Способ изготовления или ремонта детали ротационной машины, а также деталь, изготовленная или отремонтированная с использованием такого способа - RU2743542C2
Код документа: RU2743542C2
Чертежи




Описание
Изобретение относится к способу изготовления детали ротационной машины в соответствии с вводной частью независимого пункта 1 формулы изобретения. Изобретение относится также к способу ремонта детали ротационной машины в соответствии с вводной частью независимого пункта 12 формулы изобретения, а также к детали ротационной машины, изготавливаемой или ремонтируемой с использованием такого способа.
При изготовлении ротационных машин, таких как, например, насосы, турбины, компрессоры, компакторы или детандеры, известно, что вращающиеся роторы, рабочие колеса насосов, крыльчатки, а также неподвижные диффузоры или направляющие колеса тщательно изготавливают в виде детали из заготовки посредством процесса механической обработки или посредством процесса резания, например, посредством фрезерования. При этом заготовка может быть представлена в виде монолитного материала или может быть уже предварительно обработанной посредством первичного процесса формообразования.
Такой способ известен, например, из ЕР-В-2 012 957. Предлагаемый способ в частности отличается обеспечением изготовления детали посредством механической обработки, другими словами, деталь по меньшей мере по существу доводят до требуемой конечной формы целиком из заготовки посредством устройства механической обработки. При таком изготовлении за одно целое уже не требуется сборка предварительно обработанных частей детали, например, посредством сварки. Это наиболее предпочтительно, потому что сварные швы или другие соединения могут быть слабым местом в сильно загруженных частях детали в рабочем состоянии, причем упомянутое слабое место может стать причиной образования трещины или другого повреждения детали, например, в результате коррозии.
Таким образом, изготовление посредством механической обработки без сборки отдельных частей предпочтительно, в частности в случае сильно нагруженных деталей. Поэтому такие детали как, например, роторы (рабочие колеса) насосов изготавливают из монолитного материала, в зависимости от применения, например, из высокопрочных нержавеющих сталей, суперсплавов, других пригодных металлов или металлических сплавов или также из неметаллических материалов, например, керамических материалов, а лопасти и каналы рабочего колеса изготавливают из данного материала посредством процессов резания, например, посредством фрезерования.
Как уже описано в ЕР-В-2 012 957, в некоторых случаях изготовление детали посредством механической обработки целиком невозможно по чисто геометрическим причинам. Например, когда роторы (рабочее колесо) выполнены как закрытые колеса. В таком исполнении рабочее колесо содержит ступицу, на которой расположены лопасти, а также опорный диск, закрывающий лопасти полностью или по меньшей мере частично на стороне, обращенной от упомянутой ступицы. Таким образом, между лопастями образуются по меньшей мере частично закрытые каналы, которые продолжаются от центра рабочего колеса до его внешней радиальной ограничивающей поверхности.
Даже если представить себе, что данные каналы могут быть фрезерованы из заготовки или подвергнуты механической обработке с обеих сторон, соответственно, то есть с внутренней стороны рабочего колеса и также с его радиальной ограничивающей поверхности посредством устройства механической обработки, очевидно, что геометрия при этом подвержена ограничениям и во многих случаях изготовление посредством механической обработки целиком невозможно или по меньшей мере неэкономично.
В таких случаях, если уже невозможно или нецелесообразно фрезеровать рабочее колесо целиком из монолитного материала по чисто геометрическим причинам, в существующем уровне техники сначала ступицу и лопасти изготавливают из заготовки посредством механической обработки. В этом случае каналы между лопастями представляют собой полностью открытые каналы, которые могут быть изготовлены просто. Затем опорный диск устанавливают и соединяют со ступицей или лопастями, соответственно, например, посредством сварки.
В качестве альтернативы, известно также изготовление участков каналов, которые невозможно фрезеровать, способом эрозии, например, посредством электроразрядной механической обработки (electrical discharge machining - EDM). Однако данные способы как правило сравнительно медленные и дорогие.
В существующем уровне техники такие детали, содержащие внутренние каналы, изготавливают также посредством литья, причем внутренние каналы изготавливают посредством соответствующего исполнения литейной формы или сердечника литейной формы, соответственно. Однако недостаток отлитой детали заключается в том, что во время литья могут появляться дефекты, например, в структурных деталях, оказывающие отрицательное влияние на упругость и прочность детали. Кроме того, в процессе литья качество поверхности, которое может быть достигнуто, а также точность размеров участков, которые невозможно фрезеровать, обычно ограничены.
В ЕР-А-2 669 042 предложен способ изготовления закрытого рабочего колеса посредством механической обработки, разделяющий обрабатываемую деталь (рабочее колесо) на два частичных объема, которые сходятся в разделяющей поверхности. В результате упомянутые частичные объемы образованы так, что разделяющая поверхность не содержит или не пересекает ограничивающие поверхности каналов, и каналы могут быть изготовлены способом механической обработки, например, фрезерования, целиком из первого частичного объема, впоследствии содержащего законченные каналы. Второй частичный объем, являющийся в этом случае только частью опорного диска, либо изготавливают в виде отдельной части и соединяют с первым частичным объемом после окончательной обработки, либо второй частичный объем формируют на первом частичном объеме аддитивным способом, например, посредством наварки. Таким образом, можно изготавливать каналы полностью посредством механической обработки. Однако данный способ также подвержен геометрическим ограничениям.
Данная проблема, объясненная посредством закрытых рабочих колес, также существует в других деталях, содержащих внутренний канал с таким расположением или геометрией, что изготовление посредством механической обработки целиком невозможно и нецелесообразно, в частности по геометрическим причинам. Примерами, упомянутыми в данном документе, являются закрытые направляющие колеса, диффузоры или также охлаждающие каналы в турбинных лопатках, например, для охлаждающего воздуха.
Таким образом, исходя из уровня техники, цель изобретения состоит в том, чтобы предложить другой способ изготовления детали ротационной машины, каковая деталь содержит по меньшей мере один внутренний канал, посредством какового способа, в частности, могут быть изготовлены такие детали, которые не позволяют изготавливать канал целиком посредством механической обработки по геометрическим причинам. Кроме того, предполагается, что изобретение предлагает соответствующую деталь.
Упомянутые цели изобретения, соответствующие данной проблеме, отличаются признаками независимого пункта формулы изобретения соответствующей категории.
