Способ реконструкции железнодорожного пути и машина его осуществления - RU2039856C1
Код документа: RU2039856C1
Чертежи
Описание
Изобретение относится к способам реконструкции железнодорожного пути и устройствам, используемым для этого.
Известен способ реконструкции железнодорожного пути, заключающийся в том, что непрерывно производят замену старых шпал на новые, снятие старых рельсовых плетей и укладку новых спаренных рельсовых плетей на новые шпалы (патент США N 4184431, кл. Е 01 В 29/05, 1980).
Известна машина для реконструкции железнодорожного пути, содержащая две рамы, опирающиеся на ходовые тележки, устройство для снятия старых шпал и устройство для установки новых шпал, смонтированные на первой по направлению работы машины раме, и устройство для замены рельсовых плетей.
Цель изобретения упрощение технологии реконструкции пути и упрощение конструкции машины за счет разнесения ее устройств вдоль машины.
Для достижения этой цели в способе реконструкции железнодорожного пути, заключающемся в том, что непрерывно производят замену старых шпал на новые, снятие старых рельсовых плетей и укладку новых сваренных рельсовых плетей на новые шпалы, снятие старых рельсовых плетей производят после укладки под них новых шпал, а непосредственно перед укладкой сваривают новые рельсовые плети и доводят их температуру до необходимой температуры укладки.
Машина для реконструкции железнодорожного пути, содержащая две рамы, опирающиеся на ходовые тележки, устройство для снятия старых шпал и устройство для установки новых шпал, смонтированные на первой по направлению работы машины раме, и устройство для замены рельсовых плетей, снабжена расположенными последовательно за указанными двумя рамами двумя дополнительными рамами, опирающимися на ходовые тележки, и агрегатом для сварки рельсов, установленным на первой дополнительной раме. Устройство для замены рельсовых плетей установлено на второй дополнительной раме, а вторая рама оборудована для транспортиpования новых рельсов.
Машина снабжена агрегатом для нагревания и/или охлаждения рельсовых плетей, установленным на первой дополнительной раме за агрегатом для сварки рельсов по направлению работы машины, и дополнительным агрегатом для сварки рельсов, установленным на первой дополнительной раме. Агрегат для сварки рельсов и дополнительный агрегат для сварки рельсов разнесены поперек указанной рамы. На первой дополнительной раме перед агрегатом для сварки смонтирован подкрановый путь для перемещения портального крана. Устройство