;;727J
.(7-LlLJl
-,-.:; г т .№гг-г -р%ГЯт-П-ь№ рЗ:
° )Р7Г :5 &|ШМ1
-T.i, , , .L.L.jr 7 M . iff iu-b- Чд - а о ч
О5 00 4
4 ,i .
Фиг. 7
СМ
Устройство для перемещения рельсов 16 перемещают и располагают симметрично над подлежащими соединению концами рельсов 42,43, укладьшают на путь 7. Если расстояние мейсду обоими кон1: ами рельсов 42,43 велико (больше 5 см), то применяют устройство для перемещения рельсов 16 без включения сварочного агрегата 15 и производят притягива- ние правого конца рельса 43. Сварочный агрегат 15 вводят в кольцеобразный унифицированный узел устройства для перемещения рельсов 16 и опускают на концы рельсов 42,43. После напрессов- ки обеих пар сжимающих и сварочных ко
Изобретение относится к сварке, а именно к оборудованию для злектричес- кой стьжовой сварки.оплавлением рельсов . Целью изобретения является повышение качества сварного шва за счет точной стыковки свариваемых рельсов,
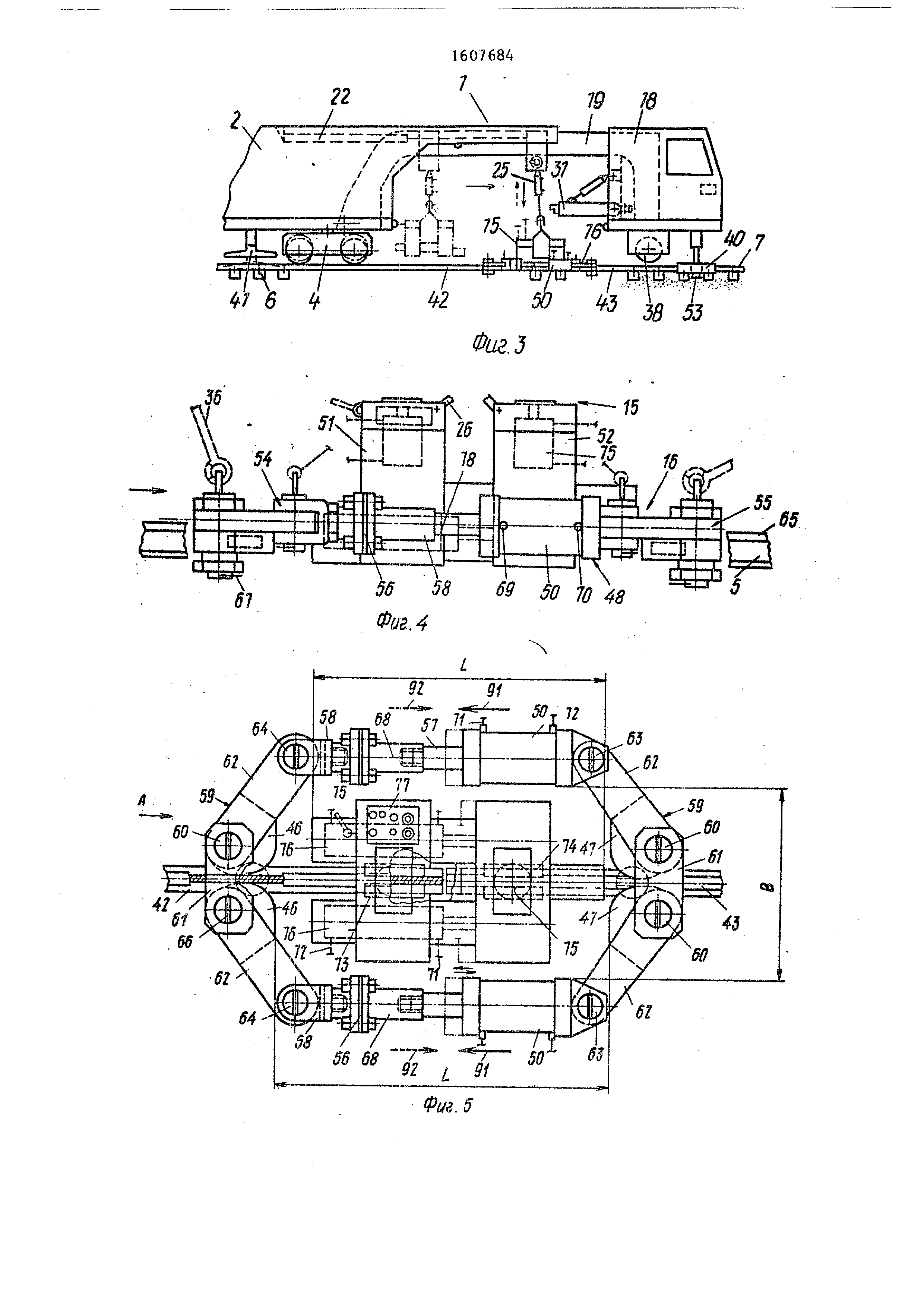
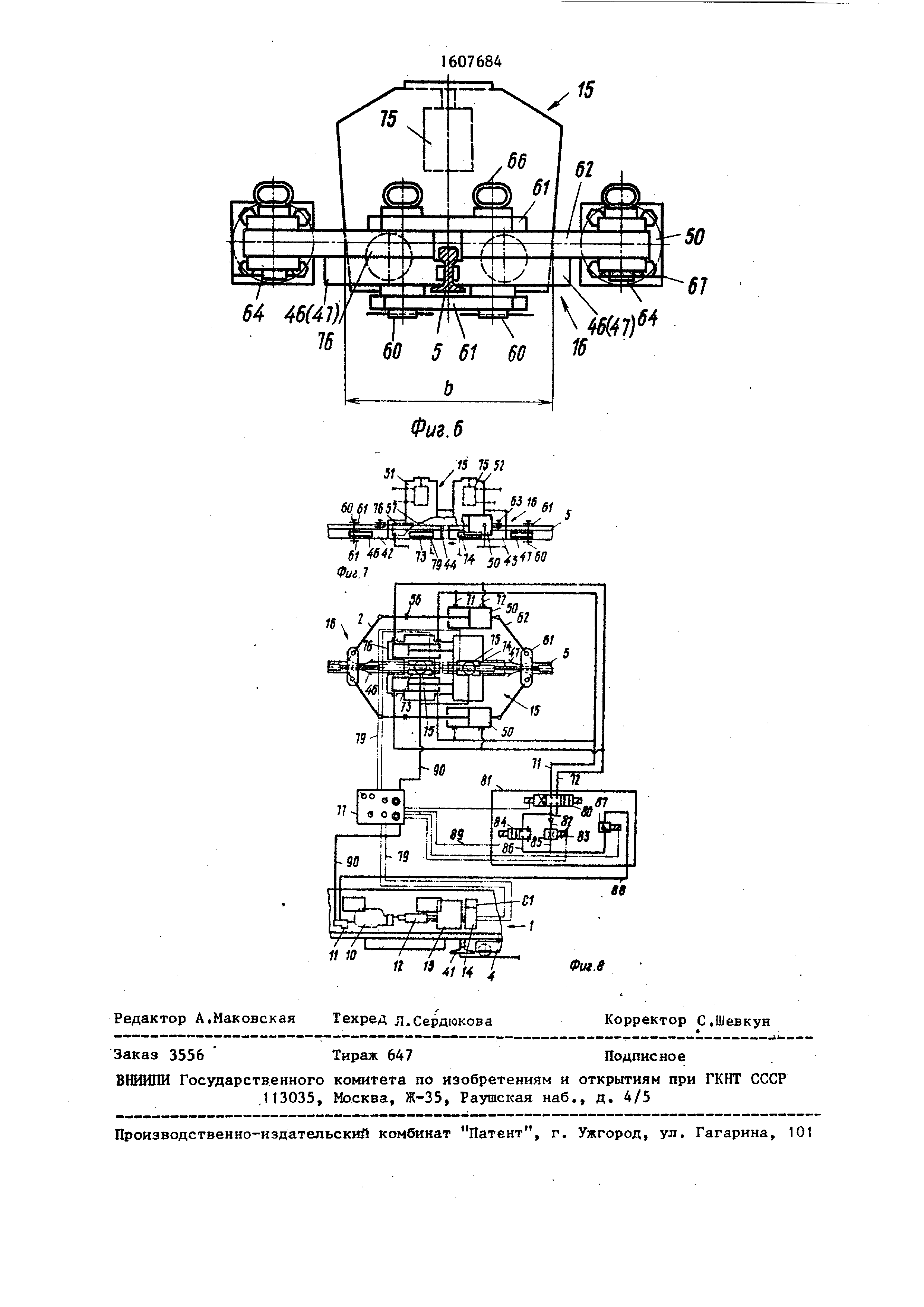
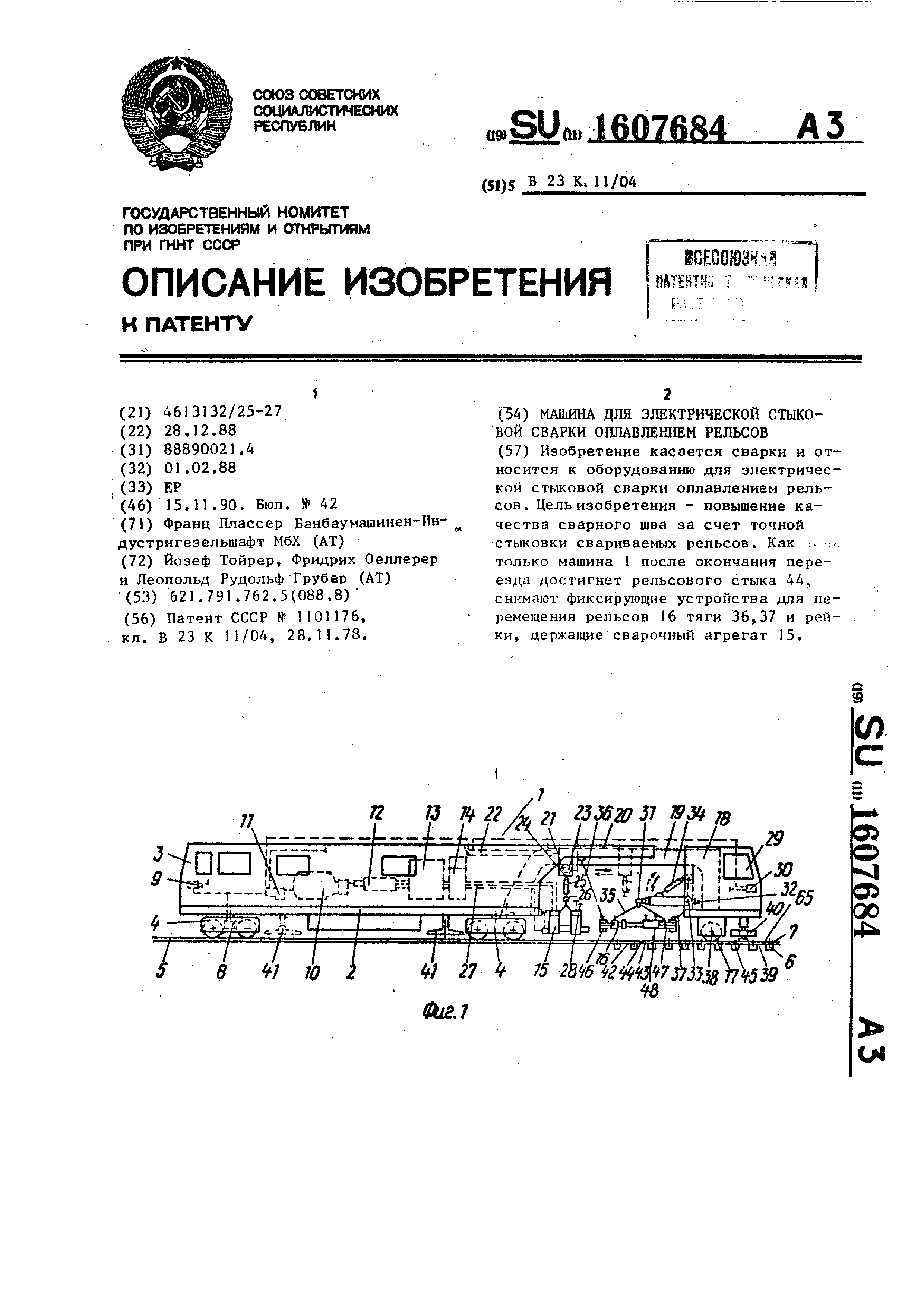
