Устройство и способ охлаждения зоны сварки рельса - RU2470080C1
Код документа: RU2470080C1
Чертежи











Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу охлаждения зоны сварки рельса после сварки рельса.
Приоритет испрашивается по заявке на патент Японии No. 2009-079938, поданной 27 марта 2009, содержание которой включено в данное описание путем ссылки.
Предшествующий уровень техники.
Стык рельсов представляет собой часть, которая наиболее легко повреждается в рельсе и вызывает необходимость осуществления расходов по техническому обслуживанию и текущему ремонту. Кроме того, стык рельсов представляет собой основной источник возникновения шума и вибрации, которые генерируются во время прохождения поезда. Скорость поездов, обеспечивающих пассажирское железнодорожное сообщение, и загрузка товарных поездов увеличиваются внутри страны и за рубежом. В связи с этим технология изготовления длинного рельса, имеющего длину 200 м или более, посредством непрерывного соединения рельсовых стыков сваркой становится широко распространенной.
В качестве основных способов сварки рельсового стыка известны стыковая сварка оплавлением (см., например, патентный документ 1), газопрессовая сварка (см., например, патентный документ 2), сварка закрытой дугой (см., например, патентный документ 3) и термитная сварка (см., например, патентный документ 4).
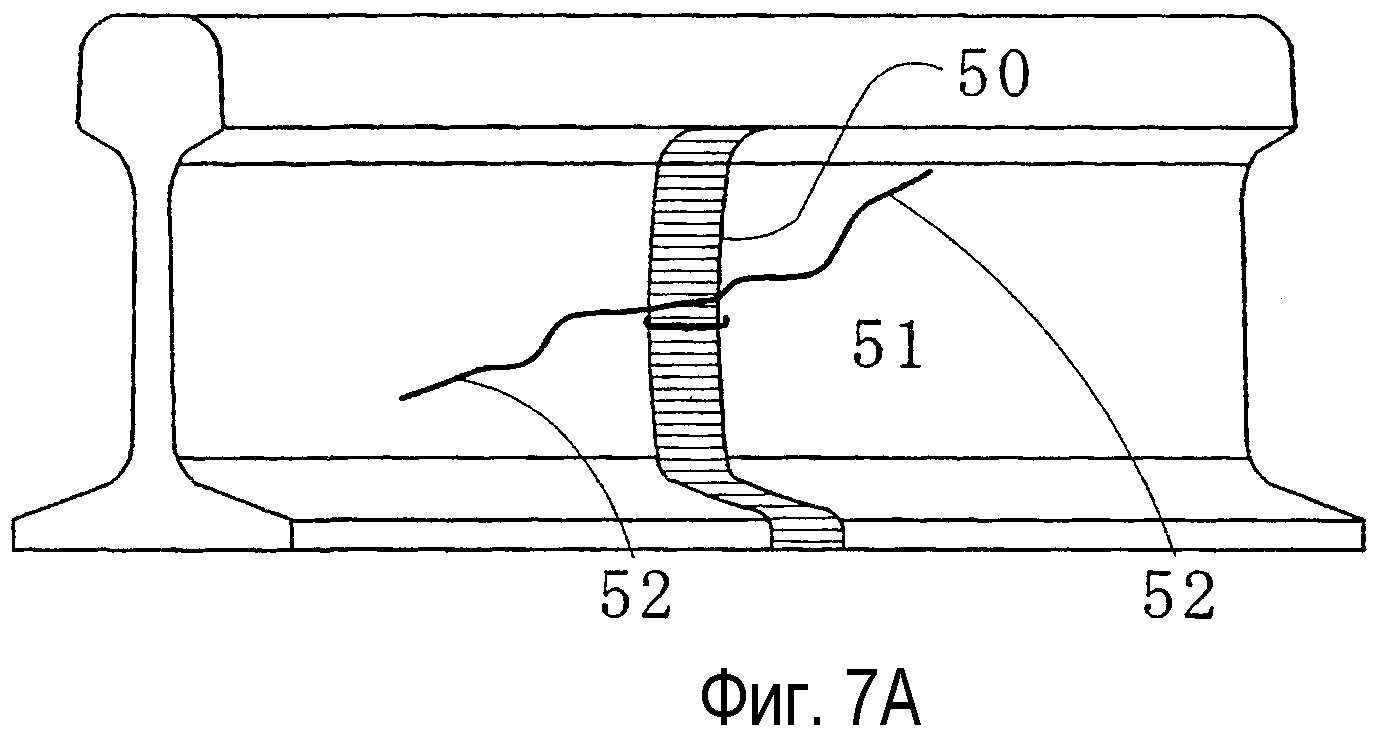
При сварке рельсового стыка напряжения концентрируются вблизи нейтральной оси зоны сварки рельса. Соответственно, возникает необходимость в частой замене рельса для предотвращения образования усталостных трещин. Фиг.7А показывает вариант, в котором усталостная трещина 51, простирающаяся в горизонтальном направлении, образована вблизи нейтральной оси зоны 50 сварки рельса, и трещина 52 хрупкого разрушения распространяется по направлению к части, представляющей собой головку рельса, и к части, представляющей собой подошву рельса. Случай, в котором усталостная трещина 51 образуется из зоны вблизи нейтральной оси зоны 50 сварки рельса как места возникновения, и трещина 52 хрупкого разрушения затем «проникает» в часть, представляющую собой шейку рельса, в направлении толщины, можно видеть на фиг.7В, которая показывает поверхность разрушения в трещине.
В данном описании верхняя часть рельса, входящая в контакт с колесом, названа «головкой» (head portion), нижняя часть рельса, входящая в контакт со шпалой, названа «подошвой» (foot portion), и часть, образованная между головкой и подошвой, названа «шейкой рельса» (rail web portion). Кроме того, верхняя поверхность головки названа «верхней частью головки», боковые поверхности головки названы «боковыми частями головки», и задняя поверхность подошвы названа «нижней частью».
