Способ изготовления забойного двигателя - RU2733589C1
Код документа: RU2733589C1
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится, в целом, к винтовому объемному двигателю. В частности, настоящее изобретение относится к силовой секции забойного двигателя.
УРОВЕНЬ ТЕХНИКИ
Винтовые объемные двигатели типа насоса Муано с некоторых пор используют при бурении нефтяных и газовых скважин. При таком бурении насосы буровой установки перекачивают буровые текучие среды, такие как буровой раствор, вниз через бурильную трубу к винтовым двигателям, расположенным в скважине вблизи конца бурильной колонны. Обычно винтовой объемный двигатель является частью компоновки бурильной колонны, и служит в качестве бурового или забойного двигателя, осуществляющего привод бурового долота, которое пробуривает отверстие через подземный пласт. Перекачиваемая буровая текучая среда приводит в действие забойный двигатель путем вращения ротора внутри узла статора. Ротор и статор образуют силовую секцию забойного двигателя.
Обычно винтовые объемные двигатели имеют роторы с винтовыми металлическими зубьями, которые вращаются внутри эластомерных статоров. Статоры обычно выполнены из каучука с высоким содержанием сажевого наполнителя. Каучук с высоким содержанием сажевого наполнения обеспечивает подходящий, но экономичный, материал, имеющий некоторый модуль упругости при сжатии и свойства стойкости к абразивному износу. Когда металлические зубья роторов прижимаются к внутренним стенкам эластомерного статора, образуется линия уплотнения, и текучая среда тем самым перекачивается через камеры, когда они образуются между металлическими зубьями роторов и внутренними стенками эластомерных статоров.
Обычно статор изготавливают путем крепления формы к внутреннему отверстию трубы статора и инжекционного формования неотвержденного эластомерного компаунда в полости формы. Проблема в изготовлении статора силовой секции, обладающей большой мощностью, высоким крутящим моментом и высокой скоростью, заключается в том, что для производственного оборудования и экономичных инструментальных материалов требуется неотвержденный эластомерный компаунд с низкой вязкостью, способный протекать через узкую полость формы на большое расстояние, при этом сохраняя его неотвержденное состояние. Если компаунд является слишком вязким, он не может протекать на соответствующее расстояние по длине статора, чтобы заполнить форму. Если компаунд начинает реакцию вулканизации до того, как форма заполнена, вязкость компаунда будет увеличиваться, в результате чего, возможно, форма будет не заполнена, или форма будет заполнена сшивками (поперечными связами), которые объединяются в отдельные матрицы. Отдельно сформированные матрицы создают необнаруживаемые границы зерен в эластомерном изделии, которое будет часто преждевременно выходить из строя из–за значительных потерь в сопротивлении разрыву, потерь в модуле и/или внутренних точек трения, которые способствуют быстрому физическому износу окружающей эластомерной матрицы. Обычно разработчики эластомеров силовой секции пытались решить эти проблемы, используя в составе активные и полуактивные сажи для усиления, низкомолекулярные базовые полимеры NBR и HNBR с низкой вязкостью и технологические добавки. Хотя эти комбинации являются благоприятными для технологичности, получаемый в результате состав негативно влияет на конечные свойства эластомера в отвержденном состоянии, часто делая эту композицию более мягкой и менее динамически устойчивой. Например, масляный пластификатор может использоваться для уменьшения вязкости во время изготовления, но, в конечном изделии, он имеет тенденцию к выщелачиванию из эластомера при высоких температурах, когда тот подвергается воздействию различных буровых текучих сред, что может привести к усадке в изделии или разрушению связей каучука с металлическими связующими агентами, а также способствовать поглощению химических реагентов из буровой текучей среды. Пластификаторы используют для уменьшения вязкости неотвержденного каучукового компаунда за счет смазки между полимерными цепями и облегчения рассеивания сажи. В отвержденном состоянии пластификаторы продолжают смазывать полимерные цепи, создавая эффект пониженного модуля. Дополнительно, пластификаторы, имеющие значительно более низкую молекулярную массу, чем полимеры, могут мигрировать из компаунда. Управление миграцией пластификаторов представляет собой функцию выбора пластификатора с правильными молекулярной массой/разветвлением и отношением содержания углерода к кислороду для конкретного компаунда. Чем большее разветвление имеет пластификатор, тем более стойким является пластификатор к экстракции текучими средами в маслах. Возможность соединения путем химической реакции пластификатора на основе сложного эфира с полимерной матрицей будет существенно увеличивать стойкость к экстракции.
В эластомерных компаундах применялось включение фенольных смол, что уменьшает вязкость компаунда в неотвержденном состоянии и увеличивает твердость изделия в отвержденном состоянии. Однако это происходит, как правило, за счет уменьшения стойкости к разрыву. В эластомерных компаундах также нашли некоторое применение наночастицы, однако из–за экстраординарного отношения площади поверхности к объему частицы (т.е. соотношения геометрических размеров) эти компаунды могут значительно увеличить вязкость эластомера всего лишь с небольшими количествами добавочных наночастиц. Это означает, что их возможности в компаундах статоров силовых секций требуют таких низких концентраций (для поддержания технологичности), что физические свойства отвержденного состояния будут не достижимы при доступном воспроизводимом уровне удовлетворения требований.
Далее, хотя винтовые металлические роторы винтовых двигателей являются стойкими к высоким температурам, стойкими к абразивному износу и имеют, как правило, большой срок службы, статоры винтовых двигателей являются гораздо менее надежными и в них часто происходят поломки, и они требуют технического обслуживания и замены раньше, чем их ответные роторы. Усиленная сажей облицовка статоров имеет тенденцию к износу, когда она подвергается воздействию абразивных материалов, что может привести к утечкам между камерами. Каучуковый компаунд, когда он подвергается воздействию жестких температурных условий, будет размягчаться, и это может привести в результате к линиям уплотнения, менее способным к работе с большим перепадом давлений, что может привести к потерям в крутящем моменте. Высокие температуры также могут вызывать тепловое расширение и тепловое размягчение каучука/эластомера в облицовке, что может привести к перегреву. Длительное воздействие таких условий может сделать каучук ломким и привести к низкой стойкости к разрыву. Могут происходить поломки в виде частичного износа вследствие абразивной утечки и отсутствия надлежащего уплотнительного прижатия к металлическим зубьям ротора, а также может происходить физический разрыв внутренней облицовки, вызывающий немедленное отключение всей системы. Например, при поломке в статоре ротор может перекачивать оторвавшиеся куски каучука через камеры и повреждать другие компоненты скважинного оборудования или вообще остановить вращение. Воздействие определенных химических реагентов или скважинных текучих сред может дополнительно вызывать ухудшение характеристик внутренних стенок статора. Агрессивные буровые текучие среды могут поглощаться каучуковой облицовкой, вызывая набухание, что ведет к перегреву каучуковой облицовки во время работы. Текучие среды также могут экстрагировать химические реагенты из каучука, тем самым ухудшая его характеристики.
