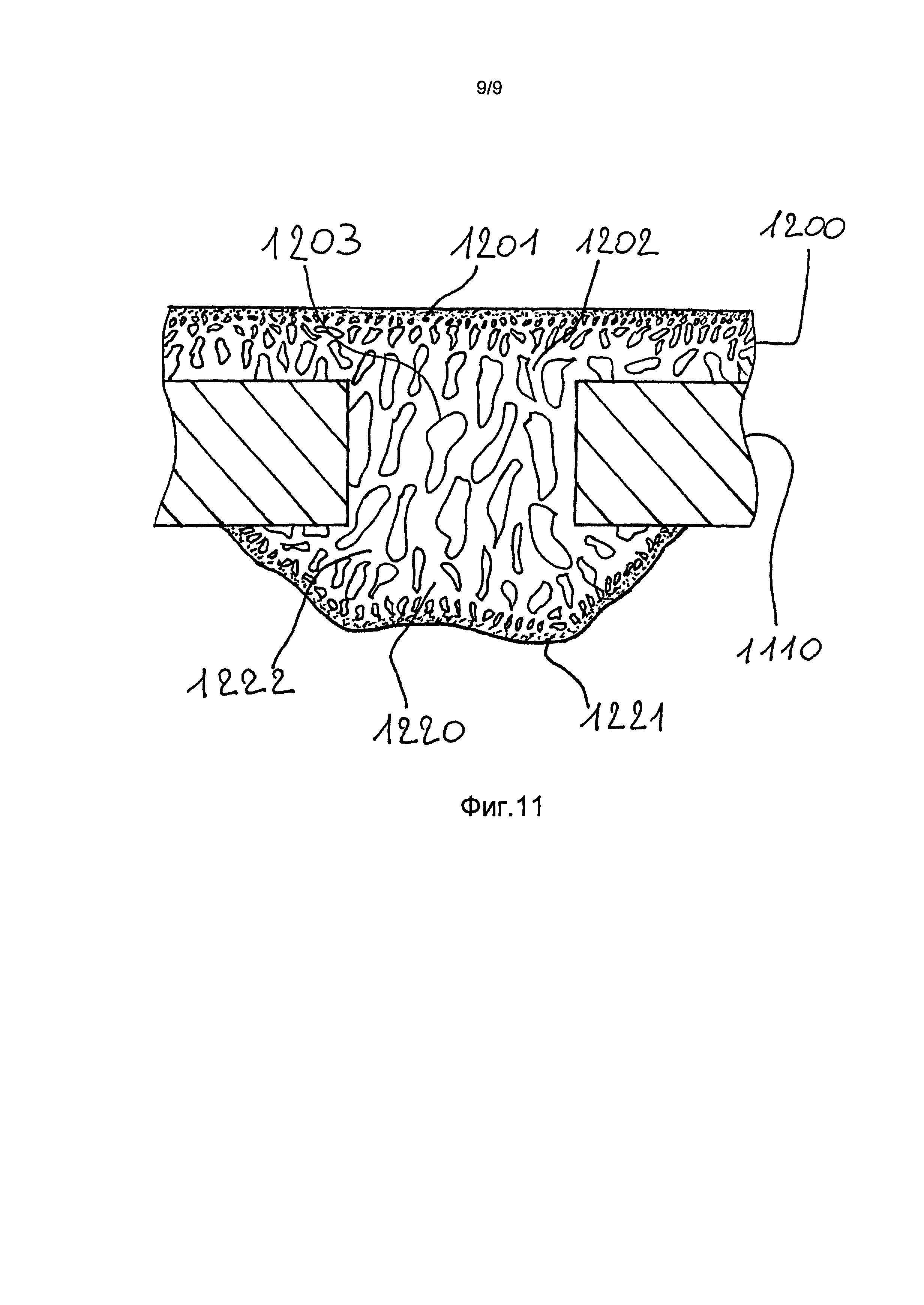
[0042] на фиг. 11 показан увеличенный вид в разрезе поддерживающего элемента и мембранного слоя, со сцепной головкой, выполненной в соответствии с одним аспектом данного изобретения, на котором схематично изображены поры мембранного слоя.
[0043] Как показано на фиг. 1, фильтрующий элемент 10 содержит плоскую и предпочтительно жесткую поддерживающую конструкцию 11 и фильтрующий слой 12, 13 на одной или обеих поддерживающих поверхностях 111 и 112. Таким образом, поддерживающая конструкция 11 содержит две противоположные внешние поверхности или поверхностных слоя 111 и 112, которые могут быть выполнены в виде листа, пластины, фольги или даже многослойного листа. Данные внешние поверхности содержат сквозные отверстия 115, выполненные с возможностью анкерного закрепления фильтрующего (мембранного) слоя, как описано ниже.
[0044] Внешние поверхности 111 и 112 расположены на расстоянии друг от друга отводной конструкцией. Отводная конструкция преимущественно содержит систему промежуточных элементов 113, разделяющих внешние поверхности 111, 112 друг от друга и соединяющих указанные поверхности друг с другом. Таким образом, поддерживающие конструкции согласно изобретению образуют внутреннюю отводную зону или отсек, расположенный между двумя противоположными зонами анкерного закрепления. Данный состав может быть выполнен в виде единого цельного блока на единственном образующем этапе или может быть получен путем сборки отдельных, отличных друг от друга деталей в единый сборочный блок.
[0045] Промежуточные элементы 113 расположены на расстоянии друг от друга для обеспечения наличия отводной зоны между двумя внешними поверхностями 111, 112. Данная отводная зона представляет собой открытую конструкцию, выполненную с возможностью сбора и отвода фильтрата. Как показано ниже, система промежуточных элементов, образующих указанную отводную зону, может быть выполнена с различными конструкциями, при этом любая конструкция, которая может выполнять указанную функцию, может быть использована в данном изобретении.
[0046] Промежуточные элементы 113 выполнены не только на кромках, но также распределены предпочтительно по всей поддерживающей конструкции 11 для обеспечения прикрепления внешних поверхностных слоев 111, 112 друг с другом в группе точек, которые распределены предпочтительно регулярным образом или равномерно по всему поддерживающему элементу.
[0047] Как изображено на фиг. 1, промежуточные элементы 113 могут быть выполнены в форме ребер, проходящих, либо непрерывно, либо прерывисто по одному размеру поддерживающей конструкции 11. Промежуточные элементы могут проходить по двум размерам, при этом, например, они могут быть расположены в виде линий, образующих S-образную или зигзагообразную форму. Подходящие равным образом системы промежуточных элементов могут представлять собой промежуточные элементы, выполненные в форме колонн, утолщений, складчатых пластин, гофрированных пластин или в других подобных формах. Любая установка промежуточных элементов, обеспечивающих расположение внешних поддерживающих поверхностей на предпочтительном предварительно заданном расстоянии и прикрепляющих данные внешние поверхности друг к другу, которая обеспечивает наличие отводного отсека, является пригодной для использования в рамках данного изобретения.