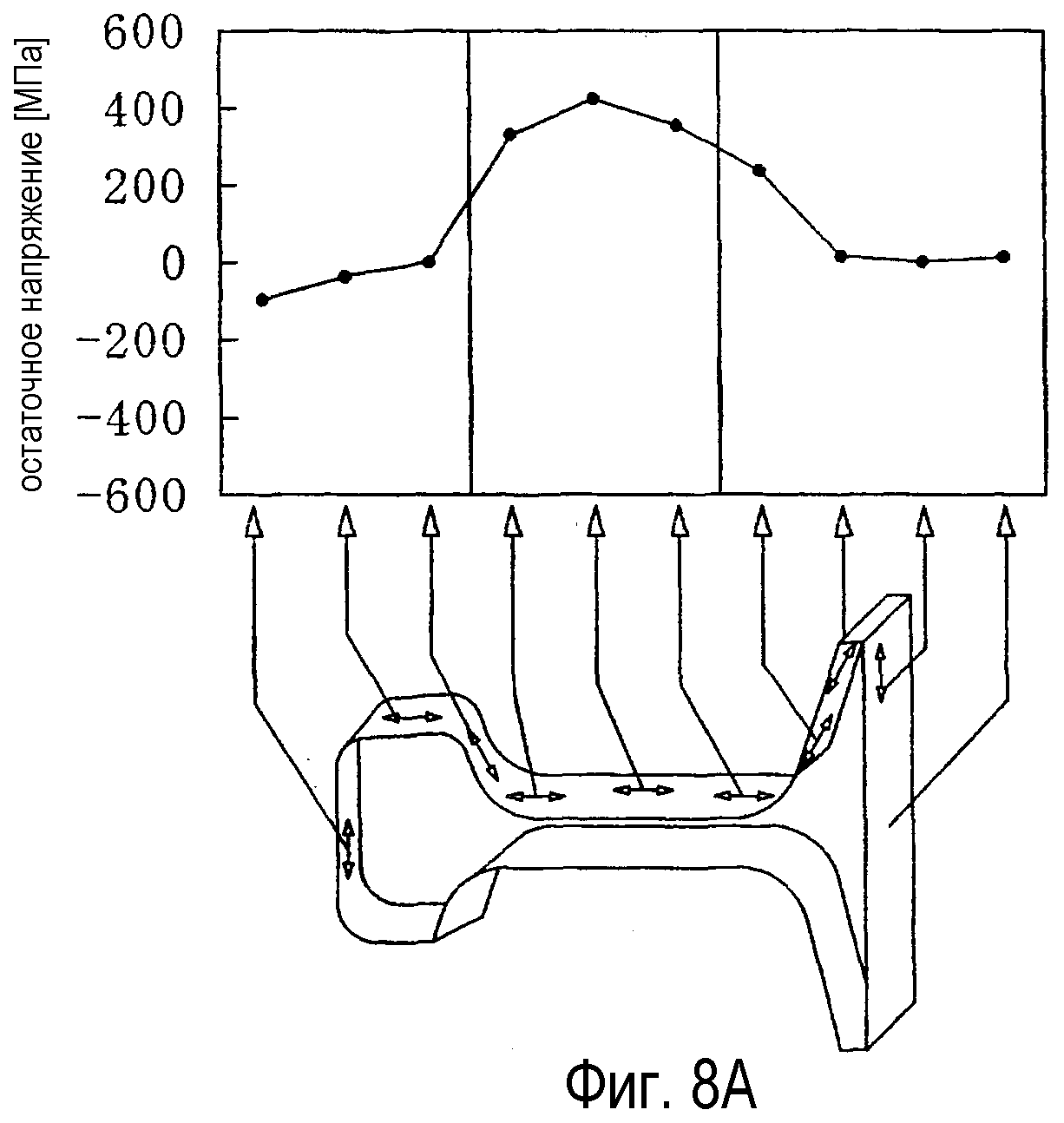
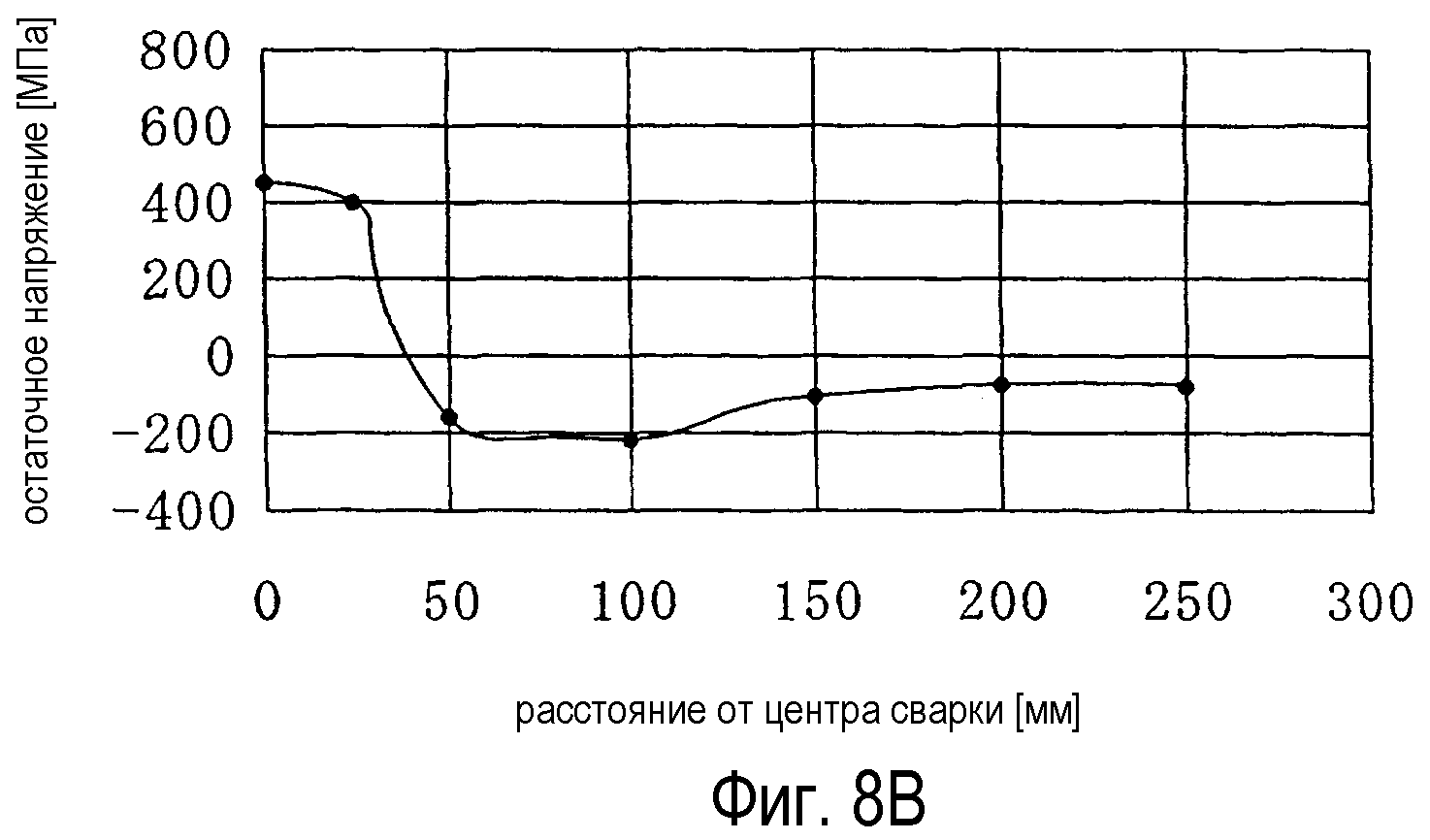
Считается, что на образование усталостной трещины влияют не только состояние внешней нагрузки, но также остаточные напряжения в зоне сварки рельса. Фиг.8А, 8В и 9 показывают пример распределения остаточных напряжений, образующихся при подвергании рельсового стыка стыковой сварке оплавлением. На графиках по фиг.8А, 8В и 9 положительное направление по вертикальной оси отображает растягивающее остаточное напряжение, и отрицательно направление по вертикальной оси отображает сжимающее остаточное напряжение. Фиг.8А показывает распределение остаточных напряжений, которые образуются в периферийной части зоны сварки рельса и действуют в направлении вдоль периферии. Из фиг.8А можно установить, что растягивающее остаточное напряжение в шейке рельса является большим. Кроме того, фиг.8В представляет собой вид, показывающий растягивающие остаточные напряжения в средней части шейки рельса, действующие в направлении вдоль периферии (в вертикальном направлении), при этом расстояние от центральной плоскости сварки в аксиальном направлении рельса показано по горизонтальной оси. Из фиг.8В можно установить, что растягивающие остаточные напряжения, действующие в направлении вдоль периферии (в вертикальном направлении), распределяются в интервале между центральной плоскостью сварки и местом, которое находится на расстоянии от центральной плоскости сварки, составляющем приблизительно 25 мм. Если зона сварки рельса расположена на шпале, сжимающее напряжение, действующее в вертикальном направлении, действует на шейку рельса во время прохождения поезда. Тем не менее, значительное растягивающее напряжение, действующее в вертикальном направлении, остается в шейке рельса. Соответственно, в то время как растягивающее напряжение всегда по существу воздействует на шейку рельса, шейка рельса неоднократно воспринимает нагрузку. По этой причине существует тенденция образования усталостных трещин в шейке рельса. Между тем, фиг.9 показывает распределение остаточных напряжений в периферийной части зоны сварки рельса, действующих в аксиальном направлении рельса. Из фиг.9 можно установить, что значительное сжимающее напряжение остается в нижней части (зоне подошвы) рельса. Если зона сварки рельса расположена между шпалами, растягивающее напряжение, действующее в аксиальном направлении рельса, действует на нижнюю часть рельса во время прохождения поезда. Однако растягивающее напряжение, действующее в аксиальном направлении рельса, и сжимающее остаточное напряжение, действующее в аксиальном направлении рельса, смещены друг относительно друга. Соответственно, в то время как сжимающее напряжение всегда по существу действует на подошву рельса, подошва рельса неоднократно воспринимает нагрузку. По этой причине не происходит легкого образования усталостных трещин в подошве рельса.