для замены рельсовых плетей состоит из механизма для удаления старых рельсовых плетей и механизма для укладки новых рельсовых плетей, которые установлены на второй дополнительной раме с возможностью перестановки по высоте и поперек этой рамы. Машина снабжена охлаждающими и/или нагревающими агрегатами для поддержания равномерной температуры рельсовых плетей, смонтированными в передней по направлению работы машины части второй дополнительной рамы.
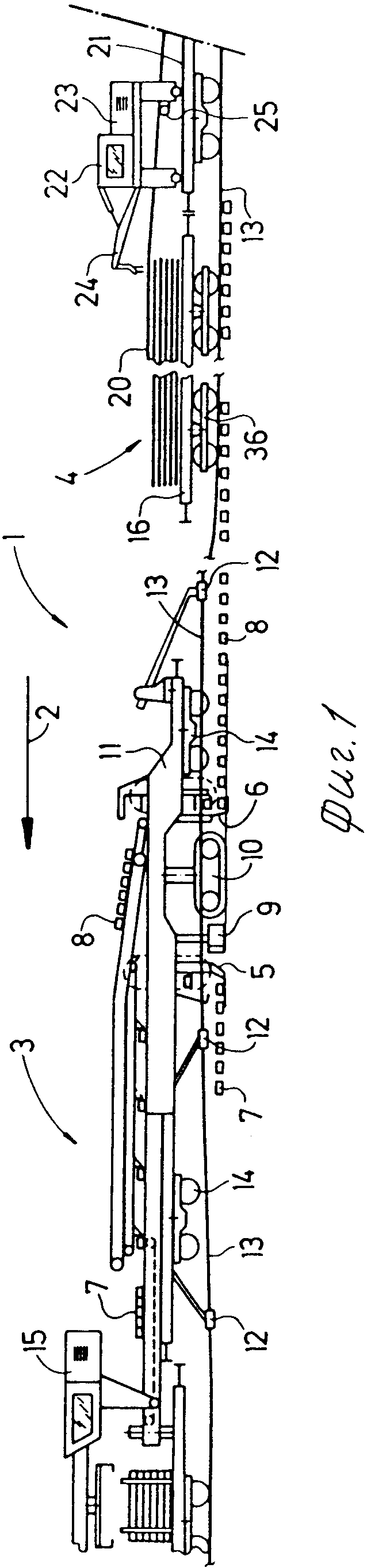
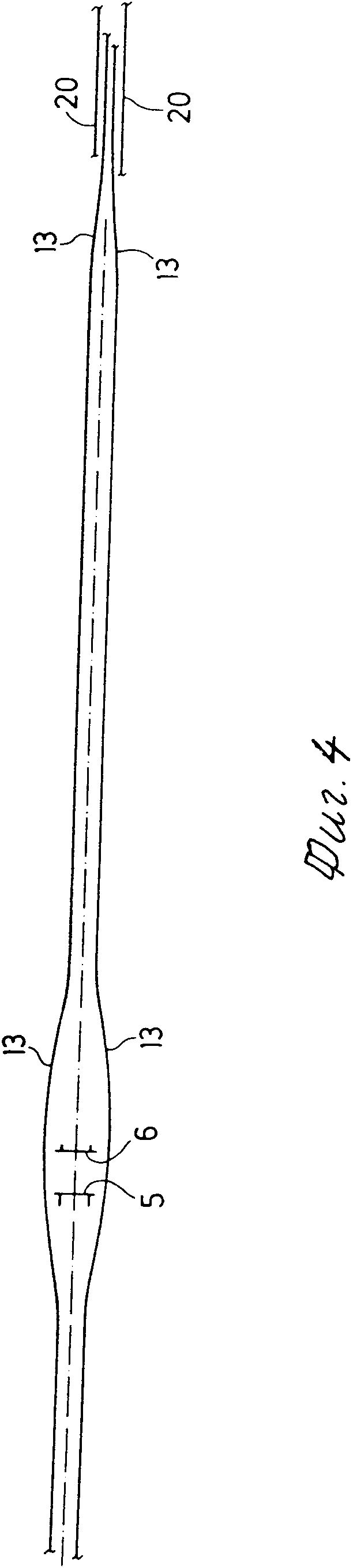
На фиг. 1, 2 изображена машина для реконструкции железнодорожного пути, общий вид; на фиг. 3 то же, упрощенный вариант; на фиг. 4 реконструируемый машиной железнодорожный путь, вид сверху.
Машина 1 для реконструкции железнодорожного пути при эксплуатации перемещается в указанном стрелкой 2 рабочем направлении и состоит из двух друг за другом расположенных независимо друг от друга перемещаемых узлов 3 и 4. Передний узел 3 содержит устройства 5 и 6 для непрерывного снятия старых шпал 7 и для установки новых шпал 8. Между этими устройствами смонтирован планировщик 9 балластной призмы, перемещаемый по высоте, а также гусеничная ходовая тележка 10, соединенные с рамой 11. На раме 11 закреплены с возможностью поперечного и вертикального перемещения на обеих продольных сторонах машины направляющие 12 для раздвижения старых рельсов их плетей 13. Перед и за гусеничной ходовой тележкой 10 предусмотрена по мере надобности одна рельсовая ходовая тележка 14, которая лишь для перестановочных ходов находится в зацеплении с рельсами. В продольном направлении машины перемещаемой на раме 11 портальный кран 15 служит для отвода старых 7 и подачи новых 8 шпал.
Находящийся в рабочем направлении за узлом 3 узел 4 составляется из платформ 16 для транспортирования новых рельс, одной содержащей агрегаты для стыковой сварки оплавлением рамы 18, а также одной мостообразной рамы 19. На платформах 16 для транспортирования рельсов расположены новые рельсы 20, имеющие длину, например, 36 м. Передний конец последующей рамы 18 содержит подкрановый путь 21 для перемещения портального крана 22. Последний оборудован одним приводом 23, одной перемещаемой по высоте и в сторону стрелой 24 крана и направляющими роликами 25 для рельсов. На заднем концевом участке рамы 18 предусмотрена содержащая нагревающий и/или охлаждающий агрегаты 26, закрытые кожухом в виде туннеля 27. Для направления новых рельсов 20 по высоте и в сторону служат направляющие ролики 37.
