Способ охлаждения зоны сварки рельса, устройство для охлаждения зоны сварки рельса и сварное соединение рельса - RU2485187C2
Код документа: RU2485187C2
Чертежи


















































Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к сварному соединению рельса и способу и устройству для охлаждения зоны сварки рельса, которые обеспечивают повышение усталостной прочности сварного соединения по сравнению с существующим уровнем техники. В частности, настоящее изобретение относится к способу и устройству для охлаждения участка рельсового соединения сразу после сварки.
Приоритет испрашивается по японской патентной заявке № 2009-081587, поданной 30 марта 2009 г., и в японской патентной заявке № 2009-175646, поданной 28 июля 2009 г., содержание которых включено в настоящее описание посредством ссылки. Предпосылки к созданию изобретения
Поскольку участок рельсового соединения (зона сварки рельса) наиболее легко повреждается в рельсе, участок рельсового соединения требует затрат на техническое обслуживание. Кроме того, участок рельсового соединения является основным источником возникновения шума и вибрации, которые возникают при прохождении поезда. Поскольку в различных странах возрастают скорость и вес поездов, широкое применение находит техника, при которой формируют длинный рельс путем непрерывного соединения участков рельсового соединения, имеющих упомянутые выше проблемы, связанные со сваркой.
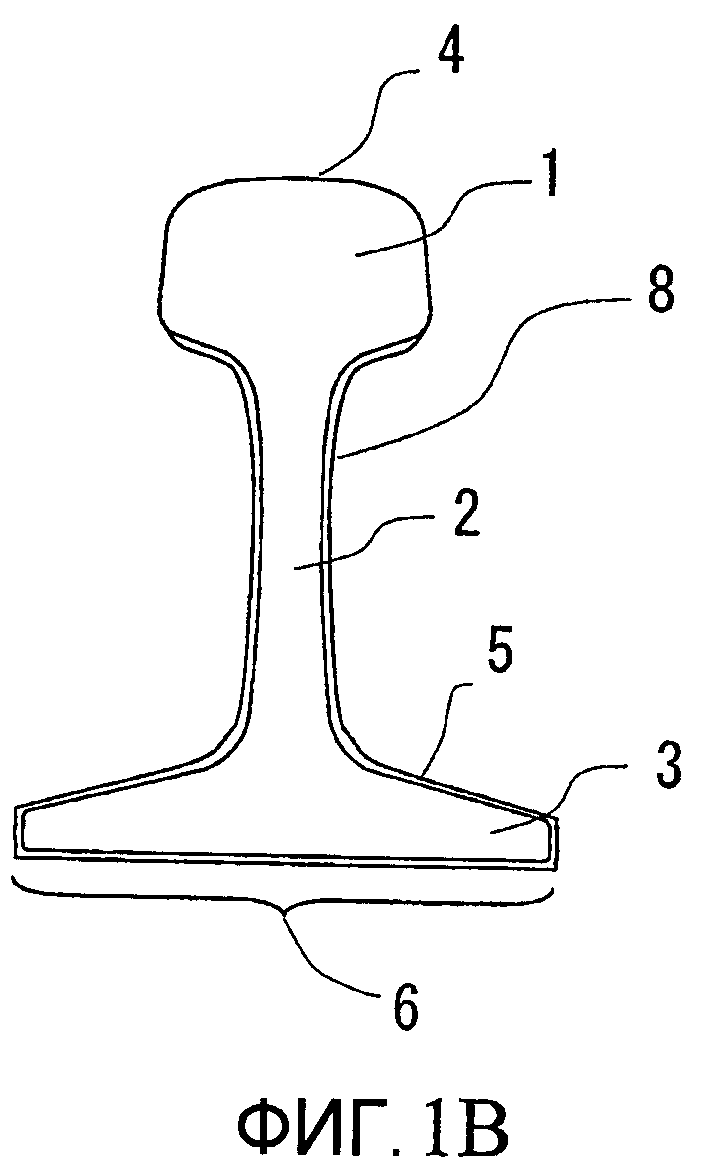
Рельс в целом будет описан со ссылкой на фиг.1А и 1В. На фиг.1А показан вид сбоку длинного рельса. Длинный рельс изготовлен путем сварки по меньшей мере двух рельсов. По этой причине длинный рельс имеет зону 7 сварки. В зоне сварки существует сварной шов 8.
На фиг.1В показан вид в поперечном разрезе, выполненном по линии А-А, показанной на фиг.1А. Как показано на фиг.1В, рельс включает в себя головную часть 1 (верхнюю часть рельса), которая контактирует с колесом, подошвенную часть 3 (нижнюю часть рельса), которая помещается на шпалы, и шейку 2 рельса, сформированную между головной частью 1 и подошвенной частью 3. Кроме того, головная часть 1 включает в себя верхнюю часть 4 головки, а подошвенная часть включает поверхностную часть 5 подошвы и нижнюю часть 6 подошвы.
Стыковая сварка оплавлением (например, в Патентном документе 1), газопрессовая сварка (например, в Патентном документе 2), сварка закрытой дугой (например, в Патентном документе 3) и термитная сварка (например, в Патентном документе 4) являются основными способами сварки рельса.
На фиг.2А-2С показаны изображения, иллюстрирующие стыковую сварку оплавлением. Как показано на фиг.2А-2С, стыковая сварка оплавлением предусматривает образование дуги между торцовыми поверхностями путем приложения напряжения к материалам 10, подвергаемым сварке и расположенным а с обращенным друг к другу торцами, посредством электродов 9, для плавления торцевых поверхностей свариваемых материалов. Далее, когда свариваемые материалы достаточно нагреты, их прижимают друг к другу в аксиальном направлении, так что свариваемые материалы соединяются между собой.
На фиг.3А и 3В показаны изображения, иллюстрирующие термитную сварку. На фиг.3В показан вид в поперечном разрезе, выполненном по линии В-В, показанной на фиг.3А. При термитной сварке, как показано на фиг.3А и 3В, свариваемые материалы 10 размещаются с обращенными друг к другу торцами и с зазором в 20-30 мм между ними, причем упомянутый зазор окружают формой 14. Затем расплавленная сталь 16, которая образуется в тигле 17 при реакции между алюминием и оксидом железа, заливается в форму, так что торцовые рельсовые поверхности плавятся и свариваются между собой.
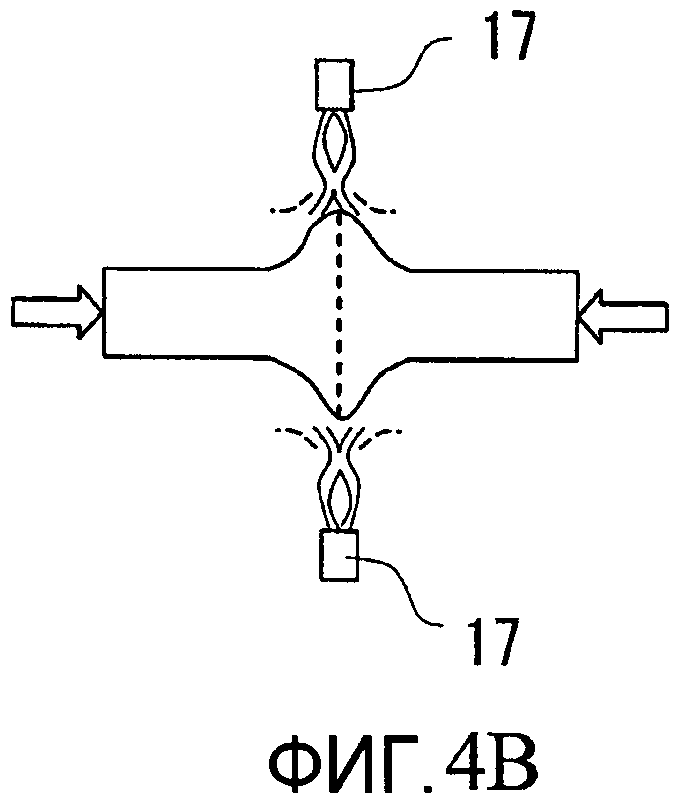
На фиг.4А-4С показаны изображения, иллюстрирующие газопрессовую сварку. При газопрессовой сварке, как показано на фиг.4А, при сжатии соединяемых поверхностей участки свариваемых материалов возле соединяемых поверхностей нагреваются от боковых поверхностей горелками 17, и соединяемые поверхности входят в контакт между собой под давлением при высокой температуре. Как показано на фиг.4В, участки рядом с зоной сварки деформируются так, что расширяются при сжат. Далее, как показано на фиг.4С, расширившиеся участки удаляют обрезным станком 18.
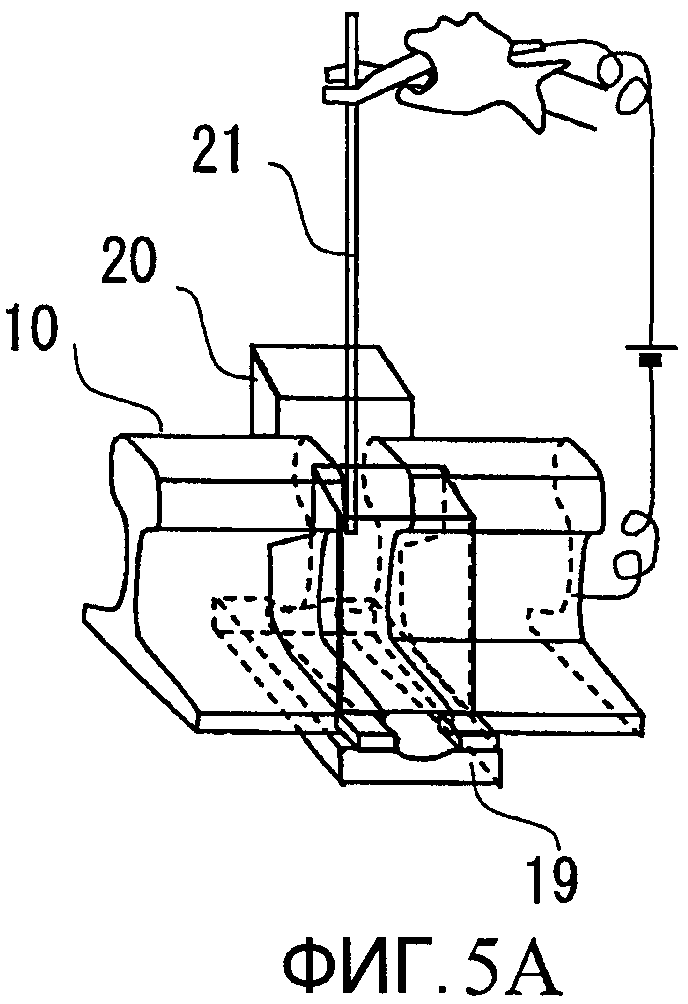
На фиг.5А-5В показаны изображения, иллюстрирующие сварку закрытой дугой. При сварке закрытой дугой, как показано на фиг.5А и 5В, материалы, предназначенные для сварки, располагаются с обращенными друг к другу торцами и с зазором в 10-20 мм между ними, а металл 19 для заливки и наружный металл 20 располагают вокруг зазора. Кроме того, металл сварного шва формируется в зазоре сварочным электродом 21. Этот способ является так называемым способом сварки закрытой дугой вручную.
В частности, существует опасность того, что усталостные трещины образуются от нейтральной оси зоны сварки рельса, возникая на железнодорожных путях, по которым проходят тяжелые грузовые составы, железных дорогах, эксплуатируемых в условиях холодного климата или тому подобном. Соответственно рельсы требуется часто заменять для того, чтобы предотвратить хрупкое разрушение рельса, которое вызывается усталостными трещинами. Пример хрупкого разрушения показан на фиг.6А и 6В.
На фиг.6А показано изображение, демонстрирующее усталостную трещину 22, которая образуется на шейке рельса в горизонтальном направлении, и хрупкую трещину 23, вызванную образованием усталостной трещины. Далее, на фиг.6В показано изображение, демонстрирующее поверхность хрупкой трещины 23 и усталостной трещины 22, показанных на фиг.6А. Усталостная трещина 22 образуется из дефекта сварки как источника, который формируется рядом со сварным швом 8 и нейтральной осью в горизонтальном направлении. После того, как хрупкая трещина 23, вызванная усталостной трещиной 22, проникает в шейку рельса в направлении по толщине, один ее конец растет в направлении верхней части головки рельса, а другой конец растет в направлении подошвенной части. Возникновение усталостной трещины 22 не ограничивается дефектом сварки, и различные причины рассматриваются как источник возникновения усталостной трещины.
Считается, что возникновение усталостной трещины вызывается не только внешней нагрузкой, но и остаточными напряжениями в материале. На фиг.7А показан график, демонстрирующий распределение остаточных напряжений по периферии в зоне сварки рельса в периферическом направлении). На фиг.7А показано, что остаточное напряжение растяжения существует в то время, когда остаточное напряжение превышает 0, а остаточное напряжение сжатия существует в то время, когда остаточное напряжение меньше 0.
Согласно фиг.7А понятно, что большое остаточное напряжение по периферии рельса (т.е. в вертикальном направлении) возникает вокруг шейки в зоне сварки рельса при сварке. Соответственно считается, что усталостная трещина, возникающая из дефекта сварки как начала, возникает потому, что нагрузка повторно прилагается вокруг шейки в зоне сварки рельса, имеющей большое остаточное напряжение при прохождении состава. Для того, чтобы предотвратить возникновение усталостной трещины, желательно предотвратить возникновение дефекта сварки как источника трещины и сделать дефект сварки неактивным даже при его наличии.
На фиг.7В показана зависимость между расстоянием от центра сварки (в продольном направлении рельса) и остаточным напряжением, которое существует на шейке рельса в вертикальном направлении. Из фиг.7В понятно, что большие остаточные напряжения растяжения существуют в диапазоне между центром сварки и позицией, удаленной от центра сварки на расстояние около 25 мм.
Железнодорожный путь включает в себя рельсы и шпалы для поддержки рельсов. В то время, когда поезд проходит по рельсам, распределенные нагрузки прикладываются к рельсам от множества колес поезда.
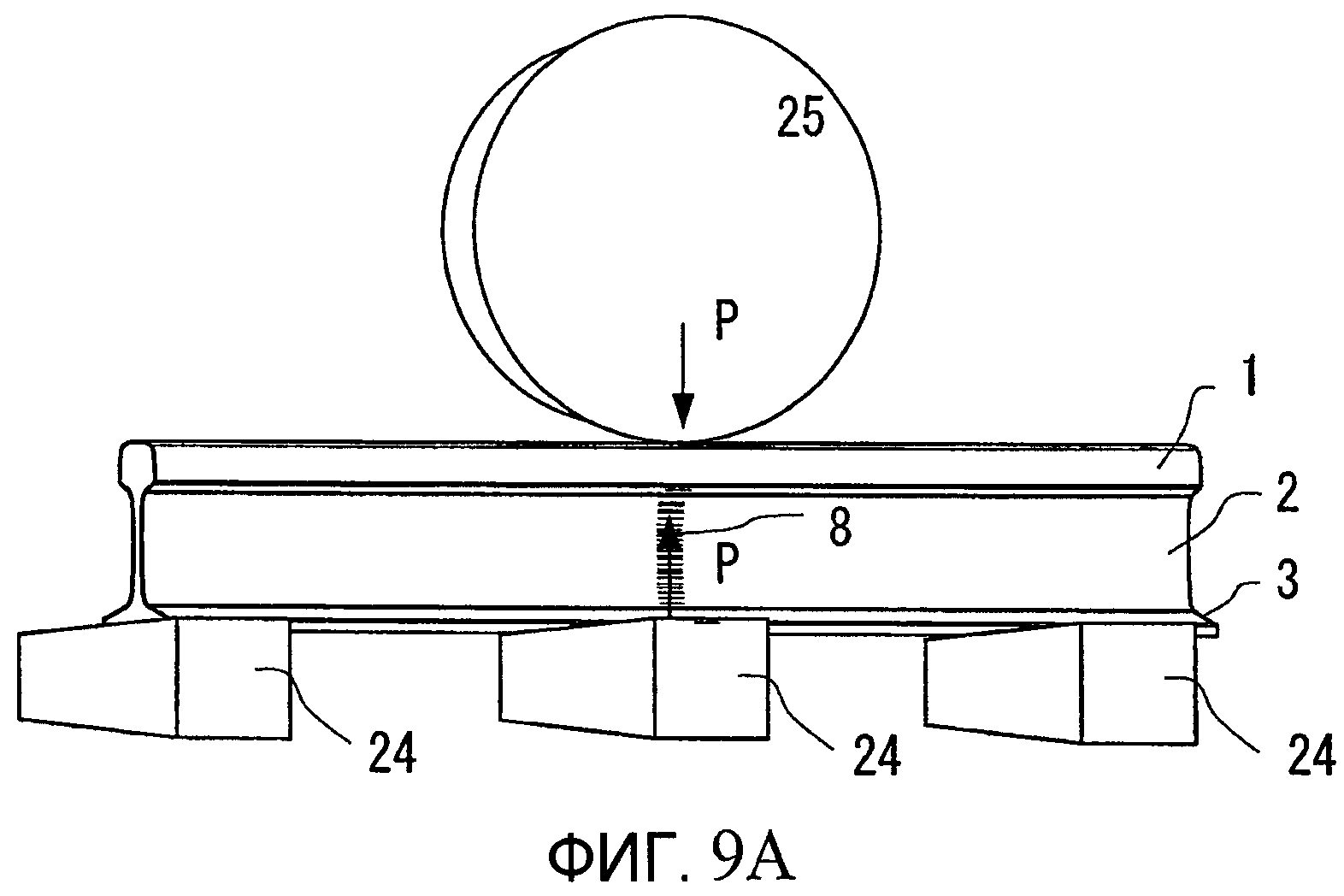
Причина, которая вызывает образование упомянутых выше усталостных трещин, связывается с состоянием нагрузки, приложенной к зоне сварки рельса колесом. Нагрузка, которая приложена к рельсу во время прохождения поезда, варьируется на участке рельса, находящемся непосредственно над шпалой 24, и участке рельса, сформированном между двумя шпалами 24. Вертикальная нагрузка от поезда непосредственно прикладывается к рельсу на участке рельса, находящемся непосредственно над шпалой 24. В то время, когда длинный рельс, сваренный на заводе, укладывают на шпалы в полевых условиях, положение зоны сварки может случайно соответствовать положению шпалы. Принято, что несколько точек, где положения зон сварки соответствуют положению шпал, существуют на длинном рельсе, имеющем длину в несколько сотен метров.
На фиг.9А проиллюстрирован момент времени, когда колесо 25 проходит прямо над шпалой 24 (в зоне сварки) в точке, где положение шпалы 24 соответствует положению зоны сварки. В этом случае наибольшее напряжение возникает на шейке 2 рельса, имеющей небольшую площадь поперечного сечения. Напряжение в этом случае является напряжением сжатия, но и большое остаточное напряжение растяжения существует на шейке 2 рельса, как описано выше. Соответственно в то время, когда шейка 2 рельса воспринимает фактическое напряжение растяжения, напряжение повторно воздействует на шейку рельса.
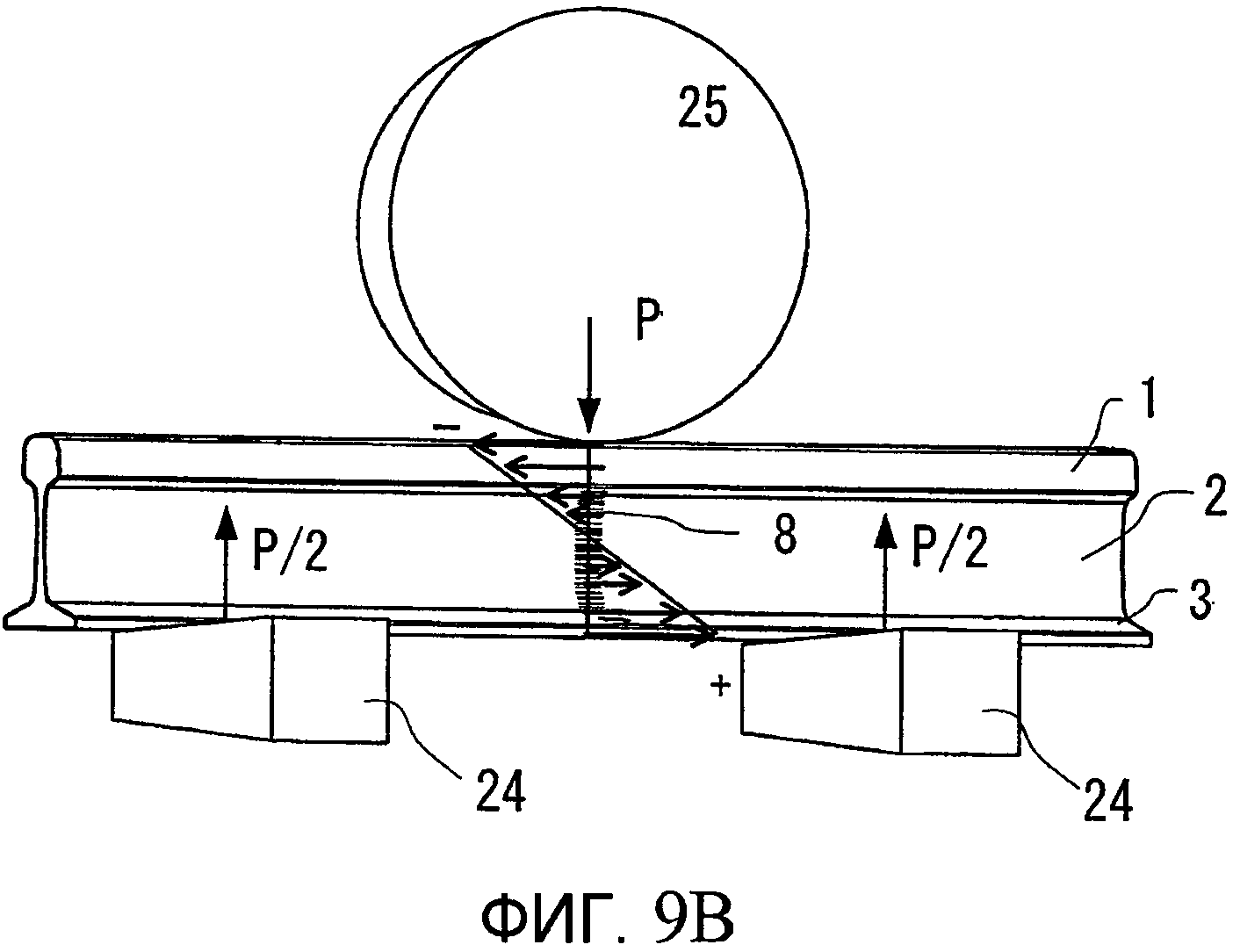
В то же время фиг.9В иллюстрирует момент прохождения колеса 25 между двумя шпалами 24 (в зоне сварки) в точке, где положение шпал 24 и 24 не соответствует положению зоны сварки. В этом случае нагрузка, которая прижимает и изгибает рельс, прикладывается к рельсу колесом 25 сверху. По этой причине возникает напряжение сжатия в продольном направлении на головной части 1 рельса и напряжение растяжения в продольном направлении возникает на подошвенной части 3 рельса. Изгибающее напряжение, приложенное к шейке 2 рельса, является нейтральным. Поскольку напряжение растяжения подошвенной части 3 рельса возникает при любом прохождении колеса 25, необходимо учитывать возникновение усталостной трещины на подошвенной части 3 рельса.
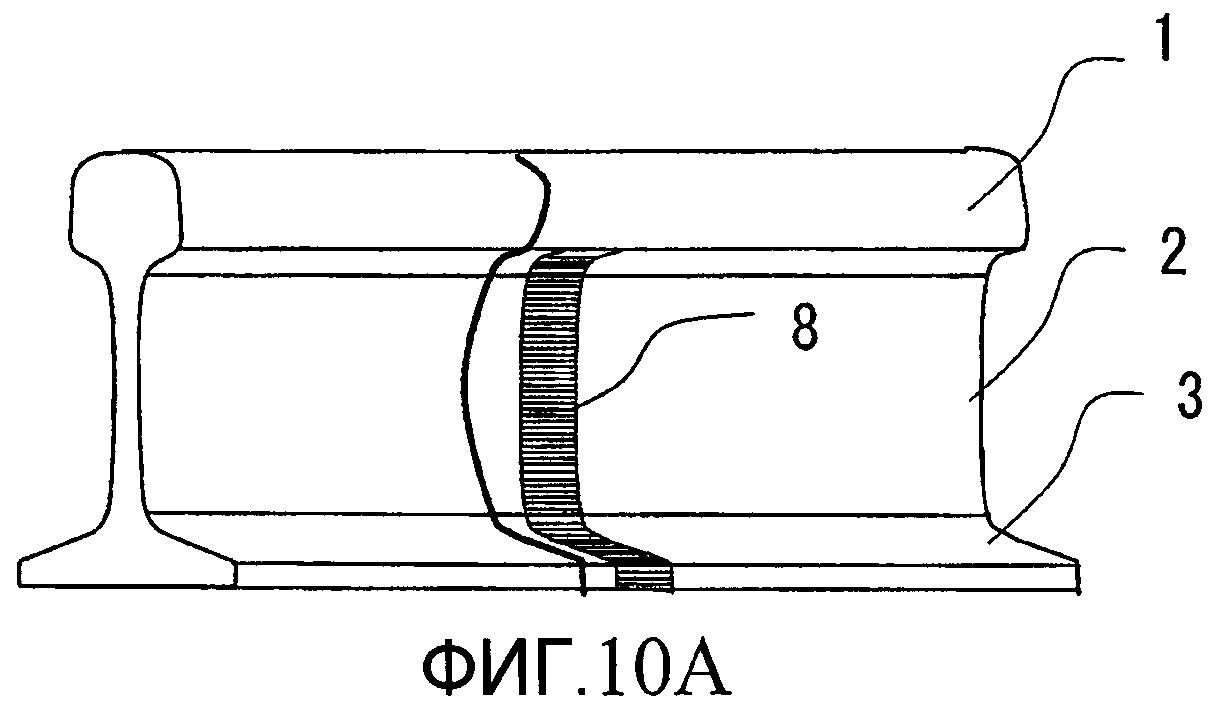
На фиг.8 показано остаточное напряжение, которое возникает в периферийной части зоны сварки в продольном направлении. Как показано на фиг.8, большое напряжение сжатия в продольном направлении остается на подошве рельса. По этой причине даже при приложении напряжения растяжения к подошве рельса при прохождении поезда напряжение растяжения и напряжение сжатия компенсируют друг-друга в состоянии эффективного напряжения. Соответственно существует возможность сдерживать образование усталостных трещин. По этой причине фактический пример усталостного разрушения начиная от подошвенной части рельса является необычным. Однако в случае, если остаточное напряжение сжатия мало, повреждение от усталостной трещины 26, которая образуется на подошве рельса, может возникнуть так, как показано на фиг.10А и 10В.
