Несущая конструкция для дороги колейного транспортного средства - RU2026445C1
Код документа: RU2026445C1
Чертежи



Описание
Изобретение относится к сооружению путей сообщения, в частности к несущей конструкции для дороги колейного транспортного средства, преимущественно транспортного средства на магнитной подвеске.
Известна несущая конструкция для выполнения дороги колейного транспортного средства на магнитной подвеске, содержащая по меньшей мере один несущий элемент и по меньшей мере одну деталь оборудования, снабженную рабочей поверхностью, причем деталь оборудования с помощью крепежных винтов закреплена на несущем элементе. Крепежные винты вставлены в отверстия, выполненные в деталях оборудования, своими головками прилегают к деталям оборудования и ввинчены в резьбовые отверстия несущего элемента, при этом крепежные винты должны иметь такую прочность, чтобы надежно передавать силы и моменты, вызываемые транспортным средством и действующие на детали оборудования, на несущий элемент. Поэтому оси крепежных винтов обычно вертикальны рабочих поверхностям. Последнее служит и для того, чтобы детали оборудования и их рабочие поверхности можно было приводить в положение относительно несущего элемента, соответствующее актуальным предписаниям по трассировке.
Закрепление каждой детали оборудования на соответствующем несущем элементе осуществляется с помощью двух пар крепежных винтов, представляющих собой резервную систему закрепления. Для полного исключения отказа крепежных винтов они должны соответствовать высочайшим требованиям к их качеству, быть свободными от погрешностей изготовления и оптимально рассчитанными относительно всех ожидаемых нагрузок. Однако в силу большого числа требуемых крепежных винтов (оно составляет несколько тысяч на километр дороги) неэкономично использовать крепежные винты большого размера и высокого качества в многократно резервной системе. Кроме того, число крепежных винтов нельзя беспредельно увеличивать из-за ограниченности места. Необходимо также учитывать то, что с числом крепежных винтов, используемых для закрепления одной детали оборудования, возрастает и число подлежащих монтажу частей, и проверка всех крепежных винтов дороги с краткими интервалами практически неосуществима.
Таким образом, недостаток известной несущей конструкции заключается в том, что при отказе крепежных винтов возникает опасность несчастных случаев вследствие отделения соответствующей детали оборудования от несущего элемента и, кроме того, регулярная проверка крепежных винтов требует много времени и затрат из-за их большого числа.
Цель изобретения - повышение безопасности движения колейного транспортного средства.
Поставленная цель достигается в предлагаемой несущей конструкции для дороги колейного транспортного средства, преимущественно транспортного средства на магнитной подвеске, содержащей по меньшей мере один несущий элемент и по меньшей мере одну деталь оборудования, снабженную рабочей поверхностью, причем деталь оборудования с помощью крепежных винтов закреплена на несущем элементе, за счет того, что она содержит дополнительные крепежные элементы, выполненные с обеспечением геометрического замыкания при взаимном контакте лишь в случае отказа крепежных винтов.
