Способ ремонта и изготовления компонентов газотурбинного двигателя и компоненты газотурбинного двигателя, отремонтированные или изготовленные с его использованием - RU2635688C2
Код документа: RU2635688C2
Чертежи


Описание
Область техники, к которой относится настоящее изобретение Настоящее изобретение относится к сварке плавлением и может применяться для ремонта компонентов газотурбинного двигателя, изготовленных из суперсплавов на основе никеля, кобальта и железа, с использованием ручной и автоматической дуговой сварки вольфрамовым электродом в защитном газе (GTAW), сварки лазерным лучом (LBW), электронно-лучевой сварки (EBW), плазменной сварки (PAW) и микроплазменной сварки (MPW).
Предпосылки создания настоящего изобретения
Настоящее изобретение относится к сварке плавлением и может применяться для ремонта различных компонентов газотурбинного двигателя, более точно, для ремонта и изготовления лопаток турбины из равноосных поликристаллических, монокристаллических и полученных методом направленной кристаллизации суперсплавов с использованием процессов плакирования и сварки плавлением.
При сварке плавлением сцепление или соединение двух или более деталей происходит путем плавления основного металла с введением или без введения присадочного металла с последующим охлаждением и кристаллизацией сварочной ванны. Сварка плавлением способна обеспечивать свойства, равные свойствам основного металла в широком интервале температур и условий. Тем не менее, трудно поддающиеся сварке сплавы Inconel 713, Inconel 738, Rene 77, Rene 80, Rene 142, CMSX-4, Rene N4, Rene N5 и другие суперсплавы с высоким содержанием гамма-штрих фазы, имеющую низкую вязкость и подверженные ликвационному растрескиванию в околошовной зоне (ОШЗ), часто растрескиваются вследствие приспособляемости к отверждению и остаточным напряжениям.
Пайка твердым припоем способна обеспечивать соединения без трещин, поскольку она не требует плавления основного металла с целью сцепления. Пайку твердым припоем осуществляют путем плавления и отверждения только твердого припоя. Тем не менее, при высокой температуре механические свойства паянных твердым припоем соединений обычно уступают механическим свойствам основного металла на 50-75%.
Плохие механические свойства паянных твердым припоем соединений, получаемых с использованием большинства никелевых и кобальтовых твердых припоев, связаны с высоким содержанием бора в этих материалах и не позволяют осуществлять восстановление и капитальный ремонт лопаток турбин и ремонт конструкции других компонентов двигателя.
Соответственно, для изготовления и ремонта различных деталей, включая компоненты газотурбинного двигателя, несмотря на подверженность растрескиванию, сварка применяется чаще, чем пайка твердым припоем. Однако во избежание растрескивания во время сварки плавлением лопаток турбины из материалов с низкой вязкостью, до сварки их предварительно нагревают до температуры выше 900°С, как описано в патенте US 5897801. В процессе сварки осуществляют поджог дуги в выбранном участке с целью локального плавления основного металла, используют присадочный металл с таким же составом, как у никелевого суперсплава детали, и подают присадочный металл в дугу, в результате чего он плавится, сплавляясь с основным металлом и образуя наплавленное покрытие после отверждения.
Аналогичный подход применен в способе, описанном в патенте US 6659332. С целью ремонта детали удаляют поврежденный металл, который присутствует на дефектном участке, с последующим предварительным нагревом детали до температуры, составляющей 60-98% температуры солидуса основного металла, в камере, содержащей защитный газ, а затем осуществляют сварку.
Согласно способу, описанному в патенте СА 1207137, для сведения к минимуму сварочного напряжения, возникающего в лопатках вследствие приложения значительной термической энергии в процессе сварки плавлением, подвергают лопатки регулируемому нагреву до сварки и осуществляют их регулируемое охлаждение после ремонта с применением сварки.
Предварительный нагрев лопаток турбины повышает стоимость ремонта и не гарантирует получение сварочных швов без трещин из-за низкой вязкости компонентов, изготовленных из дисперсионно твердеющих суперсплавов.
Соответственно, в настоящее время сварка без образования трещин дисперсионно твердеющих равноосных поликристаллических и полученных методом направленной кристаллизации суперсплавов с высоким содержанием гамма-штрих фазы может осуществляться лишь путем предварительного нагрева до температур выше 900°С.
Таким образом, одной из основных задач настоящего изобретения является создание нового рентабельного способа ремонта и изготовления компонентов двигателя путем сварки и плакирования поликристаллических, полученных методом направленной кристаллизации и монокристаллических суперсплавов при температуре окружающей среды.
Краткое изложение сущности настоящего изобретения Авторы настоящего изобретения обнаружили предпочтительный вариант осуществления способа ремонта и изготовления компонентов газотурбинного двигателя включает следующие стадии: подготовку, предваряющую сварку, путем удаления поврежденного металла и загрязнений, чтобы обнаружить не имеющий дефектов основной металл; ремонт поврежденного участка с применением метода сварки плавлением, выбранного из лазерной, микроплазменной, плазменной, электронно-лучевой сварки и дуговой сварки вольфрамовым электродом в защитном газе, с использованием предпочтительно двух отличающихся присадочных металлов, первый из которых выбран из вязких никелевых и кобальтовых сплавов, содержащих высокотемпературные дендриты и низкотемпературные междендритовые эвтектические структуры с температурой солидуса ниже температуры солидуса основного металла за счет борных присадок в количестве 0,05-12% по весу; диффузионную термическую обработку, осуществляемую после нанесения переходного слоя при температуре выше температуры дисперсионного твердения основного металла, но ниже температуры начала плавления основного металла в течение от около 30 минут до около 24 часов; нанесение устойчивого к окислению верхнего слоя методом сварки плавлением с использованием второго присадочного металла, содержащего около 5-12% по весу Со, около 12-25% по весу Сr, от около следового количества до 5% по весу Мо, от около следового количества до 5% по весу W, около 1-5% по весу Ti, от около следового количества до 0,1% по весу Zr, от около следового количества до около 1,5% по весу Hf, от около следового количества до 0,2% по весу В, около 3-6% по весу Аl, около 0,5-6% по весу Si, от около следового количества до около 5,5% по весу Re, от около следового количества до около 4% по весу Та и остальное никель с примесями; послесварочную термическую обработку, выбранную из горячего изостатического прессования, отжига, дисперсионного твердения и снятия напряжений основного металла, с последующим восстановлением исходной геометрии компонента двигателя способом, выбранным из механической обработки, плавного сопряжения и полирования; неразрушающее испытание; и контроль размеров, а также другие стадии согласно рассмотренным далее вариантам осуществления; с получением бездефектных швов и ОШЗ у различных дисперсионно твердеющих никелевых суперсплавов с высоким содержанием гамма-штрих фазы при температуре окружающей среды.
В другом варианте осуществления присадочный металл для нанесения переходного слоя на основные металлы, который содержит от около следового количества до около 3,5% по весу алюминия, выбран из никелевых сплавов, содержащих от около 0,05% до около 0,6% по весу бора.
В другом варианте осуществления присадочный металл для нанесения переходного слоя на основные металлы, который содержит от около 3% до около 8,0% по весу алюминия, выбран из никелевых сплавов, содержащих от около 0,4% до около 1,2% по весу бора.
В другом предпочтительном варианте осуществления предусмотрена дополнительная стадия механической обработки переходного слоя до равномерной толщины 0,3 мм или более.