Для предотвращения повреждения шейки рельса способ быстрого охлаждения головки и шейки рельса в зоне сварки рельса или всей зоны сварки рельса, которая находится в состоянии нагрева до высокой температуры за счет нагрева при сварке или тепла, передаваемого снаружи, предложен в патентном документе 5 и патентном документе 6. В соответствии с данным способом существует возможность уменьшения растягивающего остаточного напряжения, которое создается в шейке рельса в зоне сварки рельса и действует в вертикальном направлении, или превращения растягивающего остаточного напряжения в сжимающее напряжение. Соответственно, существует возможность повышения усталостной прочности зоны сварки рельса.
Кроме того, в качестве технологий, которые обеспечивают повышение усталостной прочности зоны сварки рельса, имеется способ, в котором используется дробеструйная обработка (см., например, патентный документ 7) или тому подобное. При дробеструйной обработке стальные шарики, которые имеют диаметр, составляющий несколько миллиметров, выпускаются в материал для пластического деформирования поверхностного слоя материала, так что поверхностный слой подвергается деформационному упрочнению. То есть существует возможность повышения усталостной прочности за счет превращения остаточного напряжения в сжимающее напряжение.
Кроме того, изобретение, относящееся к устройству для охлаждения зоны сварки рельса, как раскрыто в патентном документе 8. Устройство включает в себя воздушную камеру, которая обеспечивает охлаждение верхней поверхности головки в зоне сварки рельса, воздушную камеру, которая обеспечивает охлаждение боковых поверхностей головки в зоне сварки рельса, и воздушные камеры, которые обеспечивают охлаждение шеечной части (шейки рельса) и нижней части (подошвы) зоны сварки рельса. Каждая из воздушных камер выполнена с множеством сопел, из которых выпускается сжатый воздух, и сопло для определения температуры предусмотрено в середине группы сопел воздушной камеры, которая обеспечивает охлаждение верхней части головки.
<Документы, относящиеся к уровню техники, имеющему
отношение к изобретению>
Патентные документы
[Патентный документ 1] Нерассмотренная заявка на патент Японии, первая публикация No. S56-136292
[Патентный документ 2] Нерассмотренная заявка на патент Японии, первая публикация No. Н11-270810
[Патентный документ 3] Нерассмотренная заявка на патент Японии, первая публикация No. Н06-292968
[Патентный документ 4] Нерассмотренная заявка на патент Японии, первая публикация No. S48-095337
[Патентный документ 5] Нерассмотренная заявка на патент Японии, первая публикация No. S59-093837
[Патентный документ 6] Нерассмотренная заявка на патент Японии, первая публикация No. S59-093838
[Патентный документ 7] Нерассмотренная заявка на патент Японии, первая публикация No. Н03-249127
[Патентный документ 8] Нерассмотренная заявка на патент Японии, первая публикация No. S60-033313
Непатентный документ
[Непатентный документ 1] Proceedings of the Second International Conference on Residual Stresses, ICR2, Нанси, Франция, 23-25 ноября 1988, с.912-918.
Сущность изобретения
Проблемы, подлежащие решению посредством изобретения
Когда головку и шейку рельса в зоне сварки рельса охлаждают способом охлаждения, раскрытым в патентном документе 5 и патентном документе 6, уменьшается остаточное напряжение в шейке рельса в вертикальном направлении, так что подавляется образование усталостных трещин в шейке рельса. Однако в случае использования данного способа остаточное напряжение в нижней части рельса в аксиальном направлении преобразуется в растягивающее напряжение, как раскрыто в непатентном документе 1. В последние годы существует тенденция увеличения веса железнодорожных вагонов товарных поездов. По этой причине вследствие того, что изгибающий момент, действующий на рельс, также увеличивается, усталостная прочность при изгибе уменьшается, когда остаточное напряжение в нижней части, действующее в аксиальном направлении рельса, преобразуется в растягивающее напряжение.
Кроме того, дробеструйная обработка требует оборудования большого размера, которое выпускает стальные шарики, собирает стальные шарики и предотвращает образование пыли и тому подобного. По этой причине применение дробеструйной обработки для большой зоны сварки ограничено. Кроме того, поскольку стальные шарики истираются и повреждаются, необходима регулярная поставка стальных шариков. Соответственно, эксплуатационные расходы увеличиваются.
Кроме того, в соответствии с конструкцией охлаждающего устройства, раскрытой в патентном документе 8, существует возможность увеличения твердости зоны сварки рельса, но отсутствует возможность регулирования остаточного напряжения в зоне сварки рельса. Из испытаний, выполненных авторами изобретения, было установлено, что остаточное напряжение в шейке рельса не уменьшается и усталостная долговечность увеличивается незначительно, как описано ниже, когда ускоренное охлаждение зоны сварки рельса выполняется посредством охлаждающего устройства, раскрытого в патентном документе 8. То есть, очевидно, что остаточное напряжение в зоне сварки рельса не может быть уменьшено, если охлаждение не будет выполняться в соответствующих пределах зоны сварки рельса с соответствующей скоростью охлаждения.
Для решения вышеуказанной проблемы решается задача изобретения, заключающаяся в разработке способа и устройства для охлаждения зоны сварки рельса, которые используются для изготовления рельса, усталостная прочность которого в зоне сварки рельса повышена по сравнению с уровнем техники, имеющим отношение к изобретению.