В соответствии с изобретением, предлагается способ изготовления детали ротационной машины, причем упомянутая деталь продолжается в аксиальном направлении, а также в перпендикулярном ему радиальном направлении и содержит по меньшей мере один внутренний канал, который продолжается от первого конца в центре упомянутой детали до второго конца в радиальной ограничивающей поверхности упомянутой детали и который является по меньшей мере частично закрытым, при этом получают заготовку, содержащую центр упомянутой детали и ограниченная внешней поверхностью в радиальном направлении, причем максимальный размер упомянутой внешней поверхности в радиальном направлении меньше чем размер упомянутой ограничивающей поверхности в радиальном направлении, и в котором также осуществляется первый субтрактивный этап технологического процесса, в котором часть упомянутого канала изготавливают посредством процесса механической обработки, причем упомянутая часть продолжается от первого конца канала до внешней поверхности заготовки, и затем упомянутый канал завершают посредством технологии наращивания на заготовке.
Таким образом, способ в соответствии с изобретением сочетает субтрактивный процесс, в котором материал удаляют с заготовки, с аддитивным процессом или процессом наращивания, в котором материал наносят предпочтительным способом. В данном случае только часть канала изготавливают посредством процесса механической обработки, поскольку остальную часть канала образуют посредством процесса наращивания. Благодаря данному сочетанию, можно создавать канал с по меньшей мере почти любой требуемой геометрией.
В данном случае процесс наращивания представляет собой процесс, в котором упомянутый процесс осуществляется непосредственно из бесформенного материала или материала неопределенной формы, например, посредством расплавления.
Поскольку размер внешней поверхности заготовки в радиальном направлении меньше чем размер ограничивающей поверхности готовой детали в радиальном направлении, в частности радиально внешние части детали изготавливают посредством процесса наращивания, например, часть канала, примыкающую к ограничивающей поверхности и которая содержит второй конец канала. Данный процесс наращивания в радиальном направлении в частности имеет преимущество в том, что в этом случае в процессе наращивания обычно нужно изготавливать неперекрывающиеся или только немного перекрывающиеся структуры, что наиболее предпочтительно в отношении технологических аспектов.
Поскольку заготовку не нужно изготавливать посредством литья, заготовка предпочтительно может состоять из кованого материала, который затем подвергается механической обработке. При механической обработке сохраняются все преимущества кованого материла. При этом по меньшей мере выход канала в центр детали, то есть его первый конец, а также выход канала на внешнюю поверхность заготовки изготавливают посредством механической обработки в первом субтрактивном этапе технологического процесса.
Кроме того, часть канала, продолжающуюся от первого конца канала до внешней поверхности заготовки, изготавливают посредством механической обработки в первом субтрактивном этапе технологического процесса. Таким образом, после завершения первого субтрактивного этапа технологического процесса готовой является только одна часть канала, при этом канал начинается в центре заготовки или детали, соответственно, и продолжается до выхода к внешней поверхности заготовки. Первый субтрактивный этап технологического процесса может либо включать фрезерование от внешней поверхности заготовки либо фрезерование от центра заготовки. В частности, также возможно, что первый субтрактивный этап технологического процесса включает как процесс фрезерования или механической обработки, соответственно, от центра, так и фрезерование от внешней поверхности заготовки.
После завершения первого субтрактивного этапа технологического процесса канал завершают посредством процесса наращивания, и деталь доводят до ее конечной формы.
В предпочтительном варианте осуществления, упомянутая деталь содержит множество внутренних каналов, каждый из которых продолжается от первого конца в центре детали до второго конца в радиальной ограничивающей поверхности детали, причем смежные каналы соответственно разделены разделительной стенкой, при этом в каждом случае одну часть каждого канала изготавливают в первом субтрактивном этапе технологического процесса, причем упомянутая часть продолжается от соответствующего первого конца канала к внешней поверхности заготовки, и при этом каждую разделительную стенку и каждый канал заканчивают только посредством процесса наращивания. Хотя наиболее предпочтительно, если в первом субтрактивном этапе технологического процесса выход каждого канала на внешней поверхности заготовки выполнен таким образом, что выход соответствующего канала уже выполнен как закрытый выход. Тогда в каждом случае данные выходы представляют собой на всем участке ограниченные отверстия на внешней поверхности заготовки.
Предпочтительно, заготовка представляет собой сплошное и в частности вращательно симметричное тело. Но в центре заготовки предпочтительно может быть предусмотрено цилиндрическое аксиальное и сквозное отверстие, которое используется, например, для закрепления готовой детали на валу, например, на приводном валу насоса. Т.е. перед первым субтрактивным этапом технологического процесса заготовка предпочтительно содержит центральное отверстие, которое расположено радиально внутри так, что в законченном состоянии детали каждый первый конец канала, расположенный в центре, отделен от упомянутого центрального отверстия кольцеобразным элементом. В соответствии с особенно предпочтительным вариантом осуществления, первый субтрактивный этап технологического процесса осуществляется таким образом, что после завершения данного этапа внешняя поверхность заготовки содержит смежный кольцеобразный участок, закрывающий место соединения каждого канала с внешней поверхностью. Тогда в каждом случае данные выходы представляют собой на всем участке ограниченные отверстия во внешней поверхности заготовки. Преимущество этого состоит в том, что в частности смежный кольцеобразный участок, а также участки внешней поверхности между выходами образуют специальное прочное основание, на котором впоследствии может начинаться процесс наращивания.
Процесс наращивания предпочтительно осуществляется послойно. Таким образом, возможно, что каждый слой ориентирован перпендикулярно относительно радиального направления. Можно, конечно, также наносить слои в других ориентациях таким образом, что соответствующая нормаль к поверхности слоя ориентирована под наклоном относительно радиального и/или аксиального направления. Другими словами аддитивное наращивание на заготовке осуществляется посредством последовательного нанесения слоев материала после завершения первого субтрактивного этапа технологического процесса, до тех пор пока деталь не будет готова. В предпочтительном варианте нанесение слоев материала осуществляется таким образом, что отдельные слои являются вращательно симметричными. В частности также возможно, если слои ориентированы перпендикулярно относительно радиального направления, а также нанесение слоев, при котором слои ориентированы под наклоном относительно радиального направления.
Другим предпочтительным признаком является то, что процесс наращивания включает несколько аддитивных этапов технологического процесса для последовательного наращивания детали.
Наиболее предпочтительно, если по меньшей мере один дополнительный субтрактивный этап технологического процесса осуществляется между аддитивными этапами технологического процесса. В данном дополнительном субтрактивном этапе технологического процесса, структура, которая образована в предыдущем аддитивном этапе технологического процесса, может быть подвергнута повторной обработке, например, посредством фрезерования, посредством шлифовки или посредством полирования. Посредством данного признака, может быть реализована оптимизация поверхности или может быть достигнута особенно высокая геометрическая точность.