Преимущество предлагаемой несущей конструкции заключается в том, что предусматривается резервная и включающая разного рода элементы система закрепления детали оборудования. В случае отказа крепежных винтов деталь оборудования держится в своем положении крепежными элементами, обеспечивающими геометрическое замыкание при взаимном контакте. Благодаря этому движение транспортных средств может продолжаться по меньшей мере короткое время до того, как устранена неполадка. Другое преимущество заключается в том, что крепежные элементы, обеспечивающие геометрическое замыкание при взаимном контакте, могут быть выполнены и установлены так, что при нормальной работе они не находятся под нагрузкой и поэтому в ненагруженном состоянии не будут разрушаться преждевременно.
Согласно особенно предпочтительной форме выполнения изобретения, дополнительные крепежные элементы устанавливают с определенным зазором между ними. Таким образом, в случае отказа крепежных винтов на стыке двух соседних деталей оборудования возникает сдвиг концов соседних рабочих поверхностей, который виден снаружи, однако ограничен на заданное значение. Данный сдвиг можно измерять и автоматически регистрировать путем проверки дороги, например с помощью датчиков расстояния, которыми снабжают каждое транспортное средство. Это позволяет обнаружить возможно имеющуюся неполадку уже при движении первого транспортного средства после возникновения неполадки и своевременно произвести ремонт.
Дальнейшие развивающие и уточняющие предлагаемую несущую конструкцию признаки приведены в подпунктах формулы изобретения и в описании к чертежу.
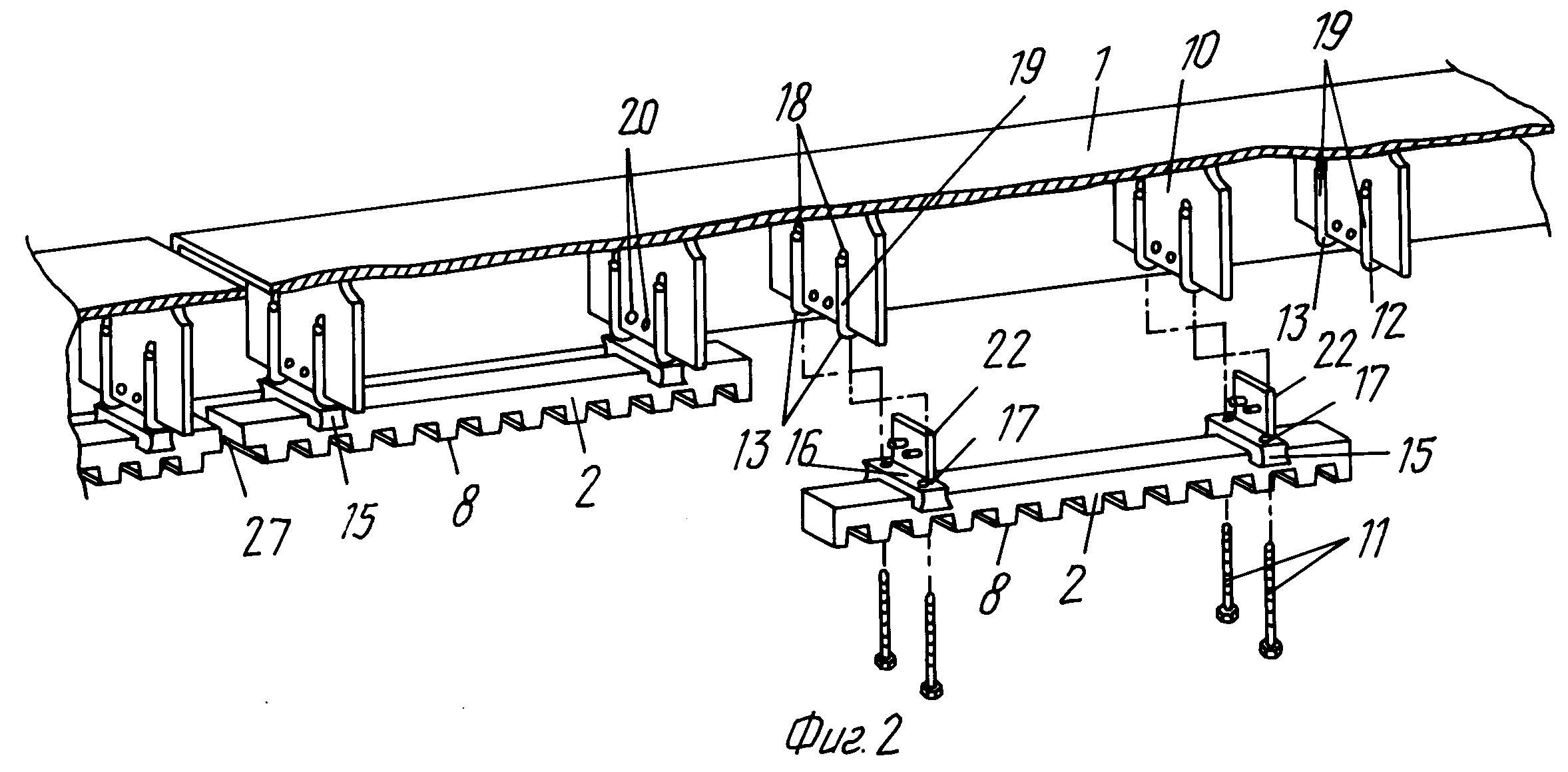
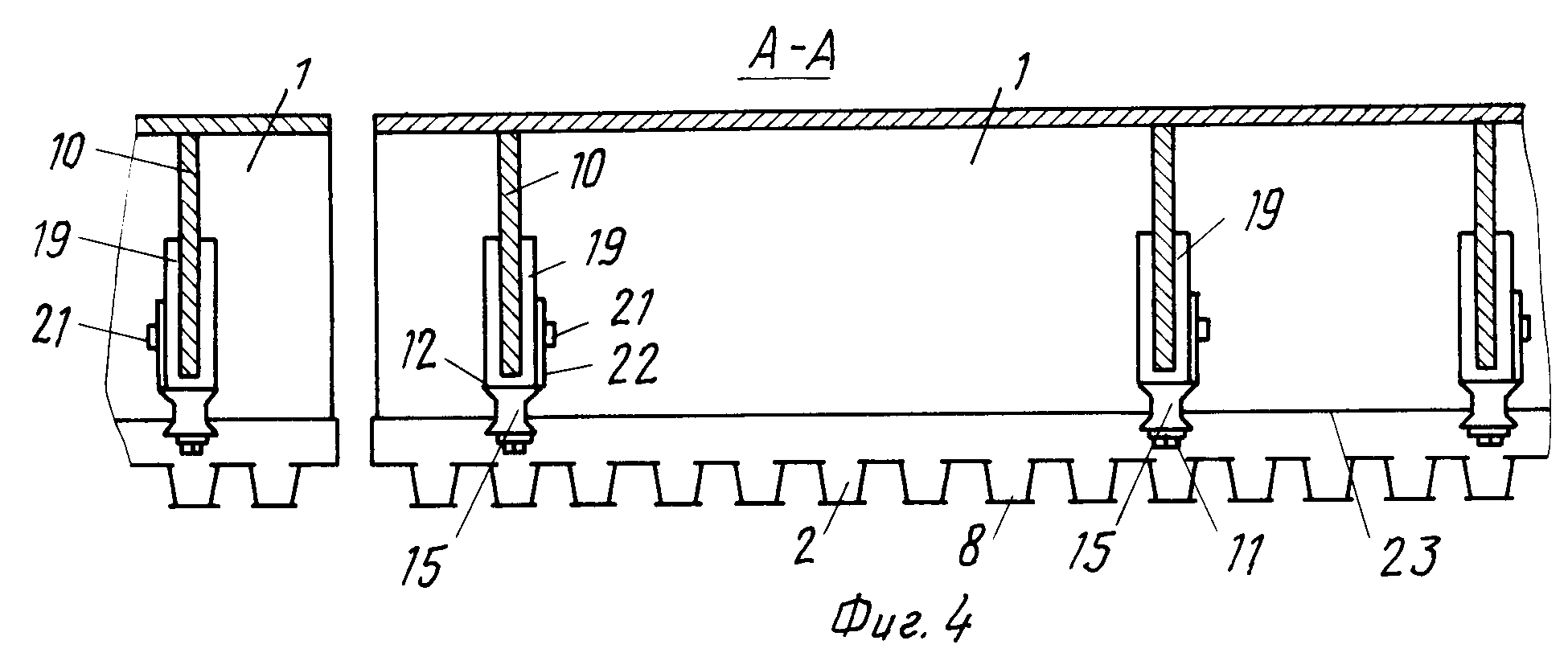
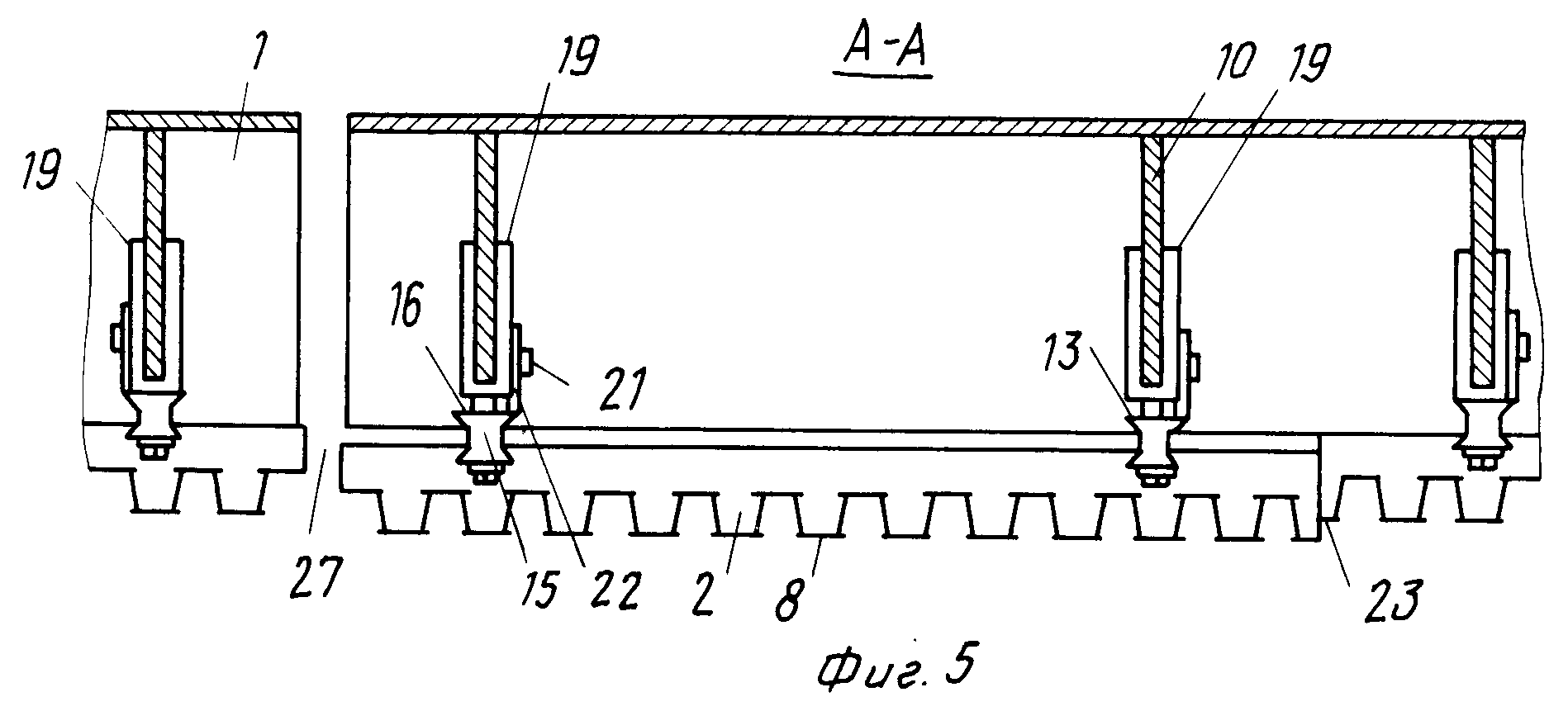
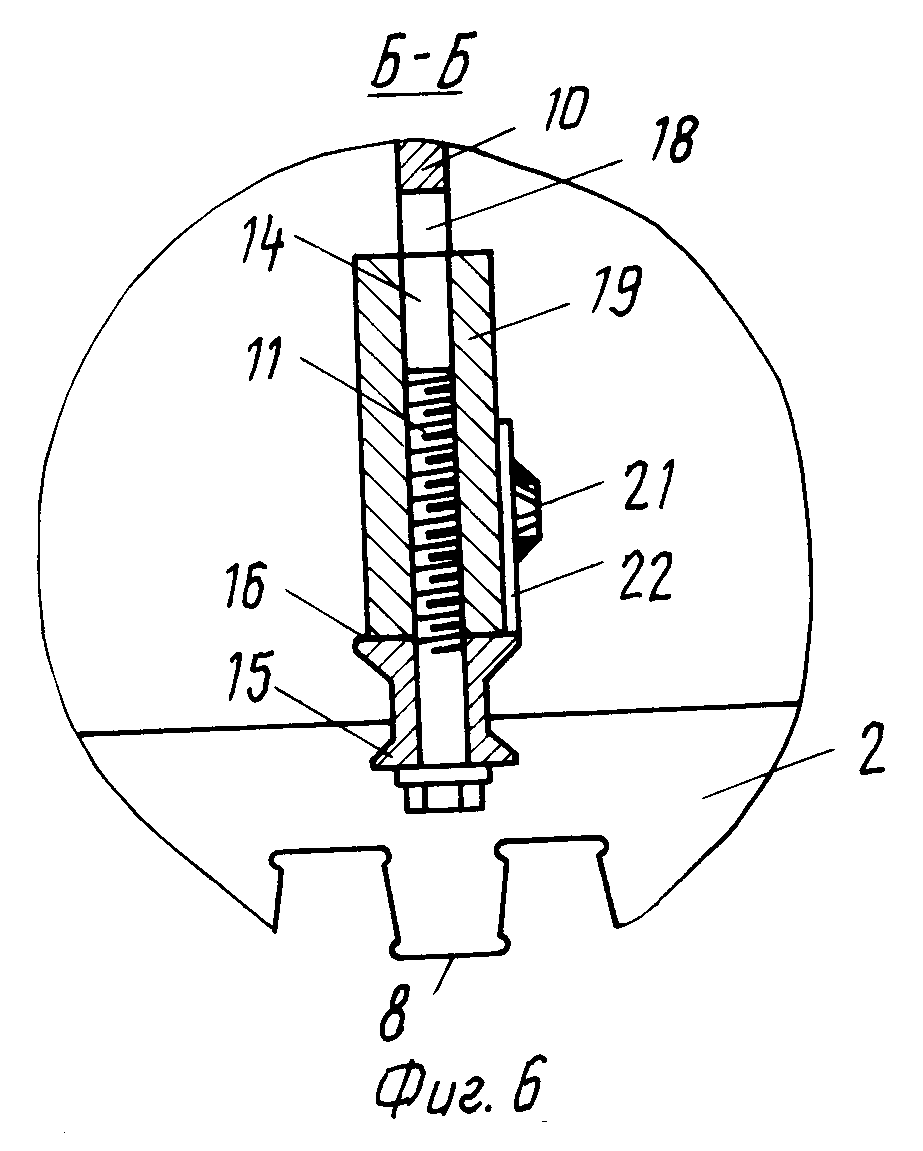
На фиг. 1 изображен схематический поперечный разрез через транспортное средство на магнитной подвеске и несущую его конструкцию; на фиг.2 - перспективный вид предлагаемой несущей конструкции, выполненной из стали и снабженной дополнительными крепежными элементами, выполненными с обеспечением геометрического замыкания при взаимном контакте, в частично демонтированном состоянии; на фиг.3 - поперечный разрез через несущую конструкцию по фиг.2; фиг.4 - разрез А-А на фиг.3; фиг.5 - разрез А-А на фиг.3 с отказавшими крепежными винтами; на фиг.6 - разрез Б-Б на фиг.3 (в увеличенном виде); на фиг.7 - разрез В-В на фиг.3 (в увеличенном виде); на фиг.8 - предлагаемая несущая конструкция по фиг.2 с другой формой выполнения дополнительных крепежных элементов, выполненных с обеспечением геометрического замыкания при взаимном контакте; на фиг.9 - дополнительные крепежные элементы согласно фиг.8 (в увеличенном виде); на фиг.10 - предлагаемая несущая конструкция по фиг.2 с двумя дальнейшими формами выполнения дополнительных крепежных элементов, выполненных с обеспечением геометрического замыкания при взаимном контакте; на фиг.11 - соответствующий фиг.4 разрез через предлагаемую несущую конструкцию согласно фиг.10; фиг.12 - узел I на фиг.11 (в увеличенном виде); на фиг.13 - вид сверху (увеличенной) на дополнительные крепежные элементы, выполненные с обеспечением геометрического замыкания при взаимном контакте, согласно фиг.11; на фиг.14 - соответствующий фиг.3 вид одной из форм выполнения предлагаемой несущей конструкции; на фиг.15 - разрез Г-Г на фиг.14; на фиг.16,17 - продольные разрезы предлагаемой несущей конструкции, выполненной из бетона.
