Передвижная машина для контактной стыковой сварки оплавлением рельсов - SU1101176A3
Код документа: SU1101176A3
Чертежи

Описание
I
Изобретение относится к сварке, а именно к контактной стыковой сварке оплавлением рельсов, уложенных в колею .
Известна передвижная машина для контактной стыковой сварки оплавлени
ем рельсрв, toлe эжaщaя платформу со сварочным оборудованием и гидравлический механизм для удаления грата 1..
Сварочное оборудование в известной машине расположено на поворотном кронштейне, выступающем над передней стороной машины, и предназначено для сварки правой и левой нитки пути. Машина имеет собственный привод движения . При перемещении машины из одного места к другому кронштейн со сварочным оборудованием убирается на платформу с целью защиты от повреждения и атмосферных воздействий.
Так как машина выполнена в конструкции нормального подвижного состава , то она может передвигаться от од ного места работы к другому как с по мощью собственного привода движения, так и и составе поезда. Во время работы машины (в особенности при двухколейных участках пути) необходимо принимать особые меры безопасности Для защиты работающего в области колеи обслуживающего персонала. Так как находящемуся в области колеи оператору приходится управлять и наблюдать не только за движениями подачи и юстировки самого сварочного агрегйта, но и также вручную приводить в рабочее положение различные вспомогательные аппараты (как, например , механизм для удаления грата в месте сварки), то всегда одновременно несколько человек работают вне машины на полотне железной дороги, так что полностью не исключена опасность со стороны проезжающих мимо по ездов, в особенности при темноте или обусловленной погодой плохой видимое ти.
Цель изобретения - повьш1ение производительности труда, улучшение условий эксплуатации.
Поставленная цель достигается тем, что передвижная машина для контактной стыковой сварки оплавлением рельсов, содержащая платформу со сварочным оборудованием и гидравлический механизм для удаления грата, снабжена опорным приспособлением для разгрузки рельсов от веса машины.
101176
смонтированным в передней части платформы , которая в средней части снабжена изогнутой вверх рамой, а сварочное оборудование и гидравлический. 5 механизм для удаления грата размещены в пространстве между рамой и платформой .
Опорное приспособление выполнено в виде опоры, шарнирно связанной с
10 платформой силовым цилиндром и предназначенной для взаимодействия с рельсовой колеей. При этом опора может быть выполнена в виде башмака, предназначенного для взаимодействия
t5 с рельсовой колеей в ее средней части , а опора может быть выполнена в виде двух вилок, предназначенных для взаимодействия с рельсовой колеей по обе стороны каждого из рельсов.
20 Кроме того, гидравлический механизм для удаления грата смонтирован на раме платформы, а во втором вари анте - может быть смонтирован на сва-. рочном оборудовании.
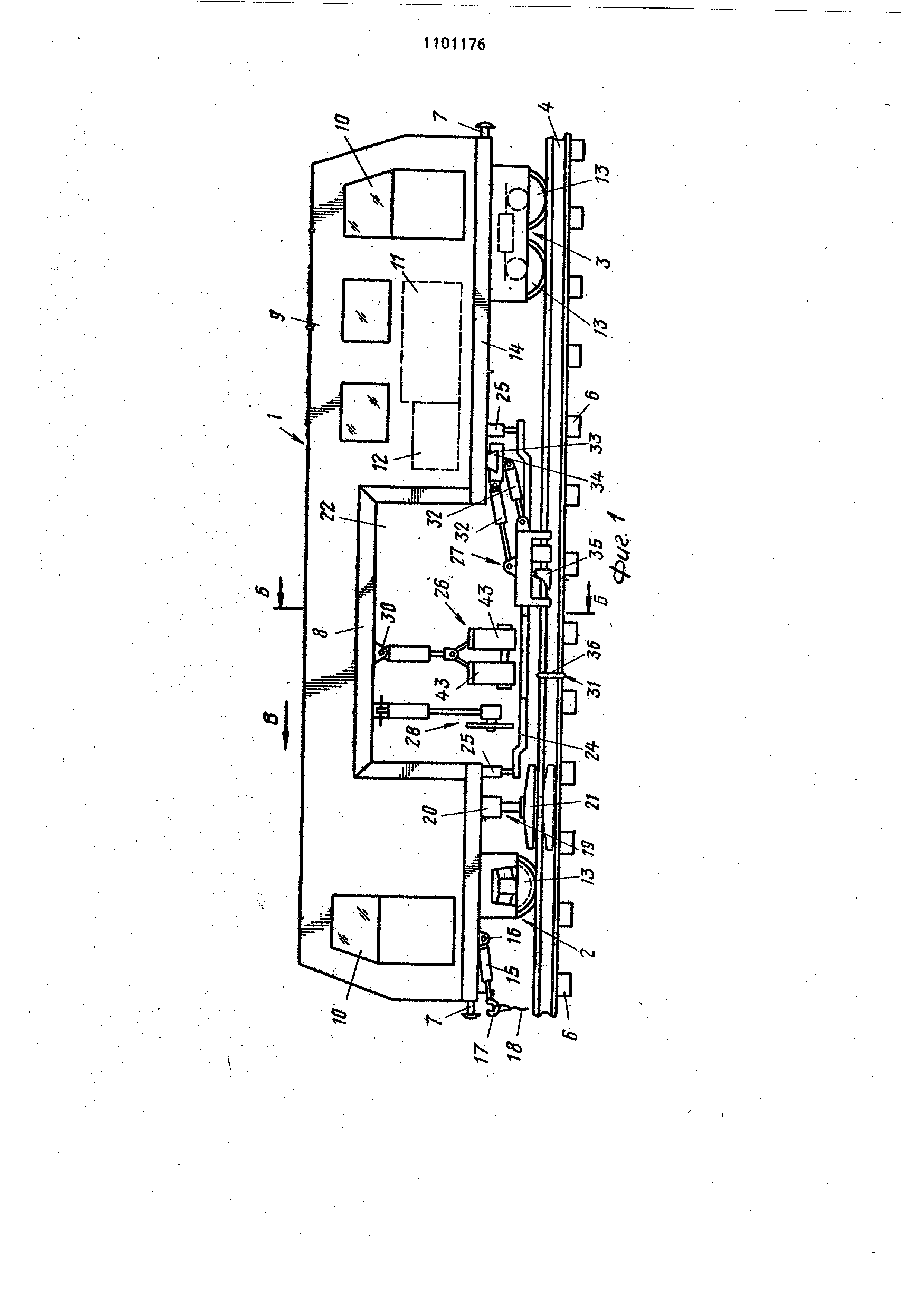
25 На фиг.1 показана передвижная ма1шна для контактной стыковой сварки оплавлением рельсов, вид сбоку; на фиг.2 - другая форма исполнения, частичный вид сбоку; на фиг.3 - вид А
Q на фиг.2; на фиг.4 - разрез Б-Б на фиг.11 на фиг.5 - одна из форм выполнения сварочйого оборудования с гидравлическим механизмом для удаления грата.