Выходная мощность, эффективность и крутящий момент винтовых объемных двигателей связаны с площадью поперечного сечения статора и ротора, доступной для потока текучей среды, а также со способностью ротора и статора обеспечивать уплотнение относительно друг друга и предотвращать утечку текучей среды под давлением в области низкого давления двигателя. Из–за размерных ограничений в стволе скважины и конструктивных и функциональных требований к статору и ротору, площадь поперечного сечения потока может быть ограниченной. Кроме того, ограничения по прочности и локальные нарушения в целостности эластомера могут позволить буровой текучей среде утекать при умеренных перепадах давлений. Соответственно, такой двигатель может быть ограничен генерированием только умеренного выходного крутящего момента. Если крутящий момент, который должен преодолевать двигатель, превышает крутящий момент, который может создавать двигатель, двигатель может заглохнуть, разрушая уплотнения силовой секции и вызывая серьезное повреждение статора силовой секции.
Таким образом, было бы желательно обеспечить более надежный винтовой объемный двигатель с увеличенными выходной мощностью, эффективностью и выходным крутящим моментом, а также улучшенными стойкостью к высоким температурам, стойкостью к абразивному износу, стойкостью к разрыву и другими полезными свойствами. Далее, было бы желательно обеспечить увеличенное среднее время между отказами, увеличенную надежность и возможность увеличенной продолжительности работы для операций, использующих узлы эластомерных статоров в скважине. Это позволило бы увеличить продолжительность бурения и уменьшить время, затрачиваемое на установку, извлечение и техническое обслуживание узлов эластомерных статоров и других компонентов соответствующего скважинного оборудования, которые могут выходить из строя в результате поломки статора. Кроме того, было был желательно увеличить прогнозируемый интервал времени между необходимым техническим обслуживанием узлов эластомерных статоров.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает различные варианты осуществления, которые могут устранить и улучшить некоторые из недостатков известного уровня техники. В одном варианте осуществления, например, предлагается забойный двигатель, имеющий силовую секцию забойного двигателя, которая включает в себя статор с продольной осью, канал вдоль продольной оси и группу зубьев статора, образующих внутреннюю поверхность статора, которая окружает канал. Силовая секция забойного двигателя также включает в себя ротор, расположенный внутри канала, причем ротор имеет группу зубьев ротора, сформированных на наружной поверхности ротора, обращенной к внутренней поверхности статора, при этом наружная поверхность имеет высокомолекулярный термореактивный эластомерный уплотнительный слой.
В первой вариации высокомолекулярный термореактивный эластомерный уплотнительный слой сформирован из неотвержденного эластомера, имеющего вязкость больше 55 единиц по Муни при 212°F. В соответствии со второй вариацией высокомолекулярное термореактивное эластомерное покрытие может представлять собой полиариловый полимер. В соответствии с одним аспектом высокомолекулярное термореактивное эластомерное покрытие может представлять собой полиариловый полимер, включая РАЕК, РЕК, PEEK, PEKEK или PEKEKK и их комбинации. В качестве альтернативы, высокомолекулярное термореактивное эластомерное покрытие может представлять собой нитрильный полимер. В соответствии с более частным аспектом, высокомолекулярное термореактивное эластомерное покрытие может представлять собой нитрильный полимер, включая NBR, HNBR, XNBR или HXNBR и их комбинации.
В третьей вариации этого варианта осуществления высокомолекулярный термореактивный эластомерный уплотнительный слой может дополнительно включать в себя частицы графена и каучук. В соответствии с одним аспектом этой вариации частицы графена представляют собой частицы функционализированного графена, имеющие толщину листа в один моноуглеродный слой. В соответствии с другим аспектом частицы графена представляют собой частицы функционализированного графена, имеющие толщину листа в 2–30 моноуглеродных слоев.
В соответствии с некоторыми аспектами этих вариантов осуществления высокомолекулярное термореактивное эластомерное покрытие может быть выполнено из бутадиен–нитрильного или подобного эластомера или из полиарилового полимера, имеющих напряжение одноосного растяжения по меньшей мере 100 фунтов на квадратный дюйм при деформации 0,075 м/м или напряжение плоскостного сдвига по меньшей мере 180 фунтов на квадратный дюйм при деформации 0,075 м/м или напряжение одноосного сжатия по меньшей мере 140 фунтов на квадратный дюйм при деформации 0,075 м/м и комбинации этих характеристик.
В соответствии с четвертой вариацией варианта осуществления статор может быть выполнен из черного металла, и внутренняя поверхность статора может включать в себя покрытие из чистого металла, металлического сплава, карбида или оксида металла. Покрытие может представлять собой покрытие из карбида вольфрама.
Второй вариант осуществления предлагает способ изготовления бурового двигателя, включающий обеспечение промежуточного узла, имеющего сердечник ротора забойного двигателя. Сердечник ротора включает в себя профилированную поверхность, образующую группу зубьев ротора, продолжающихся по длине сердечника ротора, причем группа зубьев ротора образована винтовыми гребнями зубьев, отделенными друг от друга винтовыми впадинами зубьев. Способ может далее включать намотку отрезка неотвержденного первого высокомолекулярного эластомера по винтовой траектории вокруг промежуточного узла, чтобы покрыть наружную поверхность промежуточного узла и сформировать конечный узел сердечника ротора, отверждение высокомолекулярного эластомера в конечном узле и механическую обработку отвержденного высокомолекулярного эластомера в конечном узле, чтобы сформировать равномерное отвержденное эластомерное покрытие/слой/облицовку.
Обеспечение промежуточного узла в соответствии с этим вариантом осуществления может дополнительно включать намотку отрезка полученного экструзией неотвержденного второго высокомолекулярного эластомера в каждой винтовой впадине зуба, чтобы сформировать по существу цилиндрическую наружную поверхность, перед намоткой отрезка неотвержденного первого высокомолекулярного эластомера на наружную поверхность промежуточного узла.