Средства решения проблем
В изобретении используется нижеследующее для решения вышеуказанной задачи.
(1) В соответствии с первым аспектом изобретения разработано устройство для охлаждения зоны сварки рельса, которое включает в себя первый охладитель, охлаждающий головку в зоне сварки рельса, второй охладитель, охлаждающий шейку рельса в зоне сварки рельса, и блок управления, управляющий первым и вторым охладителями. Первый охладитель включает в себя первый блок определения температуры, который определяет температуру головки, и первый эжекторный блок, который обеспечивает эжекцию первой охлаждающей текучей среды к головке. Второй охладитель включает в себя второй блок определения температуры, который определяет температуру шейки рельса, и второй эжекторный блок, который обеспечивает эжекцию второй охлаждающей текучей среды к шейке рельса. Блок управления по отдельности изменяет виды, расходы и скорости потоков первой и второй охлаждающих текучих сред.
(2) В устройстве согласно (1) второй эжекторный блок может включать в себя блок регулирования ширины охлаждения. Блок регулирования ширины охлаждения осуществляет регулирование второго охладителя так, что эжекция второй охлаждающей текучей среды осуществляется так, чтобы обеспечить ширину охлаждения в зоне сварки рельса, соответствующую ширине в диапазоне от 35% до 75% ширины от ширины зоны сварки рельса в аксиальном направлении рельса.
(3) В устройстве согласно (1) или (2) каждый из первого и второго эжекторных блоков может включать в себя, по меньшей мере, два из отверстий для эжекции воздуха, отверстий для эжекции газоводяной смеси и отверстий для эжекции воды, при этом виды первой и второй охлаждающих текучих сред, которые по отдельности изменяются посредством блока управления, могут представлять собой воздух, газовую воду и воду.
(4) В соответствии со вторым аспектом изобретения разработан способ охлаждения зоны сварки рельса, который обеспечивает охлаждение по отдельности головки и шейки рельса в зоне сварки рельса. Способ включает первый процесс определения температуры для определения температуры головки, второй процесс определения температуры для определения температуры шейки рельса, первый процесс эжекции для эжекции первой охлаждающей текучей среды к головке, второй процесс эжекции для эжекции второй охлаждающей текучей среды к шейке рельса и процесс управления для изменения по отдельности видов, расходов и скоростей потоков первой и второй охлаждающих текучих сред во время охлаждения головки и шейки рельса.
(5) В способе согласно (4) во втором процессе эжекции вторая охлаждающая текучая среда может выпускаться в зону, соответствующую ширине, находящейся в пределах от 35% до 75% от ширины зоны сварки рельса в аксиальном направлении рельса.
(6) В способе согласно (4) или (5) виды первой и второй охлаждающих текучих сред, которые по отдельности изменяются в процессе управления, могут представлять собой воздух, газоводяную смесь и воду.
(7) В способе согласно (4) второй процесс эжекции может быть выполнен после полного превращения в шейке рельса в перлит из зоны температур аустенита.
(8) В способе согласно (4) второй процесс эжекции может выполняться до тех пор, пока не произойдет полного превращения в шейке рельса в перлит из зоны температур аустенита.
(9) В способе согласно (4) второй процесс эжекции может выполняться до тех пор, пока температура шейки рельса не достигнет приблизительно 200°С после завершения превращения в перлит из состояния, в котором шейка рельса находится в зоне температур аустенита.
(10) В способе согласно (4) первый процесс эжекции может выполняться до тех пор, пока головка полностью не превратится в перлит из зоны температур аустенита. Второй процесс эжекции может выполняться до тех пор, пока шейка рельса полностью не превратится в перлит из зоны температур аустенита, и после полного превращения шейки рельса в перлит из зоны температур аустенита.
Предпочтительные эффекты изобретения
В соответствии с конструкцией устройства согласно (1) только головка и шейка рельса в зоне сварки рельса подвергаются ускоренному охлаждению, а подошва не подвергается ускоренному охлаждению. Кроме того, поскольку управление ускоренным охлаждением головки и ускоренным охлаждением шейки рельса осуществляется по отдельности, существует возможность выполнения охлаждения в соответствующих пределах зоны сварки рельса при соответствующей скорости охлаждения. Соответственно, существует возможность уменьшения остаточного напряжения в зоне сварки рельса. Следовательно, усталостная прочность зоны сварки рельса повышается по сравнению с уровнем техники, имеющим отношение к изобретению.
В соответствии с конструкцией устройства согласно (2) существует возможность задания ширины охлаждения рельса в оптимальных пределах. По этой причине существует возможность дополнительного уменьшения остаточного напряжения посредством сглаживания распределения температур вблизи центра сварки, так что усталостная прочность повышается.
В соответствии с конструкцией устройства согласно (3) существует возможность быстрого регулирования скорости охлаждения зоны сварки рельса. По этой причине существует возможность точного регулирования температуры.
В соответствии со способами согласно (4)-(10) существует возможность выполнения охлаждения в соответствующих пределах зоны сварки рельса при соответствующей скорости охлаждения. Соответственно, остаточное напряжение в зоне сварки рельса уменьшается, так что усталостная прочность зоны сварки рельса повышается по сравнению с уровнем техники, имеющим отношение к изобретению.
Краткое описание чертежей
Фиг.1 представляет собой вид спереди устройства для охлаждения зоны сварки рельса в соответствии с одним вариантом осуществления изобретения.
Фиг.2 представляет собой вид сбоку охлаждающего устройства.
Фиг.3А представляет собой вид спереди первого эжекторного блока охлаждающего устройства.
Фиг.3В представляет собой вид спереди второго эжекторного блока охлаждающего устройства.
Фиг.4А представляет собой график, показывающий зависимость между способом охлаждения зоны сварки рельса и остаточным напряжением, которое образуется в шейке рельса и головке в зоне сварки рельса.
Фиг.4В представляет собой график, показывающий зависимость между способом охлаждения зоны сварки рельса и усталостной долговечностью шейки рельса и головки в зоне сварки рельса.
Фиг.5А представляет собой график, показывающий зависимость между коэффициентом ширины охлаждения и остаточным напряжением, которое образуется в шейке рельса и головке в зоне сварки рельса.
Фиг.5В представляет собой график, показывающий зависимость между коэффициентом ширины охлаждения и усталостной долговечностью шейки рельса и головки в зоне сварки рельса.
Фиг.6А представляет собой схематический вид, иллюстрирующий процесс оплавления при стыковой сварке оплавлением.
Фиг.6В представляет собой схематический вид, иллюстрирующий процесс осадки при стыковой сварке оплавлением.