Патентный документ 5 и Патентный документ 6 предлагают способ изготовления всей зоны сварки рельса или головной части и зоны сварки рельса на шейке при высокой температуре посредством тепла сварки или тепла, переданного извне, с последующим выполнением ускоренного охлаждения для того, чтобы предотвратить повреждение шейки рельса. Согласно этому техническому решению, поскольку контролируется остаточное напряжение в зоне сварки рельса, можно уменьшить остаточное напряжение растяжения, которое возникает в зоне сварки рельса на шейке в вертикальном направлении или преобразовать остаточное напряжение растяжения в остаточное напряжение сжатия. По этой причине можно улучшить усталостную прочность зоны сварки рельса. С помощью этого технического решения можно ограничивать развитие усталостных трещин от шейки рельса.
В качестве другого технического решения, которое улучшает усталостную прочность зоны сварки рельса, известен способ с использованием дробеструйной обработки, описанный, например, в Патентом документе 7, способы с использованием молотковой проковки, шлифовальной обработки и отделки газовольфрамовой сваркой и тому подобного.
Далее, в Патентном документе 8 описано устройство для охлаждения зоны сварки рельса.
Для того, чтобы повысить долговечность длинного рельса, необходимо предотвращать развитие усталостных трещин от шейки и подошвенной части зоны сварки при одновременном придании усталостной прочности длинному рельсу.
При выполнении ускоренного охлаждения головной части и зоны сварки рельса на шейке способом охлаждения, описанным в Патентом документе 5 и Патентном документе 6, улучшается остаточное напряжение растяжения в шейке рельса в вертикальном направлении, так что ограничивается развитие усталостных трещин на шейке. Однако на чертежах непатентного документа 1 показано, что остаточное напряжение подошвенной части в продольном направлении рельса преобразуется в остаточное напряжение растяжения, если применяется упомянутый выше способ. В последнее время в связи с тенденцией к увеличению веса поездов увеличивается, возрастает нагрузка, вызванная изгибающим грузом и приложенная к подошвенной части. Поскольку подошвенная часть растягивается в продольном направлении рельса под воздействием нагрузки, вызванной изгибающим грузом, важное значение имеет усталостная прочность подошвенной части рельса. Как описано выше, остаточное напряжение в рельсе в продольном направлении значительно влияет на усталостную прочность подошвенной части рельса. Однако, поскольку остаточное напряжение подошвенной части рельса в продольном направлении рельса уменьшается (должно превращаться в остаточное напряжение растяжения) при охлаждении согласно Патентному документу 5 и Патентному документу 6, как описано выше, существует опасность понижения усталостной прочности. По этой причине существует опасность развития повреждения, показанного на фиг.10А и 10В.
В то же время, при дробеструйной обработке, которая относится к улучшению усталостного напряжения (то есть для приложения остаточного напряжения сжатия) посредством последующей механической обработки, стальные сферы, каждая из которых имеет диаметр в несколько миллиметров, ударяются о материал для пластической деформации поверхностного слоя материала, так что поверхностный слой подвергается механическому упрочнению. В результате можно улучшить усталостную прочность путем увеличения остаточного напряжения. Однако такая обработка требует крупных мощностей, которые выбрасывают стальные сферы, собирают стальные сферы, предупреждают выделение пыли и тому подобное. По этой причине применение дробеструйной обработки к большой зоне сварки ограничено. Кроме того, поскольку материалы, которые должны выбрасываться, должны возобновляться из-за абразивного износа и их повреждения, способ неудобен с точки зрения издержек.
Далее, при молотковой проковке, которая пластически деформирует зону сварки путем удара по материалу концами инструмента, материалу придается напряжение сжатия и концентрация напряжения ограничивается пластической деформацией, так что улучшается усталостная прочность материала. Однако при ударе велика вибрация, велика нагрузка на рабочего и трудно обеспечить точный контроль и однородную обработку. В не являющемся патентным документе 2 указано, что эффект улучшения усталостной прочности невелик из-за наличия морщинистых бороздчатых участков, которые образуются при работе согласно условиям обработки.
Далее, поскольку шлифовальная обработка ограничивает концентрацию напряжений путем сглаживания наружных поверхностей сварного шва, можно ожидать достижения надежного эффекта. Однако в случае избыточного шлифования наружных поверхностей сварного шва толщина зоны сварки оказывается недостаточной, что ведет к уменьшению прочности. По этой причине существует недостаток, выражающийся в том, что шлифовальная обработка требует высокой квалификации и длительного времени.
Далее, наружные поверхности сварного шва расплавляются повторно дугой, образуемой вольфрамовым электродом и затвердевают снова, имея гладкую форму при отделке газовольфрамовой сваркой, так что ограничивается концентрация напряжений. В результате можно улучшить усталостную прочность. Однако в случае, если высокоуглеродистый материал, такой как рельс, сваривают вручную, возможно образование твердой и хрупкой мартенситной структуры. Для того, чтобы предотвратить образование мартенситной структуры, требуется строгая организация труда.
Далее, можно повысить твердость зоны сварки путем выполнения подходящего охлаждения из высокотемпературного состояния после сварки посредством устройства для охлаждения зоны сварки рельса, описанного в Патентном документе 8. В то же время, согласно исследованиям авторов изобретения, для того, чтобы контролировать состояние остаточного напряжения в зоне сварки, необходимо выполнить охлаждение в нужном диапазоне при нужной интенсивности. Считается, что остаточное напряжение изменяется также с помощью устройства из Патентного документа 8, однако условия охлаждения для должного распределения остаточных напряжений не описаны.
Поскольку участок соединения рельса (зона сварки рельса) является наиболее уязвимым в рельсе, как описано выше, участок соединения рельса требует затрат на обслуживание. Кроме того, участок соединения рельса является главным источником возникновения шума и вибрации, которые возникают при прохождении поезда. Поскольку скорость и вес поезда возрастают в различных странах, общее применение находит техника формирования длинного рельса путем непрерывного соединения участков рельса.
Стыковая сварка оплавлением (например, в Патентном документе 1), газопрессовая сварка (например, в Патентном документе 2), сварка закрытой дугой (например, в Патентном документе 3) и термитная сварка (например, в Патентном документе 4) являются основными способами сварки рельса.
При сварке соединения рельса существует опасность того, что усталостные трещины образуются вокруг нейтральной оси зоны сварки рельса на железнодорожном пути, по которому проходят тяжелые грузовые поезда, на железных дорогах, эксплуатируемых в условиях холодного климата и тому подобном. Соответственно рельсы требуется часто заменять для того, чтобы предотвратить хрупкое разрушение рельса, которое вызывается усталостными трещинами. Пример хрупкого разрушения показан на фиг.41А и 41В. На фиг.41А показано положение, при котором усталостная трещина 151, которая развивается в горизонтальном направлении, образуется возле нейтральной оси зоны 150 сварки рельса. Хрупкая трещина 152 развивается в направлении головки рельса и в направлении основания рельса. На фиг.41В показана поверхность излома усталостной трещины 151 и хрупкой трещины 152. По фиг.41В можно понять, что усталостная трещина 151 развивается из области вблизи нейтральной оси сварной зоны рельса 150 как источника трещины, и хрупкая трещина 152 затем развивается в шейке в направлении по толщине. В то же время в этом описании верхняя часть 160 рельса, входящая в контакт с колесом, упоминается как «головная часть», нижняя часть 162 рельса, входящая в контакт со шпалой, упоминается как «подошвенная часть» и часть 161, сформированная между головной частью и подошвенной частью, упоминается как «шейка» (см. фиг.27А и 27В).
Считается, что на развитие усталостной трещины влияют не только условия внешней нагрузки, но и остаточное напряжение в материале. На фиг.42 показан график, демонстрирующий распределение остаточного напряжения, которое вызвано стыковой сваркой оплавлением, в периферийной части зоны сварки рельса в периферическом направлении. На графике по фиг.42 положительное направление вертикальной оси представляет остаточное напряжение растяжения, а отрицательное направление вертикальной оси представляет остаточное напряжение сжатия. Из фиг.42 можно понять, что остаточное напряжение растяжения шейки велико. В случае, если зона сварки рельса помещается на шпале, напряжение сжатия в вертикальном направлении воздействует на шейку во время прохождения поезда. Однако в шейке остается большим напряжением растяжения в вертикальном направлении (в периферическом направлении поперечного разреза рельса). Соответственно, в то время, когда шейка воспринимает фактическое напряжение растяжения, напряжение периодически воздействует на шейку. По этой причине на шейке может развиваться усталостная трещина.
В Патентном документе 5 и Патентном документе 6 описан способ получения всей зоны сварки рельса или головной части и шейки зоны сварки рельса в высокотемпературном состоянии за счет тепла сварки или тепла, переданного извне, и последующего выполнения ускоренного охлаждения для того, чтобы предотвратить повреждение шейки рельса. Согласно этому техническому решению, поскольку остаточное напряжение в зоне сварки рельса контролируется, можно уменьшить остаточное напряжение растяжения, которое возникает в шейке зоны сварки рельса в вертикальном направлении или превратить остаточное напряжение растяжения в остаточное напряжение сжатия. По этой причине существует возможность улучшить усталостную прочность зоны сварки рельса.
Далее в качестве технического решения, которое улучшает усталостную прочность зоны сварки рельса предлагается способ использования дробеструйной обработки, описанный, например, в Патентном документе 7. При дробеструйной обработке стальные сферы, которые имеют диаметр в несколько миллиметров, ударяются о материал для пластической деформации поверхностного слоя материала, так что поверхностный слой подвергается механическому упрочнению. В результате можно улучшить усталостную прочность путем превращения остаточного напряжения в напряжение сжатия.
Далее, в Патентном документе 8 описано устройство для охлаждения зоны сварки рельса. Устройство включает в себя воздушную камеру, которая охлаждает верхнюю поверхность головки зоны сварки рельсов, воздушную камеру, которая охлаждает боковые поверхности головки зоны сварки рельса, и воздушные камеры, которые охлаждают шейку и нижнюю часть (подошвенную часть) зоны сварки рельса. Каждая из воздушных камер содержит множество сопел, которые выбрасывают сжатый воздух, и сопло для определения температуры помещается в середине группы сопел воздушной камеры, которая охлаждает верхнюю поверхность головной части.
Головная часть рельса подвержена износу, связанному с контактом с колесом. В частности, износ облегчается на криволинейном пути за счет относительного скольжения между колесом и рельсом. По этой причине на криволинейном участке часто применяется подвергнутый термической обработке рельс, у которого головная часть рельса закалена. При сварке подвергнутого термической обработке рельса желательно, чтобы такая же твердость, как и твердость предназначенного для сварки основного материала, была получена путем ускоренного охлаждения головной части рельса после сварки в температурном диапазоне до завершения перлитного превращения из области температуры аустенита. При выполнении ускоренного охлаждения головной части рельса после сварки выполняется ускоренное охлаждение головной части и шейки зоны сварки рельса, так что уменьшается остаточное напряжение шейки рельса в вертикальном направлении (то есть возрастает остаточное напряжение сжатия). Соответственно ограничивается развитие усталостной трещины. Этот способ описан в непатентном документе 1. Однако при экспериментах по настоящему изобретению обнаружено, что остаточное напряжение в шейке уменьшается незначительно даже при выполнении ускоренного охлаждения головной части и шейки зоны сварки рельса.
Далее, дробеструйная обработка требует крупных мощностей, которые выбрасывают стальные сферы, собирают стальные сферы, предупреждают выделение пыли и тому подобное. По этой причине применение дробеструйной обработки к большой зоне сварки ограничено. Кроме того, поскольку стальные сферы подвергаются абразивному износу и повреждениям, стальные сферы требуется восстанавливать через регулярные интервалы. Соответственно существует проблема, связанная с эксплуатационными затратами.
Кроме того, исходя из опытов, выполненных авторами изобретения, найдено, что остаточное напряжение шейки рельса не уменьшается и усталостная долговечность не слишком увеличивается при выполнении ускоренного охлаждения сварной зоны рельса посредством охлаждающего устройства, описанного в Патентном документе 8. То есть, очевидно, что остаточное напряжение в сварной зоне рельса не может быть уменьшено (не может быть увеличено остаточное напряжение сжатия), если только охлаждение не выполняется в подходящем диапазоне сварной зоны рельса при нужной скорости охлаждения.
Список документов
Патентные документы
[Патентный документ 1] Японская не рассмотренная патентная заявка, первая публикация № S56-136292
[Патентный документ 2] Японская не рассмотренная патентная заявка, первая публикация № Н11-270810
[Патентный документ 3] Японская не рассмотренная патентная заявка, первая публикация № Н6-292968
[Патентный документ 4] Японская не рассмотренная патентная заявка, первая публикация № S48-95337
[Патентный документ 5] Японская не рассмотренная патентная заявка, первая публикация № S59-93837
[Патентный документ 6] Японская не рассмотренная патентная заявка, первая публикация № S59-93838
[Патентный документ 7] Японская не рассмотренная патентная заявка, первая публикация № Н3-249127
[Патентный документ 1] Японская не рассмотренная патентная заявка, первая публикация № S60-33313
Непатентные документы [Непатентный документ 1] Труды Второй Международной конференции по остаточным напряжениям, ICR2, Нанси, Франция, 23-25 ноября, 1988 г., стр.912-918
[Непатентный документ 2] Мицуки, Анами, Тани, Сугимато, «Улучшение усталостной прочности путем модификации внешних поверхностей сварного шва», Сборник трудов Института сварки, т.17, № 1, стр.111-119 (1999 г).
Раскрытие изобретения
Проблемы, которые должны быть решены с помощью изобретения
Как описано выше, в прошлом не было технических решений, эффективно повышающих усталостную прочность части шейки рельса, усталостную прочность подошвенной части рельса и твердость головной части рельса. Соответственно первой целью изобретения является предложение способа эффективного изготовления рельса, в котором усталостная прочность зоны сварки улучшена по сравнению с существующим уровнем техники.
Далее, второй целью изобретения является предложение способа охлаждения зоны сварки рельса и охлаждающего устройства, применяемого при способе, который позволяет сохранить достаточную твердость головной части рельса и улучшить усталостную прочность зоны сварки рельса по сравнению с существующей техникой путем дальнейшего уменьшения остаточного напряжения шейки (то есть путем увеличения остаточного напряжения сжатия).
Изобретение предусматривает использование следующих средств для того, чтобы достичь упомянутых целей.
(1) Согласно первому аспекту изобретения предлагается способ охлаждения зоны сварки рельса, которая включает область Ас1, нагретую до температуры не ниже начальной температуры Ас1 превращения из перлита в аустенит, и область Ас3, нагретую до температуры не ниже температуры полного превращения Ас3. Способ включает в себя первый процесс охлаждения шейки при охлаждении области охлаждения части шейки зоны сварки рельса в части диапазона температур до завершения превращения из аустенита в перлит, второй процесс охлаждения части шейки при охлаждении области охлаждения шейки после перлитного превращения во всей части шейки в зоне сварки рельса, процесс охлаждения подошвенной части при охлаждении подошвенной части в зоне сварки рельса, и процесс охлаждения головной части при охлаждении головной части зоны сварки рельса. В то время, когда длительность охлаждения первого и второго процессов охлаждения части шейки равна t минут, величина k, которую получают путем деления ширины L области охлаждения части шейки на ширину LАc1 области Ас1 удовлетворяет выражению, представленному как -0,1t+0,63≤k≤-0,1t+2,33.
(2) При способе по п.(1) область охлаждения части шейки может охлаждаться со скоростью охлаждения, которая превышает скорость естественного охлаждения и не превышает 5°С/сек в первом процессе охлаждения шейки. Область охлаждения части шейки может охлаждаться со скоростью охлаждения, которая превышает естественную скорость охлаждения и не ниже скорости охлаждения подошвенной части во втором процессе охлаждения части шейки.
(3) При способе по п.(1) область охлаждения части шейки может охлаждаться со скоростью охлаждения, которая превышает скорость естественного, будучи не ниже скорости охлаждения подошвенной части во втором процессе охлаждения части шейки.
(4) При способе по п.(1) область охлаждения части шейки может охлаждаться со скоростью охлаждения, которая превышает скорость естественного охлаждения и не превышает 5°С/сек в первом процессе охлаждения части шейки.
(5) При способе по п.(1) при первом процессе охлаждения части шейки процесс охлаждения области температуры аустенита может включать в себя первый предыдущий процесс охлаждения части шейки и первый последующий процесс охлаждения части шейки для продолжения охлаждения области охлаждения части шейки после первого предыдущего процесса охлаждения части шейки в диапазоне температур до завершения перлитного превращения; область охлаждения части шейки может охлаждаться со скоростью охлаждения, которая превышает скорость естественного охлаждения, будучи не ниже скорости охлаждения подошвенной части, в первом предыдущем процессе охлаждения части шейки; область охлаждения части шейки может охлаждаться при скорости естественного охлаждения или скорости охлаждения, не превышающей 2°С/сек в первом последующем процессе охлаждения части шейки; и область охлаждения части шейки может охлаждаться при скорости охлаждения, которая превышает скорость естественного охлаждения, будучи не ниже скорости охлаждения подошвенной части во втором процессе охлаждения части шейки.
(6) При способе по п.(1) скорость охлаждения подошвенной части может быть скоростью естественного охлаждения.
(7) При способе по п.(1), при процессе охлаждения головной части головную часть можно охлаждать со скоростью охлаждения, которая превышает скорость естественного охлаждения и не превышает 5°С/сек, по меньшей мере в части диапазона температур до завершения превращения в перлит из области температуры аустенита, превышающего А3, Ае или Acm.
(8) При способе по любому из п.п.(1)-(7), скорость охлаждения в нижней угловой части сужающейся части может быть ниже скорости охлаждения части шейки при охлаждении головной части и части шейки.
(9) При способе по п.(8), если высота боковой части головки, образующей боковую поверхность головной части, обозначается как Hs, вся головная часть, за исключением участка головной части, который помещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, может быть подвергнута ускоренному охлаждению.
(10) При способе по п.(9), экранирующие пластины могут быть помещены в области головной части, которая помещается ниже нижней позиции, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, и на головную часть выбрасывается охлаждающая жидкость.
(11) Согласно второму аспекту изобретения предлагается сварное соединение рельса, которое охлаждается способом охлаждения сварной зоны рельса согласно (1). Сварное соединение рельса включает часть шейки, в которой остаточное напряжение в вертикальном направлении равно 350 МПа или меньше, подошвенная часть рельса, в которой остаточное напряжение в продольном направлении является напряжением сжатия, и зона сварки рельса, в которой 95% или больше от структуры металла является перлитной структурой.
(12) Согласно третьему аспекту изобретения предлагается сварное соединение рельса, которое охлаждается способом охлаждения сварной зоны рельса согласно (8). Сварное соединение рельса включает часть шейки, в которой остаточное напряжение в периферическом направлении в поперечном разрезе рельса равно 300 МПа или меньше, и головную часть, в которой твердость по Виккерсу равна 320 или больше.
(13) Согласно четвертому аспекту изобретения предлагается устройство для охлаждения зоны сварки рельса. Устройство может включать в себя блок охлаждения головной части. Блок охлаждения головной части выполняет ускоренное охлаждение всей головной части за исключением той области головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, когда высота боковой части головки, образующей боковую поверхность головной части, обозначается как Hs.
(14) В устройстве по п.(13) блок охлаждения головной части может включать в себя эжекторную часть, которая выбрасывает на головную часть охлаждающую жидкость, и экранирующие пластины, которые покрывают область головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3.
Эффекты изобретения
Согласно способам (1)-(7) можно улучшить остаточное напряжение в части шейки в зоне сварки рельса и предотвратить легкое возникновение усталостной трещины в зоне сварки путем контроля остаточного напряжения в части подошвы в диапазоне сжатия.
Согласно способам (8)-(10) можно уменьшить остаточное напряжение в части шейке при эффективном сохранении твердости головной части рельса за счет того, что скорости охлаждения сужающихся частей ниже скорости охлаждения шейки в то время, когда головная часть и часть шейки в зоне сварки рельса подвергаются ускоренному охлаждению. По этой причине можно улучшить износостойкость головной части рельса и усталостную прочность зоны сварки рельса.
Согласно сварному соединению рельса (11), существует возможность ограничить повреждение, вызванное усталостью металла, даже при прохождении по рельсам тяжелых поездов.
Согласно сварному соединению рельса (12), существует возможность ограничить износ головной части рельса и повреждение, вызванное усталостью металла, даже при прохождении по рельсам тяжелых поездов.
Согласно устройствам (13) и (14), блок охлаждения головной части выполняет ускоренное охлаждение всей головной части за исключением участка головной части, который помещается ниже нижнего положения, удаленного от верхнего конца боковой поверхности головной части на расстояние 2Hs/3. Соответственно скорость охлаждения сужающихся частей установлена низкой, так что существует возможность снизить скорость охлаждения сужающихся частей еще более низкой, чем скорость охлаждения части шейки. По этой причине существует возможность поддерживать твердость головной части рельса, которая входит в контакт с колесом, на высоком уровне, и дополнительно снизить остаточное напряжение в части шейке в вертикальном направлении.
Краткое описание чертежей
На фиг.1А показан вид рельса сбоку.
На фиг.1В показан вид в поперечном разрезе, выполненном по линии А-А на фиг.1А.
На фиг.2А показано схематическое изображение, иллюстрирующее процесс оплавления при стыковой сварке оплавлением.
На фиг.2В показано схематическое изображение, иллюстрирующее процесс высадки при стыковой сварке оплавлением.
На фиг.2С показано схематическое изображение, иллюстрирующее процесс обрезки при стыковой сварке оплавлением.
На фиг.3С показано схематическое изображение, иллюстрирующее термитную сварку.
На фиг.3В показан вид в поперечном разрезе, выполненном по линии В-В на фиг.3А.
На фиг.4А показано схематическое изображение, иллюстрирующее процесс нагревания при газопрессовой сварке.
На фиг.4В показано схематическое изображение, иллюстрирующее процесс сжатия при газопрессовой сварке.
На фиг.4С показано схематическое изображение, иллюстрирующее процесс обрезки при газопрессовой сварке.
На фиг.5А показано схематическое изображение, иллюстрирующее сварку закрытой дугой.
На фиг.5В показан вид в поперечном разрезе, иллюстрирующий сварку закрытой дугой.
На фиг.6А показано схематическое изображение, демонстрирующее усталостное повреждение, которое возникает в части шейки зоны сварки рельса.
На фиг.6В показано схематическое изображение, демонстрирующее поверхность излома повреждения.
На фиг.7А показан график, демонстрирующий распределение остаточных напряжений в зоне сварки рельса в периферическом направлении.
На фиг.7В показан график, демонстрирующий зависимость между расстоянием от центра сварки и остаточным напряжением, которое существует в части шейки рельса в вертикальном направлении.
На фиг.8 показан график, демонстрирующий распределение остаточных напряжений, которые существуют в периферийной части зоны сварки рельса в продольном направлении рельса.
На фиг.9А показано схематическое изображение, демонстрирующее момент прохождения колеса над шпалой.
На фиг.9В показано схематическое изображение, демонстрирующее момент прохождения колеса между шпалами.
На фиг.10А показано схематическое изображение, демонстрирующее усталостное повреждение, которое возникает от подошвенной части зоны сварки рельса.
На фиг.10В показано схематическое изображение, демонстрирующее поверхность излома повреждения.
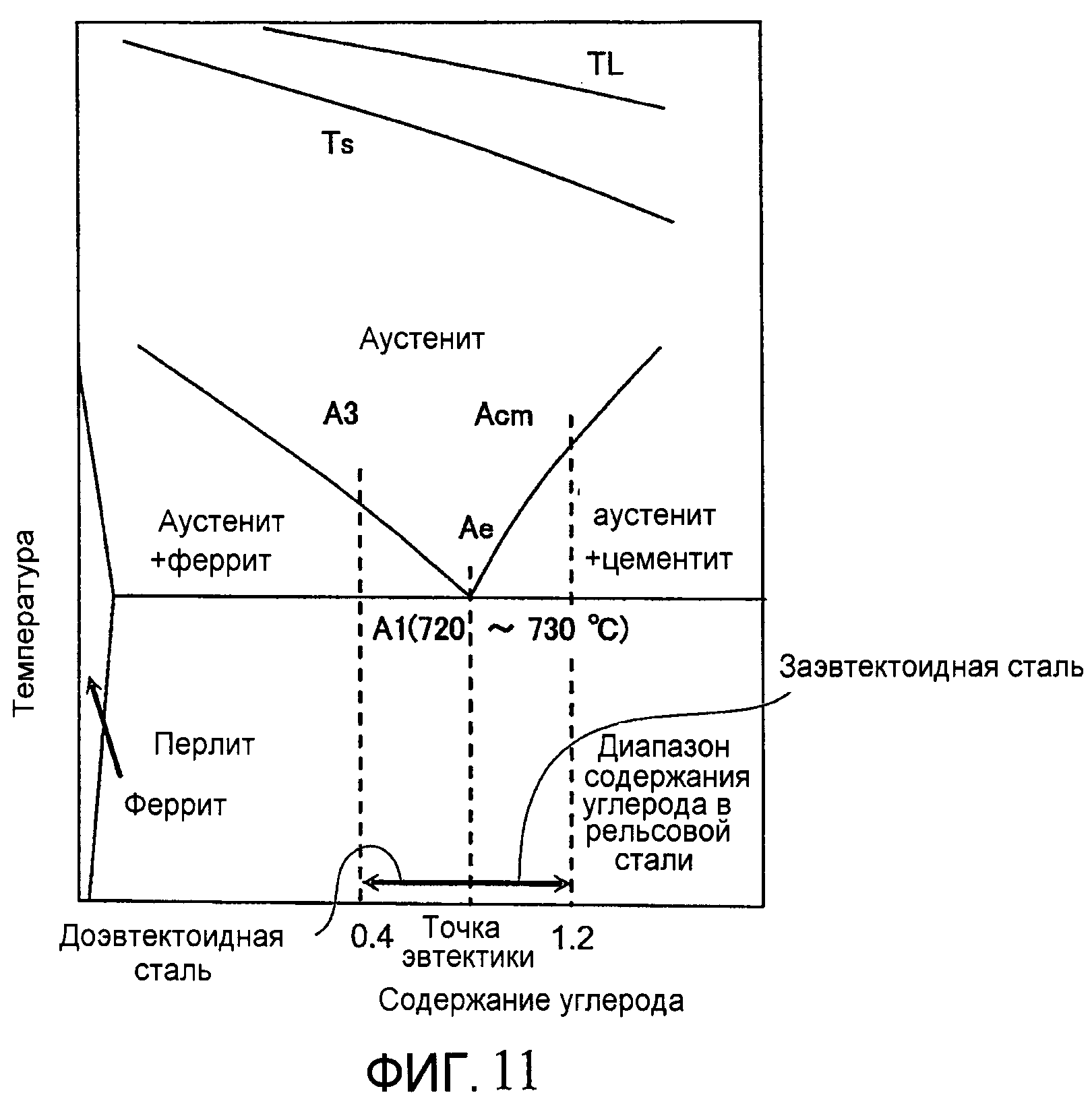
На фиг.11 показана диаграмма равновесия углеродистой стали.
