Гидрообработка с использованием смесей катализаторов zsm-48 - RU2411999C2
Код документа: RU2411999C2
Чертежи
Описание
Настоящее изобретение относится к процессам, включающим смеси катализаторов ZSM-48.
УРОВЕНЬ ТЕХНИКИ
Требование к основному сырью высокого качества для производства машинных масел и других смазочных средства увеличивается в связи с повышением важности экологических проблем. На качество основного сырья влияют требования, которые должны отвечать условиям Группы II и Группы III. Так давление для производства основного сырья должно отвечать требованиям индекса вязкости (ИВ), параметры вязкости, температуры текучести и/или летучести подчиняются правительственным постановлениям и требованиям реальных производителей оборудования. Повышение требований к высокому качеству основного сырья сдерживается только экономически целесообразной возможностью очистки растворителя. Даже при использовании присадок разработанные масла требуют использования основного сырья повышенного качества для того, чтобы соответствовать требованиям со стороны современных двигателей. К тому же источники сырой нефти, богатой парафинами, ограничены.
Каталитическая депарафинизация разработана как альтернатива способам, основанным на растворителях, для производства высококачественного основного сырья. Действие катализаторов депарафинизации основано на двух механизмах:
одни катализаторы действуют главным образом на изомеризацию, другие при осуществлении гидрокрекинга. Существуют немногие катализаторы депарафинизации, если вообще такие существуют, со способностью работать исключительно с помощью одного из этих механизмов, исключая другой. Депарафинизация через гидрокрекинг может быть выполнена при использовании сырья относительно низкого качества. Однако это сырье обычно требует более жестких условий реакции для достижения требуемого качества конечного продукта, и это приводит к более низкому выходу конечного продукта и дополнительным операциям производственного процесса для уменьшения нежелательных частиц, образующихся при гидрокрекинге.
Катализаторы депарафинизации, которые действуют преимущественно через изомеризацию, превращают парафиновые молекулы в молекулы с разветвленной цепью. Молекулы с разветвленной цепью могут иметь свойства, желательные для ИВ и температуры текучести. ZSM-48 является примером такого катализатора депарафинизации. Как отмечалось в патенте США №5075269, ZSM-48 изготавливают, используя дичетвертичные соединения аммония в качестве направляющих агентов. И направляющий агент и отношение диоксид кремния:оксид алюминия могут влиять на морфологию кристалла, хотя выбор направляющего агента является более сильным фактором влияния. При использовании диаминового и тетрааминового направляющего агента получаются палочкообразные или игольчатые кристаллы. При высоких отношениях диоксид кремния:оксид алюминия и при использовании направляющего агента на основе дичетвертичного аммония, получающийся ZSM-48 имеет пластинчатую морфологию. Если отношение диоксид кремния:оксид алюминия уменьшают при использовании технологии, описанной в патенте США №5075269 или в патенте США №6923949, чистота кристаллов становится все большей проблемой, так как получаются конкурентные формы кристаллов, отличные от ZSM-48, или же ZSM-48 содержит разнородные зерна цеолита.
Известно, что морфология кристаллов может влиять на поведение катализатора, особенно на его активность и стабильность. Обычно желательно иметь малые размеры кристаллов, поскольку кристаллы меньшего размера обеспечивают большую активность и стабильность благодаря большей площади поверхности для данного количества катализатора.
Было бы большим преимуществом иметь кристаллы ZSM-48, которые можно было бы производить с высокой чистотой и которые имели бы высокую активность для использования их в качестве катализатора при проявлении подходящей морфологии.
КРАТКАЯ СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном из воплощений изобретения предложен способ депарафинизации углеводородного сырья. Способ включает взаимодействие сырья со смесью катализаторов ZSM-48 при условиях каталитической депарафинизации для того, чтобы изготовить депарафинизированное сырье, причем смесь катализаторов ZSM-48 включает:
а) кристаллы ZSM-48 первого типа, имеющие молярное отношение диоксид кремния:оксид алюминия от 70 до 110 и не содержащие отличные от ZSM-48 затравочные кристаллы, и
б) кристаллы ZSM-48 второго типа, причем кристаллы ZSM-48 первого типа отличаются от кристаллов ZSM-48 второго типа.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
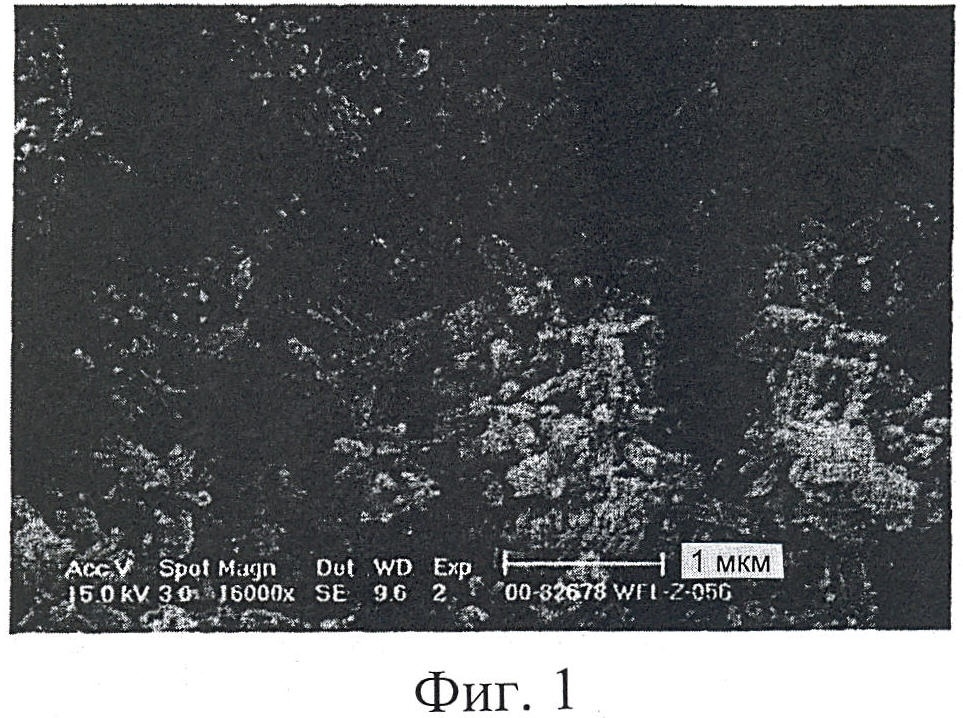
Фиг.1. Микрофотография кристаллов ZSM, изготовленных при отношении темплат:диоксид кремния, равном 0,023, иллюстрирующая присутствие некоторого количества игольчатых кристаллов.
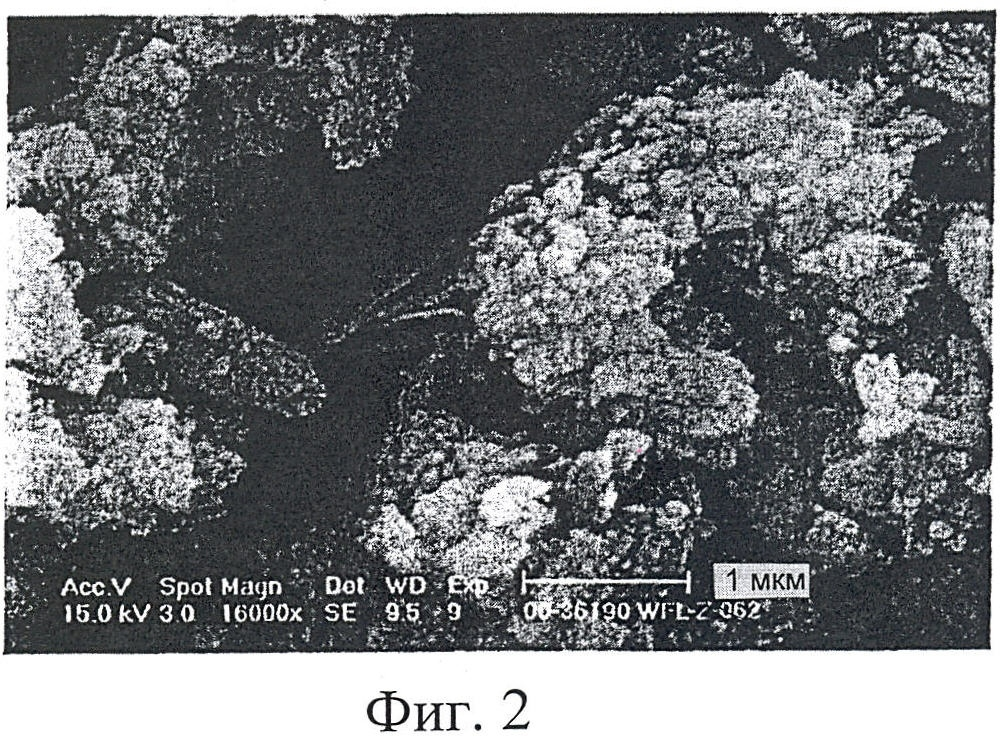
Фиг.2. Микрофотография, показывающая отсутствие игольчатых кристаллов в кристаллах ZSM-48, полученных из реакционной смеси с отношением темплат:диоксид кремния, равным 0,018.