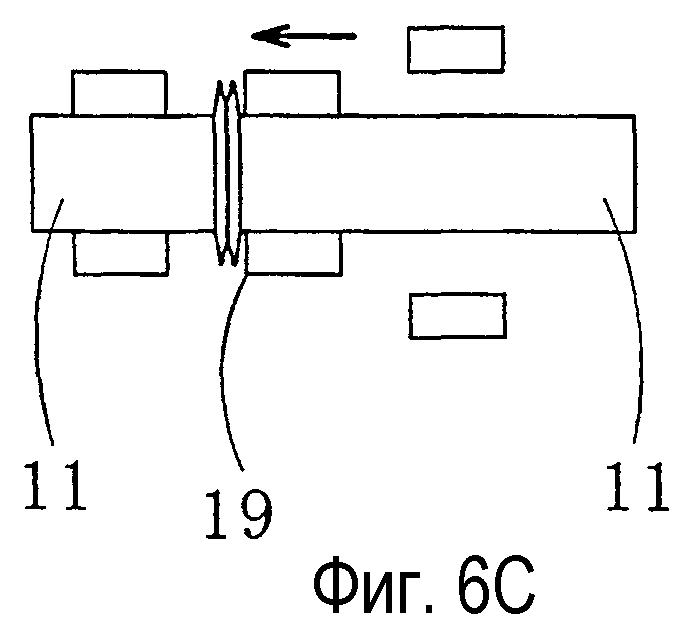
Фиг.6С представляет собой схематический вид, иллюстрирующий процесс обрезки/зачистки при стыковой сварке оплавлением.
Фиг.7А представляет собой схематический вид, показывающий пример повреждения, которое вызывается усталостной трещиной в зоне сварки рельса.
Фиг.7В представляет собой схематический вид, показывающий поверхность разрушения, вызванного усталостной трещиной.
Фиг.8А представляет собой вид, показывающий распределение остаточных напряжений, которые образуются при стыковой сварке оплавлением в периферийной части зоны сварки рельса в направлении вдоль периферии.
Фиг.8В представляет собой вид, показывающий растягивающие остаточные напряжения в средней части шейки рельса в направлении вдоль периферии (в вертикальном направлении), при этом расстояние от центральной плоскости сварки в аксиальном направлении рельса показано на горизонтальной оси.
Фиг.9 представляет собой вид, показывающий распределение остаточных напряжений в периферийной части зоны сварки рельса в аксиальном направлении рельса.
Фиг.10 представляет собой схематический вид, показывающий распределение температур шейки рельса в зоне сварки рельса непосредственно после сварки.
Описание вариантов осуществления
Авторы изобретения пришли к нижеприведенным заключениям (А)-(С) в результате исследования зависимости между усталостной прочностью зоны сварки рельса и способом охлаждения зоны сварки рельса.
(А) В том случае, когда температура подошвы становится ниже, чем температура шейки рельса, вследствие ускоренного охлаждения подошвы в зоне сварки рельса, подошва, температура которой ниже, оказывает влияние на усадочную деформацию, возникающую в шейке рельса в аксиальном направлении рельса. Соответственно, растягивающее напряжение в аксиальном направлении рельса создается в шейке рельса, и растягивающее напряжение, соответствующее коэффициенту Пуассона, также создается в вертикальном направлении. В результате увеличивается растягивающее остаточное напряжение в шейке рельса в вертикальном направлении. Следовательно, нежелательно, чтобы температура подошвы в зоне сварки рельса была снижена до значений, меньших, чем температура шейки рельса, за счет ускоренного охлаждения.
(В) Если шейка рельса подвергается ускоренному охлаждению после завершения превращения в перлит из зоны температур аустенита, существует возможность уменьшения остаточного напряжения в шейке рельса, которое действует в вертикальном направлении. Между тем, если шейка рельса подвергнется ускоренному охлаждению до тех пор, пока не завершится превращение шейки рельса в перлит из зоны температур аустенита, существует возможность повышения усталостной прочности. Кроме того, если ускоренное охлаждение шейки рельса начнется из зоны температур аустенита и шейка рельса будет подвергаться ускоренному охлаждению даже после завершения превращения в перлит, существует возможность дополнительного повышения усталостной прочности.
(С) Головка рельса изнашивается вследствие контакта между колесом и самой головкой. В частности, износ ускоряется в зоне закругления пути вследствие относительного проскальзывания, которое возникает между колесом и рельсом. По этой причине подвергнутый термообработке рельс, головка которого подвергнута закалке, часто используется для криволинейного участка. При сварке рельса, подвергнутого термообработке, предпочтительно, чтобы такая же твердость, как твердость основного материала, подлежащего сварке, была получена за счет выполнения ускоренного охлаждения головки рельса после сварки в некотором интервале температур до тех пор, пока не завершится превращение в перлит из зоны температур аустенита.
Авторы изобретения разработали устройство, предназначенное для охлаждения зоны сварки рельса, по изобретению на основе вышеуказанных заключений (А)-(С). Охлаждающее устройство в соответствии с одним вариантом осуществления изобретения будет описано ниже. Охлаждающее устройство в соответствии с данным вариантом осуществления изобретения обеспечивает выполнение ускоренного охлаждения только головки и шейки рельса в зоне сварки рельса и не выполняет ускоренного охлаждения подошвы. Кроме того, в данном охлаждающем устройстве управление соответствующими охладителями осуществляется по отдельности для обеспечения возможности выполнения ускоренного охлаждения головки и шейки рельса с соответствующей скоростью охлаждения. Кроме того, соответствующие охладители выполнены с возможностью изменения вида, расхода и скорости потока охлаждающей текучей среды во время охлаждения. В соответствии с данной конструкцией существует возможность быстро отрегулировать скорость охлаждения зоны сварки рельса. Любая текучая среда из воздуха, газоводяной смеси (смешанной текучей среды из воздуха и воды) и воды может быть выбрана в соответствии со скоростью охлаждения в качестве вида охлаждающей текучей среды.
Кроме того, в вышеупомянутом устройстве, предназначенном для охлаждения зоны сварки рельса, предпочтительно, чтобы существовала возможность регулирования ширины охлаждения так, чтобы величина, представленная как (ширина охлаждения шейки рельса в зоне сварки рельса в аксиальном направлении рельса)/(ширина зоны сварки рельса в аксиальном направлении рельса), находилась в пределах от 0,35 до 0,75. Далее величина (ширина охлаждения шейки рельса в зоне сварки рельса в аксиальном направлении рельса)/(ширина зоны сварки рельса в аксиальном направлении рельса) будет описана дополнительно. Фиг.10 представляет собой схематический вид, показывающий распределение температур шейки рельса в зоне сварки рельса непосредственно после сварки, и сплошная линия ХХ показывает распределение температур в этот момент времени. На фиг.10 TS обозначает температуру солидуса, и TL обозначает температуру ликвидуса. Ширина зоны сварки рельса в аксиальном направлении рельса соответствует зоне W температур, в которой температура зоны сварки рельса непосредственно после сварки не ниже температуры Ас1 начала аустенитного превращения. Кроме того, ширина охлаждения шейки рельса в зоне сварки рельса в аксиальном направлении рельса определяет пределы, в которых осуществляется эжекция охлаждающей текучей среды, которая выпускается из охлаждающего устройства на шейку рельса в зоне сварки рельса, в аксиальном направлении рельса.