На фиг.1 изображена машина для электрической стыковой сварки оплавлением рельсовых стыков проложенного пути агрегатом для стыковой сварки с устройством для перемещения рельсов, вид сбоку; на фиг.2 - часть машины с агрегатом для стыковой сварки оплав- лением и охватьшающим его устройством для перемещения рельсов в рабочем положении над двумя подлежащими сварке кусками рельсов одной рельсовой нитки горизонтальная проекция; .на фиг.З - часть выполненной согласно изобретению машины (положение сварочного агрегата и устройства для перемещения рельсов соответствует фиг.2), вид сбоку; на фиг.4 - агрегат для стыковой сварки оплавлением с охватывающим его устройством для перемещения рельсов в рабочем положении, увеличенный детальный вид сбоку; на фиг.5 - агрегат для стыковой, сварки оплавлением и устрой- ство для перемещения рельсов согласно фиг.4, горизонтальная проекция; на фиг,6 - сварочный агрегат вместе с устройством для передвижки рельсов в продольном направлении по стрелке А на фиг.5; на фиг.7 -установка для .перемещения рельсов вместе с охватываемым сварочным агегатом в рабочем
лодок на шейку рельса через приведенные в действие зажимные цилиндры процесс перемещения производят по выбору и совместно сварочным агрегатом 15 и устройством для перемещения рельсов 16 или только одним сварочным агрегатом 15. По достижении необходимого для сварки расстояния между обоими концами рельсов 42,43 осуществляют автоматически управляемьш процесс сварки . Концы рельсов разогревают до температуры плавления, а затем осаждающим ударом спрессовьшают друг с другом с большим усилием. Образующийся сва-. рочный напльш срезают. Сварочный агрегат 15 поднимают. 10 з.п.ф-лы, 8 ил,
положении согласно изобретению, вид сбоку; на фиг.8 - устройство для перемещения рельсов и сварочный агрегат согласно фиг.7 со схемой электрогидравлического подключения для совместного управления продольной передвижкой рельсов посредством обеих половин сварочного агрегата и устройства для передвижки рельсов, горизонтальная проекция.