[0048] Указанный отводной отсек содержит проходы для отвода фильтрата или пермеата. Данные проходы могут иметь форму каналов 114, как изображено на фиг. 1, однако равным образом подходящие проходы могут представлять собой тракты, выполненные изнутри односторонними или многосторонними, например, проходы между расположенными на одинаковом расстоянии утолщениями или ребрами. Промежуточные элементы 113 также могут быть выполнены из пористого и возможно пропускающего текучую среду материала или конструкции.
[0049] Как описано ниже, проходы 114 отводят пермеат из фильтрующего элемента по направлению, например, к коллектору (не изображен).
[0050] Не требуется, чтобы все проходы 114 соединялись с самой поддерживающей конструкцией 11, поскольку каждый проход находится в соединении, с возможностью переноса текучей среды, с выпускным отверстием. Фильтрующий элемент может иметь группу выпускных отверстий.
[0051] Внешние поверхности 111 и 112 снабжены сквозными отверстиями 115, предпочтительно представляющими собой тщательно выполненные каналы в виде, например, перфорированных отверстий для проведения фильтрата в отводной отсек (в проходы или каналы 114).
[0052] Как можно видеть на фиг. 1, сквозные отверстия 115 соединяют наружную часть внешних поверхностных слоев 111, 112 непосредственно с каналами 114. Данные сквозные отверстия представляют собой изолированные каналы, которые не соединены друг с другом в пределах внешних поверхностных слоев 111, 112, иными словами, данные сквозные отверстия не имеют внутренних соединений. Данный факт, что сквозные отверстия 115 не соединены друг с другом (или не имеют внутренних соединений), относится к тому факту, что жидкость, например вода, не может проходить от одного сквозного отверстия в смежное отверстие в пределах поверхностного слоя. Данный факт также означает, что внешние поддерживающие поверхности не могут пропускать жидкости, за исключением сквозных отверстий 115. В этой связи необходимо отметить, что поверхностные слои, за исключением сквозных отверстий, могут быть пористыми, однако поры не соединены друг с другом, то есть не обеспечивают взаимное соединение между сквозными отверстиями 115.
[0053] Внешние поддерживающие поверхностные слои 111, 112 образованы из материала, проходящего непрерывно и предпочтительно равномерно по указанным поверхностям за исключением сквозных отверстий 115, выполненных в указанных поверхностях. Это означает, что внешние поддерживающие поверхности, за исключением сквозных отверстий, образуют непрерывную предпочтительно равномерную и предпочтительно сплошную поверхность без каких-либо разрывов.
[0054] Внешние поддерживающие поверхностные слои, за исключением сквозных отверстий, могут быть выполнены с определенной степенью пористости, но при условии, что данные поры не являются соединенными между собой и/или не обеспечивают проницаемость для жидкостей.
[0055] Значение поверхностных слоев без соединенных между собой сквозных отверстий может заключаться в том факте, что такие поверхностные слои обладают повышенной жесткостью, что является преимуществом для жесткости поддерживающих конструкций, используемых в фильтрующих элементах согласно изобретению.
[0056] Поддерживающие конструкции фильтрующих элементов согласно изобретению могут быть изготовлены экструдированием, ламинированием, литьем (под давлением), быстрым прототипированием, посредством технологии аддитивного изготовления или посредством любой другой доступной технологии. В случае, если компоненты поддерживающей конструкции, то есть внешние поддерживающие поверхностные слои 111, 112 и промежуточные элементы, собирают путем ламинирования, то все компоненты или часть данных компонентов могут быть изготовлены из непрерывного листа, пленки или фольги путем экструдирования, раскатки или любой другой технологии, доступной для данной цели.
[0057] Подходящими материалами для поддерживающей конструкции 11 (внешние поверхности 111, 112 и промежуточные элементы 113) являются, без ограничения, полиэтилен (РЕ), полипропилен (РР), PET, возможно модифицированный сополимеризацией, например, модифицированный гликоль (PET-G), аморфный PET (А-РЕТ), многослойная фольга РЕТ-G с сердечником А-PET (PET-GAG), нейлон, поликарбонат (PC), полистирол (PS), акрилонитрил-бутадиен-стирол (ABS), полихлортрифторэтилен (PCTFE) и полифениленсульфид (PPS). Указанные поддерживающие конструкции могут быть изготовлены из металла, например, из листового металла.
[0058] Сквозные отверстия 115 могут быть образованы на внешних поверхностях 111, 112 поддерживающей конструкции только после изготовления поддерживающей конструкции 11 за одно целое или сборки данной конструкции. Как вариант, сквозные отверстия 115 могут быть образованы на внешних поверхностях до прикрепления внешних поверхностей на промежуточных элементах (например, путем ламинирования).
[0059] Здесь необходимо отметить, что сетчатые ячейки в ткани не рассматриваются в качестве сквозных отверстий, рассматриваемых в данном изобретения, поскольку сетчатые отверстия очевидно взаимосвязаны. Кроме этого, ткань в целом не может образовывать внешний поддерживающий поверхностный слой, выполненный согласно данному изобретению, поскольку ткань не изготовлена из материала, проходящего непрерывно по все внешней поверхности. В действительности, ткань, трикотажная, тканая или нетканая, обычно состоит из группы переплетенных и соединенных между собой волокон или нитей. Отметим, что в точках переплетения или соединения друг с другом конструкция материала представляет прерывность.
[0060] Таким образом предпочтительно внешние поддерживающие поверхностные слои 111,112 не содержат ткань (независимо - трикотажную или тканую). Предпочтительно указанные слои не содержат нетканую ткань. Под тканью понимается любая конструкция, содержащая исключительно соединенные между собой и/или переплетенные волокна, филаменты или нити, сформированные в сеть.
[0061] Однако внешние поддерживающие поверхностные слои 111, 112 могут содержать волокна, филаменты (монофиламенты, мультифиламенты) или нити при условии, что данные волокна, филаменты или нити встроены или вставлены, путем пропитывания, в матрицу, закрывающую соединения между порами/сетчатыми ячейками и, как следствие, также любое взаимное соединение между сквозными отверстиями 115. Предпочтительно указанная матрица составляет по меньшей мере 20% от объема твердых частиц (общее количество твердых частиц за исключением любой пористости), образующих внешний поддерживающий поверхностный слой 111, 112, или предпочтительно по меньшей мере 30% от объема, или предпочтительно по меньшей мере 40% от объема, или предпочтительно 50% от объема, или предпочтительно 60% от объема. Данная матрица может быть образована из термопластика. Как вариант, данная матрица может быть образована из термоотверждающегося материала. Волокна, филаменты или нити могут быть изготовлены из стекла, углерода или базальта.