В дальнейшем отношение (ширина охлаждения шейки рельса в зоне сварки рельса в аксиальном направлении рельса)/(ширина зоны сварки рельса в аксиальном направлении рельса) названо «коэффициентом ширины охлаждения». Существует возможность уменьшения остаточного напряжения в шейке рельса, которое действует в вертикальном направлении, за счет сглаживания распределения температур шейки рельса вблизи зоны сварки. По этой причине целесообразно ограничить ширину охлаждения, в которой выполняется ускоренное охлаждение, до высокотемпературной зоны вблизи центра сварки. Когда коэффициент ширины охлаждения задан равным 0,75 или менее, существует возможность уменьшения остаточного напряжения посредством сглаживания распределения температур вблизи центра сварки. Между тем, в том случае, когда коэффициент ширины охлаждения меньше 0,35, эффективность охлаждения снижается, так что эффект уменьшения остаточного напряжения снижается.
В дальнейшем один вариант осуществления изобретения будет описан более подробно со ссылкой на сопровождающие чертежи.
[Стыковая сварка оплавлением]
Остаточное напряжение в шейке рельса в зоне сварки рельса в вертикальном направлении, при стыковой сварке оплавлением является значительным в том месте, где перепад температур становится наиболее резким. По этой причине в данном описании стыковая сварка оплавлением описана как пример способа сварки рельсового стыка. Между тем, способ охлаждения зоны сварки рельса в соответствии с изобретением может быть применен для других способов сварки, таких как термитная сварка.
Схематические виды, иллюстрирующие стыковую сварку оплавлением, показаны на фиг.6А, 6В и 6С. В первом процессе, который назван процессом оплавления, дуга непрерывно образуется между торцевыми поверхностями рельсов 11, которые выровнены по одной линии, за счет напряжения, которое подается посредством электродов 16, соединенных с источником 17 питания (см. фиг.6А). Участки, на которых создается дуга, локально расплавляются, часть расплавленного металла выбрасывается наружу в виде брызг, а остальной расплавленный металл остается на торцевых поверхностях рельсов 11. Углубления, которые называются кратерами, образуются в частях, которые расплавляются под действием дуги. По мере постепенного приближения рельсов 11 друг к другу дуга последовательно образуется на новых контактных участках, и рельсы 11 постепенно укорачиваются за счет их неоднократного локального расплавления. В том случае, когда процесс оплавления продолжается от нескольких десятков секунд до нескольких минут, торцевые поверхности рельсов 11 полностью расплавляются. Кроме того, части рельсов 11, находящиеся вблизи торцевых поверхностей, размягчаются вследствие повышения температуры. Сдавливание в аксиальном направлении рельса выполняют, как показано на фиг.6В, в тот момент времени, когда рельсы достигнут данного состояния. Кратеры, которые образуются на торцевых поверхностях рельсов 11, разрушаются за счет данного сдавливания, и данный процесс называется осадкой. Соответственно, расплавленный металл, который имеется между торцевыми поверхностями, выдавливается наружу от поверхности сварного шва. Поперечное сечение части вблизи размягченной торцевой поверхности увеличивается вследствие пластической деформации, и буртик 18 образуется вокруг поверхности сварного шва. Буртик 18 срезается и удаляется посредством обрезных устройств 19, как показано на фиг.6С, при высокой температуре непосредственно после сварки. Данный процесс называется обрезкой/зачисткой. После обрезки узкая кромка 18 остается вокруг зоны сварки. Узкую кромку 18, которая остается на головке рельса, удаляют полированием посредством шлифовального устройства для обеспечения гладкости. Между тем, узкую кромку 18, которая остается на шейке рельса и на подошве рельса, удаляют полированием посредством шлифовального устройства. Однако железнодорожная компания может не обрабатывать узкую кромку.
[Рельсовая сталь]
Как определено в японском промышленном стандарте JIS-Е1101 для «обычного рельса и специального рельса для стрелочных переводов и пересечений» и в японском промышленном стандарте JIS-Е1120 для «термообработанного рельса», эвтектоидная или доэвтектоидная углеродистая сталь, содержащая от 0,5 до 0,8 массового процента углерода, обычно используется в качестве рельсовой стали. Кроме того, в последние годы все более широко применяется рельсовая сталь, которая имеет заэвтектоидный состав, содержит углерод в количестве, превышающем 0,8 массового процента, и обеспечивает дополнительное повышение износостойкости железнодорожного пути в зарубежных дорогах добывающих компаний, по которым следуют тяжелонагруженные составы.
[Механизм образования остаточного напряжения]
В том случае, когда существует неоднородная усадочная деформация, вызываемая неоднородной температурой рельса, соответствующие части рельса совместно друг с другом ограничивают усадочную деформацию, так что образуется усадочное напряжение. Когда усадочное напряжение остается в виде внутреннего напряжения, усадочное напряжение называют остаточным напряжением. Когда стыки рельсов сваривают друг с другом, большой перепад температур образуется между зоной сварки рельса и периферийными участками. Соответственно, усадочное напряжение образуется в зоне сварки рельса и становится остаточным напряжением. Соответственно, в том случае, если ускоренное охлаждение выполняют вблизи центра сварки, распределение температур вблизи центра сварки сглаживается. Следовательно, подавляется образование остаточных напряжений в центре сварки. Поскольку большое остаточное напряжение уже будет образовано, даже несмотря на обеспечение сглаженного распределения температур, когда температура в центре зоны сварки рельса станет меньше 200°С, эффект уменьшения остаточного напряжения будет незначительным. Между тем, «ускоренное охлаждение» заключается в принудительном охлаждении материала, который должен быть охлажден, со скоростью охлаждения, более высокой, чем скорость охлаждения при естественном охлаждении, за счет эжекции охлаждающей текучей среды по направлению к материалу, подлежащему охлаждению.
[Устройство для охлаждения зоны сварки рельса]
Фиг.1 и 2 представляют собой схематические виды устройства 10, предназначенного для охлаждения зоны сварки рельса (в дальнейшем называемого просто охлаждающим устройством 10), в соответствии с одним вариантом осуществления изобретения. Охлаждающее устройство 10 включает в себя первый охладитель 20, который обеспечивает выполнение ускоренного охлаждения головки 12 в зоне 15 сварки рельса после сварки рельса 11, и второй охладитель 21, который обеспечивает выполнение ускоренного охлаждения шейки 13 рельса в зоне 15 сварки рельса. Охлаждающее устройство не включает в себя охладитель, который обеспечивает ускоренное охлаждение подошвы 14 в зоне 15 сварки рельса.
Первый охладитель 20 включает в себя два эжекторных блока 24, которые расположены непосредственно над верхней частью 12а головки в зоне 15 сварки рельса и обеспечивают эжекцию охлаждающей текучей среды по направлению к верхней части 12а головки, две пары эжекторных блоков 25, которые расположены так, что они обращены друг к другу и при этом головка 12 расположена между ними, и обеспечивают эжекцию охлаждающей текучей среды по направлению к боковым частям 12b головки, и бесконтактный датчик 22 температуры, который расположен между двумя эжекторными блоками 24 и определяет температуру головки 12. Между тем, второй охладитель 21 включает в себя пару эжекторных блоков 26, которые расположены так, что они обращены друг к другу и при этом шейка 13 рельса в зоне 15 сварки рельса расположена между ними, и обеспечивают эжекцию охлаждающей текучей среды по направлению к шейке 13 рельса, и бесконтактный датчик 23 температуры, который расположен на одном эжекторном блоке 26 и определяет температуру шейки 13 рельса. Кроме того, охлаждающее устройство 10 снабжено блоком 50 управления, который управляет по отдельности первым и вторым охладителями 20 и 21. Данное управляющее устройство 50 может быть предусмотрено в каждом из первого охладителя 20 и второго охладителя 21. Местоположение блока управления не ограничено особым образом, но блок управления может быть расположен, например, в нижней части опорной стойки 29, как показано на фиг.1.