Предлагаемая несущая конструкция описывается на примере транспортного средства на магнитной подвеске, приводимого от длинностаторного привода. Предлагаемую несущую конструкцию при соответствующих изменениях можно также использовать для другого колейного транспортного средства.
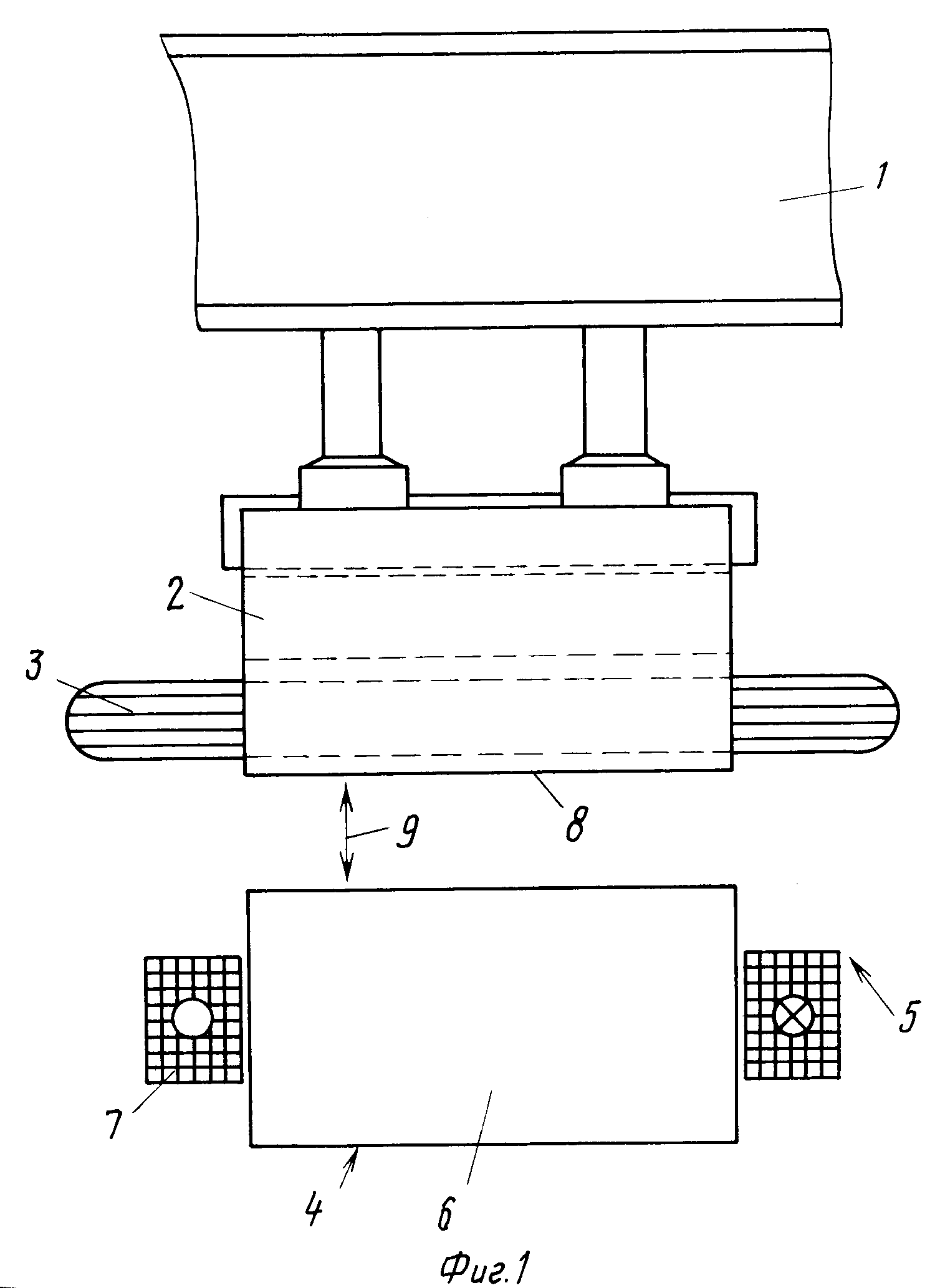
В общей установке для транспортного средства на магнитной подвеске с синхронным длинностаторным приводом дорога состоит из множества несущих конструкций, последовательно установленных друг за другом в продольном трассе направлении и имеющих длину примерно 24 м. Каждая несущая конструкция содержит по меньшей мере один выступающий в сторону несущий элемент 1 (см. фиг. 1) и установлена на закрепленных в фундаментах не представленных на чертеже опорах. Обычно на каждом несущем элементе 1 закреплено несколько деталей оборудования 2, например, снабженных канавками пакетов листов длинностаторного привода, имеющих, например, длину 2 м. В канавки, выполненные в деталях оборудования 2, вложены обмотки 3, питаемые трехфазным током переменных амплитуды и частоты. Поле возбуждения длинностаторного привода создается несущими магнитами 4, связанными с схематически представленным на фиг.1 транспортным средством 5, движущимся по трассе, причем несущие магниты 4 выполнены из магнитного сердечника 6 и обмотки возбуждения 7. Кроме выполнения задачи поддержания с помощью магнетизма, несущие магниты 4 одновременно создают поле возбуждения длинностаторного привода. Обычно детали оборудования 2 установлены на размещенных по обе стороны несущей конструкции несущих элементах 1, а несущие магниты 4 - по обе стороны транспортного средства 5.
Нижние поверхности всех деталей оборудования 2 выполнены в качестве рабочих поверхностей 8, причем полюсные поверхности магнитных сердечников 6 при находящемся в состоянии готовности к движению или движущемся транспортном средстве 5 должны находиться на заданном расстоянии 9, например 10 мм, от рабочих поверхностей 8. Соблюдение этого расстояния 9 обеспечивается с помощью соответствующих систем управления. Поэтому рабочие поверхности 8 должны быть размещены параллельно трассе с соблюдением предусмотренных допусков, а на стыках отдельных деталей оборудования 2 допускается лишь небольшой сдвиг.
Такие несущие конструкции известны, и поэтому не требуется их подробного описания.
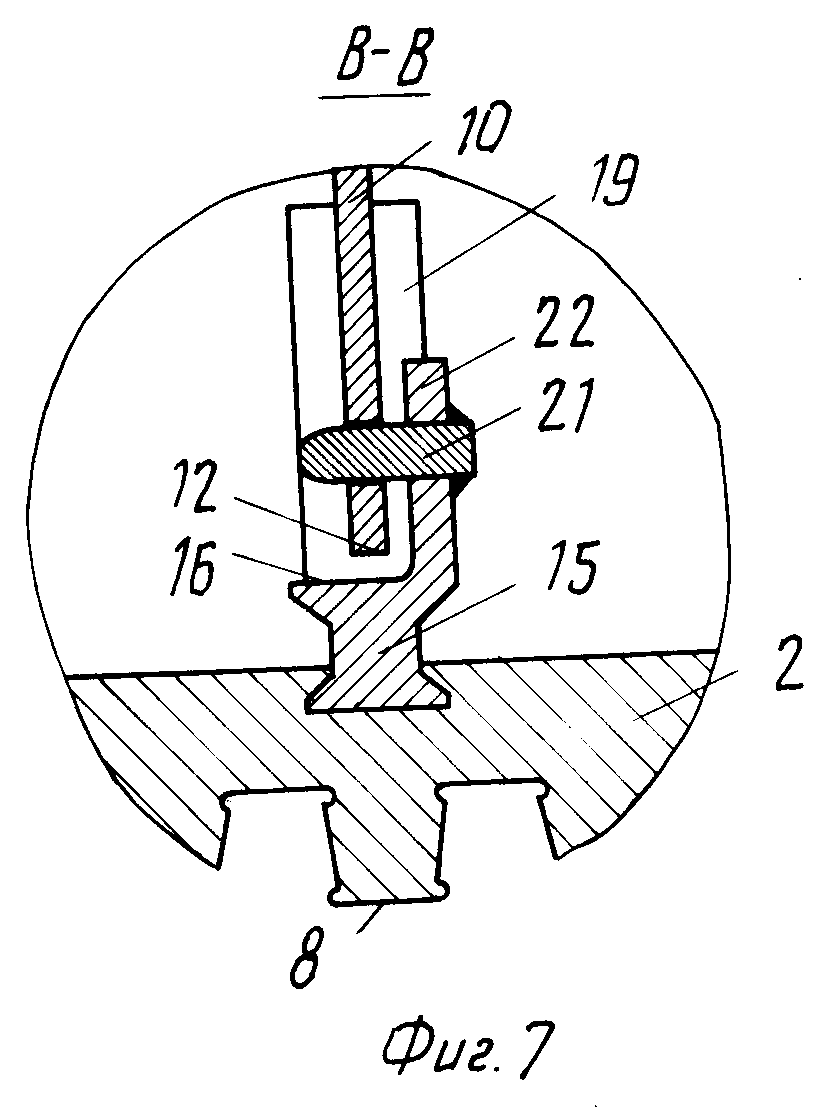
Согласно изобретению представленные на фиг. 2-7 cтальные несущие элементы 1 снабжены установленными на расстоянии на их нижней поверхности соединительными деталями 10, выполненными в качестве установленных поперечно трассе листовых перемычек, на которых с помощью крепежных винтов 11 закреплены детали оборудования 2. Соединительные детали 10 снабжены выступами 12, направленными в сторону деталей оборудования 2, т.е. в данном случае вниз, выступающими из самого несущего элемента 1, причем свободные концевые поверхности выступов 12 образуют поверхности контакта 13 (см. фиг.2 и 7). При этом в выступах 12 и в граничащих с ними областях соединительных деталей 10 выполнено по одному отверстию 14 (см.фиг.6) для приема одного крепежного винта 11. Отверстия 14 предпочтительно выполнены резьбовыми, в которые можно ввинчивать крепежные винты 11 без использования гаек.