[0062] Путем обеспечения наличия несоединенных между собой сквозных отверстий 115 может быть подобрано расположение и размер отверстий 115 для отвода фильтрата/пермеата без уменьшения характеристик жесткости внешних поверхностных слоев 111, 112. Как описано ниже, наличие возможности использования жестких (в плоскости) или неупругих (нерастягиваемых) внешних поверхностных слоев 111, 112 позволяет получить жесткие поддерживающие элементы, как, например, описано в патентных документах US 2008/0156730 и US 2008/0000827. В поддерживающих элементах, выполненных в соответствии с существующим уровнем техники, жесткость и устойчивость поддерживающих элементов предотвращает какое-либо качественное прикрепление мембранных слоев к поддерживающему элементу. Однако в данном изобретении было найдено решение для данной проблемы, при этом фильтрующие элементы согласно изобретению обеспечивают преимущества объединения двух свойств вводном изделии, то есть жесткие, прочные поддерживающие элементы и не имеющее аналогов анкерное закрепление мембран на данных поддерживающих элементах.
[0063] Поддерживающая конструкция 11, включая поверхностные слои 111, 112, имеющие сквозные отверстия 115, выполнена предпочтительно жесткой. Предпочтительно данная конструкция имеет модуль упругости при изгибе по меньшей мере 150 МПа, или предпочтительно по меньшей мере 250 МПа, или предпочтительно по меньшей мере 350 МПа, или предпочтительно по меньшей мере 500 МПа, или предпочтительно по меньшей мере 700 МПа, или предпочтительно по меньшей мере 900 МПа. Модуль упругости при изгибе может быть меньше или равен 5000 МПа, или предпочтительно меньше или равен 50 ГПа, или предпочтительно меньше или равен 100 ГПа.
[0064] Указанные значения модуля упругости при изгибе могут быть определены на основании стандарта ISO 178 и на основании образца длиной 80 мм и шириной 10 мм. При этом толщина данного образца охватывает всю толщину поддерживающей конструкции в направлении, перпендикулярном внешним поддерживающим поверхностям, причем длина образцов полностью сориентирована по оси, параллельной плоскости внешних поверхностных слоев и имеющей максимальное сопротивление изгибу. Испытательный стенд должен быть выполнен таким образом, что пролет L по стандарту ISO 178 составляет 70 мм, при этом должна быть использована скорость 5 мм/мин.
[0065] Необходимо отметить, что вышеуказанные значения модуля упругости при изгибе могут быть получены даже если компоненты поддерживающей конструкции, то есть внешние поддерживающие поверхности и, возможно, промежуточные элементы, являются гибкими по природе. Это может быть достигнуто путем прикрепления промежуточных элементов на внешних поддерживающих поверхностных слоях предпочтительно жестким образом и путем использования нерастяжимых и предпочтительно жестких внешних поддерживающих поверхностных слоев для получения, таким образом, жесткой каркасообразной конструкции или панели, ограниченной поддерживающими внешними поверхностями.
[0066] Жесткость и модуль упругости при изгибе поддерживающих конструкций согласно изобретению могут быть увеличены путем использования упрочненных волокнами полимерных материалов для подобных конструкций, например, материалов, упрочненных стеклянными волокнами, углеродными волокнами или базальтовыми волокнами.
[0067] Сверху каждой внешней поверхности 111, 112 расположен фильтрующий или мембранный слой 12, 13. Данный слой может быть изготовлен из любого (полимерного) мембранного материала, известного из уровня техники. В соответствии с данным изобретением фильтрующие слои 12, 13 образованы непосредственно на внешних поверхностях 111 и 112 во избежание использования предварительно изготовленных фильтрующих слоев.
[0068] Таким образом, жидкий состав, образующий фильтрующие слои 12, 13 (то есть образующую мембрану пасту), наносят на внешние поддерживающие поверхности 111 и 112. Таким образом, жидкий состав покрывает внешние поверхностные слои 111 и 112, включая сквозные отверстия 115. Путем соответствующего подбора, среди прочего, размеров, наклона и расположения сквозных отверстий 115, вязкости и скорости подачи пасты данная жидкая паста, кроме того, может проходить через сквозные отверстия 115 без, однако, закупоривания проходов 114. После отверждения мембранной пасты, например, посредством процесса разделения фаз мембранные слои 12, 13 прочно физически закреплены анкерно на внешних поддерживающих поверхностях 111,112 в сквозных отверстиях 115.
[0069] На фиг. 2 изображен вид в разрезе поддерживающей конструкции 11, в которой мембранный материал образует фильтрующие слои 12, 13 на внешних поверхностях 111 и 112. Кроме этого, мембранный материал проходит через сквозные отверстия 115 для образования выступов на задней (внутренней) стороне 116, 117 соответственно внешних поверхностных слоев 111 и 112. Данные выступы могут действовать в качестве заглушек, при этом они могут быть выполнены в форме головок 122, имеющих размер, превышающий (наименьший) размер сквозных отверстий 115, и, следовательно, данные головки зацепляются с внешней поддерживающей поверхностью 111. Головки 122 соединены с фильтрующими слоями 12, 13 посредством стержней 121, проходящих через указанные сквозные отверстия 115 и прикрепляющих в результате фильтрующие слои 12, 13 к поддерживающей конструкции 11.
[0070] Сквозные отверстия 115 распределены, предпочтительно равномерно или регулярным образом, по внешним поддерживающим поверхностям 111, 112 таким образом, чтобы получить на внешних поддерживающих поверхностях 111, 112 соответствующие распределенные анкерные точки для фильтрующих слоев 12, 13.
[0071] Головки 122 и стержни 121 образуют, таким образом, грибообразные выступы подрезного типа для обеспечения анкерного закрепления фильтрующего слоя 12, 13 путем зацепления между выступом и внешним поверхностным слоем 111. Термин подрез взят из технологии литья и травления и в связи с данным изобретением относится к форме тела, выполненной для предотвращения выброса или выталкивания данного тела через сквозные отверстия 115 в наружном направлении (по направлению к фильтрующему слою 12). Выполненное в форме подрезки тело зацепляется с телом, в котором сформировано выполненное в форме подрезки тело, или с телом, вокруг которого сформировано выполненное в форме подрезки тело. Это достигается посредством выступов, имеющих размер в первом местоположении, превышающий размер сквозных отверстий 115 во втором местоположении, причем данное второе местоположение расположено между фильтрующим слоем и первым местоположением или данное второе местоположение расположено снаружи относительно указанного первого местоположения. В этой связи необходимо отметить, что, как описано далее со ссылкой на фиг. 5, нет необходимости расположения указанного первого местоположения за сквозным отверстием (на задних сторонах 116, 117), но данное первое местоположение может быть расположено вдоль или внутри указанного сквозного отверстия. Поскольку выступ 121, 122 выполнен за одно целое с фильтрующим слоем, указанная подрезка обеспечивает анкерное закрепление фильтрующего слоя на поддерживающем элементе. Здесь также необходимо отметить, что, в зависимости от параметров покрытия, головки 122 смежных выступов могут соприкасаться друг с другом или могут быть выполнены за одно целое друг с другом на задних сторонах 116, 117 поверхностных слоев 111, 112.
[0072] Как показано на фиг. 2, очевидно, что контактная поверхность между внешними поверхностными слоями 111, 112 и, соответственно, фильтрующими слоями 12, 13 выполнена по существу плоской за исключением выступов 121, 122. По существу плоская контактная поверхность, имеющая плоскостность, которая предпочтительно равна плоскостности внешней поверхности поверхностных слоев 111, 112, проходит между изолированными сквозными отверстиями.