Машина 1 для электрической стыко-. вой сварки оплавлением состоит из расположенной вдоль рамы ходовой части 2 и кабины 3, опирается через путевые тележки 4 на состоящий из рельсов (соответственно из двух рельсовых ниток 5 и шпал 6) путь 7 и перемещается по нему при помощи ходового механизма 8. Рядом с кабиной 3, имеющей устройство 9 управления, находится приводной двигатель 10, который через соответствующую передачу приводит в действие гидравлический насосный агрегат 11, а также генератор 12. Генератор 12 при помощи электрозаводки соединен со шкафом генератора 13 и устройством 14 управления процессом свар- и. Агрегат 15 для стыковой сварки оплавлением и устройство 16 для переме- щения рельсов предусмотрены на опирающемся на колесную пару 17 прицепа 18 машины 1, Сварочный агрегат 15 расположен на центральной рамо машины 19 прицепа 18, имеющей шарнирнуто опору и выполненной в виде моста, и перемещается по продольным и поперечным направляющим 20,
51
21 вдоль и поперек при помошч гидрог приводов 22,23. Предусмотренный для поперечного перемещения гидропривод 23 выполнен в виде гидравлического двигателя с шестерней, которая входи в зацепление с зубчатой рейкой 24, н расположенной перпендикулярно продолной оси машины. Для перемещения по высоте предусмотрен гидроцилиндр 25, который соединен со сварочным агрегатом 15 через приспособление 26 для подвешивания. Для соединения сварочного агрегата 15 с рамой кодовой части 2 при переезде на новую позицию предусмотрены, две сьемные закрепляю-: 1ЩЙ рейки (штриховое среднее положение ) . Сварочный агрегат 15 соединен с устройством 14 управления сварочным процессом и гидравлическим насосным агрегатом 11 через подводящую электропроводку 27 и гидравлические трубопроводы 28.
та 15 в горизонтальной плоскости рель- Устройство 16 для перемещения рель- 25 сов больше, чем поперечное сечение с сов в зоне кабины 29 прицепа 18 осна-, шириной b и длиной 1, образованное пе- щено устройством 30 управления, выпол- риметром отстоящих одна от другой на ненным как гидравлический раскладчик максимальное расстояние (около 70 см) приводом 31, раздвигающимся телеско- половин 51,52 сварочного агрега-,-. В пически, другим выполненным как тросо- ЗО предпочтительном варианте выполнения вая тяга приводом 32, расположенным машины ширина b сварочного агрегата поворотно вокруг поперечной направляю- 5 весом около 2,5 т в горизонтальной щей 33 приводом 34 и при помощи прис- плоскости рельсов составляет примерно пособления 35 для подвески перемещает- 92,5 см,а длина 1 - примерно 162,5 см. ся поперек, вдоль и по высоте. Для Внутренняя сторона в свету В устройст- лучшей фиксации устройства 16 для пег ва 16 для перемещения рельсов весом ремещения рельсов при переезде на но- около 650 кг при напрессованных на , . вую позицию (штриховое среднее положе- шейку рельсов зажимных колодках сос- ние) оно соединено через съемные зак- тавляет примерно 107 см, а внутренняя репляющие тяги 36,37 с выступающей де- 0 длина в свету L - примерно 172,5 см. талью рамы ходовой части, срответст- Как представлено на фиг.З, прицеп
венно с рамой 19 прицепа 18. Прицеп 18 путевой тележкой 38, выполненной как колесная пара, оснащен опускающей-- ся на. шпалы и/или на балластную приз- дг -му 39 приводной гидравлической подъемной стойкой 40 для разгрузки рельсов, а При:надобности и шпал. Между обеими путевыми тележками 4 рамы шасси 2 предусмотрена по меньшей мере одна подъемная стойка 41, опирающаяся на шпалы 6. Устройство 16 для перемещения рельсов располагается над стыком рельсов, образованным за счет расположения на расстоянии друг от друга двух концов рельсов 42,43, а именно стыковым зазором 44, Предусмотрены рельсовые скрепления 45 для съемного крепления рельсов 5 со шпалами 6.
18 машины 1 опирается через обе подъемные опорные стойки на шпалы 6 и - через дополнительные вспомогательные подъемные опорные стойки 53 - на балластную призму. Благодаря этому тележка 38 приподнимается над колеей 7 и правьш рельс со своим концом 43 освобождается от Беса прицепа 18. Таким 50 образом, правый конец рельса 43 после освобождения от соответств тощих рель- -совых скреплений 45 можно безпрепятст- венно передвигать, подтягивая в напг-. . : :равлении левого конца.рельса 42 для . сварки рельсового стыка. В случае не- обходнмости для перемещения левого j конца рельса 42 при помощи опущенной на шпалы 6 подъемной опорной стойки 41 можно поднимать и прилегающую к
55
Устройство 16 для перемещения рельсов в рабочем положении охватывает агрегат для стыковой сварки оплавлением в горизонтальной плоскости рельсов . Устройство 16 для перемещения рельсов имеет две пары зажимных колодок 46,47 для захвата расположенных непосредственно перед и за сварочным агрегатом концов рельсов 42,43, соединенных между собой и приводимых в действие через гидравлическое цилиндропорш- невое устройство 48. Гидравлическое цилиндропоршневое устройство 48 коль- цеобразного унифицированного узла 49 устройства 16 для перемещения рельсов имеет два расположенных параллельно приводных цилиндра 50.
Устройство 16 для перемещения (в частности для стягивания) рельсов имеет внутреннее поперечное сечение шириной (в свету) В и длиной (в свету) L, которые для охвата сварочного агрега- .
