Машина для контактной стыковой сварки оплавлением рельсов - RU2051016C1
Код документа: RU2051016C1
Чертежи


Описание
Изобретение относится к машине для стыковой сварки оплавлением рельсов с двумя перемещаемыми друг к другу за счет осаживающих цилиндров в их продольном направлении клещевидными механизмами с действующими в качестве электродов зажимными элементами для прилегания к концам рельсов.
Известна машина для стыковой сварки оплавлением, которая закреплена с возможностью перестановки по высоте на перемещаемом по пути транспортном средстве. Каждый из обоих агрегатных блоков, перемещаемых друг к другу через осаживающие цилиндры в продольном направлении рельсов, соответственно машины, имеет пару зажимных и сварочных колодок, которая соответственно за счет гидравлического зажимного цилиндра может прижиматься к шейке рельса. Пары зажимных и сварочных колодок одновременно с выполнением функции зажима служат также в качестве электродов, через которые может передаваться сварочный ток на обе конечные зоны рельсов, подлежащие свариванию друг с другом. Для осуществления процесса сварки зажатые концы рельсов при нагружении обоих осаживающих цилиндров перемещают друг к другу совместно с обоими агрегатными блоками со скоростью приблизительно 0,25 мм/с. При соприкосновении концов рельсов сварочный ток достигает первой пиковой величины, причем движение подачи для достижения надлежащей температуры плавления прекращается. Для завершения процесса сварки осуществляют так называемый осаживающий удар, при котором нагретые до температуры плавления концы рельсов прижимают друг к другу с очень высокими усилиями давления.
В частности для поддержания этого осаживающего удара при очень длинных и тяжелых рельсах предусмотрено охватывающее машину для стыковой сварки оплавлением и имеющее форму кольца рельсотянущее устройство. Это устройство имеет в зоне обоих продольных концов поворотные рычаги с зажимными колодками, предусмотренными для прилегания к шейке рельса. Рычаги, противолежащие друг другу в продольном направлении рельса, соответственно соединены друг с другом за счет гидроцилиндра. Осуществление упомянутого осаживающего удара происходит при одновременном использовании осаживающих цилиндров сварочной машины и обоих гидроцилиндров рельсотянущего устройства.
Известен агрегат для стыковой сварки оплавлением, служащий для сварки уложенных рельсов. Такого рода сварочный агрегат состоит из двух осаживающих цилиндров, клещевидных механизмов для зажатия рельсов, соответственно образованных из двух частей, поворачиваемых друг относительно друга вокруг оси, проходящей в продольном направлении осаживающих цилиндров. Эти части имеют в их нижней зоне действующие в качестве электродов зажимные элементы для одновременного прилегания к обеим сторонам рельса и соединены друг с другом в их верхних конечных зонах прижимным цилиндром. Агрегат имеет несложную конструкцию, но не обеспечивает приложения особенно больших тяговых усилий к рельсам в случае сварки очень длинных и тяжелых рельсов.
Известна машина для контактной стыковой сварки длинных рельсов, состоящая из двух взаимно-смещающихся агрегатных блоков. Один из них расположен в коробчатой главной раме и прочно соединен с ней, а другой установлен на отдельной несущей раме, которая в свою очередь, подвешена на главной раме посредством направляющих штанг. Смещение обеих рам и обоих агрегатных блоков относительно друг друга происходит при помощи гидроцилиндров. Зажимные и центрирующие устройства для свариваемых концов рельсов расположены внутри главной рамы и имеют очень сложную конструкцию. Кроме того, машина непригодна для мобильного применения.
Задачей изобретения является создание мобильной машины для стыковой сварки оплавлением рельсов, имеющей несложную конструкцию, с помощью которой могут прикладываться особенно большие тяговые усилия к соединяемым друг с другом концам рельсов.
Благодаря изобретению обеспечивается возможность создания конструктивного узла, с помощью которого при сохранении в значительной степени конструкции уже зарекомендовавшего себя лучшим образом агрегата для стыковой сварки оплавлением, а также при исключении перегрузки зажимных колодок, могут прикладываться существенно большие тяговые усилия к свариваемым концам рельсов. Кроме того, за счет механического соединения зажимных колодок дополнительных механизмов зажатия с обоими механизмами для зажатия рельсов обеспечивается простой синхронный перенос тяговых усилий как за счет действующих в качестве электродов зажимных элементов основных механизмов для зажатия рельсов, так и за счет внешних зажимных колодок без использования требующего затрат и сложного синхронизирующего управления. Это означает, что за счет шарнирного присоединения зажимных колодок они автоматически перемещаются совместно с продольным перемещением основных механизмов для зажатия рельсов. Благодаря расположению дополнительных зажимных колодок вне обоих основных механизмов для зажатия рельсов, размеры зажимных колодок можно назначать соответственно с запасом без учета конструктивного выполнения основных механизмов для зажатия рельсов. Тем самым с помощью такой сварочной машины можно без проблем сваривать также особенно тяжелые, соответственно длинные рельсы.