В соответствии с одной вариацией сердечник ротора может включать в себя продольное отверстие, и вариант осуществления может дополнительно включать отверждение первого и второго высокомолекулярных эластомеров и пропускание нагретой текучей среды через отверстие. Нагретая текучая среда может представлять собой пар или гликоль или термически стабильное масло.
В соответствии со второй вариацией конечный узел сердечника ротора может включать в себя наружную поверхность конечного узла, и этап отверждения может дополнительно включать заключение наружной поверхности конечного узла в оболочку из увлажненного нейлонового полотна и нагрев заключенного в оболочку конечного узла в автоклаве для отверждения первого и второго высокомолекулярных эластомеров.
В одном аспекте отверждение может включать нагрев неотвержденных первого и второго высокомолекулярных эластомеров до по меньшей мере 275°F или по меньшей мере 300°F. В другом аспекте отверждение может включать нагрев конечного узла ротора до по меньшей мере 275°F в камере. Опционально, сердечник ротора может включать в себя продольное отверстие, и отверждение первого и второго высокомолекулярных эластомеров может включать пропускание нагретой текучей среды через отверстие. Опционально, сердечник ротора может включать в себя продольное отверстие, и отверждение первого и второго высокомолекулярных эластомеров может включать вставку электрической нагревательной катушки или индукционной катушки в продольное отверстие сердечника ротора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 – схематическое изображение морской буровой установки, осуществляющей бурение скважины в толще пород.
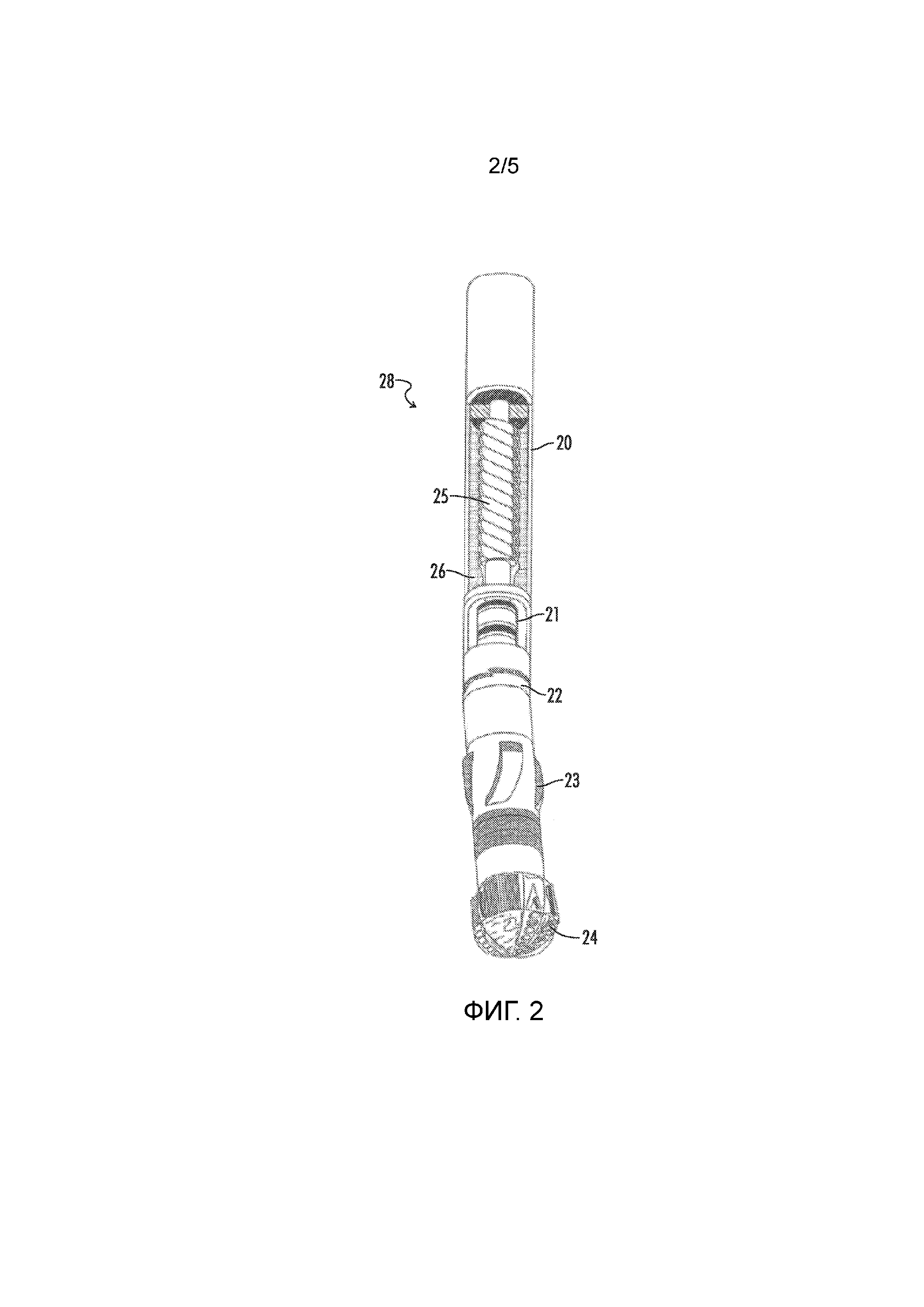
Фиг. 2 – схематический вид компоновки низа бурильной колонны в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 3 – вид в продольном разрезе силовой секции забойного двигателя в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 4 – вид с торца статора и ротора силовой секции забойного двигателя в соответствии с одним вариантом осуществления настоящего изобретения.