[0073] Поскольку фильтрование первично определено поверхностными порами в фильтрующих слоях 12, 13, взаимно соединенными с внутренними порами, которые постепенно становятся большими, фильтрат, поступающий в слой 12, может быть легко проведен по направлению к сквозным отверстиям 115, откуда данный фильтрат направляется в проходы 114 во внутренней отводной конструкции. Проникновение мембранного материала в сквозные отверстия 115 не влияет, таким образом, на поток фильтрата каким-либо негативным образом.
[0074] Таким образом обеспечена возможность эффективного анкерного закрепления мембранных или фильтрующих слоев 12, 13 на внешних поверхностных слоях 111, 112 поддерживающей конструкции 11 в группе распределенных точек. Это позволяет мембране не только выдерживать вязкостное сопротивление неотфильтрованной жидкости, протекающей через данную мембрану, но также выдерживать более высокие давления промывания обратным потоком по сравнению с фильтрующими элементами, выполненными в соответствии с существующим уровнем техники и имеющими аналогичные поддерживающие конструкции. Кроме этого, поддерживающие конструкции фильтрующих элементов согласно изобретению имеют эквивалентную жесткость по сравнению с поддерживающими конструкциями, выполненными в соответствии с существующим уровнем техники, поскольку количество и размер сквозных отверстий в незначительной степени влияют только на изгибную прочность поддерживающего элемента, и поэтому на жесткость, обеспечиваемую установкой промежуточных элементов, влияние не оказывается.
[0075] Относительно функционирования и со ссылкой на фиг. 3 поддерживающая конструкция 11 по своим кромкам 151-154 изолирована так, чтобы не пропускать текучую среду, для образования, таким образом, картриджа 15, причем все проходы 114 сообщены с главным выпускным отверстием 14 картриджа 15. Фильтрующий слой 12 изолирован предпочтительно так, чтобы не пропускать текучую среду, с поддерживающей конструкцией 11 (внешней поверхностью 111) по своим кромкам 151-154, путем, например (ультразвуковой), сварки, ламинирования или склеивания. Указанную изоляцию может обеспечивать наличие (сварного) шва 123. Поэтому по периферийной кромке 151-154 поддерживающей конструкции 11 внешние поддерживающие поверхности 111, 112 предпочтительно не содержат сквозные отверстия 115.
[0076] Здесь необходимо отметить, что возможны другие способы изоляции на кромках, например, путем заключения в раму поддерживающей конструкции и, возможно, фильтрующих слоев.
[0077] Здесь также необходимо отметить, что мембранные слои 12, 13 выполнены пористыми по всему объему (по всем направлениям пространства), в том числе и в точках анкерного закрепления (отверстиях 115), и что, за исключением кромковых зон фильтрующего элемента 10, для мембранных слоев нет необходимости содержать какое-либо дополнительное средство анкерного закрепления, например, сварные швы, которые создают локальное отсутствие пористости в мембране. При этом отметим, что поры внутри мембранных слоев выполнены соединенными между собой.
[0078] Поддерживающая конструкция, в частности, конструкция системы промежуточных элементов, представленная на фигурах 1-3, является как раз примером возможного расположения промежуточных элементов, которое может быть использовано в данном изобретении. Из уровня техники известны подходящие поддерживающие конструкции, которые могут быть получены, например, путем экструдирования термопласта для образования ребристой поликарбонатной пластины с двойным листом, например, многослойных пластин для ультрафиолетового излучения Makrolon® (Компания Bayer, Германия). Другими примерами являются поликарбонатные панели POLISNAKE® (компания Politec Polimeri Tecnici SA, Швейцария), описанные в патентном документе ЕР 1543945, полипропиленовые панели KIBO X и KIBO М (компания KIBO Kunststoffe GmbH, Германия) и композитные материалы TRIPLEX 3 и TRIPLEX 5 (компания TRIPLEX Kunststoffe GmbH). Пригодны также ламинированные панели, например, трехслойные ламинаты, описанные в патентном документе US 25 2008/000827 или ЕР 1215037; которые имеют внешние листы, расположенные на расстоянии друг от друга посредством утолщений, или трехслойные ламинаты, изготовленные ламинированием двух пластин с получением двухсторонней ребристой пластины, или, например, двухслойные ламинаты (две ламинированные ребристые пластины).
[0079] В вышеуказанных конструкциях промежуточные элементы 113 между поддерживающими внешними поверхностными слоями 111, 112 могут быть выполнены с различными формами или профилями при условии, что данные формы или профили позволяют образовывать проходы 114, гарантированно обеспечивающие отвод фильтрата. На фиг. 4 показаны виды в разрезе для группы примеров поддерживающих конструкций, в частности, систем промежуточных элементов, например, в Н-образной, М-образной или X-образной форме. Например, поддерживающие конструкции 41-43 содержат, в дополнение или в качестве альтернативы прямым ребрам 113, 413, 423, наклонные соединительные элементы 414, 424, 434. Наклонные соединительные элементы обеспечивают возможность увеличения изгибной жесткости поддерживающей конструкции.
[0080] Для функционирования в качестве поддерживающей конструкции согласно изобретению внешние поверхностные слои вышеуказанных поддерживающих конструкций перфорируют, например, лазером или при помощи технологий механической перфорации, например, путем пробивания, например, пробиванием предпочтительно горячей иглой, прокалыванием и другим подобным образом для получения сквозных отверстий 115. Сквозные отверстия 115, которые изолированы друг от друга, расположены предпочтительно по правильному шаблону и распределены предпочтительно равномерно по внешним поддерживающим поверхностным слоям 111, 112.
[0081] В случае, если поддерживающая конструкция изготовлена ламинированием, сквозные отверстия 115 могут быть выполнены в пластинах, образующих внешние поверхности, перед ламинированием листов для образования поддерживающей конструкции.
[0082] Указанные сквозные отверстия предпочтительно имеют (максимальный) линейный размер, превышающий или равный 0,1 мм, или предпочтительно превышающий или равный 0,2 мм, или предпочтительно превышающий или равный 0,3 мм. Сквозные отверстия предпочтительно имеют размер, меньший или равный 2 мм, или предпочтительно меньший или равный 1,5 мм, или предпочтительно меньший или равный 1,2 мм, или предпочтительно меньший или равный 1,0 мм. Слишком малые сквозные отверстия могут предотвращать эффективное проникновение мембранного материала в отверстия и могут обеспечивать слишком слабое анкерное закрепление. В результате это может привести к слишком низкому сопротивлению давлению промывания обратным потоком. Слишком большие отверстия могут вызвать закупоривание каналов отводного слоя мембранной пастой, что может существенно увеличить сопротивление внутреннему потоку и потребовать слишком большой объем мембранной пасты. Кроме этого, гладкое покрытие может быть проблематичным при слишком больших перфорированных отверстиях, при этом большие отверстия значительно уменьшают механическую прочность поддерживающего элемента.
