Способ изготовления компонента турбомашины - RU2688985C2
Код документа: RU2688985C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к изготовлению турбомашин. В частности, изобретение, описанное в данном документе, относится к способам изготовления компонентов турбомашин, в частности, но не исключительно, таких как рабочие колеса турбомашин, например, рабочие колеса центробежных насосов и компрессоров.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Турбомашины содержат один или несколько вращающихся компонентов и один или несколько неподвижных компонентов. Текучая среда, проходящая через турбомашину, получает ускорение в результате вращательного движения вращающихся компонентов и теряет скорость в неподвижных компонентах, где кинетическая энергия текучей среды преобразуется в энергию давления.
Такие центробежные турбомашины, как центробежные насосы и компрессоры, обычно содержат одно или несколько рабочих колес, установленных на вращающемся валу с возможностью вращения. Опору для вала обеспечивает корпус. Каждое рабочее колесо состоит из основного диска, имеющего переднюю и заднюю поверхности и выполненного с центральным отверстием, предназначенным для установки на вал. От передней поверхности основного диска отходят лопатки, между которыми образованы проходы для текучей среды. Рабочее колесо может дополнительно содержать покрывающий диск, который присоединен к лопаткам и закрывает проходы для текучей среды на противоположной стороне основного диска.
Проходы для текучей среды, образованные между смежными лопатками, как правило, имеют сложную форму, что обусловлено гидродинамическими факторами. Каждое рабочее колесо объединено с диффузором, который принимает из рабочего колеса текучую среду, получившую ускорение, и в котором кинетическая энергия текучей среды преобразуется в энергию давления, таким образом, повышая давление текучей среды. Диффузор обычно образован в так называемой неподвижной диафрагме, расположенной в корпусе машины.
Компоненты турбомашины, которые взаимодействуют с потоком текучей среды, часто имеют весьма сложную форму. Это применимо как к неподвижным, так и к вращающимся компонентам, таким как рабочие колеса.
Изготовление сложных компонентов турбомашины, таких как диффузоры и рабочие колеса, в некоторых случаях выполняют путем автоматического снятия стружки на станке с числовым программным управлением. Однако механическая обработка снятием стружки ограничена некоторыми типами диффузора и рабочего колеса, поскольку не всякую гидродинамическую поверхность можно обрабатывать посредством инструмента для снятия стружки.
Другой возможностью изготовления рабочих колес турбомашины является так называемая электроискровая обработка (EDM), технология, по которой заготовку в форме диска помещают в диэлектрическую жидкость, где она взаимодействует с электродом. Между заготовкой и электродом подают разность потенциалов, тем самым, образуя искровой разряд, который разрушает поверхность заготовки. Электрод имеет такую форму, что в результате эрозии образуется заданная полость. Для механической обработки заготовки применяют разные инструменты с разными электродами, пока не получат окончательную форму рабочего колеса.
Кроме того, EDM имеет ограничения и недостатки, в частности, обусловленные необходимостью применения нескольких электродов разной формы с целью получения заданной окончательной формы рабочего колеса. Электроды подвержены износу и нуждаются в частой замене. Более того, электроискровая обработка протекает с довольно низкой скоростью.
Таким образом, существует необходимость в усовершенствованном способе изготовления компонентов турбомашины, имеющих сложную форму, в частности, но не исключительно, таких как рабочие колеса турбомашин, например, рабочие колеса центробежных насосов и компрессоров.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно некоторым вариантам выполнения изобретения, описанного в данном документе, предложен способ, который обеспечивает изготовление крупногабаритных компонентов турбомашины способом послойного аддитивного наращивания, и устраняет ограничения, связанные с конструкцией устройств для аддитивного наращивания. Согласно вариантам выполнения изобретения, описанного в данном документе, предложен способ, включающий этап изготовления путем послойного аддитивного наращивания отдельных элементов компонента турбомашины, по меньшей мере некоторые из которых имеют оболочку, окружающую по меньшей мере один пустой объем, соответствующий массивной части компонента турбомашины. Способ может дополнительно включать этап сборки друг с другом отдельных элементов компонента турбомашины, образуя полуфабрикат компонента турбомашины. Таким образом, пустые объемы отдельных элементов образуют по меньшей мере одну внутреннюю полость в полуфабрикате компонента турбомашины. Согласно некоторым вариантам выполнения, внутренняя полость имеет кольцевую протяженность. Согласно типичным вариантам выполнения способа, описанного в данном документе, он может дополнительно включать этап заполнения указанной по меньшей мере одной внутренней полости полуфабриката компонента турбомашины объемным текучим материалом.
Согласно некоторым вариантам выполнения объемный текучий материал может представлять собой жидкий или полужидкий материал. В некоторых типичных вариантах выполнения объемный текучий материал может содержать частицы твердого материала, находящиеся во взвешенном состоянии в жидкой фазе. Согласно другим вариантам выполнения данного раскрытия, объемный текучий материал может иметь вид порошка.