г
18 машины 1 опирается через обе подъемные опорные стойки на шпалы 6 и - через дополнительные вспомогательные подъемные опорные стойки 53 - на балластную призму. Благодаря этому тележка 38 приподнимается над колеей 7 и правьш рельс со своим концом 43 освобождается от Беса прицепа 18. Таким 0 образом, правый конец рельса 43 после освобождения от соответств тощих рель- -совых скреплений 45 можно безпрепятст- венно передвигать, подтягивая в напг-. . : :равлении левого конца.рельса 42 для . сварки рельсового стыка. В случае не- обходнмости для перемещения левого j конца рельса 42 при помощи опущенной на шпалы 6 подъемной опорной стойки 41 можно поднимать и прилегающую к
5
сварочному агрегату 15 путевую тележку 4 МИШИНЫ 1.
Устройство 16 для перемещения рельсов в продольном направлении состоит из электроизолированных и расположенных одна за другой симметрично по отношению к продольной П.ЛОСКОСТИ симметрии устройства 16 частей 5,55, кото1 ,5 м и с учетом длины хода приводных цилиндров 50 может увеличиваться (предпочтительно) на 30 см. Расстояние около 1,5 м при вьшеденных примерно наполовину штоках поршней 57 создает возможность беспрепятственного бесконтактного переключения агрега та 15 для стыковой сварки оплавлением
рыё соединены мевду собой через элект- д причем расстояние между расположенны- роизолирующую прокладку 56 при .помощи ми параллельно осями 68 стягивания болтового соединения. Электроизолирую- (передвижки) при напрессованных на щая прокладка 56 смонтирована ,у зажимной колодкой 46 и штоком поршня 57 приводного цилиндра 50 и расположена перпендикулярно продольной оси тягового элемента 58 в направлении стягивания и перемещения. Обе пары зажимных колодок 46,47 расположены зеркально одна относительно другой, приводятся в действие цилиндрами 50 и штоками поршней 57 i. выполнены в виде коленчатого устройства зажимных рычагов 59. Последнее состоит из соединенных с зажимными колодками 46,47 зажимных рычагов, которые соедине:ны в зоне расположения пары зажимных колодок 46,47 через распорные болты 60 с соединительным элементом 61. Распошейки рельсов парах зажимных колодок 46,47 соответствует примерно 1,4 м, |с Оба приводных цилиндра выполнены с подключениями 69,70 для гидравлического приведения в действие через гибкие гидравлические маслопроводы 71, 72, которые ведут к насосному агрегату машины 1.
Каждая половина 51,52 сварочного агрегата снабжена парой зажимных и сварочных колодок 73,74, которые через гидравлический зажимной цилиндр 75 прижаты к шейке рельса. Для про- . дольной передвижки обеих половин 51, 52 сварочного агрегата навстречу друг другу предусмотрены два гидроцилинД- ра 76, расположенных в продольном нап равлении рельсов. Наряду с продольной передвижкой обеих половин 51,52 сварочного агрегата (или одной половины к другой) производят также продольную передвижку пар зажимных и сварочных
20
25
30
40
ложенные один напротив другого концы зажимных рычагов 62 пары зажимных колодок 46,47 в правой части 55 через распорный болт 63 соединены с привод ным цилиндром 50, а в левой части 54 через ..
ра порньГ болт 64 - с тяговым элемен- 35 колодок 73,74 (или одной пары к дру. том 58. зажимные рычаги 62 через рас- гой) вместе с зажатыми концами рель порный болт 60 и элемент 61 соединены шарнирно, причем между нижним соединительным элементом 61 и соответстЕ:ую- щим зажимным рычагом 62 предусмотрено сваренное (преимущественно) с нижним соединительным элементом 61 фиксирующее кольцо.
Каждый из расположенных перпендикулярно к горизонтальной плоскости рельсов 65 распорных болтов 60, 63, 64 соединен в зоне верхнего конца с накладкой 66, а в зоне нижнего конца - со съемным шплинтом 67, Оба расположенных соответственно слева и справа от нитки рельса гидравлических приводных цилиндра 50 гидравлического поршнецилиндрового устройства 48 предназначены для совместного создания тягового (передвигающего) усилия более 120 т. Расстояние между распорн1:,1ми болтами 63,64 в продольном направлении оси 68 стягивания (передвижки) в настоящем примере составляет примерно .
сов 42,43. Для обслуживания сварочного агрегата 15 и устройства 16 для передвижки рельсов предусмотрено уст ройство 77 управления, прикрепленное к сварочному агрегату 15. Соединенна с гидроцилин/лром 76 половина 51 сварочного агрегата снабжена гидравличе ким срезающим приспособлением 78 для 45 удаления образовавшихся после сварки сварочных наллывов.
Для передачи очень больших усилий над и под рельсом 5 предусмотрен эле мент 61, соединяющий в поперечном на равлении противолежащие зажимные ры шги 62с Пары рельсовых зажимных кол док 46, 47 приварены к нижней сторон зажимного рычага 62 (соответственно, вьшолнены с ним из одного куска). Ме ду обеими зажимными колодками 46,47 и шейкой рельса предусмотрены колодк для лучшего зажимного прилегания и/и изоляции. Передача сжимающих усилий на пары рельсовых зажимных и свароч50
1,5 м и с учетом длины хода приводных цилиндров 50 может увеличиваться (предпочтительно) на 30 см. Расстояние около 1,5 м при вьшеденных примерно наполовину штоках поршней 57 создает возможность беспрепятственного бесконтактного переключения агрегата 15 для стыковой сварки оплавлением,
причем расстояние между расположенны- ми параллельно осями 68 стягивания (передвижки) при напрессованных на
шейки рельсов парах зажимных колодок 46,47 соответствует примерно 1,4 м, Оба приводных цилиндра выполнены с подключениями 69,70 для гидравлического приведения в действие через гибкие гидравлические маслопроводы 71, 72, которые ведут к насосному агрегату машины 1.