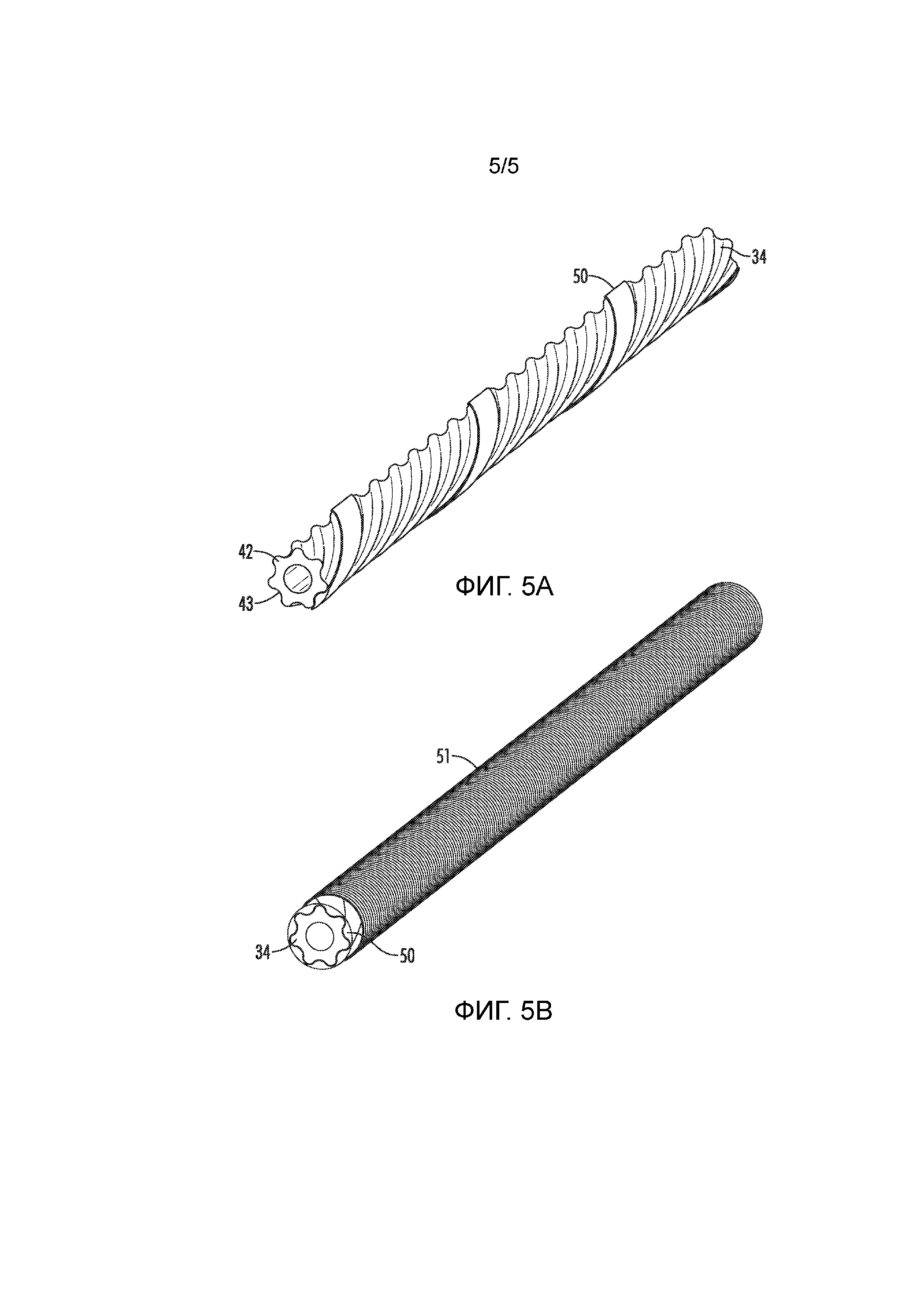
Фиг. 5A – вид в перспективе частично изготовленного ротора забойного двигателя в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 5B – вид в перспективе ротора забойного двигателя на фиг. 5A после выполнения дальнейшего изготовления в соответствии с одним вариантом осуществления настоящего изобретения.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления забойных двигателей в соответствии с настоящим изобретением могут использоваться для бурения стволов скважин в толще пород. На фиг. 1 иллюстрируется бурильная колонна 4, соединенная с плавучей морской буровой установкой 3, использующей бурильную трубу 4 для бурения ствола 6 скважины в толще 2 пород. Водоотделяющие колонны и противовыбросовое оборудование 5 соединяют плавучую буровую установку 3 со стволом 6 скважины в толще 2 пород. Компоновка 8 низа бурильной колонны прикреплена к низу бурильной колонны 4 и включает в себя буровое долото 7, которое вращается и на которое действует направленное вниз осевое усилие, создаваемое весом бурильной колонны, которую буровая установка 3 дозволяет посадить на буровое долото 7. Дополнительно, буровая установка 3 перекачивает буровую текучую среду, также известную как буровой раствор, через центральные каналы бурильной трубы, которые образуют верхние участки бурильной колонны 4. Поток бурового раствора может использоваться для приведения в действие различных клапанов и инструментов в бурильной трубе, включая компоновку 8 низа бурильной колонны. Хотя на фиг. 1 показана морская буровая установка, следует понимать, что наземные буровые установки также могут использовать настоящее изобретение.
На фиг. 2 иллюстрируется компоновка 28 низа бурильной колонны, которая может использоваться для бурения скважины, такой как нефтяная или газовая скважина, в толще пород. Компоновка 28 низа бурильной колонны может включать в себя силовую секцию 20 забойного двигателя, секцию 21 универсального шарнира, опорную секцию 23 и буровое долото 24. Силовая секция 20 является в общем цилиндрической и имеет статор 26, цилиндрически расположенный вокруг центральной оси. Силовая секция 20 включает в себя ротор 25, расположенный внутри центрального канала или отверстия. Отверстие продолжается вдоль центральной оси через статор 26. Когда текучая среда, такая как буровой раствор, течет через отверстие статора, она проталкивается через последовательность отдельных камер, образованных между сопрягаемыми поверхностями ротора 25 и статора 26. Под давлением текучая среда течет через камеры, заставляя ротор 25 вращаться эксцентрическим образом в отверстии статора.
Шпиндельная секция 21 под силовой секцией 20 может принимать эксцентрическое вращение ротора 25 и создавать соосное вращение, передаваемое к буровому долоту 24. Шпиндельная секция 21 может включать в себя, например, вал, соединенный на одном конце с ротором 25 с помощью универсальной шарнирной муфты, и соединенный на другом конце с помощью универсальных шарниров с буровым долотом 24. Регулируемый узел 22 позволяет нижним участкам компоновки низа бурильной колонны изгибаться и регулирует угол нижних участков относительно верхних участков, тем самым направляя бурильную колонну. Опорная секция 23 удерживает ротор 25 в силовой секции, противодействуя потоку бурового раствора. Она также обеспечивает возможность вращения бурового долота 24 относительно силовой секции 20, при этом передавая осевые нагрузки от расположенной выше бурильной колонны, необходимые для перемещения бурильной колонны и проникновения в подземные пласты.