5 Передвижная машина 1 для контактной стыковой сварки оплавлением ..1) может передвигаться посредством двух ходовых частей шасси 2 и 3 по колее, состоящей из рельсов 4 и 5 и путевых шпал 6. Передняя ходовая часть шасси 2 выполнена как неведущая одноосевая ходовая часть, а задняя ходовая часть шасси 3 выполнена двухосевой и имеет собственный привод ходовой части, показанный штриховыми линиями.
Выполненная в конструкции типового подвижного состава, оснащенная на обеих торцовых сторонах тяговым при бором и буферным устройством 7 машина 1 имеет изогнутую вверх в ее средней части 8 раму. 9, которая вьшолнена в виде замкнутого кузова машины с кабинами 10 водителя. В задней вытя5 нутой части машины 1 находится приводной двигатель 11 машины 1 и соединенные с ним механизмы 12 энергоснабжения . Основной процент веса машины 3 1; приходится на заднюю ходовую -часть 3. Так как она является двухосной , а передняя ходовая часть шасси 2 напротив вьшолнена одноосной, то для всех колесных скатов 13 машины создается примерно одинаковая нагрузка на ось. На платформе 14 перед передней ходовой частью шасси 2 и вьш1е обоих рельсов 4 и 5 смонтирован гидравлический цилиндррпоршневой блок 15 с возможностью поворота вокруг проходящей поперек машины оси 16. Свободный конец поршня цилиндропоршневого блока 1.5 выполнен как сцепной крюк 17. Последний служит для приема закрепляемого на соответствующем рельсе 4 или 5 стального троса 18. Сварочная машина 1 оснащена опорным приспособлением 19, которое находится непосредственно позади перед ней ходовой части шасси 2 и которое выполнено в виде закрепленного на платформе 14 вертикального цилиндропоршневого блока 20 с установйенными на свободном конце поршня опорами 21. Ширина этой опоры 21 больше, чем расстояние между двумя следующими друг за другом путевыми шпалами 6, для обеспечения надежной опоры машивы 1 на верхнюю сторону шпал (на фиг. и 4 опора 21 показана сплошными в своем верхнем положении в котором она находится во время передвижения машины, а в опуп;енном рабочем положении штриховыми линиями). Опорное приспособление 19 дает возможность приподнять машину 1 в облас ти передней ходовой части шасси 2 настолько, что колесный скат 13 приподнимается с обоих рельсов 4 и 5. Изогнутая вверх средняя часть 8 рамы 9 образует рабочее пространство 22 машины, которое доступно изнутри транспортного средства через двери . 23. Часть платформы 14, ограничивающая снизу рабочее пространство22, образует рабочую площадку 24, которая может подниматься и опускаться посредством приводов 25. Рабочее про странство 22, помимо оборудования дл контактной стыковой сварки оплавлени ем 26, содержит гидравлический механизм для удаления грата 27, в месте свайки - абразивно-отрезной станок для рельсов 28 и при необходимости еще другие вспомогательные механизмы для проведения юбочных работ. Обору 64 дование для контактной стыковой сварки оплавлением 26 подвешено качающимся на направляющей детали 29, расположенной с возможностью перемещения вдоль горизонтальной оси машины направляющей колонки 30 с одной на другую сторону машины. Принципиально имеется Также возможность выполнить саму направляющую колонку 30 с возможностью перемещения в продольном направлении машины, чтобы упростить центрирование сварочного оборудования для контактной стыковой сварки оплавлением 26 в отношении свариваемого стйка 31 рельсов. Механизм для удаления грата 27 в месте сварки через пару рычагов независимой подвески, образованной двумя гидравлическими цилиндропоршневыми блоками 32, сое;а;инен с поперечной кареткой 33, которая может перемещаться вдоль