Согласно описанным в данном документе вариантам выполнения, способ может дополнительно включать этап герметичного закрытия по меньшей мере одной внутренней полости, заполненной объемным текучим материалом. Объемный текучий материал может быть уплотнен и преобразован в твердый материал, заполняющий внутреннюю полость и образующий внутреннюю сердцевину компонента турбомашины.
Типичные варианты выполнения предмета изобретения, описанного в данном документе, предусматривают заполнение внутренней полости порошковым материалом и уплотнение указанного материала путем горячего изостатического прессования, так называемого «hipping».
Газообразное вещество может быть удалено из полуфабриката компонента турбомашины перед закрытием внутренней полости.
В некоторых вариантах выполнениях, указанная одна или каждая внутренняя полость полуфабриката компонента имеет два отверстия, сообщающиеся с наружной стороной части оболочки, то есть твердой части полуфабриката компонента турбомашины, образованного элементами в сборе, полученными способом послойного аддитивного наращивания. Использование двух отверстий облегчает заполнение внутренней полости объемным текучим материалом, поскольку указанный материал может быть введен через одно отверстие, а газообразное вещество выпущено из другого отверстия.
В свою очередь, этап процесса послойного аддитивного наращивания каждого элемента компонента турбомашины может включать следующие стадии:
распределение слоя первого порошкового материала по поверхности мишени;
направление энергетического луча на указанный слой и расплавление порошкового материала по периферийной зоне, окружающей внутреннюю область, в которой находится нерасплавленный порошковый материал;
повторение этапов (а) и (b) для нескольких слоев, при этом происходит сплавление периферийной зоны, образованной в каждом слое, с периферийной зоной ранее образованных слоев с образованием, тем самым, части оболочки элемента компонента;
охлаждение элемента компонента и удаление из его внутреннего объема нерасплавленного порошкового материала.
В особенно преимущественных областях применения способ может использоваться для изготовления рабочих колес турбомашины, таких как, но не исключительно, центробежные рабочие колеса для турбонасосов, турбокомпрессоров или других турбомашин. Кроме того, способ можно с успехом применять для изготовления компонентов центростремительных турбомашин, таких как рабочие колеса турбодетандеров и турбин. Варианты выполнения изобретения, описанного в данном документе, касаются изготовления рабочих колес, имеющих основной диск со ступицей и лопатки, отходящие от основного диска с образованием проходов для текучей среды между парами смежных лопаток. В некоторых вариантах выполнения, способом, описанным в данном документе, могут быть изготовлены рабочие колеса с покрывающим диском.
Путем отдельного изготовления элементов компонента турбомашины и сборки элементов с образованием полуфабриката компонента турбомашины, который затем заполняют объемным текучим материалом и подвергают последующему уплотнению и отверждению, сравнительно массивные компоненты турбомашин, такие как крупногабаритные центробежные рабочие колеса, можно изготавливать, используя сравнительно небольшие машины и устройства, обеспечивающие выполнение послойного аддитивного наращивания.
Порошковый материал, применяемый для послойного аддитивного наращивания части наружной оболочки каждого элемента компонента турбомашины, обычно представляет собой металлический порошок.
Согласно некоторым вариантам выполнения, объемный текучий материал, применяемый для заполнения внутренней полости полуфабриката компонента турбомашины, может представлять собой порошковый материал. В вариантах выполнения, описанных в данном документе, для заполнения внутренней полости может использоваться металлический порошок.
Порошковый материал, применяемый для заполнения внутренней полости полуфабриката компонента турбомашины, может представлять собой металлический порошок. Тем не менее, не исключено применение керамических материалов.
При необходимости уменьшения веса компонента, например, для низкотемпературных областей применения, объемный текучий материал может состоять из материала на основе полимера. Например, можно применять термопластичный полимерный материал. В других вариантах выполнения также могут быть использованы термореактивные полимеры. К примеру, соответствующими полимерными материалами для использования в областях применения, описанных в данном документе, являются эпоксидные смолы, полиимиды, BMI (бисмалеимиды) или другие полимерные материалы.
Согласно следующим вариантам выполнения, может применяться объемный текучий композитный материал, состоящий из пластмассового материала и распределенных в нем керамических частиц. Согласно некоторым вариантам выполнения, можно применять частицы размером от 10 нм до 250 мкм.
В некоторых вариантах выполнения полимерный или композитный объемный текучий материал впрыскивают в виде порошка или жидкости через оболочку во внутреннюю полость. Затем подают энергию, обеспечивая термоотверждение материала, тем самым, образуя уплотненную и затвердевшую сердцевину. В некоторых вариантах выполнения энергию подают в виде тепла. Отверждение полиимидов может происходить при температуре, как правило, ниже 500°С. Эпоксидные смолы могут затвердевать при температуре ниже 250°С.
Согласно некоторым вариантам выполнения, отдельные элементы компонентов турбомашины изготавливают с использованием первого металлического порошка, а указанную по меньшей мере одну внутреннюю полость полуфабриката компонента турбомашины заполняют вторым металлическим порошком, отличным от первого порошка. Например, первый металлический порошок имеет меньший размер гранул по сравнению со вторым металлическим порошком. В некоторых вариантах выполнения размер гранул первого металлического порошка составляет от 10 мкм до 48 мкм. В некоторых вариантах выполнения размер гранул второго металлического порошка составляет от 50 мкм до 100 мкм.
