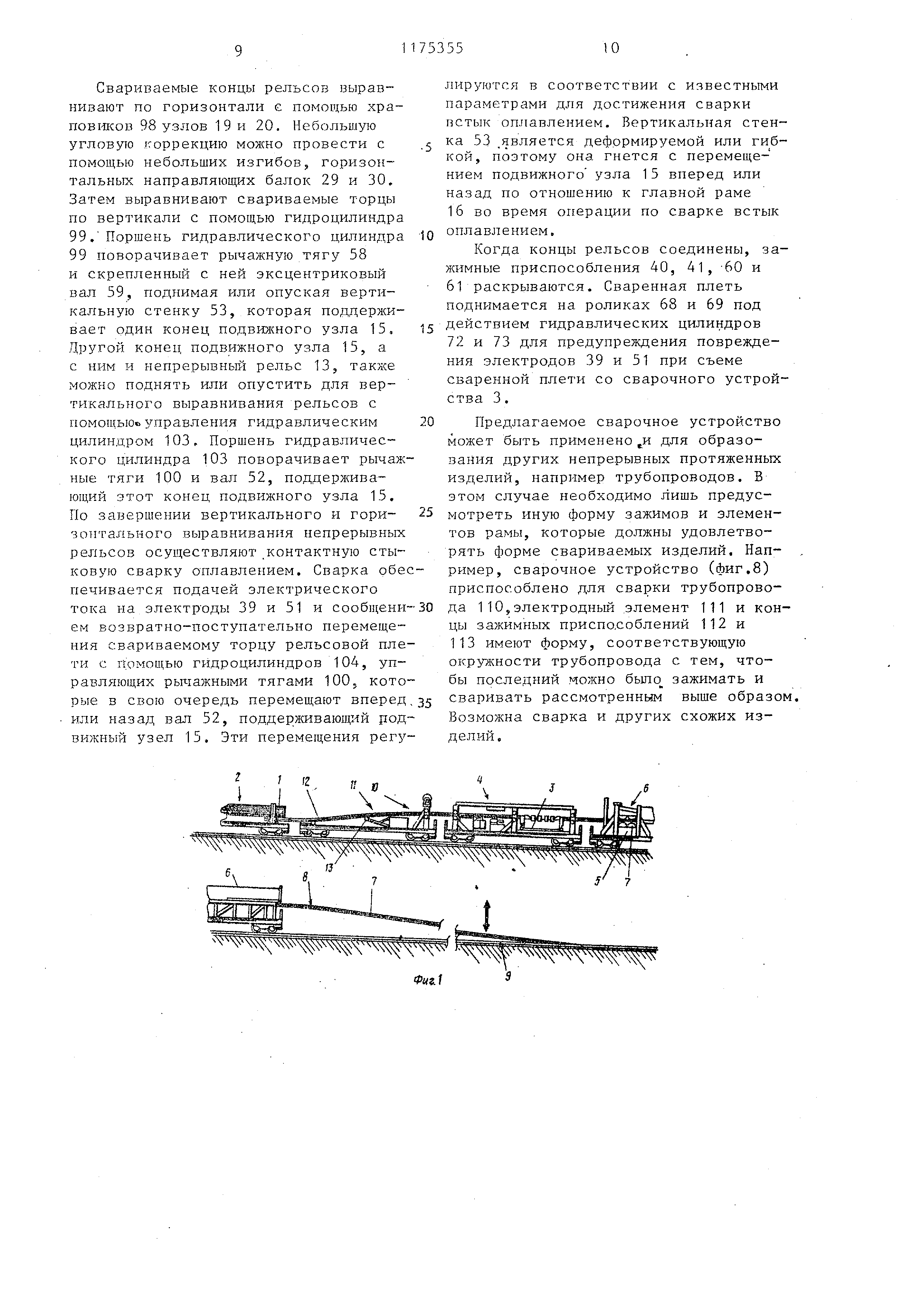
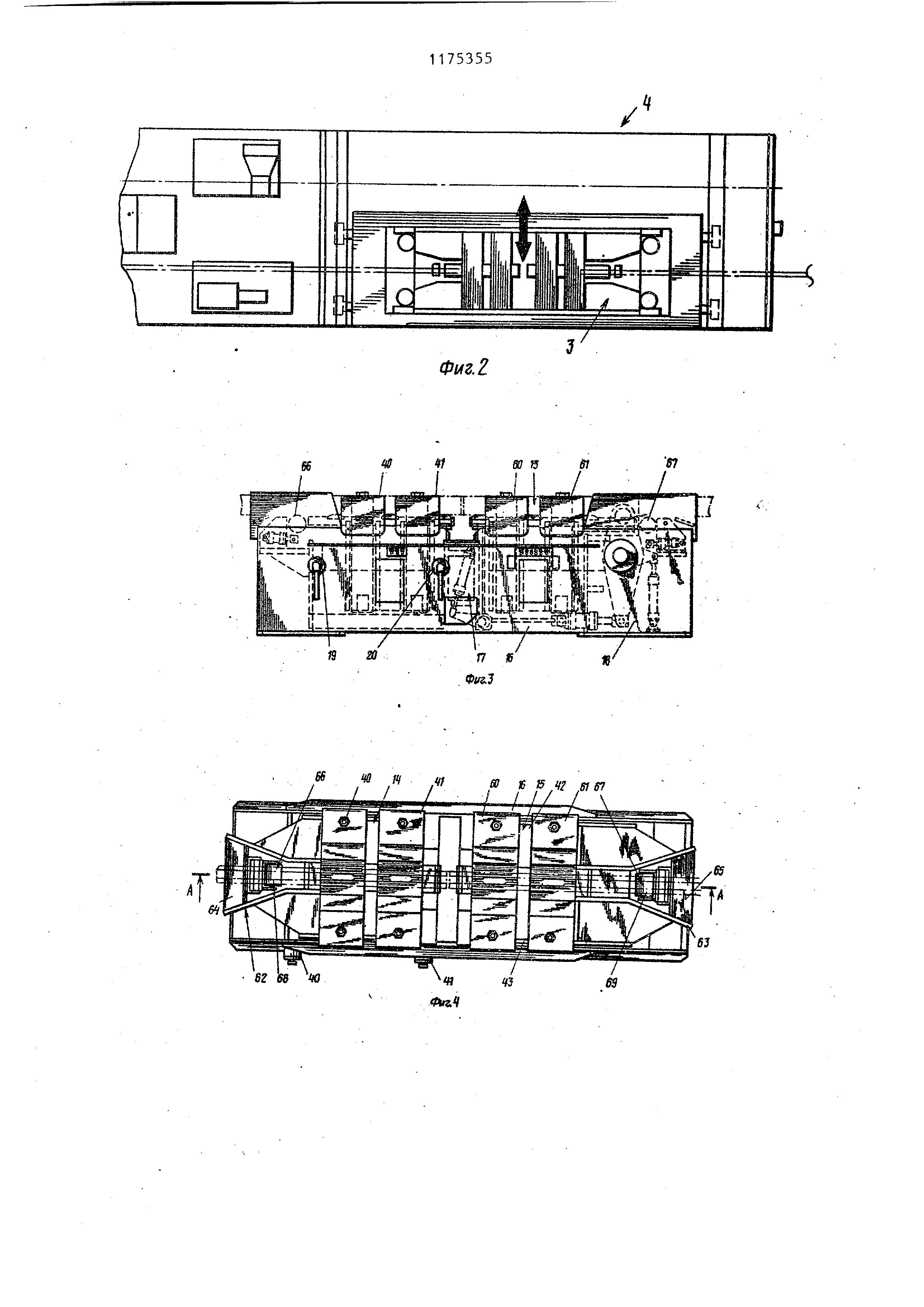
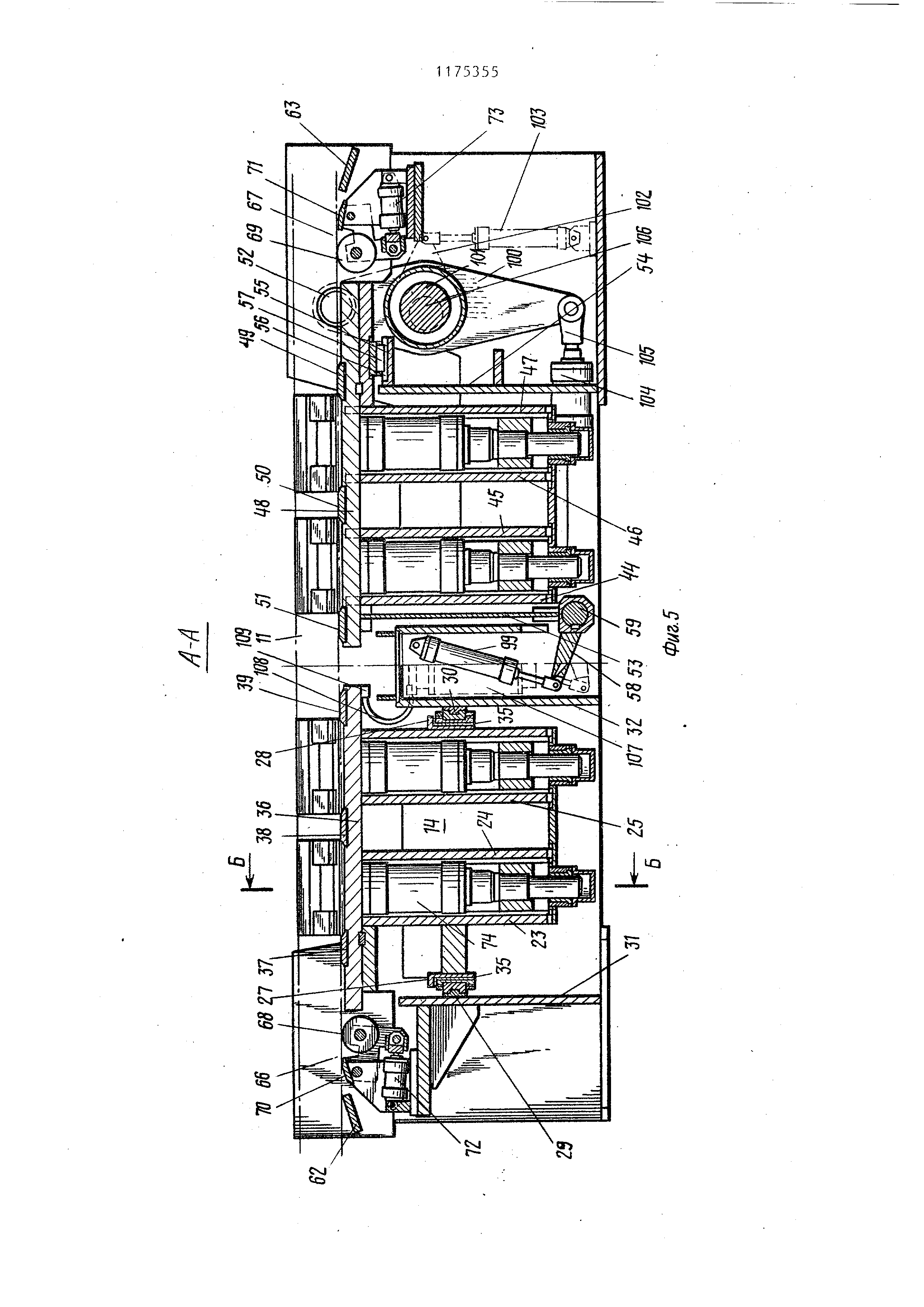
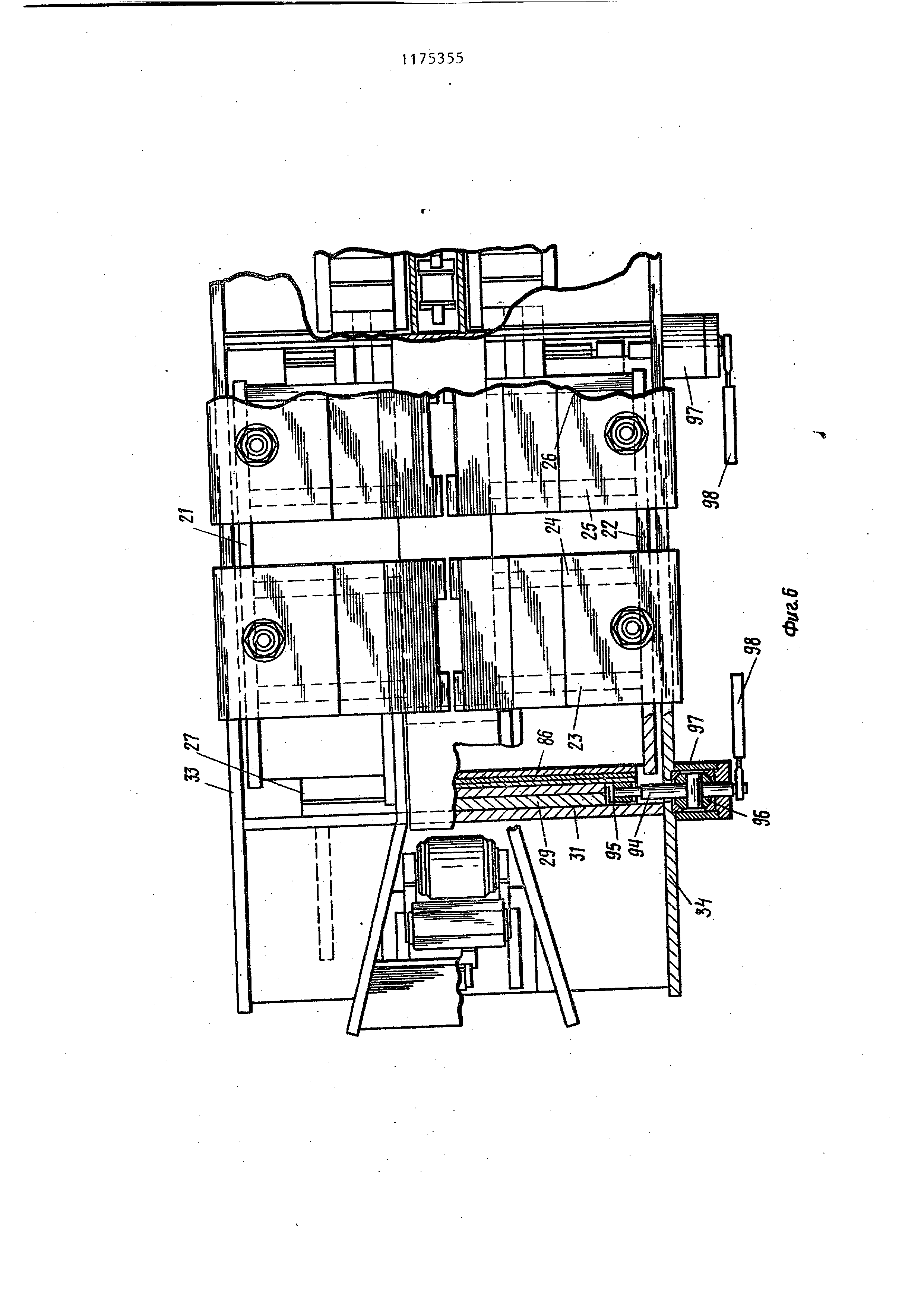
Изобретение относится к сварке, а именно к способам и оборудованию для контактной стыковой сварки, и может быть использовано для изготов ления бесстыкового рельсового пути. Целью изобретения является упрощение оборудования дЛя сварки рельсовой плети из рельсовых участков длиной 400 м и более. На фиг. 1 схематично показан сва рочный поезд, с помощью которого осуществляется предлагаемый способ; на фиг.2 - подвижная сварочная плат форма, вид сверху; на фиг. 3 - сварочное устройство, вид сбоку; на фиг. 4 - то же, вид сверху;на фиг.5 разрез А-А на фиг. 4; на фиг. 6 неподвижный узеп сварочного устройства; на фиг. 7 - разрез Б-Б на фиг. 5 (конструкция зажимных устройств; на фиг. 8 - форма зажимных элементов в случае сварки непрерывного трубопровода. . Способ сварки рельсовой плети из .заранее подготовленных рельсовых участков осуществляется следующим образом. Рельсовый участок 1, длина которого может достигать 400 м и более, подают от плацформ 2 через сварочное устройство 3, установленное на сварочной платформе 4, и тяговое устрой ство 5, устновленное на платформе 6 таким образом, что противоположный его конец оказывается на позиции сварки. Так как длина рельсового уча ка 1 может достигать 400 м и более, то другой его конец выступае.т из тягового устройства 5 и опускается на шпалы, образуя петлю-длиной 15-30 м. Затем следую1ций рельсовый участок 1 подают от платформ 2 в сварочное устройство 3, устнавливая его конец на оси сварки. Свариваемые торцы фиксируют в зажимных устройствах, оплавляют за счет возвратно-поступательно .го перемещения свари1 аемого торца рельсового участкаэ опущенного на шпалы, что позволяет сделать гибкая петля длиной 15-30 м, и осаживают. По завершении сварки тяговое устройство вытягивает сваренную рельсовую плеть из сварочного устройства до тех пор, пока конец толь.