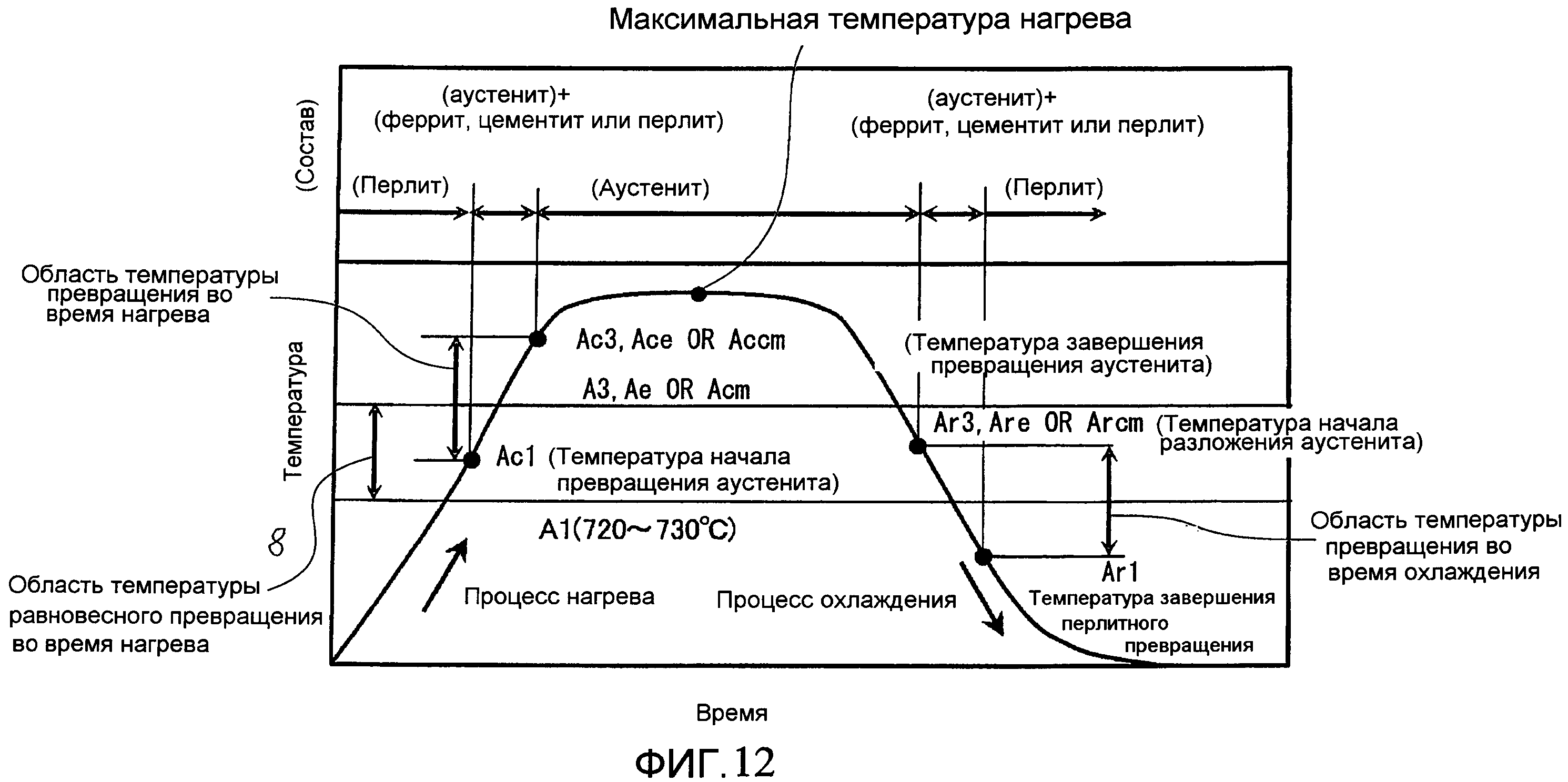
На фиг.12 показано схематическое изображение, демонстрирующее структурные изменения, вызванные нагревом и охлаждением углеродистой стали.
На фиг.13А показана термокинетическая (ССТ) диаграмма для стали, имеющей доэвтектоидный состав.
На фиг.13В показана термокинетическая диаграмма для стали, имеющей эвтектоидный состав.
На фиг.13С показана термокинетическая диаграмма для стали, имеющей заэвтектоидный состав.
На фиг.14 показан график, демонстрирующий распределение температуры рельса и распределение твердости рельса в аксиальном направлении по рельсу.
На фиг.15А показано изображение, демонстрирующее распределение температуры по части шейки в зоне сварки рельса сразу после сварки.
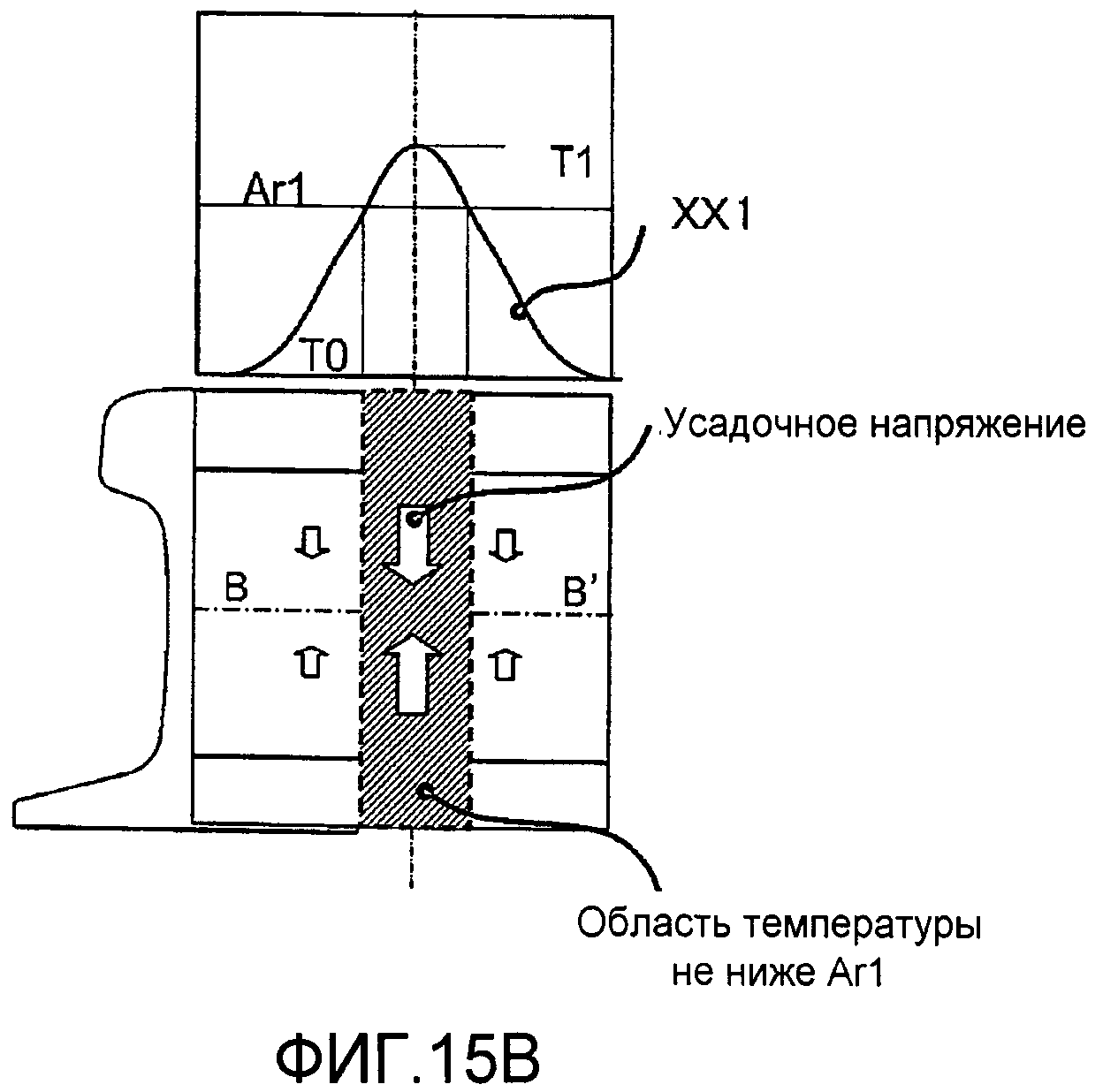
На фиг.15В показано изображение, демонстрирующее распределение температуры и усадочного напряжения по части шейки в зоне сварки рельса в определенный момент времени в процессе охлаждения.
На фиг.15С показано изображение, демонстрирующее распределение температуры по части шейки в зоне сварки рельса в определенные моменты времени в процессе естественного охлаждения и в процессе ускоренного охлаждения.
На фиг.15D показано изображение, демонстрирующее распределение температуры по части шейки в зоне сварки рельса в моменты времени, когда температура центра сварки несколько выше чем Ar1, в процессе естественного охлаждения и в процессе ускоренного охлаждения.
На фиг.16А показано схематическое изображение, демонстрирующее распределение температуры при экстенсивном охлаждении части шейки.
На фиг.16В показано схематическое изображение, демонстрирующее распределение температуры при чрезмерном охлаждении подошвенной части.
На фиг.17 показано схематическое изображение, демонстрирующее изменение температуры в то время, когда части шейки рельса подвергается ускоренному охлаждению после завершения перлитного превращения (первая схема охлаждения).
На фиг.17 показано схематическое изображение, демонстрирующее изменение температуры в то время, когда часть шейки рельса подвергается ускоренному охлаждению после завершения перлитного превращения (вторая схема охлаждения).
На фиг.18А показано схематическое изображение, демонстрирующее изменение температуры в то время, когда часть шейки рельса подвергается ускоренному охлаждению до завершения перлитного превращения с момента времени, когда еще не начался распад аустенита (вторая схема охлаждения).
На фиг.18В показано другое схематическое изображение, демонстрирующее изменение температуры в то время, когда часть шейки рельса подвергается ускоренному охлаждению до завершения перлитного превращения с момента времени, когда еще не начался распад аустенита (вторая схема охлаждения).
На фиг.18С показано другое схематическое изображение, демонстрирующее изменение температуры в то время, когда часть шейки рельса подвергается ускоренному охлаждению до завершения перлитного превращения с момента времени, когда еще не начался распад аустенита (вторая схема охлаждения).
На фиг.19 показано схематическое изображение, демонстрирующее изменение температуры в то время, когда часть шейки рельса подвергается ускоренному охлаждению до завершения перлитного превращения с момента времени, когда еще не начался распад аустенита, и далее подвергается ускоренному охлаждению после завершения перлитного превращения (третья схема охлаждения).
На фиг.20А показано схематическое изображение, демонстрирующее изменение температуры в то время, когда часть шейки рельса и головная часть рельса подвергаются ускоренному охлаждению до завершения перлитного превращения с момента времени, когда еще не начался распад аустенита, и далее часть шейки рельса подвергается ускоренному охлаждению после завершения перлитного превращения (четвертая схема охлаждения).
На фиг.20В показано схематическое изображение, демонстрирующее изменение температуры во время охлаждения и являющееся изображением, демонстрирующим изменение температуры в то время, когда в области температуры перлитного превращения во время охлаждения применяется плавный диапазон охлаждения, соответствующий 2°С/сек или меньше (четвертая схема охлаждения).
На фиг.21 показано схематическое изображение, демонстрирующее изменение температуры во время охлаждения и являющееся изображением, демонстрирующим изменение температуры в то время, когда часть шейки рельса и головная часть рельса подвергаются ускоренному охлаждению вплоть до завершения перлитного превращения с момента времени, когда еще не начался распад аустенита, и далее часть шейки рельса подвергается ускоренному охлаждению после завершения перлитного превращения (пятая модель охлаждения).
На фиг.22А показано схематическое изображение, демонстрирующее распределение температуры в зоне сварки при небольшой ширине охлаждения.
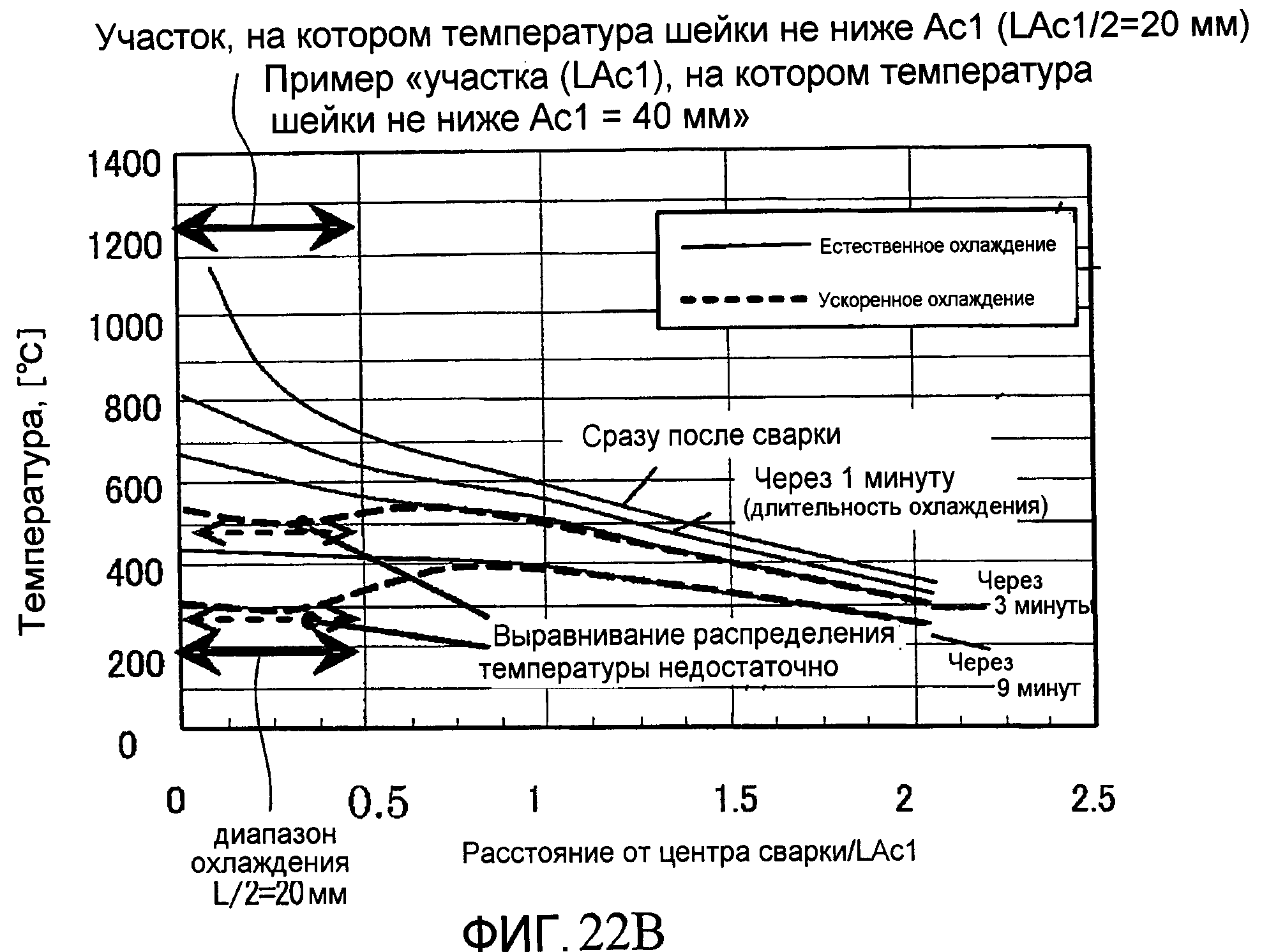
На фиг.22В показано схематическое изображение, демонстрирующее распределение температуры в зоне сварки при средней ширине охлаждения.
На фиг.22С показано схематическое изображение, демонстрирующее распределение температуры в зоне сварки при большой ширине охлаждения.
На фиг.23А показано схематическое изображение, демонстрирующее зависимость между значением k (отношение между шириной охлаждения и шириной материала, нагретого до температуры Ас1 или более) и остаточным напряжением в случае кратковременного охлаждения.
На фиг.23В показано схематическое изображение, демонстрирующее зависимость между значением k (отношение между шириной охлаждения и шириной материала, нагретого до температуры Ас1 или более) и остаточным напряжением в случае долговременного охлаждения.
На фиг.24 показано схематическое изображение, демонстрирующее зависимость между значением k (отношение между шириной охлаждения и шириной материала, нагретого до температуры Ас1 или более), эффективным для уменьшения остаточного напряжения, и длительностью охлаждения.
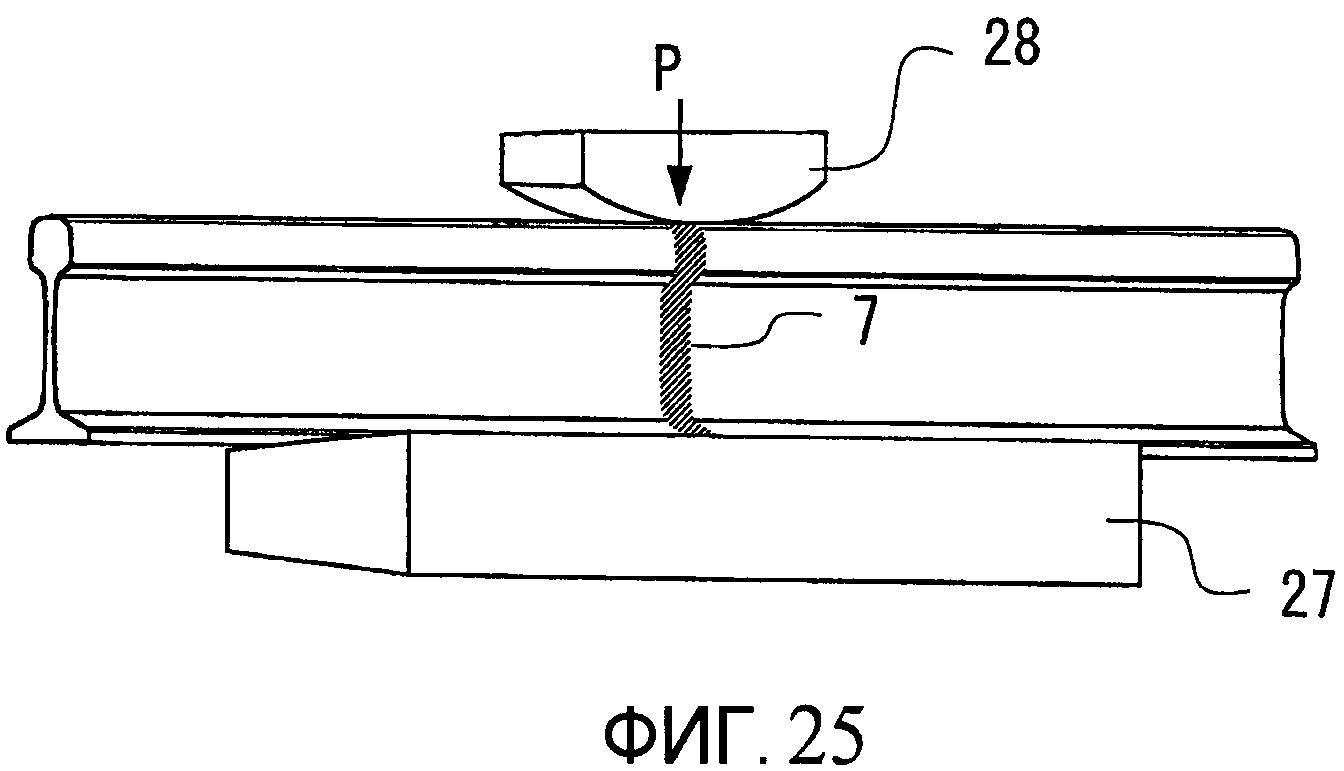
На фиг.25 показано схематическое изображение, иллюстрирующее испытание для определения усталостной прочности части шейки.
На фиг.26 показано схематическое изображение, иллюстрирующее испытание для определения усталостной прочности на изгиб подошвенной части.
На фиг.27А показан вид рельса сбоку.
На фиг.27В показано изображение в поперечном разрезе, выполненном по линии X'-X' на фиг.27А.
На фиг.28 показан вид в частичном поперечном разрезе головной части рельса.
На фиг.29 показано схематическое изображение, демонстрирующее устройство для охлаждения зоны сварки рельса согласно варианту реализации изобретения.
На фиг.30А показан вид в плане блока охлаждения головной части, который выполняет ускоренное охлаждение головной части зоны сварки рельса.
На фиг.30В показан вид сбоку блока охлаждения головной части.
На фиг.31 показан вид в поперечном разрезе, выполненный по линии A'-A' с фиг.30А.
На фиг.32 показан вид в поперечном разрезе, выполненный по линии С'-С' с фиг.31.
На фиг.33 показан вид в поперечном разрезе, выполненный по линии В'-В' с фиг.30А.
На фиг.34А показано схематическое изображение, иллюстрирующее процесс оплавления при стыковой сварке оплавлением.
На фиг.34В показано схематическое изображение, иллюстрирующее процесс высадки при стыковой сварке оплавлением.
На фиг.34С показано схематическое изображение, иллюстрирующее процесс обрезки при стыковой сварке оплавлением.
На фиг.35 показано схематическое изображение, демонстрирующее изменение температуры в то время, как зону сварки рельса подвергают ускоренному охлаждению способом охлаждения зоны сварки согласно варианту реализации изобретения.
На фиг.36 показано схематическое изображение, демонстрирующее изменение температуры в то время, как зону сварки рельса подвергают естественному охлаждению.
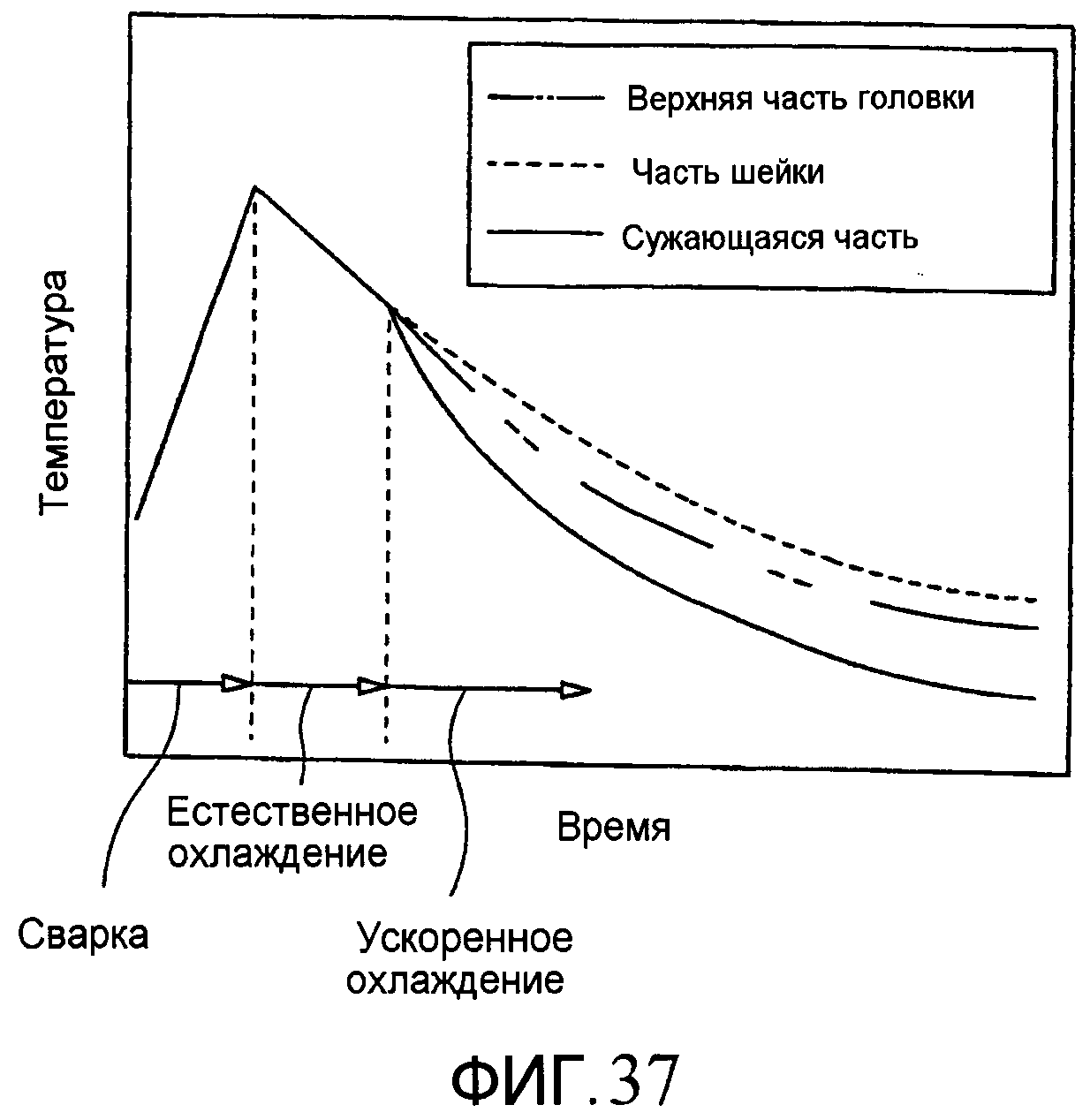
На фиг.37 показано схематическое изображение, демонстрирующее изменение температуры в то время, когда только головную часть рельса подвергают ускоренному охлаждению.
На фиг.38 показано схематическое изображение, демонстрирующее изменение температуры в то время, как головную часть и часть шейки зоны сварки рельса подвергают ускоренному охлаждению способом существующего уровня техники.
На фиг.39 показано схематическое изображение, демонстрирующее пример распределения остаточных напряжений при четырех способах охлаждения.