Детали оборудования 2 на обращенной к соединительным деталям 10 стороне, в данном случае на верхней стороне, снабжены траверсами 15, верхние поверхности которых образуют или имеют поверхности контакта 16 (см.фиг.2 и 7) и расположены точно параллельно рабочей поверхности 8 соответствующей детали оборудования 2. Траверсы 15 предпочтительно жестко соединены с деталями оборудования 2, например с обеспечением геометрического замыкания, например в шпунт и гребень с дополнительной склейкой, и предпочтительно все поверхности контакта 16 размещены на том же самом расстоянии от рабочих поверхностей 8. Расстояния траверс 15 в продольном трассе направления соответствуют расстояниям соединительных деталей 10 и выступов 12, соответственно.
На боковых концах, выступающих за детали оборудования 2, траверсы 15 снабжены отверстиями 17 (см.фиг.2) для приема крепежных винтов 11. Предпочтительно каждая деталь оборудования 2 снабжена двумя траверсами 15 и в каждой траверсе 15 выполнены два отверстия 17 (см.фиг.2), причем расстояние отверстий 17 каждой траверсы 15 соответствует расстоянию отверстий 14 соединительных деталей 10. Таким образом, согласно фиг.2 каждая деталь оборудования 2 закрепляется на соответствующем несущем элементе 1 с помощью крепежных винтов 11.
Для монтажа деталей оборудования 2 поверхности контакта 13 и 16 укладывают друг на друга, отверстия 17 выправляют на отверстия 14 и затем ввинчивают крепежные винты 11 до плотного прилегания их головок к нижним поверхностям траверс 15. При этом деталь оборудования 2 можно подводить к выступам 12 с любой стороны.
Чтобы после монтажа рабочие поверхности 8 всех деталей оборудования 2 были автоматически параллельны - с учетом допустимых отклонений - соответствующему данной несущей конструкции участку трассы, все детали оборудования 2 выполняют идентичными, однако поверхности контакта 13 и отверстия 14 выполняют согласно требованиям трассы, т.е., согласно данной форме выполнения несущей конструкции все поверхности контакта 13 любой несущей конструкции выполняют в одной плоскости, расположенной точно как и соответствующий данной несущей конструкции участок трассы. Таким образом, после монтажа всех деталей оборудования 2 данной несущей конструкции образуемая всеми рабочими поверхностями 8 плоскость имеет соответствующее данному участку трассы положение. Относительное положение выступов 12 каждой отдельной несущей конструкции выбирают так, чтобы при правильной последовательности всех несущих конструкций по ходу дороги и после монтажа несущих элементов 1 на опорах рабочие поверхности 8 всех деталей оборудования 2 расположены в заданной трассировкой плоскости, и на стыках отдельных деталей оборудования 2 и несущих конструкций, соответственно, не было превышающего допустимые отклонения сдвига рабочих поверхностей 8 в каком-то направлении. При этом сдвиг по высоте должен иметь минимальное значение, в то время как боковой сдвиг обычно может составлять несколько сантиметров.
В самом деле рабочие поверхности 8 отдельных деталей оборудования 2 и тем самым и соответствующие поверхности контакта 13 и 16 предпочтительно расположены в плоскостях так, что общая рабочая поверхность каждой несущей конструкции по образцу полигона образуется множеством плоских рабочих поверхностей 8. Возникающие при этом отклонения фактических значений от заданных, ввиду большого радиуса кривизны принятых трасс, приемлемо. Соответствующие любой детали оборудования 2 поверхности контакта 13 могут находиться на любом уровне или же на разных уровнях. В последнем случае и поверхности контакта 16 должны находиться на соответствующих разных уровнях.
Служащие базовыми плоскостями для положения рабочих поверхностей 8 поверхности контакта 13 предпочтительно выполняют так, что в производственном процессе несущий элемент 1 сначала снабжают соединительными деталями 10, на которых уже выполнены выступы 12, причем выступы 12 выполнены длиной, немного превышающей максимально требуемую длину за всю трассу. Затем выступы 12 обрабатывают аналогично известному способу после изготовления несущей конструкции с помощью инструментов с ЧПУ. При этом для осуществления известного способа необходимо лишь добавить дополнительный инструмент, например торцовую фрезу или т.п., с помощью которого длину каждого отдельного выступа 12 путем обработки резанием уменьшают до требуемого размера, и одновременно придают образуемой поверхности контакта 13 желаемое положение под определенным углом к базовой плоскости, определенной в пространстве. Путем использования комбинированного цапфового зенкера (торцовой фрезы или т. п. ) тем же приемом также можно выполнять отверстия 14, оси которых предпочтительно вертикальны поверхностям контакта 13 и которые с помощью резьбонарезного инструмента можно превращать в резьбовые отверстия. Указанные приемы можно осуществлять последовательно или частично одновременно, предпочтительно проводят в цехе с кондиционером в контролируемых условиях и с учетом всех важных для трассировки параметров. Монтаж деталей оборудования 2, однако, можно проводить или в цехе, или на месте сооружения трассы, или, в случае необходимости, даже после монтажа несущих элементов 1, т.к. юстировки не требуется.
Выступы 12 могут быть выполнены цельными с соединительными деталями 10. Согласно альтернативной форме выполнения изобретения (фиг.2-7), можно снабжать соединительные детали 10 отверстиями, раззенковками или выемками 18 и вставлять в них круглые стержни 19, которые закрепляют, например, сваркой. Длину круглых стержней 19 выбирают так, что их свободные концы выступают из отверстий 18, причем они образуют выступы 12, концевые поверхности которых образуют поверхности контакта 13. В данном случае отверстия 14 предпочтительно выполнены в круглых стержнях 19.
В случае использования четырех крепежных винтов 11 для закрепления каждой детали оборудования 2 вся система закрепления является резервной. Отказ одного крепежного винта 11 еще не приводит к снижению безопасности. То же самое относится к тому случаю, если на обеих траверсах 15 отказывает по одному крепежному винту 11. Если же отказывают оба крепежных винта 11 одной траверсы 15, то деталь оборудования 2 в силу своего значительного веса падает вниз или в силу возникающих при движении транспортного средства сил смещается по направлению действия этих сил. При этом возникает опасность излома или изгиба остальных двух крепежных винтов 11. В любом случае тогда в области стыка с соседней деталью оборудования 2 возникает нарушение функций вследствие сдвига по высоте между соседними рабочими поверхностями 8, который может достичь значительной величины.
Во избежание возникновения такой неполадки согласно изобретению предусматривается резервная и включающая разного рода элементы крепежная система, содержащая дополнительно к крепежным винтам 11 дополнительные крепежные элементы, выполненные с обеспечением геометрического замыкания при взаимном контакте при отказе крепежных винтов и ограничивающие падение деталей оборудования на заданную величину.
Предпочтительно данные дополнительные крепежные элементы установлены поперечно крепежным винтам 11. Согласно форме выполнения по фиг. 2-7, они включают по два отверстия 20, выполненных в соединительных деталях 10, причем их оси параллельны поверхностям контакта 13, и по два выполненных в качестве стопорных элементов 21 предохранительных элемента, выполненных на детали оборудования 2, предпочтительно на ее траверсах 15, и установленных с возможностью введения в отверстия 20. При этом отверстия 20 и стопорные элементы 2 выполнены попарно.
Согласно представленной форме выполнения изобретения, стопорные элементы 21 размещены в отверстиях, выполненных в перемычках 22, и закреплены, например, путем сварки так, что они поверхностями контакта 13 фиксированы дополнительно ввиду геометрического замыкания. Перемычки 22 выполнены цельными с траверсами 15 (см. фиг.7) или закреплены на них. Оси стопорных элементов 21, выполненных в данном случае в виде болтов, расположены вертикально поверхностям контакта 16 и продольно - осям деталей оборудования 2, причем их поперечное расстояние соответствует расстоянию отверстий 20.
Оси отверстий 20 параллельны продольному направлению несущего элемента 1 и вертикально действующим при работе транспортного средства силам, причем их расстояние от поверхностей контакта 13 в основном соответствует расстоянию стопорных элементов 21 от поверхностей контакта 16. Благодаря этому детали оборудования 2 несущего элемента 1, представленного на фиг.4 справа, можно закреплять так, что при монтаже стопорные элементы 21 согласно фиг.2 вводят в отверстия 20 справа налево до взвинчивания и натягивания крепежных винтов 11, и закрепляют последующие детали оборудования 2 с образованием тонких стыковых зазоров 23 (см.фиг.4), продвигаясь слева направо. На фиг.4 на примере представленного слева несущего элемента 1 показана возможность монтажа с другой стороны. После монтажа перемычки 22 ограничивают нежелаемое смещение деталей оборудования 2.
Поперечное сечение отверстий 20 предпочтительно немного больше наружного сечения стопорных элементов 21, вследствие чего геометрическое замыкание получает определенный зазор по направлению действия сил. Это, с одной стороны, облегчает монтаж деталей оборудования 2 и, с другой стороны, в случае излома обоих крепежных винтов 11 одной траверсы 15 позволяет небольшое опускание или сдвиг соответствующей детали оборудования 2 на заданное значение максимума 2-3 мм. Худший случай, т.е. ситуация при отказе всех крепежных винтов 11 на одной детали оборудования 2, представлен на фиг.5. В случае на стыке 23 с соседней деталью оборудования 2 возникает соответствующий сдвиг по высоте между соседними рабочими поверхностями 8, который виден снаружи. Поэтому двойной излом крепежных винтов 11 можно сразу регистрировать путем проверки всей дороги измерительным приспособлением, установленным на транспортном средстве датчиком или т.п., и можно сразу проводить ремонт.
Стопорные элементы 21 выполняют так, что они на всех деталях оборудования 2 расположены в идентичных местах и имеют те же самые форму и размер. В отличие от этого отверстия 20 предпочтительно выполняют в соответствии с требованиями трассы с помощью инструмента с ЧПУ, например бурового инструмента, в один прием с выполнением отверстий 14 и поверхностей контакта 13, т.е., оси отверстий 20 выполняют параллельно и с расстоянием к поверхностям контакта 13, соответствующим расстоянию осей стопорных элементов 21 от поверхностей контакта 16. Этого можно достичь, если снабдить известное приспособление дополнительным инструментом, и при выполнении отверстий 20 на любой соединительной детали 10 требуемые для управления инструментом координаты отнести к поверхностям контакта 13 именно этой соединительной детали 10.