ко что приваренного рельсового участка не окажется на позиции сварки. Из платформы 2 вытягивается следующий рельсовый участок и производится сварка указанным способом. В качестве тягового устройства 5 возможно использование приспособления известной конструкции, используемого для работы с рельсами. В Состав тягового устройства 5входит одна или несколько пар противоположных роликов 7 для плотного зажима и перемещения непрерывного рельса и ряд платформ для укладки полученного непрерывного рельсового пути 8 на железнодорожное полотно 9. Аналогичным образом в качестве лебедочного -устройства 10 возможно применение известных приспособлений. Обычно лебедочное устройство 10 содержит трос, на конце которого имеется средство для быстрого соединения с рельсом.; Устройство может угфавляться вручную или автоматически для наматывания троса и вытягивания непрерывного рельса 1 с платформ 2 и подачи его на подвижную сварочную платформ 4. Платформа 11 несет два ролика 12 и 13, входящих в зацепление с непре рывным рельсом 1 для подъема и нап равления последнего по мере подачи на подвижную сварочную платформу 4. С платформой 11 соединяется ряд платформ 2 (показана лишь одна из них), которые транспортируют некото рое количество непрерывных рельсов Длина непрерывных рельсов может дос тигать четверти :мили или более. Сварочное устройство 3 установле но на подвижной сварочной установке 4 с возможностью продольного перемещения относительно нее, что позволяет осуществлять сварку двух рельсовых плетей с помощью одного сварочного устройства (фиг.2), Сварочное устройство 3 содержит неподвижный в продольном направлени узел 14 и подвижный в продольном направлении узел 15, причем оба эти узла опираются на раму 16. Подвижный узел 15 установлен с возможностью вертикального перемещения отно сительно рамы 16. с помощью узлов 17 и 18, а неподвижный узел 14 установлен с возможностью поперечного перемещения относительно рамы 16 с помощью узлов 19 и 20 (фиг.4). В состав неподвижного узла 14 входят две разнесенные на некоторое рассто ние боковые стенки 21 и 22, между которыми жестко закрепляются на рас стоянии одна от другой четыре верти кальные стенки 23-26, образующие коробкообразную раму, удаленную от рамы 16 и размещенную внутри не Коробкообразная рама удерживается внутр и рамы 16 и может быт смещена в поперечном направлении по отношению к последней с помощью подвижных блочных узлов 27 и 28, прикрепленных к вертикальным стенкам 23 и 26 соответственно, и Т-образных направляюпщх горизонталь ных балок 29 и 30, которые жестко крепятся к вертикальным стенкам 31 и 32 соответственно. Вертикальные стенки 31 и 