Фильтрационный модуль - RU2644463C1
Код документа: RU2644463C1
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение относится к области микрофильтрационных установок, которые могут использоваться, например, для обработки сточных вод.
Уровень техники
Для очистки сточных вод можно использовать несколько способов в зависимости от типов сточных вод и от примесей. Одна из таких технологий представляет собой мембранную обработку, которая может использоваться для удаления растворенных частиц, органических соединений, человеческих патогенов и тому подобное.
Мембранная фильтрация представляет собой способ физического разделения, и движущая сила представляет собой разность давлений на мембране. При использовании различных типов мембран можно разделять молекулы различных размеров. Мембранная фильтрация может использоваться для микрофильтрации (MF), ультрафильтрации (UF), нанофильтрации (NF) и обратного осмоса (RO).
Мембранные технологии используются в так называемых мембранных биореакторах (MBR), в которых мембраны погружены, например, в емкость (биореактор), содержащую сточные воды, которые должны обрабатываться. Одна из проблем в MBR-технологии представляет собой забивание мембран. Забивание является результатом взаимодействия между мембраной и компонентами сточных вод, такими как мертвые микроорганизмы и растворимые и/или коллоидные соединения. По этой причине некоторые MBR работают при условиях поперечного потока, при которых имеется поток фильтрата вдоль мембраны для устранения отложения твердых продуктов на поверхности мембраны. Это повышает рабочие характеристики мембраны и повышает производительность установки.
Мембранный биореактор часто содержит несколько мембран, чтобы иметь настолько большую поверхность мембраны, насколько это возможно. Мембраны обычно присоединенык некоторому виду подложки, и вода, проходящая через мембрану (пермеат), выводится через MBR.
Патент США № 7678273 описывает узел фильтра, содержащий несколько мембранных пластин, которые сварены вместе в небольшой зоне сварки, в основном, для предотвращения утечки концентрата в пермеат в узле.
Заявка на патент США № US 2010/0096317 описывает мембранный элемент в виде плоского листа для осуществления разделения твердые продукты - жидкость посредством погружения в жидкость. Собранный пермеат в пластинах подложек для фильтрационных мембран направляется в направлении, параллельном направлению жидкости, которая должна фильтроваться.
Патент США № 5482625 описывает фильтрационный мембранный модуль, содержащий несколько пластин подложек для мембран. Сама пластина подложки для мембраны изготавливается с помощью некоторого вида системы с фиксаторами для формирования каналов для пермеата внутри пластины.
Однако в данной области существует необходимость в улучшенных и упрощенных способах изготовления мембранных узлов для мембранного биореактора.
Сущность изобретения
Главной задачей изобретения является создание средств, которые по меньшей мере облегчают некоторые из рассмотренных выше проблем.
Другой задачей изобретения является создание фильтрационного модуля, который изготавливается с помощью простых технологий изготовления. В качестве первого аспекта изобретения предлагается фильтрационный модуль, содержащий пакет по меньшей мере из двух разделителей, где по меньшей мере один разделитель в пакете содержит первую и вторую наружную пластину и по меньшей мере один внутренний канал для пермеата, расположенный между первой и второй наружными пластинами таким образом, что наружные пластины формируют две стенки, которые образуют по меньшей мере один внутренний канал для пермеата, и где, кроме того, указанный по меньшей мере один внутренний канал для пермеата проходит между двумя противоположными сторонами иными, чем первая и вторая наружные пластины разделителя;
где первая и вторая наружные пластины по меньшей мере одного разделителя являются пористыми или перфорированными и фильтрационная мембрана присоединена к указанным первой и второй наружным пластинам по меньшей мере одного разделителя, так что жидкость, перенесенная через мембрану, в дальнейшем переносится через поры или перфорации в указанный по меньшей мере один внутренний канал для пермеата;
и где, кроме того, разделители пакета разделены отдельными продолговатыми дистанцирующими элементами, которые присоединены к наружным пластинам вдоль краев противоположных сторон, между которыми проходят внутренние каналы для пермеата, тем самым формируя каналы для фильтрата между соседними разделителями в пакете, и где каналы для фильтрата проходят в направлении ином, чем направление каналов для пермеата.
Фильтрационный модуль может использоваться в мембранном биореакторе.
Кроме того, фильтрационный модуль может использоваться в применении ином, чем мембранный биореактор, например, в применениях, связанных с вином и пивом.
Фильтрационный модуль может содержать пакет по меньшей мере из двух, например по меньшей мере из трех, например по меньшей мере из десяти, например по меньшей мере из пятнадцати разделителей. Однако модуль может содержать по меньшей мере двадцать, например по меньшей мере пятьдесят, например по меньшей мере восемьдесят, например по меньшей мере сто разделителей в пакете.
Два конечных мембранных фильтрующих элемента в пакете могут быть сходными с другими разделителями в пакете. Однако конечные разделители могут не иметь перфораций или могут быть проложены твердыми пластинами.
Разделители могут иметь квадратную или прямоугольную форму. Первая и вторая наружные пластины представляют собой наружные стороны разделителя, имеющие самую большую площадь из сторон разделителя, и первая и вторая наружные пластины являются противоположными друг другу. Между наружными пластинами располагаются внутренние каналы для пермеата. Таким образом, каналы заключаются между наружными пластинами, и наружные пластины формируют стенки, определяющие каналы для пермеата. Внутренние каналы для пермеата могут представлять собой сквозные каналы для пермеата, которые проходят от первой до второй противоположных сторон. Таким образом, каналы для пермеата могут иметь доступ снаружи разделителя, то есть противоположные стороны разделителя, между которыми проходят сквозные каналы для пермеата, представляют собой открытые стороны, это означает, что “входы” в каналы для пермеата или края каналов для пермеата находятся на противоположных сторонах.
“Две противоположные стороны” разделителя, между которыми проходят каналы для пермеата, формируют, таким образом, стороны разделителя иные, чем наружные пластины. “Две противоположные стороны” могут быть по существу перпендикулярными первой и второй наружным пластинам.
Разделитель может содержать по меньшей мере 5, например по меньшей мере 10, например по меньшей мере 15, например по меньшей мере 20, например по меньшей мере 25, например по меньшей мере 30 внутренних каналов для пермеата. Однако разделитель может содержать по меньшей мере 50, например по меньшей мере 80, например по меньшей мере 100, например по меньшей мере 150, например по меньшей мере 200, например по меньшей мере 250, внутренних каналов для пермеата.
Все внутренние каналы для пермеата могут простираться в одном и том же направлении и могут быть параллельными. Внутренние каналы для пермеата, кроме того, могут быть параллельными одной из сторон наружной пластины разделителя. Таким образом, каналы для пермеата могут простираться в направлении (P), которое находится в плоскости, сформированной первой или второй наружной пластиной. Каналы могут формироваться посредством размещения волнистых листов, гофрированных листов, литых листов, формованных листов, экструдированных листов, листов, имеющих проходы, листов, имеющих острые или плоские бугорки или вспомогательные элементы одинаковой высоты, между первой и второй наружными пластинами разделителя.
По меньшей мере одна наружная пластина по меньшей мере одного разделителя является, кроме того, пористой или является перфорированной. Форма пор или перфораций, их плотность или количество может регулироваться в зависимости от диапазона давлений, вязкости или температуры текучих сред. Перфорации могут представлять собой отверстия, щели, прорезы или их сочетания. Перфорации могут, например, иметь форму воронок.
Таким образом, перфорации или поры сами по себе могут функционировать в качестве фильтра или мембраны в зависимости от размера перфораций или пор и от текучей среды, которая должна фильтроваться.
Текучие среды, которые прошли через пластины в каналы для пермеата, определяются как пермеат.
Кроме того, фильтрационная мембрана присоединяется к первой и/или второй наружной пластине по меньшей мере одного разделителя таким образом, что жидкость, перенесенная через мембрану, в дальнейшем переносится через поры или перфорации по меньшей мере в один внутренний канал для пермеата.
Таким образом, разделители фильтрационного модуля функционируют в качестве подложки для фильтрационных мембран и текучие среды, которые способны проходить через мембрану, в дальнейшем проходят во внутренние каналы для пермеата через поры или перфорации разделителя.
Фильтрационные мембраны могут присоединяться как к первой, так и ко второй наружной пластине разделителя. Мембрана присоединяется к наружной поверхности пластины разделителя, то есть к наружной поверхности пластины, которая не направлена в сторону канала для пермеата.