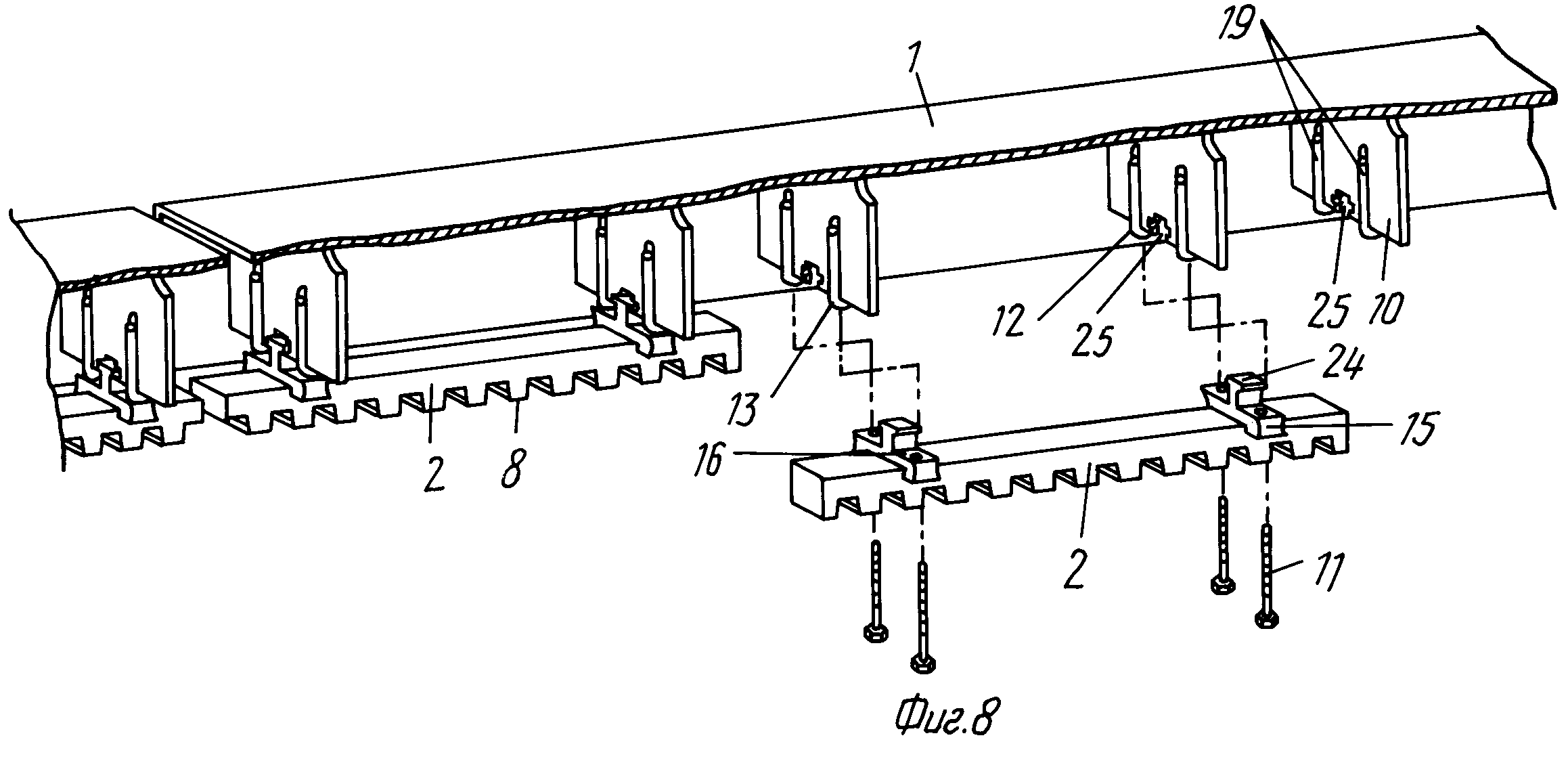
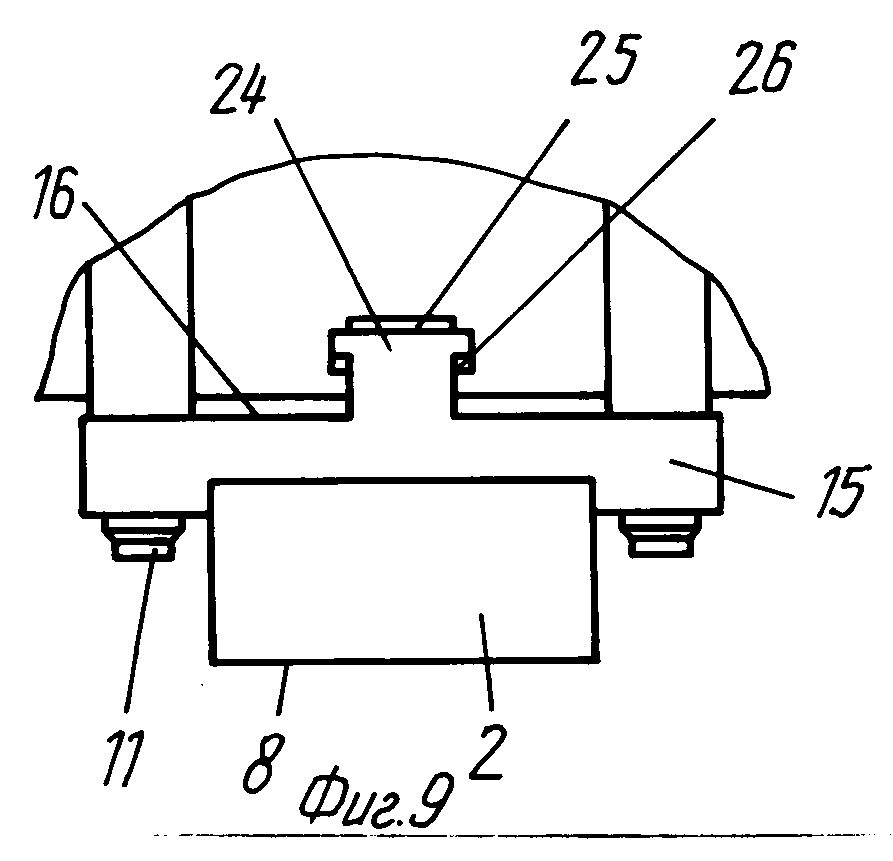
Варианты формы выполнения дополнительных крепежных элементов представлены на фиг. 8 и 9. Вместо стопорных элементов 22 в виде болтов в данном случае предохранительные элементы выполнены в качестве установленных на верхней поверхности траверс 15 или выполненных цельными с траверсами 15 на их верхней поверхности Т-образных элементов фиксации 24, вводимых в соответственно выполненные в соединительных деталях 10 отверстия 25. Данное соединение можно выполнять с зазором 26 (см.фиг.9) (представлен зазор в увеличенном размере). Отверстия 25 выполняют с применением инструментов с ЧПУ в соответствии с трассой.