В другом предпочтительном варианте осуществления с целью восстановления основного металла и улучшения механических свойств сварного шва ремонтируемый компонент двигателя подвергают горячему изостатическому прессованию до сварки или после нанесения переходного слоя или после нанесения устойчивого к окислению верхнего слоя в зависимости от состояния основного металла.
В другом предпочтительном варианте осуществления с целью улучшения свариваемости и обеспечения вакуумной очистки компоненты газотурбинного двигателя подвергают термической обработке путем отжига в вакууме или защитной среде, предпочтительно в водороде до нанесения переходного слоя.
Чтобы упростить применение автоматической сварки и плакирования, а также обеспечить непосредственное нанесение устойчивого к окислению верхнего слоя на ремонтируемый участок, срезают дефектный металл с кромки лопатки по меньшей мере на 0,25 мм ниже уровня типичного ремонтируемого повреждения лопатки турбины, что позволяет наносить устойчивый к окислению верхний слой при последующем ремонте непосредственно на ранее нанесенный переходной слой.
В предпочтительных вариантах осуществления с целью улучшения свойств основного металла и наплавного металла подвергают лопатку турбины послесварочной термической обработке, выбранной из отжига, дисперсионного твердения основного металла или того и другого или снятия напряжений с использованием параметров, выбранных из числа параметров, заданных для основного металла.
В одном из предпочтительных вариантов осуществления настоящего изобретения сварка плавлением происходит при температуре окружающей среды.
Тем не менее, в другом варианте осуществления сварка плавлением может при необходимости происходить с предварительным нагревом до температуры от около 600°С до около 1100°С с учетом свариваемости основного металла и статистики процента брака.
Предпочтительные варианты осуществления настоящего изобретения могут применяться для ремонта и изготовления компонентов газотурбинного двигателя из монокристаллических, полученных методом направленной кристаллизации, равноосных суперсплавов на основе никеля, кобальта и железа.
Все предпочтительные варианты осуществления могут применяться для ремонта и изготовления компонентов газотурбинного двигателя, выбранных из сопловых направляющих лопаток (NGV), лопаток компрессора, лопаток компрессора высокого давления (НРС), лопаток турбины высокого давления (НРТ), лопаток турбины низкого давления (LPT), кожухов, уплотняющих сегментов, корпусов, мембран, камер сгорания, внутренней облицовки камер сгорания, топливных форсунок, трубопроводов аэротурбин и промышленных газотурбинных двигателей.
Настоящее изобретение является дальнейшим усовершенствованием способа ремонта компонентов газотурбинного двигателя на основе применения наплавных металлов, впервые описанного в находящихся на рассмотрении патентных заявках компании Liburdi Engineering Ltd WO 2015095949, CA 2850698 (CN 104511702 (A)), PCT/CA 2014/000752 и WO 2014063222. Применение содержащих бор вязких наплавных металлов для нанесения переходного слоя, последующая диффузионная термическая обработка и нанесение содержащего кремний устойчивого к окислению верхнего слоя является ключевыми стадиями получения не имеющих трещин деталей с повышенной стойкостью к окислению, которые отличают настоящее изобретение от уровня техники.
Настоящее изобретение обладает следующими преимуществами.
Было обнаружено, что данный способ позволяет получать не имеющие трещин сварочные швы при температуре окружающей среды у большинства поликристаллических, полученных методом направленной кристаллизации и монокристаллических суперсплавов с высоким содержанием гамма-штрих фазы со снижением затрат, повышением производительности и улучшением состояния и безопасности условий работы.
Отремонтированные компоненты двигателя обладают повышенной стойкостью к окислению, которая превосходит стойкость к окислению большинства основных металлов за счет добавления кремния и оптимизации соотношения Al-Si-Cr.
Краткое описание чертежей
На Фиг. 1 показаны микрофотографии зоны сплавления у образца для испытания из сплава IN738 с переходным слоем, полученным способом GTAW-MA, и проиллюстрировано смыкание трещин ликвационного растрескивания в ОШЗ междендритовыми эвтектическими структурами первого отличающегося присадочного металла из сплава 3669-6 В во время отверждения сварочной ванны.
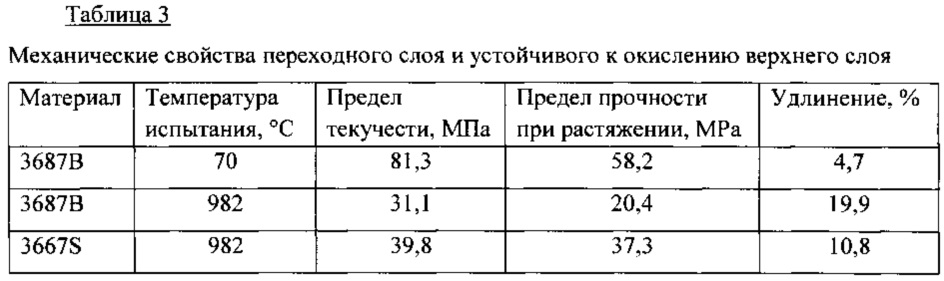
На Фиг. 2 показана микроструктура не имеющей трещин околошовной зоны задней кромки лопатки промышленного газотурбинного двигателя (IGT) из полученного методом направленной кристаллизации суперсплава GTD 111 и проиллюстрирован полученный способом GTAW-MA переходный слой, в котором первый отличающийся присадочный металл из сплава 3687 В примыкает к основному металлу, и устойчивый к окислению верхний слой, полученный с использованием второго отличающегося присадочного металла из сплава 3667S.