32 размещены между боковыми стенками 33 и 34 рамы 16 и прикреплены к ним (фиг.6), В состав подвижных блочных узлов 27 и 28 вко дит изоляция 35, предназначенная для электрического изолирования неподвижного узла 14 от рамы 16, 3554 Расположенный по центру между боковыми стенками 21 и 22 массивный стальной элемент 36 жестко крепится к верхним краям вертикальных стенок 23-26 и радет между ними. На верхней поверхности элемента 36 находятся стальные прокладки 37 и 38 и электрод 39 из твердой износостойкой меди , они располагаются на расстоянии по его длине. В. состав неподвижного узла 14 входят два зажимных -приспособления 40 .и 41 для зажима рельса и регули ровочные приспособления 19 и 20 для точного размещения по горизонтали неподвижного узла 14 для выравнивания зажатого в нем конца рельса с тем концом рельса, с которым он должен быть сварен. В состав подвижного узла 15 также входит коробкообразная рама, образованная двумя разнесенными на некоторое расстояние боковыми стенками 42 и 43 (фиг. 4), между ними на расстоянии жестко крепятся четыре вертикальные стенки 44-47, По центру между боковыми стенками 42 и 43 размещается массивньш стальной элемент 48 который жестко закреплен и проходит над верхними краями вертикальных стенок 44-47. У элемента 48 есть стальные прокладки 49 и 50 и электрод 51 из твердой износостойкой меди , они установлены на его верхней поверхности по длине на определенном расстоянии друг от друга. Коробкообразная .рама подвижного узла 15 может продольно и вертикально перемещаться внутри рамы 16, у ее правого конца, при помощи вала 52, являющегося частью узла 18, и у ее левого конца с помощью вертикальной стенки 53, являющейся частью узла 17, На вертикальной стенке 54 установлена горизонтально расположенная полка 55, жестко скрепленная с ней и с боковыми стенками 33 и 34 рамы16, В полке 55 выполнен направляющий паз 56, в котором с возможностью перемещения устновлен направляющий блок 57, скрепленный с элементом 48, Коробкообразная рама подвижного узла 15 продольно перемещается относительно рамы 16, и при ее продольном перемещении направляющий блок 57 скользит вперед и назад по направляющему пазу 56 в полке 55, благодаря чему направляющий блок 57
поддерживает выравнивание коробкообразной рамы относительно рамы 16.