Согласно возможным вариантам выполнения способа, описанного в данном документе, первый и второй металлический порошки имеют разные химические составы. Например, первый металлический порошок может представлять собой или состоять в основном из порошкового жаропрочного сплава на основе никеля или титанового порошкового сплава. Второй металлический порошок может представлять собой или состоять в основном из порошковой стали. В других вариантах выполнения сталь можно применить для внешней оболочки, изготавливаемой способом послойного аддитивного наращивания, а более легкие материалы, такие как алюминиевые сплавы, можно применять для внутренней сердцевины, изготавливаемой способом горячего изостатического прессования.
Согласно некоторым вариантам выполнения, способ может дополнительно включать следующие этапы:
создание по меньшей мере двух отверстий, проходящих через оболочку, окружающую указанную по меньшей мере одну внутреннюю полость;
заполнение указанной по меньшей мере одной внутренней полости металлическим порошком через одно из отверстий и удаление газообразного вещества через другое из отверстий;
герметичное закрытие отверстий.
В некоторых вариантах выполнения способ дополнительно включает этапы создания у каждого отверстия пустого литника и заполнение литников металлическим порошком.
Этап герметичного закрытия отверстий может включать этап герметичного закрытия литников, заполненных металлическим порошком.
При изготовлении рабочего колеса турбомашины способом, описанным в данном документе, внутренняя полость может быть выполнена в ступице колеса, которая является его самой массивной частью. Во входной части рабочего колеса могут быть выполнены дополнительные внутренние полости, которые заполняют порошковым материалом или другим объемным текучим материалом, а затем подвергают горячему изостатическому прессованию или уплотнению и отверждению.
В некоторых вариантах выполнения отдельные элементы рабочего колеса, изготовленные способом послойного аддитивного наращивания, могут включать часть, включающую основной диск и ступицу, и лопатку. Если рабочее колесо выполнено с покрывающим диском, каждый элемент рабочего колеса может включать часть покрывающего диска.
Рабочее колесо может содержать рассекатели, то есть, более короткие лопатки, расположенные в проходах для текучей среды, образованных между смежными лопатками. Каждый элемент рабочего колеса может содержать один или несколько рассекателей.
Ниже описаны характерные особенности и варианты выполнения изобретения, также изложенные в прилагаемой формуле изобретения, которая составляет неотъемлемую часть данного описания. В вышеизложенном кратком описании приведены характерные особенности разных вариантов выполнения данного изобретения с целью лучшего понимания приведенного ниже подробного описания и оценки усовершенствований существующего уровня техники, обеспечиваемых данным изобретением. Разумеется, существуют и другие характерные особенности изобретения, которые будут описаны далее и изложены в прилагаемой формуле изобретения. В связи с этим, прежде чем перейти к подробному объяснению некоторых вариантов выполнения следует уяснить, что разные варианты выполнения изобретения не ограничены в их применении деталями конструкции и расположением компонентов согласно приведенному ниже описанию или изображениям на чертежах. Изобретение может предполагать другие варианты выполнения и может быть реализовано на практике и осуществлено разными способами. Кроме того, следует понимать, что используемая в данном документе фразеология и терминология является описательной и не должна считаться ограничивающей.