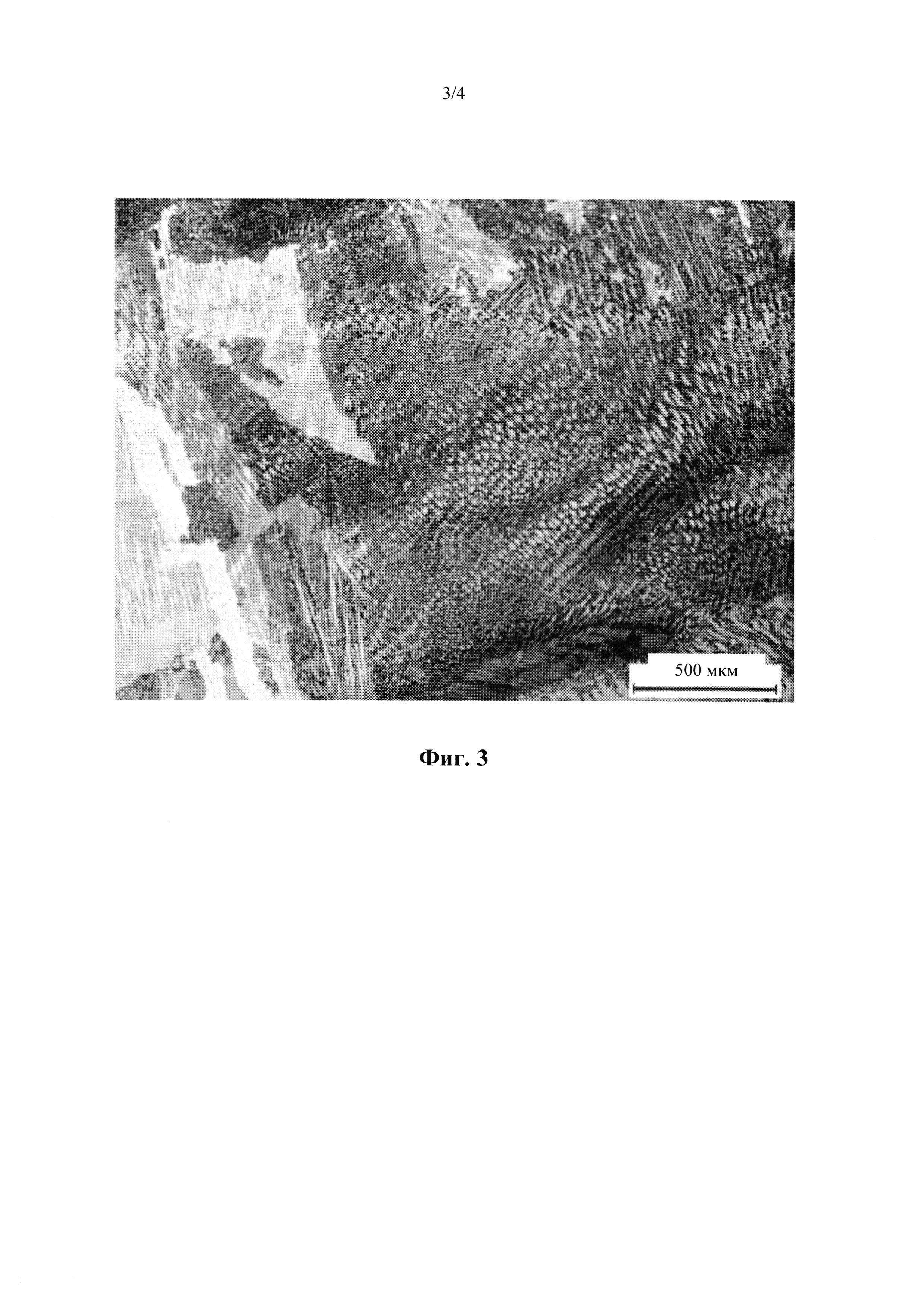
На Фиг. 3 показана не имеющая дефектов микроструктура устойчивого к окислению верхнего слоя, полученная с использованием второго отличающегося присадочного металла из сплава 3667S при 500-кратном увеличении.
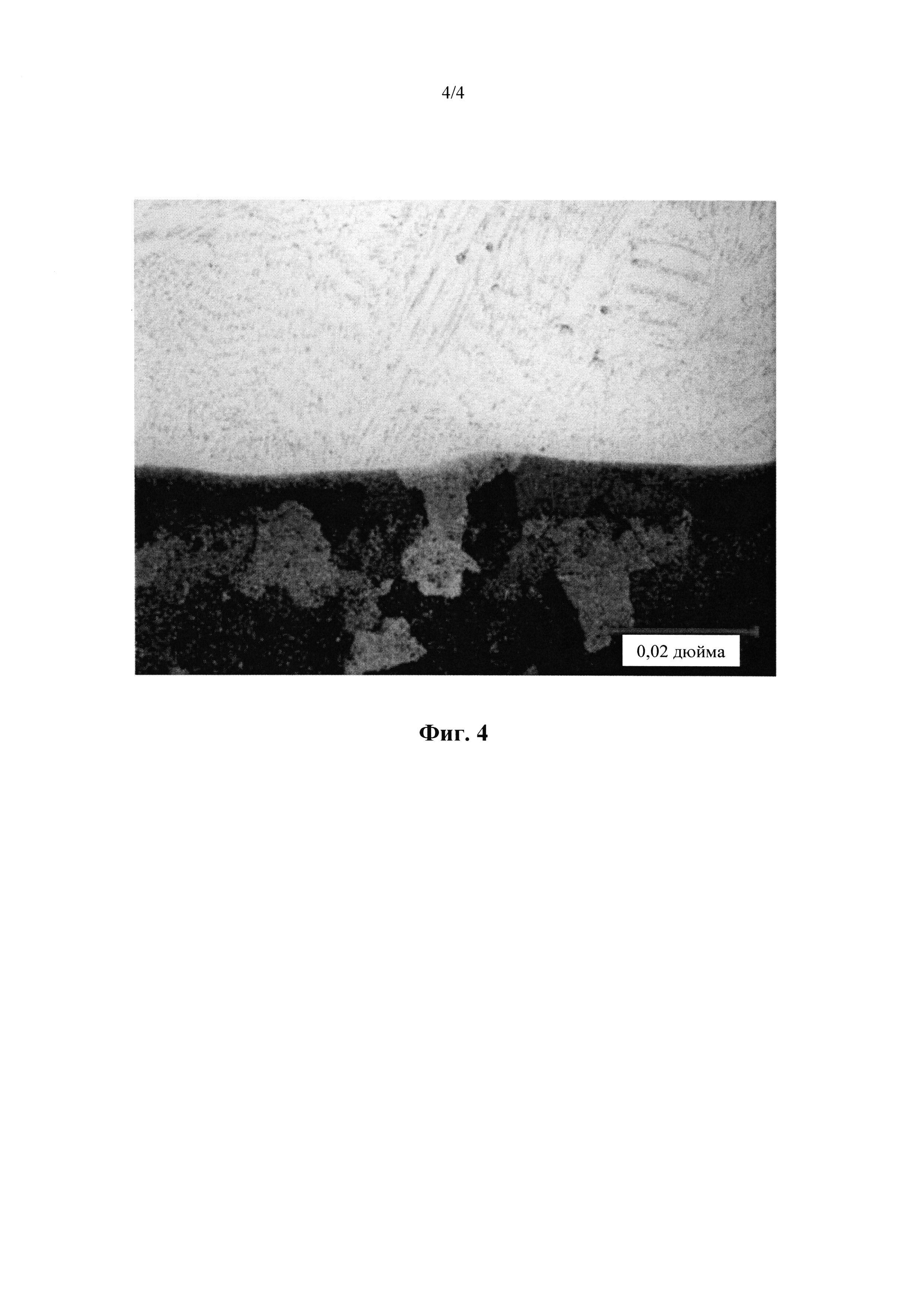
На Фиг. 4 показана микрофотография не имеющей трещин ОШЗ и переходного слоя, полученного способом GTAW-MA с использованием первого отличающегося присадочного металла из сплава 3669-6В.
Стандартные сокращения
AMS - Технические требования к аэрокосмическим материалам (стандарты)
ASTM - Американское общество специалистов по испытаниям и материалам (стандарты)
AWS - Американское общество специалистов по сварке (стандарты)
OEM - Изготовитель комплектного оборудования
NDT - Неразрушающее испытание
PWHT - Послесварочная термическая обработка
ОШ3-Околошовная зона
IGT - Промышленный газотурбинный двигатель
LPT - Турбина низкого давления
HPT - Турбина высокого давления
НРС - Компрессор высокого давления
NGV - Сопловая направляющая лопатка
GTAW - Дуговая сварка вольфрамовым электродом в защитном газе
PAW - Плазменная сварка
MPW - Микроплазменная сварка
LBW - Сварка лазерным лучом
EBW - Электронно-лучевая сварка
HIP - Горячее изостатическое прессование
EDM - Электроэрозионная обработка
ЕМ - Руководство по эксплуатации двигателя
SPM - Стандартное практическое руководство
UTS - Предел прочности при растяжении
DS - Полученный методом направленной кристаллизации (сплав или материал)
ТЕ - Задняя кромка сопловых направляющих лопаток и лопастей
LE - Передняя кромка сопловых направляющих лопаток и лопастей
DTA - Дифференциальный термический анализ
EDS - Рентгеновская спектроскопия методом энергетической дисперсии
ЕРМА - Электронно-зондовый микроанализ
Глоссарий и термины (определения)
Сплавы - соединения, состоящие из смеси двух или более металлов.