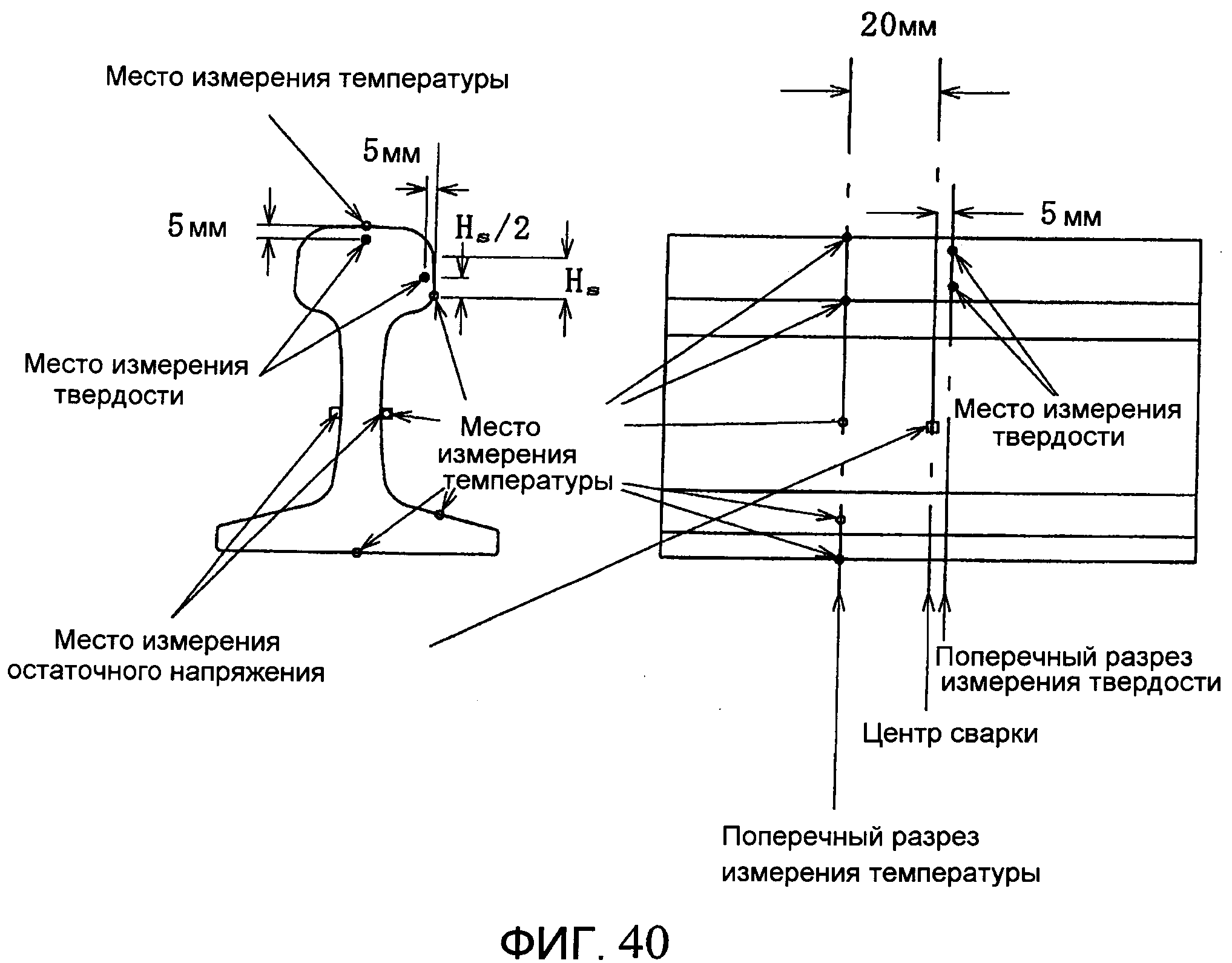
На фиг.40 показано схематическое изображение, демонстрирующее позиции, при которых температура, твердость и остаточное напряжение измеряют в ходе опыта по охлаждению зоны сварки рельса.
На фиг.41А показано схематическое изображение, демонстрирующее усталостное повреждение, которое начинается с части шейки зоны сварки рельса.
На фиг.41В показано схематическое изображение, демонстрирующее поверхность излома повреждения.
На фиг.42 показан график, демонстрирующий распределение остаточного напряжения, существующего в периферийной области зоны сварки рельса в периферическом направлении.
Варианты реализации изобретения
Способ сварки
В изобретении способ сварки рельса не ограничивается стыковой сваркой оплавлением. Стыковая сварка оплавлением будет описана более подробно ниже в качестве примера способа сварки зоны сварки рельса со ссылкой на фиг.2А-2С.
Первым процессом способа стыковой сварки оплавлением является процесс непрерывного генерирования дуги между торцовыми поверхностями, показанными на фиг.2А (процесс оплавления). При этом процессе дуга генерируется между торцовыми поверхностями материалов, предназначенных к сварке, за счет напряжения, приложенного через электрод 9. Части, где генерируется дуга, локально плавятся, часть расплавленного металла выбрасывается наружу в форме брызг, а остальной расплавленный металл остается на торцовых поверхностях. Выемки, которые упоминаются как кратеры, формируются на участках, которые плавятся дугой. Когда свариваемые материалы постепенно приближаются друг к другу, дуга последовательно генерируется на новых контактных участках и материалы постепенно укорачиваются за счет повторения их локального плавления. Скорость перемещения материала, предназначенного к плавлению, регулируется так, чтобы зазор между материалами, предназначенными к сварке, оставался по существу постоянным зазором в этом процессе.
В процессе оплавления может быть применен процесс, который ведет к вхождению торцовых поверхностей материалов в контакт между собой преднамеренно, так, чтобы поднять температуру материала основы, предназначенного к сварке сильным током, вызванным непосредственным приложением тока. Цель этого процесса заключается в том, чтобы сделать прохождение процесса оплавления более эффективным для процесса высадки за счет выравнивания распределения температуры вокруг торцовой поверхности. Этот процесс упоминается как «процесс предварительного нагрева», и обычно предусматривает повторение несколько раз приложения тока по контакту в течение приблизительно 2-5 секунд при периоде прерывания контакта в течение около 1 секунды.
При продолжительности процесса оплавления от нескольких десятков секунд до нескольких минут все торцовые поверхности материалов, предназначенных к сварке, плавятся. Кроме того, материалы вокруг торцовых поверхностей размягчаются из-за повышения температуры. Сжатие в аксиальном направлении выполняется так, как показано на фиг.2В в момент, когда материалы достигают этого состояния. Вогнуто-выпуклые поверхности кратеров, которые формируются на торцовых поверхностях, разрушаются этим сжатием, которое упоминается как высадка. Соответственно расплавленный металл, который существует между торцовыми поверхностями, выдавливается наружу. Поперечный разрез участка вокруг размягченной торцовой поверхности увеличивается благодаря деформации и сварной шов 11 формируется вокруг поверхности сварки.
Сварной шов 11 срезают и удаляют триммерами 12 так, как показано на фиг.2С при высокой температуре сразу после сварки (процесс обрезки). После обрезки вокруг зоны сварки остается тонкий сварной шов, имеющий высоту в несколько миллиметров и ширину приблизительно 10-30 мм.
Остающийся после обрезки тонкий сварной шов головной части рельса, которая входит в контакт с колесом, полируют шлифовальным кругом для сглаживания. Сварной шов на подошвенной части рельса и шейке рельса подвергают обработке различными способами, которые различаются от одной железнодорожной компании к другой, такие как способ полного сглаживания сварного шва путем полировки шлифовальным кругом, способ утончения сварного шва путем полировки с использованием порошка и способ термообработки сварного шва.
Материал рельса
Далее будет описана рельсовая сталь. Как показано в JIS-E1101 и JIS-E1120, доэвтектоидная углеродистая сталь, содержащая 0,5-0,8 массовых % углерода или эвтектоидная сталь, содержащая около 0,8 массовых % углерода, обычно используется в качестве рельсовой стали. Далее, рельсовая сталь, которая имеет заэвтектоидный состав, содержит более 0,8 массовых % углерода и обладает улучшенной износостойкостью на линиях для тяжелых грузовых составов на зарубежных горнорудных железнодорожных дорогах, но и находит также широкое распространение в последние годы.
Диаграмма равновесия
На фиг.11 показана диаграмма равновесия углеродистой стали, на которой содержание углерода представлено на горизонтальной оси. Как показано выше, содержание углерода в рельсовой стали обычно находится в диапазоне от 0,4 до 1,2 массовых %. Кроме углерода рельсовая сталь содержит Si или Mn, и содержит в некоторых случаях усиливающий элемент, такой как Cr. Строго говоря, диаграмма равновесия меняется под влиянием этих элементов, иных чем углерод. Однако изменение диаграммы равновесия является небольшим в пределах содержания элемента (иного чем углерод) в рельсовой стали. Сталь, имеющая доэвтектоидный состав, имеет структуру металла, которая содержит главным образом перлит и частично содержит феррит, при температуре на выше точки А1; имеет структуру металла, в которой феррит и аустенит смешаны между собой, при температуре в диапазоне от А1 до А3; и имеет аустенитную структуру при температуре не ниже точки А3.
Сталь, имеющая эвтектоидный состав, имеет перлитную структуру при температуре не выше точки А1 и имеет аустентную структуру при температуре не ниже точки Ае.
Сталь, имеющая заэвтектоидный состав, имеет структуру металла, которая содержит главным образом перлит и частично содержит цементит при температуре на выше точки А1; имеет структуру металла, в которой феррит и цементит смешаны между собой, при температуре в диапазоне от А1 до Аcm; и имеет аустенитную структуру при температуре не ниже точки Аcm.
Вся сталь, имеющая упомянутый выше состав, имеет двухфазную структуру, где аустенитная фаза и жидкая фаза смешаны между собой при температуре не ниже высокой температуры солидуса Ts; и имеет структуру жидкой фазы при температуре не ниже температуры ликвидуса TL. Температура поверхности контакта между свариваемыми деталями достигает TL при стыковой сварке оплавлением. Далее температура снижается при удалении от поверхности контакта.
В процессе естественного охлаждения (естественного отпускное охлаждения) в атмосфере после прокатки рельса, процессе ускоренного охлаждения, который выполняется после прокатки, или процессе непрерывного охлаждения, который выполняется после разового охлаждения рельса до комнатной температуры и последующего повторного нагрева, происходит переохлаждение от температуры равновесного превращения в соответствии со скорость охлаждения рельса, уменьшается содержание проэвтектоидной фазы, предполагаемое в диаграмме состояния и перлитная структура занимает большую часть структурной составляющей. В частности, в случае содержания углерода в количестве от 0,6 до 1,0 массового % вблизи эвтектоидного состава доля перлитной структуры достигает почти 100%. В то же время «ускоренное охлаждение» означает принудительное интенсивное охлаждение материала, предназначенного к охлаждению, при скорости охлаждения выше естественной скорости охлаждения путем выбрасывания охлаждающей текучей среды на материал, предназначенный к охлаждению.
Тепловой цикл сварки и структурные изменения
На фиг.12 показано схематическое изображение, демонстрирующее структурное изменение, вызываемое нагревом и охлаждением углеродистой стали. Как показано на фиг.12, фактическое структурное изменение в процессе нагрева начинается согласно скорости нагрева в процессе нагрева при температуре выше температуры равновесного превращения. Далее, фактическое структурное изменение в процессе охлаждения начинается согласно скорости охлаждения при температуре ниже температуры равновесного превращения. По этой причине состояние перегрева возникает в процессе нагрева и состояние переохлаждения возникает в процессе охлаждения. В общем температуру превращения в процессе нагрева выделяют путем добавления буквы «с» к температуре равновесного превращения, такой как А1 и А3, и температуру превращения в процессе охлаждения путем добавления буквы «r» к температуре равновесного превращения, такой как А1 и А3.
То есть в отношении стали, имеющей доэвтектоидный состав, начальная точка, при которой перлит начинает превращаться в аустенит в процессе нагрева, обозначается как Ас1, температура, при которой перлит полностью превращается в аустенит, обозначается как Ас3, начальная точка, когда аустенит начинает превращаться в феррит в процессе охлаждения, обозначается как Ar3, и температура, при которой аустенит исчезает, обозначается как Ar1.
Аналогичным образом в отношении стали, имеющей заэвтектоидный состав, начальная точка, при которой перлит начинает превращаться в аустенит в процессе нагрева, обозначается как Ас1, температура, при которой перлит полностью превращается в аустенит, обозначается как Асcm, начальная точка, когда аустенит начинает превращаться в цементит в процессе охлаждения, обозначается как Arcm, и температура, при которой аустенит исчезает, обозначается как Ar1.
Далее, в отношении стали, имеющей эвтектоидный состав, начальная точка, при которой перлит начинает превращаться в аустенит в процессе нагрева, обозначается как Ас1, температура, при которой перлит полностью превращается в аустенит, обозначается как Асе, начальная точка, когда аустенит начинает превращаться в перлит в процессе охлаждения, обозначается как Arе, и температура, при которой аустенит исчезает, обозначается как Ar1.
В то же время, как показано на фиг.11, в отношении стали, имеющей эвтектоидный состав точка, где линии А3 и Аcm соединяются между собой, упоминается как точка Ае.
Описание структурных изменений с использованием диаграммы изменений при непрерывном охлаждении (диаграмма ССТ)
В целом в отношении изменений фазы в процессе охлаждения температура превращения и фаза выделения варьируются согласно компонентам стали и скорости охлаждения. На фиг.13А-13С показаны диаграммы ССТ, демонстрирующие структурные изменения в высокоуглеродистой стали, которые вызывает непрерывное охлаждение.
На фиг.13А показана диаграмма ССТ доэвтектоидной стали. При выполнении замедленного охлаждения, обозначенного кривой (0), проэвтектоидный феррит выделяется при температуре, соответствующей пересечению между линией Fs и кривой (0). После этого перлитное превращение начинается при температуре, соответствующей пересечению между линией Ps и кривой (0). Далее перлитное превращение завершается при температуре, соответствующей пересечению между линей Pf и кривой (0). В этом случае структурой металла становится ферритно-перлитная структура, которая содержит небольшое количество феррита по границам зерен. При повышении скорости охлаждения и выполнении охлаждения, показанного кривой (1), линия Fs соединяется с линией Ps и исчезает. Соответственно проэвтектоидный феррит не выделяется, но перлитное превращение происходит между линией Ps и линией Pf. В этом случае структура металла становится перлитной структурой. При дальнейшем повышении скорости охлаждения и выполнении охлаждения, показанного кривой (3), перлитное превращение прекращается при температуре В и частично появляется бейнитная структура. Однако не-превращенная часть является переохлажденной, будучи аустенитом. Далее, превращение мартенсита происходит между температурой С и температурой D. В этом случае структура металла становится структурой, в которой смешаны перлит, бейнит и мартенсит. При дальнейшем повышении скорости охлаждения и выполнении охлаждения, показанного кривой (5), кривая (5) не пересекается с линией Ps и аустенитная структура переохлаждается до точки Ms. Затем происходит мартенситное превращение. Поскольку мартенситная структура высокоуглеродистой стали является очень твердой и хрупкой, желательно избежать при сварке рельсовой стали быстрого охлаждения, превышающего кривую охлаждения (2).
На фиг.13В показана диаграмма эвтектоидной стали. В случае эвтектоидной стали проэвтектоидный феррит не выделяется во время медленного охлаждения в отличие от доэвтектоидной стали.
На фиг.13С показана диаграмма ССИ заэвтектоидной стали. В случае заэвтектоидной стали проэвтектоидный цементит выделяется при медленном охлаждении в отличие от доэвтектоидной стали, где во время медленного охлаждения выделяется проэвтектоидный феррит. На фиг.13С линия θs является проэвтектоидной линией цементита. При медленном охлаждении, когда кривая охлаждения пересекается с линией θs, структура металла становится цементитно-перлитной структурой, которая содержит небольшое количество проэвтектоидного цементита.
Максимальная температура, структура и твердость в зависимости от распределения твердости
На фиг.14 схематически показано распределение температуры в аксиальном направлении рельса при завершении сварки рельса, структура металла (структура при высокой температуре) при завершении сварки рельса, структура металла после охлаждения и твердость после охлаждения. Левый конец фиг.14 представляет материал основы рельса, не подвергшегося нагреву, а левый конец фиг.14 представляет центр сварки.
Благодаря процессу оплавления температура в центре сварки (правый конец фиг.14) превышает температуру солидуса Ts, и в центре сварки рельса образуется обезуглероженная часть. Обезуглероженная часть остается тонкой даже после процесса высадки. Поскольку проэвтектоидный феррит может формироваться в этой части во время охлаждения, в отличие от периферийных участков, твердость этой части после охлаждения остается низкой.
Первая область вблизи центра сварки, который превращается в полностью аустенитную фазу при нагреве выше Ас3, Асе или Ассm, полностью превращается в перлит во время последующего охлаждения, и однородная твердость достигается в первой области после охлаждения. С внешней стороны первой области имеется второй область, с температурой не ниже ниже Ас1, но не превышающей Ас3, Асе или Ассm. Аустенитная фаза и не превращенная ферритная фаза или цементитная фаза существуют вместе друг с другом в этой второй области во время нагрева. Часть, превращенная в аустенит, превращается при последующем охлаждении в перлит. Однако не превращенная ферритная фаза или цементит, который не расплавлен и сфероидизирован, остаются такими вплоть до комнатной температуры. Твердость этих видов структуры ниже, чем у нормального перлита, превращенного из аустенитной фазы. Поскольку доля этой не превращенной фазы возрастает с расстоянием от центра сварки, твердость второй области уменьшается.
В позиции, более удаленной от центра сварки, существует область, не достигающая температуры Ас1. Даже в этой области твердость третьей области, нагретой до температуры 500°С или больше, снижается, поскольку цементит в перлите сфероидизирован. Степень сфероидизации уменьшается при росте расстояния от центра сварки, так что твердость постепенно приближается к твердости материала основы.
Далее, что касается макроструктуры в вертикальном продольном поперечном разреза зоны сварки, то область сфероидизации, находящаяся в диапазоне от 500°С до Ас1, не изменяется в зависимости от поперечного разреза материала основы. Однако в области, где температура не ниже Ас1 и не выше Ас3, Асе или Ассm, аустенитная фаза, ферритная фаза и цементитная фаза существуют вместе друг с другом и достигается мелкозернистость. Соответственно можно определенно выделять различие между областью сфероидизации и упомянутой выше областью с использованием уксусный спирт или подобного. Зерна в первой области, который нагревается до температуры не ниже Ас3, Асе или Ассm, имеют тенденцию к укрупнению за счет нагрева до высокой температуры, однако первая область имеет структуру, которая при наблюдении невооруженным глазом близка к материалу основы. В то же время в третьей области, которая находится в диапазоне от 500°С до Ас1, можно обнаружить сфероидизированный цементит с помощью сканирующего электронного микроскопа (SEM).
Расстояние, на котором материал, подвергаемый сварке, нагревают до температуры Ас1 или больше при сварке рельса, несколько различается в зависимости от способов сварки, условий сварки и участков рельса. В результате наблюдения распределения твердости и макроструктуры в вертикальном продольном поперечном разрезе сварного рельса выяснено, что упомянутое расстояние на части шейки рельса при стыковой сварке оплавлением находилось в диапазоне от 10 до 50 мм согласно условиям сварки. Далее, аналогичным образом, участок, на котором материал, предназначенный для сварки, нагревают до температуры Ас3, Ае3 или Accm или больше, составлял от 5 до 40 мм.
Механизм образования остаточного напряжения
Далее будут описаны идеи авторов изобретения относительно механизма образования очень большого остаточного напряжения в части шейки в направлении по вертикали во время сварки рельса.
Оплавление обеспечивается между торцевыми поверхностями рельса при сварке оплавлением в стык, так что температура торцевой поверхности достигает точки плавления в диапазоне 1300-1400°С или выше. В то же время электроды 9 (см. фиг.2А), которые используются для подвода энергии, являются водоохлаждаемыми, так что износ электродов, вызванный эрозией или тому подобным, ограничивается. По этой причине рельсы охлаждаются водоохлаждаемыми электродами 9, так что температура рельса возле электрода 9 составляет около 300°С даже во время завершения сварки. Место размещения электрода 9 на рельсе обычно удалено от торцовой поверхности сварки приблизительно на 100 мм. Соответственно во время завершения сварки возникает разность температур порядка 1000°С между электродом 9 и торцевой поверхностью, расстояние между которыми составляет около 100 мм. На фиг.15А-15D показано распределение температур в части шейки зоны сварки рельса. Кривая ХХ0 на фиг.15А показывает распределение температур сразу после сварки. На фиг.15А показано, что в рельсе возникает резкий температурный градиент.
В то же время, поскольку торцовая поверхность рельса плавится и сваривается путем заливки нагретой до высокой температуры расплавленной стали при способе термитной сварки, большое распределение температур временно возникает в продольном направлении рельса за счет заливки расплавленной стали.
При газопрессовой сварке области, близкие к торцевым поверхностям рельсов, которые входят под давлением в контакт друг с другом, нагреваются, так что области, близкие к торцевым поверхностям рельсов, достигают температуры около 1000°С. Соответственно происходит распределение температуры в продольном направлении по рельсу, как и при упомянутом выше способе сварки.
При сварке закрытой дугой металл сварного шва последовательно формируется, начиная от нижней поверхности рельса путем затраты 1 часа рабочего времени или более на сварку вручную. Распределение температуры происходит в продольном направлении рельса, как при упомянутом выше способе сварки. Однако сварка закрытой дугой несколько отличается от других способов сварки тем, что распределение температур происходит даже по вертикали. Едва ли можно сказать, что способ контролируемого охлаждения согласно изобретению, обязательно будет эффективным при этом способе сварки.
Создание остаточных напряжений в части шейки рельса в вертикальном направлении (в периферическом направлении) является наиболее значительным при стыковой сварке оплавлением, когда температурный градиент является наиболее резким. Затем распределение температур становится плавным, то есть остаточные напряжения уменьшаются при термитной сварке и газопрессовой сварке в этом порядке. Изобретение является эффективным при всех этих способах сварки.
При наличии в структуре неоднородного термического усадочного напряжения, вызванного неоднородной температурой, усадочное напряжение остается внутренним напряжением, так что компоненты структуры ограничивают усадочное напряжение. В результате возникает остаточное напряжение. Поскольку структура имеет низкий предел текучести и подвержена пластической деформации при высокой температуре структуры, ограничивающее усилие между компонентами не возникает и остаточное напряжение является низким. Поскольку известно, что предел текучести повышается при снижении температуры, образование остаточного напряжения является значительным при низкой температуре.
В то же время, когда происходит превращение из аустенитной фазы в процесс охлаждения, кристаллическая решетка может меняться в том направлении, в котором напряжение меньше. В результате в этом направлении возникает большая деформация, так что напряжение уменьшается. По этой причине считается, что напряжение снимается сразу в точке превращения. Учитывая состояние, при котором температура достигает комнатной температуры, возможно положение, при котором распределение напряжения при температуре, превышающей точку превращения, является пренебрежимо малым. Однако в связи с продолжением до и после превращения и влиянием создания остаточного напряжения, само распределение температуры является важным.
На фиг.15В показано распределение температуры и усадочное напряжение в части шейке зоны сварки в определенный момент времени при процессе охлаждения. Сплошная линия XXI показывает распределение температуры в этот момент времени. Усадочное напряжение в зоне сварки из-за разницы между температурой Т1 в центре зоны сварки и температурой окружающей части. Поскольку напряжение сразу снимается в области температуры превращения, считается, что напряжение является низким в области температуры превращения и остаточное напряжение возникает только после падения Т1 до температуры завершения превращения Ar1.
На фиг.15С показано распределение температуры в части шейки в зоне сварки в определенные моменты времени при процессе естественного охлаждения и процессе ускоренного охлаждения. Кривая YY2, показанная пунктирной линией, является кривой распределения температуры в то время, когда высокотемпературный участок рядом с центром зоны сварки подвергается ускоренному охлаждению. Кривая ХХ2, показанная сплошной линией, является кривой распределения температуры в то время, когда высокотемпературный участок рядом с центром зоны сварки подвергается естественному охлаждению.
На фиг.15D показано изображение, демонстрирующее распределение температуры в моменты времени, когда температура центра сварки несколько выше Ar1, в процессе естественного охлаждения и в процессе ускоренного охлаждения. Кривая ХХ3, показанная сплошной линией, демонстрирует распределение температуры в случае естественного охлаждения. Кривая YY3, показанная пунктирной линией, демонстрируется распределение температуры в то время, когда широкая область вокруг центра зоны сварки подвергается ускоренному охлаждению, а кривая ZZ3, показанная пунктирной линией, показывает распределение температур в то время, когда узкая область вокруг центра зоны сварки подвергается ускоренному охлаждению. Время, затраченное на достижение этой температуры, меньше тогда, когда центр сварки подвергается ускоренному охлаждению. Здесь разница в распределении температуры в определенной области вокруг центра сварки, например, в области (LАc1), где максимальная температура нагрева не ниже Ас1 в распределении температуры ХХ0 сразу после сварки, и разница в остаточном напряжении, основанном на разнице в распределении температуры будет описана ниже. В то время, когда центр сварки подвергается ускоренному охлаждению, разница между максимальной температурой и минимальной температурой в области LАc1 мала по сравнению со случаем естественного охлаждения. В результате ограничивается развитие остаточного напряжения, основанного на разнице в температуре в этой области. Далее, даже при всестороннем обдумывании ограничение усадки, которое выполняется в низкотемпературной части, удаленной от зоны сварки, распределяется в широкой области зоны сварки. Соответственно ограничивается развитие остаточного напряжения. Таким путем эффект уменьшения остаточного напряжения достигается за счет уменьшения разницы между максимальной температурой и минимальной температурой в определенной области зоны сварки в тот момент, когда после сварки прошло определенное время. Если распределение температуры изменяется при изменении ширины охлаждения, в некоторых случаях формируется вогнутое распределение температуры, при которых температура в средней части низка, как кривая ZZ3 на фиг.15. Однако в случае, если разница между максимальной температурой и минимальной температурой в упомянутой области уменьшается, получается такой же эффект.
Согласно экспериментам авторов изобретения, то в случае, если разность между максимальной температурой и минимальной температурой в упомянутой области, где максимальная температура нагрева зоны сварки превышает Ас1 в тот момент, когда прошло заданное время после сварки, не превышает 50°С, заметно уменьшение остаточного напряжения в шейке.
На распределение температуры влияет длительность охлаждения и скорость охлаждения. Поскольку рельсовая сталь является высокоуглеродистой, закаливаемость рельсовой стали высока. При выполнении ускоренного охлаждения из аустенитной области требуется учитывать механизм превращения. Если скорость охлаждения слишком высока, кривая охлаждения не проходит через область превращения, показанную на фиг.13А-13С, где аустенит превращается в перлит, и проходит через область переохлажденного аустенита, которая соответствует области конечной кратковременной области перехода из области переохлажденного аустенита. По этой причине образуется твердая и хрупкая мартенситная структура, так что зона сварки охрупчивается. Соответственно в изобретении скорость охлаждения ограничивается не более чем 5°С/сек для того, чтобы предотвратить охрупчивание рельсовой стали. Согласно опытам авторов изобретения, длительность охлаждения и ширина охлаждения являются главными факторами, относящимися к остаточному напряжению в диапазоне скорости охлаждения, когда не образуется мартенсит. Далее описываются подходящие диапазоны времени охлаждения и ширины охлаждения.
Считается, что эффект, который уменьшает остаточное напряжение за счет выполнения ускоренного охлаждения вблизи центра сварки так, чтобы выравнивать распределение температуры, является наибольшим в то время, когда выровненное распределение температуры получается вблизи Ar1. Однако этот эффект достигается даже при температуре не ниже Ar1 или температуре не выше Ar1. В то же время, поскольку остаточное напряжение возникает даже при получении выровненного распределения температуры, в то время как температура по центру зоны сварки ниже 200°С, эффект не велик.