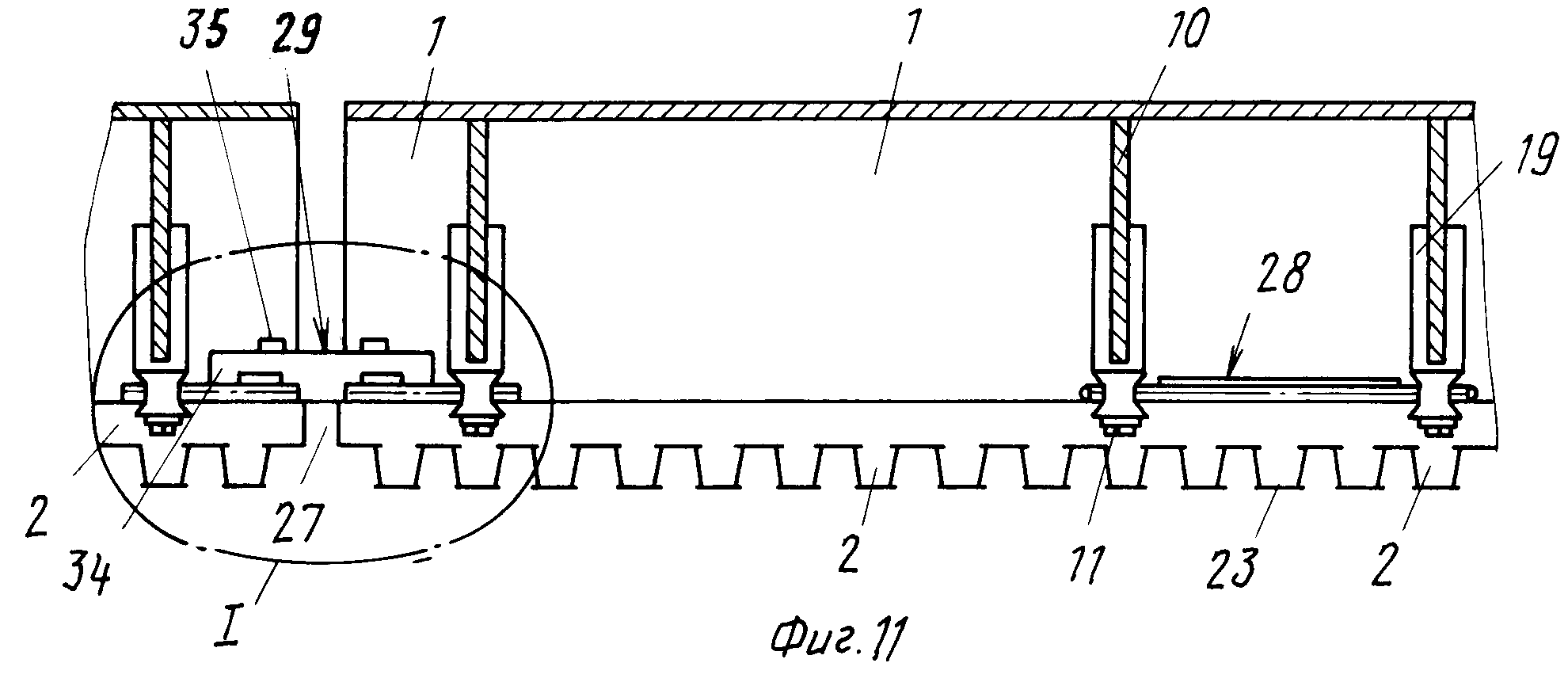
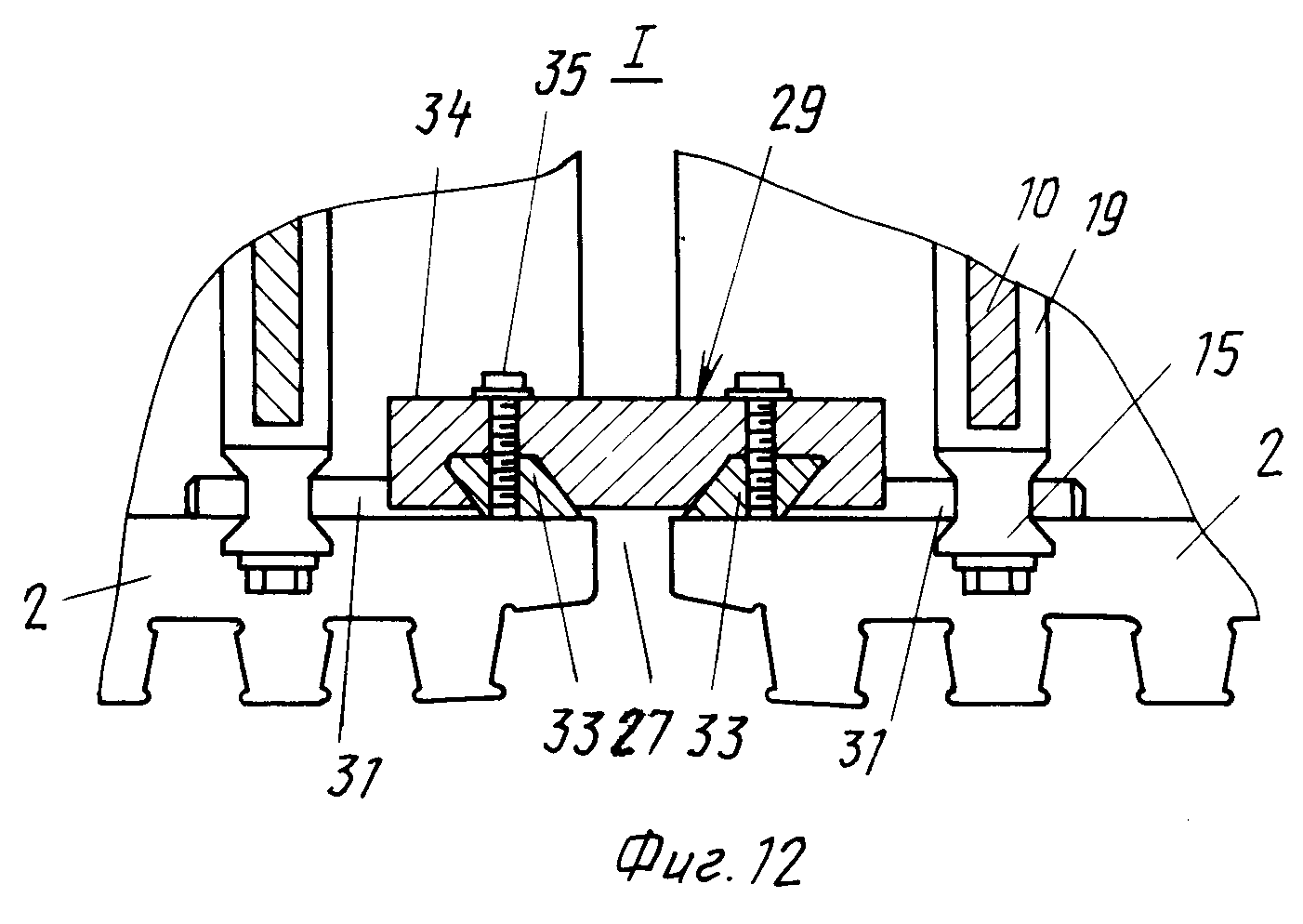
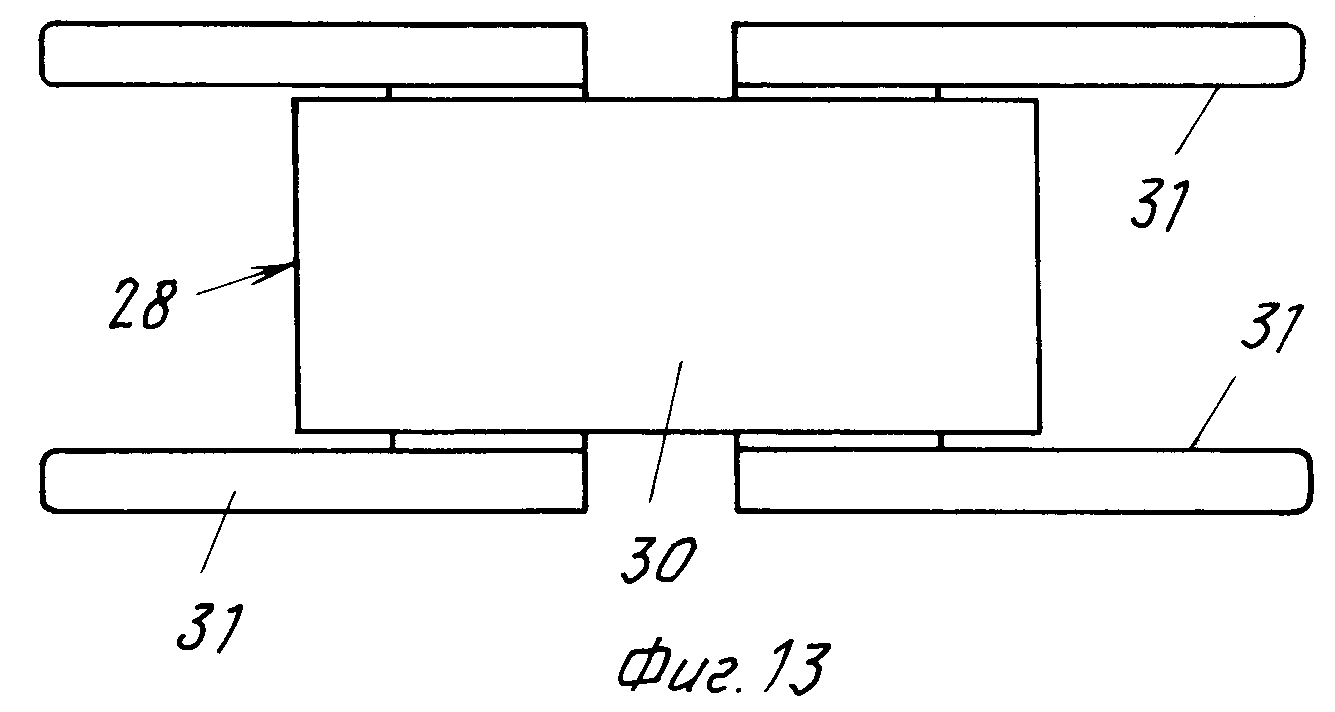
На фиг. 10-13 представлено еще два варианта выполнения дополнительных крепежных элементов. Они отличаются от форм выполнения согласно фиг. 2-9 тем, что один из предохранительных элементов установлен не на несущем элементе 1, а выполнен в качестве перекрывающего стыки 23, 27 соединительного элемента 28,29. Выполненный цельным или из нескольких частей соединительный элемент 28 (см. фиг. 11 и 12) служит для перекрывания стыка 23 двух закрепленных на том же несущем элементе 1 деталей оборудования 2 и содержит элемент 30 в виде пластины, снабженной четырьмя установленными попарно параллельно и противолежащими друг другу стержневыми выступами 31. При этом траверсы 15 дополнительно к отверстиям 17 снабжены отверстиями 32, оси которых параллельны поверхностям контакта 16 и продольному направлению детали оборудования 2. При монтаже стержневые выступы 31 вводят в отверстия 32 (см.фиг.10).
Элементы 30 выполнены так, что они укладываются на верхние поверхности деталей оборудования 2 и таким образом препятствуют отпусканию или падению одной или другой детали оборудования 2 даже в том случае, если сломаются оба соответствующих крепежных винта 11. Закрепление деталей оборудования 2 осуществляют аналогично другим формам выполнения. Так же, как и у них, возможно предусматривать определенный зазор 26 с тем, чтобы в случае двойного излома крепежных винтов 11 возник видимый и регистрируемый сдвиг. В последнем случае элементы 30 в нормальной ситуации могут не находиться в контакте с верхними поверхностями деталей оборудования 2.
Так как соединительный элемент 29 (см.фиг.11 и 13) служит для перекрывания стыка 27 деталей оборудования 2, закрепленных на двух разных несущих элементах 1, он предпочтительно выполнен из нескольких частей. Вследствие того, что детали оборудования 2 обычно закрепляют на несущих элементах 1 до их монтажа и несущие элементы 1 устанавливают последовательно, для перекрывания стыков 27 использовать соединительный элемент 28 согласно фиг.12 невозможно.
На фиг. 12 видно, что соединительный элемент 29 состоит из двух элементов 33, каждый из которых снабжен двумя стержневыми выступами 31, входящими в выполненные в траверсах 15 отверстия 32 (см.фиг.10). После монтажа несущих элементов 1, на которых закреплены детали оборудования 2, стержневые выступы 31 сначала вводят в отверстия 32. Затем элементы 33 жестко соединяют с помощью промежуточного элемента 34, снабженного выемками, соответствующими элементам 33. Элементы 33 дополнительно соединяют винтами 35 так, что получают соответствующий соединительному элементу 28 соединительный элемент 29, который, однако, можно устанавливать после монтажа несущих элементов 1. При этом промежуточный элемент 34 укладывают на элементы 33 или сверху, или сбоку. И в данном случае, при необходимости, можно создать соединение с определенным зазором.