Суперсплавы - металлические материалы, обладающие стойкостью к окислению и механическими свойствами для эксплуатации при повышенных температурах.
Суперсплавы на основе никеля - материалы, в которых содержание никеля превышает содержание других легирующих элементов.
Деформируемые никелевые сплавы - сплавы на основе никеля, которые были повергнуты сгибанию, чеканке, ковке или физической деформации для придания желаемой формы. Деформируемые никелевые сплавы часто сваривают в таких же условиях, как и сталь определенных типов.
Литые никелевые сплавы - сплавы, содержащие никель, которые были залиты в пресс-форму и охлаждены до твердого состояния.
Основной металл - один из двух или более металлов, свариваемых друг с другом с целью формирования сварного соединения.
Растрескивание - трещины, которые образуются в сварном соединении во время или после завершения отверждения сварочной ванны.
Вязкость - способность металлов и сплавов к прокатке, вытягиванию или формованию без разрушения.
Твердость - способность металлов и сплавов сопротивляться вдавливанию, внедрению и царапанию.
Термическая обработка - процессы регулируемого нагрева и охлаждения, используемые для изменения структуры металла и его физических и механических свойств.
Термическая обработка с образованием твердого раствора - способ термической обработки, который применяется для нагрева сплавов до конкретной температуры на определенный период времени, достаточный для растворения одного или нескольких легирующих элементов в твердом растворе и затем их быстрого охлаждения.
Дисперсионное твердение - твердение, вызванное осаждением легирующего элемента из перенасыщенных твердых растворов.
Термическая обработка методом дисперсионного твердения - искусственное дисперсионное твердение, при котором легирующий элемент осаждается из перенасыщенного твердого раствора вследствие нагрева и воздействия высокой температуры.
Многостадийная термическая обработка методом дисперсионного твердения -процесс, при котором в процессе термической обработки постепенно снижается температура с целью достижения желаемой морфологии осаждения и свойств суперсплавов.
Первичное дисперсионное твердение - первая высокотемпературная стадия многостадийной термической обработки методом дисперсионного твердения.
Вторичное дисперсионное твердение - вторая стадия многостадийной термической обработки методом дисперсионного твердения, протекающая при более низкой температуре, чем температура первичного дисперсионного твердения выбранного суперсплава.
Горячее изостатическое прессование (HIP) - одновременное воздействие высокой температурой и давлением на металлы и другие материалы в течение заданного количества времени с целью улучшения их механических свойств.
Избыточное дисперсионное твердение - дисперсионное твердение во временных и температурных условиях, превышающих условия, требуемые для достижения максимального изменения определенных свойств, в результате чего свойство изменяется в направлении исходной величины, что применимо, в частности, к изменению свойств компонентов газотурбинного двигателя из дисперсионно твердеющих суперсплавов при эксплуатации в условиях высокой температуры.
Диффузионная термическая обработка - нагрев с целью распределения легирующего элемента, в частности, бора в твердом, в частности, основном металле для придания однородности составу всех элементов, в частности, наплавного и основного металла компонента двигателя.
Закалка в аргоне - введение аргона в вакуумную камеру термической обработки при температуре отжига, в результате чего происходит быстрое охлаждение сплавов до температуры окружающей среды.
Свариваемость - способность металла к сварке в заданных условиях с образованием конкретной приемлемой структуры и демонстрация удовлетворительных характеристик при предполагаемом применении.
Несвариваемые материалы - материалы, которые не поддаются процессам сварки плавлением при температуре окружающей среды.
Порошковый флюс для сварки - наплавной металл в форме порошка, который добавляют при получении сварных или плакированных швов.
Сварочная проволока - наплавной металл в форме проволоки, который добавляют при получении сварных или плакированных швов.
Сварочные электроды - сварочная проволока, разрезанная на отрезки стандартной длины.
Плакирование - процесс нанесения относительно толстого слоя (>0,5 мм (0,02 дюйма)) наплавного металла и/или композиционного порошкового флюса для сварки с целью улучшения износостойкости и/или коррозионной стойкости или других свойств и/или восстановления требуемых размеров детали с минимальным внедрением в основной металл.
Сварное соединение - локализованное сцепление металлов или неметаллов, полученное путем нагрева материалов до температуры сварки с применением или без применения давления или путем применения только давления с использованием или без использования наплавного металла.
Наплавленный валик - сварное соединение, выполненное за сварочный проход.
Околошовная зона (ОШЗ) - участок основного металла, который не был расплавлен, но механические свойства или микроструктура которого изменилась под действием тепла сварки.
Разбавление - изменение химического состава наплавного металла вследствие примешивания основного металла или предыдущего наплавленного металла в наплавленный валик, которое измеряется в процентах основного металла или предыдущего наплавленного металла в наплавленном валике.
Сварка - способы соединения материалов, используемые с целью получения сварных соединений.
Сварка плавлением - способ сварки путем плавления основного металла с целью получения сварного соединения.
Дуговая сварка вольфрамовым электродом в защитном газе (GTAW) - согласно определению AWS способ дуговой сварки, который обеспечивает сцепление металлов путем их нагрева дугой между вольфрамовым (неплавким) электродом и изделием, также называемым основным металлом. Защита обеспечивается с помощью газа или смеси газов. Необязательно может использоваться давление и присадочный металл.
Плазменная сварка (PAW) - согласно определению AWS способ дуговой сварки, которая обеспечивает сцепление металлов путем их нагрева сжатой дугой между электродом и изделием (основным металлом), также известной как дуга прямого действия, или между электродом и суживающим соплом, также известной как дуга косвенного действия.
Сварка лазерным лучом и плакирование (LBW) - согласно определению AWS способ сварки, которая обеспечивает сцепление материалов за счет тепла, получаемого в результате воздействия сконцентрированного когерентного светового луча, падающего на соединение или основной металл, соответственно.
Сварочный проход - однократное выполнение операции сварки или плакирования вдоль соединения, покрытия, полученного наплавкой с помощью дуговой сварки, или подложки. Результатом прохода является наплавленный валик, слой или металлизационное покрытие.
Многопроходное плакирование и сварка - сварное соединение, формируемое за два или более проходов.
Дефекты сварки - нарушения непрерывности, которые по своей природе или в результате накопления лишают деталь или изделие способности соответствовать минимальным приемлемым стандартам или техническим условиям приемки.
Нарушение непрерывности - прерывание типичной структуры наплавленного металла, такое как отсутствие однородности механических, металлургических или физических характеристик основного или наплавленного металла.
Линейное нарушение непрерывности - дефекты сварки с соотношение длины и ширины 3:1 или более.
Трещина - нарушение непрерывности типа разрыва, которое характеризуется острым краем и большим соотношением длины и ширины, обычно более 3:1.
Усадка при затвердевании - уменьшение объема металла во время отверждения.
Растрескивание - небольшие нарушения непрерывности типа трещин лишь с незначительным разделением (расхождением) поверхностей разрыва. Для обозначения их относительного размера используются префиксы ʺмакроʺ или ʺмикроʺ.
Сварочная ванна - локализованный объем расплавленного металла в сварном соединении до его отверждения.