Ширина охлаждения зоны сварки
На фиг.16А схематически показано распределение температуры в головной части рельса, в части шейки рельса и в подошвенной части рельса в зоне сварки, когда часть шейки сильно охлаждается. При распределении температуры в средней части шейки рельса в продольном направлении B-B' температура в целом падает. Соответственно не может ожидаться действие, которое уменьшает напряжение путем выравнивания распределения температуры в средней части. В то же время, в схеме распределения температуры центра сварки температура части шейки падает относительно температуры головной части и подошвенной части при возрастании длительности охлаждения. В результате усадочное напряжение головной части и подошвенной части в продольном направлении ограничивается частью шейки, которая охлаждается первой, так что напряжение растяжения возникает главным образом в нижней части подошвы в продольном направлении. Поскольку существует опасность того, что превращение остаточного напряжения в нижней части подошвы в продольном направлении в растягивающее напряжение может вызвать уменьшение усталостной прочности на изгиб, этот вариант не является предпочтительным. Однако, поскольку часть шейки сжимается в продольном направлении и остаточное напряжение по вертикали (в периферическом направлении) тоже уменьшается, усталостная прочность улучшается только у части шейки. Таким образом, влияние ширины охлаждения изменяется даже в зависимости от длительности охлаждения. Подходящие условия для этого описаны ниже.
Охлаждение нижней части подошвы
На фиг.16В показано схематическое изображение распределения температуры при чрезмерном охлаждении нижней части подошвы рельса. Когда температура подошвенной части падает относительно температуры части шейки из-за ускоренного охлаждения, усадочное напряжение в части шейки рельса в продольном направлении ограничивается подошвенной частью, в которой температура опустилась далее. Благодаря этому действию напряжение растяжения возникает в части шейке в продольном направлении и напряжение растяжения, соответствующее числу Пуассона, возникает даже по вертикали (в периферическом направлении), так что напряжение части шейки по вертикали (в периферическом направлении) изменяется в сторону растяжения. По этой причине в то время, когда подошвенная часть подвергается ускоренному охлаждению с целью повышения прочности, желательно, чтобы температуры подошвенной части рельса сохранялась более высокой, чем у части шейки рельса.
Охлаждающее устройство
Пока устройство для охлаждения зоны сварки рельса может должным образом охлаждать части рельса, являющиеся объектами охлаждения, тип устройства не имеет значения. Охлаждающая способность варьируется в зависимости от охлаждающей среды, но вид охлаждающей среды специально на ограничивается до тех пор, пока соблюдается скорость охлаждения, установленная в изобретении. Необходимо, однако, чтобы скорость охлаждения могла регулироваться для каждой части рельса. Например, при использовании воздуха в качестве охлаждающей среды необходимо, чтобы скорость охлаждения можно было регулировать путем регулирования количества выбрасываемого воздуха, расстояния между эжекторным соплом и поверхностью рельса и тому подобного. Детали охлаждающего устройства будут описаны ниже.
Способ охлаждения (способ охлаждения головной части подвергнутого термообработке рельса, обладающего высокой прочностью)
Износ имеет место в головной части рельса благодаря контакту между колесом и головной частью рельса. В частности, износ облегчается на криволинейном пути благодаря относительному скольжению, происходящему между колесом и рельсом. Далее, поскольку вес поезда возрастает, эта тенденция усиливается. По этой причине подвергнутый термообработке рельс, в котором головная часть рельса закалена, часто применяется на криволинейных участках для того, чтобы уменьшить частоту замены рельсов.
Подвергнутый термообработке рельс, обладающий высокой твердостью, изготавливают путем снижения температуры превращения за счет ускоренного охлаждения из высокотемпературного аустенитного состояния, которое выполняется в процессе изготовления рельса. Когда подвергнутый термообработке рельс должен свариваться, твердость в аустенитной области вокруг центра сварки определяется согласно скорости охлаждения после сварки. По этой причине твердость в зоне сварки отливается от твердости в той части подвергнутого термообработке рельса, которая не подверглась влиянию тепла сварки.
Поскольку скорость охлаждения в температурном области перлитного превращения при естественном охлаждении, выполняемом после стыковой сварки оплавлением, обычно составляет 1°С/сек или меньше, твердость зоны сварки часто ниже твердости подвергнутого термообработке рельса. По этой причине желательно, чтобы головная часть рельса подверглась ускоренному охлаждению после сварки в температурном диапазоне между аустенитной областью и завершением перлитного превращения и такая же твердость, как твердость материала основы, достигается при сварке подвергнутого термообработке рельса. Поскольку скорость охлаждения все же ниже при других способах сварки, отличающихся от стыковой сварки оплавлением, твердость зоны сварки дополнительно снижается. Для того, чтобы получить твердость зоны сварки, такую же как твердость материала основы при сварке подвергнутого термообработке рельса, желательно, чтобы головная часть рельса была подвергнута ускоренному охлаждению после сварки в температурном диапазоне между температурой начала распада аустенита и завершением перлитного превращения.
Однако, даже будучи подвергнутой ускоренному охлаждению, область сфероидизированного цементита или однофазная ферритная область части, которая нагрета до температурного интервала от 500°С до Ас3, Асе или Асmm при сварке, не упрочняется. Соответственно частью, в которой твердость может регулироваться с помощью ускоренного охлаждения, является область вокруг центра сварки, которая нагревается до однофазной аустенитной области.
Область снижения температуры
Область снижения температуры будет описана ниже со ссылкой на фиг.17-21.
На фиг.17 показана первая схема охлаждения, в которой выполняется ускоренное охлаждение части шейки рельса после перлитного превращения в части шейки рельса.
Желательно, чтобы начальная температура охлаждения части шейки была высокой. Однако в случае, если часть шейки охлаждается с высокой скоростью охлаждения, начиная с высокотемпературного состояния, при котором перлитное превращение не завершено, существует опасность возникновения мартенситной структуры, что нежелательно.
Необходимо, чтобы скорость охлаждения части шейки была не ниже скорости естественного охлаждения. Когда скорость охлаждения становится высокой, легко выровнять распределение температуры в центре сварки и эффект снижения остаточного напряжения увеличивается.
Далее, когда скорость охлаждения подошвенной части превышает скорость охлаждения части шейки, впоследствии в части шейки возникает усадочное напряжение. В результате, поскольку усадка шейки ограничивается подошвенной частью, возрастает напряжение растяжения в продольном направлении. В результате, поскольку напряжение растяжения, соответствующее числу Пуассона, возникает даже по вертикали (в периферическом направлении) в части шейки, остаточное напряжение по вертикали (в периферическом направлении) уменьшается на стороне растяжения. Соответственно это не желательно. Можно уменьшить остаточное напряжение в части шейки рельса по вертикали (в направлении по окружности) посредством первой схемы охлаждения, показанной на фиг.17 и сохранять остаточное напряжение сжатия в подошвенной части в продольном направлении.
На фиг.18А, 18В и 18С показана вторая схема охлаждения, которая начинает ускоренное охлаждение из состояния, при котором температура части шейки в зоне сварки рельса находится в аустенитной температурной области.
На фиг.18А показан пример, в котором часть шейки охлаждают из аустенитной области до завершения перлитного превращения. Можно повысить усталостную прочность за счет эффекта увеличения прочности путем выполнения ускоренного охлаждения части шейки зоны сварки и эффекта предварительного выравнивания распределения температуры вокруг центра сварки до тех пор, пока температура не достигнет температуры, не превышающей температуру перлитного превращения, когда возникновение остаточного напряжения становится значительным. Для того, чтобы добиться этих эффектов, необходимо начать охлаждения из области температуры аустенита. Далее, поскольку охлаждение выполняется до температуры, не превышающей Ar1, когда перлитное превращение завершается, твердость охлажденной части значительно увеличивается.
На фиг.18В показан пример, в котором ускоренное охлаждение части шейки в зоне сварки рельса начинается из области температуры аустенита и часть шейки охлаждается до середины области перлитного превращения.
Даже при этом способе можно увеличить усталостную прочность за счет эффекта увеличения прочности путем выполнения ускоренного охлаждения части шейки зоны сварки и эффекта предварительного выравнивания распределения температуры вокруг центра сварки до тех пор, пока температура не достигнет температуры, не превышающей температуру перлитного превращения, когда возникновение остаточного напряжения становится значительным. Для того, чтобы добиться этих эффектов, необходимо начать охлаждения из области температуры аустенита. В то же время, поскольку охлаждение прекращается перед завершением перлитного превращения, повышение твердости меньше того, что показано на фиг.18А.
На фиг.18С показан пример, в котором ускоренное охлаждение части шейки в зоне сварки рельса начинается из области температуры аустенита и прекращается перед тем, как температура части шейки входит в область перлитного превращения.
Даже при этом способе можно увеличить усталостную прочность за счет эффекта предварительного выравнивания распределения температуры вблизи центра сварки до тех пор, пока температура не достигнет температуры, не превышающей температуру перлитного превращения, когда возникновение остаточного напряжения становится значительным. Для того, чтобы добиться этого эффекта, необходимо начать охлаждение из по меньшей мере области температуры аустенита. Далее, с целью выравнивания распределения температуры желательно, чтобы охлаждение выполнялось до тех пор, пока температура не снизится с начала охлаждения на по меньшей мере 50°С или больше. В этом случае, когда охлаждение прекращается, температура уменьшается до температуры не выше точки Ar3, точки Ае или точки АСm, где действует металлургическая движущая сила перлитного превращения, и твердость в определенной степени возрастает. Однако повышение твердости меньше показанного на фиг.18А и 18В. Если температура прекращения охлаждения не ниже точки Ar3, точки Ае или точки Асm, где действует металлургическая движущая сила перлитного превращения, твердость не возрастает. Однако даже в этом случае остаточное напряжение улучшается путем выравнивания распределения температуры.
Если скорость охлаждения равна скорости естественного охлаждения, его эффект не достигается. В отличие от этого в случае, если скорость охлаждения слишком высока, структура части шейки не претерпевает перлитное превращение и подвергается бейнитному или мартенситному превращению при более низкой температуре. Поскольку мартенситная структура высокоуглеродистой стали является очень твердой и хрупкой, мартенситной структуры следует избегать. Далее, прочность бейнитной структуры варьируется в зависимости от температуры превращения и превращение в части с сегрегацией компонентов сплава дополнительно задерживается, так что существует опасность смешивания мартенситной структуры с бейнитной структурой. По указанной причине это не желательно. Для того, чтобы предотвратить появление структуры, иной чем перлит, необходимо, чтобы скорость охлаждения не превышала 5°С/сек.
На фиг.19 показана третья схема охлаждения, которая начинает ускоренное охлаждение из состояния, при котором температура части шейки зоны сварки рельса находится в области температуры аустенита, и предусматривает ускоренное охлаждение части шейки после завершения перлитного превращения в части шейки. Этот способ может дополнительно повысить усталостную прочность за счет эффекта предварительного выравнивания распределения температуры вблизи центра сварки до тех пор, пока температура не достигнет значения, не превышающего температуру перлитного превращения, когда образование остаточного напряжения становится значительным, за счет эффекта увеличения прочности части шейки путем ускоренного охлаждения части шейки в зоне сварки и эффекта дальнейшего охлаждения части шейки после завершения перлитного превращения в части шейки. Для того, чтобы добиться этих эффектов, необходимо начать охлаждение из по меньшей мере области температуры аустенита. В целях выравнивания распределения температуры желательно, чтобы конец охлаждения начиная с области температуры аустенита предусматривал снижение температуры по меньшей мере на 50°С или больше с начала охлаждения. Далее, для того чтобы повысить твердость, желательно, чтобы охлаждение выполнялось вплоть до температуры, не превышающей точку Аr3, точку Ае или точку Асm, где действует металлургическая движущая сила перлитного превращения. Охлаждение из аустенитной области может выполняться до перлитного превращения, а охлаждение после завершения перлитного превращения может затем выполняться непрерывно.
Необходимо, чтобы скорость охлаждения из аустенитной области вплоть до завершения перлитного превращения была не ниже скорости естественного охлаждения, но желательно, чтобы скорость охлаждения не превышала 5°С/сек для того, чтобы избежать возникновения мартенситной структуры и бейнитной структуры.
Скорость охлаждения шейки после завершения перлитного превращения не ниже скорости естественного охлаждения, и эффект уменьшения остаточного напряжения становится большим при высокой скорости охлаждения.
Как показано выше, для того, чтобы предотвратить образование мартенситной структуры, необходимо, чтобы скорость охлаждения в области перлитного превращения не превышала 5°С/сек. В качестве другого способа предотвращения образования мартенситной структуры эффективным является обеспечение периода, при котором ускоренное охлаждение имеет достаточно низкую скорость охлаждения, например, естественную скорость охлаждения или скорость охлаждения не выше 2°С/сек в области температуры перлитного превращения, и ожидать завершения перлитного превращения. Перлитное превращение завершается обеспечением периода достаточно замедленного охлаждения в области температуры перлитного превращения вне зависимости от скорости охлаждения в диапазоне температур, ином чем область температуры перлитного превращения, так что существует возможность полностью исключить образование мартенсита.
Другими словами, эта схема охлаждения является способом, который разделяет период охлаждения зоны сварки на раннюю стадию, среднюю стадию и последнюю стадию; устанавливает период, соответствующий средней стадии в части области температуры перлитного превращения в диапазоне от 650°С до 600°С; и имеет скорость естественного охлаждения или умеренную скорость охлаждения не выше 2°С/сек. Для того, чтобы ограничить образование мартенситной структуры, желательно, чтобы период охлаждения, соответствующий средней стадии, составил 20 секунд или больше.
На фиг.20А и 20В показана четвертая схема охлаждения, служащая его примером.
На фиг.20А показан пример ускоренного охлаждения, при котором температура части шейки зоны сварки рельса падает от области температуры аустенита до середины области температуры перлитного превращения при охлаждении на ранней стадии; завершается перлитное превращение в части шейки при скорости естественного охлаждения или умеренной скорости охлаждения, не превышающей 2°С/сек при охлаждении на средней стадии; и затем охлаждася часть шейки при скорости охлаждения не ниже скорости естественного охлаждения при охлаждении на последней стали. Поскольку при этом способе температурный участок охлаждения на ранней стадии включает в себя часть области температуры перлитного превращения, достигается эффект повышения прочности части шейки. Когда скорость охлаждения части шейки на последней стадии, после завершения перлитного превращения, становится высокой, эффект снижения остаточного напряжения увеличивается. На фиг.20В показан пример, при котором начало ускоренного охлаждения на ранней стадии происходит тогда, когда температура части шейки в зоне сварки рельса находится в области температуры аустенита; происходит переход ускоренного охлаждения в охлаждение в средней стадии в области температуры аустенита; выполняется плавное охлаждение при скорости естественного охлаждения или умеренной скорости охлаждения, не превышающей 2°С/сек из области температуры аустенита до завершения перлитного превращения при охлаждении на средней стадии; с последующим выполнением ускоренного охлаждения части шейки при охлаждении на последней стадии. Поскольку скорость охлаждения части шейки после завершения перлитного превращения становится высокой, эффект уменьшения остаточного напряжения становится большим.
Далее в случае если скорость охлаждения подошвенной части превышает скорость охлаждения части шейки при охлаждении после перлитного превращения части шейки, часть шейки подвергается медленной усадке и усадка в части шейки ограничивается подошвенной частью, так что остаточное растягивающее напряжение в продольном направлении возрастает. В результате, поскольку напряжение растяжения, соответствующее числу Пуассона, возникает даже по вертикали (в периферическом направлении) это не желательно. Этим способом можно дополнительно уменьшить остаточное напряжение в части шейки рельса по вертикали (в периферическом направлении) и получить более высокую усталостную прочности путем увеличения прочности части шейки.
В упомянутом выше способе охлаждения было указано, что существует необходимость, чтобы скорость охлаждения подошвенной части после завершения перлитного превращения в части шейке не превышала скорости охлаждения части шейки после завершения перлитного превращения в части шейки. С этой точки зрения необходимо выполнять естественное охлаждение подошвенной части рельса в процессе охлаждения после сварки для того, чтобы дополнительно улучшить остаточное напряжение и получить более высокую усталостную прочность в случае, когда такой рельс как рельс для высокой нагрузки используется при более жестких условиях.
В то же время в процессе охлаждения после сварки желательно обеспечить такую же твердость, как твердость материала основы рельса, для рельса, в котором головная часть рельса подвергнута термообработке, предназначенного для криволинейного пути, и в котором может происходить износ, путем выполнения ускоренного охлаждения головной части рельса в диапазоне температур, соответствующем перлитному превращению.
На фиг.21 показана пятая схема охлаждения, при котором ускоренное охлаждение начинается из состояния, когда температура головной части рельса находится в области температуры аустенита, при дальнейшем выполнении ускоренного охлаждения части шейки после завершения перлитного превращения в части шейки.
Для упрочнения головной части рельса и части шейки рельса необходимо начать ускоренное охлаждение головной части рельса из области температуры аустенита, превышающей А3, Ае или Асm, и осуществлять охлаждение по меньшей мере в части диапазона температуры до завершения перлитного превращения. В целях выравнивания распределения температуры желательно, чтобы охлаждение из области температуры аустенита выполнялось до тех пор, пока температура не снизится с начала охлаждения на по меньшей мере 50°С или больше. Далее, для того чтобы повысить твердость, необходимо выполнять охлаждение вплоть до температуры, не превышающей точку Аr3, точку Ае или точку Аm, где действует металлургическая движущая сила перлитного превращения. Для получения достаточной твердости необходимо выполнять охлаждение до температуры, не превышающей Ar1, при которой завершается перлитное превращение. Охлаждение из области аустенита может выполняться до завершения перлитного превращения, а охлаждение после перлитного превращения может выполняться непрерывно. Однако охлаждение может прекратиться в середине. И скорость охлаждения головной части, и скорость охлаждения части шейки из области аустенита должны быть выше скорости естественного охлаждения с тем, чтобы добиться упрочнения. В то же время для того, чтобы избежать получения мартенситной структуры и бейнитной структуры, необходимо, чтобы скорость охлаждения не превышала 5°С/сек. При использовании этого способа в подвергнутом термообработке рельсе, в котором упрочняется головная часть рельса, остаточное напряжение в части шейки рельса в вертикальном направлении (в периферическом направлении) может быть уменьшено, а частичный неравномерный износ зоны сварки может быть ограничен.
Приемлемая зависимость между длительностью охлаждения и шириной охлаждения в зоне сварки
Далее, в случае охлаждения зоны сварки распределение температуры в зоне сварки в части шейки рельса изменяется в зависимости от времени, прошедшего после сварки. Поскольку остаточное напряжение определяется распределением температуры в зоне сварки, диапазон охлаждения, эффективный при уменьшении остаточного напряжения, варьируется в зависимости от температуры, при которой прекращается охлаждение, или от длительности охлаждения.
Далее будет схематически проиллюстрирована ситуация, при которой распределение температуры от центра сварки в продольном направлении рельса изменяется с прохождением времени после сварки и изменение остаточного напряжения в этом случае будет описано со ссылкой на фиг.22А-22С.
Вертикальная ось на каждой из фиг.22А-22С представляет температуру, а их горизонтальная ось представляет безразмерное число, которое получено путем деления расстояния от центра сварки на расстояние LАc1, где материал нагревают до температуры не ниже Ас1. Температура Ас1 этого материала равна 730°С. Ширина, в которой материал нагревается во время сварки до температуры не ниже Ас1, равна 20 мм с одной стороны от центральной части, а вся ширина с обеих сторон от центра сварки равна 40 мм.
На фиг.22А-22С показано состояние сразу после сварки, состояние при прохождении 1 минуты после сварки, состояние при прохождении 3 минут после сварки и состояние при прохождении 9 минут после сварки, когда только часть шейки рельса охлаждается воздухом со скоростью охлаждения 2°С/сек после естественного охлаждения в течение 1 минуты после сварки. Сплошная линия показывает состояние, при котором часть шейки подвергается естественному охлаждению, а пунктирная линия показывает температуру, при которой часть шейки подвергается ускоренному охлаждении. Поскольку в этих примерах подошвенная части подвергается естественному охлаждению, распределение температуры в подошвенной части соответствует сплошной линии.
На фиг.22А показано распределение температуры в случае, когда k равняется 0,1, то есть в случае, когда область охлаждения L части шейки рельса чрезвычайно узка. Ширина охлаждения равна 2 мм с одной стороны от центральной части сварки, и вся ширина равна 4 мм по отношению ко всей зоне сварки. Ширина (LАc1), в которой температура части шейки рельса оказывается не ниже Ас1, равна 40 мм. Когда отношение области охлаждения L к ширине обозначается как k, k равняется 0,1.
Поскольку температура только центральной части сварки падает в распределении температуры в части шейки на стадии, когда период охлаждения краток, разница между максимальной температурой и минимальной температурой центральной части сварки, то есть области, в которой температура в части шейки становится не ниже Ас1 (область, в которой расстояние от центра сварки составляет от 0 до 0,5 от LАc1 на горизонтальной оси фиг.22А), превышает 50°С и остаточное напряжение в части шейке в вертикальном направлении (в периферическом направлении) не уменьшается.
Даже в случае, когда охлаждение выполняется в течение длительного времени при условии, что ширина охлаждения является чрезвычайно узкой, то есть k равняется 0,1, температура также падает только вокруг центра сварки. Соответственно разница между максимальной температурой и минимальной температурой в области, где температура части шейки не ниже Ас1 (область, где расстояние от центра сварки оставляет от 0 до 0,5 от LАc1 на горизонтальной оси фиг.22А), превышает 100°С и остаточное напряжение в части шейки не уменьшается.
На фиг.22В показано распределение температуры в случае, когда k равняется 1, то есть в случае, когда область охлаждения L части шейки рельса имеет среднюю ширину. Ширина охлаждения равна 20 мм с одной стороны от центральной части сварки, и вся ширина равна 40 мм по отношению ко всей зоне сварки. Отношение (k) ширины охлаждения ко всей ширине в 40 мм, где температура части шейки становится не ниже Ас1, равно 1.
Разница между максимальной температурой и минимальной температурой в области, где температура части шейки не ниже Ас1 (область, где расстояние от центра сварки оставляет от 0 до 0,5 от LАc1 на горизонтальной оси фиг.22А), от стадии краткого охлаждения, составляет 50°С или меньше, остаточное напряжение по вертикали (в периферическом направлении) не уменьшается.
Даже в случае выполнения охлаждения в течение длительного времени, температурный диапазон в области, где температура зоны сварки не ниже Ас1 (область, где расстояние от прекращения сварки составляет от 0 до 0,5 Lac1) находится в пределах 50°С и остаточное напряжение по вертикали (в периферическом направлении) не уменьшается.
На фиг.22С показано распределение температуры в случае, когда k равняется 2, то есть в случае, когда область охлаждения L части шейки рельса чрезвычайно широка. Ширина охлаждения равна 40 мм с одной стороны от центральной части сварки, и вся ширина равна 80 мм. Отношение (k) ширины охлаждения ко всей ширине в 40 мм, где температура шейки становится не ниже Ас1, равно 2.
Поскольку температура части шейки равномерно и значительно падает на стадии, когда длительность охлаждения коротка, сохраняется состояние, при котором температура центра сварки высока, разница между максимальной температурой и минимальной температурой центральной части сварки, то есть области, в которой температура части шейки становится не ниже Ас1 (область, в которой расстояние от центра сварки составляет от 0 до 0,5 от Lac1 на горизонтальной оси фиг.22С), превышает 50°С и эффект снижения остаточного напряжения в части шейке по вертикали (в периферическом направлении) невелик.
В то же время, поскольку нагретая до высокой температуры часть охлаждается первой при охлаждении, выполняемом в течение длительного времени, температура средней части зоны сварки постепенно снижается. По этой причине разница между максимальной температурой и минимальной температурой в области, в которой температура центральной части сварки, то есть в части шейки, становится не ниже Ас1 (область, в которой расстояние от центра сварки составляет от 0 до 0,5 от LАc1 на горизонтальной оси фиг.22С), не превышает 50°С и остаточное напряжение в части шейки по вертикали (в периферическом направлении) невелико.
В то же время в случае, если область, в которой разница температуры между частью шейкой и подошвенной частью (не охлажденная часть) значительна, расширяется, остаточное напряжение в нижней части подошвы в продольном направлении передается на сторону растяжения. По мере увеличения ширины охлаждения и увеличения длительности охлаждения область, в которой разница температуры между частью шейки и подошвенной частью (не охлажденная часть) значительна, расширяется, как показано на фиг.22А-22С.
На фиг.22А-22С в случае, показанном на фиг.22С при широком диапазоне охлаждения и охлаждении, выполняемом в течение длительного времени, область, в которой разница температуры между частью шейки и подошвенной частью значительна, значительно расширяется и абсолютное значение остаточного напряжения в нижней части подошвы в продольном направлении достигает стороны растяжения.
Как описано выше, распределение температуры варьируется в зависимости от длительности охлаждения в дополнение к ширине охлаждения и остаточное напряжение, вызванное распределением температуры варьируется. Содержание, описанное на фиг.22А-22С, разделяется на случай кратковременного охлаждения и случай длительного охлаждения, и систематизируется согласно ширине охлаждения, так что содержание систематизировано так, как показано на фиг.23А и 23В.
Во-первых, в случае кратковременного охлаждения, показанного на фиг.23А, напряжение в части шейки по вертикали (в периферическом направлении) не меняется, если ширина охлаждения в части шейки слишком узка. Поскольку зона сварки и ее периферийные части полностью охлаждаются во время охлаждения в случае, если ширина охлаждения слишком велика, центральная часть сварки остается нагретой до высокой температуры и остаточное напряжение не уменьшается. В то же время напряжение в нижней части подошвы в продольном направлении возрастает при увеличении ширины охлаждения, и нижняя часть подошвы не растягивается даже в случае, если ширина охлаждения слишком велика. Из приведенного описания ясно, что при краткой длительности охлаждения средняя ширина охлаждения, в которой остаточное напряжение в части шейке по вертикали (в периферическом направлении) уменьшается, является подходящей величиной.
В то же время в случае, когда длительность охлаждения, показанная на фиг.23В, является большой, остаточное напряжение части шейки уменьшается при увеличении ширины охлаждения. В то время, когда ширина охлаждения слишком велика, область, в которой разница между частью шейки и подошвенной частью велика, расширяется, усадочная деформация в подошвенной части в продольном направлении воздействует на часть шейки, и растяжение в части шейки по вертикали (в периферическом направлении) уменьшается за счет деформации сжатия в продольном направлении. Соответственно усадка нижней части подошвы в продольном направлении ограничивается шейкой, и абсолютное значение остаточного напряжения в нижней части подошвы уменьшается до напряжения растяжения. Подходящим диапазоном ширины охлаждения является ее диапазон, оканчивающийся моментом, когда абсолютная величина остаточного напряжения в нижней части подошвы в продольном направлении достигает стороны растяжения.