Так как соединительные элементы 28, 29 соединяют лишь детали оборудования 2 и не создают дополнительного соединения с несущими элементами 1, отверстия 32 можно выполнять без учета требований к сооружению трассы. Для упрощения производственного процесса отверстия 32 выполняют в том же месте на всех деталях оборудования 2.
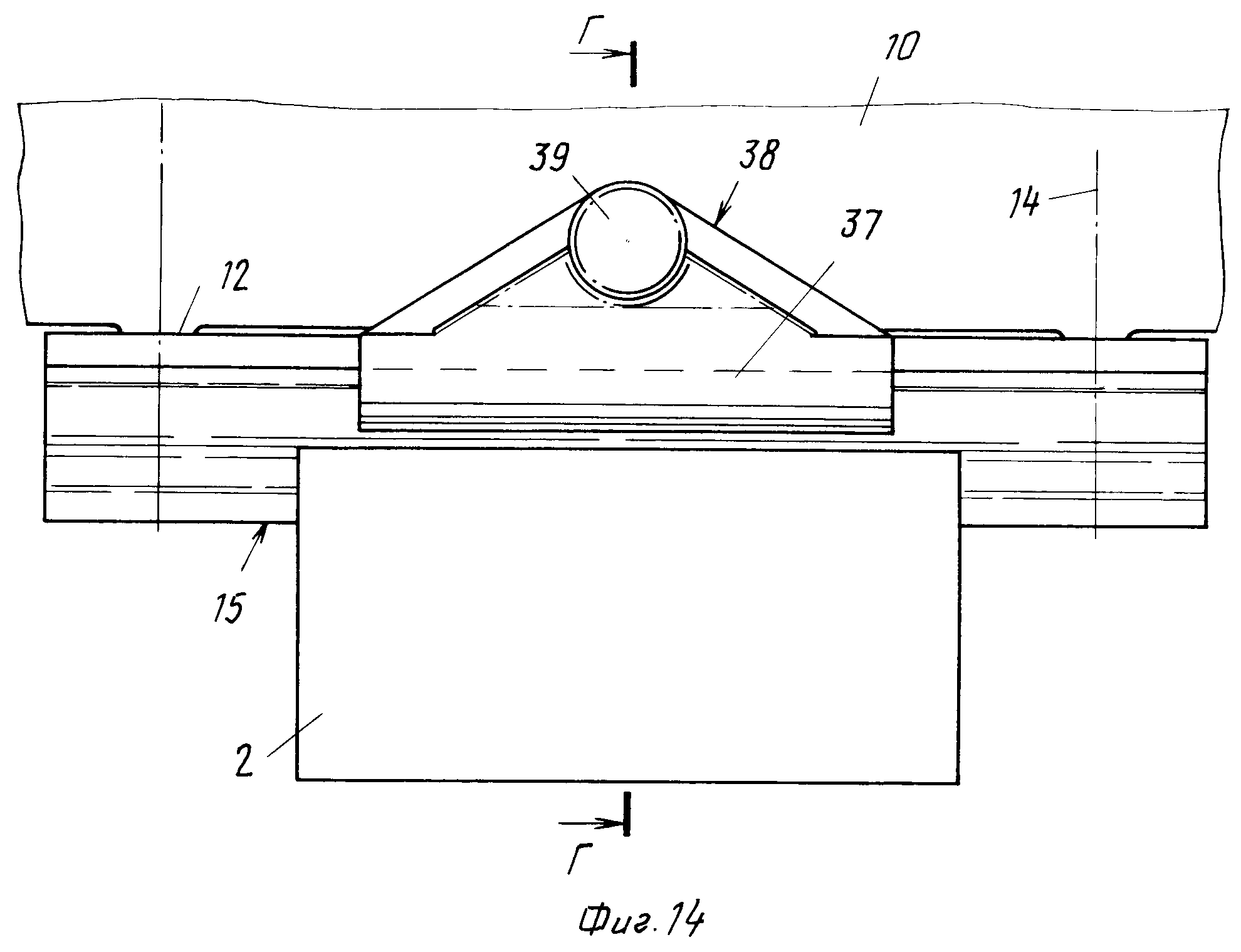
Представленный на фиг.14 и 15 вариант выполнения изобретения в отличие от фиг. 2-13 предусматривает соединительные детали 10, снабженные выполненными цельными с ними выступами 12. На фиг.14 отверстия 14 для крепежных винтов 11 символически представлены линиями.
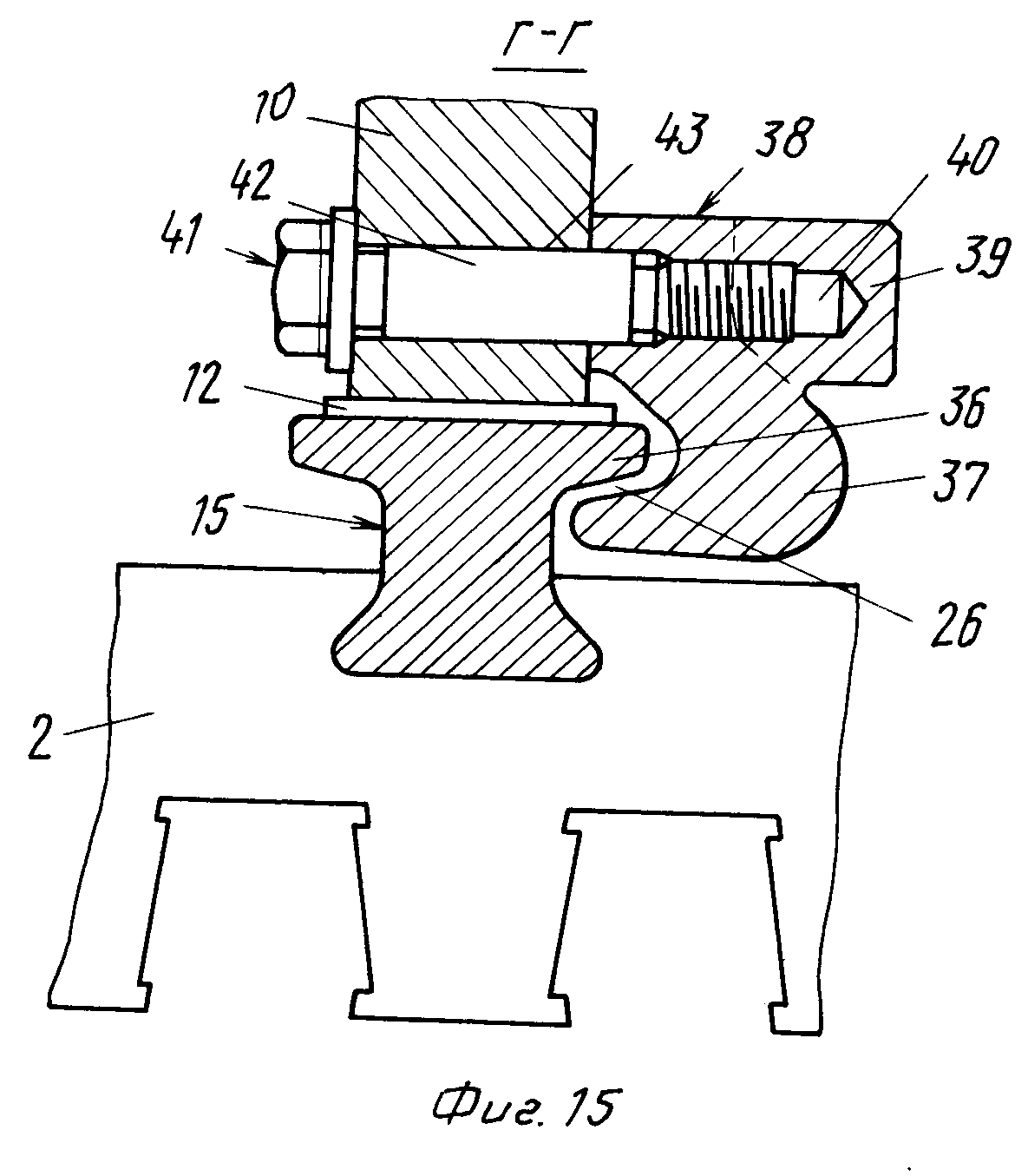
Согласно такой форме выполнения траверса 15 снабжена выполненной цельной с ней, установленной на ее верхней поверхности удерживающей перемычкой 36, по образцу фланца выступающей в сторону за траверсу 15. Удерживающая перемычка 36 охватывается предохранительным выступом 37 в виде крюка, выполненным цельным с плитой 38, верхняя часть которой выполнена в виде крышки и снабжена выступом 39. Выступ 39 прилегает к боковой поверхности соединительной детали 10 и снабжен резьбовым отверстием 40 для приема винта 41, причем выполненный без резьбы участок 42 винта 41 расположен в отверстии 43, выполненном в соединительной детали 10, и головка винта 41 прилегает к другой боковой поверхности соединительной детали 10. Отверстие 43 выполняют в соответствии с трассой, аналогично описанному в связи с отверстиями 18 (см.фиг.2) методу, причем отверстия 43 и участки 42 винтов 41 могут иметь в основном равный диаметр.
Удерживающая перемычка 36 и предохранительный элемент 37 также представляют собой дополнительные крепежные элементы, выполненные с обеспечением геометрического замыкания при взаимном контакте, удерживающие траверсы 15 и тем самым и детали оборудования 2 в своем положении даже в случае отказа всех крепежных винтов 11. Так как между деталями оборудования 2 по направлению трассы имеются лишь небольшие зазоры, обычно достаточно установки одной плиты 38 на каждой детали оборудования 2. Возможен и такой вариант, согласно которому по обеим боковым сторонам соединительных деталей 10 смонтированы плиты 38, причем предохранительные выступы 37 заходят под выполненные по обеим сторонам траверсы 15 удерживающие перемычки 36. В том случае, если при форме выполнения согласно фиг.14 и 15 желают получить определенный зазор между крепежными элементами, обеспечивающими геометрическое замыкание при взаимном контакте, целесообразно предусматривать его между удерживающей перемычкой 36 и предохранительным выступом 37 (см.фиг. 15).