Первый охладитель 20, который обеспечивает выполнение ускоренного охлаждения головки 12 в зоне 15 сварки рельса, опирается на коллектор 30, и охлаждающая текучая среда подается в соответствующие эжекторные блоки 24 и 25 из питающей трубы 27 через коллектор 30. Между тем, питающие трубы 28, которые обеспечивают подачу охлаждающей текучей среды, соединены с эжекторными блоками 26 второго охладителя 21, который обеспечивает выполнение ускоренного охлаждения шейки 13 рельса в зоне 15 сварки рельса. Питающие трубы 27 и 28 удерживаются на опорной стойке 29, которая образована из портальной рамы, сооруженной над зоной 15 сварки рельса.
Фиг.3А показывает вид спереди эжекторного блока 24 (который также аналогичен эжекторному блоку 25), и фиг.3В показывает вид спереди эжекторного блока 26. Множество эжекционных отверстий 24а и 24b образованы с равными интервалами в эжекторном блоке 24, и множество эжекционных отверстий 26а и 26b образованы с равными интервалами в эжекторном блоке 26. Сжатый воздух выпускается из эжекционных отверстий 24а и 26а, и газоводяная смесь выпускается из эжекционных отверстий 24b и 26b. в соответствии со скоростью охлаждения осуществляется переключение и использование между эжекционными отверстиями 24а и 26а и эжекционными отверстиями 24b и 26b. Кроме того, когда охлаждающая текучая среда выпускается из эжекционных отверстий 26а и 26b, предпочтительно, чтобы отношение (ширина охлаждения шейки 13 рельса в зоне 15 сварки рельса в аксиальном направлении рельса)/(ширина зоны 15 сварки рельса в аксиальном направлении рельса) находилось в пределах от 0,35 до 0,75. То есть в том случае, когда ширина зоны 15 сварки рельса в аксиальном направлении рельса составляет 40 мм, предпочтительно, чтобы ширина охлаждения шейки 13 рельса в зоне 15 сварки рельса в аксиальном направлении рельса была задана в пределах от 14 мм до 30 мм. Если ширина охлаждения будет задана в данных пределах, существует возможность подавления увеличения остаточного напряжения в шейке рельса и повышения усталостной долговечности. Например, сопла, которые предусмотрены в эжекционных отверстиях, показанных на фиг.3В, и могут соответствующим образом изменять направление эжекции, и тому подобное и могут быть использованы в качестве конструкции для регулирования ширины охлаждения. В альтернативном варианте можно управлять эжекцией из каждого из эжекционных отверстий «столбца».
[Способ охлаждения зоны сварки рельса]
Далее будет описан способ охлаждения зоны 15 сварки рельса посредством охлаждающего устройства 10. Между тем, в нижеописанном способе исходя из температуры каждой части, которая измеряется (определяется) датчиками 22 и 23 температуры, оценивают то, превратились ли головка 12 и шейка 13 рельса в зоне 15 сварки рельса полностью в перлит из зоны температур аустенита. Кроме того, ускоренное охлаждение каждой части выполняют исходя из скорости охлаждения, которая рассчитывается в блоке управления исходя из результатов измерений, полученных датчиками 22 и 23 температуры.
(1) Первый способ охлаждения
После полного превращения шейки 13 рельса в зоне 15 сварки рельса в перлит из зоны температур аустенита, осуществляется эжекция охлаждающей текучей среды из эжекторных блоков 26 второго охладителя 21, так что шейка 13 рельса подвергается ускоренному охлаждению. В это время головка 12 и подошва 14 в зоне 15 сварки рельса подвергаются естественному охлаждению.
(2) Второй способ охлаждения
До тех пор, пока шейка 13 рельса в зоне 15 сварки рельса не превратится полностью в перлит из зоны температур аустенита, осуществляется эжекция охлаждающей текучей среды из эжекторных блоков 26 второго охладителя 21, так что шейка 13 рельса подвергается ускоренному охлаждению. В это время головка 12 и подошва 14 в зоне 15 сварки рельса подвергаются естественному охлаждению.
(3) Третий способ охлаждения
После завершения превращения в перлит из состояния, в котором шейка 13 рельса в зоне 15 сварки рельса находится в зоне температур аустенита, осуществляется эжекция охлаждающей текучей среды из эжекторных блоков 26 второго охладителя 21, так что шейка 13 рельса подвергается ускоренному охлаждению до тех пор, пока температура шейки 13 рельса не достигнет приблизительно 200°С. В это время головка 12 и подошва 14 в зоне 15 сварки рельса подвергаются естественному охлаждению.
(4) Четвертый способ охлаждения
До тех пор, пока головка 12 и шейка 13 рельса в зоне 15 сварки рельса не превратятся полностью в перлит из зоны температур аустенита, осуществляется эжекция охлаждающей текучей среды из эжекторных блоков 24, 25 и 26 первого и второго охладителей 20 и 21, так что головка 12 и шейка 13 рельса подвергаются ускоренному охлаждению. После полного завершения превращения в перлит из зоны температур аустенита осуществляется эжекция охлаждающей текучей среды из эжекторных блоков 26 второго охладителя 21, так что только шейка 13 рельса подвергается ускоренному охлаждении. В это время подошва 14 зоны 15 сварки рельса подвергается естественному охлаждению.
[Пример]
[Испытание на охлаждение зоны сварки рельса]
Далее будет описано испытание на охлаждение зоны сварки рельса, которое выполняли посредством использования охлаждающего устройства 10. Соответствующие условия охлаждения по Примерам по изобретению показаны в табл.1, и соответствующие условия охлаждения по Сравнительным примерам показаны в табл.2. Числовые значения в таблицах представляют собой скорости охлаждения, и скорости охлаждения в других примерах, за исключением Сравнительного примера 2, были изменены при температуре 500°С, которая представляет собой температуру превращения в перлит. Кроме того, даже несмотря на то, что заданная часть подвергалась ускоренному охлаждению, когда температура в центре заданной части была ниже 200°С, эффект уменьшения остаточного напряжения незначителен. По этой причине ускоренное охлаждение выполняли до температуры 200°С.
В случаях Примеров 1-3 только головка и шейка рельса в зоне сварки рельса были подвергнуты ускоренному охлаждению. В случае Сравнительного примера 1 вся зона сварки рельса была подвергнута ускоренному охлаждению. С другой стороны, в случае Сравнительного примера 2 вся зона сварки рельса была подвергнута естественному охлаждению. Между тем, охлаждающая текучая среда, используемая при ускоренном охлаждении, представляла собой газоводяную смесь только в интервале температур от 200 до 500°С по Примеру 3 и представляла собой сжатый воздух в других случаях. Обычный рельс, который содержал от 0,7 до 0,8 массового процента углерода и головка которого имела поверхностную твердость в интервале значений твердости по Виккерсу Hv от 260 до 290, использовали в качестве рельса, подлежащего сварке. Размер рельса для обычного железнодорожного пути, который имел массу на метр, составляющую 60 кг/м, был использован в качестве размера рельса. Ширина зоны сварки рельса составляла 40 мм, и ширина охлаждения в зоне сварки рельса во время ускоренного охлаждения была задана равной 30 мм (коэффициент ширины охлаждения составлял 0,75). Между тем, в каждом примере три образца были образованы при одинаковых условиях. Из них первый образец был использован для определения остаточного напряжения, второй образец был использован в испытании для оценки усталостной долговечности шейки рельса, и третий образец был использован в испытании для оценки усталостной долговечности подошвы.