С учетом изложенного специалисты в данной области техники поймут, что концепция, на которой построено изобретение, может быть легко использована в качестве базы для разработки других конструкций, способов и/или систем, обеспечивающих реализацию некоторых целей данного изобретения. Таким образом, важно отметить, что формула изобретения считается включающей данные эквивалентные конструкции, если только они не выходят за рамки сущности и объема данного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полное представление и понимание описанных вариантов выполнения изобретения и его многочисленных соответствующих преимуществ можно получить из приведенного ниже подробного описания, выполненного со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 изображает вид в аксонометрии примерного варианта выполнения рабочего колеса центробежного компрессора;
Фиг. 2 изображает элемент рабочего колеса, изображенного на Фиг. 1;
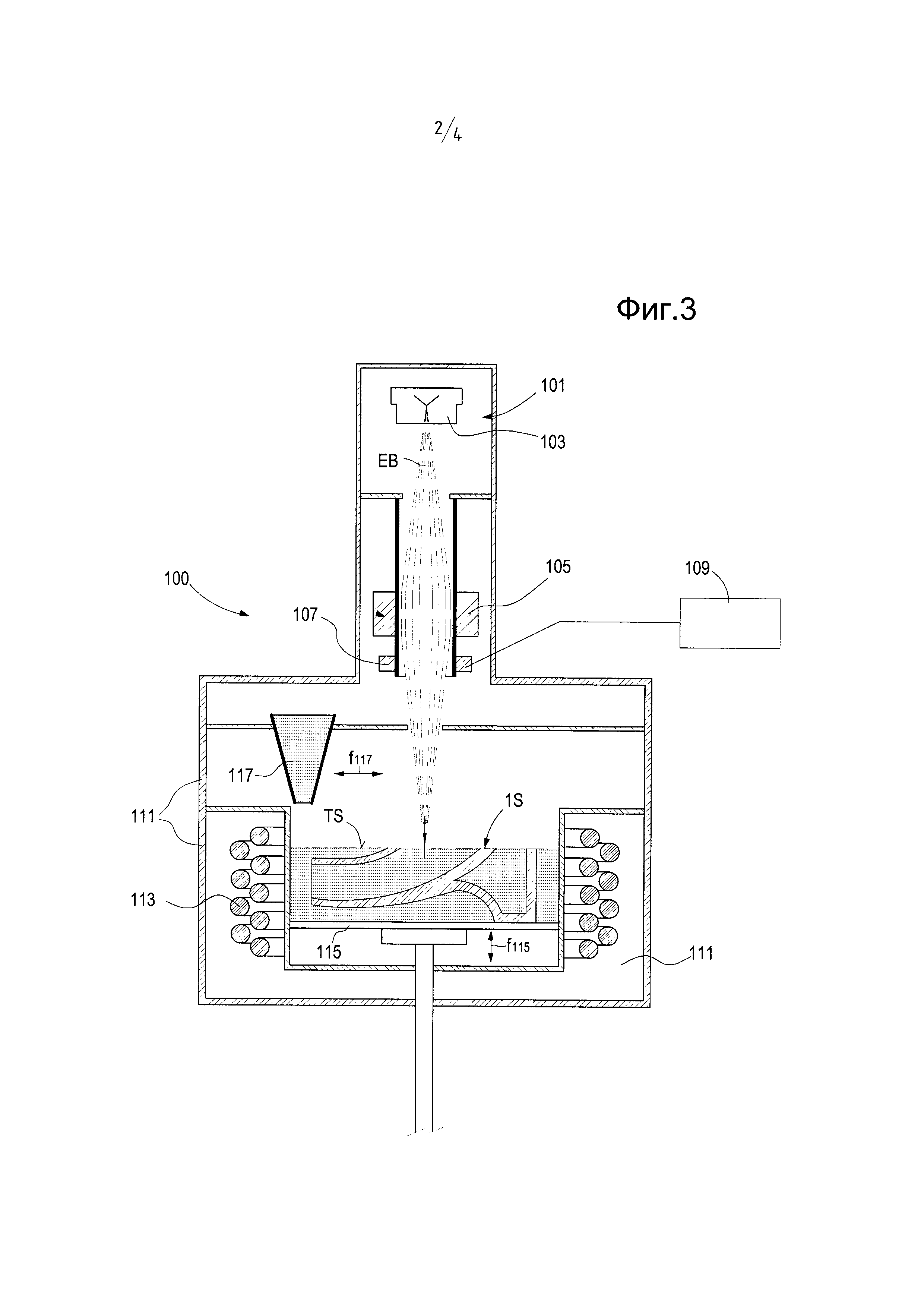
Фиг. 3 изображает схематический вид машины для выполнения послойного аддитивного наращивания;
Фиг. 4 изображает рабочее колесо, представленное на Фиг. 1, в разрезе, в ходе промежуточного этапа процесса изготовления, перед заполнением пустых внутренних полостей рабочего колеса металлическим порошком;
Фиг. 4А изображает увеличенный фрагмент А Фиг. 4, а Фиг. 4В изображает увеличенный фрагмент В Фиг. 4;
Фиг. 5 изображает рабочее колесо, представленное на Фиг. 1, в разрезе, в конце процесса изготовления, после этапа горячего изостатического прессования.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Представленное ниже подробное описание типичных вариантов выполнения приведено со ссылкой на прилагаемые чертежи. Одинаковыми номерами позиций на разных чертежах обозначены одинаковые или подобные элементы. Кроме того, чертежи не обязательно выполнены в масштабе. Более того, приведенное ниже подробное описание не ограничивает изобретение. В действительности, объем изобретения определен формулой изобретения.
Используемая на протяжении данного описания ссылка на выражение «один вариант выполнения» или «вариант выполнения», либо «некоторые варианты выполнения» означает, что конкретный признак, конструкция или характеристика, описанные применительно к варианту выполнения, относятся по меньшей мере к одному варианту выполнения обсуждаемого предмета изобретения. Таким образом, фраза «в одном варианте выполнения» или «в варианте выполнения», либо «в некоторых вариантах выполнения», используемая в разных местах описания, не обязательно относится к одному и тому же варианту (вариантам) выполнения. Более того, конкретные признаки, конструкции или характеристики могут сочетаться любым соответствующим образом в одном или нескольких вариантах выполнения.
Далее типичный вариант выполнения предмета изобретения, обсуждаемого в данном документе, описан применительно к изготовлению рабочего колеса центробежной турбомашины, в частности, центробежного компрессора. В других вариантах выполнения, отличающиеся новизной признаки, описанные в данном документе, могут быть применимы к изготовлению других компонентов турбомашины, в частности, сравнительно крупных компонентов, которые не могут быть изготовлены как единая деталь способом послойного аддитивного наращивания.