Продольное перемещение коробкообразной рамы подвижного узла 15 выпол няется G помощью приспособления 18.
Вертикальная стенка 53, поддерживающая левый конец коробкообразной рамы подвижного узла 15, закрепляетс и удерживается своим нижним концом с помощью рычажной тяги 58, прикрепленной к эксцентриковому валу 59. Верхний конев вертикальной стенки 53 крепится к элементу 4S. При перемеще .нии рычажной тяги 58 вертикальная стенка 53 поднимается или опускается регулируя по вертикали положение релса . Кроме того, вертикальная стенка л 53 является деформируемой в том смысле , что она может быть изогнута при поперечном перемещении подвижного узла 15 относительно рамы 16 в ходе операции сварки. Б состав подвижного узла 15 входят два зажимных узла 60 и 61 .
На каждом из противоположных концов главной рамы 16 имеются загрузочные воронки 62 и 63 для направления рельсов в сварочное устройство. На входе у рельсоподающих воронок 62 и 63 размещаются полки 64 и 65, предназначенные для о клонения концов рельсов вверх и для защиты роликовых узлов 66 и 67. Последние содержат ролики 68 и 69, на которые опираются рельсы, и стальные прокладки 70 и 71, взаимодействующие с соответствуюп ими роликами 68 и 69 для защиты их от повреждения при подаче концов рельсов в сварочное устройство. Роликовые узлы 66 и 67 устанавливаются вращательно и поворотно и имеют гидравлические цилиндры 72 и 73, предназначенные для подъема и опускания роликов 68 и 69, а следовательно, и рельсов, которые опираются на них.
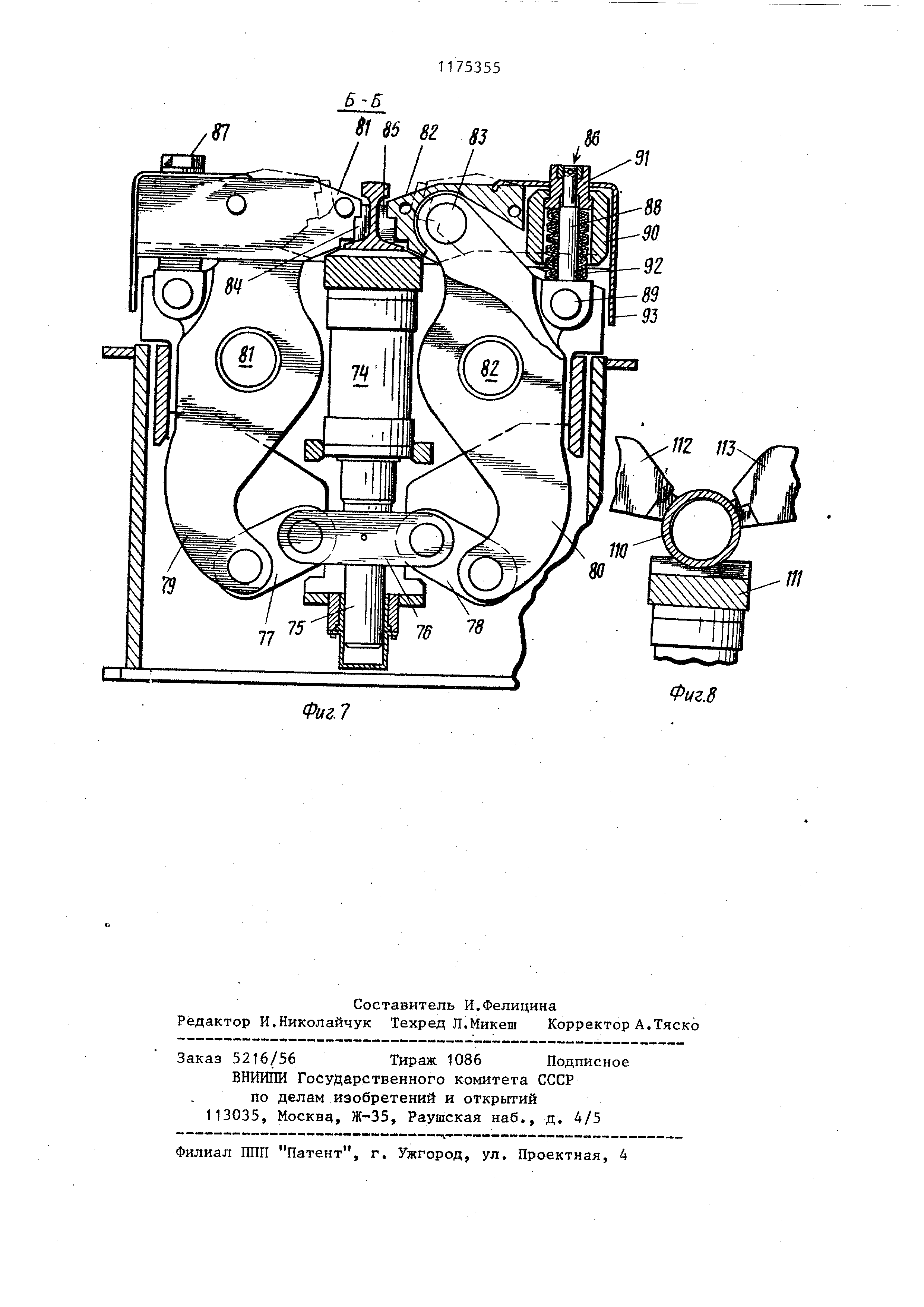
В состав неподвижного 14 и подвижного 1J. узлов входят два зажимных приспособления 40, 41 и 60, 61 соответственно. Конструкция зажимных приспособлений аналогична (фиг.7
Зажимное приспособление 40 (фиг.7 содержит гидравлический цилиндр 74, расположенный вертикально и прикрепленный к массивному стальному элементу 36, при- этом он размещается между вертикальными стенками 23 и
24 коробкообразной рамь нег:сдБ;:1К:;о1о узла 14 и защищается ими (фиг,5), К поршрю 75 гидравлического цилиндра 74 прикреплен горизонтально расположенный рычаг 76, шарнирно скрепленный с каждым из противоположньгх концов рычагов 77 и 78, На противоположных концах рьшагов 77 и 78 шарнирно.закреплены концы рычагов 79 и 80, шарнирно установленных на валах 81 и 82 соответственно„ У каясдого из рычагов 79 и 80 имеется рычажная тяга 81 и 82, шарнирно скрепленная с его верхним концом при помощи оси щарнира 83, Концы рычажных тяг 81 и 82 несут зажимные элементы 84 и 85 соответственно, которые захватывает шейку и основание рельса.