Форма выполнения изобретения согласно фиг. 14 и 15 имеет два значительных преимущества: одно из них заключается в том, что удерживающие перемычки 36 и предохранительные выступы 37 согласно фиг.14 простираются практически по всей ширине детали оборудования 2 и траверс 15 соответственно и их можно устанавливать и выполнять так, что при отказе крепежных винтов 11 между ними имеется большая поверхность контакта, в то время как в формах выполнения изобретения согласно фиг.2-7 и фиг.10-13 контакт имеется лишь по линиям; другое преимущество заключается в том, что плиты 38 можно и устанавливать, и удалять после монтажа всех деталей оборудования 2. Это позволяет монтаж деталей оборудования 2 в любой последовательности, вставляя или вынимая их в поперечном трассе направлении.
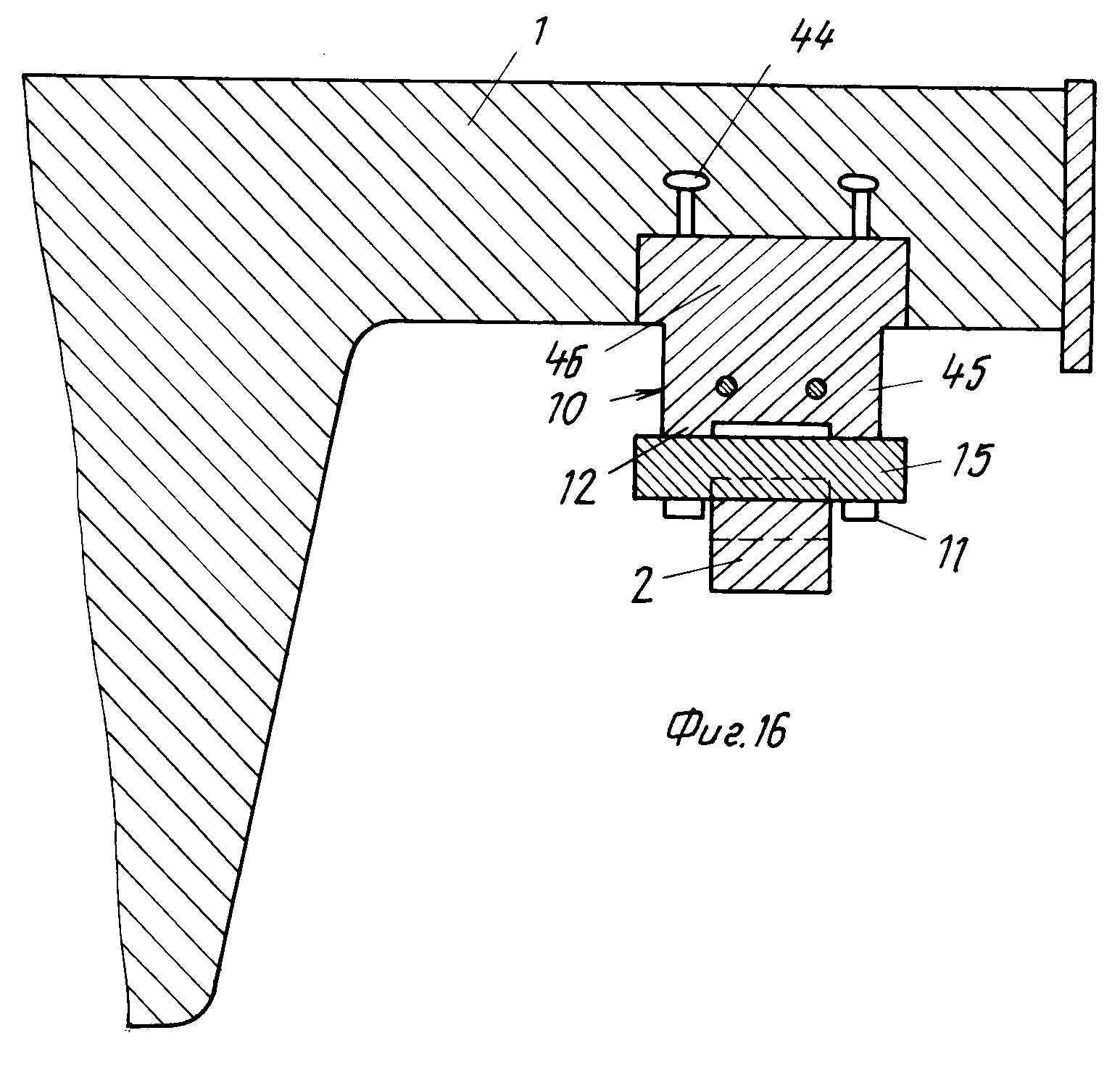
Если несущие элементы 1 изготовлены из бетона с гибкой арматурой 44, они могут быть снабжены установленными на их нижней стороне с расстоянием в продольном направлении трассы, выполненными предпочтительно из стали соединительными деталями 10 в виде поперечных трассе листовых перемычек (см.фиг. 16 и фиг.17). Соединительные детали 10 на одних концах средних участков 45 снабжены выполненными предпочтительно в виде фланца монтажными плитами 46, а на других концах средних участков 45 - выступы 12 с поверхностью контакта 13, на которых закрепляются детали оборудования 2 с помощью крепежных винтов 11. В отличие от стальных конструкций согласно фиг.1-15 монтажные плиты 46 при изготовлении несущих элементов 1 укладывают в бетон и предпочтительно жестко соединяют с арматурой 44. В остальном выполнение может соответствовать выполнению предлагаемой несущей конструкции согласно фиг.1-7 или фиг.8-15 соответственно.
На фиг.16 видно, что монтажные плиты 46 укладывают в бетоне так, что их нижние поверхности находятся на одном уровне с нижней поверхностью несущего элемента 1. В этом случае средние участки 45 могут быть очень короткими или даже совсем отсутствовать, и выступы 12 могут быть выполнены непосредственно на монтажных плитах 46. Таким образом достигается особенно стабильная и компактная конструкция. В случае необходимости несущий элемент 1 может быть снабжен выемками вокруг выступов 12 для облегчения подвода инструментов для обработки выступов 12.
Описанные формы выполнения изобретения можно развивать и многократно варьировать. Например, выполнение отверстий 14 для крепежных винтов 11 в выступах 12 или в круглых стержнях 19 необязательно. Возможен и такой вариант, согласно которому они выполнены в других областях соединительных деталей 10 и деталей оборудования 2 вне поверхностей контакта 13; или, например, возможно предусматривать для закрепления одной детали оборудования 2 больше или меньше четырех крепежных винтов 11 и двух траверс 15. Число закрепленных на одном несущем элементе 1 деталей оборудования 2 принципиально можно выбирать свободно. Кроме того, кроме представленных на чертеже деталей оборудования 2, можно закреплять описанными методами и другие детали оборудования, например боковые направляющие (см.фиг.3).
Установка дополнительных крепежных элементов по продольному трассе направлению также необязательна. Дополнительные крепежные элементы в изобретении на фиг.2-13 могут быть установлены, например, вертикально продольному направлению дороги и вертикально крепежным винтам 11, хотя представленные решения имеют то преимущество, что по меньшей мере в случае использования соединительных элементов 29 в сочетании со стопорными элементами 21, элементами фиксации 24 или соединительными элементами 28 последние и при отказе крепежных винтов 11 не могут самостоятельно выходить из соответствующих отверстий 20,25,32. Ввиду того, что закрепленные на одном несущем элементе 1 детали оборудования 2 плотно прилегают друг к другу, а на стыке двух несущих элементов 1 смещению препятствуют соединительные элементы 29, продольное смещение деталей оборудования 2 практически невозможно.
Кроме того, направление действия, а также возможное направление монтажа дополнительных крепежных элементов, выполненных с обеспечением геометрического замыкания при взаимном контакте, главным образом зависит от направления или постоянной нагрузки крепежных винтов 11 или их нагрузки при движении транспортного средства, т.е. при нормальной эксплуатации.
Форму и положение поверхностей контакта 13, 16 можно в основном выбирать свободно, причем необходимо обеспечивать то, что они, а не другие элементы, определяют конечное положение деталей оборудования 2 на несущих элементах 1. Представленные на чертеже формы выполнения изобретения имеют то преимущество, что все описанные части можно сравнительно легко изготавливать и монтировать. Поверхности контакта 13, 16 позволяют подводить детали оборудования 2 к несущему элементу 1 или к соединительной детали практически с любой стороны так, что можно выбирать любое направление для установки дополнительных крепежных элементов. Кроме того, беспроблемное регистрирование отказа крепежных винтов 11 можно обеспечивать благодаря тому, что дополнительные крепежные элементы по меньшей мере частично могут быть выполнены с определенной упругостью, например, стопорные элементы 22, элементы фиксации 24, стержневые выступы 31 или плиты 38 могут быть выполнены пружинящими в такой степени, что в случае нагрузки, т.е. при движении транспортного средства по дороге, между соседними рабочими поверхностями 8 возникнет определенный сдвиг.
Реферат
Использование: относится к сооружению путей сообщения, в частности к несущей конструкции для дороги колейного транспортного средства, преимущественно транспортного средства на магнитной подвеске. Сущность изобретения: устройство содержит по меньшей мере один несущий элемент 1, по меньшей мере одну деталь оборудования 2 с рабочей поверхностью 8, закрепленную с помощью крепежных винтов на несущем элементе 1. Устройство характеризуется тем, что несущий элемент 1 и деталь оборудования 2 выполнены с дополнительными крепежными средствами, обеспечивающими взаимное замкнутое геометрическое соединение в случае отказа крепежных винтов. 10 з.п. ф-лы, 17 ил.
Формула
25.07.89 по пп.1, 2, 5, 6, 8, 9 и 10;
26.08.89 по пп.3, 4, 7 и 11.
Комментарии