Каждая половина 51,52 сварочного агрегата снабжена парой зажимных и сварочных колодок 73,74, которые через гидравлический зажимной цилиндр 75 прижаты к шейке рельса. Для про- . дольной передвижки обеих половин 51, 52 сварочного агрегата навстречу друг другу предусмотрены два гидроцилинД- ра 76, расположенных в продольном направлении рельсов. Наряду с продольной передвижкой обеих половин 51,52 сварочного агрегата (или одной половины к другой) производят также продольную передвижку пар зажимных и сварочных
..
колодок 73,74 (или одной пары к дру. гой) вместе с зажатыми концами рель
0
5 колодок 73,74 (или одной пары к дру. гой) вместе с зажатыми концами рель
сов 42,43. Для обслуживания сварочного агрегата 15 и устройства 16 для передвижки рельсов предусмотрено устройство 77 управления, прикрепленное к сварочному агрегату 15. Соединенная с гидроцилин/лром 76 половина 51 сварочного агрегата снабжена гидравлическим срезающим приспособлением 78 для 5 удаления образовавшихся после сварки сварочных наллывов.
Для передачи очень больших усилий над и под рельсом 5 предусмотрен элемент 61, соединяющий в поперечном направлении противолежащие зажимные ры- шги 62с Пары рельсовых зажимных колодок 46, 47 приварены к нижней стороне зажимного рычага 62 (соответственно, вьшолнены с ним из одного куска). Между обеими зажимными колодками 46,47 и шейкой рельса предусмотрены колодки для лучшего зажимного прилегания и/или изоляции. Передача сжимающих усилий на пары рельсовых зажимных и свароч:
0
ных колодок 73,74 через расположенные вертикально зажимные цилиндры 75 осуществляется через рычажную систему в сварочном агрегате 15 (детально не по казана),
Сварочный ток по электропроводке
79передается на концы рельсов 42,43. Гидравлические маслопроводы 71,72,
служащие для приведения в действие . обоих приводных цилиндров 50 и обоих гидроцилиндров 76, подведены к четы- рехходовому трехпозиционному клапану
80блока 81 гидравлического управления . От ходового клапана 80 проложен гидравлический маслопровод 82 с обрат . Ш)1М клапаном к гидравлическому клапану 83 пропорциональноi o регулирования
тока, Блок 81 управления имеет четы- рехходовой двухпоэиционный клапан 84, ответвление 85, гидравлический маслопровод 86, соединяющий друг с другом подводящий 82 и отводящий 83 маслопроводы токорегулирующего клапана 83, Маслопровод 86 имеет, кроме того, двухступенчатый регулирующий клапанi 87, который через гидравлический пи-. тающий маслопровод 88 (соответственно 28) связан с гидравлическим насосным агрегатом 11. Всеми находящимися в блоке управления клапанами (80, 83, 84, 87) управляют через проводку 89 находящегося у сварочного агрегата 15 устройства 77 управления. Оно соединено с гидравлическим маслопроводом 90 для загрузки обоих зажимных цилиндров 75.
Машина работает следующим образом. Как только машина после переезда достигнет рельсового стыка 44, под- лежащего сварке, снимают фиксирующее устройство 16 для передвижки рельсов тяги 36, 37, а также держащие сварочный агрегат 15 рейки. Приведя в действие привод 32, выполненный в виде тросовой тяги, перемещают устройство 16 для передвижки рельсов вместе с приводами 31 и 34 поперёк машины до тех пор, пока устройство 16 не расположится симметрично над концами рельсов 42, 43, подлежащими соединению, В подвешенном положении после предварительного удаления соответствующих шплинтов 67 снимают оба нижних соединительных элемента 61, Затем устройство 16
для передвижки рельсов, включив привод 34, укладьшают на путь 7 (соответственно , на рельс 5), причем внешние распорные болты 60 располагают в
,
п
5
20 25 0 -зс
Q
..