Например, фильтрационные мембраны могут быть присоединены как к первой, так и ко второй наружной пластине разделителя в пакете, формирующем фильтрационный модуль, за исключением разделителей, формирующих конечные пластины пакета. На конечных пластинах фильтрационные мембраны могут быть присоединены только к наружной пластине, которая направлена в сторону остальных разделителей в пакете. Однако конечные разделители могут не иметь мембран.
Кроме того, пластины пакета, формирующие фильтрационный модуль, разделены отдельными и продолговатыми дистанцирующими элементами. Дистанцирующие элементы могут иметь форму полосок или брусков или любую сходную форму. Дистанцирующие элементы располагаются таким образом, что они находятся в контакте с наружной пластиной разделителя и с наружной пластиной соседнего разделителя. Дистанцирующие элементы присоединены вдоль края между наружной пластиной и одной из двух противоположных сторон, между которыми проходят сквозные каналы для пермеата. “Вдоль края”, как предполагается, означает как на реальном краю, так и вблизи этого края. Таким образом, может быть оставлено малое расстояние между дистанцирующим элементом и краем.
Дистанцирующие элементы могут располагаться таким образом, что расстояние между соседними разделителями в пакете меньше чем 20 мм, например меньше чем 10 мм, например оно составляет примерно 5-8 мм.
Дистанцирующие элементы могут представлять собой твердые куски из того же материала, что и мембранные фильтрующие элементы. Дистанцирующие элементы могут, например, содержать гранулированный материал или состоять из него.
Дистанцирующие элементы, присоединенные к наружным пластинам, могут представлять собой дистанцирующие элементы, которые приклеиваются или привариваются к наружным пластинам.
В качестве примера дистанцирующие элементы могут присоединяться к наружным пластинам по существу вдоль всех краев к противоположным сторонам, между которыми проходят внутренние каналы для пермеата. Таким образом, например, приваренная или приклеенная полоска между дистанцирующим элементом и мембранным фильтрующим элементом может простираться по всей стороне разделителя. Это обеспечивает устойчивую и прочную структуру фильтрационного модуля. Таким образом, два соседних мембранных фильтрующих элемента могут отделяться друг от друга с помощью двух дистанцирующих элементов, например с помощью двух дистанцирующих элементов в форме полосок. Дистанцирующие элементы могут быть продолговатыми и располагаться таким образом, что они являются по существу параллельными краю между наружной пластиной и одной из двух противоположных сторон, между которыми проходят сквозные каналы для пермеата.
Дистанцирующие элементы могут состоять из такого же материала, как и мембранные фильтрующие элементы, или они могут состоять из другого материала. Дистанцирующие элементы могут, например, состоять из гранулированного материала.
В сформированном фильтрационном модуле разделители располагаются таким образом, что первая наружная пластина разделителя направлена в сторону второй наружной пластины соседнего разделителя.
Благодаря дистанцирующим элементам между разделителями формируются каналы для фильтрата между разделителями. Таким образом, фильтрационный модуль содержит первую систему каналов внутри отдельных разделителей, то есть внутренние каналы для пермеата, и вторую систему каналов между разделителями в пакете, то есть каналы для фильтрата. Это означает, что текучая среда, которая должна обрабатываться, то есть фильтрат, может, таким образом, протекать через каналы для фильтрата, и частицы, имеющие возможность для прохождения через наружные пластины разделителей, могут протекать в каналы для пермеата внутри разделителей. Таким образом “две противоположные стороны” могут функционировать в качестве сторон сбора пермеата, с которых можно собирать пермеат, протекающий в каналах для пермеата.
В дальнейшем каналы для фильтрата проходят в направлении (D) ином, чем направлении (P) каналов для пермеата. Таким образом, поток в каналах для фильтрата может осуществляться в первом направлении, а поток в каналах для пермеата может осуществляться во втором направлении ином, чем первое направление. В качестве примера каналы для фильтрата могут простираться в направлении, которое является по существу перпендикулярным направлению каналов для пермеата. Первый аспект изобретения основывается на том представлении, что фильтрационный модуль, то есть пакет разделителей, может формироваться посредством присоединения отдельных дистанцирующих элементов вдоль края между наружной пластиной и сторонами, между которыми проходят внутренние каналы для пермеата. Это упрощает изготовление мембранной системы, делая этот способ гораздо более быстрым и более эффективным экономически, чем предыдущие технологии изготовления пакетов мембранных пластин, используемых для мембранных биореакторов. Фильтрационный модуль может также изготавливаться с большими размерами, например, имея сторону, которая имеет длину по меньшей мере больше 1 м, например, примерно 3 м. Кроме того, система в соответствии с первым аспектом изобретения обеспечивает очень низкий перепад давления пермеата в системе.
Отдельные продолговатые дистанцирующие элементы являются преимущественными в том, что они упрощают формирование очень больших фильтрационных модулей, то есть фильтрационный модуль легко масштабировать. Кроме того, отдельные продолговатые дистанцирующие элементы могут быть простыми в изготовлении, например, посредством экструзии, если дистанцирующие элементы состоят из материала пластика.
Кроме того, является преимущественным иметь каналы для пермеата, простирающиеся в направлении ином, чем каналы для фильтрата. Это связано с тем, что при использовании некоторый вид устройства для сбора пермеата присоединяется к выходам каналов для пермеата для сбора пермеата, и каналы фильтра, простирающиеся в направлении ином, чем каналы для пермеата, упрощают, таким образом, свободное протекание жидкости, которая должна фильтроваться, через фильтрационный модуль. В качестве примера, если каналы для фильтрата проходят в направлении, которое является по существу перпендикулярным направлению каналов для пермеата, это, таким образом, обеспечивает каналы свободного протекания фильтрата и превосходное сквозное протекание жидкости фильтрата через фильтрационное устройство.
Кроме того, фильтрационный модуль обеспечивает однородную рециркуляцию жидкости для безразборной очистки (CIP) на стороне пермеата, тем самым обеспечивая однородную очистку мембраны.
Благодаря низкому перепаду давления в фильтрационном модуле возможно использование мембран для нанофильтрации в качестве фильтрационных мембраны, например, для обработки воды с их помощью, для удаления двухвалентных ионов, подобных кальцию, магнию, и тому подобное, или низкомолекулярных органических молекул, подобных пестицидам.
Низкий перепад давления в фильтрационном модуле дополнительно упрощает применения, в которых в качестве движущей силы потока через мембраны и через внутренние каналы для пермеата используется только гидростатическое давление.
Кроме того, разделители обеспечивают превосходную подложку для мембран и внутренние каналы для пермеата делают возможным свободное протекание или поток без образования препятствий для текучих сред, генерирующих противодавление.
Фильтрационный модуль может также использоваться для стерильной фильтрации, осветления или концентрирования молекул с большой молекулярной массой. Кроме того, фильтрационный модуль может использоваться для обработки вина, пива, для концентрирования фруктового сока, для стерильного фильтрования молока. Размер и количество разделителей может адаптироваться для применения, и они могут объединяться в различных конфигурациях, таких как мембранный биореактор (MBR), где перепад давления на стороне пермеата должен поддерживаться низким для предотвращения образования противодавления, особенно, когда используют высокие скорости потока пермеата.
Фильтрационный модуль может использоваться в различных типах конструкций, включая все диапазоны давлений, включая микрофильтрацию, ультрафильтрацию, нанофильтрацию или обратный осмос.
В вариантах осуществления первого аспекта изобретения по меньшей мере один разделитель представляет собой экструдированный разделитель. Например, все разделители в пакете могут представлять собой экструдированные мембранные фильтрующие элементы.
Таким образом, как первая, так и вторая наружная пластины, а также стенки, формирующие внутренние каналы для пермеата, могут представлять собой экструдированный разделитель. Разделитель может, таким образом, представлять собой единый элемент. Таким образом, внутренние каналы для пермеата могут формироваться посредством экструзии стенок канала и разделителя из одинакового материала. Таким образом, сформированные внутренние каналы для пермеата окружены экструдированными стенками, из которых две стенки поддерживают мембрану.
Это является преимущественным тем, что обеспечивает эффективную подкладку для фильтрационных мембран и предотвращает их разрушение или повреждение, возникающее в результате избыточного давления. Например, может предотвращаться изгибание стенок канала для пермеата внутрь в случае увеличения давления или повреждения мембраны, если мембрана присоединена свободно в пространстве. Вкратце, экструдированная пластина подложки дает возможность для использования фильтрационного устройства при более высоких уровнях давления, чем для сравнимых устройств, которые состоят только из вставки, непосредственно соединенной с фильтрационной мембраной.
Все разделители фильтрационного модуля могут состоять из одинакового материала.
В вариантах осуществления первого аспекта изобретения по меньшей мере один разделитель состоит из материала пластика.