С помощью такой конструкции при вьщвигании поршня 75 гидроцилиндра 74 рычажная система, в состав которой входят рычаги 76 - 80, поворачивается и верхние концы рычагов 79 и 80 смыкаются с тем, чтобы рычажные тяги 81 и 82 и залсимные элементы 84 и 85 на их концах вошли в зацепление с шейкой рельса и сжали ее. На шейку воздейсТвует горизонтальное зажимное усилие порядка 500 кН,
Вертикальное прижимное усилие передается основаниро рельса также с помощью рычажных тяг 81 и 82 через пружинные узлы 86 и 87, в состав которых ВХОДИТвал 88, один из концов которого шарнирно соединяется с соответствующим рычагом 79 или 80 с помощью оси шарнира 89. Ban 88 проходит через втулку 90 которая состаляет часть рычажной тяги 82 и удерживает- шпиндель 9.1, через который выступает вал 88, кроме того, на ней есть резьба. Вокруг вала 88 внутри втулки 90 зафиксирована пружина 92, входящая в зацепление с нижней поверностью шпинделя 91 и передающая прижимное усилие рычажной тяге 82, причем прижимное усилие равное примерно 200 кН, можно регулировать с помощью шпинделя 91, Вокруг пружинных узлов 86 и 87 предусмотрено ограждение 93,
Для поперечного перемещения коробкообразная рама неподвижного узла 14 поддерживается по отношению к раме 16 с помощью горизонтальных направляющих балок 29 и 30 и подвижных блочных узлов 27 и 28. Снабженный резьбой конец вала 54 (фиг.6) связа через резьбову муфту 95 с подвижным блочным узлом 27 и удерживается внутри универсального шарнира 96, з репленного внутри узла 97, прикрепленного к стенке 34. С валом 94 свя зан храповик 98, с помощью которого осуществляют регулировку поперечног перемещения коробкообразной рамы не подвижного узла 14 для выравнивания концов рельсов. Небольшую угловую коррекцию можно произвести с помощью небольшого изгиба, предусмотренного на горизонтальных направляющих балках 29 и 30. С подви-жным блочным узлом 28 взаимодействует аналогичное горизонтальное регулировочное приспо собление. Вертикальное выравнивание рельсовых концов обеспечивается с помощью подвижного узла 15. Конец коробкообразной рамы подвижного узла 15 близ ОСИ сварки поддерживается с помощью вертикальной стенки 53, нижний конец которой прикреплен к рычажной тяге 58. Последняя шарнирно скреплена с эксцентриковым валом 59, и ее конед связан с поршнем гидравлического цилиндра 99, под действием которо-го рычажная тяга 58 поворачивает эксцентриковый вал 59 для подъема и опускания вертикальной стенки 53, и следовательно, коробкообразной рамы подвижного узла .15 для выравнивания по вертикали конца зажатого в ней. рельса с концом рельса, зажатого в неподвижном узле 14. Подвижной узел 15 также поддерживается валом 52, который, в св.ою очередь, поддерживается при помощи двух разнесенных рычажных тяг 100, поворотно поддерживаемых эксцентриковым валом 101, с которымсвязана рычажная тяга 102, управляемая гидравлическим цилиндром 103. Действие гидравлического цилиндра 103 приводит к повороту рычажной тяги 1.02, и,следовательно, эксцентрикового вала 101 для подъема или опускания рычажных тяг 100 и вала 52, поддерживающего подвижной узел 15. Благодаря этому можно регулировать вертикальное положение рельса, зажатого в подвижном узле 15.. При сварке встык оплавлением осуществляют возвратно-поступательное перемещение одного из торцов с помощью двух разнесенных гидравлических цилиндров 104, шарнирно скрепленных одним своим концом с рамой 16. Поршни 105 гидроцилиндров 104 связаны с соответствующими рычажными тягами 100. При работе гидравлические цилиндры 104 поворачивают рычажные тяги 100 вокгруг вала 106, вызывая перемещение вперед и назад вала 52 и подвижного узла 15 по отношению к раме 16, необходимо для проведения сварки встык оплавлением. Через каналы (не показаны) к сварочному трансформатору 107 по кабелям (не показаны)подводится первичный ток. От трансформатора 107 сварочньй ток (вторичная сторона) идет через шины 108 и перемычки 109 к электроду 39 (аналогично подводится ток и к электроду 51). От электродов 39 и 51 ток поступает в основания рельсов. В зависимости от потребности в токе можно предусмотреть дополнительные трансформаторы или трансформаторновыпрямительные группы. Устройство работет следующим образом . Конец рельса 1 подается в рельсовую воронку 62, и непрерывный рельс идет по ролику 68, поднятому для предупрелсдения движения рельса по стальным прокладкам 37 и 38 и электроду 39. Когда конец рельса 1 размещается