горизонтальной, поперечной направляющей 34 в виде ласточкина хвоста с одной стороны машины на . другую. Механизм для удаления граТа 27 оснащен одной ножевой головкой ;25, охватьшающей головку соответст|вующего рельса, которая делает возможным срезание грата 36 за один проход . Опорное приспособление 19 (фиг.2 и 3) состоит из двух вилок 37, каждая из которых связана с цилиндропоршневым блЪком 38, соединенным с п гатформой 14 с возможностью поворота вокруг горизонтальной оси 39, проходящей поперек продольного направления машины. Вилки 37 установлены с возможностью взаимодействия слева и с справа рельса с верхней стороны шпалы посредством опорных nJmT 40. Продольный размер опорных плит 40 несколько больше, чем среднее расстояние между следующими друг за другом путевыми шпалами 6. Опорные приспособления 19, выполненные в виде вилок 37, вводятся в действие независимо друг от друга. Этим самым икается возможность приподнимать сварочную машину 1 в области передней ходовой части шасси 2 только с одной стороны , если, например, должна производиться стыковая сварка лишь на одном из двух рельс. . Согласно фиг.5 оборудование для стыковой сварки оплавлением 26 снабжено гидравлическим срезным механизмом 41, в результате чего вся конст1 рукция сварочной магаины 1 еще более упрощается. Ножевая головка 2 3TorO размещенного в промежуточном пространстве между обоими парами контактin ix колодок 43, срезного механизма 41 состоит из двух размещенных зеркально-симметрично к вертикальной плоскости рельса и имеющих возможность поворачиваться вокруг проходящей в продольном направлении оси 44 режущих плашек 45, лезвия которых вместе имеют сопряженный профиль к профилю свариваемой рельсовой нитки. Верхние концы режущих плашек 45 шарнирно соединены друг с другом приводом 46. Ср.ез грата осуществляется непосредственно после окончания свар ки. Работа машины осуществляется следующим образом. Машина посредством своего привода подводится в направлении стрелки В близко к подлежащему сварке рельсовому стыку 31 и останавливается, прежде чем передняя ходовая часть шасси 2 не достигнет еще места стыка Теперь в сцепной крюк 17 подвешивает ся стальной трос 18, а его другой ко нец посредством соответствующего зажимного приспособления закрепляется на лежащей впереди части соответству ющей рельсовой нитки. Цилиндропоршне вой блок 15 загружается теперь давле нием, в результате чего лежащая впереди часть рельсовой нитки, которая перед этим была освобождена путем де монтажа рельсовых креплений, подтягивается до предусмотренного расСТОЯНИЯ , равного примерно 1 см к концу -же сваренной рельсовой нитки. Машина 1 продвигается затем дальше в направлении стрелки В, пока рельсовый стык 31 не будет находиться в области перед оборудованием для ctыковой сварки оплавлением 26. После этого вьщвигается опора 21 опорного приспособления 19 и машина приподнимается настолько, что передняя ходовая часть шасси 2 выходит из зацепле ния с обоими рельсами 4 и 5. Затем оборудование для стыковой сварки оплавлением 26 опускается на лежащий внизу рельс 4 (соответственно 5 согласно штрихового изображения на фиг.4). Подлежащий сварке рельсовый стык будет лежать при зтом между обе ими парами контактных колодок 43, Подлежащие сварке концы рельс клеще6« образно зажимаются контактными колодками 43 и выравниваются точно относительно друг друга. Затем к обеим парам контактных колодок 43 подводится сварочное напряжение и производится сваривание