Наиболее предпочтительно, что в каждом случае один дополнительный субтрактивный этап технологического процесса осуществляется между двумя аддитивными этапами технологического процесса. Другими словами, аддитивные этапы технологического процесса и дополнительные субтрактивные этапы технологического процесса осуществляются попеременно. Это обеспечивает очень высокую точность и качество поверхности изготавливаемой детали.
В настоящее время известны обрабатывающие устройства, при помощи которых могут осуществляться аддитивные процессы, например, лазерная наплавка, а также субтрактивные процессы, например, фрезерование или шлифовка. Такие устройства содержат различные обрабатывающие головки, например, которые выполнены с возможностью автоматической замены, при этом, например, одна обрабатывающая головка приспособлена для лазерной наплавки, тогда как другая обрабатывающая головка приспособлена для фрезерования. В частности, такие обрабатывающие устройства обеспечивают быстрый и простой переход между субтрактивными и аддитивными способами обработки без необходимости перезакреплять обрабатываемую заготовку и переносить ее на другую технологическую установку. Это позволяет осуществлять очень быстрое, экономичное и высококачественное изготовление деталей, которые подвергаются очень точной обработке.
Возможным вариантом является наращивание детали по частям после первого субтрактивного этапа технологического процесса, при этом предпочтительно прежде всего выполняют только каждую разделительную стенку. Таким образом, например, после завершения первого субтрактивного этапа технологического процесса, сначала целиком формируют все разделительные стенки между каналами, а затем формируют еще недостающие части, например, части, которые превращают каналы в закрытые каналы.
Наиболее предпочтительно по технологическим причинам, если процесс наращивания осуществляется посредством лазера. Для процесса наращивания особенно пригоден способ лазерной наплавки.
Наложения особенно целесообразны для практического использования, если деталь выполнена в виде рабочего колеса, направляющего колеса или диффузора ротационной машины, в частности насоса, турбины, компрессора или компактора или детандера.
Показано, что способ в соответствии с изобретением может быть также очень выгодно использован соответствующим образом для ремонта поврежденных или изношенных деталей ротационной машины. В соответствии с этим, изобретение также предлагает способ ремонта детали ротационной машины, каковая деталь продолжается в аксиальном направлении, а также в перпендикулярном ему радиальном направлении и содержит множество внутренних каналов, каждый из которых продолжается от первого конца в центре упомянутой детали до второго конца в радиальной ограничивающей поверхности детали, причем смежные каналы соответственно разделены разделительной стенкой, при этом определяют поврежденные участки детали в ограничивающей поверхности или в одном из каналов или в одной из разделительных стенок, затем получают заготовку посредством удаления поврежденных участков посредством механической обработки или разделения, причем упомянутая заготовка содержит центр детали, и затем удаленные поврежденные участки заменяют посредством процесса наращивания на заготовке для получения конечной формы детали.
Относительно способа ремонта детали в соответствии с изобретением, заготовку изготавливают соответствующим аналогичным способом, как в упомянутом способе изготовления детали, на каковой заготовке затем изготавливают пропущенные части или участки детали посредством процесса наращивания. Относительно упомянутого способа ремонта, заготовку получают посредством удаления поврежденных участков детали. После получения заготовки посредством удаления поврежденных участков, заготовка в принципе соответствует заготовке, изготовленной посредством упомянутого способа изготовления детали после осуществления первого субтрактивного этапа технологического процесса.
Упомянутая деталь представляет собой вращательно симметричную деталь для множества применений. Относительно в частности упомянутого способа ремонта, не нужно, чтобы заготовка, полученная посредством удаления поврежденных участков, также была вращательно симметричной.
Например, это возможно в случае если деталью является рабочее колесо, в котором отдельные закрытые каналы или отдельные разделительные стенки между упомянутыми каналами повреждены или изношены в разной степени, так что в первом канале удаляют более значительные участки, чем в другом втором канале. Учитывая это, после удаления всех поврежденных участков заготовка уже не будет вращательно симметричной.
Удаление поврежденных участков может осуществляться посредством способа механической обработки, например, посредством фрезерования или посредством обтачивания. В качестве альтернативы или дополнительно, можно удалять поврежденные части посредством процесса разделения, например, посредством пробивания отверстий, посредством резки, посредством газоплазменной резки или посредством распиливания.
Другим предпочтительным признаком упомянутого способа изготовления детали, а также упомянутого способа ремонта детали является то, что для процесса наращивания используют по меньшей мере один материал, причем упомянутый материал отличается от материала, из которого состоит заготовка. Относительно упомянутого процесса наращивания, для того чтобы оптимизировать свойства детали в ее заданных участках по выбору, можно использовать один или несколько разных материалов или веществ. Например, участки детали, которые подвергаются самым большим нагрузкам в рабочем состоянии, можно изготавливать из очень твердого или очень стойкого к износу или очень стойкого к коррозии материала. Относительно рабочего колеса насоса, такими особенно сильно нагруженными участками являются, например, радиальные внешние части разделительных стенок (лопастей) между каналами, а значит и задние кромки лопастей, а также участок радиальной ограничивающей поверхности рабочего колеса. В процессе наращивания данные участки могут быть изготовлены из очень стойкого к износу материала.
В процессе наращивания, конечно, можно заменять материал, так, например, в процессе наращивания сначала использовать один материал, причем упомянутый материал, например, является таким же как материал заготовки, а затем использовать другой материал, например, для радиальных внешних участков детали.
Таким образом, посредством процесса наращивания можно получать слой на отдельных частях, например, износостойкое покрытие.
Таким образом, благодаря данному признаку можно, например, реализовать более высокую твердость детали на поверхностях износа детали по выбору. Тем самым увеличивают срок эксплуатации детали. Относительно рабочего колеса насоса, можно также в частности сделать его без кольца износа и заменить его покрытием, создаваемым посредством процесса наращивания.
В соответствии с изобретением предлагается также деталь ротационной машины, изготовленная или отремонтированная способом в соответствии с изобретением.
В соответствии с предпочтительным вариантом осуществления, каждая разделительная стенка выполнена в виде лопасти.
Наложения особенно целесообразны для практического использования, если деталь выполнена в виде рабочего колеса, направляющего колеса или диффузора ротационной машины, в частности насоса, турбины, компрессора, компактора или детандера.
Другие предпочтительные признаки и варианты изобретения вытекают из зависимых пунктов формулы изобретения.
Изобретение более подробно описано ниже со ссылкой на варианты осуществления и чертежи, из которых
Фиг.1 представляет собой перспективный вид варианта осуществления детали в соответствии с изобретением, причем упомянутая деталь изготовлена в соответствии с вариантом осуществления способа в соответствии с изобретением.