Разделитель может состоять, например, из термопластичного материала, такого как полипропилен (PP), полиэтилен (PE), полиэтилентерефталат (PET), поли(винилхлорид) (PVC), полисульфон (PSU), полиэфирэфиркетон (PEEK) или любое их сочетание.
Таким образом, первая и вторая наружная пластины разделителя, а также стенки, формирующие внутренние каналы для пермеата, могут содержать термопластичный материал или состоять из него. Например, разделитель может представлять собой экструдированный разделитель и состоять из термопластичного материала в соответствии с тем, что изложено выше.
В качестве примера фильтрационная мембрана присоединяется к мембранному фильтрующему элементу посредством сварки. Фильтрационная мембрана может, например, быть термически приварена на первую и/или вторую наружную пластину разделителя. Однако могут использоваться и другие типы сварки, такие как ультразвуковая сварка, лазерная сварка или ИК-сварка.
Мембрана может приклеиваться к мембранному фильтрующему элементу или механически зацепляться на мембранном фильтрующем элементе.
В вариантах осуществления первого аспекта изобретения по меньшей мере одна фильтрационная мембрана содержит поливинилиденфторид (PVDF), полистирол (PS) или поли(эфирсульфон) (PES), полипропилен (PP), полиэтилентерефталат (PET) или любое их сочетание.
Кроме того, фильтрационная мембрана может иметь пористость в пределах между 0,01 и 2 мкм.
Фильтрационные мембраны могут представлять собой мембраны, используемые для микрофильтрации, ультрафильтрации, нанофильтрации или обратного осмоса. Микрофильтрация представляет собой самый грубый из классов мембранной фильтрации. Мембраны для ультрафильтрации классифицируются по порогам отсечки по молекулярной массе, которая определяется как молекулярная масса самых маленьких молекул, 90% которых удерживаются мембраной. Диапазон ультрафильтрации находится в пределах порога отсечки по молекулярной массе от 1000 до 500000. Мембраны для нанофильтрации удерживают молекулы растворенного вещества, имеющие молекулярную массу, находящуюся в пределах от 100 до 1000. Обратный осмос включает использование самых плотных мембран, которые способны разделять еще меньшие молекулы растворенных веществ, по сравнению с нанофильтрацией.
В качестве примера пластины разделителя, к которым присоединяется мембрана, могут быть перфорированными и перфорации могут иметь форму воронки.
Таким образом, перфорации могут иметь форму воронки или иметь форму усеченного конуса, и таким образом, перфорации могут иметь большой диаметр на стороне фильтрата и меньший диаметр на стороне пермеата, то есть перфорации могут размещаться таким образом, что больший диаметр направлен в сторону мембраны, а меньший диаметр направлен в сторону внутреннего канала для пермеата. Это может быть преимущественным в случае, когда появляется повреждение мембраны, поскольку осадок или другие частицы могут блокироваться перфорациями в форме воронки без попадания во внутренние каналы для пермеата.
В вариантах осуществления первого аспекта изобретения дистанцирующие элементы присоединяются к разделителям посредством сварки. Сварка может включать совместное плавление разделителей и дистанцирующих элементов.
Сварка может, например, представлять собой термическую сварку, ультразвуковую сварку, лазерную сварку или ИК-сварку. В качестве примера разделителии дистанцирующие элементы могут свариваться друг с другом таким образом, что входы во внутренние каналы для пермеата на противоположных сторонах разделителя остаются открытыми.
Это упрощает сбор текучей среды пермеата, которая проходит через мембрану и протекает в каналы для пермеата.
В вариантах осуществления первого аспекта изобретения дистанцирующие элементы находятся в форме порошка перед сваркой. Таким образом, это означает, что порошок или гранулированный материал может наноситься на наружные пластины перед сваркой.
Отдельный дистанцирующий элемент может также находиться в форме твердого продолговатого стержня. Это означает, что отдельный дистанцирующий элемент может представлять собой твердый брусок, такой как экструдированный брусок.
В качестве другого примера отдельный дистанцирующий элемент может представлять собой толстую сварочную проволоку. Такая сварочная проволока может наноситься на разделитель с использованием, например, стандартного инструмента для сварки пластика.
В качестве примера дистанцирующие элементы могут состоять из полимерного материала. В качестве примера, дистанцирующие элементы могут содержать полипропилен (PP) с низкой температурой плавления или состоять из него. Это может упрощать приваривание дистанцирующего элемента к наружным пластинам.
Кроме того, по меньшей мере один разделитель может состоять из полимерного материала, и полимерный материал разделителя и полимерный материал дистанцирующего элемента могут иметь по существу одинаковую температуру плавления.
В качестве примера по меньшей мере один разделитель и дистанцирующие элементы содержат полипропилен (PP). По меньшей мере один разделитель и дистанцирующие элементы могут, таким образом, состоять из полипропилена (PP).
В качестве примера дистанцирующие элементы могут иметь цвет, который поглощает больше тепловой энергии по сравнению с цветом по меньшей мере одного разделителя.
В качестве примера дистанцирующие элементы могут иметь темный цвет, например черный, и материал разделителя может иметь светлый цвет, например белый или прозрачный. Это облегчает то, что разделитель плавится до меньшей степени по сравнению с дистанцирующими элементами, и это может облегчить достижение того, что каналы для пермеата не деформируются во время сварки. Кроме того, краситель, пигмент или краска может добавляться в выбранные области материала, которые должны свариваться с тем, чтобы лучше увеличить поглощение тепла, например, при инфракрасном нагреве в этих выбранных областях.
В качестве другого примера по меньшей мере один разделитель состоит из полимерного материала, и полимерный материал дистанцирующих элементов имеет температуру плавления, которая ниже, чем температура плавления полимерного материала разделителя. Таким образом, это может также облегчить достижение того, что разделитель плавится до меньшей степени по сравнению с дистанцирующими элементами, и это может облегчить достижение того, что каналы для пермеата не деформируются во время сварки. В качестве примера по меньшей мере один разделитель содержит полипропилен (PP) или состоит из него, и дистанцирующие элементы могут содержать полипропилен (PP) с полиимидом (PI) в качестве агента для понижения температуры плавления.
Кроме того, сварной шов между мембранным фильтрующим элементом и дистанцирующим элементом может формироваться посредством плавления дистанцирующего элемента и разделителя таким образом, что края первой и второй наружных пластин разделителей на входах во внутренние каналы для пермеата изгибаются наружу и в сторону от входа, и по направлению к дистанцирующим элементам.
Таким образом, дистанцирующие элементы и разделитель могут подвергаться воздействию такого нагрева, что края первой и второй наружных пластин на входе в каналы для пермеата приводятся в расплавленное состояние и при этом подвергаются изгибу наружу из-за напряжений в материале.
Это означает, что для каждого внутреннего канала для пермеата две из стенок изогнуты наружу на обоих краях канала.
В вариантах осуществления первого аспекта изобретения по меньшей мере некоторые из сформированных сварных швов между дистанцирующим элементом и мембранным фильтрующим элементом перекрывают мембрану.
Таким образом, сварные швы между дистанцирующими элементами и разделителями могут дополнительно помочь при удерживании фильтрационной мембраны в правильном положении.
Например, края первой и второй наружных пластин разделителя могут изгибаться наружу до такой степени, что они вступают в контакт с краями первой и/или второй наружной пластины соседних разделителей и становятся слитыми с ними.
Таким образом, каждый внутренний канал для пермеата может содержать две противоположных стенки, и одна из стенок находится в контакте со стенкой канала для пермеата, расположенного в соседнем мембранном фильтрующем элементе, а противоположная стенка находится в контакте со стенкой канала для пермеата, расположенного в другом соседнем мембранном фильтрующем элементе.
Такие соединения могут как быть плотными, так и иметь хорошую прочность.
В вариантах осуществления первого аспекта изобретения дистанцирующие элементы присоединяются к разделителям посредством адгезива. В качестве примера адгезив может представлять собой термоплавкий адгезив.
Термоплавкий адгезив относится к термопластичому адгезиву, который обычно размещается для плавления в клеевом пистолете. Таким образом, термоплавкий адгезив может содержать полимеры, такие как сополимеры этилен-винилацетат, полиолефины, полиамиды, сложные полиэфиры и/или полиуретаны.
Когда дистанцирующие элементы присоединяются посредством адгезива, перед присоединением дистанцирующих элементов с помощью адгезива дистанцирующие элементы могут иметь форму порошка, и дистанцирующие элементы могут также иметь форму твердого продолговатого стержня, например, из полимерного материала, как обсуждается по отношению к варианту осуществления со сваркой, описанному выше.