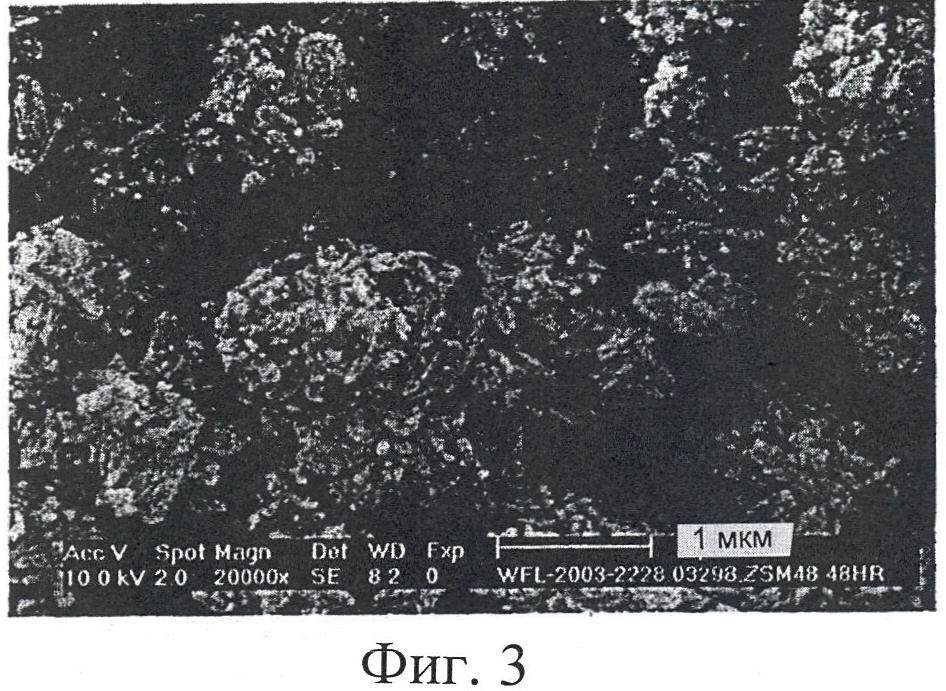
Фиг.3. Микрофотография, показывающая присутствие игольчатых кристаллов в кристаллах ZSM-48, полученных из реакционной смеси с отношением темплат:диоксид кремния, равным 0,029.
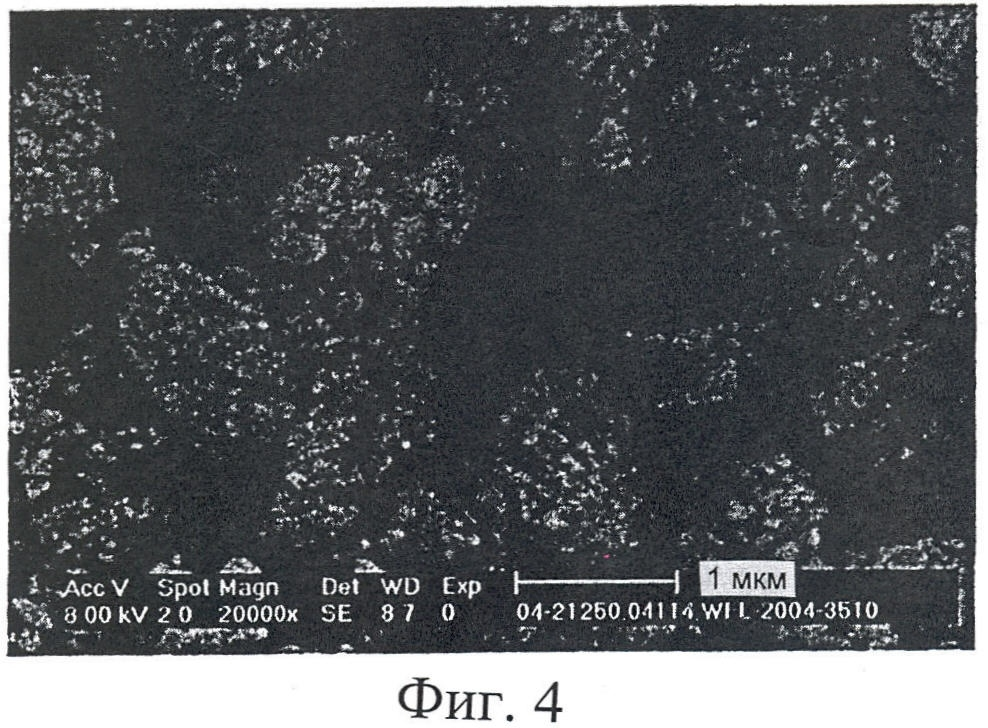
Фиг.4. Микрофотография, показывающая отсутствие игольчатых кристаллов в кристаллах ZSM-48, полученных из реакционной смеси с отношением темплат:диоксид кремния, равным 0,019.
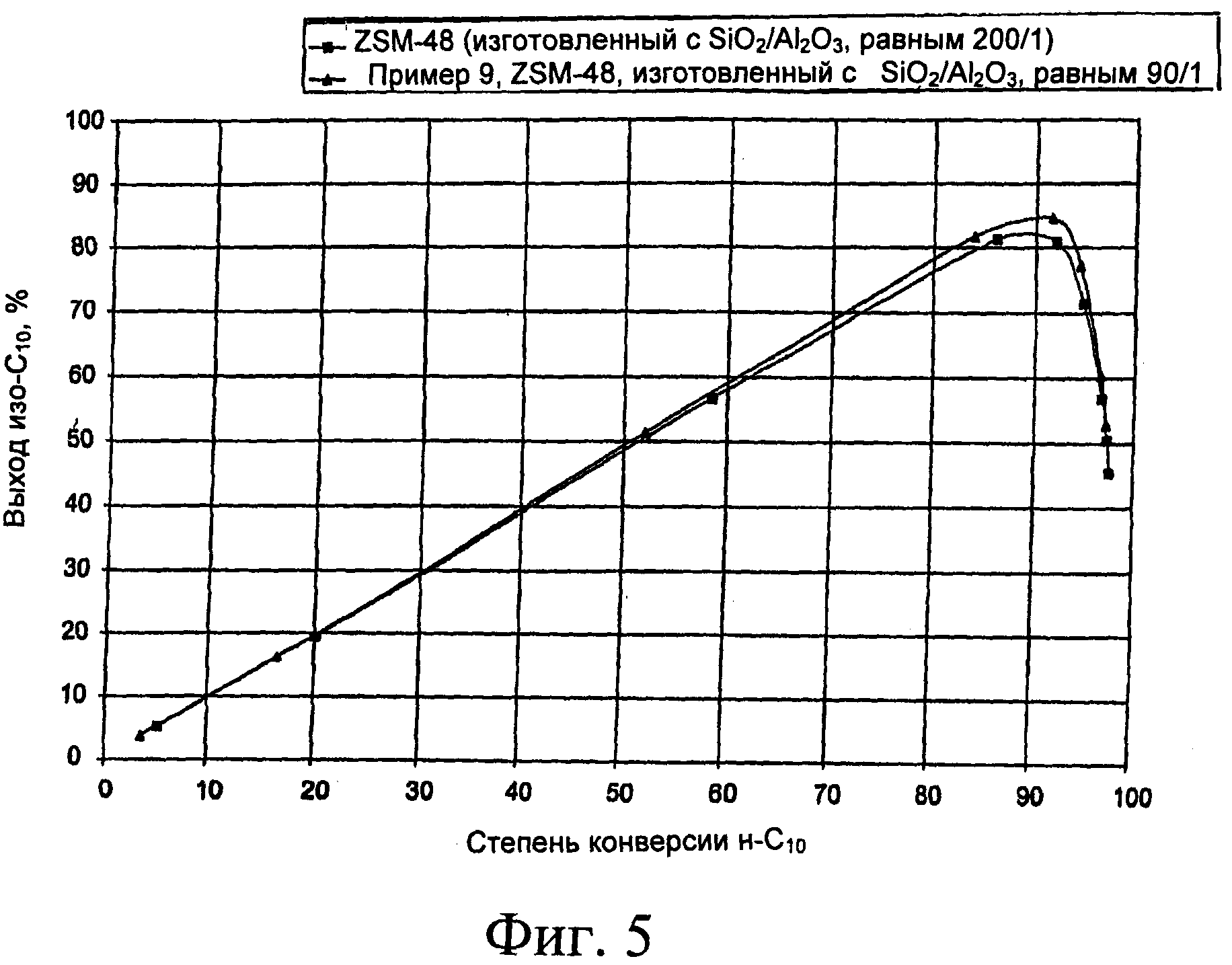
Фиг.5. Зависимость выхода изо-С10 от конверсии н-С10.