на позиции сварки сварочрого устройства 3, гидравлический цилиндр 72 опускает ролик 68, чтобы рельс 1 сел на стальные прокладки 37 и 38 и электрод 39. Затем гидравлически управляются зажимные гидравлические цилиндры 74 зажимных приспособлений 40 и 41, и через рычажную систему, в состав которой входят рычажные тяги 76 - 80, зажимные элементы 84 и 85 входят- в зацепление и зажимают шейку рельса 1. Вертиканое прижимное усилие передается также к основанию рельса 1 с помощью рычажных тяг 81 и 82 благодаря действию пружинных узлов 86 и 87. Теперь рельс 1 плотно зажат в неподвижном узле 14 сварочного устройства 3. Аналогичным образом сва риваемый торец рельсовой плети жестко зажимается в подвижном узле 15 сварочного устройства.
Свариваемые концы рельсов выравнивают по горизонтали с помощью храповшсов 98 узлов 19 и 20. Небольшую угловую коррекцию можно провести с помощью небольших изгибов, горизонтальных направляющих балок 29 и 30, Затем выравнивают свариваемые торцы по вертикали с помощью гидроцилиндра 99.Поршень гидравлического цилиндра 99 поворачивает рычажную тягу 58 и скрепленный с ней эксцентриковый вал 59, поднимая или опуская вертикальную стенку 53, которая поддерживает один конец подвижного узла 15. Другой конец подвижного узла 15, а с ним и непрерывньш рельс 13, также можно поднять или опустить для вертикального выравнивания рельсов с помощью управления гидравлическим цилиндром 103, Поршень гидравлического цилиндра 103 поворачивает рычажные тяги 100 и вал 52, поддерживающий этот конец подвижного узла 15. По завершении вертикального и горизоитального выравнивания непрерывных рельсов осуществляют контактную стыковую сварку оплавлением. Сварка обеспечивается подачей электрического тока на электроды 39 и 51 и сообщеныем возвратно-поступательно перемещения свариваемому торцу рельсовой плети с помощью гидроцилиндров 104, управляющих рычажными тягами 100, которые в свою очередь перемещают вперед или назад вал 52, поддерживающий родвижньгл узел 15. Эти перемещения регулируются в соответствии с известными параметрами для достижения сварки пстык оплавлением. Вертикальная стенка 53 .является деформируемой или гибкой , поэтому она гнется с перемещением подвижного узла 15 вперед или назад по отношению к главной раме 16 во время операции по сварке встык оплавлением.