Фиг.2 представляет собой перспективный вид варианта осуществления заготовки для исполнения варианта осуществления способа в соответствии с изобретением,
Фиг.3 представляет собой вид заготовки, показанной на фиг.2, в разрезе в аксиальном направлении,
Фиг.4 представляет собой перспективный вид заготовки, показанной на фиг.2, после завершения первого субтрактивного этапа технологического процесса, и
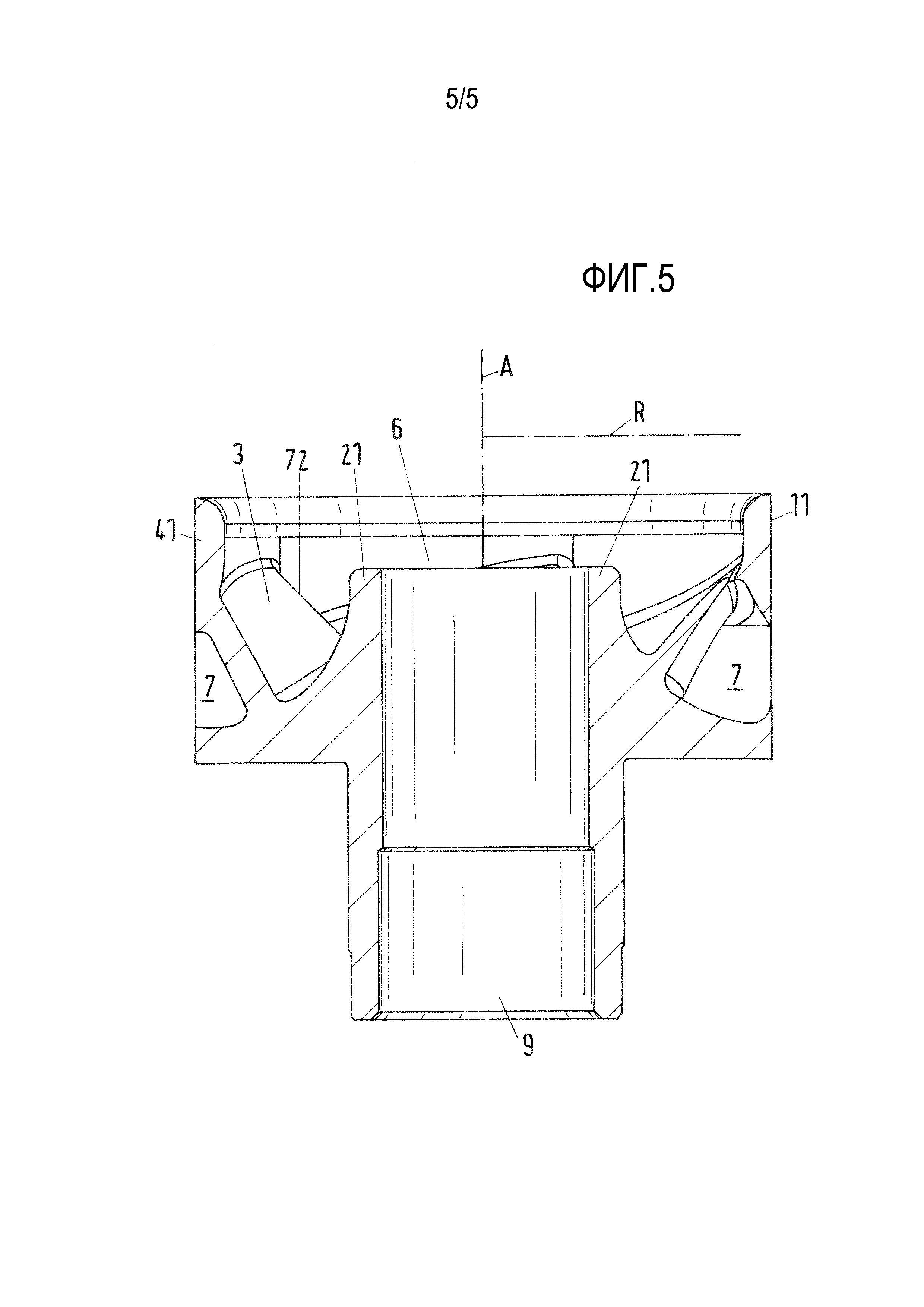
Фиг.5 представляет собой вид заготовки, показанной на фиг.4, в разрезе в радиальном направлении.
Способ в соответствии с изобретением используется для изготовления детали ротационной машины, причем упомянутая деталь содержит по меньшей мере один внутренний канал, продолжающийся от центра до ограничивающей поверхности детали и который является по меньшей мере частично закрытым. При этом закрытый канал представляет собой канал, который является полностью закрытым за исключением входа или выхода, таким образом, упомянутый канал имеет трубчатую форму, другими словами, канал ограничен повсюду одной стенкой или несколькими стенками, перпендикулярными его основному направлению потока. Для сравнения, открытый канал означает канал, который не ограничен стенкой в направлении, перпендикулярном его основному направлению потока, а значит и в направлении, перпендикулярном его продольному удлинению, а он является открытым. Так, например, канал с U-образной или V-образной стенкой является открытым каналом. Если бы открытая сторона U-образного профиля или V-образного профиля была закрыта пластиной, то данный канал был бы закрытым каналом.
Частично закрытый канал означает канал, который частично выполнен как закрытый канал и частично как открытый канал.
В приведенном ниже описании изобретения упоминается важный пример для практики с примерной сущностью, в котором упомянутая деталь представляет собой закрытый ротор (рабочее колесо), соответственно, турбодвигателя, например, насоса. Для лучшего понимания, фиг.1 показывает перспективный вид варианта осуществления детали в соответствии с изобретением, при этом упомянутая деталь представляет собой закрытое рабочее колесо, которое обозначено в целом ссылочной позицией 1. Рабочее колесо 1 может быть изготовлено способом в соответствии с изобретением.
Деталь 1 или рабочее колесо 1, соответственно, продолжается в аксиальном направлении А, а также в перпендикулярном ему радиальном направлении R. Аксиальное направление А обычно означает направление, которое определяется осью вращения ротационной машины, когда деталь 1 установлена в ротационной машине. Ось вращения представляет собой ось, вокруг которой вращается ротор ротационной машины в рабочем состоянии.
В рабочем состоянии рабочее колесо 1 вращается вокруг оси вращения, которая определяет аксиальное направление А. Направление, перпендикулярное аксиальному направлению А, называется радиальным направлением R.