5
соответствующем шпальном ящике Затем оба снятых соединительных элемента 61 между шпалами 6 подводят под рельс 5 и опять надвигают на распорные болты 60. Рельсовые скрепления 45 правого незагруженнЬго рельса 5 целесообразно во время сварки рельсовой нитки (предпочтительно при помощи собственного приспособления) ослабить. Если расстояние между обоими концами рельсов 42,43 очень велико, например больше 5 см, предварительно применяют устройство 16 для передвижки рельсов без включения сварочного агрегата 15 для стягивания (соответственно, передвижки ) ненагруженного конца рельса 43 рельсовой нитки. С этой целью приводные цилиндры 50 приводят в действие так, чтобы штоки поршней 57 были продвинуты как можно дальше вперед. При этом расстояние между обеими парами зажимных колодок 46,47 становится наибольшим . Затем оба цилиндра 50 приводят в действие в обратном направлении , благодаря чему сжимающие рычаги 62 для напрессовки пар рельсовых зажимных колодок 46,47 на шейки рельсов поворачиваются в направлении рельса 5, После завершения поворотного движения за счет дальнейшего ввода штоков поршней 57 в приводные цилиндры 50 происходит притягивание правого конца рельса 43, гак как благодаря опусканию подъемной стойки 40 он освобожден от путевой тележки 38 и веса прицепа 18, Если расстояния между двумя концами рельса (рельсовый стык 44) после за- вершени я процесса протягивания рельса все еще слишком велико, то процесс можно поверить: как можно больше растягивая обе пары зажимных колодок 46, 47 одна относительно другой, за счет вьщвижения штоков поршней 57 из при-- водных цилиндров 50 выполнить новый процесс притягивания (соответственно, передвижки) рельсов в направлении, показанном стрелками 91,
Можно также передвинуть, например, левый конец рельса 42 по стрелке 92 о Для этого опускают подъемную стойку 41 на шпалы и приподнимают путевую тележку 4 (относительно пути 7), Соот- ветств тощие рельсовые крепления 45 левой рельсовой нитки должны быть пе- . ред этим освобождены. Так же передвигаются навстречу друг другу оба конца рельсов 42,43 при их разгрузке от путевой тележки.
Во время притягивания рельсовой нитки сварочный агрегат 15 при приве- . дении в действие приводов 22 и 23 вводят в. кольцеобразный унифицированный узел 49 устройства- 16„для передвижки рельсов и опускают на концы рельсов , 43. После напрессовки обеих пар сжимшощих и сварочных 73,74 на шейку рельса, приведя в действие зажимные цилиндры 75 осуществляют - процесс передвижки сварочным агрегатом 15 и устройством 16 для передвижки рельсов или (по выбору) только одним сварочным агрегатом 15. Для совм(2стной передачи тяговых и передвигающих усилий приводят в действие одновременно оба гидроцшгандра 76 сварочного агрегата и приводные цилиндры 50 устройства 16 для передвижки рельсов через общий гидравлический маслопровод 70,71. Возвратно-поступательное перемещение осуществляется в соответствии с заданной скоростью гидравлическим клапаном 83 регулирования тока. При этом электрический аналоговый, сигнал создает соответствующий этому сигналу поток ма сла (соответственно., количество масла ) . Скорость перемещения гидроприводных цилиндров 76,50 пропорциональна объему потока масла. Если при притягивании очень длинных рельсовых ниток требуются повьшенные усилия, то могут например, подключаться и несколько , - приводных цилиндров 50 параллельно к гидроцилиндрам 76 сварочного агрегата 15,.а тяговые усилия передаются на рельсы через дополнительные пары рельсовых зажимных колодок 46,47, Замкнутые прилегающие к шейке рельсов пары рельсовых зажимных колодок 46,47 и пары зажимных и сварочных колодок 735 74 образуют с гидропрйводными цилиндрами 50,76 компактный замкнутый узел. При этом разные поршни цилиндров переме- щаются с одинаковой скоростью, поэтому достаточно создать через регули- рующий клапан 83 необходимый общий расход масла. Рабочим площадям поршне
цилиндров .СООТЗЗеТСТВуЮТ и усилия от-
дельный цилиндров 50576.
Как только достигается необходимое для сварки расстояние между обоими концами рельсов 42,43, начинается ав- чоматически управляемый процесс свар- ки. При этом на точно .отрегулирован ной программе (зависимость от количества протекающего тока) концы рельсов 42,43 незначительно передвигаются
2 Q 25 ЗО , 40 45
один относительно другого до тех пор, пока не разогреваются до температуры плавления. В конце процесса сварки оба конца рельсов (в рамках так называемого осаж/дшощего удара) спрессовывают один с другим, с очень.большими усилиями путем подключения регулирующего давления клапана 87 с большой возможностью пропуска масла. Образующийся .при зтом сварочный напльш срезают автоматически приспособлением для срезания наплывов непосредственно после сварки. После этого сварочный агрегат 15 поднимают, приводя в действие привод 25. Затем снимают нижние соединительные элементы 60,61 устройства 16 для передвижки рельсов и при соединенных серьгах 66 распорных болтов 63,64 поднимают устройство 16 при помо-; щи приспособления 35 для подвески. Затем нижние соединительные элементы 61 вновь соединяют с распорными болтами 60, и машина 1 после подъема стоек 40 переезжает к следующему рельсовому
стыку 44.
