Устройство для обработки текучей среды, способ и машина для изготовления такого устройства - RU2595701C2
Код документа: RU2595701C2
Чертежи
Описание
Настоящее изобретение относится к устройству для обработки по меньшей мере одной текучей среды, снабженному по меньшей мере одной удлиненной пленкой, которая выполнена в виде ряда чередующихся слоев пленки, причем между двумя противоположными слоями пленки расположена проставка, которая является проницаемой, по меньшей мере параллельной слоям пленки, указанные слои пленки и расположенные между ними проставки продолжаются спирально вокруг центральной оси, при этом линии сгиба между двумя слоями пленки продолжаются по существу параллельно центральной оси.
Кроме того, настоящее изобретение относится к способу и к машине для изготовления такого устройства.
В зависимости от того изготовлена, ли пленка из теплопроводящей пленки, мембранной пленки или из их комбинации, устройство является пригодным для использования в качестве теплообменника, мембранного фильтра или их комбинации. В комбинации, например, теплопроводящей пленки и мембранной пленки, проставка расположена по меньшей мере между двумя слоя пленки для одного из видов этой пленки.
В таком устройстве, описанном в WO 2010/011138, автором настоящего изобретения, и в устройстве, показанном на фиг. 8-10, слои пленки и расположенная между ними проставка в форме сетки продолжается спирально от центральной линии цилиндрического контейнера в наружную часть цилиндрического держателя. Благодаря цилиндрической форме, можно прикладывать относительно большие давления. Как четко видно на фиг. 8-10 устройство, показанное в WO2010/011138, содержит относительно большое количество слоев пленки, что делает изготовление такого устройства относительно сложным.
Настоящее изобретение имеет целью предложить устройство, которое объединяет в себе преимущества известного устройства и которое является относительно простым при изготовлении.
Эта цель достигается посредством устройства по настоящему изобретению, в котором каждая проставка соединена по меньшей мере на одном конце вблизи центральной оси с опорой, продолжающейся параллельно центральной оси, причем из опор вблизи центральной оси, первые опоры расположены между двумя слоями пленки, слои пленки соединены друг с другом вблизи центральной оси, а вторые опоры расположены между двумя последовательными первыми опорами.
При спиральной навивке слоев пленки вокруг центральной оси, слои пленки, и проставки могут жестко удерживаться посредством опор, которые соединены с концами проставок вблизи центральной оси. Слои пленки и расположенные между ними проставки могут впоследствии спирально навиваться вокруг центральной оси в виде ряда витков.
После изготовления устройства, хорошая опора для слоев пленки получается посредством опор и проставок. Кроме того, слои пленки экранируются посредством опор от возможных острых концов проставок.
Один из вариантов осуществления устройства в соответствии с настоящим изобретением отличается тем, что каждая проставка соединена на обоих концах с опорой.
Это означает, что во время навивки слоев пленки и расположенных между ними проставок вокруг центральной оси, посредством опор, усилие натяжения на слои пленки может прикладываться на концах противоположных по отношению к центральной оси, так что во время навивки слои пленки остаются плотно натянутыми и не закручиваются нетребуемым образом.
После изготовления устройства получают цилиндрическое устройство, где получают хорошую поддержку для слоев пленки посредством опор, как внутри и так снаружи цилиндрического устройства.
Другой вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что опора является трубчатой.
Трубчатые опоры при этом можно применять в качестве каналов для подачи и выпуска. Кроме того, в трубчатой опоре средства захвата могут просто присоединяться съемным образом для изготовления устройства.
Другой вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что опора выполнена с по меньшей мере одним отверстием, обращенным к проставке.
Таким образом, можно использовать опору не только в качестве средств захвата в способе изготовления или в качестве опоры и экрана для проставки, но также просто в качестве канала для подачи и выпуска текучей среды, которая должна обрабатываться посредством устройства.
Через отверстие, текучая среда может протекать из пространства, расположенного между слоями пленки, в пространство, ограниченное трубчатой опорой, и наоборот.
Другой вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что отверстие содержит удлиненную щель, продолжающуюся параллельно центральной оси, в которой расположен конец проставки.
Таким образом, получают простое соединение проставки с опорой. При этом отверстие служит для соединения проставки, но также и для прохождения текучей среды.
Еще один вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что конец проставки, расположенный в трубчатой опоре, выполняют с утолщенной частью, которая продолжается по меньшей мере на части конца.
Благодаря утолщенной части можно простым образом соединять прокладку с опорой, посредством свободной вставки утолщенной части, которая работает в качестве арматуры, в опору, при этом проставка продолжается через щель. При этом утолщенная часть должна иметь такие размеры, что она не может перемещаться через щель в радиальном направлении.
Еще один вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что удлиненная щель продолжается от первого конца трубчатой опоры на заданное расстояние от второго конца трубчатой опоры.
При введении проставки посредством первого конца в щель, выполнен упор посредством второго конца, который просто предотвращает дальнейшее перемещение трубчатой опоры в аксиальном направлении.
Еще один вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что по меньшей мере трубчатые опоры вблизи центральной оси расположены поочередно с первыми и вторыми концами в качестве аксиальных концов спирально навитых слоев пленки и проставок.
В результате, фактически, образованы две группы опор, из которых первая группа опор расположена в первой области, которая отделена слоями пленки от второй области, в которой расположена вторая группа опор. После навивки слоев пленки, первые конца всех опор могут, например, быть закрытыми, и вторые конца могут соединяться с подачей или откачкой текучей среды. При этом первая область является доступной через первую аксиальную сторону цилиндрического устройства, в то время как вторая область является тогда доступной через вторую сторону цилиндрического устройства, которая является обратной по отношению к первой аксиальной стороне.
Еще один вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что по меньшей мере трубчатые опоры вблизи центральной оси соединены поочередно с первым и вторым каналами текучей среды.
В результате, фактически, образованы две группы опор, в которых первая группа опор расположена в первой области, которая отделяется посредством слоев пленки от второй области, в то время как области соединены с различными каналами текучей среды. Подобным же образом, трубчатые опоры, расположенные на стороне обратной по отношению к центральной оси, могут соединяться с третьим и четвертым каналами текучей среды. При этом первый и третий каналы текучей среды соединены с первой областью, в то время как второй и четвертый каналы текучей среды соединены со второй областью.
Еще один вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что первый канал текучей среды расположен на первом аксиальном конце спирально навитых слоев пленки и проставок, в то время как второй канал текучей среды расположен на втором аксиальном конце спирально навитых слоев пленки и проставок, второй конец является обратным по отношению к первому каналу текучей среды.
В результате, каналы текучей среды являются просто отделенными друг от друга и легкодоступными с любой стороны цилиндрического устройства. Подобным же образом, трубчатые опоры, расположенные на стороне обратной по отношению к центральной оси, могут также соединены поочередно с двумя различными каналами текучей среды. Каналы текучей среды, которые соединены с одной и той же областью, и расположенные вблизи от центральной оси и вдали от центральной оси, соответственно, служат в качестве каналов для подачи и выпуска или наоборот.
Еще один вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что трубчатые опоры, соединенные с первым или вторым аксиальным концом, соответственно, на первом или втором канале текучей среды, соответственно, уплотнены на втором или первом аксиальном конце, соответственно.
Благодаря уплотненным концам, простым образом осуществляется то, что текучая среда может вытекать из устройства только на требуемой аксиальной стороне.
Один из вариантов осуществления устройства в соответствии с настоящим изобретением отличается тем, что аксиальные концы спирально навитых слоев пленки уплотнены посредством уплотнения.
Аксиальная сторона в целом может тем самым легко быть уплотненной, за исключением требуемых проходов на концах опор, например, посредством смолы или вставки.
Один из вариантов осуществления устройства в соответствии с настоящим изобретением отличается тем, что уплотняемая часть пленки соединена с первым слоем пленки, продолжается к последнему слою пленки и соединена с ним, и продолжается к первому слою пленки и опять соединяющимся с ним.
В результате, образуются две замкнутых области, которые полностью отделены друг от друга посредством частей пленки, которые полностью уплотнены в направлении окружности цилиндрического устройства посредством уплотняемой части пленки.
Только если пленка представляет собой мембранную пленку, возможен контакт между текучими средами в различных областях.
Один из вариантов осуществления устройства в соответствии с настоящим изобретением отличается тем, что опоры вблизи центральной оси расположены вокруг центральной опорной трубки.
Трубчатые опоры лежат поочередно непосредственно напротив опорной трубки, или напротив опорной трубки, но с размещением слоя пленки между ними.
Возможно также, чтобы сама опорная трубка функционировала в качестве опоры для этих проставок, среди которых, в случае отдельных опор, опоры располагались бы непосредственно напротив опорной трубки.
Один вариант осуществления устройства в соответствии с настоящим изобретением отличается тем, что по меньшей мере вблизи центральной оси по меньшей мере одна дополнительная опора расположена между первой опорой и второй опорой, причем из опор вблизи центральной оси, первая опора расположена между двумя слоями пленки из первой пленки, слои пленки из первой пленки соединены друг с другом вблизи центральной оси, в то время как дополнительная опора, два слоя пленки из первой пленки, а также первая опора расположена между двумя слоями пленки из второй пленки, эти слои пленки, из второй пленки соединены друг с другом вблизи центральной оси.
Дополнительная опора используется для направления вблизи центральной оси второй пленки как вокруг дополнительной опоры, двух слоев пленки из первой пленки, так и, также, вокруг первой опоры. Таким образом, создается дополнительная область между первой и второй пленкой для дополнительной текучей среды. Если дополнительная опора является трубчатой и выполнена с по меньшей мере одним отверстием, расположенным между первой и второй пленкой, дополнительная текучая среда может легко направляться в дополнительную область или из нее через трубчатую дополнительную опору.
Можно предусмотреть ряд дополнительных опор между первой и второй опорой, при этом вблизи центральной оси ряд пленки и, если это требуется, ряд проставок, подобных пленке, обертываются только вокруг первой опоры или вокруг первой опоры и еще одной дополнительной опоры, вокруг первой опоры и других дополнительных опор. Во всех этих случаях вблизи центральной оси пленка не должна обертываться вокруг второй опоры.
Настоящее изобретение также имеет целью создание способа простого изготовления устройства, как описано выше.
Эта цель достигается посредством способа по настоящему изобретению, в котором группа трубчатых опор, продолжающихся параллельно друг другу, расположены между двумя вращающимися элементами на центральной оси и соединены с ней, при этом первые концы проставок соединены с опорами и пленка навивается чередующимся образом поочередно в виде слоев пленки вокруг первых и вторых концов проставок, при этом проставки и слои пленки продолжаются по существу параллельно друг другу, причем из опор вблизи центральной оси, первые опоры расположены между двумя слоями пленки, эти слои пленки соединены друг с другом вблизи центральной оси, в то время как вторые опоры расположены между двумя последовательными первыми опорами, при этом элементы вместе со слоями пленки и проставками вращаются вокруг центральной оси, при этом слои пленки и проставки расположены спирально вокруг центральной оси.