Рабочее колесо 1 представляет собой вращательно симметричную деталь относительно аксиального направления А и содержит ступицу 2, как по существу известно, при помощи которого рабочее колесо 1 обычно закрепляют на оси или валу, здесь не показанном, а также несколько лопастей 3, которые расположены на ступице 2, а также опорный диск 4, закрывающий лопасти 3 по меньшей мере частично на стороне или крае, соответственно, обращенном от ступицы 2. В соответствии с описанием (фиг.1), опорный диск 4 продолжается выше ступицы 2 относительно аксиального направления А. В результате в соответствии с описанием, над лопастями 3 образуется внутреннее пространство 6, ограниченное опорным диском 4 относительно радиального направления R. В рабочем состоянии данное внутреннее пространство 6 представляет собой вход, через который текучая среда затекает в рабочее колесо 1. В каждом случае между двумя смежными лопастями 3 существует внутренний канал 7, выполненный как по меньшей мере частично закрытый канал 7, а в данном случае как закрытый канал 7.
Каждый канал 7 продолжается от первого конца 72 в центре рабочего колеса 1, который образован посредством внутреннего пространства 6, до соответствующего второго конца 71 в ограничивающей поверхности 42 рабочего колеса 1. Ограничивающая поверхность 42 представляет собой радиально внешнюю поверхность рабочего колеса 1, которая продолжается параллельно аксиальному направлению А, другими словами, поверхность, ограничивающую рабочее колесо 1 снаружи в радиальном направлении R. Выражение «параллельно аксиальному направлению А» означает, что каждый вектор нормали к ограничивающей поверхности 42 расположен перпендикулярно аксиальному направлению А. Ограничивающая поверхность 42 содержит радиально внешние поверхности опорного диска 4 и ступицы 2, а также радиально внешние замыкающие кромки лопастей 3, которые называются задними кромками 31.
При этом смежные каналы 7 разделены разделительной стенкой 3, причем каждая разделительная стенка 3 в каждом случае образует одну лопасть 3 рабочего колеса 1.
В зависимости от конструкции рабочего колеса 1, возможно также, что замыкающие кромки лопастей 3 расположены позади относительно радиального направления, что означает, что они не находятся на ограничивающей поверхности 42. В этом случае опорный диск 4 и/или ступица 2 выступают за лопасти 3 или замыкающие кромки лопастей 3, соответственно, относительно радиального направления R. Такая конструкция в частности возможна также в роторе турбины, где внешние замыкающие кромки лопастей 3 обычно являются передними кромками.
Таким образом, каждый закрытый канал 7 ограничен ограничивающей поверхностью 8, в каждом случае состоящей из поверхностей двух смежных лопастей 3, обращенных друг к другу, а также из промежуточных участков поверхностей ступицы 2 и опорного диска 4, обращенных друг к другу, причем упомянутые участки поверхности образуют нижнюю часть и верхнюю часть соответствующего канала 7. Таким образом, каждая лопасть 3 образует разделительную стенку между двумя смежными внутренними каналами 7. Второй конец 71 каждого канала 7 содержит выход, при помощи которого соответствующий канал 7 объединяется с ограничивающей поверхностью 42. Смежные вторые концы 71 в периферийном направлении отделены друг от друга задней кромкой 31.
Рабочее колесо 1 содержит также центральное сквозное отверстие 9, которое используется для приема вала или оси, на которой устанавливают рабочее колесо 1.
Вариант осуществления способа в соответствии с изобретением более подробно описан ниже со ссылкой на фиг.2-5.
В соответствии с способом в соответствии с изобретением прежде всего получают заготовку. Фиг.2 показывает перспективный вид варианта осуществления такой заготовки, которая в целом обозначена ссылочной позицией 10. Данная заготовка 10 приспособлена для изготовления рабочего колеса 1, показанного на фиг.1. Для лучшего понимания, фиг.3 показывает вид заготовки 10, показанной на фиг.2, в разрезе в аксиальном направлении А.
Заготовка 10 наиболее предпочтительно выполнена вращательно симметричной относительно аксиального направления А, как показано также на фиг.2 и фиг.3.
Заготовка 10 содержит центральное сквозное отверстие 9, которое используется для приема вала или оси, на которой может быть установлено рабочее колесо 1. В области своего верхнего края (показанной на фиг.2) отверстие 9 ограничено кольцеобразным элементом 21, расположенным коаксиально вокруг аксиального направления А. В законченном состоянии рабочего колеса 1 кольцеобразный элемент 21 образует часть ступицы 2.
Заготовка 10 дополнительно содержит центр, образованный посредством внутреннего пространства 6, который в рабочем состоянии представляет собой вход рабочего колеса 1, через который текучая среда затекает в рабочее колесо 1. Внутреннее пространство 6 в заготовке 10 выполнено в виде полости, которая является вращательно симметричной и расположена коаксиально вокруг кольцеобразного элемента 21. Данная полость ограничена с радиально внутренней стороны кольцеобразным элементом 21. Рассматривая радиальное направление R снаружи, полость, образующая внутреннее пространство 6, ограничена цилиндрическим участком 41, а также по существу конусообразной стенкой 61, примыкающей к цилиндрическому участку 41 снизу (показано на фиг.3) в аксиальном направлении А. Цилиндрический участок 41, а также стенка 61 расположены коаксиально относительно отверстия 9 и являются вращательно симметричными относительно аксиального направления А. В готовом рабочем колесе 1 (см. фиг.1) цилиндрический участок 41 образует часть опорного диска 4, то есть часть, ограничивающую внутреннее пространство 6 в радиальном направлении.
В радиальном направлении R заготовка 10 ограничена внешней поверхностью 11, которая в данном варианте осуществления выполнена цилиндрической и которая продолжается коаксиально относительно отверстия 9 вокруг аксиального направления А. Таким образом, размер внешней поверхности 11 в радиальном направлении R представляет собой диаметр D1 цилиндрической внешней поверхности 11.
Возможны также, конечно, и такие варианты, в которых радиально внешняя поверхность 11 заготовки 10 не цилиндрическая, а имеет другую геометрическую форму, например, форму конуса или усеченного конуса. В таких случаях D1 указывает максимальный размер внешней поверхности 11 в радиальном направлении R, а значит максимальный диаметр, например, который ограничен внешней поверхностью 11.
Максимальный размер заготовки 10 в аксиальном направлении А определяется высотой Н1. Высота внешней поверхности 11 заготовки 10 в аксиальном направлении А может быть меньше или равна данной высоте Н1.
Заготовка 10 выполнена таким образом, что диаметр D1 ее внешней поверхности 11 меньше, чем соответствующий размер ограничивающей поверхности 42 в радиальном направлении R. Размер ограничивающей поверхности в радиальном направлении R соответствует внешнему диаметру D2 рабочего колеса 1 (см. фиг.1). То есть D1 < D2.