[0083] Во внешней поддерживающей поверхности открытая зона (пористость вследствие сквозных отверстий) составляет предпочтительно по меньшей мере 2%, или предпочтительно по меньшей мере 5%, или предпочтительно по меньшей мере 10%, или предпочтительно по меньшей мере 15%, или предпочтительно по меньшей мере 20%, или предпочтительно по меньшей мере 25%, или предпочтительно по меньшей мере 30%, или предпочтительно по меньшей мере 35%. Данная открытая зона составляет предпочтительно максимально 70%, или предпочтительно максимально 60%, или предпочтительно максимально 55%, или предпочтительно максимально 50%. Открытая зона внешних поддерживающих поверхностей должна быть предпочтительно не слишком малой, чтобы обеспечивать достаточный поток через внешние поддерживающие поверхностные слои с одной стороны, но с другой стороны не должна быть слишком большой, чтобы не уменьшать жесткость поддерживающей конструкции. Под открытой зоной понимается отношение площади сквозных отверстий на единицу общей площади внешней поверхности (включая сквозные отверстия), выраженное в процентном значении. При определении всей площади внешней поверхности не учитываются периферийные кромки, на которых изолирован, непроницаемым для жидкости образом, мембранный слой.
[0084] При этом не существует ограничений на форму поперечного сечения сквозных отверстий 115, то есть данные отверстия могут представлять собой отверстия в форме круга, квадрата, многоугольника, звезды или щели или отверстия в любой другой подходящей форме.
[0085] Предпочтительно указанные сквозные отверстия имеют искривление равное 1 (определенное как отношение длины кратчайшего пути через отверстия при проходе от одной стороны к другой к прямому расстоянию между двумя сторонами). Данное искривление облегчает проникновение мембранного материала в сквозные отверстия, увеличивает проницаемость и облегчает получение эффекта равномерного анкерного закрепления мембраны, как описано далее.
[0086] Равное единице искривление означает, что форма сквозных отверстия является предпочтительно формой призмы или цилиндра, предпочтительно прямой призмы или прямого цилиндра. Предпочтительно сквозные отверстия имеют постоянное поперечное сечение по толщине внешнего поддерживающего поверхностного слоя. Сквозные отверстия могут быть также выполнены в форме усеченного конуса, предпочтительно производной от прямого конуса с крутым или многоугольным основанием или с основанием любой другой подходящей формы.
[0087] Как указано выше, прохождение мембранного материала полностью через и за сквозные отверстия 115 не требуется при условии, что обеспечен эффект физического (механического) анкерного закрепления, например, с формой, обеспечивающей подрезку. Как показано на фиг.2, эффект анкерного закрепления обеспечен предпочтительно механическим образом путем зацепления. Проникающие участки 121, 122 мембранного материала действуют в качестве грибообразных заглушек в сквозных отверстиях 115. Как показано на фиг. 5, в зависимости от формы поперечного сечения сквозного отверстия становится очевидно, что нет необходимости проникновения мембранного материала за сквозное отверстие. Как изображено на фиг. 5, сквозные отверстия 515 могут иметь, например, косые или наклонные стенки так, чтобы проем расширялся по направлению к внутренней части поддерживающей конструкции. В данном случае выступы 521 мембранного материала могут только частично заполнять сквозные отверстия 515. Посредством этого выступы приобретают коническую форму и образуют, соответственно, подрезку относительно проема сквозного отверстия 525 на внешней поверхности 511 для обеспечения, таким образом, достаточного анкерного закрепления мембранного слоя 52 на внешней поддерживающей поверхности 511.
[0088] На фиг.6 изображен плоский фильтрующий элемент 60, имеющий конфигурацию, альтернативную конфигурации на фиг. 2-5. Внешний поверхностный слой поддерживающей конструкции образован посредством расположения друг на друге двух перфорированных пластин или слоев 611 и 618. В обоих пластинах 611 и 618 выполнены сквозные отверстия 615, расположенные по одинаковому или соответствующему шаблону. Отверстия во внешней пластине 618 выполнены, однако, меньшими по сравнению с соответствующими отверстиями во внутренней пластине 611. Пластины 611 и 618 размещают предпочтительно таким образом, что соответствующие сквозные отверстия выровнены по оси. После указанного выравнивания данные листы скрепляют путем сварки, склеивания или ламинирования.
[0089] Поддерживающая конструкция на фиг. 6 может быть получена, например, посредством поддерживающей конструкции 61, аналогичной поддерживающей конструкции 11 на фиг. 1 и 2, однако она выполнена с возможно большими сквозными отверстиями, чем отверстия 115 на фиг. 1 и 2. Сверху внешних поверхностных слоев 611 поддерживающей конструкции 61 может быть ламинирована или прикреплена другим образом перфорированная фольга или пластина 618.
[0090] При нанесении мембранной пасты на внешний лист 618, для того, чтобы образовать мембранный слой 62, указанная паста проходит через сквозные отверстия 615 и образует грибообразные заглушки, проходящие к задней стороне внешнего листа 618. Данные заглушки содержат сцепные головки 622, образующие анкер подрезного типа относительно сквозных отверстий 615 во внешнем листе 618, причем данный анкер выполнен с возможностью анкерного закрепления мембранного слоя 62 на внешнем листе 618. При этом для того чтобы обеспечить эффективное анкерное закрепление, необходимо только зацепление головок 622 с внешним листом 618.
[0091] Преимущество вышеуказанной конфигурации состоит в том, что внешняя пластина 618 может быть изготовлена тонкой, и соответственно может быть минимизировано количество материала пасты, необходимое для образования указанных заглушек. При этом не оказывается негативное влияние на жесткость поддерживающей конструкции, поскольку толщина внутренней пластины 611 может быть выбрана по желанию.
[0092] Если кромки сквозных отверстий 115, 515, 615 выполнены достаточно гладкими, то предпочтительно обеспечивается получение выступов для наиболее эффективного анкерного закрепления. Таким образом необходимо избегать избыточных заусенцев вокруг указанных сквозных отверстий.
[0093] Как показано на фиг. 1, внешние поверхности внешних поддерживающих поверхностных слоев 111 и 112 выполнены предпочтительно достаточно гладкими так, чтобы толщина мембранных слоев 11, 12 могла быть минимизирована.
[0094] Предпочтительно внешние поверхности поверхностных слоев 111, 112 выполнены соответственно плоскими, что обеспечивает возможность покрытия фильтрующих слоев с достаточно равномерной толщиной. Предпочтительно расстояние между двумя параллельными плоскостями, проходящими через, соответственно, наиболее удаленную наружу (самую высокую) точку и наиболее приближенную вовнутрь (самую низкую) точку внешней поверхности поверхностного слоя 111, 112, составляет менее 1000 мкм, или предпочтительно менее 750 мкм, или предпочтительно менее 500 мкм. Измерения плоскостности выполняют на квадратных образцах со стороной 100 мм.