Посредством способа в соответствии с настоящим изобретением сначала выполняют стопку из слоев пленки и проставок, который продолжается по существу параллельно плоскости. Стопка слоев пленки и проставок может продолжаться горизонтально, в этом случае его может легко нести несущее устройство. Длина несущего устройства может легко регулироваться до длины пакета. Однако можно также, чтобы стопка продолжалась вертикально, в этом случае слои пленки и проставки фактически подвешиваются на дискообразых элементах. При этом, на первой стороне, опоры, соединенные с проставками, соединены с дискообразными элементами. Впоследствии, дискообразные элементы вращаются, и слои пленки и расположенные между ними проставки навиваются на траекторию, определяемую опорами. В зависимости от длины слоев пленки и от толщины слоев пленки и проставок, будет образовываться множество спиральных витков. По желанию, дискообразные элементы могут затем удаляться или составлять часть готового устройства.
Вариант осуществления способа в соответствии с настоящим изобретением отличается тем, что аксиальные концы спирально навитых слоев пленки уплотнены посредством уплотнения.
Уплотнение предпочтительно осуществляют после навивки, поскольку после этого аксиальная сторона может уплотняться за одну единственную операцию.
Настоящее изобретение также имеет целью создание машины, посредством которой, можно изготовить устройство, как описано выше, простым образом.
Эта цель достигается посредством машины в соответствии с настоящим изобретением, при этом машина снабжена с по меньшей мере двумя элементами, вращающимися вокруг центральной оси, эти элементы снабжены крепежными элементами для съемного присоединения трубчатых опор между элементами, эта машина, кроме того, снабжена продолжающимся по существу горизонтально несущим устройством и по меньшей мере одним держателем для рулона пленки, который может перемещаться к центральной оси относительно несущего устройства, и в обратном направлении.
Таким образом, слой пленки может располагаться шаг за шагом, опора, с которой проставка соединена с его помощью, может располагаться на слое пленки и съемно соединяться с дискообразными элементами, опять же, может располагаться слой пленки, и тому подобное, в течение этого процесса держатель для рулона пленки совершает возвратно-поступательное движение над проставками, и дискообразные элементы поворачиваются каждый раз после нанесения слоя пленки на угол, который равен 360 градусам, деленным на количество опор.
Один из вариантов осуществления машины в соответствии с настоящим изобретением отличается тем, что держатель для рулона пленки перемещается между дискообразными элементами с одной стороны центральной оси на другую сторону центральной оси и наоборот.
Это позволяет легко обертывать слой пленки вокруг опоры и формировать линию сгиба. Для этой цели, новая опора с прокладкой соединена с дискообразными элементами в тот момент, когда держатель для рулона пленки расположена на некотором расстоянии от уже образованных слоев пленки с расположенными между ними проставками, после чего держатель для рулона пленки перемещается по проставке до конца, обратного по отношению к центральной оси проставки.