Применение устройства для перемещения рельсов позволит проводить точную стыковку рельсов и повысить тем самым качество сварки. Формула изобретения
1. Машина для электрической стыковой сварки оплавлением рельсов, расположенных в ряд, содержащая путевые тележки, смонтированную на них раму ходового механизма, оснащенную приводным двигателем, гидравлическим насосным агрегатом, генератором, ходовым механизмом, устройством управления сварочным процессом с блоком управления , приспособлением для срезки сварочных напльшов с гидравлическим приводом , стойками для подъема рамы с тележками относительно рельсов, устройством для перемещения рельсов и агрегатом для стыковой сварки оплавлением , выполненным в виде двух половин, установленных с возможностью перемещения в продольном направлении относит тельно друг друга гидроцилиндрами и снабженных парами зажимных и сварочных колодокэ отличающаяся тем, что, с целью повышения качества свар- ного шва за счет точной стыковки сва риваешк рельсов 5 устройство для перемещения рельсов выполнено в виде двух зажимных узлов, электрически изолирог ванных друг от друга, расположенных
симметрично относительно поперечной оси машины и оснащенных механизмами перемещения, расположенными симметрично относительно продольной оси машины, агрегат для стыковой сварки оплавлением установлен с возможностью введения между зажимными узлами и между механизмами их перемещения
2, Машина поп.1,отличаю- щ а я с я тем, что механизм перемещения узлов устройства для перемещения рельсовiвыполнен в виде гидравлического цилиндропоршневого устройства с двумя приводными цилиндрами.
3, Машина попп.1и2, отли- чающаяс я тем, что зажимные узлы устройства для перемещения рельсов выполнен в виде рычагов, шарнирно соелавлением и приводные цилиндры для обеих пар зажимных колодок устройства для перемещения рельсов соединены с гидравлическим насосным агрегатом машины ,
8. Машина по пп.1-3, отличающаяся тем, что соединение гидроцилиндров агрегата для стыковой сварtO ки и приводных цилиндров устройства для перемещения рельсов с гидравлическим насосным агрегатом выполнено в виде гибких гидравлических маслопроводов .
15 9. Машина по пп.1 и 2, о г л и - чающаяся тем, что агрегат для стыковой сварки и устройство для перемещения рельсов соединены с устройством управления с возможностью синхрондиненных с приводными цилиндрами и ного перемещения зажимных и сварочных
нащенных зажимными поворотными колодками .
4.Машина по пп.1-3, отличающаяся тем, что в устройстве для перемещения рельсов два зажимных узла 25 изолированы изолирующими прокладками.
5.Машина по пп.1-4, отличающаяся тем, что изолирующие прокладки расположены перпендикулярно
осям силовых цилиндров гидравлического зо цилиндропоршневого устройства.
6.Машина по пп.1-5, отличающаяся тем, что на раме ходового механизма установлено приспособление
колодок агрегата для стыковой сварки и обеих пар зажимных колодок устройства для перемещении рельсов.
10. Машина по пп. 1,2 и 9,0 т л и ч а- ю щ а я с я тем, что приводные цилиндры устройства для перемещения рельсов и гидроцилиндры агрегата для стыковой сварки подключены параллельно к блоку управления устройства управления, при этом в блоке управления смонтированы четырехходовой трехпозиционный клапан, гидравлический клапан регулирования тока, соединенный с ним четырехходовой двухпозиционный клапан, клапан редля перемещения в трех взаимно перпен- гулировки давления, причем четыреххо- дикулярных направлениях устройства довой двухпозиционный клапан соединен
с гидравлическим маслопроводом.
11. Машина по п.1, о т л и ч а ю- щ а я с я тем, что рама ходового механизма снабжена дополнительной . . , подъемной стойкой.
для перемещения рельсов и выполнено в виде сиситемы гидравлических приводов .
7. Машина по пп.1 и 2, о т л и - дд чающаяся тем, что гидроцилиндры агрегата для стыковой сварки опю
I
J + ПП-4
.. лТ - тС Ж ъ
frill-
.- дг:Ж{ :±
Т
Х-, CT -s3nii
лавлением и приводные цилиндры для обеих пар зажимных колодок устройства для перемещения рельсов соединены с гидравлическим насосным агрегатом машины ,
8. Машина по пп.1-3, отличающаяся тем, что соединение гидроцилиндров агрегата для стыковой сварки и приводных цилиндров устройства для перемещения рельсов с гидравлическим насосным агрегатом выполнено в виде гибких гидравлических маслопроводов .
9. Машина по пп.1 и 2, о г л и - чающаяся тем, что агрегат для стыковой сварки и устройство для перемещения рельсов соединены с устройством управления с возможностью синхронного перемещения зажимных и сварочных
колодок агрегата для стыковой сварки и обеих пар зажимных колодок устройства для перемещении рельсов.
10. Машина по пп. 1,2 и 9,0 т л и ч а- ю щ а я с я тем, что приводные цилиндры устройства для перемещения рельсов и гидроцилиндры агрегата для стыковой сварки подключены параллельно к блоку управления устройства управления, при этом в блоке управления смонтированы четырехходовой трехпозиционный клапан, гидравлический клапан регулирования тока, соединенный с ним четырехходовой двухпозиционный клапан, клапан реФиг . 2
22
.даХ JLx/
, Д5
-
1 N
5Г.4г-±а
57
Фиг. 4
19 Ю
, Д5
fej
К
7ffГ 1-.
Z5
52
| .ф- Л
6S 50 70 48
Фиг. 5
Фиг. 6
51
П t3 /; / Т
Редактор А.Маковская Техред л.Сердюкова
Заказ 3556Тираж 647Подписное
ВНИИПИ Государственного коьштета по изобретениям и открытиям при ГКНТ СССР ,113035, Москва, Ж-35, Раушская наб., д. 4/5
15
61
88
Фиг.в




Комментарии