Карбиды - соединения углерода и менее электроотрицательного элемента. Углерод способен образовывать карбиды с металлами (такими как хром, молибден, тантал, титан, вольфрам и другие металлы групп IVB, VB и VIB) и неметаллами (такими как бор, кальций или кремний). Карбиды металлов характеризуются исключительно твердостью и устойчивостью к высоким температурам.
Бориды - соединения двух элементов, более электроотрицательным из которых является бор. Бор образует бориды с металлами и неметаллами.
Гамма (γ) фаза - непрерывная матрица (называемая гамма-матрицей), являющаяся гранецентрированной кубической (fcc) никелевой аустенитной фазой обычно с высоким процентным содержанием элементов со структурой твердого раствора, таких как Со, Cr, Мо и W.
Аустенит - твердый раствор одного или нескольких элементов в гранецентрированной кубической фазе.
Гамма-штрих (γ') фаза - основная упрочняющая фаза в никелевых суперсплавах, являющаяся соединением никеля и алюминия или титана (Ni3Al или Ni3Ti), которая когерентно выкристаллизовывается в аустенитной гамма-матрице.
Предел прочности при растяжении (UTS) - сопротивление материала продольному напряжению, измеренное как минимальная величина продольного напряжения, требуемая для разрыва материала.
Предел текучести - способность металла выдерживать постепенно нарастающее усилие без постоянной деформации.
(Характеристики) ползучести - тенденция твердого материала медленно перемещаться или постоянно деформироваться под влиянием напряжений. Ползучесть имеет место, когда металла испытывает постоянную растягивающую нагрузку при повышенной температуре.
Испытания на разрыв - испытания согласно стандарту ASTM Е139, которые проводятся путем приложения постоянной нагрузки к растягиваемому образцу, у которого поддерживают постоянную температуру. Испытания на разрыв проводят аналогично испытаниям на ползучесть, но при более высоком уровне напряжений до момента разрушения образца, и определяют время до разрушения. Время до разрушения при заданной нагрузке используется для определения свойств материалов при разрыве.
Сопротивление разрыву - номинальное напряжение, возникающее в материале при разрыве, которое не обязательно равно пределу прочности.
Рекристаллизация - образование новой недеформированной зернистой структуры из существующей структуры, которое обычно сопровождается ростом зерен во время нагрева.
Температура рекристаллизации - приблизительная температура, при которой в течение заданного времени происходит полная рекристаллизация существующей зернистой структуры.
Не имеющее трещин сварное соединение - наплавленные валики без линейных признаков с соотношением длины и ширины 3:1 или более, обнаруженных в результате неразрушающего испытания или металлографического исследования сварных соединений при вплоть до 100-кратном увеличении.
Дифференциальный термический анализ (DTA) - метод термического анализа, сходный с дифференциальной сканирующей калориметрией, в котором подвергают исследуемый образец и инертный эталон идентичным термическим циклам и регистрируют любые различия между температурой образца и эталона. Затем представляют эти различия в температуре в виде графика зависимости от времени или температуры (кривой DTA или термограммы). Могут выявляться происходящие в образце экзотермические или эндотермические изменения относительно инертного эталона.
График DTA - кривая, обеспечивающая данные об изменения, произошедших в образце, таких как плавление, отверждение, фазовое превращение и сублимация. Область под вершиной кривой DTA отображает изменение энтальпии и не подвержена влиянию со стороны теплоемкости образца.
Рентгеновская спектроскопия методом энергетической дисперсии (EDS) - аналитический метод, применяемый с целью элементного анализа или определения химических характеристик образца.
Электронный микрозондовый анализатор (ЕМРА) - прибор, используемый для определения неразрушающим путем химического состава небольших объемов твердых материалов.
Подробное описание настоящего изобретения
Лопатки НРТ и LPT и другие компоненты аэротурбин и промышленных газотурбинных двигателей изготавливают из суперсплавов, которые представляют собой материалы, полученные методом направленной кристаллизации, и монокристаллические материалы с низкой вязкостью, обеспечивающей отличные свойства ползучести и сопротивления разрыву. Тем не менее, из-за низкой вязкости этих материалов повышается предрасположенность их к растрескиванию, что препятствует приспособляемости к остаточным напряжениям посредством пластической деформации. Кроме того, большинство равноосных и полученных методом направленной кристаллизации суперсплавов, включая наиболее распространенные сплавы GTD111 и IN738, предрасположены к ликвационному растрескиванию в ОШЗ по линии сплавления.
В способе согласно настоящему изобретению решена проблема растрескивания основного металла и в то же время повышена стойкость к окислению отремонтированных лопаток турбины путем применения для нанесения переходного слоя содержащего бор первого отличающегося вязкого присадочного металла, который за счет бора имеет более низкую температуру солидуса, чем у основного металла, предотвращения перегрева основного металла и обеспечения самовосстановления трещин за счет перераспределения междендритовых эвтектических структур капиллярными силами. В результате диффузионной термической обработки, которая осуществляется после нанесения переходного слоя, бор диффундирует в основной металл по линии сплавления и тем самым повышает его сопротивление растрескиванию. За счет нанесения устойчивого к окислению верхнего слоя с использованием второго отличающегося присадочного металла с кремниевыми добавками и оптимизированным соотношением Al-Si-Cr обеспечивается повышенная стойкость к окислению отремонтированных компонентов. В результате термической обработки компонентов газотурбинного двигателя, выбранной из HIP, отжига и дисперсионного твердения или сочетания всего перечисленного, а также PWHT восстанавливаются первоначальные свойства основного металла.
Способ согласно настоящему изобретению раскрыт на примере ремонта лопаток турбины, изготовленных из равноосного суперсплава GTD111 и далее на примере ремонта реальных компонентов двигателя, изготовленных из равноосных и полученных методом направленной кристаллизации (DS) суперсплавов GTD111 и IN738. Эти материалы выбраны в качестве примеров с учетом их высокой чувствительности к перегреву, подверженности ликвационному растрескиванию в ОШЗ и широкому применению для изготовления лопаток НРТ и NGV промышленных газотурбинных двигателей.
Перед ремонтом с применением сварки с лопатки турбины удаляют защитное покрытие и очищают ее в соответствии с применимой стандартной практикой.
После очистки лопатку турбины подвергают флюоресцентной дефектоскопии (FPI) согласно стандарту AMS2647 и размерному контролю с последующим стачиванием тонкого края с целью удаления дефектного материала и обнаружения не содержащего дефектов основного металла. В случае автоматической сварки равномерно удаляют дефектный материал путем стачивания до максимальной глубины трещин или до уровня по меньшей мере на 0,25 мм глубже типичной глубины трещин, чтобы обеспечить непосредственный ремонт с применением сварки с использованием второго отличающегося присадочного металла во время дальнейшего ремонта. В случае ручной сварки отдельные трещины могут удаляться путем обдирки.
Осуществляют оценку состояния основного металла методом испытания на сопротивление внутреннему давлению с целью оптимизации объема ремонтных работ и последовательности операций. Разрезают по меньшей мере одну лопатку из каждого комплекта с целью получения образцов для испытания на сопротивление внутреннему давлению согласно стандарту ASTM Е-8. Проводят испытание этих образцов на сопротивление внутреннему давлению согласно стандарту ASTM Е-139.