Далее настоящее изобретение будет описано со ссылками на прилагаемые чертежи, в которых:
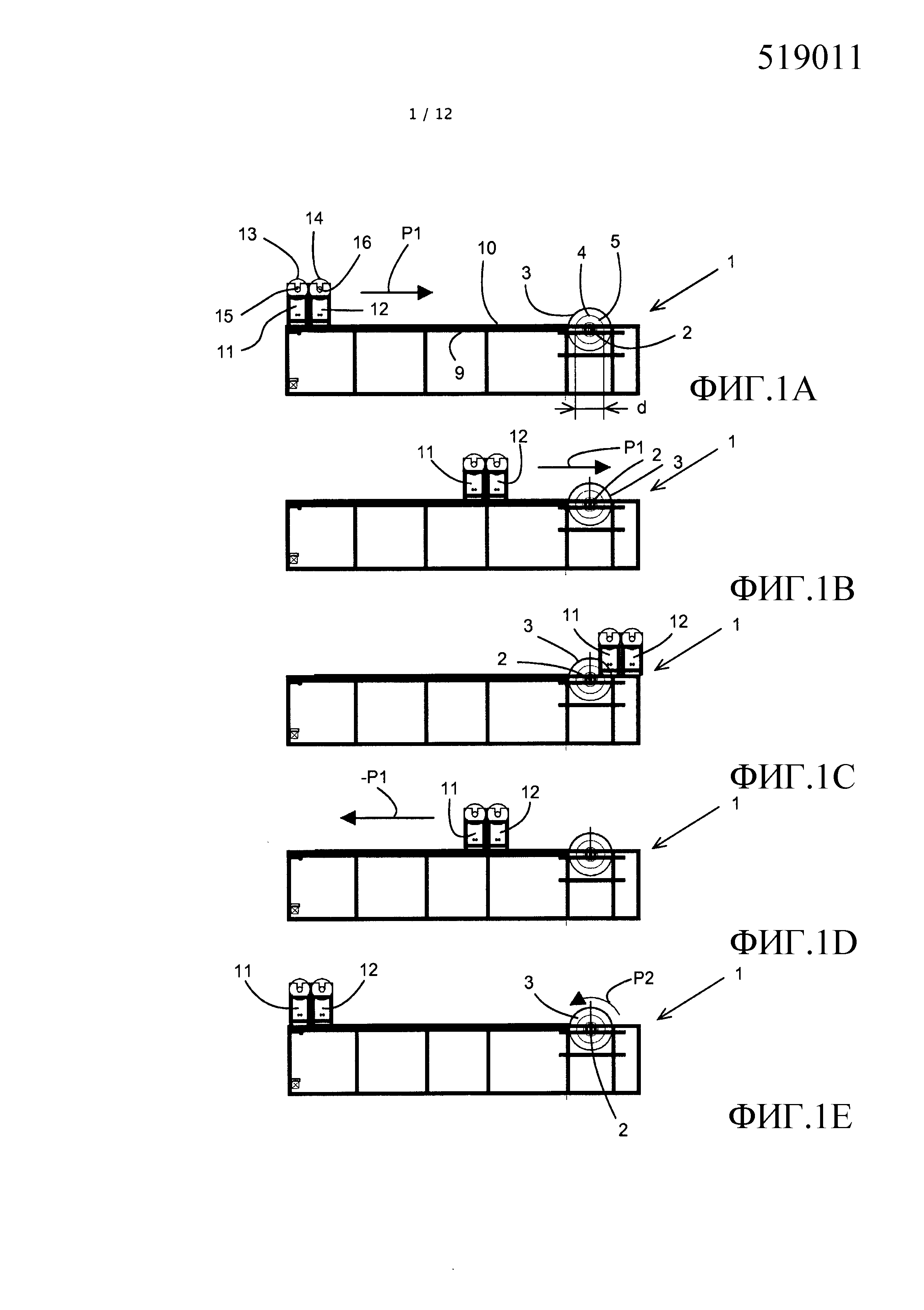
Фиг. 1A-1E показывают виды сбоку машины в соответствии с настоящим изобретением, которая является пригодной для изготовления устройства в соответствии с настоящим изобретением, где машина показана в различных рабочих положениях;
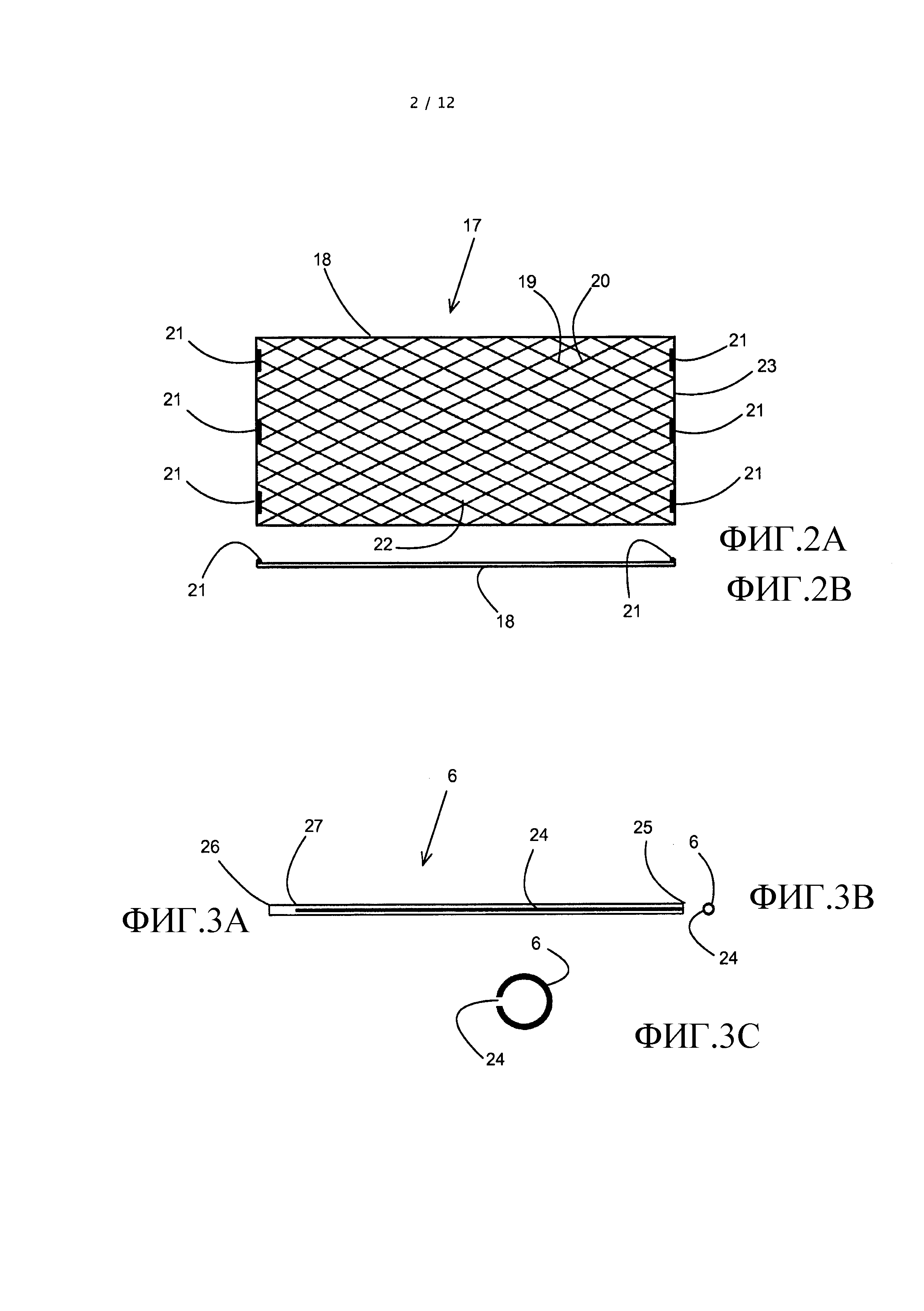
Фиг. 2A и 2B показывают вид сверху и вид сбоку проставки устройства в соответствии с настоящим изобретением;
Фиг. 3A-3C, соответственно, показывают вид сбоку, вид поперечного сечения и увеличенный вид поперечного сечения опоры устройства в соответствии с настоящим изобретением;
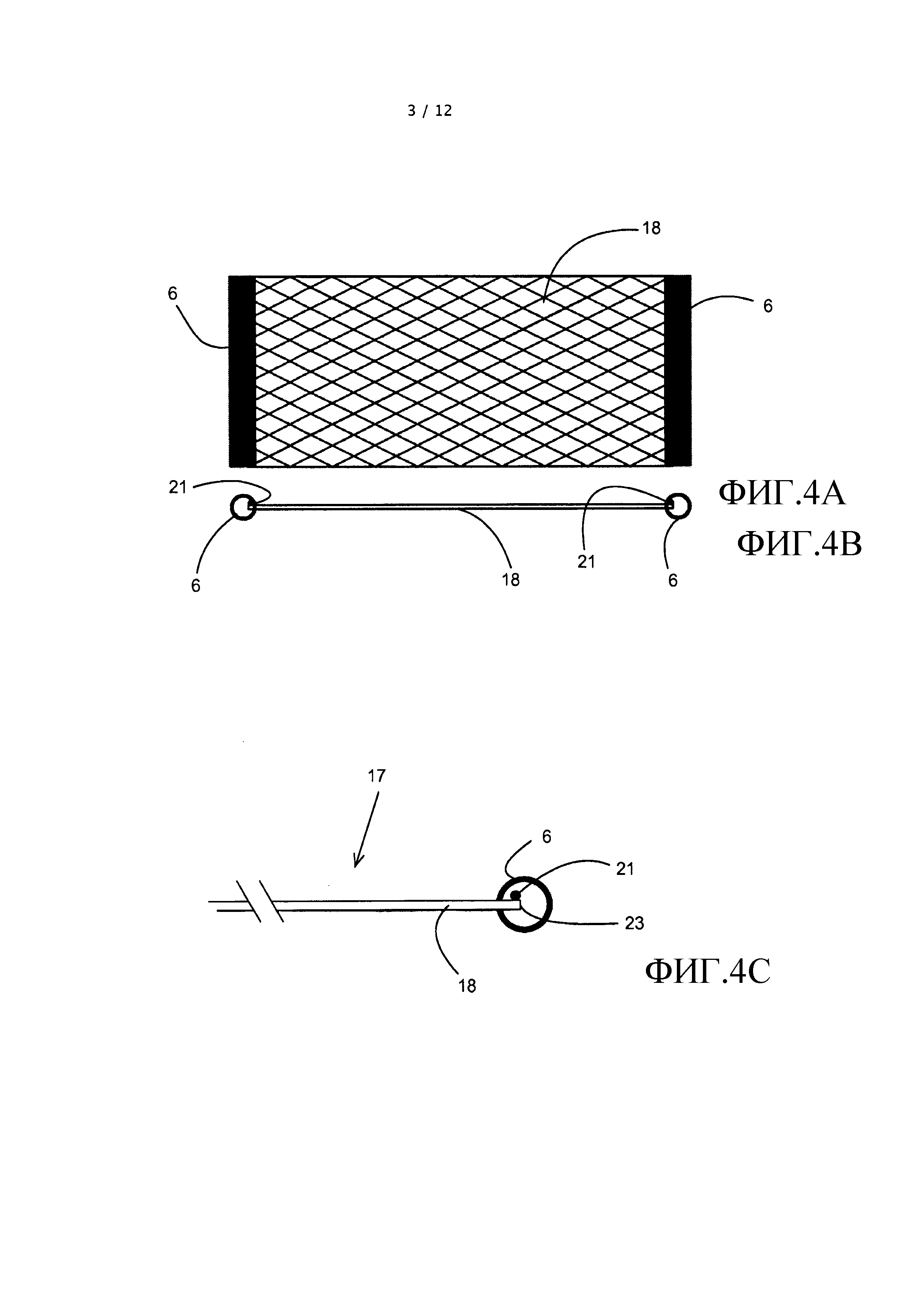
Фиг. 4A-4C, соответственно, показывают вид сверху, вид сбоку и увеличенный вид проставки, показанной на фиг. 2A и 2B, которая соединена с опорами, иллюстрируемыми на фиг. 3A-3C;
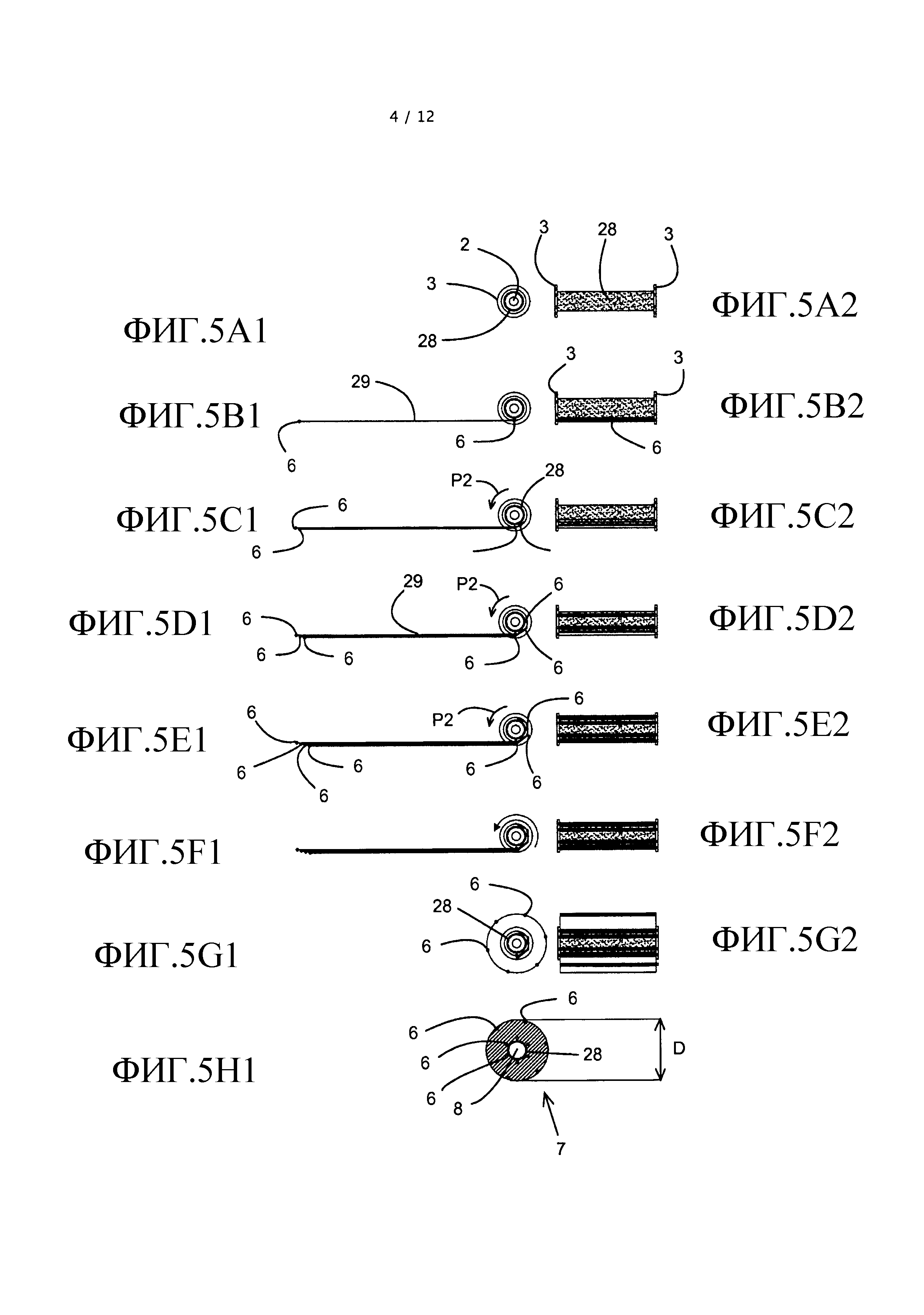
Фиг. 5A1 и 5A2-5H1 показывают виды сбоку и виды сзади, иллюстрирующие часть машины, показанной на фиг. 1A-1E, и устройства в соответствии с настоящим изобретением, на различных стадиях в течение осуществления способа в соответствии с настоящим изобретением;
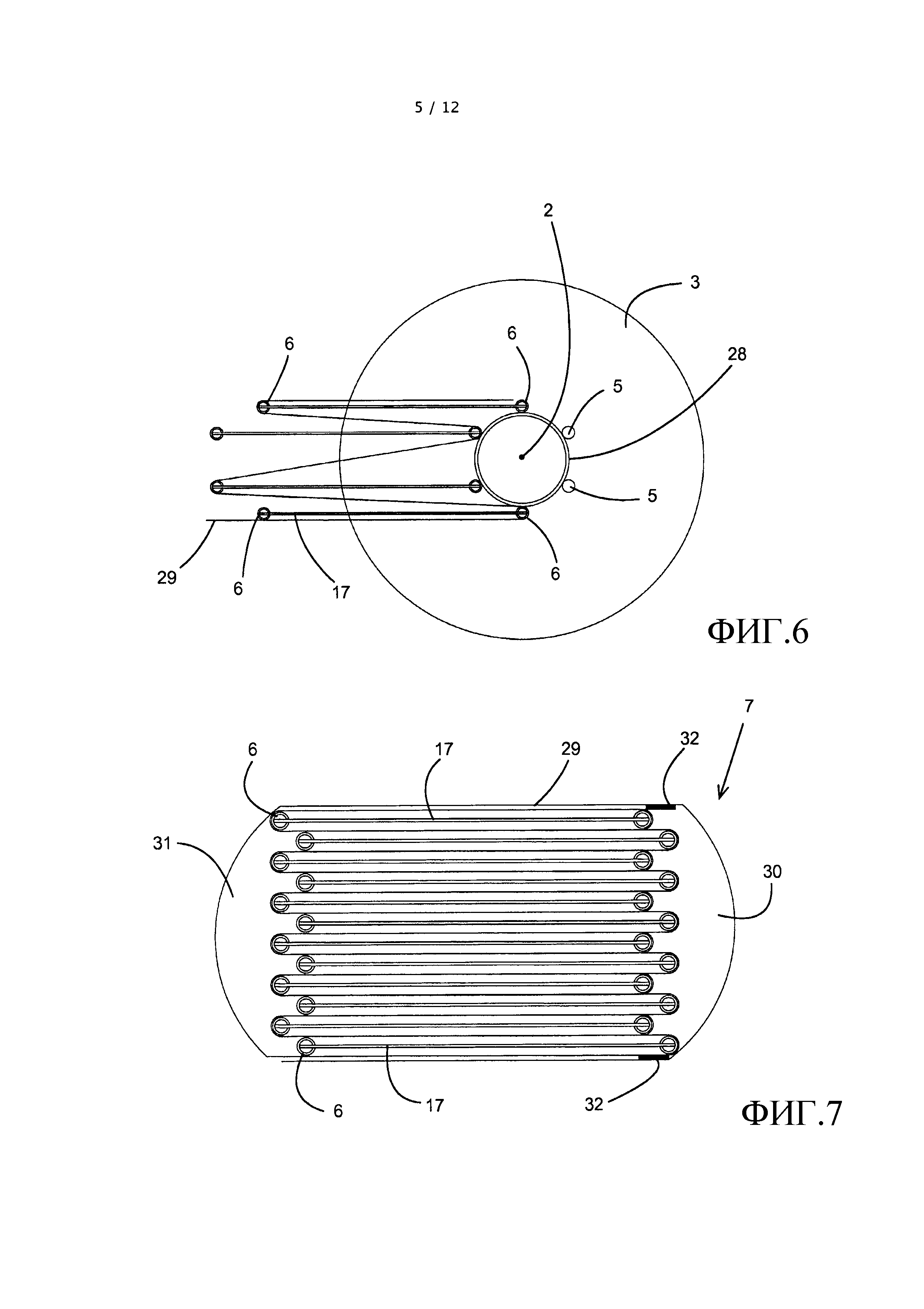
Фиг. 6 схематически показывает увеличенный вид сбоку части машины, показанной на фиг. 1A-1E и устройств в соответствии с настоящим изобретением, на одном из этапов осуществления способа в соответствии с настоящим изобретением;
Фиг. 7 схематически показывает ход пленки и положение проставок в устройстве в соответствии с настоящим изобретением;
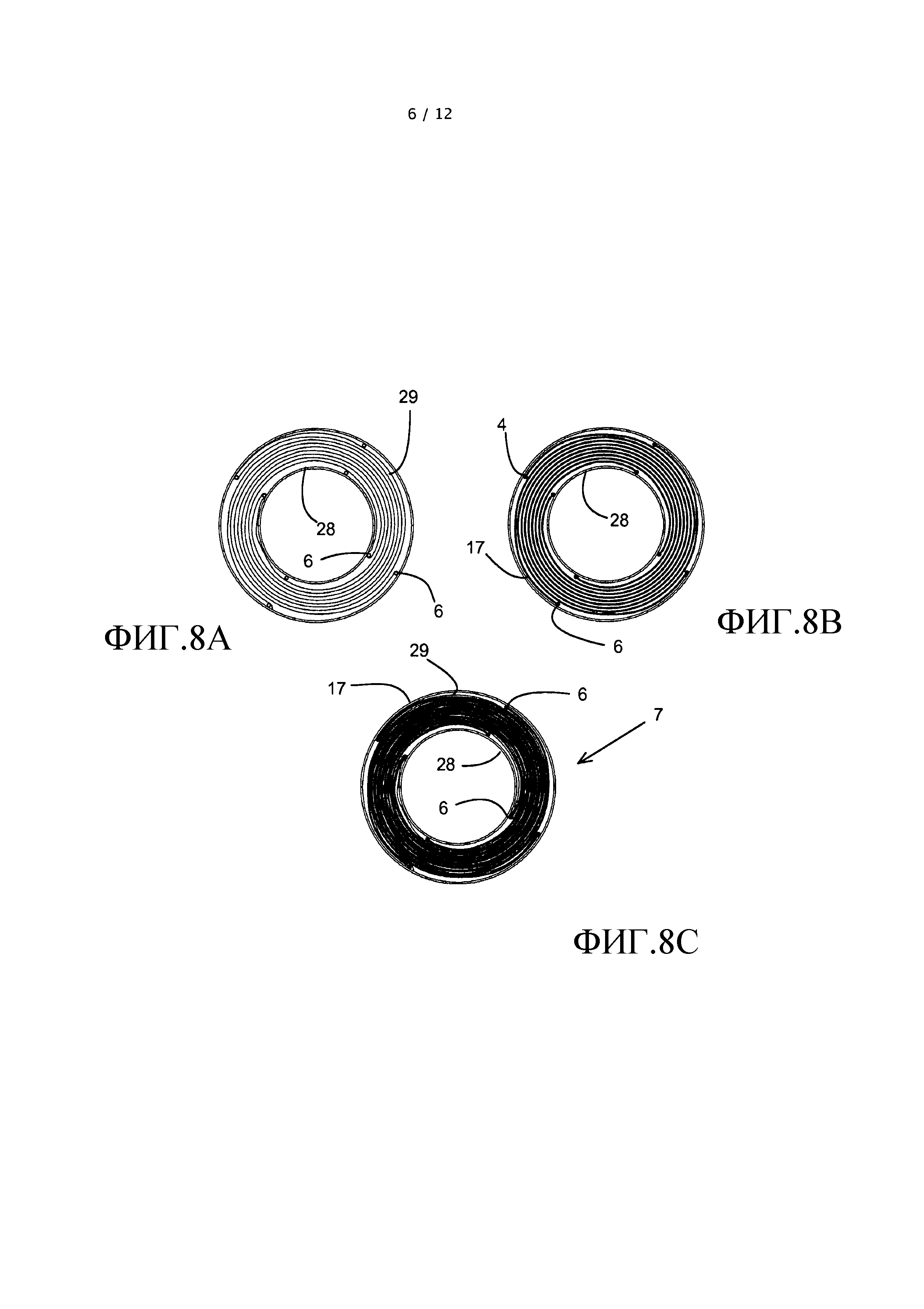
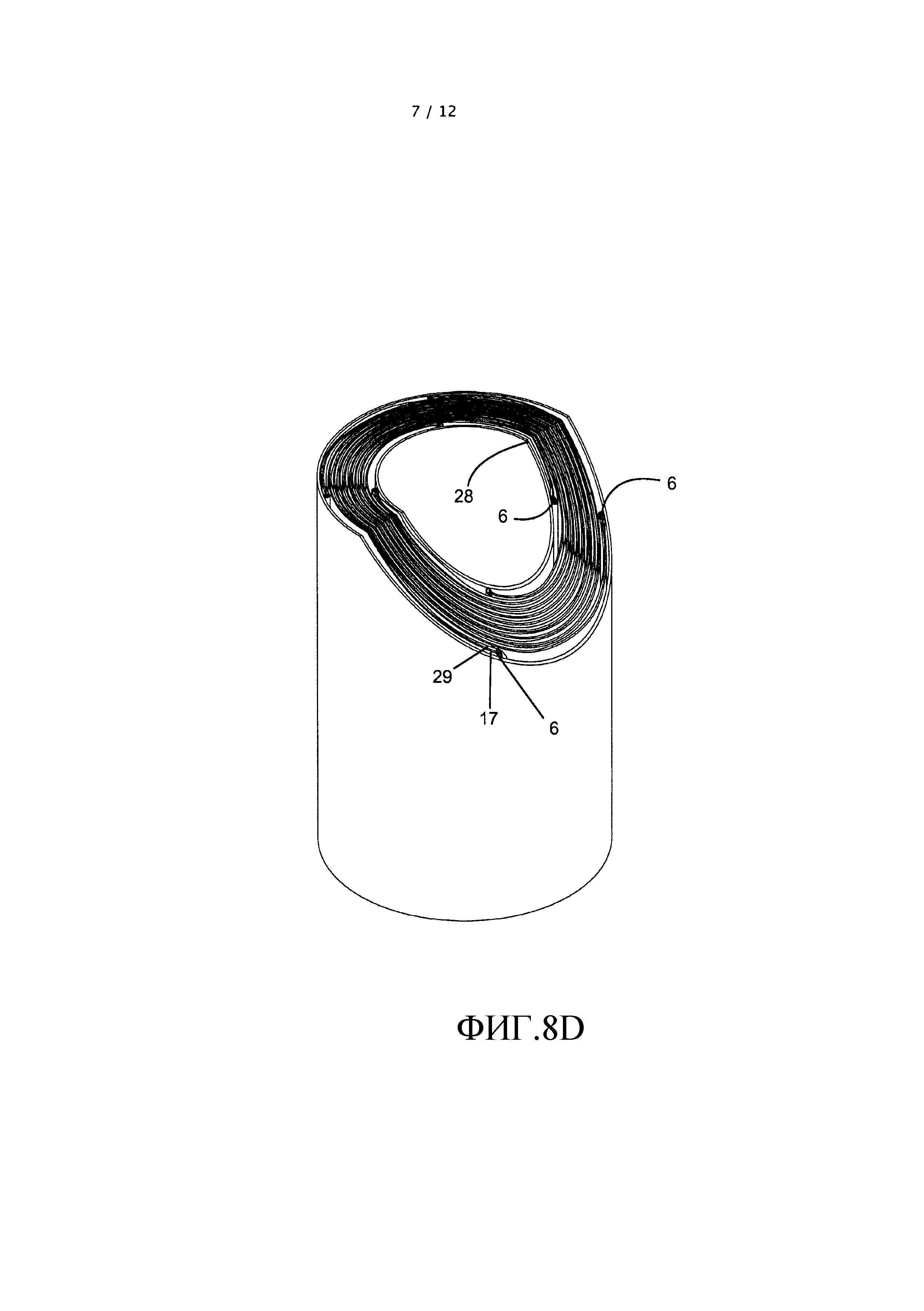
Фиг. 8A-8D, соответственно, показывают поперечное сечение только с опорами и слоями пленки, поперечное сечение только с опорами и проставками, поперечное сечение с опорами, пленкой, а также с проставками, и общий вид в местом разрезе устройства в соответствии с настоящим изобретением;
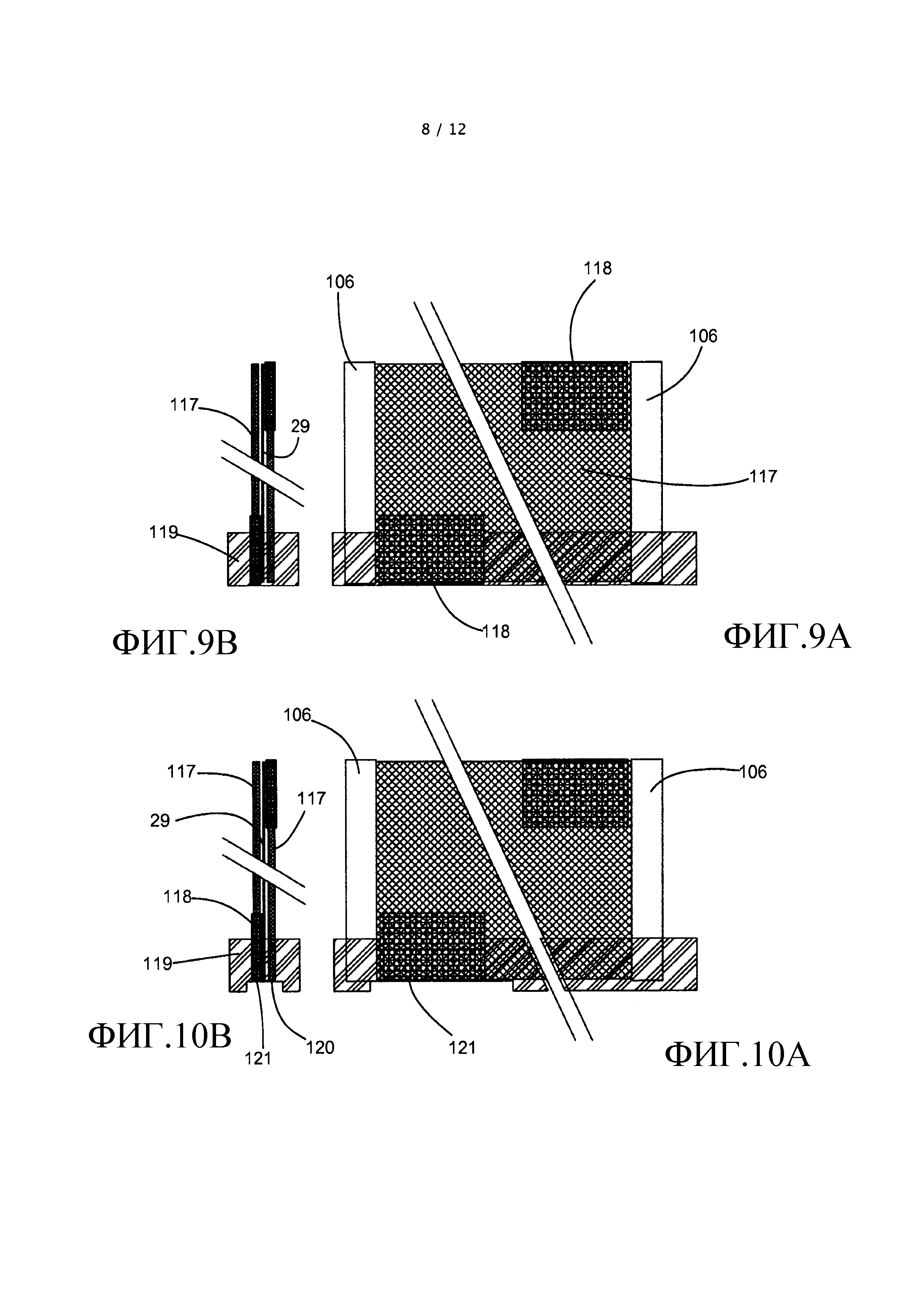
Фиг. 9A-9B и 10A-10B представляют собой виды спереди и виды сбоку альтернативного варианта осуществления части устройства в соответствии с настоящим изобретением, показанного, соответственно, в течение процесса изготовления и после него;
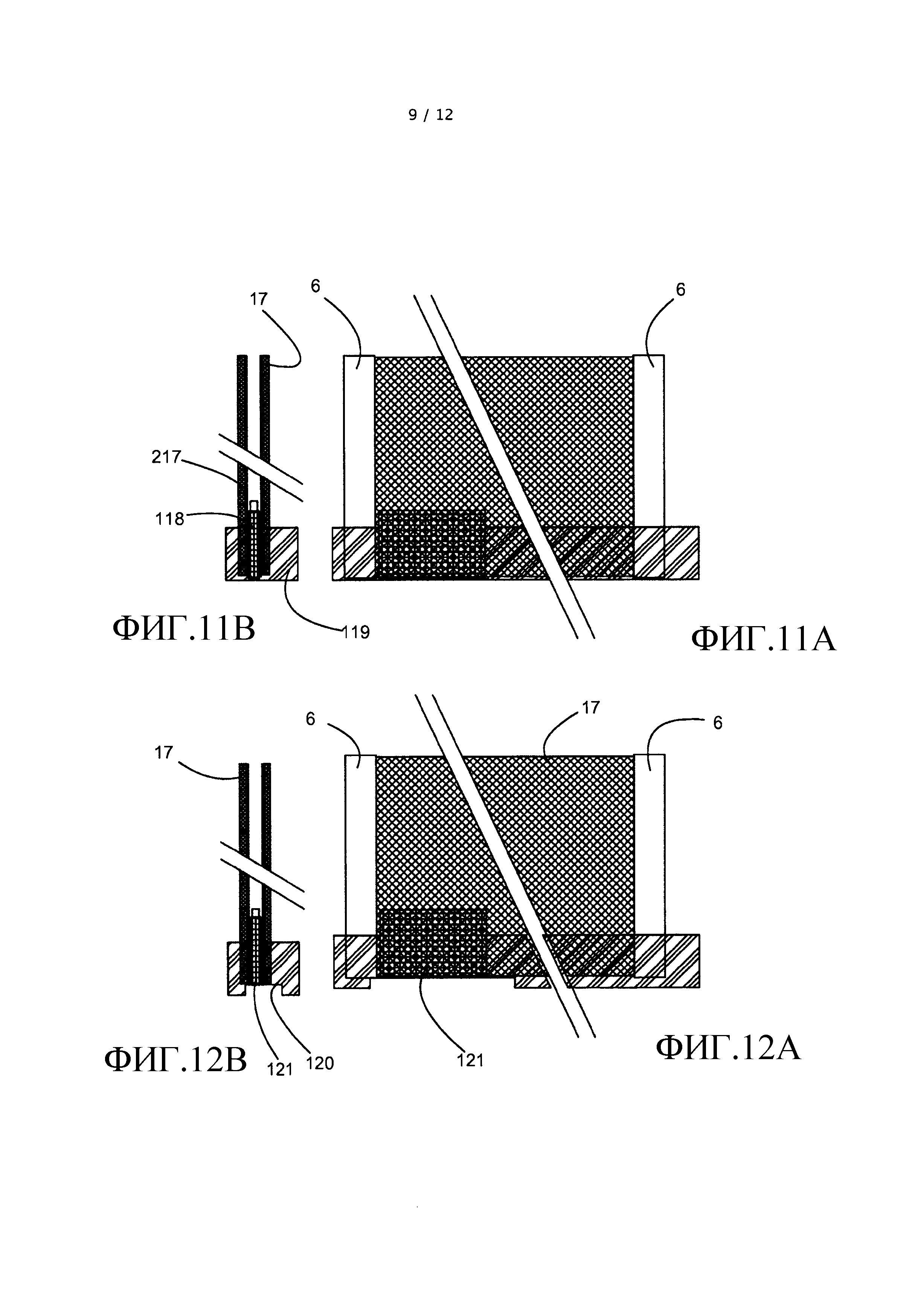
Фиг. 11A-11B и 12A-12B представляют собой виды спереди и виды сбоку альтернативного варианта осуществления части устройства с двойными слоями пленки в соответствии с настоящим изобретением, показанного, соответственно, в течение процесса изготовления и после него.
Фиг. 13A и 13B представляют собой схематический вид и вид сбоку, показывающие ход различных пленки и положение проставок для другого альтернативного варианта осуществления устройства в соответствии с настоящим изобретением;