Машина отличается конструктивно простым выполнением, в соединении с рычажным действием зажимных колодок является особенно эффективным решением, тем самым не затрудняется функционирование обоих агрегатных блоков при осуществлении сварочных работ.
Предлагаемый сварочный агрегат обеспечивает возможность существенного повышения прикладываемых тяговых усилий, причем за счет расположения в общей плоскости продольные оси осаживающих цилиндров располагаются в непосредственной близости от горизонтальной плоскости симметрии зажимных колодок. Тем самым обеспечивается то, что тяговые усилия при исключении рычажного действия, являющегося нежелательным и направленного вокруг оси, проходящей в поперечном направлении рельса, являются переносимыми на зажимные колодки.
С помощью предлагаемой машины может достигаться особенно равномерное продольное перемещение соединяющей друг с другом оба рычага поперечины для осуществления движения раскрытия и закрытия.
За счет расположения рычагов и тяговых элементов в общей, центральной по отношению к высоте зажимных колодок плоскости симметрии, на концы рельсов могут переноситься большие тяговые усилия при исключении действующего на поворотную ось рычагов опрокидывающего момента. Тем самым надежно исключается являющаяся большим недостатком изгибная нагрузка как поворотных осей рычагов, так и концов рельсов.
С помощью специального шарнирного присоединения тяговых элементов обеспечивается беспрепятственное движение раскрытия обеих частей механизмов зажатия, поворачиваемых друг к другу для прилегания зажимных элементов к шейке рельса.
С помощью предлагаемого зажимного устройства силы прижатия к рельсу могут регулироваться с помощью прижимного цилиндра независимо от проходящих в продольном направлении рельса тяговых усилий.
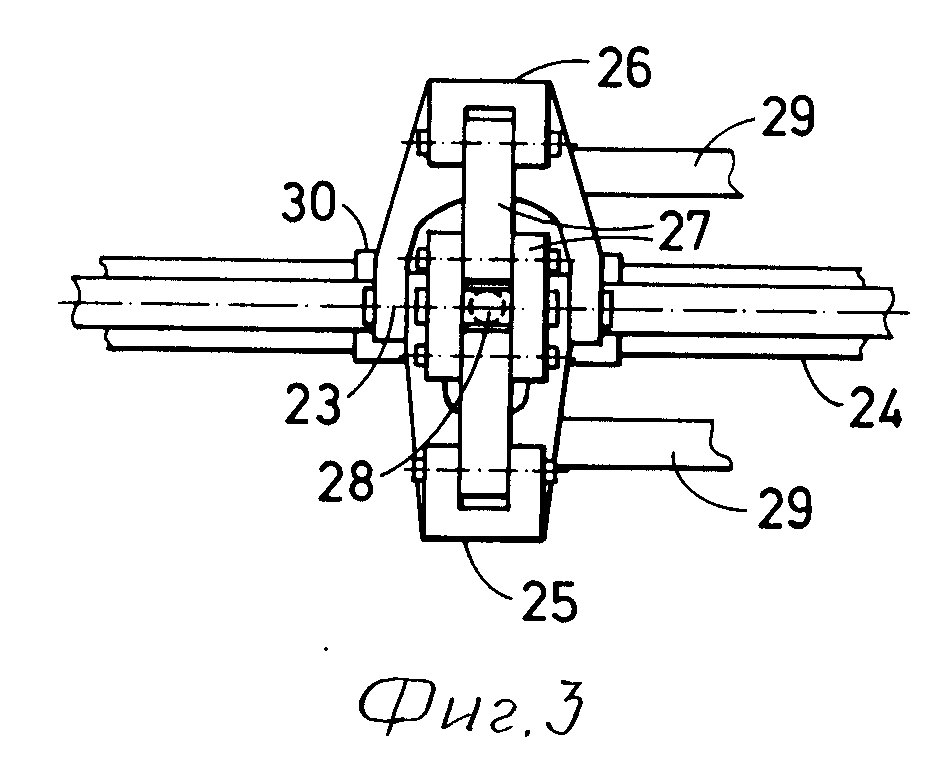
На фиг.1 показана машина для контактной стыковой сварки оплавлением рельсов, вид сбоку; на фиг.2 то же, вид сверху, причем зажимные колодки изображены на нижней половине в раскрытом положении, на верхней половине в закрытом положении; на фиг.3 другой вариант выполнения зажимных колодок, соединенных с механизмом для зажатия рельсов машины для контактной стыковой сварки оплавлением, вид сверху; на фиг.4 то же, вид сбоку.