Измерение остаточного напряжения выполняли следующим образом:
(1) Тензометрический датчик прикрепляют к зоне сварки рельса после сварки рельса, деформацию измеряют, и деформацию используют в качестве исходной величины.
(2) После вырезания части зоны сварки рельса вокруг тензометрического датчика и снятия остаточного напряжения деформацию измеряют снова.
(3) Остаточное напряжение рассчитывают из выражения отношения между напряжением и деформацией посредством использования разности измеренной деформации перед вырезанием и деформации после вырезания.
Испытание для оценки усталостной долговечности шейки рельса выполняли следующим образом: Зону сварки рельса размещали на поверочной плите, и нагрузку неоднократно прикладывали к головке в зоне сварки рельса посредством прессового инструмента, один конец которого был образован из дугообразного выступа. Радиус кривизны дугообразного выступа составлял 450 мм и был близок к радиусу кривизны колеса. Приложенная нагрузка была задана на уровне до 30 тонн с учетом того, что реальная тяжелая нагрузка составляла приблизительно 20 тонн. Между тем, минимальная нагрузка при повторении нагружения была задана равной 4 тоннам. Частота повторений приложения нагрузки была задана равной 2 Гц, и испытание заканчивали в тот момент времени, когда происходило образование трещин в зоне сварки.
Испытание для оценки усталостной долговечности подошвы выполняли посредством испытания для определения усталостной прочности при изгибе путем использования рассмотренного ниже метода трехточечного изгибания. Рельс, который имел зону сварки рельса в его середине и имел длину 1,5 м, симметрично опирался на опоры, расстояние между которыми было задано равным 1 м, и нагрузку неоднократно прикладывали к головке в зоне сварки рельса посредством прессового инструмента, конец которого был образован из дугообразного выступа. Радиус кривизны концевых частей прессового инструмента и радиус кривизны опоры был задан равным 100 мм. Нагрузку прикладывали так, что максимальное напряжение в средней части подошвы в зоне сварки рельса составляло 330 МПа, и минимальное напряжение в ней составляло 30 МПа. Частота повторений приложения нагрузки была задана равной 5 Гц, и испытание заканчивали в тот момент времени, когда происходило образование трещин в зоне сварки.
Остаточное напряжение, образованное в каждой из зон сварки рельсов по Примерам 1-3 и Сравнительным примерам 1 и 2, показано на фиг.4А, и усталостная долговечность каждой из зон сварки рельсов по указанным примерам показана на фиг.4В. На фиг.4А и 4В белый кружок соответствует шейке рельса, и черный кружок соответствует подошве. Из фиг.4А и 4В можно установить, что остаточное напряжение в шейке рельса по каждому из всех Примеров уменьшается по сравнению с остаточным напряжением шеек рельсов по Сравнительным примерам, и усталостная долговечность шейки рельса в каждом из всех Примеров увеличивается. Кроме того, фиг.5А и 5В показывают результаты испытаний для оценки остаточного напряжения и усталостной долговечности, которые были выполнены посредством такого же способа охлаждения, как способ охлаждения по Примеру 1, при этом ширина охлаждения была использована в качестве параметра. На фиг.5А и 5В белый кружок соответствует шейке рельса, и черный кружок соответствует подошве. Из фиг.5А и 5В можно установить, что остаточное напряжение в подошве увеличивается и усталостная долговечность подошвы уменьшается, когда ширина охлаждения была задана равной 50 мм (коэффициент ширины охлаждения равен 1,25 и рассчитан из отношения 50 мм/40 мм).
Выше был описан вариант осуществления изобретения. Однако изобретение не ограничено только конструкцией по вышеописанному варианту осуществления и также может включать в себя другие варианты осуществления и модификации, которые рассматриваются как находящиеся в пределах объема формулы изобретения. Например, в вышеуказанном варианте осуществления эжекторные блоки имели отверстия для эжекции сжатого воздуха и отверстия для эжекции газоводяной смеси. Однако эжекторные блоки могут дополнительно включать в себя отверстия для эжекции воды и обеспечивают выполнение переключения между сжатым воздухом, газоводяной смесью и водой.
Промышленная применимость
В соответствии с конструкцией устройства для охлаждения зоны сварки рельса по изобретению существует возможность изготовления рельса, усталостная прочность которого в зоне сварки рельса повышена по сравнению с уровнем техники, имеющим отношение к изобретению. Соответственно, изобретение имеет существенную промышленную значимость.
Перечень ссылочных позиций
10: охлаждающее устройство (устройство для охлаждения зоны сварки рельса)
11: рельс
12: головка
12а: верхняя часть головки
12b: боковая часть головки
13: шейка рельса
14: подошва
15: зона сварки рельса
16: электрод
17: источник питания
18: буртик
19: обрезное устройство
20: первый охладитель
21: второй охладитель
22, 23: датчик температуры
24, 25, 26: эжекторный блок
24а, 24b, 26а, 26b: эжекционное отверстие
27, 28: питающая труба
29: опорная стойка
30: коллектор
50: блок управления.
Реферат
Устройство для охлаждения зоны сварки рельса содержит первый охладитель, второй охладитель и блок управления. Первый охладитель выполнен с возможностью охлаждения головки в зоне сварки рельса. Второй охладитель выполнен с возможностью охлаждения шейки рельса в зоне сварки рельса. Блок управления выполнен с возможностью управления первым и вторым охладителями. Первый охладитель включает в себя первый блок определения температуры головки рельса и первый эжекторный блок, который обеспечивает эжекцию первой охлаждающей текучей среды к головке. Второй охладитель включает в себя второй блок определения температуры шейки рельса и второй эжекторный блок, который обеспечивает эжекцию второй охлаждающей текучей среды к шейке рельса. Блок управления по отдельности изменяет виды, расходы и скорости потоков первой и второй охлаждающих текучих сред во время охлаждения головки и шейки рельса. Техническим результатом изобретения является повышение усталостной прочности рельса. 2 н. и 8 з.п. ф-лы, 10 ил., 2 табл., 3 пр.
Формула
первый процесс определения температуры для определения температуры головки;
второй процесс определения температуры для определения температуры шейки рельса;
первый процесс эжекции для эжекции первой охлаждающей текучей среды к головке;
второй процесс эжекции для эжекции второй охлаждающей текучей среды к шейке рельса;
управление изменением по отдельности видов, расходов и скоростей потоков первой и второй охлаждающих текучих сред во время охлаждения головки и шейки рельса.
Документы, цитированные в отчёте о поиске
Рельс из перлитной стали с высокой износостойкостью и ударной вязкостью и способ его производства
Комментарии