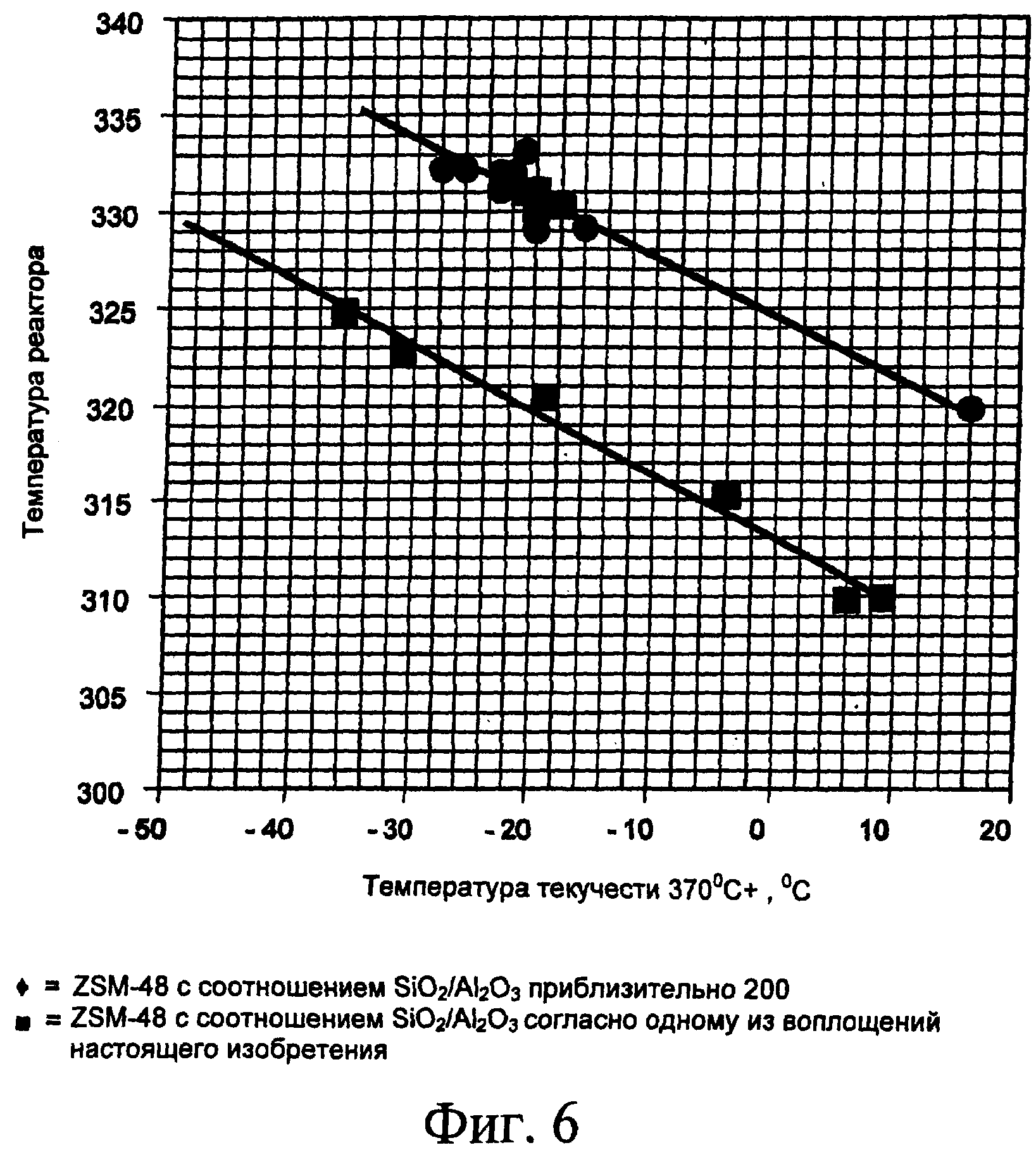
Фиг.6. Зависимость температуры в реакторе от температуры, требуемой для соответствия температуре текучести 370°С+.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Разнообразные воплощения изобретения относятся к способам гидрообработки с катализаторами, включающими смеси двух и более типов кристаллов ZSM-48. В частности, изобретение относится к смесям катализатора ZSM-48, где по меньшей часть ZSM-48 представляет собой новый тип высокочистых ZSM-48, имеющих отношение SiO2:Аl2O3 менее 110 и не содержащих отличных от ZSM-48 затравочных кристаллов. Этот новый тип кристаллов ZSM-48 обладает более высокой активностью по сравнению с кристаллами ZSM-48 других типов.
Смеси кристаллов ZSM-48 двух и более типов с разной активностью позволяют подгонять процессы так, чтобы обеспечить желаемую активность при требуемой температуре. Эта подгонка активности может быть достигнута без появления нежелательных побочных реакций, которые в противном случае могут быть усилены при введении другого типа катализатора, такого как цеолитный катализатор другого типа.
Синтез высокочистых ZSM-48 с отношением SiO2: Аl2О3 менее 110
В различных воплощениях этого изобретения используют смеси кристаллов (или катализаторов) ZSM-48 разных типов. В таких воплощениях по меньшей мере часть смеси включает катализатор, состоящий из высокочистых, определенной морфологии кристаллов ZSM-48, имеющих отношение SiO2:Аl2O3, равное 110 или менее, причем эти высокочистые кристаллы ZSM-48 не содержат отличных от ZSM-48 затравочных кристаллов. Предпочтительно, высокочистые кристаллы ZSM-48 не содержат также кристаллы ZSM-50. Как описывается ниже, высокочистые кристаллы ZSM-48 при отношении SiO2:Аl2O3 110 или менее имеют активность более высокую, чем кристаллы ZSM-48 другого типа.
В приведенном ниже воплощении изобретения, кристаллы ZSM-48 описываются по-разному: «кристаллы в синтезированной форме», т.е. кристаллы, которые еще содержат органический темплат; «прокаленные кристаллы», т.е. такие как Na-форма кристаллов ZSM-48; или «прокаленные и подвергнутые ионному обмену кристаллы», т.е. такие как Н-форма кристаллов ZSM-48.
Термин «не содержащая отличные от ZSM-48 затравочные кристаллы» означает, что реакционная смесь, использованная для образования кристаллов ZSM-48, не содержит отличающихся от ZSM-48 затравочных кристаллов. Вместо этого кристаллы ZSM-48, синтезированные в соответствии с изобретением, синтезировали либо без использования затравочных кристаллов, либо с использованием затравочных кристаллов ZSM-48 для образования зародышей кристаллизации. Термин «не содержит кеньяита и ZSM-50» означает, что кеньяит и ZSM-50, если и присутствует, то в количестве, неопределяемом с помощью рентгеновского дифракционного анализа. Аналогично, высокочистые кристаллы ZSM-48 по изобретению также не содержат отличных от ZSM-48 кристаллов в том смысле, что они не определяются с помощью рентгеновского дифракционного анализа. Эта оценка была сделана с помощью аппарата Bruker D4 Endeavor производства Bruker AXS, снабженного высокоскоростным детектором Vantec-1. Прибор работал при использовании стандартного кремниевого порошка (Nist 640В), который является материалом без внутренних напряжений. Полумаксимум полной ширины (fwhm) для стандартного пика при 28,44 градусах 2 Θ составляет 0,132. Величина шага составляет 0,01794 градусов и отношение время/шаг равно 2 с. Для 2 Θ развертки использована Сu мишень при 35 кВ и 45 мА. Термины «не содержащий волокнистых кристаллов» и «не содержащий игольчатых кристаллов» означают, что волокнистые и/или игольчатые кристаллы, если и присутствуют, не обнаруживаются при использовании сканирующей электронной микроскопии (СЭМ). Микрофотографии, полученные СЭМ, могут быть использованы для идентификации кристаллов различной морфологии. Для микрофотографий на представленных фигурах использовали масштаб разрешения (1 мкм).
На рентгенограмме кристаллов ZSM-48, соответствующих изобретению, выявлен ZSM-48, т.е. D-интервал и относительные интенсивности соответствуют тем, что имеют место для чистого ZSM-48. Хотя рентгеновский дифракционный анализ (РДА) используют для установления наличия цеолита, он не позволяет установить специфическую морфологию кристаллов. Например, игольчатые и пластинчатые формы для данного цеолита дадут одинаковые дифракционные картины. Для того чтобы определить разную морфологию, необходимо использовать аналитический инструмент с более высоким разрешением. Таким, например, инструментом является сканирующий электронный микроскоп (СЭМ). Микрофотографии, полученные с его помощью, могут быть использованы для идентификации кристаллов разной морфологии.
Кристаллы ZSM-48 после удаления направляющего агента имеют специфическую морфологию и молярный состав, соответствующий основной формуле
(n) SiO2·Аl2O3,
в которой n составляет от 70 до 110, предпочтительно от 80 до 100 и более предпочтительно от 85 до 95. В другом воплощении изобретения n составляет по меньшей мере 70, или по меньшей мере 80, или по меньшей мере 85. Еще в одном воплощении изобретения n равно 110 или менее, или 100 или менее, или 95 или менее. В еще одним воплощении изобретения Si может быть заменен Ge, a Al может быть заменен на Ga, В, Fe, Ti, V и Zr.
Кристаллы ZSM-48 в синтезированной форме получают из смеси диоксида кремния, оксида алюминия, основания и соли гексаметония в качестве направляющего агента. Согласно воплощению изобретения молярное отношение структурно-направляющего агента и диоксида кремния в смеси составляет менее 0,05, или менее 0,025, или менее 0,022. Согласно другому воплощению изобретения молярное отношение структурно-направляющего агента и диоксида кремния в смеси составляет по меньшей мере 0,01; или по меньшей мере 0,015; или по меньшей мере 0,016. Согласно еще одному воплощению изобретения молярное отношение структурно-направляющего агента и диоксида кремния в смеси составляет от 0,015 до 0,025; предпочтительно от 0,016 до 0,022. Согласно воплощению изобретения кристаллы ZSM-48 в синтезированной форме имеют молярное отношение диоксид кремния:оксид алюминия от 70 до 110. В другом воплощении изобретения кристаллы ZSM-48 в синтезированной форме имеют молярное отношение диоксид кремния:оксид алюминия по меньшей мере 70, или по меньшей мере 80, или по меньшей мере 85. Согласно еще одному воплощению изобретения кристаллы ZSM-48 в синтезированной форме имеют молярное отношение диоксид кремния:оксид алюминия 110 или менее; или 100 или менее; или 95 или менее. При любом данном приготовлении кристаллов ZSM-48 в синтезированной форме молярный состав содержит диоксид кремния, оксид алюминия и направляющий агент. Следует отметить, что кристаллы ZSM-48 в синтезированной форме могут иметь молярные отношения компонентов несколько другие, чем в реакционной смеси, используемой для приготовления этих кристаллов. Этот результат может иметь место из-за неполного участия в реакции 100% реагирующих веществ при образовании кристаллов.