р-ельсового стыка 31 известным образом. Грат 36, образовавшийся в процессе сварки, выступает по периметру рельсового стыка 31, и рельсовая нитка при этом укорачивается . После окончания процесса сварки оборудование для стыко1вой сварки оплавлением 26 выводится из зацеплейия с рельсом и быстро приподнимается, после чего машина 1 перемещается дальше в направлении работы (стрелки ) . В настолько, что стык с горячим гратом 36 оказывается в области работы механизма 27 для удаления грата, который срезается ножевой головкой 35. Для осуществления сварки стыка на противоположной рельсовой нитке оборудование для стыковой сварки оплавлением 26 сразу же после подъема перемещается вдоль направляющей колонки 30 на другую сторону машины. Затем производится процесс сварки на другой рельсовой нитке. После окончания сварочных работ убирается опорное приспособление 19, после чего машина 1 перемещается дальше до следующего места сварки. Согласно фиг.5 удаление грата производится следующим образом. Режущие плашки 45 с обеих сторон прижимаются к рельсу. Снимается зажимное усилие несущей ножевую головку 42 пары контактных, колодок 43 (справа на фиг.5). Другая пара контактных колодок 43 (слева на фиг.5) остается и дальше в соединении с рельсом. После этого гидравлический привод для продольного перемещения сйарочного оборудования 26 перемещает несущую ножевую головку 42 пары контактных колодок 43 к другой закрепленной на рельсе паре контактных колодок 43. При этом режущие плашки 45 входят в зацепление с гратом 36 и срезают его по всему периметру профиля рельса за один проход. Предлагаемая сварочная машина отличается быстрой готовностью к работе , высокой производительностью и простотой управления размещенными между обоими передними xoдoвы fи частями шасси 2 и 3 сварочными и вспо711011768
могательными механизмами. В результа- не покидая машины, так, что исключате доступности рабочего помещения ется любая опасность для обслуживаю22 изнутри машины все сварочные и щего персонала со стороны проезжаюпобочные работы могут проводиться, тих мимо поездов.




Реферат
1. ПЕРЕДВШНАЯ МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ РЕЛЬСОВ, содержащая платформу со сварочным оборудованием и гидравлический механизм для удаления грата, о тли ч a ю щ ая с я тем, что, с целью повьшения производительности труда и улучшения условий эксплуатации машины она снабжена опорным приспособлением для разгрузки рельсов от веса машины, смонтированным в передней части платформы, которая в средней части снабжена изогнутой вверх райой, a сварочное оборудование и гидравлический механизм для удаления грата размещены в пространстве между рамой и платформой. 2.Машина поп.1, отличающ a -я с я тем, что опорное приспособление выполнено в виде опоры,шарнирно связанной с платформой силовым цилиндром и предназначенной для взаимодействия с рельсовой колеей. 3.Машина по п.2, отличающая с я тем, что опора выполнена в виде башмака, предназначенного для взаимодействия с рельсовой колеей в ее средней части. 4.Машина по п.2, отличаю-щ a я с я тем, что опора .выполнена в виде двух рилок, предназначенных О) для взаимодействия с рельсовой колеей по обе стороны каждого из рельсов. 5.Машина по пп.1-4, о т л и ч аю щ a я с я тем, что гидравлический механизм для удаления грата смонтирован на раме платформы. 6.Мапшна по пп.t-4, отличающаяся тем, что гидравлический механизм для удаления грата смонтирован на сварочном оборудовании. 9д
Комментарии