Из приведенного описания понятно, что подходящий диапазон ширины охлаждения превращается в узкий диапазон при увеличении длительности охлаждения. Этот аспект показан на фиг.24. На вертикальной оси на фиг.24 представлено отношение k ширины охлаждения L части шейки к ширине LАc1, где шейку рельса нагревают до температуры не ниже Ас1, а на горизонтальной оси представлено время охлаждения в минутах. Подходящей областью охлаждения является область, окруженная прямыми линиями, обозначенными как (а) и (b) на фиг.24, которая превращается в узкую область при увеличении длительности охлаждения. Область, окруженная прямыми линиями (а) и (b), представлена выражением (1).
k=-0,1t+1,48±0,85 … (1)
Иными словами, диапазон k представлен следующим образом:
-0,1t+0,63≤k≤-0,1t+2,33 … (2)
Как показано выше, можно уменьшить остаточное напряжение в части шейки по вертикали путем выравнивания распределения температуры вблизи зоны сварки части шейки рельса. По этой причине эффективным является ограничение области охлаждения нагретым до высокой температуры участком вблизи центра зоны сварки.
В то же время при слишком малой ширине охлаждения эффективность охлаждения уменьшается, так что снижается эффект уменьшения остаточного напряжения. Соответственно желательно охлаждать участок шириной 5 мм или больше.
Превосходное сварное соединение получается в случае, когда остаточное напряжение в части шейки зоны сварки рельса по вертикали уменьшается и остаточное напряжение в нижней части подошвы в продольном направлении также находится в области сжатия, созданной контролируемым охлаждением после упомянутой сварки. Поскольку остаточное напряжение в части шейке рельса в вертикальном направлении было уменьшено до напряжения растяжения в 350 МПа или меньше, согласно опытам авторов изобретения, образование горизонтальных трещин в части шейки не было обнаружено при усталостном испытании, смоделированном на тяжелом рельсе. Далее, поскольку усталостное напряжение нижней части подошвы в продольном направлении находилось в области сжатия, достаточная усталостная долговечность была получена даже при усталостном испытании на изгиб. Далее образование мартенситной структуры, являющейся твердой и хрупкой, ограничивается превращением 95% или больше металлической структуры в перлитную структуру за счет регулирования скорости охлаждения при охлаждении в области температуры перлитного превращения. В результате получаются указанные эффекты.
В то же время в случае, если секция, имеющая очень низкую скорость охлаждения, включена в процесс охлаждения, как показано на фиг.20А и 20В, общее время охлаждения между началом и окончанием охлаждения возрастает. Согласно исследованиям авторов изобретения, при этом способе охлаждения необходимо использовать величину, которую получают путем вычитания времени медленного охлаждения со скоростью охлаждения 2°С/сек или меньше из всего времени охлаждения, в качестве длительности охлаждения, которая используется в выражении (1) и выражении (2).
Далее будет описан со ссылкой на чертежи вариант реализации, который в достаточной степени обеспечивает сохранение твердости головной части рельса и далее уменьшает остаточное напряжение в части шейки. В то же время в описании следующего варианта реализации, как показано на фиг.28, верхняя поверхность 115 головной части рельса может упоминаться как «верхняя часть головки», боковая поверхность 117 головной части может упоминаться как «боковая часть головки», суженная часть 119, сформированная между головной частью и частью шейки может упоминаться как «переходная часть», верхняя головная часть 116, сформированная между верхней частью головки и боковой частью головки, может упоминаться как «угловая часть колеи» и нижняя угловая часть 118, сформированная между боковой частью головки и переходной частью, упоминается как «сужающаяся часть».
В то время, когда головная часть и шейка зоны сварки рельса подвергаются ускоренному охлаждению, скорости охлаждения сужающихся частей, как описано выше, выше скоростей охлаждения других частей, поскольку сужающиеся части являются угловатыми. Авторы изобретения обнаружили, что остаточное напряжение в части шейки не сильно уменьшалось в случае, если скорости охлаждения сужающихся частей были выше скоростей охлаждения других частей. Соответственно этот вариант реализации уменьшает остаточное напряжение в части шейки, и в то же время в достаточной степени сохраняет твердость головной части рельса, сделав скорости охлаждения сужающихся частей ниже скорости охлаждения части шейки в то время, когда головная часть и часть шейка зоны сварки рельса подвергаются ускоренному охлаждению. Полагают, что в случае, если сделать скорость охлаждения сужающейся части ниже чем у части шейки, усадочная деформация части шейки поглощается за счет уменьшения прочности вокруг сужающихся частей так, что уменьшается остаточное напряжение в части шейки.
Далее при способе охлаждения зоны сварки рельса согласно этому варианту реализации желательно, чтобы вся головная часть за исключением области головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, была подвергнута ускоренному охлаждению, в то время как высота боковой части головки, образующая боковую поверхность головной части, обозначается как Hs. Соответственно скорость охлаждения сужающейся части делают низкой, так что можно сделать скорость охлаждения сужающейся части более низкой, что скорость охлаждения части шейки.
Кроме того, в способе охлаждения зоны сварки рельса согласно этому варианту реализации в области головной части могут быть помещены экранирующие пластины, которые помещают под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, и охлаждающая текучая среда может выбрасываться на головную часть. Согласно этому варианту, охлаждающая текучая среда, выброшенная в область головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, и закрывается экранирующими пластинами. Соответственно скорость охлаждения сужающейся части понижается, так что появляется возможность сделать скорость охлаждения сужающейся части более низкой чем скорость охлаждения части шейки. В то же время любая среда из числа воздуха, газа с водой (смешанной текучей среды из газа и воды) и воды может быть выбрана согласно скорости охлаждения в качестве вида охлаждающей текучей среды.
Кроме того, охлаждающее устройство, применяемое при способе охлаждения зоны сварки рельса, включает в себя блок охлаждения головной части. Блок охлаждения головной части выполняет ускоренное охлаждение всей головной части за исключением области головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, когда высота боковой части головки, которая образует боковую сторону поверхности зоны сварки рельса, обозначается как Hs.
Далее, в устройстве для охлаждения зоны сварки рельса согласно изобретению блок охлаждения головной части может включать в себя эжекторную секцию и экранирующие пластины. Эжекторная секция выбрасывает охлаждающую текучую среду в головную часть, и экранирующие пластины покрывают область головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3.
Кроме того, в сварном соединении согласно варианту реализации настоящего изобретения остаточное напряжение в части шейке, направленное в периферическом направлении поперечного разреза, установлено равным 300 МПа или меньше и твердость головной части установлена равной HV320 или больше согласно способу охлаждения зоны сварки рельса. Здесь «твердость» является твердостью по Виккерсу.
Если остаточное напряжение в части шейки в периферическом направлении поперечного разреза рельса превышает 300 МПа, усталостная прочность рельса значительно снижается. Кроме того, еcли твердость головной части меньше HV 320, головная часть рельса значительно изнашивается и долговечность рельса значительно ухудшается. В то же время рельс, которые очень легко изнашивается и в котором твердость поверхностного слоя головной части материала основы составляет HV 400, часто применяется на криволинейном пути из рельсов, рассчитанных на большую нагрузку. По этой причине желательно, чтобы поверхностный слой головной части зоны сварки рельса имел твердость HV 400, которая равна твердости материала основы рельса.
Стыковая сварка оплавлением
Остаточное напряжение в части шейки в зоне сварки рельса по вертикали является значительным при стыковой сварке оплавлением, где температурный градиент становится наиболее резким. По этой причине стыковая сварка оплавлением описана как пример способа сварки рельсового соединения. А то же время совершенно очевидно, что способ охлаждения зоны сварки рельса и охлаждающее устройство, применяемое при способе согласно изобретению, может быть применен при других способах сварки, таких как термитная сварка.
Схематические изображения, иллюстрирующие стыковую сварку оплавлением, показаны на фиг.34А-34С. В первом процессе, который называется процессом оплавления, дугу непрерывно создают между торцовыми поверхностями рельсов 111, которые помещены в линию, за счет напряжения, которое прикладывают через электроды 136, присоединенные к источнику энергии 137 (фиг.34А). Участки, в которых образуется дуга, локально плавятся, и часть расплавленного металла выбрасывается наружу в форме брызг, а остальной расплавленный металл остается на торцевых поверхностях рельсов 111. Выемки, которые упоминаются как кратеры, формируются на участках, которые плавятся дугой. По мере того как рельсы 111 постепенно приближаются друг к другу, дуга успешно образуется на новых контактных участках и рельсы постепенно укорачиваются при повторении их местного плавления. Когда процесс оплавления продолжается в течение от нескольких десятков секунд до нескольких минут, все торцевые поверхности рельсов 111 расплавляются. Далее, части рельсов 111 вблизи торцевых поверхностей размягчаются из-за повышения температуры. Сжатие рельсов в аксиальном направлении выполняется так, как показано на фиг.34В, в момент времени, когда рельсы достигают этого состояния (процесс высадки). Кратеры, сформировавшиеся на торцовых поверхностях рельсов 111, разрушаются этим сжатием, которое упоминается как высадка. Соответственно расплавленный металл, который существует между торцовыми поверхностями, выдавливается наружу от поверхности сварки. Поперечное сечение вокруг размягченной торцовой поверхности увеличивается из-за пластической деформации и вокруг поверхности сварки образуется сварочный шов 138. Сварной шов 138 срезают и удаляют триммерами 139 так, как показано на фиг.34С, когда он имеет высокую температуру сразу после сварки. Этот процесс упоминают как выравнивание. После выравнивания тонкий сварной шов 138 остается вокруг зоны сварки. Тонкий сварной шов 138, который остается на головной части рельса, полируют шлифовальным кругом таким образом, чтобы сгладить его. Однако тонкий сварной шов 138, который остается на шейке рельса и подошвенной части рельса, подвергают обработке, отличающейся у разных железнодорожных компаний, такой как способ полировки сварного шва шлифовальным кругом и способ термообработки сварного шва.
Рельсовая сталь
Как показано в JIS-E1101, «обычный рельс и специальный рельс для поворотов и пересечений» и JIS-E1120 «рельс, подвергнутый термообработке», эвтектоидная углеродистая сталь или доэвтектоидная сталь, содержащая от 0,5 до 0,8% углерода, обычно используется как рельсовая сталь. Далее, рельсовая сталь может иметь заэвтектоидный состав, содержащий более 0,8 массовых % углерода и далее улучшает износостойкость рассчитанной на высокую нагрузку грузовой линии зарубежного железнодорожного пути, которые также получили в последнее время широкое распространение.
Механизм генерирования остаточного напряжения
При наличии в рельсе неоднородной усадочной деформации, вызванной неоднородной температурой в рельсе, соответствующие части рельса совместно ограничивают усадочную деформацию, так что возникает усадочное напряжение. Если усадочное напряжение остается внутренним напряжением, усадочное напряжение называют остаточным напряжением. В то время, когда стыки рельсов сваривают между собой, возникает большая разница температур между зоной сварки рельса и периферийными участками. Соответственно усадочное напряжение возникает в зоне сварки рельса и становится остаточным напряжением. При выполнении ускоренного охлаждения возле центра сварки распределение температуры вблизи центра сварки выравнивается. Поэтому создание остаточного напряжения в центре сварки ограничивается. Однако эффект, который уменьшает остаточное напряжение путем выполнения ускоренного охлаждения вокруг центра сварки так, чтобы выровнять распределение температуры, является наибольшим в то время, когда равномерное распределение температуры достигается вблизи Ar1 (температуры, при которой исчезает аустенит). Поскольку большое остаточное напряжение уже возникает даже при выравнивании распределения температуры, в то время когда температура в центре зоны сварки рельса ниже 200°С, эффект уменьшения остаточного напряжения невелик.
Устройство для охлаждения зоны сварки рельса
Как показано на фиг.29, устройство для охлаждения зоны сварки рельса (далее просто упоминается как охлаждающее устройство) 110 согласно варианту реализации изобретения обычно включает в себя блок 120 охлаждения головной части, который выполняет ускоренное охлаждение головной части 112 зоны 150 сварки рельса после сварки рельса 111, и блоки 121 охлаждения части шейки, которые выполняют ускоренное охлаждение части 113 шейки зоны 150 сварки рельса. Охлаждающее устройство не включает в себя блок охлаждения, который выполняет ускоренное охлаждение подошвенной части 114 зоны 150 сварки рельса. В то же время охлаждающее устройство 110 может включать в себя контроллер (не показан), который будет описан далее.
Блок 120 охлаждения головной части включает в себя эжекторную секцию 123, которая выбрасывает охлаждающую текучую среду на головную часть 112, и пару экранирующих пластин 125,которые располагаются по сторонам головной части 112 (см. фиг.30А и 30В). Эжекторная секция 123 имеет полуцилиндрическую форму так, чтобы окружать верхнюю часть 112а головки и боковые части 112b головки в зоне 150 сварки рельса. Эжекторные отверстия 123а, которые выбрасывают охлаждающую текучую среду на верхнюю часть 112а головки и боковые части 112b головки, выполнены на внутренней периферийной поверхности эжекторной секции 123.
Пара экранирующих пластин 125 обладает протяженностью в аксиальном направлении рельса. Оба концевых участка экранирующей пластины в продольном направлении имеют по существу U-образный (перевернутый U-образный) поперечный разрез, а средняя часть экранирующей пластины имеет по существу L-образный (перевернутый L-образный) поперечный разрез (см. фиг.31, 32 и 33). Верхние краевые участки обоих концевых частей пары экранирующих пластин 125 соединяются между собой шарнирами 126 и помещаются на верхней части 112а головки (см. фиг.33). Пара экранирующих пластин 125 поворачивается вокруг шарнира 126 как оси вращения в плоскости, перпендикулярной оси рельса, так, чтобы свободно открываться и закрываться. Средняя часть, которая имеет по существу L-образный (перевернутый L-образный) поперечный разрез, покрывает область головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части 112b головки на расстояние 2Hs/3 (нижняя часть боковой части 112b головки, соответствующей Hs/3 + сужающаяся часть 112с + переходная часть 112d) когда высота боковой головной части 112b обозначается как Hs (см. фиг.29 и 31). При этом, верхние края 125а средней части экранирующих пластин 125 наклонены в направлении боковой головной части 125b так, что охлаждающая текучая среда не поступает в область головной части.
Блоки 121 охлаждения части шейки располагаются так, чтобы быть обращенными друг к другу участи 113 шейкой зоны 150 сварки рельса, помещенной между ними, и включать в себя пару эжекторных секций 124, которые включают в себя эжекторные отверстия 124а для выбрасывания охлаждающей текучей среды на часть 113 шейки (см.фиг.29).
Питающая труба 128, которая подает охлаждающую текучую среду, соединяется с эжекторной секцией 123 блока 120 охлаждения головной части, который выполняет ускоренное охлаждение головной части 112 зоны 150 сварки рельса. Питающие трубы 129, которые подают охлаждающую текучую среду, соединяются с эжекторными секциями 124 блоков 121 охлаждения части шейки, которые выполняют ускоренное охлаждение части 113 шейки в зоне 150 сварки рельса. Питающие трубы 128 и 129 крепятся на основании 122, сформированном на портальной раме, установленной над рельсом 111.
Способ охлаждения зоны сварки рельса
Далее будет описан способ охлаждения зоны 150 сварки рельса охлаждающим устройством 110.
(1) Как показано пунктирной линией на фиг.33, пара экранирующих пластин 125 поворачивается вокруг шарнира 126 как оси вращения так, чтобы открыться, и части экранирующих пластин, на которых помещен шарнир 126, помещаются на верхней части 112а головки зоны 150 сварки рельса. Концевые части пары экранирующих пластин 125, помещенный на верхней части 112а головки, поворачиваются вниз под влиянием собственного веса, и находятся в положении, показанном сплошной линией на фиг.33. Соответственно область головной части, которая помещается под нижней позицией, удаленной от верхнего конца боковой части 112b головки зоны сварки рельса на расстояние 2Hs/3 (нижняя часть 112b боковой части головки, соответствующей Hs/3 + сужающаяся часть 112с + переходная часть 112d) покрывается экранирующими пластинами 125 (см.фиг.31).
(2) Основание 122, сформированное на портальной раме, располагается над рельсом 111, эжекторная секция 123 блока 120 охлаждения головной части установлена так, чтобы окружать верхнюю часть 112а головки и боковую часть 112b головки зоны 150 сварки рельса и блоки 121 охлаждения части шейки располагаются так, чтобы быть обращенными друг к другу у части 113 шейке зоны 150 сварки рельса, помещенной между ними.
(3) До завершения превращения в перлит в головной части 112 и части 113 шейки зоны 150 сварки рельса из области температуры аустенита, охлаждающую текучую среду выбрасывают из эжекторной секции 123 блока 120 охлаждения головной части и эжекторных секций 124 блока 121 охлаждения части шейки так, что головная часть 112 и часть 113 шейки подвергаются ускоренному охлаждении. Контроллер, который применяется в охлаждающем устройстве 110, используется для контроля упомянутого охлаждения.
На фиг.35 показано изменение температуры в то время, когда зона сварки рельса подвергается ускоренному охлаждению способом охлаждения зоны сварки рельса согласно варианту реализации изобретения. На фиг.36 показано изменение температуры в то время, когда зона сварки рельса подвергается естественному охлаждению, а на фиг.37 показано изменение температуры в то время, когда только головная часть зоны сварки рельса подвергается ускоренному охлаждению, и фиг.38 показывает изменение температуры в то время, когда головная часть и часть шейки зоны сварки рельса подвергаются ускоренному охлаждению существующим в настоящее время способом. Из этих чертежей можно видеть, что скорость охлаждения сужающейся части является наибольшей в любом случае естественного охлаждения, ускоренного охлаждения только головной части и ускоренного охлаждения головной части и части шейки существующим в настоящее время способом, но скорость охлаждения сужающейся части ниже скорости охлаждения части шейки согласно изобретению.
На фиг.39 показано изображение, демонстрирующее распределение остаточного напряжения в центра сварки рельса в периферическом направлении поперечного сечения рельса при использовании соответствующих способов охлаждения. Из фиг.39 можно видеть, что остаточное напряжение в части шейки возрастает по сравнению со случаем естественного охлаждения, в то время как только головная часть подвергается ускоренному охлаждению, и остаточное напряжение в части шейки уменьшается по сравнению со случаем естественного охлаждения, когда головная часть и часть шейки подвергаются ускоренному охлаждению способом согласно существующему уровню техники. Кроме того, обнаружено, что остаточное напряжение в части шейки дополнительно уменьшается по сравнению со способом согласно существующим техническим решениям, в то время, когда ускоренное охлаждение выполняют способом согласно изобретению.
Вариант реализации изобретения был описан выше. Однако изобретение не ограничивается выполнением упомянутого варианта реализации, и может также включать в себя другие варианты реализации и модификации, которые считаются входящими в рамки формулы изобретения. Например, экранирующие пластины, которые не допускают охлаждающую текучую среду, выброшенную в область головной части, помещенную под нижней позицией, удаленной от верхнего конца боковой части головки 112b зоны сварки рельса на расстояние 2Hs/3, предложены в упомянутом варианте реализации. Однако без экранирующих пластин охлаждающая жидкость может быть выброшена в область головной части, которая располагается над верхней позицией, удаленной от верхнего конца верхней части головки на расстояние Hs/3. Далее, в упомянутом варианте реализации эжекторная секция блока охлаждения головной части имеет полуцилиндрическую форму, но могут быть предусмотрены эжекторная секция для верхней части головки и эжекторные секции для боковых частей головки.
Примеры
Способ испытаний
(В отношении способа усталостного испытания части шейки)
Испытание с целью определения усталостной прочности части шейки в отношении образования горизонтальных трещин было выполнено способом, который схематический показан на фиг.25. Зона сварки рельса была помещена на поверхность плиты 27, и груз повторно прикладывали к головной части рельса зоны сварки нажимным инструментом 28. Радиус кривизны нажимного инструмента 28 составил 450 мм, будучи близким к радиусу кривизны колеса. Приложенная нагрузка была установлена равной 30 тоннам с целью быстрого выполнения эксперимента с учетом того факта, что фактически тяжелая нагрузка равняется приблизительно 20 тоннам. Поскольку испытательный образец смещается при повторении нагрузки, если минимальная нагрузка задана как 0 тонн, минимальная нагрузка была задана как 4 тонны для того, чтобы избежать смещения испытательного образца. Частота повторения приложения груза была задана как 2 Гц, и испытание оканчивалось в момент образования трещин в зоне сварки. Далее, если испытательный образец не разрушался до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов, испытание в этом время оканчивали.
(В отношении способа усталостного испытания подошвенной части)
Испытание с целью определения усталостной прочности на изгиб было выполнено способом изгиба в трех точках. Способ испытания схематически показан на фиг.26. Отрезок зоны сварки рельса длиной 1,5 м был помещен посередине между опорами 29 и 29', расстояние между которыми было задано равным 1 м, так, чтобы находиться в вертикальном положении, а груз прикладывали к середине зоны сварки рельса путем нажима инструмента 30. Радиус кривизны каждой из частей опор 29 и 29' и нажимного инструмента 30, которые входят в контакт с рельсом, был задан равным 100 мм. Испытательное напряжение было задано в средней части нижней части подошвы рельса. Минимальное напряжение было задано равным 30 МПа, максимальное напряжения было задано равным 330 МПа, а переменный диапазон напряжений был задан равным 300 МПа. В целом соединение, полученное стыковой сваркой оплавления, имело усталостную долговечность в 2000000 циклов при диапазоне напряжений 300 МПа. Частота повторений нагрузки была задана как 5Гц, и испытание оканчивалось во время возникновения трещин в зоне сварки. Далее в случае, если испытательный образец не разрушился до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов, испытание оканчивали и приходили к выводу, что испытательный образец обладает достаточными усталостными свойствами
(В отношении применяемых рельсов)
В таблице 1 показаны три вида применяемых рельсов. Рельсовая сталь А является видом стали, которую обычно называют нормальным рельсом и которая является доэвтектоидной сталью, содержащей от 0,65 до 0,75 весовых % углерода. Головная часть рельсовой стали А в состоянии после прокатки обладает твердостью по Виккерсу от 260 до 290. Рельсовая сталь В является рельсом, подвергнутом термообработке после прокатки, и является эвтектоидной сталью, содержащей от 0,75 до 0,85 весовых % углерода. Вид стали, в которой твердость по Виккерсу под поверхностью головной части рельса на расстоянии 5 мм равна HV 360-400, использовался как сталь В. Рельсовая сталь С является заэвтектоидной сталью, содержащей от 0,85 до 0,95% углерода, и является рельсом, подвергнутым термообработке после прокатки. Вид стали, в которой твердость по Виккерсу под поверхностью головной части рельса на расстоянии 5 мм равна 400-450, использовался как сталь С. Размеры для обычных путей, у которых вес на метр равен 60 кг/м, использовались как размеры рельса.

Примеры и сравнительные примеры изобретения показаны в таблице 2-8. Эти образцы сформированы при одинаковых условиях. Среди них первый образец был исследован в отношении остаточного напряжения, твердости зоны сварки и структуры металла; второй образец был подвергнут испытанию для определения усталостной долговечности части шейки; и третий образец был подвергнут усталостному испытанию на изгиб. В таблицах показаны виды сварных рельсов; ширина LАc1 области зоны сварки, в которой максимальная температура нагрева не ниже Ас1 в продольном направлении; ширина области, в которой температура не ниже Ас1 в продольном направлении; ширина области, в которой температура не ниже Ас3, Асе или Ассm в продольном направлении; ширина в продольном направлении, когда охлаждение выполняют после сварки; значение отношения k ширины охлаждения L части шейки к LАc1; длительность охлаждения t; верхние и нижние предельные значения подходящего диапазона значений k, полученных с помощью выражения (1); включено ли значение k в верхнее и нижнее предельные значения; диапазон температуры охлаждения; измеренная величина остаточного напряжения; твердость зоны сварки; и количество образующихся трещин при испытании на усталость. Поскольку измеренные значения твердости обезуглероженной области центра сварки имеют отклонения, твердость измерили на поверхности в позиции, удаленной от центра сварки на расстояние 2 мм твердомером Шора, преобразовав ее затем в твердость по Виккерсу. Значение остаточного напряжения вычислили на основании изменения напряжения, которое было получено путем обрезания крепежной части тензодатчика. Структуру металла получили путем зеркального полирования поперечного разреза, перпендикулярного продольному направлению рельса, в части, помещенной ниже поверхности на расстоянии 2 мм и удаленной от центра сварки на расстояние 2 мм; протравливания зеркально отполированного поперечного разреза трехпроцентным уксусным спиртом; и изучение зеркально отполированного поперечного разреза под микроскопом. Структурная доля структуры металла была получена путем наблюдения с увеличением в 100 раз и применением способа подсчета точек. В таблицах 2-6 тот факт, что была обнаружена структура, такая как мартенсит вместо перлита, записан в колонке примечаний. температура, записанная в таблицах, является температурой поверхности вблизи центральной части сварки.
Далее, при стыковой сварке оплавлением распределение температуры в продольном направлении изменяется путем регулирования длительности процесса оплавления. В следующих примерах изменение ширины максимальной температуры нагрева зоны сварки было выполнено путем регулирования длительности оплавления.