Высота Н2 рабочего колеса 1 в аксиальном направлении А (см. фиг.1) представляет собой максимальный размер в аксиальном направлении А.
В данном варианте осуществления высота Н1 заготовки 10 измеряется так, что она равна высоте Н2 готового рабочего колеса, так что Н1=Н2.
Конечно, может быть также предпочтительно определять высоту Н1 заготовки 10 так, чтобы она была меньше, чем высота Н2 готового рабочего колеса. Например, соответствующий выбор Н1 может быть сделан на основе критерия, насколько большой объем детали 1 должен быть получен посредством процесса наращивания и какие части детали 1 должны быть изготовлены уже в первом субтрактивном этапе технологического процесса. Это, конечно же, зависит от конкретной геометрии изготавливаемой детали 1 и экономических факторов.
Внешняя поверхность 11 заготовки 10 предпочтительно выполнена как сплошная поверхность без отверстий.
Наиболее предпочтительно, заготовка 10 получена из кованого материала, который может представлять собой металл или металлический сплав. Так, например, пригодной является сталь в ее известных вариантах осуществления или сплав на основе алюминия, титана, никеля или кобальта или цветной металл. Возможны, конечно также и другие кованые материалы, например, литой материал, синтетический материал или композит или другой механически обрабатываемый материал.
Заготовка 10 предпочтительно получена или обработана таким образом, что части ступицы 2, а также опорного диска 4 уже выполнены в своей требуемой конечной форме или по меньшей мере по существу в своей конечной форме. При этом «по существу» означает, что на более позднем этапе, конечно, могут быть осуществлены последующие обработки, такие как, например, фрезерование, обтачивание, шлифовка, полирование или что-либо подобное, однако существенное формирование в заготовке 10 уже осуществлено. Предпочтительно, по меньшей мере перечисленные ниже части заготовки 10 выполнены таким образом, что они по существу имеют конечную форму законченного рабочего колеса: центральное аксиальное отверстие 9, кольцеобразный элемент 21 как часть ступицы 2, цилиндрический участок 41 как часть опорного диска 4, внутреннее пространство 6, которое образует центр и которое реализовано посредством полости в заготовке 10. Кроме того, в описанном здесь варианте осуществления, высота Н1 заготовки 10 уже по существу соответствует высоте Н2 рабочего колеса 1.
Далее на заготовке 10 осуществляется первый субтрактивный этап технологического процесса, который описан ниже. Фиг.4 показывает перспективный вид заготовки 10 после завершения первого субтрактивного этапа технологического процесса. В частности, первый субтрактивный этап технологического процесса осуществляется посредством механической обработки. Для лучшего понимания, фиг.5 дополнительно показывает вид заготовки, показанной на фиг.4, в разрезе в аксиальном направлении.
Субтрактивный этап технологического процесса означает, что в таком этапе технологического процесса материал срезают или удаляют с детали, в данном случае с заготовки 10. Процесс механической обработки обычно означает процесс, в котором лишний материал удаляют с заготовки 10 или детали, соответственно, в виде стружки, чтобы получить требуемую геометрическую форму. Например, процессы механической обработки представляют собой, помимо прочих, фрезерование, обтачивание, сверление, сглаживание, заточку напильником, шлифовку, хонингование или притирку.
Первый субтрактивный этап технологического процесса предпочтительно включает фрезерование посредством устройства для механической обработки, содержащего, например, фрезерный станок с компьютерным управлением. Наиболее предпочтительно, устройство для механической обработки выполнено по меньшей мере в виде пятикоординатного фрезерного станка, при помощи которого из заготовки 10 получают требуемую геометрическую форму. Фрезерный станок обычно направляется посредством манипулятора, причем направляющая выполнена с применением компьютера.
В первом субтрактивном этапе технологического процесса изготавливают из каждого канала 7 одну часть, которая продолжается от первого конца 72 соответствующего канала до внешней поверхности 11 заготовки 10. Первый конец 72 каждого канала 7 примыкает к стенке 61, ограничивающей внутреннее пространство 6.
Как в частности показано на фиг.4, участок выхода каждого канала 7 к внешней поверхности 11 выполнен как закрытый участок канала. Данные выходы каждый фрезеруют во внешней поверхности 11, при этом смежные выходы отделены друг от друга посредством края 32 незаконченных разделительных стенок 3.
После того как закончены выходы каналов 7 к внешней поверхности 11 заготовки 10, внешняя поверхность 11 содержит сплошной кольцеобразный участок 12, закрывающий выход каждого канала 7 к внешней поверхности 11. То есть после завершения первого субтрактивного этапа технологического процесса (см. фиг.4) внешняя поверхность 11 заготовки 10 содержит кольцеобразный участок 12, поверхность которого выполнена в виде кольцеобразной сплошной поверхности без отверстий, а значит соответствует периферийному направлению, и упомянутый участок закрывает все выходы каналов 7 к внешней поверхности 11.
Части каждого канала 7, изготавливаемые в первом субтрактивном этапе технологического процесса, то есть в каждом случае участок канала от первого конца 72 канала в стенке 61 внутреннего пространства 6 до выхода соответствующего канала к внешней поверхности 11 заготовки 10, предпочтительно изготавливают таким образом, что они по существу имеют по меньшей мере свою конечную форму.
После завершения первого субтрактивного этапа технологического процесса (см. фиг.4, фиг.5) заготовка 10 имеет следующую форму: центр, образованный посредством внутреннего пространства 6, отверстие 9, кольцеобразный элемент 21 и цилиндрический участок 41 опорного диска 4, которые имеют по существу по меньшей мере свою конечную форму. Закончена, т.е. по существу в своей конечной форме, та часть каждого канала 7, которая продолжается от его первого конца 72, примыкающего к внутреннему пространству 6, до выхода к внешней поверхности 11 заготовки 10. Таким образом, заготовка 10 уже имеет по меньшей мере по существу конечную форму готового рабочего колеса 1, кроме тех участков рабочего колеса 1, которые расположены радиально снаружи относительно внешней поверхности 11 заготовки 10.
Понятно, что первый субтрактивный этап технологического процесса может включать фрезерование от стенки 61 или от внутреннего пространства 6, соответственно, а также фрезерование от внешней поверхности 11. В первом субтрактивном этапе технологического процесса можно, конечно, также фрезеровать или обрабатывать посредством механической обработки, соответственно, только от внутреннего пространства 6 или только от внешней поверхности 11 в зависимости от детали.
Преимуществом чисто механической обработки является то, что заготовка 10, полученная из кованого материала, сохраняет все положительные свойства кованого материала.