В случае значительного ухудшения свойств, в особенности, вязкости основных металлов вследствие ползучести и образования микропустот в компонентах двигателя, подверженных высоким напряжениям и температуре, осуществляют HIP до сварки. Нагревают лопатки турбины в инертном газе, обычно аргоне, который обеспечивает равномерное изостатическое давление во всех направлениях. В результате этого материал становится "пластичным", и пустоты разрушаются под действием перепада давлений. Происходит диффузионное связывание поверхностей пустот друг с другом и эффективное устранение дефектов с достижением близкой к теоретической плотности и одновременным улучшением механических свойств лопаток. Параметры HIP обычно указаны в различных справочниках, применимых технических условиях OEM и многочисленных публикациях. Например, HIP суперсплава GTD111 осуществляют при температуре, превышающей температуру отжига, как описано в статье Panyawat Wangyao, Viyaporn Krongtong, Weerasak Homkrajai и др., "ОМ Study of Effect of HIP and Heat Treatments on Microstructural", Journal of Metals, Materials and Minerals, том 17, №1,стр. 87-92, 2007 г.
С целью вакуумной очистки после HIP в течение 1 часа осуществляют термическую обработку лопаток турбины из суперсплава GTD111 путем отжига при температуре 1000°С. В результате HIP с последующим отжигом вязкость основного металла восстанавливается до уровня, при котором основной металл способен без растрескивания выдерживать термические напряжения вследствие сварки с использованием первого отличающегося присадочного металла со сниженной температурой солидуса и высокой вязкостью.
Нанесение переходного слоя осуществляют по меньшей мере с использованием сварки плавлением, выбранной из лазерной, микроплазменной, плазменной, электронно-лучевой сварки и дуговой сварки вольфрамовым электродом в защитном газе, и первого отличающегося присадочного металла, содержащего согласно предпочтительному варианту осуществления от около 10% до 25% по весу Сг, от около следового количества до 10% по весу Со, от около следового количества до 1,5% по весу Аl, от около следового количества до 20% по весу Fe, от около следового количества до 1% по весу Si, от около следового количества до 0,2% по весу С, от около следового количества до около 3,5% по весу Ti, от около 0,05% до около 1,2% по весу В, по меньшей мере один из элементов, выбранных из ниобия, молибдена и вольфрама в общем количестве от около 2% до 25% по весу и остальное никель с примесями. Содержание бора в первом присадочном металле зависит от содержания алюминия в основном металле. Сплав GTD111 содержит 3,5% по весу Al. Как было установлен путем экспериментов, чтобы исключить ликвационное растрескивание GTD111 в ОШЗ и получить достаточно вязкие сварные соединения путем ручной GTAW, обеспечивающей приспособляемость к остаточным напряжениям посредством пластической деформации наплавленного металла, первый отличающийся присадочный металл должен содержать от около 0,4% до 1,2% по весу В, в частности, 21,5% по весу Сr, 9% по весу Мо, 3,7% по весу Nb, 0,5% по весу В, остальное никель и примеси согласно заявке РСТ/СА2014/000752, в которой описан сплав 3698-6 В. Другим известным первым отличающимся присадочным металлом в форме сварочной проволоки для ручной и автоматической GTAW и LBW является никелевый сплав 3687 В с химическим составом согласно заявке WO 2014063222, содержащий 0,5% по весу В, 0,2% по весу С и другие легирующие элементы.
С целью улучшения свариваемости основного металла осуществляют снятие напряжений и сводят к минимуму диффузию бора из переходного слоя в устойчивый к окислению верхний слой, после нанесения переходного слоя подвергают деталь диффузионной термической обработке при температуре выше температуры термической обработки основного металла методом дисперсионного твердения, но ниже температуры начала плавления основного металла, или комбинированной диффузионной термической обработке и термической обработке методом первичного дисперсионного твердения. Путем экспериментов было обнаружено, что при температуре 1205-1220°С в течение двух часов наблюдалась достаточная диффузия бора в основной металл на глубину 0,3-1 мм с последующим первичным дисперсионным твердением лопатки из сплава GTD111 по аналогии со сплавом IN738, как описано в справочнике Matthew J. Donachie и Stephen J. Donachie, Superalloys, "A Technical Guide", второе издание, ASM International, 2002 г., стр. 141. После диффузионной термической обработки и термической обработки методом первичного дисперсионного твердения подвергают край лопатки механической обработке с целью обеспечения близкой к равномерной толщины переходного слоя с последующей FPI сварного соединения и ОШЗ. Первый присадочный металл содержит 0,5% по весу бора. Поскольку бор является депрессорной присадкой, понижающей температуру плавления, в результате отверждения сварочной ванны образуется структура композиционного типа, которая содержит высокотемпературную взаимосвязанную решетку из высокотемпературных дендритов и низкотемпературных междендритовых эвтектических структур.
По данным DTA температура солидуса эвтектических структур в сплаве 3669-6 В равна 1201,45°С, что значительно ниже, чем температура солидуса сплава IN738, составляющая около 1284°С, а температура солидуса высокотемпературных дендритов с содержанием бора около 0,03% по весу В равна 1295,4°С. По данным EDS содержание бора в междендритовых эвтектических структурах и боридах составляет около 0,9% по весу в сваренном состоянии и увеличивается до 9,5% по весу после диффузионного цикла и первичного дисперсионного твердения.
Температура солидуса дендритов превышает даже температуру солидуса основного металла, что делает сварные соединения, полученные с использованием первого отличающегося присадочного металла, исключительно стабильными при высокой температуре. Как показано на Фиг. 1, за счет большого количества низкотемпературных эвтектических структур во время отверждения сварочной ванны обеспечивается самовосстановление ликвационных микротрещин по линии сплавления под действием капиллярных сил. Соответственно, несмотря на высокую температуру солидуса дендритов, образующих наплавленный металл, как наплавленный металл, так и ОШЗ основного металла не имеют трещин, образующихся вследствие отверждения сварочной ванны. Кроме того, как описано в Примере 1, материал переходного слоя обладает отличной вязкостью, улучшающей приспособляемость к отверждению и термическим напряжениям посредством пластической деформации наплавленного металла.
Первичное дисперсионное твердение не вызывает снижение вязкости переходного слоя из-за пренебрежимо малого содержания образующих гамма-штрих фазу элементов, таких как алюминий и титан в первом отличающемся присадочном металле. Первичное дисперсионное твердение осуществляется в течение двух часов с последующей закалкой в аргоне до температуры окружающей среды.
После FPI лопатки турбины подвергают энергичному обезжириванию согласно применимым стандартным техническим условиям, визуальному и размерному контролю.
Для нанесения устойчивого к окислению верхнего слоя применяют автоматическую LBW или MPW с использованием второго отличающегося присадочного металла в порошковой форме. Ручная GTAW-MA является более технологичной и рентабельной при использовании сварочной проволоки. Из-за сложности экструзии высокопрочных гамма-штрих суперсплавов значительно более рентабельной является лазерная или микроплазменная сварка с использованием присадочного металла в форме порошкового флюса.
Было обнаружено, что для обеспечения разумной стоимости второго отличающегося присадочного металла в форме порошкового флюса для сварки и сварочной проволоки из сплава 3669-В, он должен содержать около 3,5% по весу Al при следующем содержании других легирующих элементов: около 14% по весу Cr, 10% по весу Со, 3,5% по весу Мо, 4,5% по весу W, 0,15% по весу С, 0,02% по весу В и 1,1% по весу Si, остальное Ni и примеси, как описано в заявке WO 2015095949. Как описано в Примере 1, сварные соединения, полученные с использованием этого присадочного металла при температуре 995°С, имели в 4-5 раз более высокую стойкость к окислению, чем сплав GTD111. В случае ремонта с применением автоматической LBW или МРВ или EBW лучшие результаты при ремонте таких компонентов, как и узлы сопловых направляющих лопаток турбин высокого и низкого давления, были получены при использовании второго отличающегося присадочного порошка из сплава 3667S на основе никеля с содержанием бора около 0,1% по весу и кремния 1,8% по весу, предпочтительной для жарких и неблагоприятных климатических условий, и присадочного порошка из сплава 3653BS с содержанием бора 0,2% по весу и кремния 1,2% по весу, остальное никель и примеси.