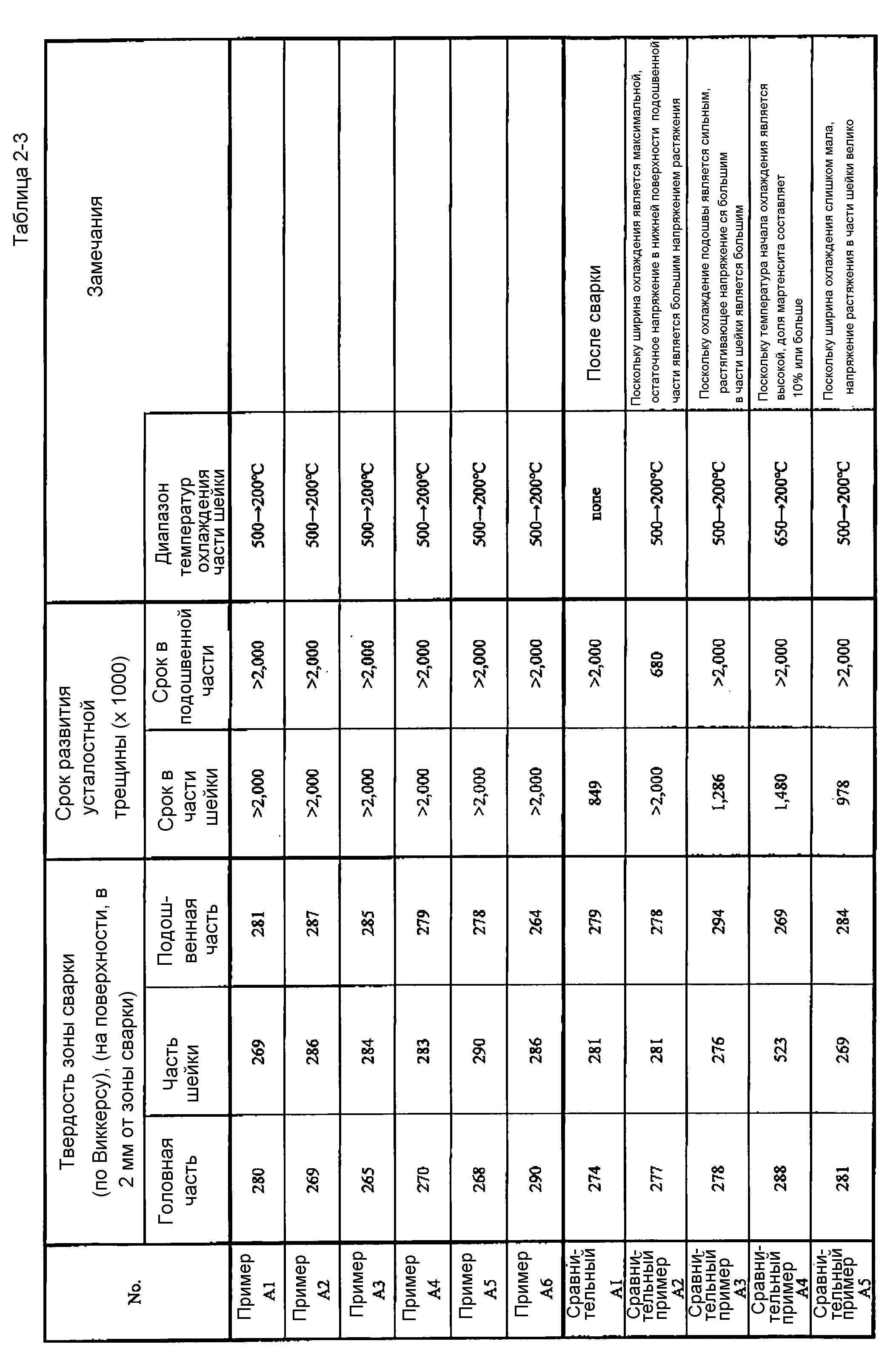
Пример А
В таблице 2 показаны примеры, которые были получены при завершении превращения во всей части шейки рельса из аустенита в перлит после стыковой сварки оплавлением рельса и последующего охлаждения следующей области шейки рельса, ограниченной в продольном направлении, при скорости охлаждения, превышающей скорость естественного охлаждения и не ниже скорости охлаждения подошвенной части рельса.
Способ охлаждения в этом случае был следующим: область части шейки в продольном направлении части шейки рельса, которая была получена как произведение (L) из значения k в таблице 2 и ширины LАc1 шейки рельса, где максимальная температура нагрева шейки не ниже Ас1 в продольном направлении части шейки рельса, была контролируемо охлаждена путем контроля с помощью контроллера расхода и скорости потока сжатого воздуха или сжатого воздуха, содержащего капли воды; область (более узкую чем предыдущая область) подошвенной части в продольном направлении, где максимальная температура нагрева не ниже Ас1 охлаждалась контролируемым образом путем контроля расхода и скорости потока сжатого, а области за исключением упомянутых областей были подвергнуты естественному охлаждению. Таким образом часть рельса была подвергнута ускоренному охлаждению. Сталь А из таблицы 1 была использована в качестве предназначенного для сварки рельса.
Примеры А1-А6 являются примерами, которые были получены путем изменения скорости охлаждения, когда часть шейки охлаждали после завершения перлитного превращения в части шейке, до различных значений. Температура завершения перлитного превращения составила около 600°С, температура начала охлаждения части шейки была задана как 500°С и температура завершения охлаждения части шейки была задана как 200°С. Пример А4 является примером, в котором был изменен диапазон охлаждения в продольном направлении.
Остаточное напряжение в части шейки в любом примере в вертикальном направлении (в периферическом направлении) было уменьшено по сравнению со сравнительным примером А1 в состоянии сразу после сварки. По этой причине в случае сравнительного примера А1 в состоянии после сварки трещины возникали в течение короткого срока при усталостном испытании, когда количество повторений нагрузки не достигало 2000000 циклов. В отличие от этого в случае примеров А1-А6 трещины не возникают до тех пор, пока количество повторений нагрузки не достигнет 2000000 циклов. Далее, остаточное напряжение нижней части подошвы в примерах А1-А6 в продольном направлении находилось в области сжатия, и трещины не возникали и в примерах А1-А6 не наблюдалось разрушение при усталостном испытании на изгиб до тех пор, пока количество повторений нагрузки на достигало 2000000 циклов. Соответственно было подтверждено, что примеры А1-А6 совместно обладают высокой усталостной прочностью. В каждом из примеров А1-А6 95% или больше структуры металла приходилось на перлитную структуру.
В то же время в случае сравнительного пример А2 диапазон значений отношения k ширины охлаждения L части шейки к LAс1 был шире подходящего диапазона, и остаточное напряжение в подошвенной части в продольном направлении стало растягивающим. Сравнительный пример А2 подвергся разрушению во время испытания в течение короткого срока при усталостном испытании на изгиб.
Далее, в случае сравнительного примера А3 скорость охлаждения подошвенной части выше, чем у части шейки, и остаточное напряжение в части шейки не уменьшалось. Сравнительный пример А3 был разрушен во время испытания в течение короткого срока усталостного испытания части шейки.
Сравнительный пример А4 является примером, который был получен путем установки момента начала охлаждения на температуру 650°С, то есть высокую температуру, и начала охлаждения до завершения перлитного превращения. Кроме того, поскольку скорость охлаждения была высокой, доля от площади мартенситной структуры составляла 10% или больше, и твердость части шейки слишком возрастала. Сравнительный пример А4 был разрушен во время испытания в течение короткого срока усталостного испытания части шейки.
В случае сравнительного примера А5 диапазон значений отношения k ширины охлаждения L шейки к LAс1 был уже подходящего диапазона, и остаточное напряжение в подошвенной части в продольном направлении стало растягивающим. Сравнительный пример А5 подвергся разрушению во время испытания в течение короткого срока при усталостном испытании на изгиб.



Пример В
В таблице 3 показаны примеры, которые были получены при охлаждении следующей области зоны сварки части шейки рельса, ограниченной в продольном направлении, после стыковой сварки оплавлением рельса и по меньшей мере в части диапазона температуры до завершения превращения в перлит из области температуры аустенита, где температура части шейки превышала Ае, при скорости охлаждения, которая превышала естественную скорость охлаждения и не превышала 5°С/сек.
Способ охлаждения в этом случае был следующим:
Область части шейки в продольном направлении в части шейки рельса, которая была вычислена как произведение (L) значения k в таблице 3 и ширины LАc1 части шейки рельса в то время, когда максимальная температура нагрева части шейки, не ниже Ас1 в продольном направлении части шейки рельса, была охлаждена с контролем расхода и скорости потока сжатого воздуха или сжатого воздуха, содержащего капли воды; область (в диапазоне более узком, чем указанная область) подошвенной части в продольном направлении, где максимальная температура нагрева не ниже Ас1, была охлаждена с контролем расхода и скорости потока сжатого воздуха; а области за исключением перечисленных областей были подвергнуты естественному охлаждению. Таким образом, часть рельса подвергнута ускоренному охлаждению.
Область температуры перлитного превращения при естественном охлаждении находился в диапазоне от 650°С до 600°С. Однако, при выполнении охлаждения температура превращения в определенной мере изменяется согласно скорости охлаждения. В качестве рельса, предназначенного для сварки, использовали сталь А из таблице 1
Примеры В1-В4 являются примерами, которые были получены путем изменения области температуры охлаждения и скорости охлаждения, когда часть шейки охлаждалась из области аустенита, до различных значений.
Остаточное напряжение в части шейки в любом примере в вертикальном направлении (в периферическом направлении) было ниже, чем в Сравнительном примере А1 в состоянии сразу после сварки. По этой причине трещины не возникали до тех пор, пока в ходе испытания на усталость шейки количество повторений нагрузки не достигало 2000000 циклов. Далее остаточное напряжение нижних частей подошвы в примерах В1-В4 в продольном направлении находилось в диапазоне сжатия при усталостном испытании на изгиб до тех пор, пока количество повторений нагрузки не достигнет 2000000 циклов. Соответственно было подтверждено, что примеры В1-В4 совместно имеют высокую усталостную прочность. 95% или больше структуры металла каждого из примеров В1-В4 приходились на перлитную структуру. Кроме того, поскольку твердость части шейки по Виккерсу увеличилась до 350 или больше за счет ускоренного охлаждения области перлитного превращения в части шейки рельса, это было более предпочтительным в отношении усталостной прочности.
В то же время в случае Сравнительного примера В1 скорость охлаждения шейки превышала 5°С/сек, доля мартенситной структуры по площади части шейки равнялась 10% или больше и твердость части шейки слишком возрастала. Образец для Сравнительного примера В1 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
В случае Сравнительного примера В2 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был шире подходящего диапазона, и остаточное напряжение подошвенной части в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера В2 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
Далее, в случае Сравнительного примера В3 температура окончания охлаждения равнялась 760°С, то есть была высокой, а понижение температуры, вызванное охлаждением, было небольшим. Соответственно остаточное напряжение не значительно отличается от остаточного напряжения в состоянии после сварки. Поскольку охлаждение было закончено до начала перлитного превращения, твердость также не повысилась. Образец для Сравнительного примера В3 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
В случае Сравнительного примера В4 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был уже подходящей величины, и остаточное напряжение подошвенной части в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера В4 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.

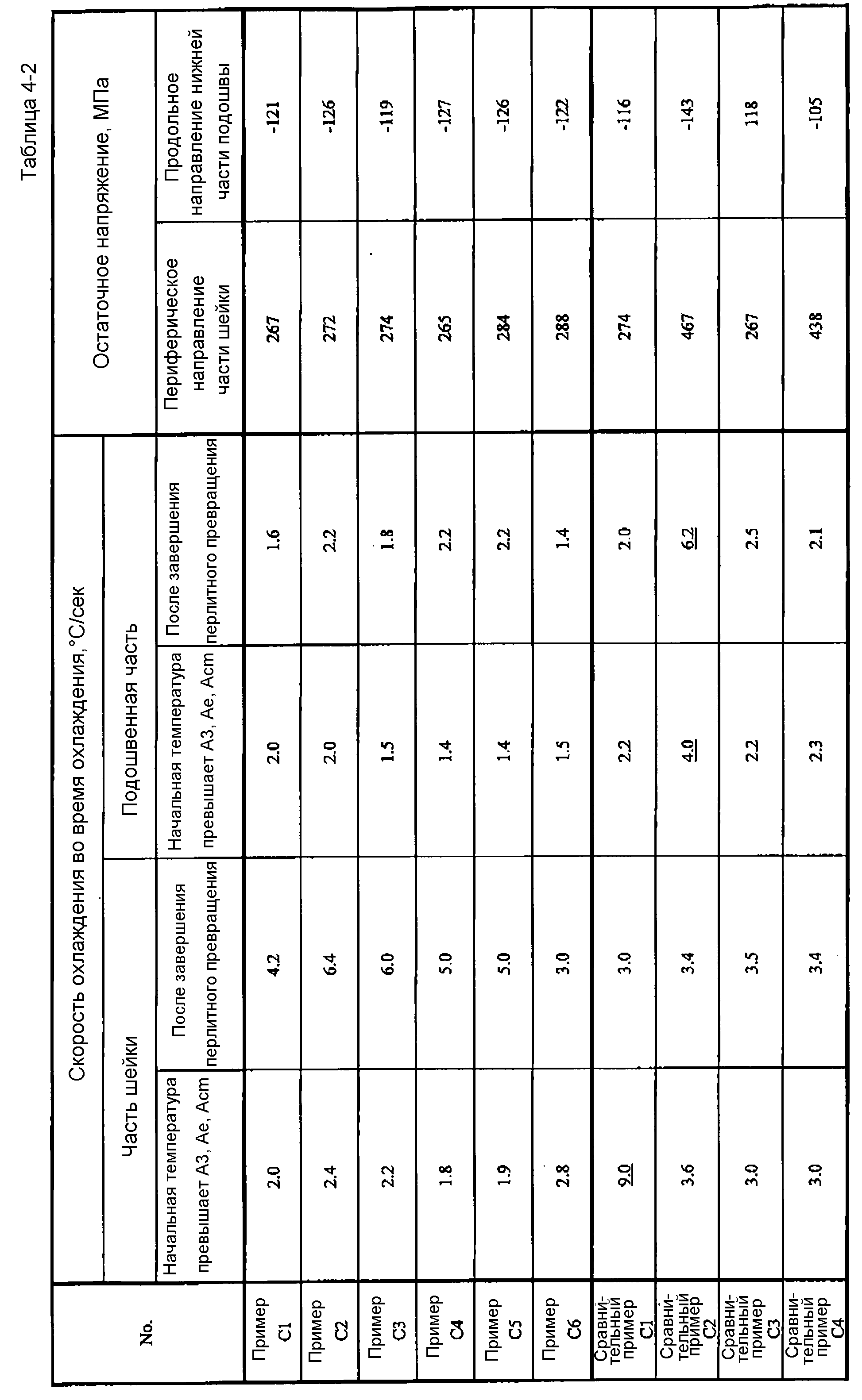

Пример С
В таблице 4 показаны примеры, которые были получены путем охлаждения следующей области в зоне сварки части шейки рельса, которая была ограничена в продольном направлении, после стыковой сварки рельса и по меньшей мере в части диапазона температуры до завершения превращения в перлит из области температуры аустенита, где температура шейки превышает А3, Ае или Асm, при скорости охлаждения, которая превышает скорость естественного охлаждения и не была выше чем 5°С/сек; и охлаждения части шейки рельса после завершения превращения во всей части шейки рельса из аустенита в перлит при скорости охлаждения, превышающей естественную скорость охлаждения и скорости охлаждения не ниже скорости охлаждения подошвенной части рельса.
Способ охлаждения в этом случае был следующим: область части шейки в продольном направлении в части шейке рельса, которая была вычислена как произведение (L) значения k в таблице 4 и ширины LАc1 части шейки рельса в то время, когда максимальная температура нагрева части шейки, не ниже Ас1 в продольном направлении части шейки рельса, была охлаждена путем контроля расхода и скорости потока сжатого воздуха или сжатого воздуха, содержащего капли воды; область (в диапазоне более узком, чем указанная область) подошвенной части в продольном направлении, где максимальная температура нагрева не ниже Ас1, была охлаждена путем контроля расхода и скорости потока сжатого воздуха; а области за исключением перечисленных областей были подвергнуты естественному охлаждению. Таким образом, часть рельса подвергнута ускоренному охлаждению.
Область температуры перлитного превращения при естественном охлаждении находился в диапазоне от 650°С до 600°С. Однако, при выполнении охлаждения температура превращения в определенной мере изменяется согласно скорости охлаждения. Обычное перлитное превращение завершается при температуре несколько выше 600°С. В то же время температурный диапазон охлаждения после завершения перлитного превращения был задан в пределах от 500°С до 200°С. В качестве рельса, предназначенного для сварки, использовали сталь А из таблицы 1
Примеры С1-С4 являются примерами, которые были получены путем изменения области температуры охлаждения и скорости охлаждения, при охлаждении части шейки в области температуры перлитного превращения из области аустенита, и скорости охлаждения при охлаждении после завершения перлитного превращения.
Остаточное напряжение части шейки в любом примере в вертикальном направлении (в периферическом направлении) было ниже, чем в Сравнительном примере А1 в состоянии после сварки. По этой причине трещины не возникали до тех пор, пока в ходе испытания на усталость части шейки количество повторений нагрузки не достигало 2000000 циклов. Далее остаточное напряжение нижних частей подошвы в примерах С1-С4 в продольном направлении было сжатием при усталостном испытании на изгиб до тех пор, пока количество повторений нагрузки не достигнет 2000000 циклов. Соответственно было подтверждено, что примеры С1-С4 совместно имеют высокую усталостную прочность. 95% или больше структуры металла каждого из примеров С1-С4 приходились на перлитную структуру. Кроме того, поскольку твердость части шейки по Виккерсу увеличилась до 350 или больше за счет ускоренного охлаждения области перлитного превращения в части шейки рельса, это было сочтено более предпочтительным в отношении усталостной прочности.
В то же время в случае Сравнительного примера С1 скорость охлаждения шейки превышала 5°С/сек, доля мартенситной структуры по площади части шейки равнялась 10% или больше и твердость части шейки слишком возрастала. Образец для Сравнительного примера С1 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
Далее, в случае Сравнительного примера С2 скорость охлаждения подошвенной части была выше чем у части шейки, и остаточное напряжение части шейки не уменьшилось. Образец для Сравнительного примера С2 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
Далее, в случае Сравнительного примера С3 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был шире подходящего диапазона, и остаточное напряжение подошвенной части в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера С3 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
В случае Сравнительного примера С4 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был уже подходящего диапазона, и остаточное напряжение части шейки в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера С4 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.



Пример D
В таблице 5 показаны примеры, которые были получены путем охлаждения части шейки области сварки рельса, по меньшей мере в части диапазона температуры до завершения превращения в перлит из области температуры аустенита, где температура части шейки превышает А3, Ае или Асm, при скорости охлаждения, которая превышает скорость естественного охлаждения; охлаждения по меньшей мере в части области температуры перлитного превращения при скорости естественного охлаждения или скорости охлаждения не выше 2°С/сек; и охлаждения части шейки рельса в зоне сварки в продольном направлении после завершения превращения во всей части шейки рельса в зоне сварки из аустенита в перлит при скорости охлаждения, превышающей естественную скорость охлаждения и скорости охлаждения не ниже скорости охлаждения подошвенной части рельса.
Способ охлаждения в этом случае был следующим: область части шейки в продольном направлении в части шейки рельса, которая была вычислена как произведение (L) значения k в таблице 5 и ширины LАc1 части шейки рельса в то время, когда максимальная температура нагрева части шейки, не ниже Ас1 в продольном направлении части шейки рельса, была охлаждена путем контроля расхода и скорости потока сжатого воздуха или сжатого воздуха, содержащего капли воды; область подошвенной части в продольном направлении, где максимальная температура нагрева не ниже Ас1, была охлаждена путем контроля расхода и скорости потока сжатого воздуха; а области за исключением перечисленных областей были подвергнуты естественному охлаждению. Таким образом, часть рельса подвергается ускоренному охлаждению.
Область температуры перлитного превращения при естественном охлаждении находился в диапазоне от 650°С до 600°С, средняя стадия охлаждения включается в этот диапазон температур, а падение температуры до 200°С было получено путем охлаждения части шейки на последней стадии после завершения перлитного превращения при температуре не выше 600°С. В качестве рельса, предназначенного для сварки, использовали сталь В из таблицы 1
Примеры D1-D4 являются примерами, которые были получены путем охлаждения части шейки на ранней стадии от области аустенита до части области температуры перлитного превращения, с завершением перлитного превращения путем охлаждения со скоростью охлаждения не выше 2°С/сек или естественного охлаждения, и выполнением ускоренного охлаждения части шейки при охлаждении на последней стадии. В случае примера D2 охлаждение на средней стадии было естественным охлаждением.
Примеры D5 и D6 являются примерами, которые были получены путем охлаждения части шейки на ранней стадии в период области температуры аустенита, выполняя естественное охлаждение из области температуры аустенита до завершения перлитного превращения как охлаждение на средней стадии, и выполнения ускоренного охлаждения части шейки при охлаждении на последней стадии.
Остаточное напряжение части шейки в любом примере в вертикальном направлении (в периферическом направлении) было уменьшено по сравнению со Сравнительным примером А1 в состоянии после сварки. По этой причине трещины не возникали до тех пор, пока при усталостном испытании количество повторений нагрузки не достигло 2000000 циклов. Далее, остаточное напряжение в нижних частях подошвы примеров в продольном направлении представляло собой сжатие, и трещины не возникали при усталостном испытании на изгиб до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов. Соответственно было подтверждено, что примеры совместно обладают высокой усталостной прочностью. В каждом из примеров 100% или больше структуры металла в каждом из примеров приходилось на перлитную структуру.
В то же время в случае Сравнительного примера D1 скорость охлаждения подошвенной части превышала скорость охлаждения части шейки и остаточное напряжение части шейки не уменьшилось. Образец для Сравнительного примера D1 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
Далее, в случае Сравнительного примера D2 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был шире подходящего диапазона, и остаточное напряжение подошвенной части в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера D2 был разрушен во время испытания в течение короткого времени при испытании шейки на усталость.
В случае Сравнительного примера D3 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был уже подходящего диапазона, и остаточное напряжение части шейки в продольном направлении оказалось растяжением. Образец для Сравнительного примера D3 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.


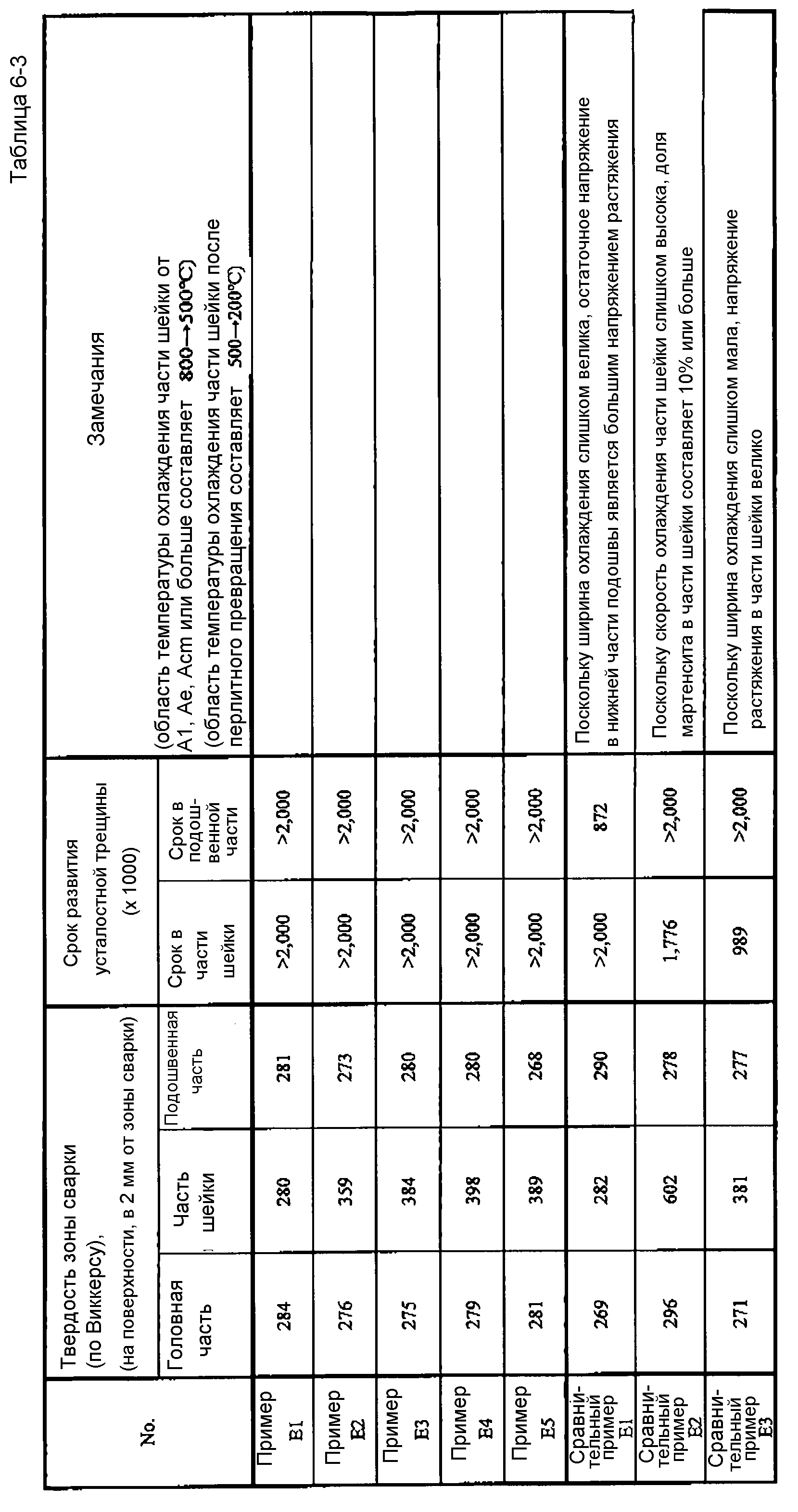
Пример Е
В таблице 6 показаны примеры, которые были получены путем естественного охлаждения подошвенной части рельса в дополнение к удовлетворению условий для примеров А, В и С. Область температуры перлитного превращения при естественном охлаждении находится в диапазоне от 650°С до 600°С. Однако при выполнении охлаждения температура превращения в определенной мере изменяется согласно скорости охлаждения. Нормальное перлитное превращение завершается при температуре несколько ниже 600°С. Области понижения температуры из примеров, которые были получены путем выполнения охлаждения из диапазонов температуры не ниже А3, Ае и Асm перед перлитным превращением, находились в диапазоне от 800°С до 500°С. Далее, области понижения температуры из примеров, которые были получены путем выполнения охлаждения после завершения перлитного превращения, были заданы на диапазон от 500°С до 200°С. В качестве рельса, предназначенного для сварки, использовали сталь А из таблицы 1.
Остаточное напряжение части шейки в любом примере в вертикальном направлении (в периферическом направлении) было уменьшено по сравнению со Сравнительным примером А1 в состоянии после сварки, и остаточное напряжение части шейки по вертикали (в периферическом направлении) было дополнительно уменьшено в среднем по сравнению с примерами. Трещины не возникали до тех пор, пока при усталостном испытании количество повторений нагрузки не достигло 2000000 циклов. Далее, остаточное напряжение в нижних частях подошвы в продольном направлении представляло собой сжатие, и трещины не возникали при усталостном испытании на изгиб до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов. Соответственно было подтверждено, что примеры совместно обладают высокой усталостной прочностью. В каждом из примеров 95% или больше структуры металла в каждом из примеров приходилось на перлитную структуру.
В то же время в случае Сравнительного примера Е1 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был шире подходящего диапазона, остаточное напряжение подошвенной части в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера Е1 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
В случае Сравнительного примера Е2 скорость охлаждения части шейки превышала 5°С/сек и была высокой, доля мартенситной структуры в части шейки по площади равнялась 10% или больше, и твердость части шейки слишком возросла. Образец для Сравнительного примера Е2 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
В случае Сравнительного примера Е3 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был уже подходящего диапазона, и остаточное напряжение части шейки в продольном направлении оказалось растяжением. Образец для Сравнительного примера Е3 был разрушен во время испытания в течение короткого времени при испытании шейки на усталость.