Образующая задний конец узла 4 мостообразная рама 19 концами опирается на рельсовые ходовые тележки 28 и содержит центральную энергетическую установку 29, кабину 30 с центральным управляющим устройством 31, а также привод 32 движения. Между обоими рельсовыми ходовыми тележками 28 расположены устройства 33 и 34, содержащие посредством приводов перемещаемые по высоте и в стороны направляющие ролики для рельсовых плетей. Устройства 33 и 34 предназначены для отрыва и раздвижки старых рельсовых плетей 13 или же введения в укладки новых сваренных рельсовых плетей на новые шпалы 8. Как показано пунктирными линиями, передняя в направлении укладки часть рамы 19 может быть соединена с содержащим охлаждающие и/или нагревающие агрегаты, заключенные в кожух 35, для проведения длинномерных сваренных новых рельсовых плетей.
При эксплуатации машины 1 передний узел 3 непрерывно перемещается. Старые рельсовые плети 13 поднимаются от старых шпал 7 и раздвигаются в стороны (фиг. 4), так что замена шпал в области устройства 5 и 6 осуществляется беспрепятственно. Старые рельсовые плети 13 непосредственно за передним узлом 3 снова повторно укладываются на уложенные новые шпалы 8, чтобы тем самым сделать возможным перемещение рельсовых ходовых тележек 28 и 36 последующего узла 4. Посредством последнего осуществляется сварка новых рельсов 20, которые непосредственно после этого укладываются вместо старых рельсовых петлей 13. Для этого находящиеся на платформах 16 для транспортирования рельсов имеющие длину 36 рельсы с помощью портального крана 22 подаются к двум противолежащим друг другу в поперечном направлении машины, агрегатом 17 для сварки и свариваются с противолежащим концом длинномерных сваренных новых рельсовых плетей. Во время сварки узел 4 остается на месте в состоянии покоя. После сварки рельсов посредством включения привода 32 движения осуществляется проезд машины и тем самым автоматически ствол только что сваренных рельсовых плетей против указанного стрелкой 2 рабочего направления. Во время сварки находящийся в туннеле 27 участок новых рельсовых плетей нагревался до требуемой температуры укладки или охлаждался. Параллельно укладке новых рельсовых плетей на новые шпалы 8 осуществляется также автоматически отрыв и раздвижение (фиг. 4) старых рельсовых плетей, уложенных на новые шпалы исключительно со вспомогательной целью. Самая задняя рельсовая ходовая тележка 25 рамы 18 опирается уже на новые рельсовые плети, лежащие на новых шпалах 8. Как только посредством непрерывного хода вперед заднего узла 4 передний конец сваренной новой рельсовой плети достиг агрегата 17, перемещение машины вперед прекращается. Посредством портального крана 22 находящийся на платформах 16 для транспортирования рельсов новый рельс 20 вновь транспортируется в направлении к агрегатам 17, пока задний конец нового рельса 20 не будет находиться в агрегате 17. Этот процесс втягивания может осуществляться одновременно для обеих рельсовых ниток пути. Между тем снова осуществляется поддерживание равномерной температуры участка рельсовой плети, находящегося в туннеле 27 и кожухе 35.
Скорость перемещения заднего узла 4 специально выбирается таким образом, что средняя скорость, включая сварку рельс, соответствует скорости перемещения переднего узла 3. Расстояние между местом сварки в зоне агрегатов 17 и укладкой новых рельсовых плетей приблизительно соответствует длине свариваемых новых рельсовых плетей.
Реферат
Сущность изобретения: машина содержит четыре рамы, опирающиеся на ходовые тележки, устройство для снятия старых шпал и устройство для установки новых шпал, смонтированные на первой по направлению работы машины раме, агрегат для сварки рельсов и устройство для замены рельсовых плетей. Вторая по направлению работы машины рама оборудована для транспортирования новых рельсов. В процессе перемещения машины непрерывно производят замену старых шпал на новые. Непосредственно перед укладкой сваривают новые рельсовые плети, доводят их температуру до необходимой температуры укладки. Снятие старых рельсовых плетей производят после укладки по ним новых шпал. 2 с. и 5 з.п. ф-лы, 4 ил.
Комментарии