На фиг. 3 представлен вид в продольном разрезе отрезка силовой секции 20 в соответствии с одним вариантом осуществления. Статор 26 может иметь в общем цилиндрическую наружную поверхность, центрированную по осевой линии 33. Корпус статора может быть выполнен из металла, предпочтительно черного металла или сплава. Канал или отверстие 32 статора 26 может быть соосным образом расположено вокруг осевой линии 33. В качестве части бурильной колонны статор 26 должен быть выполнен с возможностью выдерживать осевые, радиальные и скручивающие нагрузки, которым он будет подвергаться в эксплуатации, когда, например, компоновка низа бурильной колонны спускается в скважину, пробуривает через подземные пласты и затем возвращается к поверхности. Соответственно, боковые стенки статора 26 выполнены достаточно толстыми и жесткими, чтобы предотвратить выпучивание, чрезмерное изгибание и другую деформацию силовой секции 20 под действием ожидаемых эксплуатационных нагрузок.
Как показано на фиг. 3, силовая секция 20 также может включать в себя ротор 25, который также может быть выполнен из металла, такого как черный металл или сплав. Ротор 25 может включать в себя канал или отверстие 32 ротора, которое продолжается продольно вдоль центральной оси сердечника 34 ротора. Однако ротор 25 расположен эксцентрическим образом относительно статора 26. Осевая линия 33 статора не совпадает с осевой линией ротора 25, как лучше всего видно на фиг. 4. Во время работы ротор 25 вращается эксцентрическим образом в канале статора, так что осевая линия ротора 25 в общем перемещается в пределах границ 36 на фиг. 3. В то время как внутренние поверхности статора 26, окружающие отверстие 32 статора, предпочтительно представляют собой упругие металлические поверхности, например, из черного металла или сплава с упрочненным поверхностным слоем или покрытием, ротор 25 включает в себя металлический сердечник 34 ротора, окруженный упругим и жестким эластомерным уплотнительным слоем 31 ротора. Металлический сердечник 34 может быть выполнен из черного металла или сплава.
На фиг. 4, представляющем собой вид с торца одного варианта осуществления статора 26 и ротора 25 силовой секции 20, показано, что внутренняя поверхность статора 26 образует группу зубьев, образованных гребнями 44, отделенными друг от друга впадинами 45. Подобным образом, в этом варианте осуществления, сердечник 34 ротора 25 образует группу зубьев, образованных гребнями 42, отделенными друг от друга впадинами 43. Эластомерный уплотнительный слой 31 имеет по существу равномерную толщину, в пределах допусков механической обработки, и следует профилю расположенного под ним сердечника 34 ротора. Таким образом, поверхность ротора 25, образованная наружной поверхностью эластомерного уплотнительного слоя, также образует группу зубьев. Количество зубьев статора и ротора может изменяться в зависимости от конструкции забойного двигателя. Таким образом, хотя вариант осуществления, иллюстрируемый на фиг. 4, содержит 7 зубьев ротора и 8 зубьев статора, показанное на чертеже конкретное количество зубьев не ограничивает объем или сущность настоящего изобретения. Однако, как будет понятно специалистам в области винтовых объемных двигателей, количество зубьев статора должно быть больше, чем количество зубьев ротора, на 1. Ротор 25 также может включать в себя отверстие 32, соосное с осевой линией сердечника 34 ротора и продолжающееся вдоль нее. Отверстие 32 ротора не только уменьшает вес ротора 25, но также может служить в качестве канала для текучей среды во время процесса изготовления забойного двигателя, как будет описано позднее. Опционально, ротор 25 может иметь соответствующие отверстия, клапаны и средства управления для отклонения избыточной буровой текучей среды через отверстие 32 ротора и вниз к буровому долоту во время операций бурения, чтобы способствовать вымыванию шлама бурового долота в затрубное пространство ствола скважины.
Как будет более ясно из фиг. 4, гребни 42 и впадины 43 сердечника 34 ротора, и тем самым зубья ротора 25, расположены винтообразно вокруг сердечника 34 ротора. Зубья статора 26 расположены подобным образом по длине статора. Длина, размеры и форма поперечного сечения зубьев могут изменяться в зависимости от конструкции забойного двигателя. Когда ротор вращается, зубья ротора 25 зацепляются в различных точках по их длине с зубьями статора 26, образуя камеры 35, в которые течет буровой раствор под давлением во время операций бурения. Перепад давлений текучей среды между областью снаружи и областью внутри камер 35 создает крутящий момент в роторе 25. Когда ротор 25 вращается в статоре под действием усилия, прилагаемого текучей средой, камеры 35 перемещаются и продвигаются по длине силовой секции.
Обычно во время работы сопрягаемые поверхности ротора и статора периодически зацепляются и расцепляются при вращении ротора 25 для динамического образования камер 35 с краями, уплотненными относительно действия давления бурового раствора, перекачиваемого через статор 26. Один способ формирования эффективных и надежных уплотнений между сопрягаемыми поверхностями ротора 25 и статора 26 заключается в формировании эластомерного покрытия, которое является прочным, жестким и деформируемым, на одной из сопрягаемых поверхностей.
В общем, чем больше суммарная площадь поперечного сечения камер 35, доступная для потока текучей среды, тем большую мощность может генерировать силовая секция 20. Учитывая особенности конструкции зубьев ротора и статора, площадь поперечного сечения камеры может быть увеличена путем увеличения среднего внутреннего диаметра канала статора и регулирования среднего диаметра ротора 25. Размеры ствола скважины и конструктивные требования для статора 26 ограничивают наружный диаметр статора, а также минимальную толщину стенки статора. Статор, сконфигурированный для ствола скважины диаметром 8,75 дюйма, например, обычно имеет наружный диаметр 6,25–7,25 дюйма и среднюю толщину стенки 0,625–1,25 дюйма. В вариантах осуществления, иллюстрируемых на фиг. 3 и фиг. 4, площадь поперечного сечения камер 35 улучшена путем формирования прочного, жесткого и деформируемого эластомерного покрытия 31 на наружных поверхностях сердечника 34 ротора, а не на внутренних поверхностях статора 26, обращенных к внутреннему каналу или отверстию. Таким образом, в соответствии с некоторыми вариантами осуществления настоящего изобретения, конструкция силовой секции 20 является обратной обычным конструкциям.
Состав эластомера в эластомерном уплотнительном слое 31 также может оказывать существенное влияние на рабочие характеристики силовой секции 20. Для формирования надежного уплотнения относительно зубьев статора 26 эластомер в эластомерном уплотнительном слое 31 должен деформироваться достаточным образом, чтобы следовать кривизне, волнистости или дефектам в соответствующей поверхности статора, относительно которой он формирует уплотнение, тем самым создавая барьер для протекания текучей среды через уплотнение. Эластомер также должен иметь достаточный модуль или прочность для предотвращения смещения деформированного эластомера от сопрягаемой поверхности под действием давления текучей среды. Камера между ротором и статором может эффективным образом поддерживать перепад давлений и сообщаемый крутящий момент только в том случае, когда эластомер статора имеет достаточно высокий модуль, чтобы не отклоняться, тем самым предотвращая продвижение текучей среды вперед в следующую камеру. Проскальзывание текучей среды в сопряжении ротора и статора может привести к снижению эффективности отношения объемного давления текучей среды к крутящему моменту. Чем больший перепад давлений может выдерживать эластомерный уплотнительный слой 31, тем больший крутящий момент будет сообщаться ротору 25. В силовых секциях перекачиваемый поток пропорционален скорости эксцентрического вращения ротора для любой данной стандартной геометрии, и статоры силовых секций могут функционировать как динамически уплотняемая сопрягаемая поверхность, с которой взаимодействует ротор. Необходимо не только, чтобы эластомерный компаунд поддерживал модуль, чтобы обеспечить уплотнение, но и вязкоупругие свойства должны поддерживать преимущественно упругий отклик на высоких частотах в условиях высоких температур бурения. Способность зуба к упругому восстановлению после деформации является функцией упругого динамического затухания модуля в пределах частоты максимальной номинальной скорости потока и перепада в силовой секции. Чем меньше затухание в упругом отклике, чем с большим перепадом давлений может работать статор силовой секции при более высоких скоростях потока, и тем более мощной и надежной возможно будет силовая секция в сложных условиях бурения.
Периодическое изгибание и деформации, которые происходят в эластомере, когда ротор 25 вращается в статоре 26, могут заставить эластомер генерировать тепло за счет гистерезиса, дополнительно к теплу, которое забойный двигатель может поглощать из окружающей среды в стволе скважины, которое может часто превышать 280°F или даже 360°F в некоторых скважинах. Чрезмерное тепло может вызывать ухудшение характеристик эластомера и привести к поломке. Состав эластомера, обеспечивающий минимизацию генерирования тепла за счет гистерезиса, тем самым может быть также полезным для рабочих характеристик и срока службы эластомерного покрытия 31.
Эластомерный уплотнительный слой 31 предпочтительно может быть образован из высокомолекулярного эластомерного полимера, такого как нитрильный каучук, включая бутадиен–нитрильный каучук (NBR), гидрированный бутадиен–нитрильный каучук (HNBR) или карбоксилатный бутадиен–нитрильный каучук (XNBR), а также HXNBR и комбинации этих полимеров. В качестве альтернативы, или дополнительно, эластомерный уплотнительный слой может быть выполнен из высокомолекулярного полиарилового эластомерного полимера, включая полиарилэфиркетон (PAEK), полиэфиркетон (PEK), полиэфирэфиркетон (PEEK), PEKEK или PEKEKK и их комбинации. Специалистам в этой области техники будет понятно, что упомянутые выше молекулярные массы относятся к объемному материалу, а не к отдельным молекулам полимера, и тем самым их можно рассматривать как среднюю молекулярную массу молекул полимера в объемном материале.
Перед отверждением или вулканизацией эти высокомолекулярные полимеры могут демонстрировать вязкость выше 55 единиц по Муни при 212°F. Опционально, эластомерный уплотнительный слой 31 может быть выполнен из высокомолекулярных эластомеров, демонстрирующих вязкость в неотвержденном состоянии выше 75 единиц по Муни при 212°F или даже выше 100 единиц по Муни при 212°F. До настоящего времени производственные трудности препятствовали изготовлению забойных двигателей с использованием таких высокомолекулярных полимеров. Вязкости по Муни этих высокомолекулярных полимеров препятствовали их инжекционному формованию на большие расстояния, требуемые для силовых секций забойных двигателей.
Также могут быть добавлены добавки для улучшения физических свойств и химической стойкости эластомерных полимеров, используемых в различных вариантах осуществления настоящего изобретения. Добавление наночастиц, включая углеродные нанотрубки, частицы графена, наноглины, банкминстерфуллерены и другие трехмерные сконструированные углеродные структуры (усиливающие наполнители), которые имеют большие отношения площади поверхности к массе, может быть полезным для усиления эластомерных полимеров путем использования частиц с большой площадью поверхности для обеспечения увеличения сил притяжения Ван–дер–Ваальса между полимером и частицами наполнителя. Частицы в форме пластинок также могут влиять на химическую стойкость эластомера за счет создания инертных барьеров, которые останавливают продвижение проникающих химических реагентов буровой текучей среды.
Частицы графена и другие наноразмерные листы углерода не связаны вместе или друг с другом сильными межфазными силами Ван–дер–Ваальса, что является обычным среди графитовых материалов. Другие наноразмерные листы могут быть заменителями графена для определенных составов. Далее, и как было описано ранее, частицы графена могут быть химически изменены с помощью реакционноспособных функциональных групп, связанными с частицами посредством ковалентной связи. Функциональные группы могут включать в себя фенольные кольцевые структуры, атомы серы или цепи серы, органические пероксидные группы, формальдегидные функциональные группы, изоцианаты, изоцианураты, тетраметилметиламин (TMTM), гексаметилметиламин («hexa», HMT) и/или жирнокислотные группы/гидроксильные группы.