В вариантах осуществления первого аспекта изобретения фильтрационный модуль дополнительно содержит по меньшей мере один узел сбора пермеата для сбора пермеата из каналов для пермеата. По меньшей мере один узел сбора пермеата может привариваться к стороне модуля, на которой заканчиваются каналы для пермеата. Таким образом, дистанцирующие элементы могут привариваться к разделителям, и узел сбора пермеата может привариваться к фильтрационному модулю. Это означает, что дистанцирующие элементы, разделители, узел сбора пермеата могут состоять из полимерного материала, например из одинакового полимерного материала. Таким образом это обеспечивает “кассету” фильтрационного модуля из одного и того же полимерного материала, за исключением самих фильтрационных мембран.
Узел сбора пермеата может содержать полипропилен или состоять из него. Кроме того, изобретение предлагает фильтрационный модуль, имеющий только один разделитель, заключенный между двумя твердыми пластинами. Разделитель может присоединяться к пластинам посредством дистанцирующих элементов, как обсуждается выше в связи первым аспектом.
Кроме того, в качестве конфигурации первого аспекта изобретения предлагается модуль, содержащий пакет по меньшей мере из двух разделителей, где по меньшей мере один разделитель в пакете содержит первую и вторую наружные пластины и по меньшей мере один внутренний канал для пермеата, расположенный между первой и второй наружными пластинами, так что наружные пластины формируют две из стенок, которые образуют по меньшей мере один внутренний канал для пермеата, и где, кроме того, указанный по меньшей мере один внутренний канал для пермеата проходит между двумя противоположными сторонами иными, чем первая и вторая наружные пластины разделителя;
и где, кроме того, разделителипакета разделены отдельными продолговатыми дистанцирующими элементами, которые присоединены к наружным пластинам вдоль краев противоположных сторон, между которыми проходят внутренние каналы для пермеата, тем самым формируя каналы для фильтрата между соседними разделителями в пакете, и где каналы для фильтрата проходят в направлении ином, чем направление каналов для пермеата.
Таким образом, изобретение относится к модулю, который не содержит никакой фильтрационной мембраны. Такой модуль может быть таким, как обсуждается выше в связи с модулем, имеющим мембрану. Модуль, который не содержит мембраны, может быть пригодным для использования, например, в применениях для теплообмена.
В качестве второго аспекта изобретения предлагается способ изготовления фильтрационного модуля, включающий стадии:
a) создания по меньшей мере двух разделителей, где по меньшей мере один разделитель содержит первую и вторую наружные пластины и по меньшей мере один внутренний канал для пермеата, расположенный между первой и второй наружными пластинами таким образом, что наружные пластины формируют две из стенок, которые образуют по меньшей мере один внутренний канал для пермеата, и где, кроме того, по меньшей мере один внутренний канал для пермеата проходит между двумя противоположными сторонами иными, чем первая и вторая наружные пластины разделителя; и где первая и/или вторая наружные пластины по меньшей мере одного разделителя являются пористыми или перфорированными, и где фильтрационная мембрана (9) присоединена к указанным первой и второй наружным пластинам (4, 5) по меньшей мере одного разделителя (2) таким образом, что жидкость, перенесенная через мембрану (9), в дальнейшем переносится через поры или перфорации в указанный по меньшей мере один внутренний канал (6) для пермеата;
b) размещения отдельных продолговатых дистанцирующих элементов между разделителями таким образом, что дистанцирующие элементы находятся в контакте с наружными пластинами разделителя вдоль краев до противоположных сторон, между которыми проходит внутренний канал для пермеата, с формированием пакета по меньшей мере из двух разделителей; и
c) присоединения дистанцирующих элементов к разделителям с формированием фильтрационного модуля.
Термины и определения, используемые в связи со вторым аспектом, являются такими, как определено выше в связи с первым аспектом.
Таким образом, стадия a) может включать создание разделителей, как описано выше в связи с первым аспектом.
Стадия b) включает сборку разделителей в виде пакета или стопки, которая формирует фильтрационный модуль перед свариванием в виде единого объекта.
В вариантах осуществления второго аспекта, стадия c) включает сваривание дистанцирующих элементов и разделителей вместе вдоль всех противоположных краев разделителей таким образом, что входы во внутренние каналы для пермеата на краях разделителей остаются открытыми.
Вследствие этого стадия c) может включать воздействие радиантного нагрева на края разделителей, между которыми проходят каналы для пермеата.
Таким образом, стадия c) может включать термическую сварку или лазерную сварку. Стадия c) может включать сварку дистанцирующие элементов и разделителей вместе вдоль всех противоположных краев разделителей таким образом, что входы во внутренние каналы для пермеата на краях разделителей остаются открытыми.
Стадия c) может включать перемещение пакета со стадии b) в устройство, которое обеспечивает радиантный нагрев или термоконвекционный нагрев, для того, чтобы нагревать пакет на его конечных поверхностях, где расположены края каналов для пермеата. Края каналов для пермеата могут нагреваться до степени, достаточной для приведения конечных частей стенок, образующих каналы для пермеата, в состояние, в котором они изгибаются наружу друг от друга.
Однако стадия c) может также включать приклеивание дистанцирующих элементов к разделителям с использованием термоплавкого адгезива.
Кроме того, стадии a) могут предшествовать стадии:
a1) создания по меньшей мере двух разделителей, где по меньшей мере один разделитель содержит первую и вторую наружную пластину и по меньшей мере один внутренний канал для пермеата, расположенный между первой и второй наружными пластинами, так что наружные пластины формируют две из стенок, которые образуют по меньшей мере один внутренний канал для пермеата, и где, кроме того, по меньшей мере один внутренний канал для пермеата проходит между двумя противоположными стороны иными, чем первая и вторая наружная пластины разделителя;
a2) перфорирования первой и/или второй наружных пластин;
a3) присоединения фильтрационной мембраны к перфорированной наружной пластине с созданием тем самым разделителя, к которому присоединена фильтрационная мембрана.
Присоединение фильтрационной мембраны может представлять собой приваривание фильтрационной мембраны к наружной пластине разделителя.
В качестве третьего аспекта изобретения предлагается фильтрационное устройство, содержащее фильтрационный модуль, как определено выше в первом аспекте изобретения.
Фильтрационное устройство может, например, представлять собой мембранный биореактор. Мембранный биореактор может, например, содержать от одного фильтрационного модуля до нескольких тысяч фильтрационных модулей.
Кроме того, мембранный биореактор может содержать средства для сбора пермеата из каналов для пермеата. Эти средства могут содержать устройства для сбора, присоединенные к сторонам фильтрационных модулей. Мембранный биореактор может удерживать отстой и давать возможность для сбора только очищенного пермеата.
Мембранный биореактор может дополнительно содержать каркас для фиксирования фильтрационных модулей и аэратор в нижней части для создания поперечного потока вдоль фильтрационных модулей. Давление на мембране может достигаться, например, с использованием силы тяжести.
В качестве четвертого аспекта изобретения предлагается использование мембранного биореактора в соответствии с третьим аспектом для обработки сточных вод.
Мембранный биореактор можно также использовать в открытом море для обработки соленой воды или в реакционном танке для других типов текучих сред, в пищевой промышленности, на химических установках, в целлюлозной и бумажной промышленности и тому подобное.
Кроме того, изобретение предлагает систему, содержащую танк для текучей среды, которая должна обрабатываться, по меньшей мере один мембранный биореактор, погруженный в танк, и средства для переноса пермеата, собранного из мембранных биореакторов, наружу из системы, например, в танк для сбора. Средства для переноса пермеата из мембранных биореакторов могут представлять собой средства для переноса пермеата под действием гидростатического давления. Затем гидростатическое давление может использоваться в качестве трансмембранного давления в фильтрационных модулях.