[0095] Предпочтительно внешние поддерживающие поверхности 111 и 112 образованы посредством пластин, фольги или листов, имеющих толщину по меньшей мере 100 мкм, или предпочтительно по меньшей мере 150 мкм, или предпочтительно по меньшей мере 200 мкм. Данная пластина, фольга или лист имеет предпочтительно толщину, не превышающую 750 мм. Вся поддерживающая конструкция 11, включая внешние поверхности 111, 112 и промежуточные элементы 13, предпочтительно имеет толщину, находящуюся в диапазоне между 2 мм и 50 мм или предпочтительно между 4 мм и 50 мм.
[0096] Толщина (сухих) мембранных слоев 12, 13 (при нанесении покрытия на внешних поверхностях 111, 112) предпочтительно меньше или равна 500 мкм, предпочтительно меньше или равна 400 мкм, предпочтительно меньше или равна 300 мкм, предпочтительно меньше или равна 250 мкм или предпочтительно меньше или равна 200 мкм. Данная толщина предпочтительно превышает или равна 25 мкм, предпочтительно превышает или равна 30 мкм, предпочтительно превышает или равна 40 мкм или предпочтительно превышает или равна 50 мкм.
[0097] Предпочтительно сцепные головки 122, 622 и другие формы 521 подрезного типа выступов имеют линейный размер поперечного сечения больше, чем (наименьший) размер сквозных отверстий 115, предпочтительно по меньшей мере на 5%, или предпочтительно по меньшей мере на 10%, или предпочтительно по меньшей мере на 15%, или предпочтительно по меньшей мере на 30%. Сцепные головки 122, 622 предпочтительно имеют высоту по меньшей мере 50 мкм (измеренную в направлении по нормали к внешней поверхности от задней стороны). Для случая с фиг. 6 необходимо отметить, что высота рассчитана от задней стороны внешнего листа 618. Предпочтительно высота находится в диапазоне между 50 мкм и 250 мкм.
[0098] Мембранные слои 12, 13 могут быть нанесены и образованы непосредственно на поддерживающей конструкции 11 и в данную конструкцию при помощи системы нанесения покрытия дуплексного типа, как изображено на фиг. 7. В данной системе поддерживающие конструкции 11 подают поочередно и предпочтительно в вертикальном направлении через систему 70 нанесения покрытия дуплексного типа, как указано стрелкой. Система 70 нанесения покрытия дуплексного типа содержит два устройства 71 и 72 нанесения покрытия, расположенных обращенными друг к другу. Каждое устройство 71, 72 нанесения покрытия выполнено по типу, используемому для щелевого нанесения покрытия, и содержит распределительную камеру 701, в которую подают мембранную пасту посредством дозировочного насоса (не изображен). Щель 702 проходит от указанной распределительной камеры в выпускное отверстие. Выпускные отверстия устройств 71 и 72 нанесения покрытия расположены обращенными друг к другу и расположены на расстоянии друг от друга таким образом, что при подаче поддерживающей конструкции между указанным устройствами каждое выпускное отверстие обращено к внешней поддерживающей поверхности 111, 112. По существу плоские кромки 703 и 704 проходят по, соответственно, расположенной вверх по потоку и расположенной вниз по потоку сторонам щелевого выпускного отверстия.
[0099] Предварительно измеренные и по существу одинаковые количества образующей мембрану пасты (жидкости) подают через щели 701 устройств 71, 72 нанесения покрытия на внешние поддерживающие поверхности 111 и 112, причем поддерживающую конструкцию 11 транспортируют по существу в вертикальном направлении между устройствами 71, 72 нанесения покрытия. Образующую мембрану пасту наносят на оба поддерживающих поверхностных слоя, и таким образом данная паста проходит через сквозные отверстия 115. Путем тщательного регулирования вязкости пасты, скорости подачи пасты и путем правильного выбора размера и наклона сквозных отверстий 115 можно получить образование данной пастой грибообразных заглушек, проходящих на задних сторонах внешних поверхностей через отверстия 115, при этом без закупоривания каналов 114.
[0100] В способах согласно изобретению выгодно использовать пасту с высокой вязкостью. Предпочтительно подобная паста имеет вязкость по меньшей мере 50 Па⋅с или предпочтительно по меньшей мере 100 Па⋅с при 75°C. Вязкость может быть измерена при помощи ротационного вискозиметра НААКЕ MARS (компания "Thermo Electron", Германия), в котором используются два титановых диска диаметром 35 мм. Кроме обеспечения возможности нанесения покрытия на сквозные отверстия и образования сцепных/подрезных головок, подобная паста с высокой вязкостью также позволяет получать мембраны с высокой прочность сцепления и, как следствие, высокостабильные мембранные слои. Указанный результат невозможен при использовании паст с низкой вязкостью, поскольку данные пасты обычно используются в существующем уровне техники.
[0101] Паста с высокой вязкостью, как указано выше, позволяет, таким образом, получать мембранные слои, имеющие общую пористость, меньше или равную примерно 80% и предпочтительно находящуюся в диапазоне между примерно 50% и примерно 80%. Общую пористость рассчитывают как (1 минус относительная плотность мембранного материала) умножить на 100%.
[0102] Затем поддерживающую конструкцию с нанесенным покрытием/пропитанную подвергают одному или более образующим мембрану этапам, известным из уровня техники, что позволяет пасте образовать твердую мембрану с широким диапазоном размеров пор и структур пор. Данный процесс называется также мембранная коагуляция. В предпочтительные методы образования из пасты входит фазовое разделение, вызываемое жидкими фазами (LIPS), фазовое разделение, вызываемое парообразными фазами (VIPS), а также, возможно, термоиндуцированное фазовое разделение (TIPS). Все данные процессы называются также обращением фаз. Таким образом, образующая мембрану паста содержит раствор мембранного полимера. Затем пасту вводят в контакт с текучей средой, являющейся осадителем для мембранного полимера, для того, чтобы вызвать расслоение полимерного раствора. Полимер выпадает в осадок с образованием, таким образом, мембраны.
[0103] Обращение фаз может быть получено погружением покрытых поддерживающих конструкций 11, при выходе данных конструкций из системы 70 нанесения покрытия дуплексного типа, в ванну 73 для жидкости, содержащую осадитель. В дополнение или как вариант, концентрированный пар осадителя или содержащей осадитель жидкости может поддерживаться непосредственно снизу системы 70 нанесения покрытия дуплексного типа. Данный концентрированный пар может способствовать образованию необходимых поверхностных пор на внешних поверхностях мембранных слоев.
[0104] Кроме того, предпочтительно привести боковые стороны мембраны, то есть выступы 122, 521 и 622 соответственно на фиг. 2, 5, 6, в контакт с ванной 73 для жидкости, содержащей осадитель и/или с концентрированным паром осадителя для того, чтобы получить так называемый симметричный мембранный слой 12, 52, 62. Данный результат может быть получен путем обеспечения того, что каналы 114 свободны для возможности входа жидкости ванны 73 и/или концентрированного пара в указанные каналы.