Цеолит ZSM-48, как прокаленный, так и в синтезированной форме, обычно находится в виде агломератов мелких кристаллов, размер которых может быть в диапазоне от 0,01 до 1 мкм. Такие мелкие кристаллы желательны, поскольку они приводят к большей активности. Более мелкие кристаллы обеспечивают более большую площадь поверхности, что приводит к большему числу активных каталитических участков при данном количестве катализатора. Предпочтительно кристаллы ZSM-48 как прокаленные, так и в синтезированной форме, не содержат волокнистых кристаллов. Волокнистыми считаются кристаллы, имеющие отношение L/D>10/1, где L и D - длина и диаметр кристалла. В другом воплощении изобретения кристаллы ZSM-48 как прокаленные, так и в синтезированной форме, имеют малое количество игольчатых кристаллов или вообще не содержат их. Игольчатый кристалл - это такой кристалл, у которого отношение L/D<10/1, предпочтительно менее 5/1, более предпочтительно составляет от 3/1 до 5/1. Согласно СЭМ исследованию кристаллы, изготовленные в соответствии со способами, описанными здесь, не имеют определяемых кристаллов волокнистой или игольчатой морфологии. Такая морфология, сама по себе или в сочетании с низким отношением диоксид кремния:оксид алюминия обеспечивает катализаторы с высокой активностью и желаемыми с точки зрения экологии свойствами.
Состав ZSM-48 приготавливают из водной реакционной смеси, включающей диоксид кремния или соль кремниевой кислоты, оксид алюминия или растворимую соль алюминиевой кислоты, основание и направляющий агент. Для получения кристаллов ожидаемой морфологии реагенты в смеси имеют следующие молярные отношения:
SiO2:Al2O3=70-110
Н2O:SiO2=1-500
ОН-:SiO2=0,1-0,3
ОН-:SiO2 (предпочтительно)=0,14-0,18
темплат:SiO2=0,01-0,05
темплат:SiO2 (предпочтительно)=0,015-0,025
В описанных выше отношениях показаны два диапазона для отношений основание: диоксид кремния и структурно-направляющий агент:диоксид кремния. Более широкие диапазоны для этих отношений включают смеси, в результате которых формируются кристаллы ZSM-48 с некоторым количеством кеньяита и/или кристаллов игольчатой морфологии. Если кеньяит и/или кристаллы игольчатой морфологии нежелательны, должны быть использованы предпочтительные диапазоны отношений, как это иллюстрируется ниже в примерах.
Предпочтительным источником диоксида кремния является осажденный диоксид кремния и коммерческий продукт от Degussa. Другими источниками диоксида кремния могут быть порошковый диоксид кремния, включая осажденный диоксид кремния, такой как Zeosil® и силикагели, коллоидный диоксид кремния, такой как Ludox®, или растворенный диоксид кремния. В присутствии основания эти другие источники диоксида кремния могут образовывать силикаты. Оксид алюминия может быть в форме растворимой соли, предпочтительно натриевой соли, и коммерческого продукта от US Aluminate. Другие подходящие источники алюминия включают другие алюминиевые соли, такие как хлорид, алкоголяты алюминия и гидратированный оксид алюминия, такой как гамма-оксид алюминия, псевдобемит и коллоидный оксид алюминия. Основание, используемое для растворения оксида металла, может быть любым гидроксидом щелочного металла, предпочтительно гидроксидом натрия или калия, гидроксидом аммония, дичетвертичным гидроксидом или подобными. Направляющим агентом может служить соль гексаметония, такая как дихлорид гексаметония или гидроксид гексаметония. Анионом (другим, не хлоридом) может быть такой, как гидроксид, нитрат, сульфат, другой галогенид и подобные. Дихлорид гексаметония - это N,N,N,N',N',N' - гексаметил-1,6-гександиаммониевый дихлорид.
При синтезе кристаллов ZSM-48 реагенты, включающие соль кремневой кислоты, соль алюминиевой кислоты, основание и направляющий агент, смешивают с водой в пропорциях, показанных выше, и нагревают при перемешивании при температуре от 100 до 250°С. Кристаллы могут образовываться просто из реагентов или, альтернативно, в реакционную смесь могут быть добавлены затравочные кристаллы ZSM-48. Затравочные кристаллы ZSM-48 могут добавляться для увеличения скорости образования кристаллов, но не для воздействия на их морфологию. В способе получения не участвуют другие затравочные кристаллы, отличные от затравочных кристаллов ZSM-48, такие как цеолит Beta. Кристаллы ZSM-48 очищают, обычно с помощью фильтрации, и промывают деионизированной водой.
Согласно воплощению изобретения кристаллы, полученные с помощью синтеза в соответствии с изобретением, не содержат отличных от ZSM-48 затравочных кристаллов, а также не содержат ZSM-50. Предпочтительно кристаллы ZSM-48 имеют малое количество кеньяита. Согласно воплощению изобретения содержание кеньяита может быть 5% или менее; или 2% или менее; или 1% или менее. В альтернативных воплощениях изобретения кристаллы ZSM-48 могут вообще не содержать кеньяита.
Согласно воплощению изобретения кристаллы, полученные с помощью синтеза в соответствии с изобретением, не имеют волокнистой морфологии. Волокнистая морфология нежелательна, поскольку эта кристаллическая морфология подавляет каталитическую активность ZSM-48 в отношении депарафинизации. В другом воплощении изобретения кристаллы, получившиеся при синтезе в соответствии с изобретением, имели низкую долю игольчатой морфологии. Количество игольчатой морфологии, имеющей место в кристаллах ZSM-48, может быть 10% или менее; или 5% или менее; или 1% или менее. В альтернативном воплощении изобретения кристаллы ZSM-48 могут не содержать игольчатой морфологии. Низкое содержание игольчатых кристаллов предпочтительно для некоторых применений, так как полагают, что игольчатые кристаллы уменьшают активность ZSM-48 в некоторых типах реакций. Для получения желаемой высокочистой морфологии кристалла должны быть использованы отношения диоксид кремния:оксид алюминия, основание: диоксид кремния и направляющий агент:диоксид кремния в реакционной смеси, согласно воплощениям изобретения. Кроме того, если желателен состав, не содержащий кеньяита и/или игольчатой морфологии, следует использовать предпочтительные диапазоны этих отношений.
В соответствии с патентом США №6923949 для получения кристаллов ZSM-48 с отношением диоксид кремния:оксид алюминия менее 150:1, используют разнородное затравливание отличными от ZSM-48 затравочными кристаллами. В соответствии с патентом США №6923049 получение чистого ZSM-48 с отношением диоксид кремния: оксид алюминия до 50:1 и менее зависит от использования разнородного затравливания, например затравочными кристаллами цеолита Beta.
Если в синтезе ZSM-48 с заметно более низкими отношениями диоксид кремния: оксид алюминия разнородные затравочные кристаллы не кристаллы используют, включений кристаллов ZSM-50 становится больше. При отношениях направляющего агента к диоксиду кремния более приблизительно 0,025 обычно получают агломераты из смешанных фаз, содержащие игольчатые кристаллы. Предпочтительное отношение направляющего агента и диоксида кремния составляет приблизительно 0,022 или менее. При отношениях направляющего агента к диоксиду кремния ниже приблизительно 0,015 получается продукт, содержащий кеньяит. Кеньяит - это аморфный слоистый силикат и представляет собой разновидность натуральной глины. Он не показывает активности цеолитного типа. Наоборот, он относительно инертен при условиях реакции, которые обычно имеют место, когда сырье подвергают воздействию ZSM-48. Таким образом, хотя присутствие кеньяита в образцах ZSM-48 и приемлемо при некоторых применениях, оно приводит к тенденции уменьшения общей активности ZSM-48. Отношения гидроксид:диоксид кремния (или другое основание: диоксид кремния) и диоксид кремния:оксид алюминия важны как для морфологии формирующихся кристаллов, а также и для их чистоты. Отношение диоксид кремния:оксид алюминия важно также и для активности катализатора. Отношение основание: диоксид кремния - это фактор, влияющий на формирование кеньяита. Использование гексаметониевого направляющего агента - это фактор, влияющий на производство продукта, не содержащего волокнистого материала. Формирование игольчатой морфологии зависит от отношений диоксид кремния:оксид алюминия и структурно-направляющий агент:диоксид кремния.
Кристаллы ZSM-48 в синтезированной форме следует по меньшей мере частично осушить прежде чем использовать или подвергать дальнейшей обработке. Сушку можно осуществлять нагреванием при температуре от 100 до 400°С, предпочтительно от 100 до 250°С. Давление может быть атмосферным или ниже атмосферного. Если сушку осуществляют при частичном вакууме, температура может быть ниже той, что используется при атмосферном давлении.
Катализаторы до использования обычно связывают со связующим или матричным материалом. Связующие устойчивы до температуры, желательной для использования, и в отношении трения. Связующие могут быть каталитически активными или неактивными и включать другие цеолиты, другие неорганические материалы, такие как глины, оксиды металлов, такие как диоксид кремния, оксид алюминия и алюмосиликаты. Глинами могут быть каолин, бентонит и монтмориллонит, которые представляют собой продукты, доступные с коммерческой точки зрения. Они могут быть смешаны с другими материалами, такими как силикаты. В добавление к алюмосиликатам можно использовать и другие пористые материалы основы, включая другие бинарные материалы, такие как диоксид кремния - оксид магния, диоксид кремния - оксид тория, диоксид кремния - оксид циркония, диоксид кремния - оксид бериллия и диоксид кремния - оксид титана, также как и трехкомпонентные материалы, такие как диоксид кремния - оксид алюминия - оксид магния, диоксид кремния - оксид алюминия - оксид тория, диоксид кремния - оксид алюминия - оксид циркония. Основа может быть в форме со-геля. Связанный ZSM-48 может составлять в диапазоне от 10 до 100 мас.% в расчете на связанный ZSM-48, где остаток составляет связующее.