Фиг. 14 представляет собой схематический вид, показывающий ход различных пленки и положение проставок другого альтернативного варианта осуществления устройства в соответствии с настоящим изобретением;
Фиг. 15 представляет собой вид сбоку и схематический вид, показывающий ход различных пленки и положение проставок другого альтернативного варианта осуществления устройства в соответствии с настоящим изобретением.
На фигурах, сходные части обозначены одинаковыми ссылочными номерами. Фиг. 1A-1E показывают виды сбоку машины 1 в соответствии с настоящим изобретением, которая выполнена с возможностью изготовления устройства в соответствии с настоящим изобретением. Машина 1 снабжена по меньшей мере двумя дискообразными элементами 3, вращающимися вокруг центральной линии 2. Каждый дискообразный элемент 3 выполнен с проходами 5, расположенными на окружности 4, имеющей диаметр d. Количество проходов 5 по меньшей мере равно количеству шести опор 6, которые устройство 7, которое должно быть изготовлено, должно содержать на стороне, обращенной к центральной оси 8. Во время изготовления устройства 7, центральная ось 8 совпадает с центральной линией 2 дискообразных элементов 3. Для иллюстративного варианта осуществления, изображенного на фиг. 5A-5H1, устройство 1 содержит шесть опор 6 на стороне, обращенной к центральной оси 8. При этом шесть проходов 5 расположены на одинаковом расстоянии друг от друга на окружности 4. Дискообразные элементы 3 расположены в аксиальном направлении на расстоянии друг от друга, которое предпочтительно соответствует ширине обертываемой пленки. Кроме того, устройство 1 выполнено с по существу продолжающимся горизонтально, несущим устройством 9, по существу продолжающимся на уровне центральной линии 2. Несущее устройство 9 выполнено с двумя направляющими 10, продолжающимися параллельно друг другу, поперек центральной линии 2, и они расположены на обеих сторонах двух дискообразных элементов. Над направляющими 10 находятся два держателя 11, 12 для рулонов пленки, перемещаемых поступательно в направлении, обращенном к центральной линии, 2, показанном стрелкой P1,и в противоположном направлении. В каждом держателе 11, 12 для рулонов пленки расположены рулоны 13, 14 пленки, эти рулоны 13, 14 могут вращаться вокруг центральных линий 15, 16 по отношению к держателю 11, 12 для рулонов пленки, с целью сматывания пленки с рулонов 13, 14.
Работа устройства 1 далее будет описываться со ссылками на фиг. 5A1-5H1.
Фиг. 2A и 2B показывают вид сверху и вид сбоку проставки 17 устройства 7 в соответствии с настоящим изобретением. Проставка 17 содержит слой 18 в форме сетки, который сформирована посредством двух наборов нитей 19, 20 из пластика, которые, каждая, предпочтительно расположены под углом 15-45 градусов к продольной стороне 22 проставки 17, и которые перекрещиваются друг с другом. Проволоки 19, 20 предпочтительно имеют толщину 0,5-2,5 мм. Следовательно, слой 18 в форме сетки имеет толщину 1-5 мм, в частности, в местах, где проволоки 19, 20 перекрещиваются друг с