Краткое описание чертежей
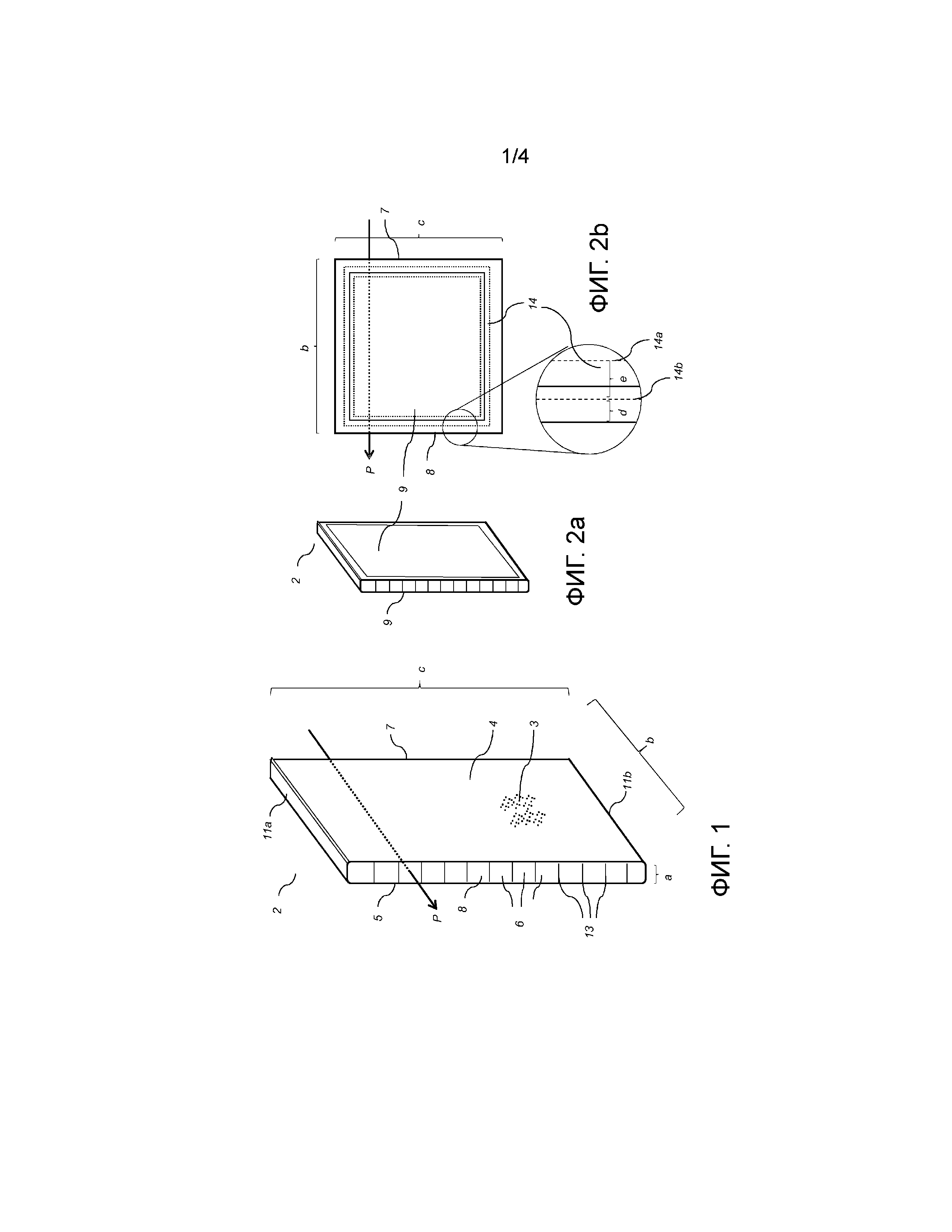
Фиг. 1 показывает разделитель.
Фиг. 2a и 2b показывают разделитель, к которому присоединена фильтрационная мембрана.
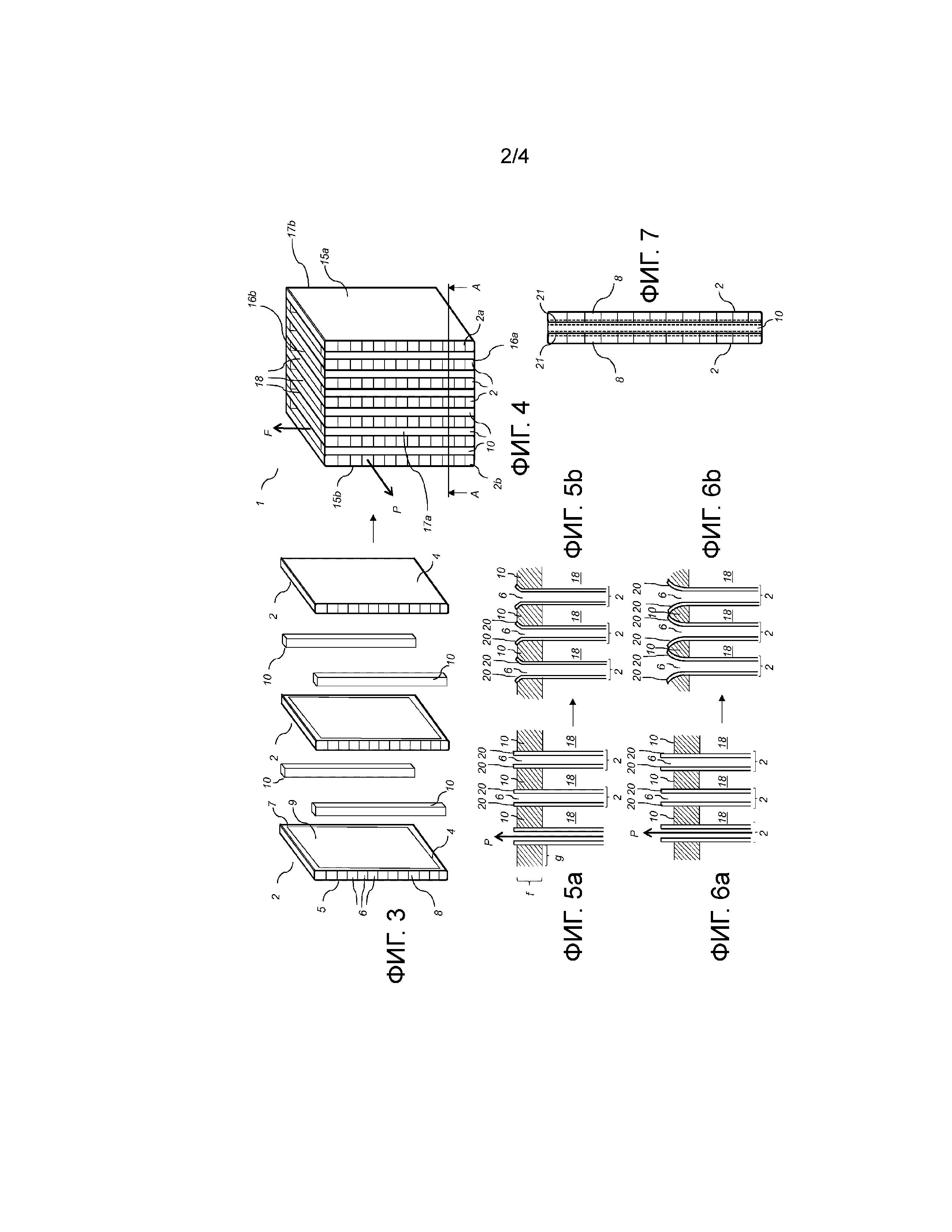
Фиг. 3 показывает деталировочный вид фильтрационного модуля и то, как именно располагаются дистанцирующие элементы и разделителидля формирования пакета из разделителей.
Фиг. 4 показывает собранный фильтрационный модуль.
Фиг. 5a и 5b показывают вариант осуществления того, как именно может формироваться сварной шов между разделителями и дистанцирующими элементами.
Фиг. 6a и 6b также показывают вариант осуществления того, как именно может формироваться сварной шов между разделителями и дистанцирующими элементами.
Фиг. 7 показывает вид сбоку части фильтрационного модуля и прохождение сварного шва между дистанцирующим элементом и мембранным фильтрующим элементом.