Улучшенный графеном эластомерный статор может быть получен путем рассеивания частиц или листов графена в неотвержденном каучуковом компаунде. В некоторых вариантах осуществления перед рассеиванием графен может быть подвергнут сортировке, чтобы обеспечить в основном, или в качестве альтернативы, по существу только листы графена оптимального размера для данного состава. Размеры листов графена могут быть оптимизированы с учетом более поздних этапов процесса, на которых некоторые из частиц графена могут быть дополнительно разъединены или разрушены. В частности, частицы графена могут быть выбраны таким образом, чтобы включать в себя в основном, или в качестве альтернативы, по существу только листы толщиной в один моноуглеродный слой. Опционально, частицы графена могут быть выбраны таким образом, чтобы включать в себя в основном, или в качестве альтернативы, по существу только листы толщиной в 2–30 моноуглеродных слоев. В качестве альтернативы, оптимизация стойкости к разрыву группы компаундов с одинаковой концентрацией графена и разным размером частицы графена может быть более экономичной. Подвергнутые химическому травлению поверхности разрушения улучшенных графеном эластомеров могут быть изучены под электронным микроскопом, чтобы определить размеры частиц, плотность частиц и достигнутую степень оптимизации. Далее, в одном варианте осуществления графен может быть функционализирован перед рассеиванием, чтобы увеличить плотность сшивки в получаемом в дальнейшем улучшенном графеном эластомерном статоре.
Варианты осуществления компаундов улучшенного графеном эластомерного статора, имеющих частицы функционализированного графена и/или нефункционализированного графена, рассеянные в эластомерной полимерной матрице, как было описано выше, могут использоваться в статорах силовых секций, для которых в отвержденном состоянии требуются исключительные модуль упругости при растяжении, стойкость к разрыву, модуль сдвига, модуль упругости при сжатии, динамическая стабильность упругих характеристик, стойкость к разрыву полимерной цепи под действием высоких температур, стойкость к истиранию поверхности твердыми частицами буровой текучей среды и/или металлической поверхностью ротора и стойкость к набуханию под действием текучих сред (когда подвергается воздействию различных буровых текучих сред на водной основе, на основе минеральных или синтетических масел, а также других подобных текучих сред).
В известных забойных двигателях эластомерное покрытие формировалось с помощью инжекционного формования на внутренней поверхности статора, а не на наружной поверхности ротора. Низкомолекулярные эластомерные полимеры, обычно используемые в эластомерных слоях силовых секций забойных двигателей на статоре или роторе, не достигают механических характеристик эластомеров в соответствии с описываемыми здесь вариантами осуществления. Высокие молекулярные массы и добавки составов эластомерных полимеров в соответствии с описываемыми вариантами осуществления достигают значительных улучшений в модуле и прочности. Например, эти полимеры могут достигать напряжения одноосного растяжения по меньшей мере 50 фунтов на квадратный дюйм при деформации 0,025 м/м и по меньшей мере 100 фунтов на квадратный дюйм при деформации 0,075 м/м, все измеряются при 240°F. В качестве другого примера, эти полимеры могут достигать напряжение плоскостного сдвига по меньшей мере 78 фунтов на квадратный дюйм при деформации 0,025 м/м и по меньшей мере 180 фунтов на квадратный дюйм при деформации 0,075 м/м, все измеряются при 240°F. В еще одном примере эти полимеры могут достигать напряжение одноосного сжатия по меньшей мере 50 фунтов на квадратный дюйм при деформации 0,025 м/м и по меньшей мере 140 фунтов на квадратный дюйм при деформации 0,075 м/м, все измеряются при 240°F.
Вместо способов изготовления известных силовых секций, для которых требуется инжекционное формование эластомерного слоя силовой секции на статоре, в различных вариантах осуществления настоящего изобретения эластомерный уплотнительный слой 31 формируют на сердечнике 34 ротора, как было описано выше, что является преимуществом. Формирование эластомерного уплотнительного слоя 31 на сердечнике 34 ротора с использованием способов изготовления, исключающих инжекционное формование, позволяет использовать высокомолекулярные эластомерные полимеры, которые ранее не использовались в силовых секциях. Одной из вариаций способа изготовления является обеспечение сердечника 34 ротора, изготовленного из цилиндрического стержня из черного металла, профилированного с использованием различных способов механической обработки, чтобы сформировать гребни 42 и впадины 43 винтового зуба конкретной формы, как показано, например, на фиг. 5A. Основное фрезерование ротора может быть выполнено, например, с помощью углового фрезерного круга на многоцелевом станке с удлиненной станиной. В качестве альтернативы, форма металлического профиля может быть получена с использованием метода нарезания червячных зубчатых колес с помощью червячной фрезы, используя сложный твердосплавный цилиндрический режущий инструмент, который вращается под определенными углами по сравнению с осью Z многоцелевого станка и перемещается по длине заготовки в виде трубы или стержня. После того, как сердечник 34 ротора будет сформирован с помощью этого процесса, дополнительное шлифование поверхности может быть ненужным. Сердечник 34 ротора затем может быть подвергнут химической очистке от смазочно–охлаждающей жидкости, и затем подвергнут пескоструйной обработке, чтобы получить «белый металл» с шероховатостью поверхности приблизительно 300 Ra. Поверхность сердечника ротора затем может быть протерта чистящим средством или растворителем, чтобы удалить пыль перед напылением грунтовочного покрытия с использованием распылителя, который заставляет воздух под высоким давлением ударять в устойчивый поток жидкого грунтовочного материала. После сушки могут быть нанесены один или более адгезивных слоев с помощью распылителя.
После подготовки сердечника 34 ротора на его поверхности может быть сформирован эластомерный слой, как описывается ниже. Покрытый адгезивом сердечник 34 ротора может быть размещен в многоцелевом станке, и экструдер для эластомера может быть выровнен с винтовой линией впадины 43. Сырой (неотвержденный или вулканизированный) эластомер может быть экструдирован через экструдер, удаляя воздух и размешивая материал перед выходом через головку или группу головок, чтобы сформировать экструзионный каучук или полосу 50. Экструзионная полоса 50 предпочтительно формуется экструдером таким образом, чтобы получить форму, комплементарную профилю зуба сердечника 34 ротора, чтобы заполнить пространство между соседними гребнями 42 экструзионной полосой 50 и сформировать дугу окружности на наружной поверхности полосы 50. Этот процесс может повторяться таким образом, что будут заполнены все винтовые впадины 43, и все наружные поверхности всех экструзионных полос 50 на сердечнике 34 ротора образуют по существу цилиндрическую поверхность. Второй слой экструзионных полос 51 из сырого эластомера может быть намотан поверх по существу цилиндрической поверхности, образованной экструзионными полосами 50. Экструзионные полосы могут быть прямоугольными в поперечном сечении, и могут быть намотаны плотно по винтовой линии, так что соседние витки винтовой структуры, образованной полосой 41, соприкасаются, образуя непрерывную вторую цилиндрическую эластомерную поверхность, как показано на фиг. 5B. Любые пустоты, образованные вследствие дефектов или волнистостей в по существу цилиндрической поверхности экструзионных полос 50, предпочтительно заполняются эластомером полосы 51. Полосы 51 могут быть намотаны под натяжением вокруг поверхности полос 50, чтобы способствовать заполнению этих небольших пустот.