другом. При протекании через слой 18 в форме сетки, длина для протекания является по существу везде одинаковой; нет предпочтительных путей потока и нет разброса перепадов давления. Такой слой 18 в форме сетки также известен из NL1035752 того же заявителя, и поэтому не будет описываться дополнительно. Проставка 17 устройства 7 в соответствии с настоящим изобретением дополнительно выполнена с утолщенными частями 21, которые соединены с короткими сторонами 23, продолжающимися поперек продольных сторон 22. Утолщенные части 21 имеют такую толщину, что толщина короткой стороны 23 в положении утолщенной части больше чем толщина слоя 18 в форме сетки. Утолщенные части 21 продолжаются только по части короткой стороны 23 так, что текучая среда может протекать по меньшей мере между утолщенными частями 21. Для иллюстративного варианта осуществления, показанного на фиг. 2A, каждая короткая сторона 23 содержит три утолщенных части 21, которые расположены на одинаковом расстоянии друг от друга. Утолщенные части 21 могут быть изготовлены из такого же материала как проволоки 19, 20 или они могут быть изготовлены из другого материала. Можно даже производить утолщенные части из материала, который после изготовления устройства 7 растворяется в текучей среде во время использования устройства 7, так что утолщенные части 21 присутствуют только в процессе изготовления и ненадолго после него. Такой растворимый материал представляет собой, например, медицинскую растворимую лигатуру, такую как кетгут, или материал полимолочной кислоты или желатина, соли, сахара, и тому подобное. Для растворимого материала, утолщенная часть 21 может также продолжаться по всей короткой стороне 23.
Фиг. 3A-3C показывают, соответственно, вид сбоку, поперечное сечение и увеличенное поперечное сечение опоры 6 устройства 7 в соответствии с настоящим изобретением.
Опора 6 является трубчатой и выполнена с удлиненной щелью 24, продолжающейся в аксиальном направлении. Щель 24 продолжается от первого конца 25 опоры 6 на заданное расстояние от второго конца 26. Ширина щели 24 в тангенциальном направлении меньше, чем толщина проставки 17 в положении утолщенной части 21, но больше чем толщина слоя 18 в форме сетки.
Фиг. 4A-4C показывают, соответственно, вид сверху, вид сбоку и увеличенный вид проставки 17, соединенной с опорой 6. Для соединения проставки 17 с опорой 6, короткая сторона проставки 17 вставляется в первый конец 25 трубчатой опоры 6, при этом утолщенные части 23 расположены в трубчатой опоре 6, в то время как слой 18 в форме сетки продолжается через щель 24. Вблизи второго конца 26, дальнейшее перемещение слоя 18 в форме сетки предотвращается посредством конца 27 щели 24. Конец 27 щели 24 образует упор для слоя 18 в форме сетки. Если предпочтительным является растяжение слоя 18 в форме сетки по всей длине опоры 6, слой 18 в форме сетки вблизи второго конца 26 опоры 6 предпочтительно имеет вырез (не показан), так что в положении выреза слой 18 в форме сетки не расположена внутри опоры 6.