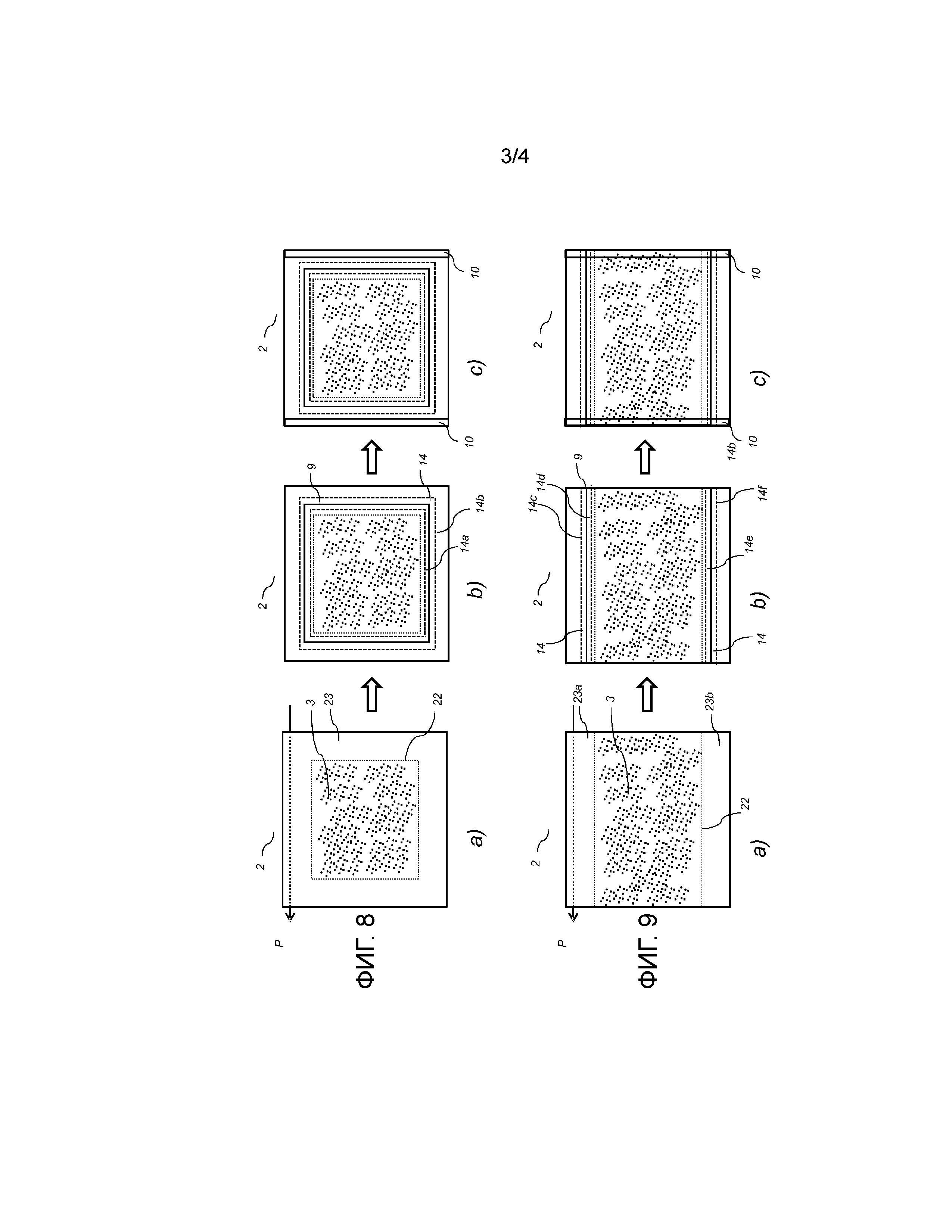
Фиг. 8 схематически показывает, как именно мембрана может привариваться к мембранному фильтрующему элементу, если дистанцирующие элементы должны привариваться к разделителям позднее.
Фиг. 9 схематически показывает, как именно мембрана может привариваться к мембранному фильтрующему элементу, если дистанцирующие элементы должны приклеиваться к разделителям позднее.
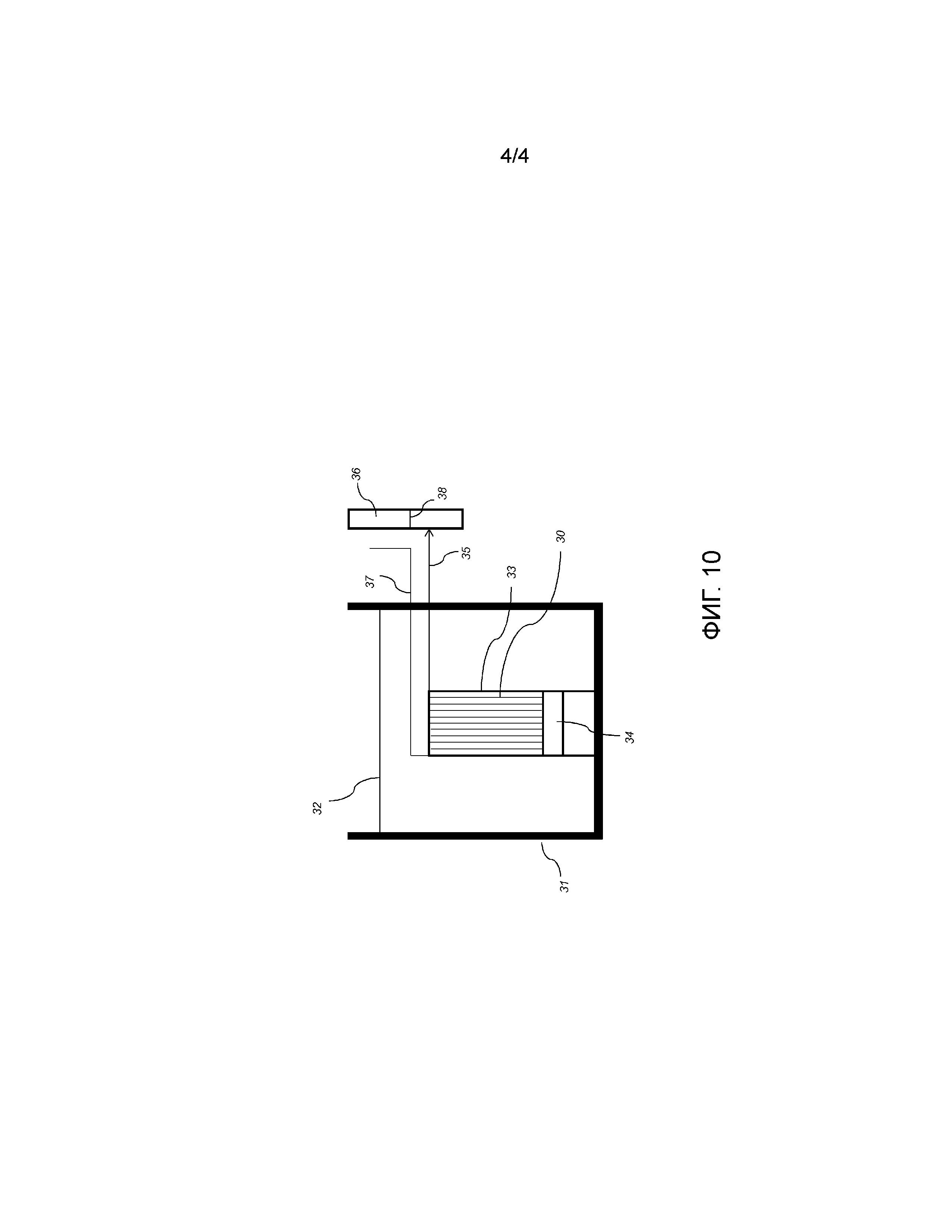
Фиг. 10 схематически показывает мембранный биореактор в танке.
Подробное описание
Фильтрационный модуль и способ в соответствии с настоящим описанием будет дополнительно иллюстрироваться с помощью следующего далее описания варианта осуществления со ссылками на прилагаемые чертежи.
Фиг.1 показывает отдельный разделитель 2 фильтрационного модуля 1. Разделитель является прямоугольным и содержит первую наружную пластину 4 и вторую наружную пластину 5. Первая и вторая наружные пластины перфорированы перфорациями 3, и хотя на фиг.1 показаны только несколько перфораций, необходимо понять, что по существу вся первая наружная пластина 4 и вторая наружная пластина 5 являются перфорированными, за исключением зоны вокруг краев. Эта зона может составлять примерно 10 мм или 20 мм. Перфорации 3 проделывают с использованием холодной иглы, с получением отверстия в форме воронки с малым диаметром в нижней части, то есть на входе в каналы 6 для пермеата.
Внутренние каналы 6 для пермеата располагаются между первой наружной пластиной 4 и второй наружной пластиной 5. Каналы для пермеата являются по существу параллельными друг другу и параллельными сторонам 11a и 11b разделителя 2. Первая наружная пластина 4 и вторая наружная пластина 5 разделителя 2 вместе со стенками 13 между отдельными каналами для пермеата формируют, таким образом, стенки, которые образуют каналы для пермеата. Каналы для пермеата представляют собой сквозные каналы для пермеата, которые проходят между противоположными сторонами 7 и 8 разделителя, то есть между сторонами, которые являются перпендикулярными первой наружной пластине 4 и второй наружной пластине 5. Таким образом, края каналов для пермеата располагаются на противоположной стороне 7 и на противоположной стороне 8. Таким образом, внутренние каналы для пермеата проходят в направлении вдоль стрелки P. Таким образом, противоположные стороны 7 и 8 представляют собой “открытые” стороны, при этом внутренние каналы для пермеата заканчиваются на этих сторонах, то есть имеется непосредственный доступ к каналам для пермеата с противоположных сторон 7 и 8. Также имеется доступ к каналам 6 для пермеата через перфорации 3 первой наружной пластины 4 и второй наружной пластины 5.