После нанесения устойчивого к окислению верхнего слоя с использованием второго отличающегося присадочного металла, выбранного с учетом условий эксплуатации, свариваемости основного металла и требований к механическим свойствам и стойкости к окислению сварных соединений, компоненты газотурбинного двигателя подвергают термической обработки методом вторичного дисперсионного твердения с использованием параметров, выбранных из параметров, заданных для основного металла. Термическая обработка суперсплава GTD111 методом вторичного дисперсионного твердения осуществляется в вакууме или защитной среде при температуре 845°С в течение двадцати четырех (24) часов с последующей закалкой в аргоне. При термической обработке методом дисперсионного твердения при температуре 845°С не происходит значительной диффузии бора из переходного слоя в устойчивый к окислению верхний слой, обеспечивающий превосходные свойства края лопатки в условиях воздействия высоких температур.
После термической обработки отремонтированный участок подвергают механической обработке до требуемых размеров с использованием EDM, традиционного стачивания или ручного плавного сопряжения с последующим полированием и чистовым шлифованием аэродинамической поверхности.
Чтобы обеспечить соответствие всех отремонтированных компонентов двигателя установленным требованиям, осуществляют контроль размеров лопатки турбины согласно применимым стандартам ЕМ, а также FPI в соответствии со стандартом AMS2647 и рентгенодефектоскопию в соответствии со стандартом ASTM El92-04 или применимыми техническими условиями на ремонт.
Пример 1
Изготовили лопатку турбины из равноосного суперсплава GTD111, который крайне подвержен ликвационному растрескиванию в ОШЗ. Вогнутые и выпуклые участки аэродинамической поверхности были защищены стойким к окислению покрытием и способны выдерживать условия эксплуатации без значительного повреждения основного металла. Тем не менее, незащищенный тонкий край лопатки подвержен сильному окислению. Отремонтировали лопатку турбины, как описано в предпочтительных вариантах осуществления настоящего изобретения, способом ручной GTAW-MA при сварочном токе около 60-80 ампер и напряжении дуги 12-14 вольт с применением двух отличающихся присадочных металлов. Для защиты области сварки использовали аргон.
Получили образцы для механического испытания с использованием таких же параметров сварки, первого отличающегося вязкого присадочного металла в форме сварочной проволоки из сплава 3698-6В с содержанием 0,4% по весу бора и второго отличающегося присадочного металла в форме сварочной проволоки из сплава 3669-S1 со стойкостью к окислению, повышенной путем оптимизации содержания алюминия, хрома и кремния.
Провели испытания на растяжение образцов, изготовленных из основного металла, переходного слоя и устойчивого к окислению верхнего слоя, при 20°С и 982°С, чтобы оценить способность переходного слоя приспосабливаться к остаточным напряжениям посредством пластической деформации во время сварки и препятствовать образованию центров кристаллизации и распространению термоусталостных трещин в условиях эксплуатации. Испытания на растяжение образцов при комнатной температуре проводились согласно стандарту ASTM Е-8, а при температуре 982°С - согласно стандарту ASTM Е-21.
Провели испытания на циклическое окисление с использованием образцов диаметром 5 мм и длиной 25 мм, извлеченных из сварных соединений. Осуществили 500 циклов нагрева образцов до 995°С на воздухе с последующим выдерживанием в течение 50 минут при этой температуре и охлаждением на воздухе до температуры ниже 400°С.Определили вес образцов до и после испытаний.
Оценка механических свойств подтвердила, что основной металл может выдерживать нанесение переходного слоя способом стандартной GTAW-MA при температуре окружающей среды с использованием первого отличающегося присадочный металл из сплава 3698-6В. Соответственно, не потребовалось ни HIP, ни термическая обработка путем отжига.
Осуществили диффузионную термическую обработку в течение двух часов при температуре отжига основного металла с последующей закалкой в аргоне и первичным дисперсионным твердением в вакууме после нанесения переходного слоя толщиной около 3 мм.
После первичного дисперсионного твердения подвергли образец FPI, механической обработке переходного слоя до толщины около 1,6 мм и стандартному обезжириванию. Нанесли устойчивый к окислению верхний слой толщиной около 2,5 мм за два прохода GTAW-MA с использованием второго отличающегося присадочного металла в форме сварочной проволоки из сплава 3669-S1 диаметром 1,14 мм с последующим вторичным дисперсионным твердением в вакууме при температуре of 845°С в течение 24 часов. Также выполнили сварку устойчивых к окислению верхних слоев при температуре окружающей среды.
Оценили качество сварных соединений путем NDT с использованием стандартной FPI и рентгенодефектоскопии. Также подвергли контрольный образцы и одну лопатку из комплекта разрушающему испытанию путем излечения из задней кромки и средней части тонкого края двух образцов длиной около 18-22 мм с целью металлографического исследования. Контрольные образцы успешно прошли металлографическое исследование. Сварные соединения и ОШЗ не имели трещин и отвечали стандарту на условия приемки.
На завершающей стадии ремонта подвергли венец лопатки механической обработке и контролю размеров. Подвергли контрольные образцы испытанию на растяжение, чтобы оценить процедуру ремонта.
Как следует из Таблицы 1, переходной слой имел высокую вязкость при комнатной температуре и превосходную вязкость, значительно превышающую вязкость основного металла, при температуре 982°С.Устойчивый к окислению верхний слой имел отличную прочность на растяжение и вязкость при 20°С и 982°С, а также превосходную стойкость к окислению, превышающую стойкость к окислению основного металла при температуре 995°С, как показано в Таблице 2.
По данным NDT сварочные соединения отвечали стандартам на условия приемки.
Испытание отремонтированных лопаток в условиях эксплуатации двигателей продемонстрировало превосходную устойчивость отремонтированного участка к термоусталостному растрескиванию за счет высокой вязкости переходного слоя и высокой стойкости к окислению верхнего слоя, которая была усилена путем оптимизации соотношения Al-Si-Cr.


Пример 2
Изготовили лопатки турбины нового поколения для промышленного газотурбинного двигателя из полученного методом направленной кристаллизации усовершенствованного суперсплава GTD111 с более высокой прочностью в радиальном направлении и более высокой устойчивостью к осевому растрескиванию, что дало возможность использовать для нанесения переходного слоя способом GTAW первый присадочный металл в форме сварочной проволоки из сплава 3687В согласно предпочтительному варианту осуществления, который содержал 0,5% по весу В, 0,2% по весу С и другие легирующие элементы.
Подвергли основной металл длительной эксплуатации до состояния, выходящего за пределы стандартного ремонтопригодного состояния. Соответственно, чтобы восстановить основной металл, осуществили обработку лопаток путем HIP с последующим вакуумным отжигом после подготовки тонких концов непосредственно перед сваркой. Нанесли переходный слой способом GTAW-MA, параметры которого описаны в Примере 1, с использованием первого отличающегося присадочного металла в форме сварочной проволоки из сплава 3687В. После сварки выровняли переходной слой путем механической обработки для нанесения устойчивого к окислению верхнего слоя способом LBW с использованием второго отличающегося присадочного порошка. После нанесения переходного слоя осуществили диффузионную термическую обработку и термическую обработку лопатки методом первичного дисперсионного твердения с тем, чтобы исключить диффузию бора в устойчивый к окислению верхний слой во время окончательной PWHT.