Для проставки 17, изображенной на фиг. 4A-4B, обе короткие стороны 23 расположены, каждая, внутри опоры 6.
Фиг. 5A1 и 5A2-5H1 показывают виды сбоку и сзади части машины 1, показанной на фиг. 1A-1E, и устройства 7 в соответствии с настоящим изобретением, на различных стадиях в течение осуществления способа в соответствии с настоящим изобретением.
Изготовление устройства 7 в соответствии с настоящим изобретением осуществляется следующим образом.
В зависимости от типа устройства 7, которое нужно изготовить, рулон или рулоны 13, 14 теплопроводящей пленки, мембранной пленки или их комбинации помещают в держатели 11, 12 для рулонов пленки.
Держатели 11, 12 для рулонов пленки расположены в начальном положении в левой части несущего устройства 9, которая является обратной по отношению к дискообразным элементам 3. Расстояние между начальным положением держателей 11, 12 для рулонов пленки и центральной линией 2 соответствует при этом приблизительно длине слоев пленки, которые должны формироваться, и длине проставок 17. Впоследствии, держатели 11, 12 для рулонов пленки перемещаются в направлении, указанном стрелкой P1, где пленка из рулона 13, 14 или рулонов 13, 14 разматывается, и образуется первый слой 29 пленки, который поддерживается посредством несущего устройства 9. Держатели 11, 12 для рулонов пленки перемещаются на другую сторону центральной оси 2, в положение, показанное на фиг. 1C.
Между дискообразными элементами 3 расположена опорная трубка 28, с диаметром, который равен диаметру d окружности 4 минус диаметр трубчатой опоры 6. Затем, первая опора 6 расположена между дискообразными элементами 3, где проходы 5 расположены на одной линии с трубчатой опорой 6. Затем в проходы 5 и в опору 6 будут установлены крепежные элементы, такие например, как болт или шпилька, в результате чего опора 6 съемно соединена с дискообразными элементами 3. Опора 6 предпочтительно расположена на высоте несущего устройства 9 между начальным положением держателей 11, 12 для рулонов пленки и центральной линией 2. С опорой 6 уже соединена проставка 17, которая также выполнена с опорой 6 на конце, который является обратным по отношению к первой опоре 6. Проставка 17 упирается здесь торцом в первый слой 29 пленки (фиг. 1C, 5B1, 5B2).
После этого, держатели 11, 12 для рулонов пленки перемещаются к противоположном стрелке P1, в то время как пленка из рулона 13, 14 разматывается и второй слой 29 пленки наносится на прокладку 17. При этом пленка обертывается вокруг опоры 6, при этом выполнена линия сгиба посредством опоры 6, которая продолжается параллельно центральной линии 2. Держатели 11, 12 для рулонов пленки перемещаются в начальное положение (фиг. 1E). Теперь дискообразные элементы 3 будут вращаться в направлении, показанном стрелкой P2, на угол, который равен 360 градусам, деленным на количество опор 6, которые должны быть установлены на окружности 4. Для иллюстрируемого примера имеется шесть опор, и таким образом, этот угол будет составлять 60 градусов.
Впоследствии, вторая опора 6 расположена между дискообразными элементами 3, где проходы 5 расположены на одной линии со второй опорой 6. Затем в проходах 5 и во второй опоре 6 устанавливают крепежным элементы таким образом, что вторая опора 6 съемно соединена с дискообразным элементом 3. Вторая опора 6 предпочтительно расположена на высоте несущего устройства 9, между начальным положением держателей 11, 12 для рулонов пленки и центральной линией 2. Со второй опорой 6 уже соединена проставка 17, которая также выполнена с опорой 6 на конце, который является обратным по отношению ко второй опоре 6 (Фиг. 5C1, 5C2). Проставка 17 упирается здесь торцом во второй слой 29 пленки.
Показанные выше стадии нанесения слоя 29 пленки, вращения дискообразных элементов, нанесения опор и проставок, нанесения слоя 29 пленки, и тому подобное, будут повторяться до тех пор, пока шесть проставок 17 и соединенных с ними опор 6 не будут соединены с дискообразными элементами 3 и размещены между слоями пленки (Фиг. 5D1, 5F2, 6). Все слои пленки и проставки 17 продолжаются здесь параллельно друг другу и несущему устройству 9. Как четко видно на фиг. 6, среди опор 6, расположенных вблизи центральной линии 2, первая группа опор 6 расположена между двумя слоями 29 пленки, эти слои пленки соединены друг с другом вблизи центральной линии 2. Пленка обертывается вокруг каждой опоры из этой первой группы опор. Кроме того, на фиг. 6 также четко видно, что среди опор 6 вблизи центральной линии 2, вторая группа опор 6 расположена между двумя последовательными опорами 6 из первой группы опор 6. Пленка не обертывается вокруг этих опор 6. Если посмотреть к по окружности опорной трубки 28, имеется пленка, обернутая вокруг одной опоры 6, и отсутствует пленка, обернутая вокруг следующей опоры 6.
Для поддержания относительно тонких слоев пленки в натянутом состоянии, можно подвесить грузики, например, к опорам 6, которые расположены на стороне дальней по отношению к центральной линии 2 так, что проставки 17 и, таким образом, также и обернутые вокруг них слои пленки, будут поддерживаться прямыми. Можно также прикладывать натяжение другими путями.
Затем дискообразные элементы 3 вращаются вокруг центральной линии 2, при этом вся стопка слоев 29 пленки и проставок 17 навивается спирально вокруг опорной трубки 28 до тех пор, пока опоры 6, которые расположены на стороне дальней по отношению к центральной линии 2, не будут упираться торцом в спирально навитой пакет. Дискообразные элементы 3 служат при этом в качестве направляющих для слоев 29 пленки и проставок 17. Поскольку длины слоев 29 пленки являются по существу одинаковыми, опоры 6, которые расположены в наружной части цилиндрического устройства 7, будут располагаться на большем расстоянии друг от друга, чем внутренние опоры 6, но взаимное расстояние между наружными опорами будет по существу одинаковым (фиг. 5G1, 5G2).
Первый и последние слои пленки предпочтительно являются более длинными, так что после навивки, наружные слои пленки могут соединяться друг с другом посредством сварных или клееных соединений 32, и таким образом, что, например, последний слой пленки может обертываться вокруг всего навитого модуля.
Схематически, слои 29 пленки и проставки 17 расположены образом, иллюстрируемым на фиг. 7, где слои 29 пленки образуют разделительный слой между первой областью 30 и второй областью 31. В этом схематическом представлении слои 29 пленки не навиваются спирально, для ясности, и слои 29 пленки не соприкасаются с проставками 17 и опорами 6. Количество опор на фиг. 7 составляет два раза по двенадцать, то есть, двадцать четыре.
Во время установки опор 6, опоры одни проставки 17 ориентируются с первым концом, обращенным к первой аксиальной стороне цилиндрического устройства 7, в то время как следующая проставка 17 ориентируется со своим первым концом, направленным в сторону второй аксиальной стороны цилиндрического устройства 7.
После формирования цилиндрического устройства 7, крепежные элементы удаляются из дискообразных элементов 3, после чего цилиндрическое устройство 7 может быть извлечено из области между дискообразными элементами 3.
Фиг. 8A-8D показывают виды поперечного сечения и общий вид устройства в соответствии с настоящим изобретением с четырьмя опорами 6, расположенными на внутренней стороне и четырьмя опорами 6, расположенными на наружной стороне. фиг. 8A и 8B представляют собой части целого устройства 1, показанного на фиг. 8C. На фиг. 8A, проставки 17 отсутствуют, в то время как на фиг. 8B отсутствует пленка, так что ясно виден градиент спирали Архимеда. По желанию, опорная трубка 28 может быть удалена после изготовления устройства 1, так что всю центральную область можно использовать для подачи или откачки.
Соотношение между длиной L проставок 17, количеством витков N, внутренним диаметром d, количеством проставок M и толщиной проставок m приблизительно равно:
Соотношение между внутренним диаметром d, конечным диаметром D, количеством проставок M, длиной проставок L и толщиной проставок m приблизительно равно:
Обе аксиальные стороны теперь снабжают уплотнением, таким как смола или вставка. Благодаря уплотнению, продольные стороны слоев 29 пленки и проставки 17 соединены друг с другом и первые концы 25 опор 6 закрываются.
Затем вторые концы опять открываются и вторые концы внутренних опор 6 на первой аксиальной стороне соединены с первым каналом текучей среды, вторые концы внутренних опор 6 на второй аксиальной стороне соединены со вторым каналом текучей среды, вторые концы наружных опор 6 на первой аксиальной стороне соединены с третьим каналом текучей среды и вторые концы наружных опор 6 на второй аксиальной стороне соединены с четвертым каналом текучей среды.
Первый канал текучей среды находится в соединении с третьим каналом текучей среды через первую область 30, ограниченную слоями 29 пленки, в то время как второй канал текучей среды находится в соединении с четвертым каналом текучей среды через вторую область 31, ограниченную слоями 29 пленки.
Трубчатые опоры 6 имеют ряд функций, таких как функции средств крепления для проставок во время изготовления, канала для подачи и выпуска текучих сред, которые должны обрабатываться, функции защиты пленки от острых концов проставок и создания гомогенного, плавного течения в проставке.
Фиг. 9A-9B и 10A-10B показывают виды альтернативного варианта осуществления части устройства в соответствии с настоящим изобретением, где опоры 106 не являются трубчатыми и где подача и высвобождение текучей среды в устройство и из него, как следствие, не может осуществляться посредством опор 106. Чтобы по-прежнему иметь возможность доступа в область между слоями 29 пленки, прикрепляют пластиковый мешок 118 вокруг одной стороны проставки 117 в виде сетки, который частично покрывает продольную сторону проставки 117. После навивки, аксиальные концы устройства снабжают уплотнением, таким как слой 119 смолы. Этот слой 119 смолы полностью закрывает зазоры между продольными сторонами 29 пленки и проставок 117 (фиг. 9A и 9B).
Затем выполняют щель 120 в слое 119 смолы в положении пластикового мешка 118, например, посредством фрезерования. Посредством этой процедуры пластиковый мешок 118 частично удаляют, и получают доступ к стороне 121 проставки 117, через эту сторону 121 текучие среды могут подаваться или выпускаться. В варианте осуществления, иллюстрируемом на фиг. 9A-9B, сходный пластиковый мешок прикреплен как внизу слева, так и вверху справа, таким образом, что реализуются каналы для подачи и выпуска.
Фиг. 11A-11B и 12A-12B показывают виды альтернативного варианта осуществления части устройства в соответствии с настоящим изобретением, где опоры 6 являются трубчатыми и в котором два вида пленки обертывают вокруг опор 6. В этом варианте осуществления, формируются четыре области. Посредством трубчатых опор текучая среда может подаваться в две отдельные области или выпускаться из этих областей. Между различными видами пленки также образуются две области. Для доступа к этим двум пространствам, относительно малая локальная проставка 217, выполненная с пластиковым мешком 118, прикрепляется во время изготовления рядом с опорами 6 между двумя видами пленки, таким же образом, как иллюстрируется в варианте осуществления на фиг. 9A-9B.