[0105] Под симметричным мембранным слоем понимается мембранный слой, имеющий симметричное распределение размеров пор по мембране, то есть, когда поры на наружных поверхностных сторонах мембранного слоя меньше, чем поры в центре или сердцевине мембранного слоя. На фиг. 11 изображено симметричное распределение размеров пор в мембранном слое 1200, образованное, согласно данному изобретению, на пластине 1110. При данном симметричном распределении размеров пор внешняя зона 1221 сцепной головки 1220 на задней стороне пластины 1110 имеет поры, аналогичные (по размерам и форме) порам на внешней зоне 1201 мембранного слоя 1200. Поры 1203 в сердцевине 1202 мембранного слоя (и, таким образом, в сердцевине 1222 выступающей / сцепной головки 1220) выполнены большими по меньшей мере на порядок величины. Внешние зоны 1201 и 1221 с меньшими размерами пор называются листами мембранного слоя. Именно размер пор в слое 1201 листа, то есть внешний поверхностный слой, обращенный от фильтрующего элемента, определяет характеристики фильтрования.
[0106] Преимущество наличия листа 1221 на задней стороне мембранного слоя, то есть обращенной к отводному отсеку, состоит в том, что слой 1221 листа обеспечивает падение давления во время промывания обратным потоком (то есть промывание фильтрующего элемента из внутренних каналов в направлении наружу) для уменьшения, таким образом, давления, которое в противном случае может быть приложено к зоне 1201 внешнего листа. Действительно, большие внутренние поры 1203 обеспечивают значительное падение давления (что является преимуществом для проницаемости мембраны), при этом без "внутреннего" листа 1221 почти полное падение давления может приходиться на "внешний" лист 1201 во время промывания обратным потоком, что может оторвать данный "внешний" лист от сердцевины 1202 мембраны и невосстановимым образом повредить мембрану.
[0107] Таким образом, во время нормальной операции фильтрования (с внешней стороны вовнутрь) основное падение давление происходит через зону 1201 внешнего листа с выталкиванием при этом данной зоны по направлению к поддерживающему элементу 1110, что мембрана может легко выдержать. Во время промывания обратным потоком основное падение давления происходит через зону 1221 внутреннего листа с выталкиванием при этом данной зоны по направлению к сердцевине 1202. Данное явление не является проблематичным, поскольку головка 1220 обеспечивает достаточное зацепление с поддерживающим элементом 1110 для выдерживания подобной нагрузки. В результате сохраняется целостность мембраны при всех условиях, при этом могут использоваться еще более высокие давления обратного промывания.
[0108] Поскольку поддерживающие конструкции 11 фильтрующих элементов 10 согласно изобретению являются в целом жесткими, то предложен полунепрерывный процесс, в котором отдельные поддерживающие конструкции 11 транспортируют последовательно через систему 70 нанесения покрытия дуплексного типа в ванну 73, например, путем прикрепления поддерживающих конструкций 11 к конвейерной цепи. При этом система 70 нанесения покрытия дуплексного типа может быть выполнена для измерения мембранной пасты только при прохождении поддерживающей конструкции 11 через данную систему.
[0109] После этапа образования мембраны или коагуляции может быть предусмотрен этап промывания для того, чтобы удалить любые остаточные вещества из мембранных слоев 12, 13. Окончательно мембраны могут быть оставлены для просушивания на этапе просушивания.
[0110] Этапы последующей обработки могут включать в себя изоляцию мембранных слоев на кромках (например, путем ультразвуковой сварки) и изоляцию или заключение в раму поддерживающей конструкции для изготовления, таким образом, картриджа.
[0111] Альтернативой нанесения дуплексного покрытия является последовательное покрытие двух поверхностей поддерживающей конструкции по известным технологиям. После образования мембраны на одной стороне поддерживающая конструкция может быть обработана на противоположной стороне.
[0112] Другой вариант заключается в нанесении покрытия на поддерживающую конструкцию только на одной стороне. С этой целью может быть применена система одностороннего покрытия только с одним устройством из устройств 71 или 72 нанесения покрытия (матриц). В этом случае во время нанесения покрытия предпочтительно можно расположить поддерживающую конструкцию горизонтально вместо вертикального расположения, изображенного на фиг. 7. При этом устройство 71, 72 нанесения покрытия расположено вертикально, а не горизонтально, как изображено на фиг. 7.
[0113] Одностороннее нанесение покрытия позволяет получать поддерживающие конструкции, на которые нанесен мембранный слой только на одной стороне (один внешний поверхностный слой). При этом две поддерживающие конструкции могут быть расположены так, что внешние поверхности без нанесенного покрытия обращены друг к другу для образования плоского фильтрующего элемента с мембранными слоями на противоположных внешних гранях.
[0114] Альтернативой нанесению покрытия при помощи устройства 71 и/или 72 нанесения покрытия (дуплексное или одностороннее) может быть нанесение покрытия мембранным раствором при помощи ножевого устройства.
[0115] Вниз по потоку от устройства 71 и/или 72 нанесения покрытия может быть дополнительно расположено ножевое устройство для удаления избыточного мембранного раствора и сглаживания поверхности покрытия. Посредством данного действия может быть уменьшено или даже предотвращено появление так называемых "желобов" на мембранной поверхности в местоположениях сквозных отверстий.
[0116] Отсюда следует, что непосредственное образование мембранных слоев на поддерживающей конструкции обеспечивает более простой способ изготовления по сравнению с существующим уровнем техники. В существующем уровне техники, мембранный слой предварительно изготавливают в виде полностью функциональной мембраны, возможно упрочненной, который затем размещают на поддерживающем элементе и изолируют по кромкам. Между указанной предварительно изготовленной мембраной и поддерживающим элементом обычно размещают войлокообразный сетчатый слой. Правильное нанесение и расположение мембранных слоев в картриджах существующего уровня техники может быть затратной по времени и сложной задачей, что полностью исключено в данном изобретении. Таким образом, фильтрующие элементы согласно изобретению является более экономичными для изготовления.
[0117] Кроме этого, посредством данного изобретения на поддерживающих конструкциях могут быть образованы мембранные слои 12, 13, имеющие толщину, сравнимую с толщиной вышеописанных мембран существующего уровня техники.
[0118] Мембранные слои предпочтительно содержат наполнительный материал, возможно, гидрофильный, и связующий материал, возможно, органический. Наполнительный материал может быть органическим, при этом данный материал выбирают из группы, содержащей гидроксипропилцеллюлозу, карбоксиметилцеллюлозу, поливинилпирролидон, сшитый поливинилпирролидон, поливиниловый спирт, поливинилацетат, полиэтилен оксид. Наполнительный материал может быть неорганическим, например, TiO2, HfO2, Al2O3, ZrO2, Zr3(PO4)4, Y2O3, SiO2, порошковые материалы оксида перовскита, и карбиды кремния. В качестве наполнительного материла могут быть использованы комбинации вышеуказанных органических и неорганических материалов. Предпочтительно органический связующий материал выбирают из группы, содержащей поливинилхлорид, хлорированный поливинилхлорид, полисульфон, полиэфирсульфон, полифениленсульфид, полиуретан, поливинилиденфторид, полиимид, полиакрилнитрил, ацетилцеллюлозу, триацетатцеллюлозу, а также привитые варианты перечисленных материалов.