Пример F
В таблице 7 показаны примеры, которые были получены путем охлаждения головной части рельса в зоне сварки и в по меньшей мере части диапазона температур до завершения превращения в перлит из области температуры аустенита, превышающей А3, Ае или АСm, при скорости охлаждения, превышавшей скорость естественного охлаждения, но не более 5°С/сек в дополнение к удовлетворению условий для примеров А, В и С. Область температуры перлитного превращения при естественном охлаждении находился в диапазоне от 650°С до 600°С. Однако при выполнении охлаждения температура превращения в определенной мере изменяется согласно скорости охлаждения. Нормальное перлитное превращение завершается при температуре несколько ниже 600°С. Области понижения температуры из примеров, которые были получены путем выполнения охлаждения из диапазонов температуры не ниже А3, Ае и Асm перед перлитным превращением, находились в диапазоне от 800 до 500°С. Далее, области понижения температуры из примеров, которые были получены путем выполнения охлаждения после завершения перлитного превращения, были заданы на диапазон от 500°С до 200°С. В качестве рельса, предназначенного для сварки, использовали эвтектоидный или заэвтектоидный подвергнутый термообработке рельс из стали В или С из таблицы 1.
Остаточное напряжение части шейки в любом примере в вертикальном направлении (в периферическом направлении) было уменьшено по сравнению со Сравнительным примером А1 в состоянии после сварки. По этой причине трещины не возникали до тех пор, пока при усталостном испытании количество повторений нагрузки не достигло 2000000 циклов. Далее, остаточное напряжение в нижних частях подошвы в продольном направлении представляло собой сжатие, и трещины не возникали при усталостном испытании на изгиб до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов. Соответственно было подтверждено, что примеры совместно обладают высокой усталостной прочностью. В каждом из примеров 95% или больше структуры металла в каждом из примеров приходилось на перлитную структуру.
В случае Сравнительного примера F1 скорость охлаждения подошвенной части была выше скорости охлаждения части шейки, и остаточное напряжение не уменьшилось. Образец для Сравнительного примера F1 был разрушен во время испытания в течение короткого времени при усталостном испытании части шейки.
В случае Сравнительного примера F2 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был шире подходящего диапазона, и остаточное напряжение подошвенной части в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера F2 был разрушен во время испытания в течение короткого времени при усталостном испытании части шейки.
В случае Сравнительного примера F3 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был уже подходящего диапазона, и остаточное напряжение части шейки в продольном направлении оказалось растяжением. Образец для Сравнительного примера F3 был разрушен во время испытания в течение короткого времени при усталостном испытании части шейки.


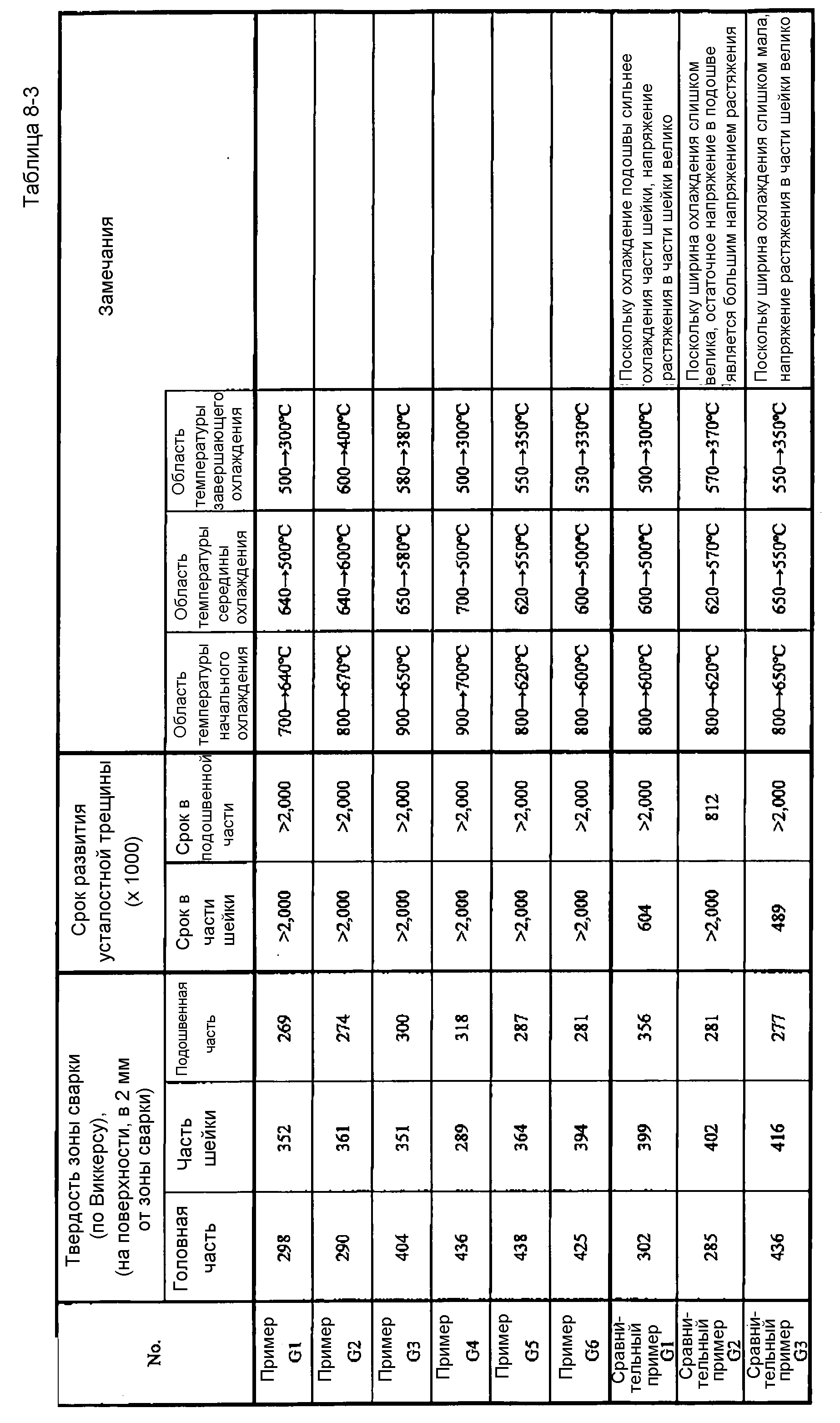
Пример G
В таблице 8 показаны примеры, которые были получены путем естественного охлаждения подошвенной части рельса; и охлаждение головной части рельса в зоне сварки и в по меньшей мере части диапазона температур до завершения перлитного превращения из области температуры аустенита, превышающей А3, Ае или АСm, при скорости охлаждения, превышавшей скорость естественного охлаждения, но не более 5°С/сек в дополнение к удовлетворению условий для примеров D, где в части области температуры перлитного превращения предусмотрен период медленного охлаждения со скоростью охлаждения 2°С/сек или меньше. В качестве рельса, предназначенного для сварки использовали сталь С из таблицы 1.
Примеры G1 и G2 являются примерами, полученными путем выполнения естественного охлаждения подошвенной части; примеры G3 и G4 являются примерами, которые были получены путем ускоренного охлаждения ускоренного охлаждения головной части рельса и в по меньшей мере части температурного диапазона до завершения превращения в перлит из области температуры аустенита; и примеры G5 и G6 являются примерами, которые были получены путем выполнения ускоренного охлаждения головной части и в по меньшей мере части диапазона температур до завершения превращения в перлит из области температуры аустенита и выполнения естественного охлаждения подошвенной части.
Остаточное напряжение части шейки в любом примере в вертикальном направлении (в периферическом направлении) было уменьшено по сравнению со Сравнительным примером А1 в состоянии после сварки. По этой причине трещины не возникали до тех пор, пока при усталостном испытании количество повторений нагрузки не достигло 2000000 циклов. Далее, остаточное напряжение в нижних частях подошвы в продольном направлении представляло собой сжатие, и трещины не возникали при усталостном испытании на изгиб до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов. Соответственно было подтверждено, что примеры совместно обладают высокой усталостной прочностью. В каждом из примеров 100% или больше от структуры металла в каждом из примеров приходилось на перлитную структуру.
В то же время в случае Сравнительного примера G1 скорость охлаждения подошвенной части была выше скорости охлаждения части шейки, и остаточное напряжение не уменьшилось. Образец для Сравнительного примера G1 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
В случае Сравнительного примера G2 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был шире подходящего диапазона, и остаточное напряжение подошвенной части в продольном направлении оказалось в области растяжения. Образец для Сравнительного примера G2 был разрушен во время испытания в течение короткого времени при усталостном испытании части шейки.
В случае Сравнительного примера G3 диапазон значения отношения k ширины охлаждения L части шейки к LАc1 был уже подходящего диапазона, и остаточное напряжение части шейки в продольном направлении оказалось растяжением. Образец для Сравнительного примера G3 был разрушен во время испытания в течение короткого времени при испытании части шейки на усталость.
Далее будет описано испытание охлаждения зоны сварки рельса, которое было выполнено охлаждающим устройством 10. Рельсовая сталь, использованная в испытании охлаждения, является стандартным американским рельсом весом 136 фунтов при химическом составе 0,8С-0,4Si-1,0Mn-0,2Cr. Стыки рельсов были соединены между собой стыковой сваркой оплавлением, так что образовалось сварное соединение. Воздух использовали как охлаждающую текучую среду при ускоренном охлаждении зоны сварки рельса. Давление и расход воздуха во время ускоренного охлаждения показаны в таблице 9.

Были приготовлены два сварных соединения, которые были охлаждены при одинаковых условиях. Температура, твердость и остаточное напряжение были измерены с использованием одного сварного соединения из числа сварных соединений (см. фиг.40), а испытание усталостной долговечности части шейки (далее упоминается просто как «усталостное испытание») было выполнено с использованием другого сварного соединения. Температуру в зоне сварки рельса измеряли К термопар в пяти точках на позиции, удаленной от центра сварки в аксиальном направлении по рельсу на расстояние 20 мм, то есть в центре поверхностной части головки, сужающейся части, части, соответствующей 1/2 от высоты части шейки, поверхностной части подошвы и в центре нижней части подошвы. Далее твердость зоны сварки рельса измерили твердомером Виккерса в точке, расположенной под поверхностью поверхностной части головки на глубине 5 мм, в позиции, удаленной от центра сварки в аксиальном направлении по рельсу на расстояние 5 мм.
Двухосные тензометры с длиной шкалы 2 мм были прикреплены к обеим поверхностям части шейки (в позиции, соответствующей ½ высоты части шейки) на линии центра сварки, эта часть была вырезана в виде образца толщиной 5 мм × шириной 15 мм × высотой 15 мм, а остаточное напряжение было вычислено из выражения отношения с использованием разницы между напряжением до резания и напряжением после резания.
Далее усталостное испытание части шейки было выполнено следующим образом: зона сварки рельса была помещена на поверхность плиты, и нагрузку повторно прикладывали к головной части в зоне сварки рельса путем нажатия инструментом, концу которого была придана форма дугообразного выступа. Радиус кривизны дугообразного выступа был равен 450 мм, будучи близок к радиусу кривизны колеса. Приложенная нагрузка была задана в размере 30 тонн с учетом того факта, что фактическая тяжелая нагрузка равняется примерно 20 тоннам. В то же время минимальная нагрузка при повторении нагрузки была задана как 4 тонны. Частота повторений нагрузки была задана равной 2 Гц, и испытание оканчивалось в момент возникновения трещин в зоне сварки.
В таблице 10 показан список испытаний. В то же время в качестве результатов усталостного испытания случай, когда усталостные трещины не возникали до тех пор, пока количество повторений нагрузки не достигало 2000000 циклов, был представлен как «Хороший» (GOOD), случай, когда усталостные трещины на возникали в то время, когда количество повторений нагрузки было не меньше 1000000 циклов и меньше 2000000 циклов, был представлен как «Удовлетворительный» (FAIR), и случай, когда усталостные трещины на возникали в то время, когда количество повторений нагрузки было меньше 1000000 циклов, был представлен как «Плохой» (POOR). Далее значение остаточного напряжения в таблице 10 было средним значением остаточного напряжения, рассчитанного по показателям тензометров, прикрепленных к обеим поверхностям части шейки.
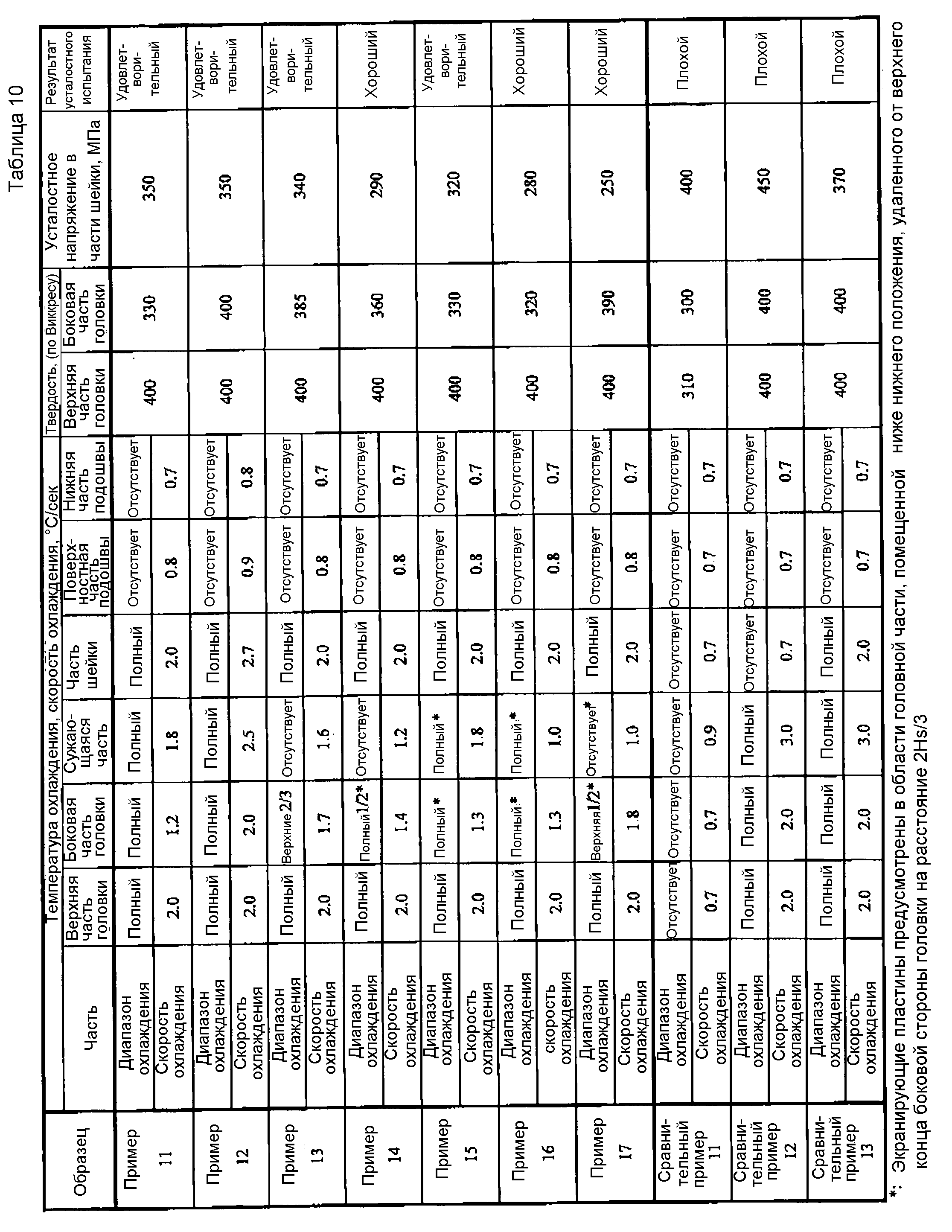
В случае Примера 11, когда вся головная часть и часть шейки были подвергнуты ускоренному охлаждению после сварки, скорость охлаждения боковой части головки была отрегулирована в сторону понижения, и скорость охлаждения сужающейся части была отрегулирована так, чтобы не быть выше скорости охлаждения части шейки. Твердость верхней части головки была такой же, как у материала основы рельса. Твердость боковых частей головки была снижена путем снижения скорости охлаждения боковых частей головки, но была выше твердости боковой части головки, которая была подвергнута естественному охлаждению после сварки. Остаточное напряжение части шейки было улучшено по сравнению со Сравнительными примерами 11-13. При усталостном испытании усталостные трещины возникали в то время, когда количество повторений нагрузки находилось в диапазоне от 1000000 до 2000000 циклов, однако усталостные свойства в примере 11 были выше, чем в Сравнительных примерах 11-13.
В случае примера 12, когда вся головная часть и часть шейки были подвергнуты ускоренному охлаждению после сварки, скорость охлаждения части шейки отрегулировали с целью увеличения, а скорость охлаждения сужающейся части отрегулировали так, чтобы она не превышала скорость охлаждения части шейки. Твердость верхней части головки и твердость боковой части головки были такими же, как у материала основы рельса. Остаточное напряжение в части шейке было улучшено по сравнению с Примером 11. При усталостном испытании усталостные трещины возникали в то время, когда количество повторений нагрузки находилось в диапазоне от 1000000 до 2000000 циклов, однако усталостные свойства в примере 12 были выше, чем в Сравнительных примерах 11-13.
В случае Примера 13, в то время, когда головная часть и часть шейки были подвергнуты после сварки ускоренному охлаждению, отверстия выброса воздуха в боковой части головки были настроены так, чтобы соответствовать диапазону 2/3 или больше от высоты боковой части головки сверху. Сужающуюся часть не подвергали ускоренному охлаждению, однако скорость охлаждения в Примере 13 была увеличена по сравнению со Сравнительным примером 11, где никакая из частей не подвергалась ускоренному охлаждению. Это было вызвано переносом тепла, что было связано с ускоренным охлаждением боковой части головки и части шейки. Твердость верхней части головки была такой же, как у материала основы рельса, и твердость боковой части головки была также по существу такой же, как у материала основы рельса. Остаточное напряжение в части шейки было улучшено по сравнению со Сравнительными примерами 11-13. При усталостном испытании усталостные трещины возникали в то время, когда количество повторений нагрузки находилось в диапазоне от 1000000 до 2000000 циклов, однако усталостные свойства в примере 13 были выше, чем в Сравнительных примерах 11-13.
В случае Примера 14, в то время, когда головная часть и часть шейки были подвергнуты после сварки ускоренному охлаждению, отверстия выброса воздуха в боковой части головки были настроены так, чтобы соответствовать диапазону 1/2 или больше от высоты боковой части головки сверху. Твердость верхней части головки была такой же, как у материала основы рельса. Твердость боковой части головки была снижена путем понижения скорости охлаждения боковой части рельса, но боковая часть головки была значительно тверже боковой части головки, подвергнутой естественному охлаждению после сварки. Остаточное напряжение в части шейки было улучшено по сравнению с примером 13. При усталостном испытании усталостные трещины не возникали до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов.
Пример 15 является примером, при котором отверстия выброса воздуха в боковой части головки были настроены так, чтобы соответствовать диапазону 1/2 или больше от высоты боковой части головки сверху, и область головной части была подвергнута ускоренному охлаждению после сварки. Твердость верхней части головки была такой же, как у материала основы рельса. Твердость боковой части головки была снижена путем понижения скорости охлаждения боковой части рельса, но боковая часть головки была значительно тверже боковой части головки, подвергнутой естественному охлаждению после сварки. Остаточное напряжение части шейки было улучшено по сравнению со Сравнительными примерами 11-13. При усталостном испытании усталостные трещины возникали, когда количество повторений нагрузки находилось в диапазоне от 1000000 до 2000000 циклов, однако усталостные свойства в примере 15 были выше, чем в Сравнительных примерах 11-13.
Пример 16 является примером улучшения Примера 15, в котором зазор между экранирующей пластиной и рельсом был сужен так, что скорость охлаждения сужающуюся части была ниже, чем у части шейки. Твердость боковой части была понижена, однако твердость боковой части головки была дополнительно понижена, но боковая часть головки была тверже, чем боковая часть головки, подвергнутая естественному охлаждению после сварки. Остаточное напряжение в части шейки было улучшено по сравнению с Примером 15. При усталостном испытании усталостные трещины не возникали до тех пор, пока количество повторений нагрузки не достигло 2000000 циклов.
Пример 17 является примером, при котором отверстия выброса воздуха в боковой части головки были настроены так, чтобы соответствовать диапазону 1/2 или больше от высоты боковой части головки сверху, и область головной части, которая размещается под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, была накрыта экранирующими пластинами в то время, когда головная часть и часть шейки были подвергнуты после сварки ускоренному охлаждению. Твердость верхней части головки и твердость боковой части головки были такими же, как у материала основы рельса. Остаточное напряжение в части шейки было значительно улучшено по сравнению со Сравнительными примерами 11-13. При усталостном испытании усталостные трещины не возникали, пока количество повторений нагрузки не достигло 2000000 циклов.
В отличие от этого Сравнительный пример 11 является примером, подвергнутым естественному охлаждению после сварки. Скорости охлаждения в соответствующих точках измерений находились в диапазоне от 0,7 до 0,9°С/сек. Твердость головной части была низкой и остаточное напряжение в части шейки представляло собой сильное растяжение порядка 400 Мпа. При усталостном испытании усталостные трещины возникали в то время, когда количество повторений нагрузки было меньше 1000000 циклов. Сравнительный пример 12 является примером, при котором вся головная часть была подвергнута после сварки ускоренному охлаждению. Твердость головной части была такой же, как у материала основы рельса, однако усталостное напряжение шейки ухудшилось по сравнению со случаем, когда часть шейки была подвергнута после сварки естественному охлаждению. При усталостном испытании усталостные трещины возникали в то время, когда количество повторений нагрузки было меньше 1000000 циклов. Сравнительный пример 13 является примером, при котором вся головная часть и часть шейки были подвергнуты после сварки ускоренному охлаждению. Твердость головной части была такой же, как у материала основы рельса, и остаточное напряжение в части шейки было улучшено по сравнению со случаем, когда часть шейки была подвергнута после сварки естественному охлаждению. При усталостном испытании усталостные трещины возникали в то время, когда количество повторений нагрузки было меньше 1000000 циклов.
Промышленная применимость
Согласно изобретению, можно эффективно изготавливать рельс, в котором усталостная прочность в зоне сварки улучшена по сравнению с современными техническими достижениями. По этой причине изобретение имеет достаточную промышленную применяемость.
Список числовых позиций
1: головная часть рельса
2: часть шейки рельса
3: подошвенная часть рельса
4: верхняя часть головки рельса
5: поверхностная часть подошвы
6: нижняя часть подошвы
7: зона сварки
8: сварной шов
9: электрод
10: предназначенный к сварке рельс
11: сварной шов, образуемый высадкой
12: триммер
13: источник питания
14: форма для термитной сварки
15: тигель для термитной сварки
16: расплавленная сталь при термитной сварке
17: горелка при газопрессовой сварке
18: триммер при газопрессовой сварке
19: металл для заливки при сварке закрытой дугой
20: боковой металл при сварке закрытой дугой
21: сварочный электрод из металла при сварке закрытой дугой
22: усталостная трещина
23: хрупкая трещина
24: шпала
25: колесо
26: усталостная трещина
XX, YY, ZZ: кривая распределения температуры
Р: нагрузка
27: поверхностная пластина
28: прижимной инструмент
29, 29': основа
30: прижимной инструмент
110: охлаждающее устройство
111: рельс
112а: головная часть
112b: боковая часть головки
112с: сужающаяся часть
112d: узкая часть
113: часть шейки
114: подошвенная часть
120: блок охлаждения головной части
121: блок охлаждения части шейки
122: основание
123, 124: эжекторная секция
123а, 124а: эжекторное отверстие
125: экранирующая пластина
125а: верхний край
126: шарнир
128, 129: питающая труба
136: электрод
137: источник энергии
138: сварной шов
139: триммер
150: зона сварки рельса
Реферат
Изобретение относится к области металлургии, в частности к охлаждению зоны сварного соединения рельса непосредственно после сварки. Для повышения усталостной прочности сварного соединения рельса способ включает выполнение первого процесса охлаждения части шейки рельса при охлаждении области охлаждения части шейки зоны сварки рельса в части диапазона температур до завершения превращения из аустенита в перлит, второго процесса охлаждения части шейки при охлаждении области охлаждения части шейки после превращения во всей части шейки в зоне сварки рельса в перлит, охлаждения подошвенной части при охлаждении подошвенной части в зоне сварки рельса и выполнение охлаждения головной части при охлаждении головной части зоны сварки рельса. В то время когда длительность охлаждения первого и второго процессов охлаждения шейки равна t минут, величина k, которую получают путем деления ширины L области охлаждения части шейки на ширину LAcобласти Acудовлетворяет выражению, представленному как -0,1t+0,63≤k≤-0,1t+2,33. 4 н. и 10 з.п. ф-лы, 24 табл., 70 ил.
Формула
выполнение первого процесса охлаждения части шейки при охлаждении области охлаждения части шейки зоны сварки рельса в части диапазона температур до завершения превращения из аустенита в перлит,
выполнение второго процесса охлаждения части шейки при охлаждении области охлаждения части шейки после превращения во всей части шейки в зоне сварки рельса в перлит,
выполнение охлаждения подошвенной части при охлаждении подошвенной части в зоне сварки рельса,
выполнение охлаждения головной части при охлаждении головной части зоны сварки рельса,
в котором то время, когда длительность охлаждения первого и второго процессов охлаждения части шейки равна t мин, величина k, которую получают путем деления ширины L области охлаждения части шейки на ширину LAc1 области Ac1 удовлетворяет выражению -0,1t+0,63≤k≤-0,1t+2,33.
и область охлаждения части шейки охлаждают со скоростью охлаждения, которая превышает естественную скорость охлаждения и не ниже скорости охлаждения подошвенной части во втором процессе охлаждения части шейки.
при первом охлаждении части шейки охлаждение области температуры аустенита включает в себя первое предшествующее охлаждение части шейки и первое последующее охлаждение части шейки, которое продолжает охлаждение области охлаждения части шейки после первого предшествующего охлаждения части шейки в диапазоне температур до завершения перлитного превращения,
область охлаждения части шейки охлаждают со скоростью охлаждения, которая превышает естественную скорость охлаждения и не ниже скорости охлаждения подошвенной части в первом предшествующем охлаждении части шейки,
область охлаждения части шейки охлаждают при естественной скорости охлаждения или скорости охлаждения, не превышающей 2°С/с в первом последующем охлаждении части шейки, и
область охлаждения части шейки охлаждают при скорости охлаждения, которая превышает естественную скорость охлаждения и не ниже скорости охлаждения подошвенной части во втором охлаждении части шейки.
часть шейки, в которой остаточное напряжение в вертикальном направлении равно 350 МПа или меньше,
подошвенную часть, в которой остаточное напряжение в продольном направлении является напряжением сжатия, и
зону сварки рельса, в которой 95% или больше от структуры металла является перлитной структурой.
часть шейки, в которой остаточное напряжение в периферическом направлении в поперечном разрезе рельса равно 300 МПа или меньше, и
головную часть, в которой твердость по Виккерсу равна 320 или больше.
блок охлаждения головной части рельса, который выполняет ускоренное охлаждение всей головной части, за исключением той области головной части, которая расположена под нижней позицией, удаленной от верхнего конца боковой части головки на расстояние 2Hs/3, причем Hs обозначена высота боковой части головки, образующей боковую поверхность головной части рельса.
Документы, цитированные в отчёте о поиске
Способ термической обработки стального рельса
Комментарии