После навивки, аксиальные конца устройства снабжают уплотнением, таким как слой 119 смолы. Этот слой 119 смолы полностью закрывает зазоры между продольными сторонами разных пленки и проставками 17, 217 (фиг. 11A и 11B).
Затем выполняют щель 120 в слое 119 смолы в положении пластикового мешка 118, например, посредством фрезерования. Посредством этой процедуры, пластиковый мешок 118 частично удаляют, и получают доступ к стороне 121 проставки 217, через сторону 121 могут подаваться или выпускаться текучие среды.
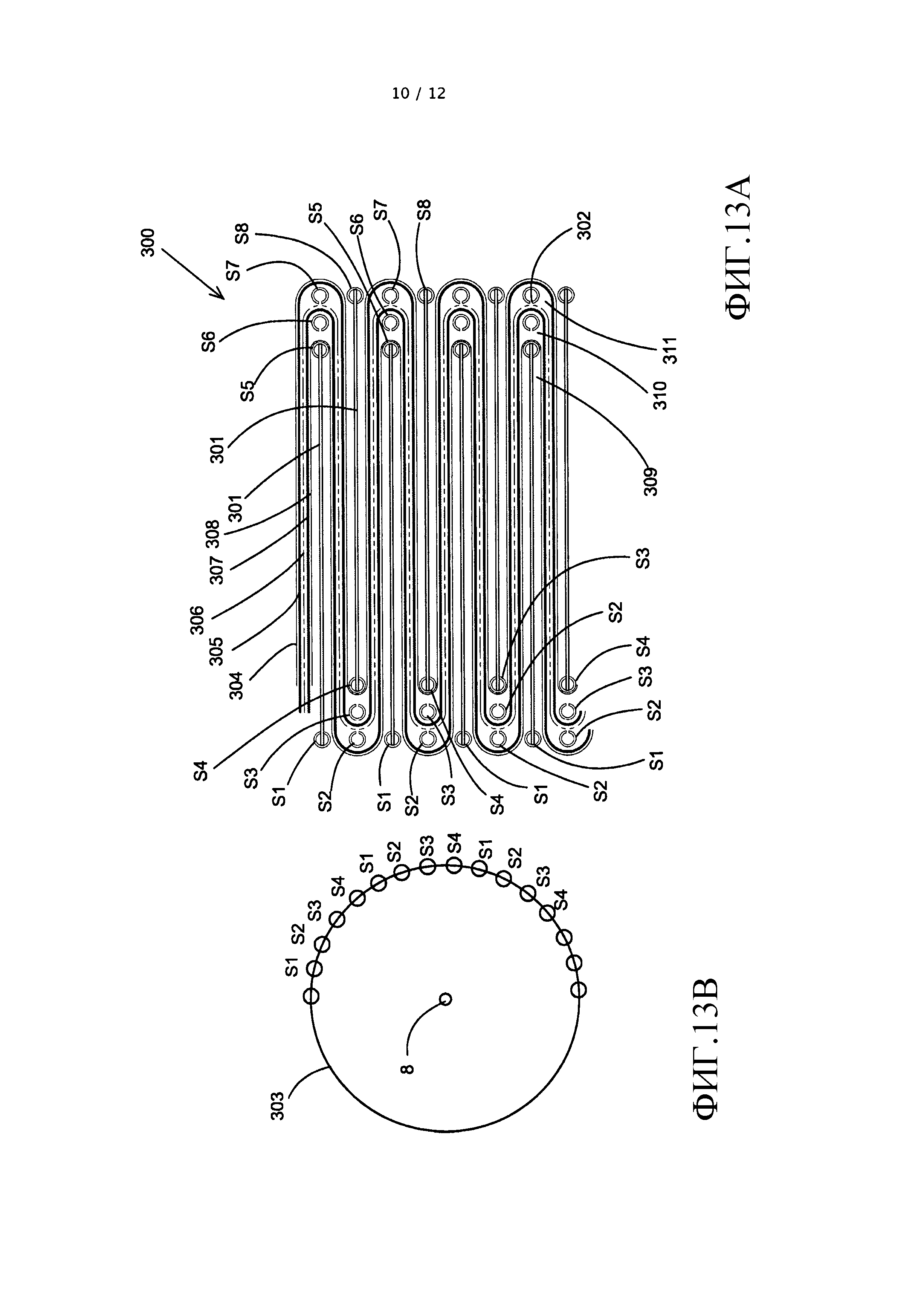
Фиг. 13A и 13B представляют собой схематический вид и вид сбоку другого альтернативного варианта осуществления устройства 300 в соответствии с настоящим изобретением.
На схематическом представлении на фиг. 13A слои пленки и проставки не навиваются спирально и расположены на некотором расстоянии друг от друга, для ясности.
Устройство 300 содержит вблизи центральной оси 8, первые трубчатые опоры S4, вторые трубчатые опоры S1 и дополнительные трубчатые опоры S2, S3. На стороне обратной по отношению к центральной оси 8, устройство 300 содержит трубчатые опоры S5, S8 и дополнительные трубчатые опоры S6, S7. Проставка 301 продолжается между опорами S1, S5 и опорами S4, S8 и соединена с ними таким же образом, как описано выше.
Дополнительные опоры S2, S3, S6, S7 являются трубчатыми и выполнены с продольным отверстием 302.
На фиг. 13A опоры S4 и дополнительные опоры S2, S3 показаны на одинаковом горизонтальном уровне, для ясности. Однако в устройстве 300, как показано на фиг. 13B, можно увидеть, что вблизи центральной оси 8 все опоры и дополнительные опоры расположены на окружности 303 в порядке S1, S2, S3, S4, S1, и тому подобное. Это же является верным для опор S5, S6, S7, S8, S9, и тому подобное, которые расположены вблизи наружной стороны устройства 300.
Устройство 300 выполнено с первой пленкой 304, первой проставкой 305 в виде пленки, второй пленкой 306, второй проставкой 307 в виде пленки, и третьей пленкой 308, которые продолжаются параллельно друг другу, но каждая из них навивается вокруг опор S1, S4, S5, S8 и дополнительных опор S3, S4, S6, S7 различным образом.
Как можно увидеть на фиг. 13A, первая пленка 304 продолжается вокруг опоры S5 и дополнительных опор S6, S7 на наружной стороне устройства 300 и вокруг опоры S4 на внутренней стороне устройства 300.
Первая проставка 305 в виде пленки продолжается вокруг опоры S5 и дополнительных опор S6, S7 на наружной стороне устройства 300 и вокруг дополнительных опор S3 и опоры S4 на внутренней стороне устройства 300.
Вторая пленка 306 продолжается вокруг опоры S5 и дополнительной опоры S6 на наружной стороне устройства 300 и вокруг дополнительной опоры S3 и опоры S4 на внутренней стороне устройства 300.
Вторая прокладка 307 в виде пленки продолжается вокруг опоры S5 и дополнительной опоры S6 на наружной стороне устройства 300 и вокруг дополнительных опор S2, S3 и опоры S4 на внутренней стороне устройства 300.
Третья пленка 308 продолжается вокруг опоры S5 на наружной стороне устройства 300 и вокруг дополнительных опор S2, S3 и опоры S4 на внутренней стороне устройств 300.
Устройство 300 изготавливают таким же образом, как устройство, описанное выше, за исключением того, что используют пять держателей для рулонов пленки, по одному для каждого из пленки 304, 306, 308 и проставок 305, 307 в виде пленки.
Пленку не обертывают вокруг опор S1 и S8. При необходимости, все множество пленки 304-308 может быть обернуто вокруг полного набора пленки, опор и дополнительных опор для соединения концов различных пленок друг с другом.
Посредством обертывания пленки 304, 306, 308, проставок 301 и проставок 305, 307 в виде пленки, таким образом, создаются четыре отдельных области 309, 310, 311, в которые могут направляться различные текучие среды для обработки. Виды пленки 304, 306, 308 могут представлять собой мембраны или теплообменные слои.
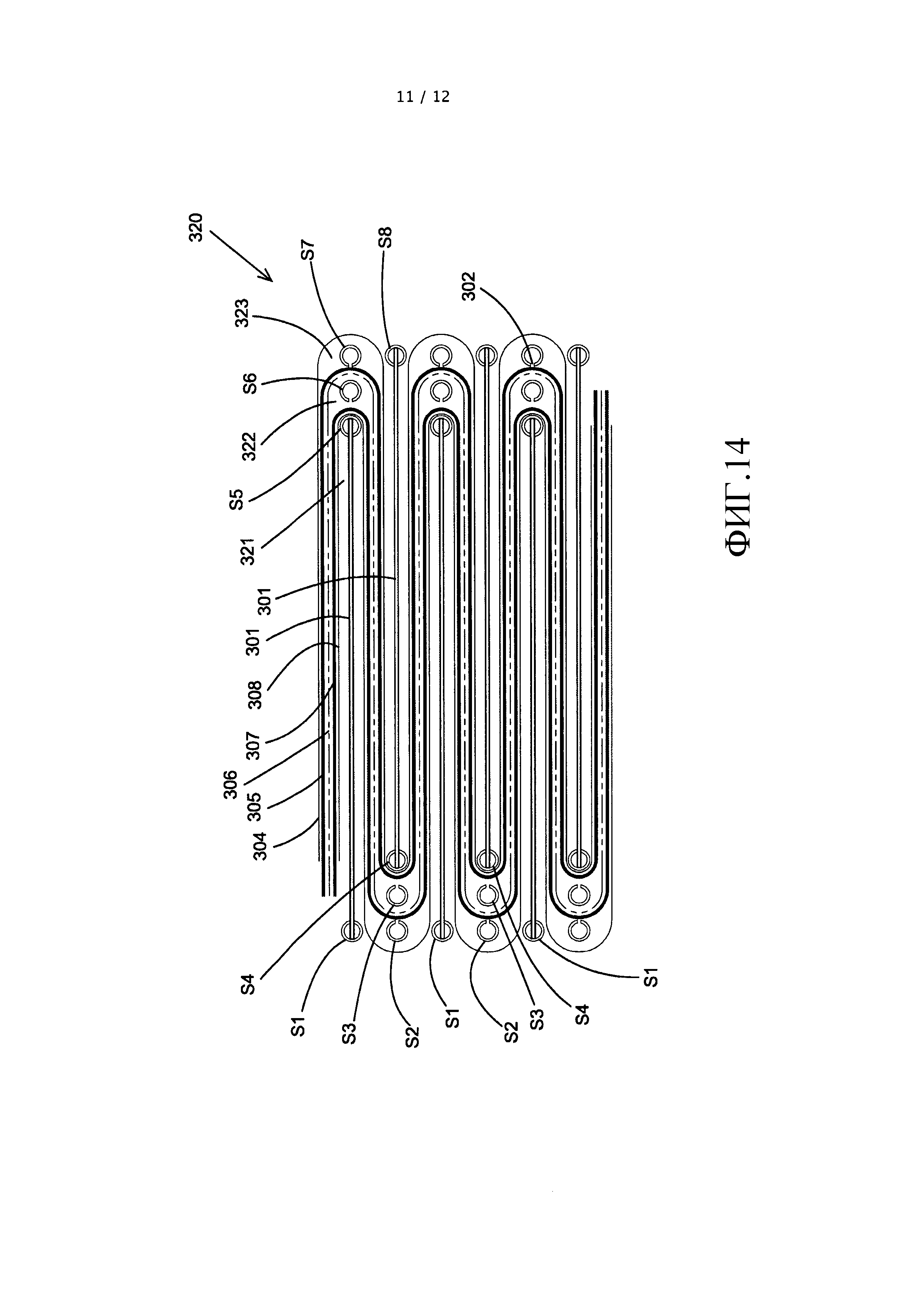
Фиг. 14 представляет собой схематический вид другого альтернативного варианта осуществления устройства 320 в соответствии с настоящим изобретением. Устройство 320 отличается от устройства 300 тем, что пленки 304, 306, 308 и проставки 305, 307 в виде пленки обертывают вокруг опор S1, S4, S5, S8 и дополнительных опор S2, S3, S6, S7.