Понятно, что диаметр D1 заготовки 10, который в принципе является свободно выбираемым параметром в широких пределах, в соответствующем применении предпочтительно выбирают так, что данные части каналов 7, изготовленные в первом субтрактивном этапе технологического процесса, могут быть получены из заготовки 10 посредством механической обработки без проблем, например, посредством фрезерования, в частности относительно геометрии.
После завершения первого субтрактивного этапа технологического процесса (см. фиг.4, фиг.5), еще недостающие части детали 1 изготавливают посредством этапа наращивания, и деталь 1 доводят до ее конечной формы. Фиг.1 показывает в перспективном виде готовую деталь 1, в данном случае закрытое рабочее колесо 1, которое изготовлено из заготовки 10, показанной на фиг.4 и 5.
Этап наращивания означает этап, в котором наносят бесформенный или имеющий неопределенную форму материал. При этом упомянутый бесформенный материал, например, порошок, или материал неопределенной формы, например, полосовой материал, обычно расплавляют, чтобы наращивать еще недостающие части детали 1 на заготовке или на уже существующей конструкции, соответственно. Таким образом, этап наращивания представляет собой процесс из бесформенного или имеющего неопределенную форму материала.
Изготовление посредством наращивания включает один или несколько аддитивных этапов технологического процесса. Аддитивный этап технологического процесса или аддитивное производство, которое также называется генеративным производством, соответственно, означает этап технологического процесса, в котором материал добавляют или наносят на деталь, в данном случае на заготовку 10. Требуемые конструкции обычно получают, например, посредством процесса наращивания на детали, в аддитивном производстве из бесформенного материала, например, жидкостей или порошков, или из материала неопределенной формы, например, полосового или проволочного материала, посредством химических и/или физических процессов. Аддитивными способами производства, известными по существу для металлических деталей, являются, например, методы наварки, в частности такие как сварка вольфрамовым электродом в инертном газе (tungsten inert gas welding - TIG) или лазерная наплавка или плазменные методы или селективная лазерная плавка (selective laser melting - SLM) или селективное лазерное спекание (selective laser sintering - SLS).
После завершения первого субтрактивного этапа технологического процесса формируют посредством процесса наращивания еще недостающие участки детали 1, в частности радиально внешние части разделительных стенок 3 и каналов 7, части опорного диска 4, а также части ступицы 2.
В предпочтительном варианте осуществления, еще недостающие части формируют в процессе наращивания посредством лазерной наплавки. Метод лазерной наплавки с его разными вариантами хорошо известен специалисту в данной области техники и поэтому дополнительные пояснения не требуются.
Таким образом, можно осуществлять процесс наращивания заготовки 10 послойно, в частности посредством использования вращательно симметричной формы.
Другим также предпочтительным вариантом осуществления является наращивание детали 1 по частям в процессе наращивания, т.е. отдельные части детали 1, такие как, например, разделительные стенки 3 или покрытия каналов 7, формируют постепенно в том смысле, что сначала полностью формируют одну часть, например, разделительные стенки, до их конечного состояния, а затем полностью формируют следующую часть. Данный процесс повторяют до тех пор, пока деталь не будет закончена.
Кроме того, возможно, что отдельные части детали 1 формируют не целиком, а только частями, другими словами, сначала формируют часть разделительных стенок 3, затем часть покрытий каналов 7, затем снова часть разделительных стенок 3 и так далее. При этом после частичного формирования предпочтительно может осуществляться дополнительный субтрактивный этап технологического процесса.
Как уже было упомянуто, в соответствии с предпочтительным вариантом осуществления процесс наращивания может включать несколько аддитивных этапов технологического процесса для последовательного формирования детали 1. При этом наиболее предпочтительно осуществление по меньшей мере одного дополнительного субтрактивного этапа технологического процесса между аддитивными этапами технологического процесса.
Отклонения от требуемой геометрии, которые возникли в предыдущем аддитивном этапе технологического процесса, могут быть компенсированы в таком дополнительном субтрактивном этапе технологического процесса, например, посредством механической обработки. Так, например, в данном дополнительном субтрактивном этапе технологического процесса могут осуществляться фрезерование или шлифовка для удаления такого материала, которого в аддитивном технологическом процессе было нанесено слишком много, или для выравнивания или шлифовки соединений между смежными слоями или тому подобное.
Наиболее предпочтительно осуществление дополнительного субтрактивного этапа технологического процесса в каждом случае между двумя аддитивными этапами технологического процесса, т.е. аддитивные технологические этапы и дополнительные субтрактивные этапы технологического процесса осуществляются попеременно или по очереди, соответственно. Это гарантирует очень высокое качество и точность детали 1.
В настоящее время известны современные обрабатывающие машины, при которых субтрактивные этапы технологического процесса, а также аддитивные этапы технологического процесса могут осуществляться в одной технологической камере без необходимости перезакреплять заготовку 10 или деталь 1, соответственно, или вставлять их в другой патрон. Заготовку 10 только один раз зажимают в патрон и затем заготовку можно селективно или попеременно обрабатывать субтрактивным или аддитивным способом. Такие обрабатывающие машины содержат для данной цели несколько обрабатывающих головок, причем по меньшей мере одна из них приспособлена для субтрактивного процесса, например, в виде фрезерного инструмента, и по меньшей мере одна из них приспособлена для аддитивного процесса, например, как устройство для лазерной наплавки. После завершения аддитивного этапа технологического процесса, например, обрабатывающая машина автоматически заменяет обрабатывающую головку, и тогда она может осуществлять субтрактивный этап технологического процесса и наоборот. При этом возможно очень быстрое и очень точное изготовление детали 1.
Отходя от вышеописанного варианта осуществления, в соответствии с другим также предпочтительным вариантом, можно также изготавливать части кольцеобразного элемента 21 и/или цилиндрического участка 41 только в аддитивном процессе.
Так, например, с учетом процесса наращивания можно изготавливать верхнюю зону в соответствии с изображением (фиг.5) цилиндрического участка 41 только после первого субтрактивного этапа технологического процесса, имеющего преимущество в том, что части канала 7, которые должны быть образованы в первом субтрактивном этапе технологического процесса, являются более доступными для инструмента. «Верхняя зона» означает ту часть цилиндрического участка 41, которая, в соответствии с изображением, расположена выше первых концов 72 каналов 7 относительно аксиального направления А.
В качестве альтернативы или дополнительно, можно также изготавливать кольцеобразный элемент 21 только с учетом процесса наращивания. Это также позволяет обеспечивать более удобный доступ к выходам каналов 7 в первом субтрактивном этапе технологического процесса, каковые каналы формируются из заготовки 10 в первом субтрактивном этапе технологического процесса.