Опционально, цилиндрическая поверхность полосы 51 может быть плотно обмотана под натяжением увлажненным нейлоновым полотном. Тепло процесса отверждения может заставить увлажненное нейлоновое полотно сокращаться, чем самым прилагая дополнительное сжимающее усилие, способствующее объединению эластомерного слоя. В альтернативном процессе, нанесение экструзионных полос 50 на сердечник 34 ротора может отсутствовать, и полоса 51 наматывается непосредственно на сердечник 34 ротора. Могут использоваться ролики, толкатели или подобные устройства при намотке полосы 51, чтобы обеспечить надлежащую адгезию полосы 51 с впадинами 43 и гребнями 42 сердечника 34 ротора, чтобы сформировать не имеющий пустот эластомерный слой. Узел из сердечника 34 ротора и полос 50 и 51 из сырого эластомера может быть подвергнут отверждению путем нагрева узла до его температуры отверждения, которая может составлять выше 275°F или, в некоторых случаях, выше 300°F. Нагрев может быть обеспечен путем размещения узла в камере, такой как печь или автоклав, и соответствующего нагревания. В качестве альтернативы, нагрев может быть обеспечен путем пропускания подходящей нагретой текучей среды, такой как пар или гликоль или термически стабильное масло, через отверстие 32 сердечника 34 ротора. В качестве альтернативы, электрические нагревательные катушки или индукционные катушки могут обеспечить источник нагрева в отверстии 32 сердечника 34 ротора.
После отверждения и охлаждения цилиндрический узел ротора может быть размещен в токарном станке и подвергнут обработке до получения постоянного диаметра, равного или больше, чем основной диаметр конечного изделия. Затем, с использованием уже описанных методов фрезерования с помощью углового фрезерного круга или червячной фрезы, параллельный профиль ротора может быть подвергнут механической обработке на поверхности цилиндрического узла ротора, получая после этого ротор со слоем эластомера равномерной толщины, образующим эластомерный уплотнительный слой 31 на сердечнике 34 ротора.
Опционально, перед механической обработкой эластомер может быть охлажден до температуры около 40°F, т.е. температуры стеклования эластомера, путем пропускания жидкости или охлажденного газообразного азота через отверстие 32 ротора, что может значительно улучшить чистоту поверхности в процессе механической обработки. В качестве другой вариации, поверхность эластомерного уплотнительного слоя 31 может быть подвергнута шлифованию с использованием шлифовальной ленты на многокоординатном многоцелевом станке с числовым программным управлением. В качестве еще одной вариации, конечный ротор 25 может быть нагрет в печи для дополнительного отверждения, чтобы улучшить физические характеристики эластомера.
Профиль гребней 44 и впадин 45 зубьев статора 26 может быть сформирован с использованием известного процесса механической обработки. Например, требуемый профиль может быть получен с помощью высокоточного фрезерования толстостенной металлической трубы, с фрезерными инструментами, центрированными по постоянному диаметру и прямому отверстию, с использованием числового программного управления (ЧПУ). После фрезерования труба статора может быть подвергнута шлифованию на станке с ЧПУ, использующем шлифовальные ленты, для снижения шероховатости поверхностей, полученных после фрезерования. В качестве альтернативы или дополнительно к этой процедуре, поверхность может быть подвергнута хонингованию с использованием гибких хонинговальных инструментов и/или труба статора может быть подвергнута электрополировке для очистки и дополнительного улучшения чистоты поверхности.
Так как эластомерный уплотнительный слой 31 расположен на роторе 25, а не на статоре 26, внутренняя поверхность статора 26 предпочтительно должна быть защищена от истирания (промывки) и коррозии, которые иначе могут произойти из–за захваченных твердых частиц и добавок в буровом растворе, который течет через канал статора. Это может быть обеспечено путем нанесения очень тонкого стойкого к промывке покрытия на внутренние поверхности статора 26, например, путем химического отверждения политетрафторэтилена или подобного полимерного материала, или нанесения на эти поверхности карбидного покрытия с химическим осаждением из паровой фазы.
После подготовительной химической обработки статор 26 может быть герметизирован на его концах, и вакуум может быть создан в его отверстии. Статор 26 тем самым образует закрытую вакуумную трубу, и затем он может быть нагрет в печи, или нагрет с помощью альтернативных средств, таких как нагревательные катушки или индукционные катушки, чтобы сделать корпус статора печью для его собственной внутренней поверхности. Пар карбида, такого как карбид вольфрама, может быть введен через концы трубы и осажден на поверхность отверстия статора, тем самым формируя надежное гладкое карбидное покрытие. В некоторых вариантах осуществления может отсутствовать необходимость в последующей чистовой обработке поверхности.
Таким образом, хотя здесь были описаны конкретные варианты осуществления настоящего изобретения, они не ограничивают объем настоящего изобретения, который определяется только прилагаемой формулой изобретения.
Реферат
Изобретение относится к области изготовления силовой секции забойного двигателя. Способ изготовления забойного двигателя, при котором обеспечивают промежуточный узел, содержащий сердечник ротора забойного двигателя, который имеет профилированную поверхность, образующую группу зубьев ротора, продолжающихся по длине сердечника ротора, образованных винтовыми гребнями зубьев, отделенными друг от друга винтовыми впадинами зубьев, осуществляют намотку отрезка неотвержденного первого высокомолекулярного эластомера по винтовой траектории вокруг промежуточного узла, чтобы покрыть наружную поверхность промежуточного узла и сформировать конечный узел сердечника ротора, существляют отверждение высокомолекулярного эластомера в конечном узле, причем сердечник ротора содержит продольное отверстие для пропускания нагретой текучей среды через указанное отверстие при отверждении высокомолекулярного эластомера, осуществляют механическую обработку отвержденного высокомолекулярного эластомера в конечном узле, чтобы сформировать равномерный отвержденный эластомерный уплотнительный слой. Обеспечивается увеличение надежности винтового объемного двигателя с увеличением выходной мощности, эффективности и выходного крутящего момента, а также улучшение стойкости к высоким температурам, стойкости к абразивному износу, стойкости к разрыву. 10 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления статора для забойного двигателя
Комментарии