Когда концы рельсов соединены, зажимные приспособления 40, 41,-60 и 61 раскрываются. Сваренная плеть поднимается на роликах 68 и 69 под действием гидравлических цилиндров 72 и 73 для предупреждения повреждения электродов 39 и 51 при съеме сваренной плети со сварочного устройства 3.
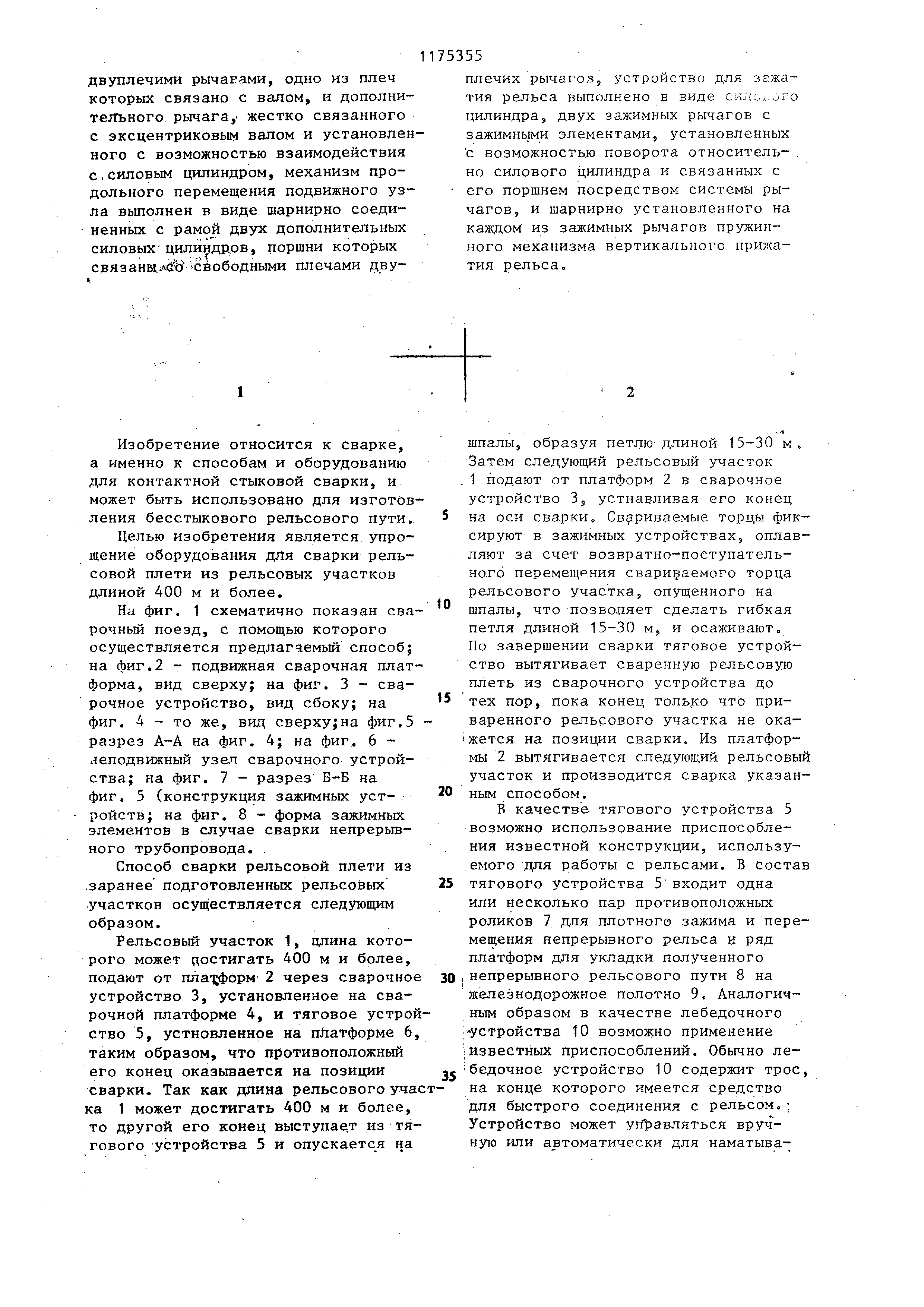
Предлагаемое сварочное устройство может быть применено и для образования других непрерывных протяженных изделий, например трубопроводов. В этом случае необходимо лишь предусмотреть иную форму зажимов и элементов рамы, которые должны удовлетворять форме свариваемых изделий. Например , сварочное устройство (фиг.8) приспособлено для сварки трубопровода 110,электродный элемент 111 и концы зажимных приспо.соблений 112 и 113 имеют форму, соответствующую окружности трубопровода с тем, чтобы последний можно быпо зажимать и сваривать рассмотренным выше образо Возможна сварка и других схожих изделий .
to
oi i Sb 81
Фиг. 7 83

Комментарии