Как можно увидеть на фиг. 14, первая пленка 304 продолжается вокруг опоры S5 и дополнительных опор S6, S7 на наружной стороне устройства 320 и вокруг опоры S4 на внутренней стороне устройства 320.
Первая проставка 305 в виде пленки продолжается вокруг опоры S5 и дополнительной опоры S6 на наружной стороне устройства 320 и вокруг опоры S4 на внутренней стороне устройства 320.
Вторая пленка 306 продолжается вокруг опоры S5 и дополнительной опоры S6 на наружной стороне устройства 320 и вокруг дополнительной опоры S3 и опоры S4 на внутренней стороне устройства 320.
Вторая проставка 307 в виде пленки продолжается вокруг опоры
S5 на наружной стороне устройства 320 и вокруг дополнительной опоры S3 и опоры S4 на внутренней стороне устройства 320.
Третья пленка 308 продолжается вокруг опоры S5 на наружной стороне устройства 320 и вокруг дополнительных опор S2, S3 и опоры S4 на внутренней стороне устройства 320.
Устройство 320 изготавливают таким же способом, как устройство 300, описанное выше.
Посредством обертывания пленки 304, 306, 308 и проставок 305, 307 в виде пленки, таким образом, создаются три отдельных области 321, 322, 323, в которые могут направляться различные текучие среды для обработки. Пленки 304, 306, 308 могут представлять собой мембраны или теплообменные слои.
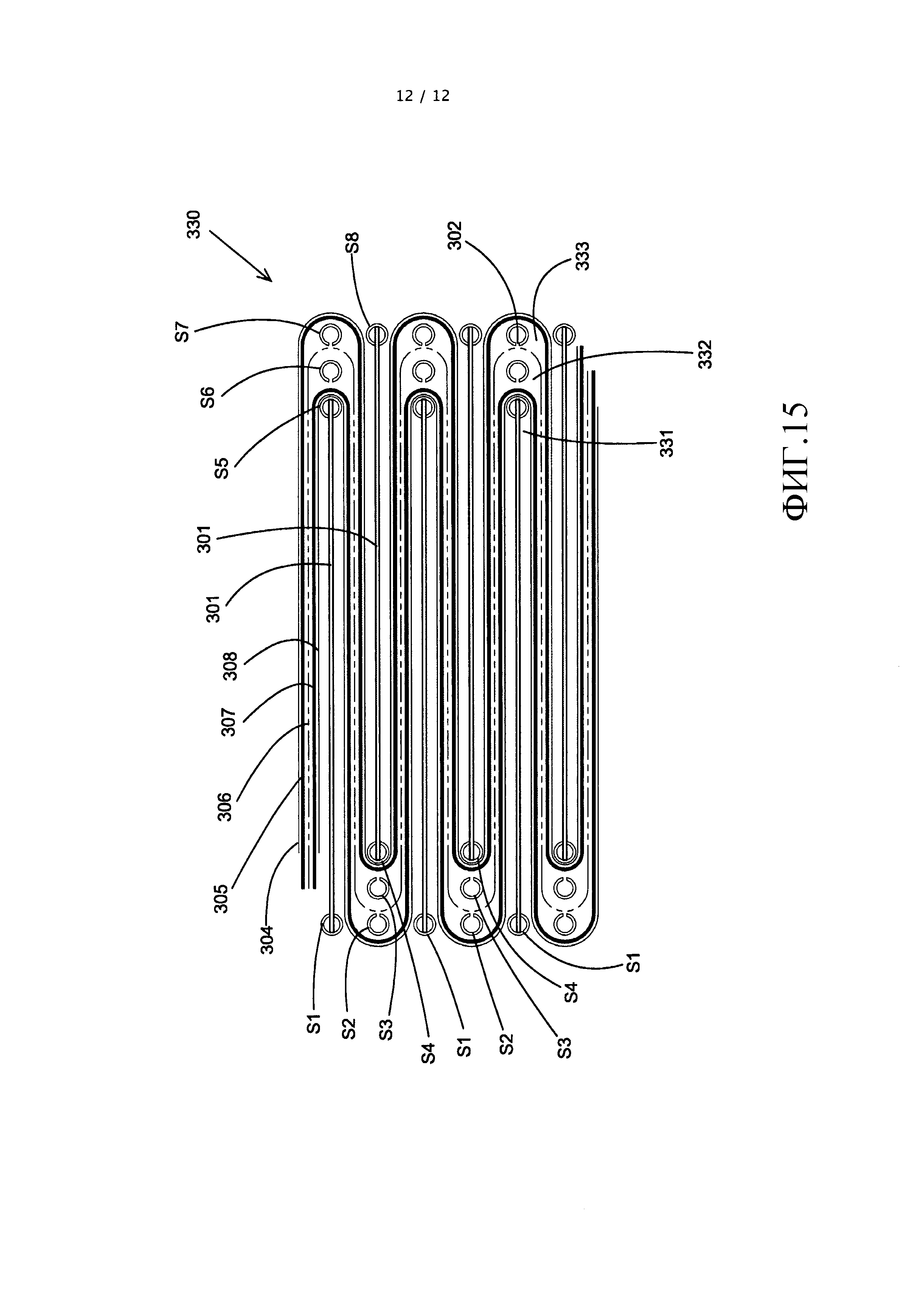
Фиг. 15 представляет собой схематический вид другого альтернативного варианта осуществления устройства 330 в соответствии с настоящим изобретением. Устройство 330 отличается от устройства 300, 320 тем, что пленки 304, 306, 308 и проставки 305, 307 в виде пленки обертывают вокруг опор S1, S4, S5, S8 и дополнительных опор S2, S3, S6, S7.
Как можно увидеть на фиг. 15, первая пленка 304 продолжается вокруг опоры S5 и дополнительных опор S6, S7 на наружной стороне устройства 330 и вокруг опоры S4 на внутренней стороне устройства 330.
Первая проставка 305 в виде пленки продолжается вокруг опоры S5 и дополнительных опор S6, S7 на наружной стороне устройства 330 и вокруг опоры S4 на внутренней стороне устройства 330.
Вторая пленка 306 продолжается вокруг опоры S5 и дополнительной опоры S6 на наружной стороне устройства 330 и вокруг дополнительной опоры 53 и опоры S4 на внутренней стороне устройства 330.
Вторая проставка 307 в виде пленки продолжается вокруг опоры S5 на наружной стороне устройства 330 и вокруг дополнительных опор S2, S3 и опоры 54 на внутренней стороне устройства 330.
Третья пленка 308 продолжается вокруг опоры S5 на наружной стороне устройства 330 и вокруг дополнительных опор S2, S3 и опоры S4 на внутренней стороне устройства 330.
Устройство 330 изготавливают таким же способом, как устройства 300, 320, описанные выше.
Посредством обертывания пленки 304, 306, 308 и проставок 305, 307 в виде пленки, таким образом, создаются три отдельных области 331, 332, 333, в которые могут направляться различные текучие среды для обработки. Пленка 304, 306, 308 может представлять собой мембраны или теплообменные слои.
Наружная поверхность цилиндрического устройства 7 может снабжаться армирующим слоем, таким как лента.
Количество витков предпочтительно составляет от 1 до 7. Количество трубчатых опор предпочтительно является четным, составляет по меньшей мере 4 и находится, например, в пределах между 4 и 24. Внутренний диаметр предпочтительно находится в пределах между 50 и 90 мм. Наружный диаметр предпочтительно находится в пределах между 250 и 500 мм. Толщина пленки предпочтительно находится в пределах между 50 и 120 микрометр. Толщина проставок предпочтительно находится в пределах между 1 и 3 мм. Ширина пленки и проставки предпочтительно находится в пределах между 300 и 1000 мм. Длина проставки предпочтительно находится в пределах между 0,8 и 6 метр.
Можно также предусмотреть щель в трубчатой опоре с шипами, которая может соединяться с прокладкой для крепления проставки к трубчатой опоре.
Можно также уплотнить прокладку с опорой посредством проволок, при этом проволоки продолжаются через отверстия в форме сетки или продолжаются через прокладку.
Можно также прикладывать силу натяжения к проставкам во время процесса навивки. Материал пленки и проставки могут представлять собой любой материал, пригодный для требуемого применения устройства.
Можно также, во время изготовления, сначала нанести на несущее устройство проставку, а затем первый слой пленки. Проставка жестче и скользит легче по несущему устройству, чем слой пленки.
Можно также предусмотреть элементы другой формы, вместо дискообразных элементов.
Можно также чтобы дискообразные элементы составляли часть готового устройства.
Можно также применить элемент в форме шестерни вместо дискообразных элементов с проходами, при этом опоры зажимаются между зубцами элементов в форме шестерни.
Можно также предусмотреть только одну проставку с утолщенным положением 21, или вообще ни одной, и только свободно вставлять проставки в щели.
Можно также, чтобы оба конца трубчатой опоры были закрытыми, при этом посредством модифицированной формы щели в опоре, можно применять прокладку и осуществлять подачу и высвобождение текучей среды.
Реферат
Устройство для обработки одной текучей среды, снабженное по меньшей мере одной удлиненной пленкой. Пленка изготовлена из теплопроводящей пленки, мембранной пленки или из их комбинации. Пленка выполнена в виде множества чередующихся слоев пленки. Между двумя противоположными слоями пленки расположена проставка, которая является проницаемой, параллельной слоям пленки. Слои пленки и проставки продолжаются спирально вокруг центральной оси. Устройство содержит множество трубчатых опор. Каждая проставка соединена на первом и втором концах с одной из указанных трубчатых опор. Первые трубчатые опоры расположены каждая между двумя слоями пленки. Вторые трубчатые опоры расположены между двумя последовательными первыми трубчатыми опорами. Трубчатые опоры вблизи центральной оси поочередно соединены с первым и вторым каналами текучей среды. Трубчатые опоры выполнены с отверстием, обращенным к проставке, выполненной с возможностью работы в качестве канала для подачи или выпуска текучей среды. Аксиальные концы спирально навитых слоев пленки уплотнены посредством уплотнения. Технический результат: упрощение изготовления устройства. 3 н. и 13 з.п. ф-лы, 15 ил.
Комментарии