[0119] Мембранная паста может содержать полимерное связующее вещество любого типа (например, вышеописанные органические связующие вещества), беспротонный растворитель, например, ди метил форам ид (DMF), диметилсульфоксид (DMSO), диметилацетат (DMAc), Н-метил-2-пирролидон (NMP) или Н-этил-2-пирролидон (NEP), и наполнительный материал (например, вышеописанные органические наполнители). Используемый для обращения фаз осадитель может представлять собой жидкую воду или смеси воды с беспротонным растворителем.
[0120] Хотя описаны фильтрующие элементы с мембранными слоями на обеих внешних поверхностях поддерживающей конструкции, очевидно, что также могут быть изготовлены фильтрующие элементы, в которых мембранный слой расположен только на одной стороне поддерживающей конструкции 11. В этом случае нет необходимости выполнять сквозные отверстия 115 на непокрытой внешней поверхности.
[0121] Фильтрующие элементы согласно изобретению могут использоваться в таких приложениях, как микрофильтрование, ультрафильтрование, нанофильтрование, обратный осмос, прямой осмос, ограниченный давлением осмос, мембранные биореакторы, диффузионное испарение, мембранная дистилляция, нанесенные жидкие мембраны, перенос веществ, мембранные поглотители, ферментные реакторы и другие мембранные конфузоры.
Примеры
[0122] Пример 1: Для тестирования технических возможностей фильтрующих элементов согласно изобретению в фольге PET толщиной 250 мкм были перфорированы отверстия диаметром 0,55 мм для получения открытой зоны (пористости) 30%. Фотография SEM полученной фольги показана на фиг. 8, на которой изображены сквозные отверстия, обозначенные номером позиции 815. Данная фольга может быть ламинирована или прикреплена другим образом для образования поддерживающих конструкций согласно изобретению.
[0123] Пример 2: В фольге того же типа были перфорированы отверстия диаметром 1,5 мм для получения открытой зоны 50%.
[0124] В целях эксперимента для того чтобы протестировать адгезию мембраны, обе фольги из примеров 1 и 2 не были ламинированы для образования поддерживающей конструкции, как описано выше, но были покрыты на одной стороне мембранной пастой для образования (сухого) мембранного слоя толщиной примерно 100 мкм сверху. В состав мембранной пасты входили вещества: на 20% по массе - полиэфирсульфон (PES), на 10% по массе - поливинилпирролидон (PVP) типа К90, на 61% по массе - NEP и на 9% по массе - глицерол. При этом мембранная паста имела вязкость 150 Па⋅с при 20°C. Мембранную пасту нанесли на фольгу, поддерживаемую на кромках, посредством ножевого устройства, оставляющего мокрый покрывающий слой толщиной примерно 150 мкм. Во время нанесения покрытия данная паста проникла в перфорированные отверстия для образования грибообразных выступов через отверстия и на задней стороне фольги.
[0125] Данную фольгу с нанесенным покрытием погрузили в ванну, содержащую на 65% по массе - воду, и на 35% по массе - NEP для коагуляции пасты и образования поверхностных пор для ультрафильтрования (с размером менее 0,1 мкм). Затем данную фольгу с нанесенным покрытием промыли водой при температуре 50°C, после чего обработали раствором NaOCl (4000 мкг/г) с рН 7,5 в течение получаса и затем снова промыли водой при температуре 50°C. После этого фольгу с нанесенным покрытием погрузили в 10%-ный (по массе) раствор глицерола и оставили на ночь. Данный этап предотвращает схлопывание пор во время просушивания. Затем фольга с нанесенным покрытием была оставлены для высыхания в условиях окружающей среды.
[0126] Необходимо отметить, что для микрофильтрующей мембраны требуются большие поверхностные поры (размером от 0,1 до 0,5 мкм), которые могут быть получены, например, при помощи коагуляционной ванны, содержащей на 35%, по массе - воду, и на 65% по массе - NEP, с последующим выполнением вышеописанной обработки. Вышеописанная обработка глицеролом на ночь не является необходимой, поскольку схлопывание пор не происходит при таких больших порах.
[0127] Полученная толщина сухой мембраны наверху фольги составила примерно 100 мкм. На фиг. 9 и 10 изображены фотографии SEM соответственно задней стороны и поперечного сечения покрытой фольги в примере 1, причем на обеих фотографиях изображены сцепные головки 922. Кроме этого, на фиг. 10 изображена поддерживающая фольга 911, мембранный слой 92 и сквозные отверстия 915, заполненные стержнями 921 из мембранного материала между мембранным слоем 92 и сцепными головками 922.
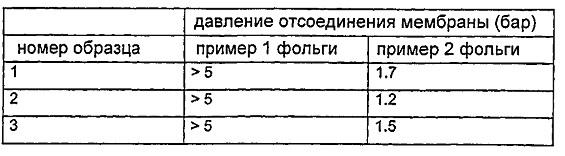
[0128] Из каждой фольги (пример 1 и 2) были вырезаны три образца в виде круга диаметром 34 мм, которые были последовательно прикреплены между двух фланцев для тестирования анкерного закрепления мембраны. Для того чтобы имитировать цикл обратного промывания для увеличения давления на задней стороне фольги (на стороне сцепных головок), была использована жидкость, имеющая вязкость, превышающую в 50 раз вязкость воды, (жидкость Baysilone Fluid М50, компания "Bayer"). Было увеличено давление для того, чтобы увидеть, когда произойдет открепление мембранного слоя от фольги. В Таблице 1 приведены результаты испытаний для обоих примеров. Мембрана, которая была нанесена на фольгу из примера 1, может выдерживать противодавление свыше 5 бар, при этом мембрана, которая была нанесена на фольгу из примера 2, отсоединяется при давлении в среднем 1,4 бар.
Таблица 1: измеренные давления, при которых происходит отсоединение мембраны, для перфорированной фольги PET (толщина 250 мкм, перфорированные отверстия диаметром 550 мкм (пример 1) и 1,5 мм (пример 2)), на которую нанесено покрытие мембраны из PES/PVP (100 мкм)
Реферат
Изобретение относится к плоским фильтрующим элементам. Плоский фильтрующий элемент, содержащий плоскую поддерживающую конструкцию и по меньшей мере один фильтрующий слой, изготовленный из мембранного материала, причем плоская поддерживающая конструкция имеет первую и вторую противоположные внешние поверхности, расположенные на расстоянии друг от друга и прикрепленные друг к другу посредством промежуточных элементов для образования таким образом отводного отсека между указанными первой и второй внешними поверхностями, при этом по меньшей мере одна поверхность из указанных первой и второй внешних поверхностей содержит сквозные отверстия для соединения, с возможностью переноса текучей среды, с отводным отсеком, причем указанные внешние поверхности, за исключением сквозных отверстий, образованы из материала, проходящего непрерывно по указанным внешним поверхностям, при этом фильтрующий слой покрывает внешнюю поверхность так, чтобы мембранный материал проходил через сквозные отверстия для анкерного закрепления фильтрующего слоя на поддерживающей конструкции. 4 н. и 16 з.п. ф-лы, 1 табл., 11 ил.
Комментарии