Машина контактной стыковой сварки оплавлением (фиг.1 и 2) состоит в основном из двух размещенных на расстоянии друг от друга клещевидных механизмов 1 и 2 для зажатия рельсов, соединенных друг с другом за счет четырех расположенных в одной горизонтальной плоскости и проходящих параллельно друг другу осаживающих цилиндров 3 с возможностью перемещения в продольном направлении. Каждый из двух клещевидных механизмов 1 и 2 состоит из двух поворачиваемых друг к другу вокруг оси, проходящей в продольном направлении рельсов, частей 4 и 5 с действующими в качестве электродов зажимными элементами 6 для прилегания к двум свариваемым друг с другом рельсам, соответственно концам рельсов 7. Обе части 4 и 5 соединены друг с другом в их верхней конечной зоне через рычажную систему 8 и соединенный с ней вертикальный зажимной цилиндр для прижатия зажимных элементов 6 к рельсам 7. Механизм 1 соединен с устройством 10 для удаления сварного утолщения, перемещаемым за счет двух срезающих цилиндров 9 в продольном направлении осаживающих цилиндров 3, причем закрепленные на этом устройстве прижимные цилиндры 11 шарнирно закреплены на корпусе 12 механизма 1.
Каждый из механизмов 1 и 2 соединен с дополнительным механизмом 13 зажатия рельса, размещенным на расстоянии от него в продольном направлении осаживающих цилиндров 3 и предусмотренным для двустороннего прижатия к рельсу. Механизмы 13 выполнены в виде рычагов 16, поворачиваемых вокруг вертикальной поворотной оси 14 и соединенных попарно друг с другом за счет поперечины 15. Рычаги 16 располагаются друг против друга в направлении, перпендикулярном продольному направлению осаживающих цилиндров 3, соответственно продольному направлению рельсов, и соединены в зоне короткого плеча соответственно с зажимной колодкой 17, предусмотренной для прилегания к шейке рельса. Более длинные плечи рычага соответственно шарнирно соединены с тяговым элементом 18, подвижно закрепленным на корпусе 12 примыкающего клещевидного механизма. Каждая из двух поперечин 15 соединена с примыкающей частью 4, соответственно 5, за счет проходящего в продольном направлении осаживающих цилиндров 3 центрального разжимного цилиндра 19.
Общая плоскость симметрии 20 (фиг.1), проходящая перпендикулярно поворотным осям 14, для рычагов 16 и соединенных с механизмами 1 и 2 тяговых элементов 18 расположена приблизительно в центре по отношению к высоте зажимных колодок 17, соответственно высоте рельса. В машине известным образом интегрирован вторичный контур электротоковой установки для того, чтобы трансформировать сварочный ток до низкого напряжения и требуемой большой силы тока. В связи с тем, что за счет преобразования тока и самого рабочего процесса возникают высокие температуры, в машину встроена обширная, не изображенная более подробно, охлаждающая система. Машина подвешена на двуплечем телескопическом кране. Энергоснабжение осуществляется за счет генератора и гидравлического насоса. Для ввода различных рабочих операций предусмотрен пульт управления 21.
Машину для контактной стыковой сварки оплавлением центрируют с помощью упомянутого телескопического крана над свариваемыми концами рельсов 7, причем оба рычага 16 за счет нагружения обоих разжимных цилиндров 19 и зажимные элементы 6 частей 4 и 5 находятся в раскрытом положении (см. нижнюю половину на фиг. 2). После наложения машины на головку рельса оба разжимных цилиндра 19 нагружают в противоположном друг другу направлении, за счет чего зажимные колодки 17 приходят к прилеганию к шейке рельса. Одновременно за счет нагружения обоих зажимных цилиндров, соединенных с рычажной системой 8, происходит прижатие действующих одновременно в качестве электродов зажимных элементов 6 частей 4, соответственно 5, к шейке рельса. За счет этого зажима обоих концов рельсов 7 происходит их точное центрирование по высоте и направлению.