Для нанесения устойчивого к окислению верхнего слоя использовали второй отличающийся присадочный металл в форме порошка из сплава 3667S. Осуществили нанесение устойчивого к окислению верхнего слоя за три (3) прохода LBW с использованием системы Liburdi LAWS 500 при скорости сварки 1,5 мм/с, мощности лазерного луча 420 ватт, скорости подачи порошка 6,5 г/мин, скорости качаний лазерного луча 20 мм/с в защитной среде аргона. Получили контрольные образцы для механических испытаний с использованием таких же параметров сварки и термической обработки и присадочных металлов. Осуществили ремонт с применением сварки при температуре окружающей среды.
После нанесения устойчивого к окислению верхнего слоя в течение двадцати четырех (24) часов подвергли лопатки и контрольные образцы термической обработке методом вторичного дисперсионного твердения при температуре 845°С с последующим восстановлением тонкого края лопатки путем механической обработки, EDM и плавного сопряжения.
Осуществили окончательную флюоресцентную дефектоскопию, радиографический и размерный контроль, чтобы удостовериться в соответствии отремонтированных лопаток применимым технических условиям. Подвергли контрольные образцы испытанию на растяжение при 20°С и 982°С.Провели ускоренное испытание на циклическое окисление путем нагрева извлеченных из наплавленного металла образцов диаметром 5 мм и длиной 25 мм до температуры 1120°С, выдерживания при этой температуре в течение 60 минут с последующим охлаждением на воздухе до температуры ниже 400°С. Сравнили стойкость к окислению образцов и лопаток турбины из усовершенствованного материала для аэротурбин (ААТЕМ) с более высокой стойкостью к окислению, чем у полученного методом направленной кристаллизации сплава CDT111.
Также подвергли одну произвольно выбранную лопатку разрушающим испытаниям. Извлекли продольный образец из задней кромки. Извлекли поперечный образец из передней кромки. Отполировали оба образца до высоты неровностей 0,5 мкм и протравили с использованием стандартного травителя производства компании Marble. На Фиг. 2 показана структура не имеющего дефектов сварного соединения и основного металла, в частности, полученная методом направленной кристаллизации структура основных металлов, переходного слоя и устойчивого к окислению верхнего слоя. На Фиг. 3 показана микроструктура не имеющего дефектов устойчивого к окислению верхнего слоя с большим увеличением.

Пример 3
Осуществили ремонт NGV, изготовленной из трудно поддающегося сварке сплава IN738, чтобы продемонстрировать применимость способа согласно настоящему изобретению для восстановления аэродинамических поверхностей не вращающихся компонентов. В условиях эксплуатации происходит растрескивание и значительное истончение задней кромки (ТЕ) NGV вследствие эрозии и циклического температурного воздействия.
Перед ремонтом удалили алюминиевое покрытие с NGV, а затем осуществили химическую очистку и FPI. Удалили трещины и дефектный материал путем обдирки задней кромки (ТЕ) с последующей FPI, чтобы удостовериться в удалении трещин.
Чтобы улучшить свариваемость основного металла и очистить NGV до сварки, подвергли NGV вакуумному отжигу, как в случае сплава IN738.
Принимая во внимание небольшую номинальную толщину задней кромки (ТЕ), нанесли переходной слой с использованием первого отличающегося присадочного металла из сплава 3698-6В, а затем высокопрочный и устойчивый к окислению слой с использованием второго отличающегося присадочного металла из сплава 3653BS, содержащего всего около 0,2% по весу В и 1,2% по весу Si согласно предпочтительному варианту осуществления. За счет повышенного содержания бора в устойчивом к окислению верхнем слое и нанесения защитного алюминиевого покрытия на NGV, включая заднюю кромку, с целью снижения расходов и повышения производительности диффузионная термическая обработка была объединена в одном цикле с послесварочным отжигом, первичным и вторичным дисперсионным твердением.
Объединенные в одном цикле диффузионная термическая обработка, отжиг и первичное дисперсионное твердение осуществлялись в вакууме с использованием стандартного цикла термической обработки, как в случае сплава IN738. Для нанесения защитного алюминиевого покрытия использовали стандартную краску на основе алюминия согласно применимому руководству по эксплуатации двигателя во время вторичного дисперсионного твердения при температуре 845°С в течение 24 часов. Во время этой термической обработки алюминий диффундировал в основной металл, в результате чего образовалось алюминиевое покрытие, защищавшее основной металл и ремонтируемый участок от окисления в условиях эксплуатации.
После ремонта подвергли NGV стандартной FPI и размерному контролю согласно применимым стандартам на ремонт. Помимо этого, отобрали с ремонтируемых участков образцы для металлографической оценки. Данные металлографического исследования подтвердили результаты FPI. В сварном соединении и ОШЗ не было обнаружено трещин. На Фиг. 4 показана микрофотография, иллюстрирующая линию сплавления, основной металл и сварное соединение.
За счет снижения температуры солидуса междендритовых эвтектических структур, образовавшихся в сварных соединениях во время отверждения сварочной ванны, до более низкой температуры, чем температура солидуса сплава IN738, т.е. 1201,45°С и 1284,53°С, соответственно, было исключено растрескивание ОШЗ и сварных соединений, и обеспечивалось самовосстановление ликвационного растрескивания в зоне сплавления, как показано на Фиг. 1. В результате приспособляемости к остаточным напряжениям за счет переходного слоя с более высокой вязкостью, чем у сплава IN738 с высоким содержанием гамма-штрих фазы, исключено растрескивание вследствие напряжения и деформации. Достигнута более высокая стойкость к окислению путем оптимизации соотношения легирующих элементов в устойчивом к окислению верхнем слое. За счет комбинированного использования первого и второго отличающихся присадочных металлов обеспечена сварка при температуре окружающей среды, что отличает предпочтительный вариант осуществления от известного уровня техники, упрощена технология и снижена стоимость ремонта.
Реферат
Изобретение относится к ремонту компонентов газотурбинного двигателя, выполненного из суперсплава с высоким содержанием гамма-штрих фазы. После досварочной подготовки основного металла ремонтируемого компонента осуществляют нанесение переходного слоя путем сварки плавлением с использованием первого присадочного материала, на основе никеля, содержащего от около 0,05 до около 1,2 вес. % бора и другие легирующие элементы. Проводят термическую обработку переходного слоя, обеспечивающую диффузию бора в основной металл. На переходной слой наносят устойчивый к окислению верхний слой с использованием второго присадочного материала на основе никеля, содержащего, вес. %: 3-6 Аl, 0,5-6 Si, 12-25 Cr и другие легирующие элементы. Проводят послесварочную термическую обработку для снятия напряжений основного материала и восстановление геометрии отремонтированного участка. Использование отличающихся по составу присадочных материалов дает возможность проведения сварки плавлением при температуре окружающей среды, обеспечивает упрощение технологии ремонта и снижение его стоимости. 2 н. и 16 з.п. ф-лы, 4 ил., 4 табл., 3 пр.
Формула
Документы, цитированные в отчёте о поиске
Упрочненный гамма-штрих фазой суперсплав на основе никеля
Комментарии