Кристаллы ZSM-48, как часть катализатора, можно также использовать с металлическим компонентом для гидрогенизации. Металлы компонента для гидрогенизации могут быть из Групп 6-12 Периодической таблицы системы (исходя из системы ИЮПАК, Групп 1-18), предпочтительно из Групп 6 и 8-10. Примеры таких металлов включают Ni, Mo, Co, W, Мn, Сu, Zn, Ru, Pt или Pd, предпочтительно Pt или Pd. Могут также использоваться смести металлов для гидрогенизации, такие как Со/Мо, Ni/Mo, Ni/W и Pt/Pd, предпочтительно Pt/Pd. Количество металла или металлов для гидрогенизации может составлять от 1 до 5 мас.% от массы катализатора. Способы введения металлов в катализатор ZSM-48 хорошо известны и включают, например, пропитку катализатора ZSM-48 солью металла компонента для гидрогенизации и нагревание. Катализатор ZSM-48, содержащий металл для гидрогенизации, может быть перед использованием сульфидирован. Катализатор может быть перед использованием также подвергнут действию пара.
Высокочистые кристаллы ZSM-48, полученные в соответствии с описанным выше воплощением изобретения, имеют относительно низкое отношение диоксид кремния: оксид алюминия. Это более низкое отношение диоксид кремния:оксид алюминия означает, что настоящие катализаторы более кислотные. Несмотря на эту повышенную кислотность, они имеют превосходную активность и селективность, а также обеспечивают прекрасные выходы продукта. Они также обладают экологическими преимуществами, с точки зрения влияния на здоровье, кристаллической формы, и малый размер кристаллов также является выгодным в отношении каталитической активности.
В дополнение к воплощениям изобретения, описанным выше, следующее воплощение изобретения относится к высокочистому составу ZSM-48, имеющему отношение диоксид кремния:оксид алюминия от 70 до 110, причем ZSM-48 не содержит отличных от ZSM-48 затравочных кристаллов, а также не содержит волокнистых кристаллов. Предпочтительно кристаллы ZSM-48 также имеют низкое содержание игольчатых кристаллов или не содержат их вовсе. Другое воплощение изобретения относится к кристаллам ZSM-48, которые в синтезированной форме включают ZSM-48 с молярным отношением диоксид кремния:оксид алюминия от 70 до 110 и образованы из реакционной смеси, содержащей гексаметониевый направляющий агент при молярном отношении гексаметоний:диоксид кремния от 0,01 до 0,05, предпочтительно от 0,015 до 0,025. В этом воплощении изобретения кристаллы ZSM-48 в синтезированной форме не содержат отличных от ZSM-48 затравочных кристаллов, а также не содержат волокнистых кристаллов. Предпочтительно кристаллы ZSM-48 также имеют низкое содержание игольчатых кристаллов или не содержат их вовсе.
В следующем воплощении изобретения кристаллы ZSM-48 в синтезированной форме подвергли прокаливанию для удаления гексаметониевого структурно-направляющего агента и получения высоко- чистой Na-формы ZSM-48. Эта Na-форма ZSM-48 с помощью ионного обмена может перейти также в Н-форму ZSM-48. В еще одном воплощении изобретения кристаллы ZSM-48 в синтезированной форме или прокаленные кристаллы ZSM-48 (Na-форма или Н-форма) объединены с по меньшей мере одним связующим и металлом для гидрогенизации.
Еще одно воплощение изобретения относится к способу получения кристаллов ZSM-48, который включает приготовление водной смеси диоксида кремния и соли кремниевой кислоты, оксида алюминия и соли алюминиевой кислоты, соли гексаметония и щелочного основания, где имеют место следующие молярные отношения: диоксид кремния:оксид алюминия от 70 до 110, основание:диоксид кремния от 0,1 до 0,3, предпочтительно от 0,14 до 0,18, соль гексаметония:диоксид кремния от 0,01 до 0,05, предпочтительно от 0,15 до 0,25; нагревание смеси при перемешивании в течение времени и при температуре, достаточных для образования кристаллов. Возможно добавление в реакционную смесь затравочных кристаллов ZSM-48. Описанная выше процедура обеспечивает получение кристаллов ZSM-48 в синтезированной форме, которые содержат гексаметониевый структурно-направляющий агент.
Гидрообработка с катализаторами ZSM-48
Катализаторы ZSM-48 используют как катализаторы депарафинизации углеводородного сырья. Предпочтительное сырье представляет собой основное сырье для смазочного масла. Такое сырье содержит парафин, который кипит в диапазоне температур для смазочных масел, обычно имеющих температуру разгонки на 10% выше 650°F (343°С), измеренную по ASTM D 86 или ASTM D2887. Сырье может быть получено из ряда источников, таких как масла, получаемые после процессов экстракционной очистки, например рафинаты, частично депарафинизированные растворителем масла, деасфальтированные масла, дистилляты, вакуумные газойли, газойли коксования, сырые парафины или подобные им, и парафины Фишера-Тропша. Предпочтительным сырьем являются сырые парафины и парафины Фишера-Тропша. Сырые парафины получают обычно из углеводородного сырья путем депарафинизации растворителем или пропаном. Сырые парафины содержат некоторое количество остаточного масла и его обычно удаляют. Из сырых парафинов обычно получают отпотевшие масла. Парафины Фишера-Тропша получают обычно синтезом по процессу Фишера-Тропша.
Сырье может иметь высокое содержание азотных и серных примесей. В настоящем процессе может быть использовано сырье, содержащее до 0,2 мас.% азота и до 3,0 мас.% серы, исходя из общей массы сырья. Содержание серы и азота может быть измерено с помощью стандартных ASTM методов DB5453 и D4629, соответственно.
Сырье может быть до депарафинизации подвергнуто гидрообработке. Для гидрообработки эффективны катализаторы, содержащие металлы Группы 6 Периодической таблицы (исходя из системы ИЮПАК, Групп 1-18), металлы Групп 8-10 и их смеси. Предпочтительные металлы включают никель, вольфрам, молибден, кобальт и их смеси. Эти металлы или смеси обычно присутствуют в виде оксидов или сульфидов в носителях из тугоплавких оксидов металлов. Смесь металлов может также присутствовать в виде объемных металлических катализаторов, где количество металла в катализаторе составляет 30 мас.% или более в расчете на катализатор. Подходящие носители из оксидов металлов включают оксиды, такие как диоксид кремния, оксид алюминия, алюмосиликаты или диоксид титана; предпочтителен оксид алюминия. Предпочтительные оксиды алюминия представляют собой пористые оксиды алюминия, такие как гамма- или эта-оксиды алюминия. Количество металла, взятого по отдельности или в смеси, составляет приблизительно от 0,5 до 35 мас.% в расчете на массу катализатора. В случае предпочтительных смесей металлов из Групп 9-10 и Группы 6, металлы Группы 9-10 присутствуют в количестве 0,5-5 мас.% в расчете на массу катализатора, а металл группы 6 - в количестве от 5 до 30 мас.%. Количество металлов может быть измерено с помощью методов, специфицированных ASTM для отдельных металлов, включающих атомно-абсорбционную спектроскопию или атомно-эмиссионную спектроскопию с индуктивно связанной плазмой.
Условия гидрообработки включают температуру вплоть до 426°С, но предпочтительно от 150 до 400°С, более предпочтительно от 200 до 350°С; парциальное давление водорода от 1480 до 20786 кПа (от 200 до 3000 фунт/кв. дюйм, избыт.), предпочтительно, от 2859 до 13891 кПа (от 400 до 2000 фунт/кв. дюйм, избыт.); объемную скорость от 0,1 до 10 ч-1, предпочтительно от 0,1 до 5 ч-1, и отношение количества водорода к количеству подаваемого сырья от 89 до 1780 м3/м3 (от 500 до 10000 стандартных кубических футов/баррель), предпочтительно, в диапазоне от 178 до 890 м3/м3.
Условия депарафинизации включают температуру вплоть до 426°С, предпочтительно от 250 до 400°С, более предпочтительно от 275 до 350°С, давление от 791 до 20786 кПа (от 100 до 3000 фунт/кв. дюйм избыт.), предпочтительно от 1480 до 17339 кПа (от 200 до 2500 фунт/кв. дюйм, избыт.), объемную скорость жидкости от 0,1 до 10 ч-1, предпочтительно от 0,1 до 5 ч-1, и доля обрабатывающего водородного газа от 45 до 1780 м3/м3 (от 250 до 10000 стандартных кубических футов/баррель), предпочтительно от 89 до 890 м3/м3 (от 250 до 5000 стандартных кубических футов/баррель).
Продукт депарафинизации может быть подвергнут финишной гидрообработке. Финишная гидрообработка продукта, получаемого при депарафинизации, является желательной для того, чтобы отрегулировать качество продукта до требуемых технических характеристик. Финишная гидрообработка представляет собой мягкую гидрообработку, направленную на насыщение любых олефинов интервала машинных масел и остаточных ароматических соединений, а также на удаление любых остаточных гетероатомов и цветных частиц. Финишная гидрообработка после депарафинизации выполняется обычно в последовательности со стадией депарафинизации. Обычно финишную гидрообработку осуществляют при температуре примерно от 150 до 350°С, предпочтительно от 180 до 250°С. Общее давление обычно составляет от 2859 до 20786 кПа (приблизительно от 400 до 3000 изб. фунтов/кв. дюйм). Объемная скорость жидкости обычно составляет от 0,1 до 5 ч-1, предпочтительно от 0,5 до 3 ч-1 и доля обрабатывающего водородного газа составляет от 44,5 до 1780 м3/м3 (от 250 до 10000 стандартных кубических футов/баррель).