На Фиг. 1 изображен схематический вид в аксонометрии рабочего колеса 1 для центробежного компрессора. В варианте выполнения, представленном на Фиг. 1, рабочее колесо 1 содержит основной диск 3 и покрывающий диск 5. К передней поверхности основного диска 3 прикреплены лопатки 7, отходящие от основного диска 3 к покрывающему диску 5. В ступице 11, образующей единое целое с диском 3, образовано центральное отверстие 9. Каждая лопатка 7 имеет переднюю кромку 7L, расположенную на стороне впуска рабочего колеса, и заднюю кромку 7Т, расположенную на стороне выпуска рабочего колеса.
Между диском 3 и покрывающим диском 5 образованы проходные каналы 13, отделенные один от другого смежными лопатками 7.
Покрывающий диск 5 образует входную часть 5Е, окружающую впуск колеса 1.
Как изображено на Фиг. 1, рабочее колесо 1 разделено на элементы или сектора 1S. Каждый элемент 1S может содержать часть 5Р покрывающего диска 5. Каждый элемент может также содержать часть 3Р основного диска 3 и одну лопатку 7. Линии S1, проходящие вдоль покрывающего диска, и линии S2, проходящие вдоль основного диска, обозначают границу раздела между смежными элементами 1S рабочего колеса.
Каждый элемент 1S рабочего колеса может быть изготовлен способом послойного аддитивного наращивания, как описано далее со ссылкой на Фиг. 3. На Фиг. 2 изображен схематический вид в аксонометрии элемента 1S рабочего колеса вместе с соответствующими частями 5Р покрывающего диска, 3Р основного диска и лопаткой 7, имеющей соответствующие переднюю кромку 7L и заднюю кромку 71. Согласно Фиг. 2, каждый элемент 1S рабочего колеса также содержит часть 11Р ступицы 11 рабочего колеса.
В варианте выполнения, изображенном на Фиг. 2, элемент 1S рабочего колеса имеет две обширные зоны, а именно, зоны поперечного сечения, которые являются полыми. В частности, в варианте выполнения, представленном на Фиг. 2, пустая часть или пустой объем 11V образован в части 11Р ступицы. Еще один пустой объем 5V имеется во входной части 5Е рабочего колеса. Оба пустых объема 11V и 5V могут быть окружены соответствующей частью 11S и 5S оболочки. Указанные пустые объемы 11V и 5V будут заполнены металлическим порошком на последующем этапе изготовления, после того как разные элементы 1S рабочего колеса собраны с образованием полуфабриката рабочего колеса.
Фиг. 3 представляет собой схематическое изображение машины для выполнения послойного аддитивного наращивания, применяемой для изготовления каждого отдельного элемента 1S рабочего колеса. Специалистам известно, что послойное аддитивное наращивание представляет собой процесс, в ходе которого выполняют послойное изготовление изделия сложной формы, взяв за основу металлический порошок, который частично расплавляют при помощи источника энергии. В варианте выполнения, представленном на Фиг. 3, источником энергии является электроннолучевая пушка. В других вариантах выполнения источником энергии может быть лазер.
Машина для выполнения послойного аддитивного наращивания, изображенная на Фиг. 3, в целом обозначена номером 100 позиции. Конструкция и работа машин для выполнения послойного аддитивного наращивания по сути являются известными и в данном документе их подробное описание не приводится. Если говорить вкратце, изображенная на Фиг. 3 машина 100 включает источник энергии, который в типичном варианте выполнения, описанном в данном документе, включает электроннолучевую пушку 101, содержащую эмиттер 103 электронов, образующий электронный луч ЕВ. Электронный луч ЕВ направляют навстречу поверхности TS мишени, расположенной под указанной пушкой 101. Вдоль траектории электронного луча ЕВ могут быть расположены фокусирующая катушка 105 и отклоняющая катушка 107. Фокусирующая катушка 105 фокусирует электронный луч на поверхности TS мишени, а отклоняющая катушка 107 обеспечивает управление движением электронного луча ЕВ вдоль трафарета, в соответствии с которым должен быть расплавлен и отвержден порошковый материал. Отклоняющей катушкой 107 и движением электронного луча ЕВ управляет компьютерное устройство 109. Компьютерное устройство 109 управляет движением электронного луча ЕВ на основании данных, получаемых из файла, моделирующего трехмерное изображение изготавливаемого изделия.
Под источником 101 энергии расположена защитная конструкция 111. Защитная конструкция 111 может быть объединена со средством регулирования температуры, например, содержащим нагреватель, изображенный схематически номером 113 позиции, к примеру, электрический нагреватель. В защитной конструкции 111 может быть расположен подвижный стол 115. Подвижный стол 115 можно регулировать с целью перемещения вертикальным образом согласно двойной стрелке f115. Вертикальным перемещением подвижного стола 115 можно управлять при помощи компьютерного устройства 109. Контейнер 117 с порошковым материалом расположен над поверхностью TS мишени, при этом его горизонтальным перемещением согласно стрелке f117 управляет, например, компьютерное устройство 109.
