Способ оплавления трещин - RU2659527C2
Код документа: RU2659527C2
Чертежи


Описание
Изобретение относится к способу перемещения сварочного луча при оплавлении трещин.
В подвергаемых техническому обслуживанию компонентах, изготовленных из поликристаллически затвердевших жаропрочных сплавов на основе никеля, выполняется ремонтное оплавление сквозных трещин с помощью лазерного излучения, с целью сохранения механических свойств подлежащего ремонту компонента в зоне основного материала.
На основании склонности к образованию трещин при ремонтном оплавлении жаропрочных сплавов на основе никеля необходимо улучшение способа.
Поэтому задачей изобретения является решение указанной проблемы.
Задача решена с помощью способа, согласно пункту 1 формулы изобретения.
Поскольку прохождение трещины под поверхностью в большинстве случаев неизвестно, предлагается, что направление перемещения сварочного луча или лазерного излучения проходит поперек направления прохождения трещины. В ходе экспериментов было установлено, что оплавление поперек направления прохождения трещины приводит к качественно лучшим результатам оплавления относительно закрывания трещин и качества поверхности, по сравнению с оплавлением в направлении прохождения трещин. По сравнению с оплавлением в направлении прохождения трещин, расплавляется больший объем материала для закрывания трещин, так что расплав распределяется более гомогенно для закрывания трещин. Если оплавление осуществляется в направлении прохождения трещины, то оплавляется меньше материала для закрывания трещины, и трещина может вырываться в сторону рядом с расплавленным металлом.
В зависимых пунктах формулы изобретения указаны другие предпочтительные меры для достижения других преимуществ, которые можно комбинировать друг с другом, с целью достижения дополнительных преимуществ.
На чертежах изображено:
фиг.1-4 - шаблон перемещения, согласно изобретению;
фиг.5 - перечень жаропрочных сплавов.
Чертежи и описание представляют лишь примеры выполнения изобретения.
На фиг.1 показан первый пример выполнения пути перемещения сварочного луча 13 (см. фиг.4). Подложка конструктивного элемента 4 имеет на поверхности 23 трещину 7 с направлением 10 прохождения, которая должна быть оплавлена. Предпочтительно, материал не наносится.
Шаблон перемещения, согласно изобретению, предусматривает, что сварочный луч 13 перемещается над трещиной 7 по меньшей мере на некоторых участках поперек или перпендикулярно направлению 10 прохождения трещины.
При этом шаблон 3’ перемещения выглядит так, что сварочный луч перемещается с одной стороны 22 трещины 7 на другую сторону 25 трещины 7, затем выключается или затем перемещается так, что он не оплавляет конструктивный элемент 4, и сдвигается в направлении 10 прохождения трещины 7 и предпочтительно еще сдвигается поперек направления 10 прохождения, а затем снова перемещается на сторону 22 трещины 7 поперек трещины 7.
Направление перемещения показано на фигурах стрелками и означает, что лишь там, где есть стрелка, включен также сварочный луч 13.
Отдельные оплавленные сварочные полосы поперек направления 10 прохождения предпочтительно перекрываются (не изображено).
На фиг.2 показан другой шаблон 3’’ перемещения, в котором перемещение осуществляется над трещиной 7 зигзагообразно или в форме меандра в направлении 10 прохождения трещины 7. При этом расстояние между сварочными полосами в направлении 10 прохождения предпочтительно выбрано так, что они перекрываются.