Катализаторы финишной гидрообработки представляют собой катализаторы, содержащие металлы Группы 6 Периодической таблицы (исходя из системы ИЮПАК, Групп 1-18), металлы Группы 8-10 и их смеси. Предпочтительные металлы включают по меньшей мере один благородный металл, имеющий сильную способность к гидрогенизации, особенно платину, палладий и их смесь. Смесь металлов может присутствовать также в виде объемного металлического катализатора, где металл составляет 30% и более от массы катализатора. Подходящие носители из оксидов металлов включают слабокислые оксиды, такие как диоксид кремния, оксид алюминия, алюмосиликат или диоксид титана, предпочтительным является оксид алюминия. Предпочтительные катализаторы финишной гидрообработки для насыщения ароматических соединений включают по меньшей мере один металл, имеющий относительно сильную способность к гидрогенизации, на пористом носителе. Обычные материалы носителей включают аморфные или кристаллические оксидные материалы, такие как оксид алюминия, диоксид кремния и алюмосиликат. Содержание неблагородных металлов в катализаторе часто выше приблизительно 20 мас.%. Благородные металлы обычно присутствуют в количестве не более приблизительно 1 мас.%. Предпочтительный катализатор для финишной гидрообработки представляет собой мезопористый материал, принадлежащий к классу или семейству M41S катализаторов. Семейство M41S катализаторов представляет собой мезопористые материалы с высоким содержанием диоксида кремния, приготовление которых описано в J. Аmer. Chem. Soc., 1992, 114, 10834. Примеры включают МСМ-41, МСМ-48 и МСМ-50. Мезопоры катализатора имеют размеры от 15 до 100 Ангстрем. Предпочтительный представитель этого класса катализаторов, МСМ-41, приготовление которого описано в патенте США №5098684, представляет собой неорганическую пористую, не слоистую фазу, имеющую гексагональное расположение пор одного размера. Физическая структура МСМ-41 подобна пучку соломок, где отверстия соломок (диаметр пор ячейки) имеют размер от 15 до 100 Ангстрем. МСМ-48 имеет кубическую симметрию и описан, например, в патенте США №5198203, в то время как МСМ-50 имеет слоистую структуру. МСМ-41 можно получить с отверстиями пор разного размера в мезопористом диапазоне. Мезопористые материалы могут нести металлический компонент для гидрогенизации, из которых по меньшей мере один является металлом Группы 8, Группы 9 или Группы 10. Предпочтительны благородные металлы, особенно благородные металлы Группы 10, наиболее предпочтительны Pt, Pd или их смеси.
Гидрообработка со смесями катализатора ZSM-48
Фиг.6 отражает активность двух разных типов катализаторов ZSM-48 для достижения желаемой температуры текучести сырья. Верхняя кривая показывает температуру реакции, требуемую для катализатора, содержащего кристаллы ZSM-48 с отношением SiO:Al2O3 приблизительно равным 200, чтобы у фракции сырья, участвующего в процессе, была достигнута желаемая температура текучести 370°С+. Нижняя кривая показывает то же самое для катализатора, содержащего высокочистые кристаллы ZSM-48 с отношением SiO2:Al2O3 менее 110. Как видно из фиг.6, с катализатором ZSM-48, содержащим кристаллы с более низким отношением SiO2:Al2O3, можно достичь такой же температуры текучести при температуре, которая приблизительно на 10°С ниже чем для катализатора ZSM-48, содержащего кристаллы с более высоким отношением SiO2:Al2O3.
Вообще высокочистые кристаллы ZSM-48 с отношением SiO2:Al2O3 менее 110 имеют повышенную активность относительно других типов кристаллов ZSM-48 при одинаковой температуре реакции. Альтернативно, температура, требуемая для того, чтобы в результате процесса из сырья получился продукт с желаемой характеристикой, ниже для катализаторов, содержащих высокочистые кристаллы ZSM-48 с отношением SiO2:Al2O3 110 или менее, по сравнению с катализаторами с другими типами кристаллов ZSM-48. В различных воплощениях изобретения разность температур для достижения желаемой характеристики продукта (такой как температура текучести) между катализатором, содержащим высокочистые кристаллы ZSM-48 с отношением SiO2:Аl2O3, равным 110 или менее, и другим типом катализатора ZSM-48 может быть по меньшей мере 5°С, или по меньшей мере 10°С, или по меньшей мере 20°С, или по меньшей мере 30°С.
Согласно воплощению изобретения кристаллы ZSM-48 двух и более типов, используемых в смеси ZSM-48 в соответствии с изобретением, могут иметь различные активности из-за одного или более свойств этих типов ZSM-48. Одно из свойств, которое приводит к разнице активностей, это содержание в ZSM-48 отличных от ZSM-48 затравочных кристаллов. Другое свойство, которое ведет к разнице активностей, это морфология кристаллов. Например, кристаллы, имеющие волокнистую морфологию, имеют, как считается, более низкую реакционную способность, чем другие типы кристаллов. В некоторых воплощениях изобретения присутствие игольчатой морфологии может также свидетельствовать о разнице в активности. Еще одно свойство - присутствие примесей, таких как кеньяит. И еще одно свойство - отношение SiO2:Al2O3 в кристаллах. Кристаллы с отношением SiO2:Al2O3 менее приблизительно 110 имеют более высокую активность, чем кристаллы с отношением SiO2:Al2O3 более приблизительно 110.
Разница в активности у разных типов кристаллов ZSM-48 может быть использована по-разному. Например, понижение температуры реакции, необходимой для достижения желаемого результата, продлевает время жизни катализатора гидрообработки. Это может прямо привести к экономии средств, так как действие катализатора при более низкой температуре увеличит продолжительность жизни катализатора (или иными словами, увеличит продолжительность времени между заменами катализатора).
Другим потенциальным преимуществом является способность приспосабливать активность смеси ZSM-48 к желаемой области температур в зависимости от кривой выхода. Хотя более низкие температуры процесса могут увеличить продолжительность использования катализатора, некоторые существующие конфигурации процессов требуют минимальной температуры в реакторе, где используют катализатор гидрообработки, такой как ZSM-48.
Например, в некоторых случаях оборудование для производства смазок не обеспечивает нагревания между стадиями, происходящими в реакторе депарафинизации и реакторе финишной гидрообработки. Если температура в реакторе депарафинизации слишком низка и/или если потери тепла между реактором депарафинизации и реактором финишной гидрообработки слишком велики, депарафинизированный продукт, входящий в реактор финишной гидрообработки, не будет иметь температуры, достаточной для эффективной финишной гидрообработки. Смеси катализатора ZSM-48 можно использовать для производства смешанных каталитических составов, которые соответствуют минимальной температуре, необходимой в реакторе. Это позволяет оптимизировать процесс при использовании стандартизированных редакций катализаторов или наоборот, синтезировать специфический катализатор, подходящий для требований реактора.
В другом примере, смеси катализатора ZSM-48 можно использовать для получения желаемой активности при желаемой температуре для процессов, включающих каскадные реакции внутри одного реактора. Один типичный процесс гидрообработки - сырье подвергают гидродесульфуризации с последующей депарафинизацией и затем осуществляют завершающую обработку водородом. Желательно объединить эти реакции и осуществлять их в едином реакторе. В ситуациях, когда многочисленные операции гидрообработки проходят каскадом, поддерживать большие вариации температуры может оказаться затруднительным. В таких объединенных схемах процесса гидрообработки катализаторы ZSM-48 являются подходящими для использования в качестве катализаторов депарафинизации. При использовании смесей катализаторов ZSM-48 может быть выбрано желаемое сочетание выхода продукта и операционной температуры для того, чтобы уменьшить или минимизировать разницы температур между операциями, предшествующими гидрообработке, где применяют смешанные катализаторы ZSM-48, или следующими за ней.
Использование смесей ZSM-48 для подгонки активности каталитической системы обеспечивает преимущества перед использованием смеси ZSM-48 с катализатором другого типа, таким как цеолит другого типа. ZSM-48 - селективный катализатор депарафинизации, главной функцией которого является изомеризация длинноцепочечных молекул для создания разветвленной цепи. Это отличает его от многих других типов цеолитных катализаторов, таких как ZSM-5, ZSM-11, USY цеолит и морденит, которые действуют главным образом, расщепляя длинноцепочечные молекулы на более короткие. Поскольку ZSM-48 не благоприятствует реакциям расщепления, ZSM-48 можно использовать в процессе гидрообработки сырья (такого как депарафинзация) для уменьшения или сведения к минимуму потерь сырья, возникающих при конверсии с получением более короткоцепочечных, более легких компонентов. При использовании смесей ZSM-48 для управления свойствами катализатора, чтобы пообобрать желаемую кривую выхода, можно избежать использования катализаторов, которые будут увеличивать количество нежелательных побочных реакций (таких как расщепление).
В одном из воплощений изобретения описанные выше кристаллы ZSM-48, имеющие отношение SiO2:Al2O3 менее 110, могут быть объединены с кристаллами ZSM-48 различных других типов. Например, кристаллы ZSM-48, описанные выше, которые имеют отношением SiO2:Al2O3 менее 110, могут быть смешаны с кристаллами ZSM-48 с отношением SiO2:Al2O3 более 110, такими как кристаллы ZSM-48 с отношением SiO2:Al2O3 более 150 или более 200. Альтернативно, описанные выше кристаллы ZSM-48 с отношением SiO2:Al2O3 110 или менее могут быть смешаны с ZSM-48 кристаллами, содержащими затравочные кристаллы, отличающиеся ZSM-48. В еще одном воплощении изобретения кристаллы ZSM-48 с отношением SiO2:Al2O3 110 или менее, могут быть смешаны с ZSM-48 кристаллами, часть которых представлена в форме менее желательной морфологии. Кристаллы ZSM-48, часть которых представлена в форме менее желательной морфологии, могут включать кристаллы ZSM-48, которые находятся по меньшей мере отчасти в волокнистой форме. Альтернативно, кристаллы ZSM-48, имеющие менее желательную морфологию, могут включать ZSM-48 кристаллы, имеющие более высокий процент игольчатой морфологии, чем высокочистые кристаллы ZSM-48, содержащими ,например, по меньшей мере 1%, или по меньшей мере 2%, или по меньшей мере 5%, или по меньшей мере 10% кристаллов игольчатой морфологии. В другом воплощении изобретения высокочистые кристаллы ZSM-48 с отношением SiO2:Al2O3 менее приблизительно 110 могут быть смешаны с кристаллами ZSM-48, содержащим большой процент кеньяита, чем в высокочистых кристаллах ZSM-48, содержащими, например ,по меньшей мере 1%, или по меньшей мере 2%, или по меньшей мере 5%, или по меньшей мере 10%.