Изобретение также предлагает аналогичный способ для ремонта поврежденных или изношенных деталей ротационной машины. Относительно упомянутого способа ремонта деталей 1 ротационной машины, например, рабочего колеса 1 насоса, данный способ осуществляется аналогично вышеописанному способу, но заготовку 10 получают, соответственно, из поврежденного или изношенного рабочего колеса 1. Например, это может быть рабочее колесо 1, у которого повреждены, соответственно, задние кромки 31 лопастей 3 или разделительные стенки 3 или радиально внешние участки каналов 7. Способ ремонта детали в соответствии с изобретением в частности отличается тем, что определяют поврежденные участки детали 1 в ограничивающем участке 42 или в каналах 7 или в разделительной стенке, тем, затем посредством механической обработки или удаления посредством отделения поврежденных участков получают заготовку 10, которая содержит центр детали 1, и затем удаленные поврежденные участки заменяют посредством процесса наращивания на заготовке для получения конечной формы детали 1.
Относительно способа ремонта детали в соответствии с изобретением, заготовку 10 получают точно так же, как в упомянутом способе изготовления детали, затем посредством процесса наращивания на упомянутой заготовке формируют еще недостающие части или участки детали 1. Относительно упомянутого способа ремонта, в данном случае заготовку 10 получают посредством удаления поврежденных участков детали. После получения заготовки 10 посредством удаления поврежденных участков, заготовка в принципе соответствует заготовке 10, получаемой посредством упомянутого способа изготовления детали после осуществления первого субтрактивного этапа технологического процесса (см. фиг.4 и фиг.5).
Относительно упомянутого способа ремонта, в частности необязательно, чтобы заготовка, полученная посредством удаления поврежденных участков, была вращательно симметричной. Например, если деталью является рабочее колесо 1, то отдельные закрытые каналы 7 или отдельные разделительные стенки 3 между ними могут быть повреждены или изношены в разной степени, так что из первого канала 7 нужно удалять более значительные участки чем из другого второго канала 7. В этом случае после удаления всех поврежденных участков заготовка 10 уже не является вращательно симметричной.
Удаление поврежденных участков может осуществляться посредством механической обработки, например, посредством фрезерования. В качестве альтернативы или дополнительно, можно также удалять поврежденные участки посредством процесса отделения, такого как, например, пробивания отверстий, резка, газоплазменная резка или распиливание.
Чертежи, относящиеся к упомянутому способу изготовления детали 1, включающие предпочтительные признаки и варианты, также применимы таким же или аналогичным образом для упомянутого способа ремонта детали 1.
Относительно способа изготовления детали в соответствии с изобретением, а также способа ремонта детали в соответствии с изобретением, для процесса наращивания можно использовать один или несколько материалов, причем упомянутые материалы отличаются от материала, из которого состоит заготовка. Можно, конечно, также заменять материал в процессе наращивания, а значит использовать для процесса наращивания разные материалы, например, до четырех разных материалов. Так, например, можно использовать первый материал для первого аддитивного этапа технологического процесса, причем упомянутый материал соответствует или отличается от материала заготовки 10, а затем использовать второй материал для другого аддитивного этапа технологического процесса, при этом упомянутый второй материал отличается от первого материала.
Таким образом, можно получать слои, например, износостойкие покрытия для защиты в частности таких участков детали, где в рабочем состоянии возникают самые большие нагрузки. Причем такие покрытия можно получать непосредственно на участках, которые изготовлены в субтрактивном этапе технологического процесса, а также на участках, которые изготовлены в предыдущем аддитивном этапе технологического процесса.
Таким образом, участки детали могут быть специально оптимизированы по твердости, стойкости к износу, стойкости к коррозии и т.п.
Относительно рабочего колеса насоса, это могут быть, например, радиально внешние участки разделительных стенок (лопастей) между каналами, а значит и задние кромки лопастей, а также участок радиальной ограничивающей поверхности рабочего колеса. При этом данные участки могут быть изготовлены из очень износостойкого материала в процессе наращивания.
Можно, конечно, также заменять материал в процессе наращивания, так, например, в процессе наращивания сначала использовать один материал, причем упомянутый материал, например, является таким же как материал заготовки, а затем использовать другой материал, например, для радиально внешних участков детали.
Таким образом, посредством процесса наращивания можно получать слой на отдельных частях или участках детали, например, износостойкое покрытие.
Таким образом, благодаря данному признаку, можно, например, реализовать более высокую твердость детали на поверхностях износа детали по выбору. Тем самым увеличивают срок службы детали. Относительно рабочего колеса насоса, его можно также в частности сделать без кольца износа, которое может быть предусмотрено на рабочем колесе, и заменить кольцо износа покрытием, создаваемым посредством процесса наращивания.
Хотя изобретение описано со ссылкой на изготовление или ремонт, соответственно, рабочего колеса 1, изобретение, конечно, не ограничено такими деталями 1 или их изготовлением или их ремонтом, соответственно, а изобретение пригодно для множества других деталей 1, в частности для таких деталей 1, в которых предусмотрен по меньшей мере один внутренний канал 7, геометрия которого не позволяет изготавливать такой канал посредством механической обработки или удаления материала субтрактивным способом с заготовки 10 при разумных затратах.
В частности, деталь 1 может быть также выполнена в виде рабочего колеса или диффузора ротационной машины, при этом, в частности, ротационная машина может представлять собой насос, или турбину, или компрессор, или компактор, или детандер.
Упомянутый внутренний канал может представлять собой, например, охлаждающий канал, например, в лопатке турбины, например, канал для охлаждающего воздуха.
Реферат
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей ротационной машины. Деталь продолжается в аксиальном направлении (А) и в радиальном направлении и имеет по меньшей мере один внутренний канал (7). Упомянутый канал является частично закрытым и продолжается от первого конца (72) в центре (6) детали до второго конца (71) в радиальной ограничивающей поверхности (42) детали. Получают заготовку (10) с центром (6) детали, которая ограничена внешней поверхностью (11) в радиальном направлении (R). Максимальный размер (D1) внешней поверхности (11) в радиальном направлении (R) меньше, чем размер (D2) ограничивающей поверхности (42) в радиальном направлении. Затем осуществляют первый субтрактивный этап технологического процесса, в котором посредством механической обработки изготавливают часть канала (7), которая продолжается от первого конца (72) канала до внешней поверхности (11) заготовки (10). Затем путем наращивания на заготовке (10) заканчивают канал (7). В результате обеспечивается возможность получить деталь с внутренним каналом различной геометрической формы. 2 н. и 12 з.п. ф-лы, 5 ил.
Комментарии