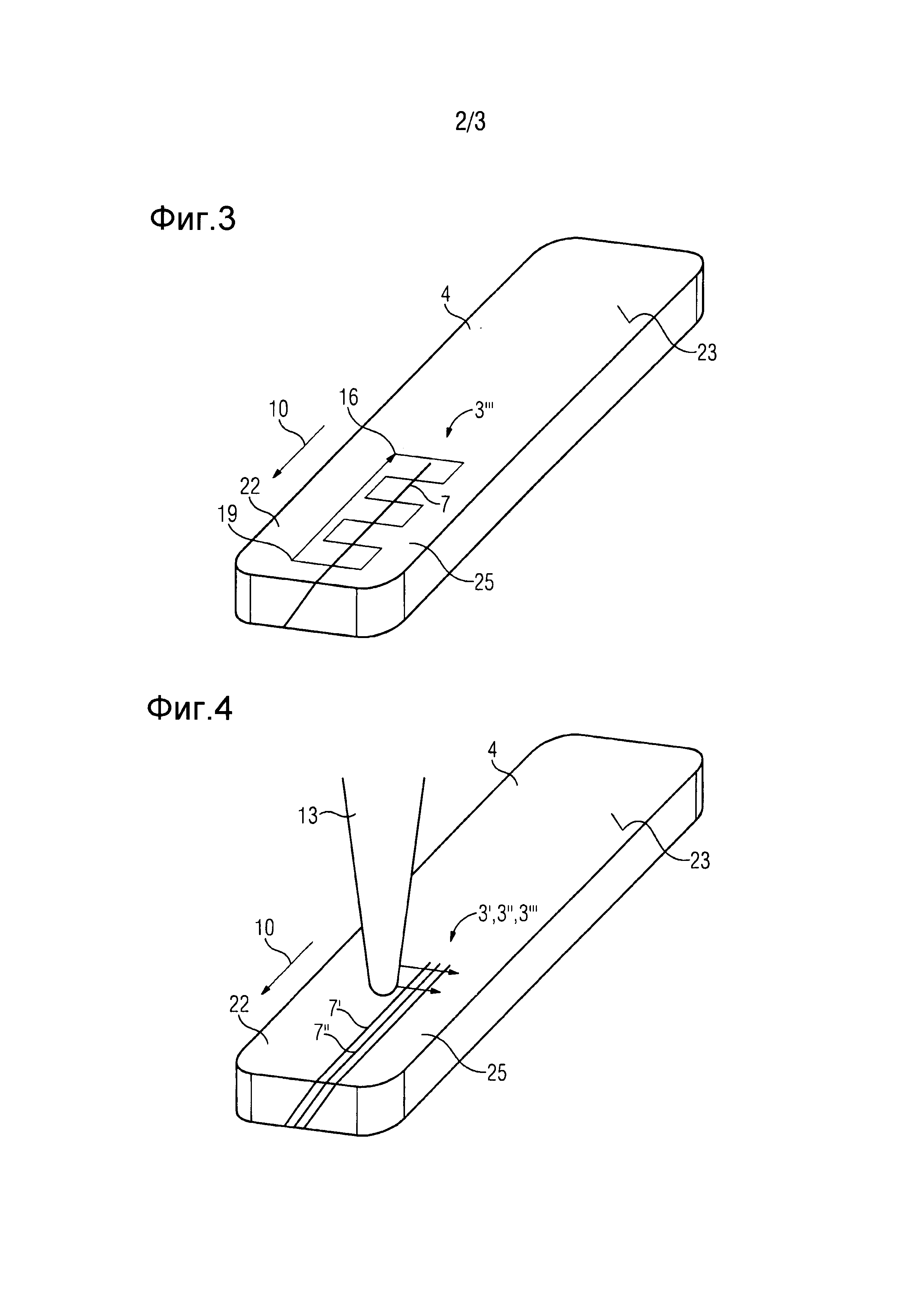
На фиг.3 показана модификация 3’’’ примера выполнения, согласно фиг.4, 2 или 1, в которой сварочный луч от конечной точки 19 сварки, т.е. после полного оплавления трещины 7, еще раз во включенном состоянии проходит к начальной точке 16 оплавления, с целью выравнивания возможно имеющихся выпуклостей.
На фиг.4 показан другой пример выполнения 3’, 3’’, 3’’’ изобретения, в котором оплавляются множественные трещины 7’, 7’’, …. В частности, такие трещины 7’, 7’’, … не могут быть оплавлены, соответственно, охвачены посредством параллельного перемещения вдоль направления прохождения трещин.
Способ особенно пригоден для лазерной сварки с помощью лазерных лучей 13.
Реферат
Изобретение относится к способу ремонта конструктивного элемента (4) с трещинами. Осуществляют оплавление по меньшей мере одной трещины (7, 7’, 7’’, …) конструктивного элемента (4) сварочным лучом (13). Луч (13) перемещают по меньшей мере на некоторых участках поперек направления (10) прохождения трещины. В конце (19) полного оплавления трещины (7, 7’, 7’’, …) сварочный луч (13) перемещают обратно в начальную точку (16), при этом сварочный луч (13) перемещают на расстоянии от трещины. Посредством оплавления материала поперек направления прохождения трещины оплавляют больше материала и обеспечивают более высокую прочность оплавленной трещины. 9 з.п. ф-лы, 4 ил., 1 табл.
Комментарии