Процесс послойного аддитивного наращивания, выполняемый машиной 100, по сути можно кратко охарактеризовать следующим образом. Первый слой порошкового материала распределяют из контейнера 117 на подвижный стол 115, путем однократного или многократного перемещения указанного контейнера согласно стрелке f117 вдоль подвижного стола 115, который расположен на высоте поверхности TS мишени. После того, как был распределен первый слой порошкового материала, приводят в действие электроннолучевую пушку 101, и при помощи отклоняющей катушки 107 управляют электронным лучом ЕВ, с целью локального расплавления порошкового материала в ограниченной части слоя, соответствующей поперечному сечению изготавливаемого изделия. После расплавления порошковый материал подвергают охлаждению и отверждению. Порошковый материал, находящийся снаружи границ поперечного сечения изготавливаемого изделия, остается в форме порошка.
После обработки первого слоя вышеописанным образом подвижный стол 115 опускают и поверх первого слоя распределяют следующий слой порошкового материала. Второй слой порошкового материала в свою очередь выборочно расплавляют и далее обеспечивают его охлаждение и отверждение. Расплавление и отверждение выполняют таким образом, что часть каждого слоя будет сцепляться с частью ранее образованного слоя. Процесс повторяют поэтапно, пока не получат полное изделие, путем последовательного наращивания одного слоя порошкового материала за другим и выборочного расплавления и отверждения частей слоя, соответствующих очередным поперечным сечениям изделия.
По окончании изготовления изделия порошковый материал, который не подвергся расплавлению и отверждению, можно удалить и использовать повторно.
Вышеописанный процесс может быть выполнен в условиях регулирования температуры, обеспечиваемой нагревателем 113. Температуру внутри защитной конструкции 111 регулируют таким образом, что весь процесс выполняют при высокой температуре и по завершении производственного цикла в изделии фактически не остается остаточных напряжений. После окончания процесса изготовления конструкции можно обеспечить охлаждение изделия, от температуры технологической обработки до температуры окружающей среды, согласно графику охлаждения, что предотвращает наличие остаточных напряжений в готовом изделии.
Внутреннее пространство защитной конструкции 111 предпочтительно поддерживают в условиях высокого вакуума, чтобы не допустить поглощение кислорода порошковым материалом и расплавленным материалом.
На Фиг. 3 схематически изображен элемент 1S рабочего колеса на промежуточном этапе резюмированного выше процесса послойного аддитивного наращивания.
После изготовления отдельных элементов 1S рабочего колеса 1 способом послойного аддитивного наращивания, который кратко описан выше, указанные элементы монтируют и соединяют друг с другом. Согласно некоторым вариантам выполнения, элементы 1S рабочего колеса могут быть соединены сваркой, пайкой мягким припоем, пайкой твердым припоем или посредством любой другой соответствующей технологии. В особо преимущественных вариантах выполнения предусмотрена сварка элементов друг с другом или спайка твердым припоем. Собранные элементы 1S рабочего колеса образуют промежуточный полуфабрикат компонента, то есть, заготовку рабочего колеса, которое отличается одной или несколькими внутренними полостями, соответствующими пустым объемам собранных элементов 1S рабочего колеса. Если элементы 1S рабочего колеса имеют пустые объемы 11V в каждой части 11Р ступицы, полуфабрикат компонента будет иметь кольцевое внутреннее пространство, окружающее ось А-А вращения рабочего колеса 1 и расположенное внутри части ступицы указанного колеса. Кроме того, в варианте выполнения, представленном на Фиг. 2, каждый элемент 1S рабочего колеса имеет пустой объем 5V, образованный во входной части 5Е рабочего колеса, и, таким образом, полуфабрикат компонента также имеет внутреннее пустое пространство, кольцевым образом проходящее вокруг оси А-А вращения в указанной части 5Е.
На Фиг. 4 изображен полуфабрикат рабочего колеса в разрезе по плоскости, содержащей ось А-А вращения рабочего колеса 1. Внутренние пустые пространства, образованные смежными пустыми объемами 11V и 5V собранных элементов 1S рабочего колеса, обозначены номерами 11С и 5С позиций на Фиг. 4.
Следующий этап процесса изготовления предусматривает заполнение внутренних пустот 11С и 5С металлическим порошком, который впоследствии будет спрессован и отвержден путем горячего изостатического прессования.
Как лучше всего показано на Фиг. 4, каждое внутреннее пустое пространство 11С и 5С окружено соответствующей оболочкой 11S и 5S, которая получена посредством сварки или другого способа соединения элементов 1S рабочего колеса, образованных в процессе вышеописанного послойного аддитивного наращивания. После того как элементы 1S рабочего колеса собраны и соединены друг с другом вдоль линий S1 и S2, каждая образованная в результате соединения внутренняя полость 11С и 5С будет полностью окружена и заключена в соответствующую ей часть 11S и 5S оболочки.