В одном из воплощений изобретения кристаллы ZSM-48, имеющие отношение SiO2:Al2O3 110 или менее, могут предпочтительно иметь отношение SiO2:Al2O3, равное 100 или менее, или 90 или менее, или 80 или менее. Альтернативно, отношение SiO2:Al2O3 в высокочистых кристаллах ZSM-48 может составлять 70 или более, или 80 или более.
В различных воплощениях изобретения, кристаллы ZSM-48 различного типа могут быть смешаны вместе любым подходящим способом. Например, описанные выше кристаллы ZSM-48, имеющие отношение SiO2:Al2O3 110 или менее, могут быть смешаны вместе с кристаллами ZSM-48 иного типа перед изготовлением катализатора из этих кристаллов. Альтернативно, из кристаллов ZSM-48 двух и более типов можно изготовить отдельные катализаторы, а затем изготовленные катализаторы можно смешать вместе.
Смеси катализаторов ZSM-48 могут включать кристаллы ZSM-48 двух и более типов. Количество кристаллов ZSM-48 каждого типа в смеси может быть высокочистых кристаллов ZSM-48 с отношением SiO2:Al2O3 110 или менее, может быть по меньшей мере 10%, или по меньшей мере 25%, или по меньшей мере 50%, или по меньшей мере 75%, или по меньшей мере 90%, или по меньшей мере 95% от кристаллов ZSM-48 в смеси. Альтернативно, количество кристаллов высокочистых ZSM-48 с отношением SiO2:Al2O3 110 или менее, может быть 99% или менее, или 95% или менее, или 90% или менее, или 75% или менее, или 50% или менее кристаллов ZSM-48 в смеси.
Еще в одном воплощении изобретения уложенные друг на друга слои ZSM-48 различного типа можно использовать для депарафинизации сырья. Во многих воплощениях изобретения уложенные друг на друга слои ZSM-48 могут обеспечить характеристики, подобные характеристика смесей ZSM-48.
Еще в одном воплощении изобретения уложенные друг на друга слои ZSM-48 могут быть использованы для многостадийной депарафинизации сырья с повышенным содержанием серы и/или азота. Благодаря более высокой активности высокочистые ZSM-48 с отношением SiO2:Al2O3, равным 110 или менее, могут быть использованы в слое первого катализатора для контакта с сырьем. Взаимодействие со слоем первого катализатора из ZSM-48 будет преобразовывать некоторые частицы серы и азота в H2S и NН3, что повысит активность последующих каталитических слоев. В слой второго катализатора можно поместить частицы ZSM-48 другого типа. Благодаря различию активностей ZSM-48 разного типа, оба слоя могут работать при одной и той же температуре.
Это изобретение далее иллюстрируется примерами.
ПРИМЕР 1
Смесь приготовлена из 1200 г воды, 40 г хлорида гексаметония (56% раствор), 228 г Ultrasil РМ (осажденный порошок диоксида кремния от Degussa), 12 г 45% раствора алюмината натрия и 40 г 50% раствора гидроксида натрия. Смесь имела следующий молярный состав:
SiO2/Al2O3=106
H2O/SiO2=20,15
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,023
Смесь подвергалась реакции при температуре 320°F (160°С) в 2 л автоклаве при перемешивании при 250 об/мин в течение 48 часов. Специалисту известно, что такие факторы, как размер автоклава и тип механизма для перемешивания, могут определить другие скорости перемешивания и желаемое время процесса. Полученный продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48. СЭМ анализ материала в синтезированной форме показал, что материал состоит из агломератов кристаллов смешанной морфологии (игольчатые кристаллы и кристаллы нерегулярной формы). Полученные кристаллы ZSM-48 имели молярное отношение SiO2/Al2O3 ~ 100/1. Фиг.1 - это микрофотография этих кристаллов ZSM-48. Этот сравнительный образец при отношении темплат:диоксид кремния 0,023 показывает присутствие некоторого количества игольчатых кристаллов.
ПРИМЕР 2
Смесь приготовлена из воды, хлорида гексаметония (56% раствор), Ultrasil РМ, 45% раствора алюмината натрия и 50% раствора гидроксида натрия. Приготовленная смесь имела следующий молярный состав:
SiO2/Al2O3=106
H2O/SiO2=20,15
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,018
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 48 часов. Полученный продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48. СЭМ анализ материала в синтезированной форме показал, что материал состоит из агломератов мелких кристаллов нерегулярной формы (со средним размером кристалла приблизительно 0,05 мк). Полученные кристаллы ZSM-48 имеют молярное отношение SiO2/Al2O3 ~ 94/1. Фиг.2 - это микрофотография полученных кристаллов ZSM-48. На фиг.2 видно, что игольчатые кристаллы в полученном в соответствии с изобретением ZSM-48 отсутствуют.
ПРИМЕР 3
Смесь приготовлена из воды, хлорида гексаметония (56% раствор), модифицированного Ultrasil, 45% раствора алюмината натрия и 50% раствора гидроксида натрия и 5 мас.% (относительно содержания диоксида кремния) затравочных кристаллов ZSM-48. Смесь имела следующий молярный состав:
SiO2/Al2O3=103
H2O/SiO2=14,8
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,029
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 48 часов. Полученный продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48. СЭМ анализ материала в синтезированной форме показал, что материал состоит из агломератов удлиненных (игольчатых) кристаллов (со средним размером кристалла <1 мк). Полученные кристаллы ZSM-48 имели молярное отношение SiO2/Al2O3 ~ 95/1. Фиг.3 - микрофотография полученных кристаллов ZSM-48. Этот сравнительный пример показывает присутствие игольчатых кристаллов в ZSM-48, синтезированном из реакционной смеси, имеющей отношение темплат:диоксид кремния, равное 0,029.
ПРИМЕР 4
Смесь приготовлена из воды, хлорида гексаметония (56% раствор), модифицированного Ultrasil, 45% раствора алюмината натрия и 50% раствора гидроксида натрия и 5 мас.% (относительно содержания диоксида кремния) затравочных кристаллов ZSM-48. Смесь имела следующий молярный состав:
SiO2/Al2O3=103
H2O/SiO2=14,7
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,019
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 24 часов. Продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48. СЭМ анализ материала в синтезированной форме показал, что материал состоит из агломератов ммелких кристаллов нерегулярной формы (со средним размером кристалла <0,05 мк). Полученные кристаллы ZSM-48 имели молярное отношение SiO2/Al2O3 ~89/1. Фиг.4 - это микрофотография полученных кристаллов ZSM-48. Этот пример кристаллов ZSM-48 по изобретению показывает, что игольчатые кристаллы в материале отсутствуют.
ПРИМЕР 5
Смесь приготовлена из воды, хлорида гексаметония (56% раствор), модифицированного Ultrasil, 45% раствора алюмината натрия и 50% раствора гидроксида натрия и 3,5 мас.% (относительно содержания диоксида кремния) затравочных кристаллов ZSM-48. Смесь имела следующий молярный состав:
SiO2/Al2O3=103
H2O/SiO2=14,6
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,015
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 48 часов. Продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала смесь из ZSM-48 и следов примеси кеньяита.
ПРИМЕР 6
Смесь приготовлена из воды, хлорида гексаметония (56% раствор), модифицированного Ultrasil, 45% раствора алюмината натрия и 50% раствора гидроксида натрия и 3,5 мас.% (относительно содержания диоксида кремния) затравочных кристаллов ZSM-48. Смесь имела следующий молярный состав:
SiO2/Al2O3=102,4
H2O/SiO2=14,8
OH-/SiO2=0,20
Na+/SiO2=0,20
темплат/SiO2=0,019
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 48 часов. Продукт отфильтровали, промыли деионизированной (ДИ) водой и высушили при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме синтезированного из реакционной смеси с отношением основание:диоксид кремния, равным 0,20, показала смесь из ZSM-48 и примеси кеньяита.
ПРИМЕР 7
Смесь приготовлена из воды, хлорида гексаметония (56% раствор), Ultrasil РМ, 45% раствора алюмината натрия и 50% раствора гидроксида натрия и 3,5 мас.% (относительно содержания диоксида кремния) затравочных кристаллов ZSM-48. Смесь имела следующий молярный состав:
SiO2/Al2O3=102,4
H2O/SiO2=14,8
OH-/SiO2=0,15
Na+/SiO2=0,15
темплат/SiO2=0,019
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 48 часов. Продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48.
ПРИМЕР 8
Смесь приготовлена из воды, хлорида гексаметония (56% раствор), Ultrasil РМ, 45% раствора алюмината натрия и 50% раствора гидроксида натрия. Приготовленная смесь имела следующий молярный состав:
SiO2/Al2O3=90
H2O/SiO2=20,1
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,025
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 48 часов. Продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48 и следы примеси ZSM-50. В продукте присутствуют кристаллы игольчатой морфологии.