Далее при нагружении давлением четырех осаживающих цилиндров 3 согласно изображенным стрелкам на фиг.1 происходит относительное перемещение обоих механизмов 1 и 2, а также обеих пар рычагов 16 относительно друг друга. При этом выполнение рычагов 16 двуплечими автоматически приводит к очень сильному прижатию зажимных колодок 17 к шейке рельса, благодаря чему прикладываемые к обоим концам рельсов 7 тяговые усилия дополнительно к зажимным элементам 6 частей 4 и 5 также являются прикладываемыми за счет рычагов 16. Как только оба конца рельсов 7 имеют соответствующее расстояние друг от друга, вместе с образованием электрической дуги начинает производиться требуемая для сварки энергия. Когда концы рельсов в соответствии с установленной программой сварки нагреваются до сварочной температуры, четыре осаживающих цилиндра 3 нагружают повышенным давлением для введения так называемого осаживающего удара. За счет этого при сжатии разогретых до температуры плавления концов рельсов происходит образование сваpного соединения. В связи с тем, что приложение этих очень больших усилий осаживающего удара образуется за счет образующей общий конструктивный узел системы зажимных элементов 6 механизмов 1 и 2 и соединенных с ними рычагов 16, обеспечивается их синхронное использование с исключением требующего затрат управляющего устройства. Усилия осаживающего удара оказываются на рельсы и далее до достижения надлежащей предельной допускаемой нагрузки сварного соединения после соответствующего охлаждения, в то время как за счет нагружения обоих срезающих цилиндров 9 осуществляется продольное перемещение устройства 10 для удаления сварного утолщения. После соответствующего охлаждения сварного соединения в осаживающих цилиндрах 3 убирается давление и после нагружения соединенного с частями 4 и 5 зажимного-прижимного и разжимного цилиндров 11 и 19 и являющегося результатом этого раскрытия зажимных элементов 6 и колодок 17 производится продольное перемещение обоих механизмов 1 и 2 против изображенного на фиг.1 направления стрелки в исходное положение.
Дополнительные механизмы для зажатия рельсов могут быть выполнены (фиг.3 и 4) в виде частей 25 и 26, поворачиваемых друг к другу вокруг проходящей в продольном направлении осаживающих цилиндров 3 оси 23 и накладываемых на обе продольные стороны рельса 24. Эти части соединены друг с другом в их верхних конечных зонах за счет соединительных элементов 27 и могут поворачиваться с помощью вертикального зажимного цилиндра 28 из изображенного сплошными линиями положения зажима в изображенное штрихпунктирными линиями (фиг.4) положение раскрытия. Обе части 25 и 26 в их нижней конечной зоне за счет тяговых элементов 29 шарнирно соединены с соседним клещевидным механизмом. Соединение тяговых элементов 29 с частями 25 и 26 выполнено таким образом, что для осуществления движения раскрытия также является возможным незначительное проворачивание тяговых элементов 29 вокруг проходящей в их продольном направлении оси. Нижние конечные зоны частей 25 и 26 имеют предусмотренные для прилегания к шейке рельса зажимные колодки 30.
Для осуществления сварного соединения одновременно с прилеганием зажимных элементов 6, находящихся на клещевидных механизмах для зажатия рельсов, к шейке рельса прижимаются также зажимные колодки 30 дополнительных механизмов для зажатия рельсов, при этом зажимные цилиндры 28 нагружаются давлением для осуществления движения закрытия. Вслед за тем оба конца рельсов при нагружении осаживающих цилиндров 3 сваривают друг с другом уже описанным выше образом.
Реферат
Использование: в сварочном производстве при создании машин для контактной стыковой сварки оплавлением рельсов. Сущность изобретения: машина для контактной стыковой сварки оплавлением рельсов содержит клещевидные механизмы 1 и 2 для зажатия рельсов, перемещаемые друг к другу за счет осаживающих цилиндров 3. Каждый из механизмов 1 и 2 шарнирно соединен с размещенным на расстоянии от него дополнительным механизмом 13 для зажатия рельса. Машина имеет устройство 10 для удаления грата. 6 з. п. ф-лы, 4 ил.

Комментарии