С целью заполнения каждой внутренней полости 11С и 5С металлическим порошком, в соответствующих частях 11S и 5S оболочки выполнены сквозные отверстия. Отверстия обеспечивают сообщение внутренних полостей 11С и 5С с окружающим пространством. На Фиг. 4 и на увеличенном виде Фиг. 4А показаны два отверстия 21 и 23, связывающие с окружающей средой внутреннюю полость 11С, которая образует центральную массивную часть ступицы 11. Как лучше всего изображено на увеличенном виде Фиг. 4А и в целях, которые станут более понятными далее, в некоторых вариантах выполнения отверстие 21 имеет так называемый литник 21А, образующий резервуар для металлического порошка. Подобным образом, отверстие 23 тоже может быть выполнено с литником 23А.
Заполнению внутренней полости 11С может способствовать сила тяжести и вибрация рабочего колеса 1. Металлический порошок может быть подан во внутреннюю полость 11С через одно из двух отверстий 21, 23, тогда как воздух или другое газообразное вещество выходит через другое из двух указанных отверстий 21, 23. В некоторых вариантах выполнения может быть выполнено более двух отверстий, расположенных в соответствующих местоположениях вдоль кольцевой протяженности внутренней полости 11С.
В некоторых вариантах выполнения элементы 1S рабочего колеса, изготовленные способом послойного аддитивного наращивания, могут быть выполнены таким образом, чтобы между смежными пустыми объемами 11V и 5V была образована перегородка. В данном случае внутренняя полость 11С и/или 5С может быть подразделена на две или более субполости посредством промежуточных диафрагм. В данном случае каждая перегородка внутренней полости 11С или 5С предпочтительно имеет два отверстия. Однако элементы 1S рабочего колеса предпочтительно имеют такую форму, что после того, как они собраны друг с другом образуется единая кольцевая внутренняя полость 11С и единая кольцевая внутренняя полость 5С. Указанные две полости 11С и 5С, имеющие кольцевую форму, могут быть заполнены металлическим порошком с помощью двух отверстий для каждой полости.
Заполнение внутренней полости 5С происходит под действием силы тяжести и возможно вибрации, как описано выше применительно к полости 11С, тогда как воздух или другое газообразное вещество может выходить из внутреннего пространства 5С через одно или другое из двух отверстий 25, 27.
В варианте выполнения, проиллюстрированном прилагаемыми чертежами, образованы только две внутренние полости 5С и 11С. Однако в других вариантах выполнения может быть предусмотрено другое количество полостей. Например, может быть образована только одна внутренняя полость 11С в ступице 11 рабочего колеса, при этом входная часть 5Е рабочего колеса может быть выполнена монолитной способом послойного аддитивного наращивания, не имея полостей. В других вариантах выполнения способом послойного аддитивного наращивания может быть образовано более двух пустых объемов 5V, 11V в каждом элементе 1S рабочего колеса, так что после сборки указанных элементов друг с другом в полуфабрикате рабочего колеса оказывается более двух внутренних полостей 5С и 11С.
Если говорить в самых общих чертах, в процессе послойного аддитивного наращивания внутренние пустые объемы могут быть оставлены в каждом отдельном элементе 1S рабочего колеса, в каждой массивной части указанного элемента. Более тонкие части элемента рабочего колеса, в частности, такие как самая наружная в радиальном направлении часть основного диска 3 рабочего колеса и радиально наружная часть покрывающего диска 5 могут быть полностью образованы способом послойного аддитивного наращивания.
После того как внутренние полости 5С и 11С полуфабриката рабочего колеса полностью заполнены металлическим порошком, из пустот металлического порошка, заполняющего указанные полости, может быть удален воздух или другое газообразное вещество, так что из внутренних полостей 11С и 5С газообразное вещество удалено полностью или по существу полностью. Данный процесс может быть выполнен, например, при размещении полуфабриката рабочего колеса в вакуумной камере. После того, как воздух или другое газообразное вещество удалено из внутренних полостей 11С и 5С, верхний конец каждого литника 21А, 23А, 25А, 27А может быть герметично закрыт, например, путем расплавления порошка в процессе лазерной наплавки, сварки или пайки твердым припоем по верху металлической части, нанесения адгезива с целью запечатывания металлической части сверху, или любым другим соответствующим способом.
Теперь полуфабрикат компонента готов к выполнению окончательного этапа изготовления, включающего горячее изостатическое прессование или так называемое «hipping», в результате которого металлический порошок, находящийся во внутренних полостях, превращается в уплотненное твердое вещество. На данном этапе полуфабрикат рабочего колеса 1 располагают в печи и нагревают при соответствующей температуре, например, имеющей значение от 450° до 1400°, в зависимости от используемого материала. Одновременно с нагревом оказывают давление, например, посредством сжатого инертного газа, подаваемого в печь. К примеру, значение давления обычно составляет от 40 МПа до 350 МПа. Одновременная подача давления и тепла исключает образование внутренних пустот и микропористости за счет комплексного влияния пластической деформации, ползучести металла и диффузной связи в металлическом порошке и на границе раздела между металлическим порошком, содержащимся во внутренних полостях 5С, 11С, и внутренней поверхностью частей оболочки, окружающих данные полости.