ПРИМЕР 9
65 частей (основа: прокалка 586°С) кристаллов ZSM-48 высокой активности (Пример №4) смешивали с 35 частями псевдобемитного оксида алюминия (основа: прокалка при 586°С) в бегунах типа Simpson. Было добавлено количество воды, достаточное для того, чтобы изготовить пасту, которую можно экструдировать на экструдере 2'' (2 дюйма=5,08 см) Bonnot. Смесь ZSM-48, псевдобемитного оксида алюминия и воды, составляющая пасту, была экструдирована и высушена в печи с горячим обертыванием (hotpack) при 121°С в течение ночи. Высушенный продукт прокалили в азоте при 538°С для разложения и удаления органического темплата. Прокаленный в азоте продукт экструзии увлажняли в насыщенном влагой воздухе и осуществляли ионный обмен путем обработки 1 N нитрата аммония для удаления натрия (анализ: <500 частей на миллион Na). После обработки нитратом аммония экструдат промывали деионизированной водой для удаления оставшихся ионов нитрата перед сушкой. Экструдат после аммонийного обмена сушили при температуре 121°С в течение ночи и прокаливали на воздухе при 538°С. После прокалки на воздухе экструдат подвергали действию пара в течение 3 ч при температуре 900°F (482°С). Обработанный паром экструдат насыщали нитратом тетраминплатины (0,6 мас.% Pt), используя начальное смачивание. После насыщения экструдат сушили в течение ночи при 250°F (120°C) и прокаливали на воздухе при 360°С для преобразования нитратной соли тетрамина в оксид платины.
ПРИМЕР 10
Катализатор депарафинизации из Примера 9 испытывали в тесте гидроизомеризации н-С10. Температуру катализатора изменяли от 162 до 257°С в токе Н2 (100 стандартных см3) при давлении 0,1 МПа (1 атм.) для регулирования степени конверсии н-С10 от 0 до 95%+. Высокоактивный катализатор, содержащий ZSM-48, показал прекрасный выход изо-н-С10 при минимальном крекинге в зависимости от степени конверсии н-С10 и температуры реакции. На Фиг.5 показана зависимость выхода изо-н-С10 от степени конверсии н-С10 для катализатора по воплощению изобретения и для катализатора с отношением диоксид кремния:оксид алюминия, равным приблизительно 200.
ПРИМЕР 11
Этот пример относится к приготовлению HA-ZSM-48 с затравкой из регулярных кристаллов ZSM-48. Смесь приготавливали из воды, хлорида гексометония (56% раствор), Ultrasil PM, 45% раствора алюмината натрия и 50% раствора гидроксида натрия. Затем в смесь добавляли приблизительно 5 мас.% (относительно содержания диоксида кремния) затравочных кристаллов ZSM-48. Смесь имела следующие молярные отношения:
SiO2/Al2O3=103
H2O/SiO2=14,7
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,019
Смесь подвергалась реакции при температуре 320°F (160°С) в автоклаве при перемешивании при 250 об/мин в течение 24 часов. Продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48. Кристаллы в синтезированной форме путем двукратного ионного обмена с раствором нитрата аммония при комнатной температуре были преобразованы в водородную форму, затем высушены при 250°F (120°С) и прокалены при 1000°F (540°С) в течение 6 ч. Полученные кристаллы ZSM-48 имели молярное отношение SiO2/Al2O3 ~ 88,5/1.
ПРИМЕР 12
Этот пример показывает приготовление ZSM-48 с затравливанием, путем использования 5 мас.% бета-кристаллов (относительно содержания диоксида кремния). Разнородное затравливание с использованием бета-кристаллов описано в патенте США №6923949. Смесь приготавливали из 1000 г воды, 25 г хлорида гексаметония (56% раствор), 190 г Ultrasil PM (порошок осажденного диоксида кремния от Degussa), 10 г раствора алюмината натрия (45%) и 33,3 г 50% раствора гидроксида натрия. Затем в смесь добавляли 10 г бета-кристаллов (SiO2/Аl2О3 ~ 35,5/1) в качестве затравки. Смесь имела следующие молярные отношения:
SiO2/Al2O3=106
H2O/SiO2=20
OH-/SiO2=0,17
Na+/SiO2=0,17
темплат/SiO2=0,018
Смесь подвергали реакции при температуре 320°F (160°С) в автоклаве объемом 2 л при перемешивании при 250 об/мин в течение 48 часов. Продукт был отфильтрован, промыт деионизированной (ДИ) водой и высушен при температуре 250°F (120°С). Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48. Ясно, что на рентгенограмме синтезированного продукта не обнаружена бета-фаза. Синтезированные кристаллы преобразовывали в водородную форму путем двукратного ионного обмена с раствором нитрата аммония при комнатной температуре, затем сушили при 250°F (120°С) и прокаливали при 1000°F (540°С) в течение 6 ч. Полученные кристаллы ZSM-48 имели молярное отношение SiO2/Al2O3 ~ 87,2/1.
ПРИМЕР 13
Этот пример показывает приготовление ZSM-48 с 10 мас.% затравочных бета-кристаллов (относительно содержания диоксида кремния). Использовали реактивы, количества реактивов и процедуры, описанные в Примере 2, но в качестве направляющего агента использовали двойное количество бета-кристаллов. Рентгенограмма материала в синтезированной форме показала типичную картину чистой фазы ZSM-48. Ясно, что на рентгенограмме синтезированного продукта не обнаружена бета-фаза. Синтезированные кристаллы преобразовывали в водородную форму путем двукратного ионного обмена с раствором нитрата аммония при комнатной температуре, затем сушили при 250 F (120°С) и прокаливали при 1000 F (540°С) в течение 6 ч. Полученные кристаллы ZSM-48 имели молярное отношение SiO2/Al2O3 ~ 80/1.
ПРИМЕР 14
Продукты, полученные в Примерах 11-13, испытывали, используя тест на адсорбцию гексана. Тест на адсорбцию гексана определяет объем пор в любом из испытываемых катализаторов. Прокаленные катализаторы, полученные способами, описанными выше, нагревали в термогравиметрическом анализаторе (ТГА) в атмосфере азота при температуре 500°С в течение 30 мин. Высушенный катализатор затем охлаждали до 90°С и подвергали обработке н-гексаном при парциальном давлении 10 кПа (75 тор). Изменение массы измеряли в ТГА с помощью микровесов. Для каждого кристалла определяли также значение Альфа. Значение Альфа для катализатора представляет собой стандартизованную меру активности катализатора относительно активности сравнительного катализатора. Результаты анализа представлены в табл.1.
На основании данных табл.1 видно, что добавленные бета-кристаллы не растворялись при кристаллизации, а оставались в синтезированном продукте. Это заключение подтверждено возрастающими величинами адсорбции н-гексана в Примерах 12 и 13. Заключение также подтвердается увеличением значения Альфа для катализаторов при возрастании в кристаллах процентного содержания бета-формы. Возрастание величины адсорбции н-гексана и значения Альфа у катализатора показывает, что кристаллы ZSM-48 с затравливанием разнородной затравкой имеют иную реакционную способность, чем кристаллы ZSM-48 с с однородным затравливанием.
Заметим, что значение Альфа является приблизительным показателем активности в каталитическом крекинге исследуемого катализатора по сравнению со стандартным катализатором и дает константу относительной скорости (степень конверсии нормального гексана на объем катализатора за единицу времени). Эта оценка основана на активности высокоактивного катализатора крекинга из алюмосиликата, принимаемой как Альфа, равное 1 (Константа скорости=0,016 с-1). Альфа-тест является общепринятым и описан, например, в патенте США №3354078; в Journal of Catalysis, v. 4, p.527 (1965); v.6, p.278 (1966) и v.61, p.395(1980).
ПРИМЕР 15
В этом примере сравнивают активность ZSM-48, полученного в соответствии с изобретением, с активностью ZSM-48 с более высоким отношением диоксид кремния: оксид алюминия. 600N сырой парафин депарафинизировали при 6996 кПа (1000 фунт/кв. дюйм избыт.), часовой объемной скорости жидкости 1 л/ч, и долей обрабатывающего газа 445 м3/м3(2500 стандартных кубических футов/баррель). На Фиг.6 показана зависимость температуры в реакторе от температуры, требуемой для соответствия температуры текучести 370°С+. На Фиг.6 различие между верхней линией (представляющей ZSM-48 с более высоким отношением диоксид кремния: оксид алюминия) и нижней линией (ZSM-48 по настоящему изобретению) дает представление о преимуществе в активности.
Реферат
Изобретение относится к процессам гидрообработки. Описан способ депарафинизации углеводородного сырья, включающий взаимодействие сырья со смесью катализаторов ZSM-48 при условиях каталитической депарафинизации для производства депарафинизированного сырья, где смесь катализаторов ZSM-48 включает: а) кристаллы ZSM-48 первого типа, имеющие молярное отношение диоксид кремния:оксид алюминия от 70 до 110 и не содержащие отличные от ZSM-48 затравочные кристаллы, и б) кристаллы ZSM-48 второго типа, причем кристаллы ZSM-48 второго типа отличаются от кристаллов ZSM-48 первого типа одним или более свойств, выбранных из присутствия отличных от ZSM-48 затравочных кристаллов, морфологии кристаллов, более высокого процента кеньяита, и более высокого молярного соотношения SiO2:Al2O3. Технический результат - повышение эффективности депарафинизации углеводородного сырья за счет использования катализатора, обладающего повышенной активностью. 15 з.п. ф-лы, 1 табл., 6 ил.
Формула
а) кристаллы ZSM-48 первого типа, имеющие молярное отношение диоксид кремния : оксид алюминия от 70 до 110 и не содержащие отличные от ZSM-48 затравочные кристаллы, и
б) кристаллы ZSM-48 второго типа, причем кристаллы ZSM-48 второго типа отличаются от кристаллов ZSM-48 первого типа одним или более свойств, выбранных из присутствия отличных от ZSM-48 затравочных кристаллов, морфологии кристаллов, более высокого процента кеньяита, и более высокого молярного соотношения SiO2:Al2O3.
Комментарии