Верхняя сторона 11a и нижняя сторона 11b разделителя могут быть закрытыми и иметь округлую форму. Таким образом, верхняя и нижняя стороны 11a, 11b являются перпендикулярными как к первой наружной пластине 4, так и ко второй наружной пластине 5, а также к открытым противоположным сторонам 7 и 8 разделителя 2.
Разделитель 2 представляет собой экструдированный разделитель из термопластичного полимера, такого как полипропилен.
Таким образом, как первая наружная пластина 4, так и вторая наружная пластина 5, а также стенки 13 между ними состоят из экструдированного единого куска термопластичного полимера.
Длина закругленных сторон 11a и 11b, обозначенная b, может составлять примерно 150-250 мм, например примерно 200 мм. Затем, длина открытых противоположных сторон 7 и 8, обозначенная c, может быть примерно такой же, то есть составлять примерно 150-250 мм, например примерно 200 мм. Соответственно первая наружная пластина 4 и вторая наружная пластина 5 могут иметь размеры, которые составляют примерно 200 мм × 200 мм. Однако размеры могут также быть больше, например составлять примерно 1000 мм × 1000 мм. Толщина разделителя, обозначенная a, то есть ширина противоположных сторон 7 и 8, может составлять примерно 2,5-5 мм, например примерно 3,5 мм.
Фиг.2a показывает, как именно фильтрационная мембрана 9 приваривается к первой наружной пластине 4 и второй наружной пластине 5 разделителя 2. Кроме того, фиг.2b показывает вид сбоку первой стороны 4 разделителя 2 на фиг.2a. Мембрана 9 имеет прямоугольную форму и приваривается вдоль всех сторон первой наружной пластиной 4 разделителя. Мембрана 9 имеет площадь, которая чуть меньше, чем площадь первой наружной пластины 4 разделителя 2. Мембрана 9 может иметь такую площадь, что остается “не приваренная” зона между мембраной и краями первой наружной пластины 4. Например, ширина этой зоны d может составлять примерно 0,5-2,5 мм, например примерно 1,5 мм. Зона 14 сварки, имеющая ширину e, проходит вокруг всей мембраны и может иметь ширину e, которая примерно в два - примерно в четыре раза превышает ширину расстояния d. Зона 14 сварки может, таким образом, иметь ширину e, которая составляет примерно 1-8 мм, например примерно 6 мм. Зона сварки формируется между линиями 14a и 14b, и край мембраны 9 может располагаться между этими линиями. Таким образом, эта зона сварки может представлять собой полосу сварки вокруг края, и она может объединяться с пятнами/линиями сварки на поверхности мембраны. Однако зона сварки может также покрывать по существу всю поверхность мембраны, например, подобно ламинированию мембраны с мембранным фильтрующим элементом. Фиг.3 показывает деталировочный вид части фильтрационного модуля 1. Таким образом, фиг.3 дополнительно иллюстрирует, как именно располагаются дистанцирующие элементы 10 и разделители 2 для формирования пакета. Сформированный фильтрационный модуль показан на фиг.4.
Два отдельных продолговатых дистанцирующих элемента 10 в форме стержней располагаются между двумя соседними разделителями 2, и разделители пакетируются по отношению друг к другу. Дистанцирующие элементы имеют длину, которая является по существу равной длине c разделителя (фиг.1). Дистанцирующие элементы состоят из такого же полимерного материала, как и мембранные фильтрующие элементы. Однако дистанцирующие элементы могут быть изготовлены из гранулированного материала, который сплавляется вместе с формированием твердого блока или полосы.
Дистанцирующие элементы 10 располагаются на краю между первой наружной пластиной 4 и открытой стороной 8 разделителя и на краю между первой наружной пластиной 4 и открытой стороной 7 этого же разделителя 2, а затем соседний разделитель 2 размещается таким образом, что его вторая наружная пластина находится в контакте с дистанцирующими элементами, как видно на фиг.3. Таким образом, в пакете дистанцирующий элемент 10 находится в контакте с первой наружной пластиной разделителя и со второй наружной пластиной соседнего разделителя.
Разделитель 2a на краю пакета имеет фильтрационную мембрану, приваренную только ко второй наружной пластине 5, и эта наружная пластина не является перфорированной. По аналогии разделитель на другом краю пакета имеет фильтрационную мембрану, приваренную только к первой наружной пластине 4, и эта наружная пластина не является перфорированной. Таким образом, в сформированном пакете нет фильтрационных мембран на наружной пластине пакета.
Сформированный фильтрационный модуль 1 показан на фиг.4. В этом случае пакет содержит 7 разделителей. Фильтрационный модуль 1 содержит противоположные стороны 15a и 15b, противоположные стороны 16a и 16b и противоположные стороны 17a и 17b.
Две противоположные стороны 15a и 15b состоят из первой наружной пластины конечного разделителя 2a и второй наружной пластины конечного разделителя на другом краю пакета. Две противоположные стороны 17a и 17b формируются посредством отрезка дистанцирующих элементов 10 и открытых противоположных поверхностей 7 и 8 соответственно для каждого отдельного разделителя в пакете. Благодаря размещению дистанцирующих элементов и разделителей формируются фильтрационные каналы 18 сквозь фильтрационный модуль 1 между отдельными разделителями 2. Эти фильтрационные каналы 18 проходят в направлении, показанном стрелкой F, то есть между противоположными сторонами 16a и 16b сформированного фильтрационного модуля 1. Фильтрационные каналы 18 перпендикулярны каналам для пермеата 6, которые проходят в направлении P. Таким образом, фильтрационный модуль содержит первую систему каналов для текучих сред, таких как сточные воды, которые должны обрабатываться, то есть каналов 18 для фильтрата, и вторую систему каналов для текучих сред, проходящих через фильтрационные мембраны, то есть каналов 6 для пермеата.
Кроме того, фильтрационный модуль 1 содержит средства для сбора пермеата (не показаны), для сбора пермеата из каналов для пермеата. Они могут иметь форму коробок, которые установлены, например приварены, на одной или на обеих сторонах фильтрационного модуля, на которых заканчиваются каналы для пермеата.
В фильтрационном модуле на фиг.4 дистанцирующие элементы и разделители состоят из одинакового полимерного материала, и дистанцирующие элементы приварены к разделителям, то есть разделители и дистанцирующие элементы ʺсплавлены вместеʺ. В этом варианте осуществления дистанцирующие элементы также имеют более темный цвет, чем разделитель, это означает, что они поглощают больше тепла во время облучения источником тепла и вследствие этого плавятся до большей степени во время сварки по сравнению с мембранным фильтрующим элементом. Это может облегчить достижение того, что форма каналов для пермеата не нарушается до какой-либо значительной степени во время сварки.
Фиг. 5 и 6 показывают два альтернативных варианта осуществления относительно того, как именно сваривается фильтрационный модуль 1. Как фиг.5, так и фиг.6 показывают часть сечения фильтрационного модуля, разрезанного вдоль A-A на фиг.4. Более конкретно, фиг. 5 и 6 показывают край каналов для пермеата на стороне 17a фильтрационного модуля 1 для некоторых из разделителей 2.
Фиг.5a показывает вид перед сваркой и то, как именно дистанцирующие элементы 10 располагаются между мембранным фильтрующим элементом 2 и стороной 17a пакета разделителей 2. Дистанцирующий элемент 10 находятся в контакте с первой наружной пластиной 4 первого разделителя 2c и со второй наружной пластиной 5 соседнего разделителя 2d. Таким образом, дистанцирующие элементы располагаются на краю каналов для пермеата 6.
Дистанцирующие элементы могут иметь такие размеры, что ширина f находится в пределах между 1 и 4 мм, например составляет примерно 2 мм, и длина g находится в пределах между 5 и 10 мм, например составляет примерно 7 мм. Таким образом, отдельные разделителимогут быть отделены друг от друга расстоянием g, например отделены друг от друга отрезком 5-10 мм, например примерно 7 мм.
Края 20 первой и второй наружных пластин разделителя на входах во внутренние каналы для пермеата формируют две из стенок, которые образуют каналы 6 для пермеата.
При сварке сторона 17a облучается, например, источником тепла до тех пор, пока конечные части краев 20, образующих две из стенок каналов 6 для пермеата, не отгибаются друг от друга и в сторону дистанцирующего элемента 10. Это может происходить в результате изменений напряжений, присутствующих в материале пластика из-за термической обработки. Конечный результат иллюстрируется на фиг.5b.