В каждой из внутренних полостей 11С и 5С, которые были заполнены металлическим порошком, образована твердая, плотная металлическая масса.
Давление и тепло вызывают уплотнение металлического порошка и уменьшение его объема во внутренних полостях 11С и 5С, что обусловлено исчезновением внутренних пустот между гранулами металлического порошка. Данное уменьшение объема компенсируется металлическим порошком, содержащимся в литниках 21А, 23А, 25А и 27А. Металлический порошок, содержащийся в литниках, попадает во внутренние полости 11С, 5С, поэтому не возникает деформации наружных оболочек 11S и 5S, окружающих указанные полости. Таким образом, с высокой степенью точности выдержаны внешняя форма и размеры оболочки, образованной в результате послойного аддитивного наращивания, выполняемого в ходе изготовления элементов 1S рабочего колеса.
На Фиг. 5 изображено готовое рабочее колесо, в разрезе, который подобен разрезу, представленному на Фиг. 4.
Металлический порошок, подвергнутый горячему изостатическому прессованию, образует объем твердого металла, который улучшает адгезию между разными элементами 1S рабочего колеса, что улучшает связь между ними. Таким образом, получают тело, обладающее высоким механическим сопротивлением.
В некоторых вариантах выполнения металлический порошок, применяемый для изготовления отдельных элементов 1S рабочего колеса, может быть таким же, что и металлический порошок, применяемый для заполнения внутренних полостей в полуфабрикате рабочего колеса. Однако согласно описанному в данном документе комбинированному способу изготовления, который сочетает послойное аддитивное наращивание и горячее изостатическое прессование, для двух производственных стадий можно преимущественно использовать разные порошковые металлические материалы. Первый металлический порошок может быть применен на этапе послойного аддитивного наращивания, а второй, другой металлический порошок может быть использован для заполнения внутренних полостей и последующего горячего изостатического прессования. Таким образом, имеется возможность выбора наиболее подходящих химических и физических свойств материала. В некоторых вариантах выполнения более мелкий металлический порошок быть применен для послойного аддитивного наращивания частей оболочки элементов 1S рабочего колеса, а более крупный металлический порошок может быть использован для заполнения полостей и горячего изостатического прессования. В некоторых вариантах выполнения средний размер гранул металлического порошка, применяемого для изготовления части оболочки, составляет от 10 мкм до 48 мкм, тогда как порошок со средним размером гранул, составляющим от 50 мкм до 100 мкм, можно использовать для изготовления частей сердцевины рабочего колеса, то есть для заполнения внутренних полостей и выполнения горячего изостатического прессования.
Дополнительные преимущества двухэтапного способа изготовления обусловлены возможностью выбора материалов, имеющих разные химические свойства, для выполнения оболочки и сердцевины рабочего колеса. В зависимости от конечного использования рабочего колеса могут применяться разные материалы, обеспечивающие оптимальный компромисс, например, между механическим и/или химическим сопротивлением и весом. В приведенной ниже таблице указаны разные возможные металлические сплавы, которые могут использоваться соответственно для выполнения оболочки (наружной части, изготавливаемой способом послойного аддитивного наращивания) и сердцевины (внутренних полостей, заполняемых порошком и подвергаемых горячему изостатическому прессованию) рабочего колеса, а также преимущества, обеспечиваемые соответствующими комбинациями:

Каждый отдельный материал, перечисленный в группе первого столбца, можно сочетать с любым из материалов соответствующей группы второго столбца.
Хотя обсуждаемые в данном документе варианты выполнения изобретения проиллюстрированы чертежами, а также обстоятельно и подробно описаны выше применительно лишь к некоторым типичным вариантам выполнения, специалистам в данной области техники понятно, что возможны многочисленные модификации, изменения и опущения, по существу не выходящие за рамки новаторских идей, принципов и концепций, описанных в данном документе, а также преимуществ изобретения, изложенного в формуле изобретения. Следовательно, соответствующий объем притязаний описанных инноваций должен быть определен толкованием формулы изобретения исключительно в самом широком смысле, включая все такие модификации, изменения и опущения. Разные признаки, конструкции и технические средства, соответствующие разным вариантам выполнения, можно сочетать разными способами.
Реферат
Изобретение относится к порошковой металлургии, в частности, к изготовлению изделий посредством послойного аддитивного наращивания. Может использоваться для изготовления деталей турбомашин. Способом послойного аддитивного наращивания изготавливают отдельные элементы детали турбомашины, имеющие оболочку, окружающую пустой объем, соответствующий массивной части детали. Отдельные элементы детали турбомашины собирают друг с другом с образованием полуфабриката детали, имеющего внутреннее пустое пространство. Полость полуфабриката заполняют объемным текучим материалом, уплотняют и отверждают объемный текучий материал в полости. Обеспечивается возможность изготовления деталей из разных материалов, позволяющих достичь оптимальное сочетание свойств конечного изделия, например, химическим и/или механическим сопротивлением, а также защиту поверхностей от коррозии в нефтяной и газовой среде. 2 н. и 27 з.п. ф-лы, 5 ил., 1 табл.
Комментарии