Фиг.5b показывает другой вариант осуществления относительно того, как именно может формироваться сварочный шов между дистанцирующими элементами 10 и разделителями 2. В этом случае края 20 отгибаются наружу до такой степени, что края соприкасаются с краями соседнего дистанцирующего элемента. Таким образом, край 2c разделителя находится в контакте с краем 2d соседнего разделителя, и край 2d находится в контакте с краем 2c соседнего разделителя на другой стороне, как показано на фиг.6b.
Сварные швы, как показано на фиг.6b, могут формироваться, например, когда дистанцирующие элементы 10 располагаются на некотором расстоянии от стороны 17a, которое больше, чем это же расстояние для варианта осуществления на Фиг.5a.
Фиг.7 показывает часть стороны 17a сформированного фильтрационного модуля 1 на фиг.4. Фиг.7 предназначена для иллюстрации того, что сварочный шов между дистанцирующим элементом 10 и разделителями 2 может формироваться вдоль всей стороны разделителя 2, то есть сварочный шов, иллюстрируемый прерывистыми зонами 21 сварки, формируется вдоль всей стороны разделителя, на которой заканчиваются каналы для пермеата.
Фиг. 8 и 9 схематически показывают различия в том, как именно могут располагаться разделитель и мембрана, если дистанцирующие элементы привариваются к разделителям (фиг.8) и если дистанцирующие элементы присоединяются к разделителям посредством термоплавкого адгезива (фиг.9). Однако необходимо понять, что и противоположное также является возможным, то есть приваривание дистанцирующих элементов к разделителям может осуществляться, как обсуждается в связи с фиг.9, и присоединение дистанцирующих элементов к разделителям посредством термоплавкого адгезива может осуществляться, как обсуждается в связи с фиг.8.
Фиг.8a показывает вид спереди разделителя 2, который является перфорированным. Стрелка в направлении P показывает направление внутренних каналов для пермеата. Перфорации 3 находятся в зоне 22 перфорации, то есть неперфорированная зона 23 проходит вдоль всех краев разделителя 2. Это зона может иметь ширину примерно 10 мм. После перфорирования, мембрана 9 приваривается к мембранному фильтрующему элементу 2 (фиг.8a в соответствии с фиг.2b). Сварочный шов формируется между линиями 14a и 14b таким образом, что зона 14 сварки проходит вокруг всей мембраны 9. Площадь мембраны 9 меньше, чем площадь разделителя 2, но больше, чем площадь перфорированной зоны 22, и остается не сваренная зона между мембраной и краями разделителя 2 (соответствующая d на фиг.2b). Фиг.8c показывает, как именно располагаются дистанцирующие элементы 10 и как они позднее привариваются к мембранному фильтрующему элементу 2, к которому присоединяется мембрана 9. Дистанцирующие элементы 10 в этом варианте осуществления изготавливают из расплавленного гранулированного материала, который вплавляется в разделитель 2 при сварке. Таким образом, мембрана 9 приваривается к мембранному фильтрующему элементу 2 также вдоль сторон, вдоль которых позже располагаются дистанцирующие элементы 10.
Фиг.9a-c показывает альтернативный вариант осуществления, в котором дистанцирующие элементы присоединяются к мембранному фильтрующему элементу посредством термоплавкого адгезива. Фиг.9a показывает вид спереди разделителя 2, который является перфорированным. Стрелка в направлении P показывает направление внутренних каналов для пермеата. Перфорации 3 находятся в зоне 22 перфорации, которая проходит вдоль всей ширины b разделителя 2, оставляя только верхнюю неперфорированную полоску 23a и нижнюю неперфорированную полоску 23b на мембранном фильтрующем элементе вдоль краев, которые являются параллельными направлению внутренних каналов для пермеата. Перфорированная зона 22 варианта осуществления на фиг.9, таким образом, может быть больше, чем перфорированная зона 22 варианта осуществления на фиг.8. Когда мембрана 9 приваривается к мембранному фильтрующему элементу, мембрана приваривается только между линиями 14c и 14d, которые находятся на верхнем краю мембраны, с формированием верхней зоны 14 сварки, и между линиями 14e и 14f, которые находятся на нижнем краю мембраны (фиг.9b), с формированием нижней зоны 14 сварки. Таким образом, в противоположность варианту осуществления на фиг.8 мембрана 9 приваривается только вдоль двух сторон разделителя 2, и эти стороны представляют собой стороны, которые перпендикулярны сторонам, вдоль которых позднее располагаются дистанцирующие элементы 10. Мембрана может также простираться вдоль почти всей ширины b, но она, однако, останавливается на коротком расстоянии перед краями, так что разделитель 2 является “видимым” для клея, который наносится позднее. Вследствие этого можно использовать мембрану, имеющую большую площадь по сравнению с вариантом осуществления, показанным на фиг.8. Это короткое расстояние может составлять порядка нескольких мм, например примерно 5 мм. Затем дистанцирующие элементы 10 располагаются вдоль краев разделителя 2, и термоплавкий адгезив используют для приклеивания дистанцирующих элементов 10 к мембранному фильтрующему элементу 2. Ширина клея может составлять примерно 10-15 мм. Дистанцирующие элементы 10 в этом варианте осуществления представляют собой твердый материал, приклеиваемый к мембранному фильтрующему элементу, но они могут также представлять собой экструдированный желобковатый материал, подобный мембранному фильтрующему элементу 2.
Фиг.10 схематически показывает мембранный биореактор (MBR) 30, погруженный в танк 31 для биологической обработки с уровнем 32 жидкости. Жидкость может, например, представлять собой бытовые сточные воды. Необходимо понять, что танк 31 может содержать несколько узлов MBR. MBR 30 содержит по меньшей мере один фильтрационный модуль в соответствии с изобретением, который подвешен на части 33 каркаса. Часть 33 каркаса может быть изготовлена из нержавеющей стали и/или пластика. MBR дополнительно содержит устройства для сбора пермеата (не показано), для сбора жидкости пермеата из внутренних каналов для пермеата.
Мембранный биореактор 30 дополнительно содержит узел 34 аэрации ниже фильтрационного модуля для генерирования поперечного потока по фильтрационным модулям. Генерируемый пермеат собирается с помощью трубок 35 для сбора пермеата и поступает в танк 36 для пермеата. Из танка 36 собранный пермеат может извлекаться с помощью других трубок/шлангов, и тому подобное (не показано).
Имеется также оборудование для безразборной очистки (CIP) (не показано), соединенное с MBR, для подачи жидкости для очистки через трубку 37 в MBR 30. Жидкость CIP может циркулировать на стороне пермеата фильтрационного модуля, закачиваться в жидкость в 37 и из нее в 35, или наоборот. Таким путем может быть достигнуто однородное распределение жидкости CIP по всей поверхности мембраны.
Уровень 38 воды в танке 36 для пермеата ниже, чем уровень воды в танке 31 для биологической обработки. Эта разница в уровнях воды генерирует гидростатическое давление, необходимое для работы мембранной системы. Гидростатическое давление может регулироваться посредством контроля уровня воды в танке 36 для пермеата.
Изобретение не ограничивается вариантами осуществления, описанными выше, но может изменяться и модифицироваться в рамках формулы изобретения, приведенной ниже.
Реферат
Изобретение относится к области микрофильтрационных установок. Фильтрационный модуль содержит пакет из двух разделителей. Разделитель в пакете содержит первую и вторую наружные пластины и внутренний канал для пермеата, расположенный между первой и второй наружными пластинами таким образом, что наружные пластины формируют две из стенок, которые определяют по меньшей мере один внутренний канал для пермеата. Внутренний канал для пермеата проходит между двумя противоположными сторонами иными, чем первая и вторая наружные пластины разделителя. Кроме того, первая и вторая наружные пластины разделителя являются пористыми или перфорированными, и фильтрационная мембрана присоединяется к указанным первой и второй наружным пластинам по меньшей мере одного разделителя таким образом, что жидкость, перенесенная через мембрану, в дальнейшем переносится через поры или перфорации в указанный по меньшей мере один внутренний канал для пермеата. Разделители пакета разделены отдельными продолговатыми дистанцирующими элементами, которые присоединены к наружным пластинам вдоль краев к противоположным сторонам, между которыми проходит внутренний канал для пермеата, тем самым формируя каналы для фильтрата между соседними разделителями в пакете, и где каналы для фильтрата проходят в направлении ином, чем направление каналов для пермеата. Кроме того, изобретение предлагает способ изготовления фильтрационного модуля и фильтрационного устройства. 3 н. и 19 з.п. ф-лы, 10 ил.
Комментарии