Способ улавливания электроосаждаемой краски - RU2489529C2
Код документа: RU2489529C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу улавливания электроосаждаемой краски, который сокращает потери краски при окраске электроосаждением, сохраняя высокое качество покрытия краской.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Окраска электроосаждением широко использовалась для окраски кузовов и деталей автомобилей, электротехнических изделий, строительных материалов и т.п. Процесс окраски электроосаждением состоит из этапа электроосаждения для электрохимического формирования пленки краски на окрашиваемом объекте, этапа промывки для смывания неосажденной краски и т.п., этапа сушки/спекания для получения твердой пленки краски, и этапа очистки, по существу состоящего из двух технологических линий, т.е. технологической линии многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием, и технологической линии окончательной промывки.
Технологическая линия многоступенчатого улавливания и промывки с фильтратом, полученным мембранным фильтрованием, является технологической линией очистки окрашиваемого объекта, выполняемым после этапа электроосаждения, с помощью фильтрата, полученного мембранным фильтрованием жидкости, находящейся в ванне электроосаждения, и смывания неэлектроосажденной краски, физически приклеившейся к окрашиваемому объекту, и улавливания ее в ванну электроосаждения. Кроме того, технологическая линия окончательной промывки является технологической линией окончательной очистки чистой или очищенной (промышленной) водой, в которой смывается микроколичество краски или ионов примесей, не смытое в технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием. В технологической линии окончательной промывки вода, используемая для очистки, выводится за пределы технологической линии как сточная вода.
Однако когда имеется много подлежащих окраске объектов, обычный способ улавливания и промывки создает проблему увеличения количества краски, выносимой за пределы окрасочного цеха, или проблему повышенного потребления очищенной воды и чистой воды в технологической линии окончательной промывки, что приводит к повышению нагрузки на средства переработки сточных вод из-за увеличения концентрации неэлектроосажденной краски в каждом улавливающем промывочном баке. Эту проблему можно решить путем увеличения количества ступеней технологической линии многоступенчатого улавливания и промывки с фильтратом, полученным мембранным фильтрованием. Однако при этом возникает новая проблема, связанная со стоимостью установки и занимаемой ею площадью.
Для решения этих проблем применяется описанный в патентном документе 1 способ фильтрования промывочной воды первой ступени многоступенчатого процесса улавливания и промывки фильтратом, полученным мембранным фильтрованием, с использованием мембраны для ультрафильтрования и подачи полученного фильтрата на последнюю ступень процесса многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием. Однако такой способ имеет проблему, заключающуюся в том, что количество фильтрата, полученного ультрафильтрованием промывочной воды первой ступени невелико, и концентрация неэлектроосажденной краски на последней ступени существенно не уменьшается.
Патентный документ 1: японская не прошедшая экспертизу патентная публикация №7-224397.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача, решаемая изобретением
В виду вышеописанных проблем, целью настоящего изобретения является создание способа улавливания электроосаждаемой краски, в котором потери электроосаждаемой краски не увеличиваются, даже если при окраске электроосаждением уменьшить количество ступеней технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием. Кроме того, целью настоящего изобретения является создание способа улавливания электроосаждаемой краски, в котором потери краски можно уменьшить за счет эффективного увеличения промывочной жидкости на последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием.
СРЕДСТВА РЕШЕНИЯ ЗАДАЧИ
Настоящее изобретение имеет следующие аспекты.
(1) Способ улавливания электроосаждаемой краски, в котором фильтрат, полученный мембранным фильтрованием жидкости в ванне для электроосаждения, подают в промывочный бак последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, отличающийся тем, что фильтрат, полученный мембранной фильтрацией жидкости из промывочного бака последней ступени, подают в промывочный бак последней ступени, и подают концентрированную жидкость в ванну для электроосаждения и/или в промывочный бак, не являющийся промывочным баком последней ступени.
(2) Способ улавливания электроосаждаемой краски по п.(1), в котором мембрана является мембраной для микрофильтрования или мембраной для ультрафильтрования.
(3) Способ улавливания электроосаждаемой краски по п.(2), в котором мембрана является мембраной для ультрафильтрования.
(4) Способ улавливания электроосаждаемой краски по пп.(1)-(3), в котором промывочные баки, не являющиеся промывочным баком последней ступени, установлены во множестве и параллельно.
(5) Способ улавливания электроосаждаемой краски по пп.(1)-(4), в котором количество фильтрата, полученного мембранным фильтрованием жидкости из промывочного бака последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, в 2-10 раз превышает количество концентрированной жидкости, подаваемой в ванну для электроосаждения и/или в промывочный бак, не являющийся промывочным баком последней ступени.
(6) Способ улавливания электроосаждаемой краски по пп.(1)-(5), в котором содержание нелетучего вещества краски концентрированной жидкости, полученного мембранным фильтрованием жидкости из промывочного бака последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, в 1,1-10 раз больше содержания нелетучего вещества краски в жидкости промывочного бака последней ступени.
(7) Способ улавливания электроосаждаемой краски по пп.(1)-(6), в котором при мембранном фильтровании жидкости из промывочного бака последней ступени осуществляют циркуляцию с использованием циркуляционного насоса.
(8) Способ улавливания электроосаждаемой краски по п.(7), в котором содержание нелетучего вещества краски в циркулирующей жидкости при мембранном фильтровании жидкости из промывочного бака последней ступени составляет 0,5-5%.
(9) Способ улавливания электроосаждаемой краски по пп.(1)-(8), в котором мембранную фильтрацию жидкости из промывочного бака последней ступени процесса многоступенчатого улавливания и промывки фильтратом, полученным мембранной фильтрацией, выполняют при среднем перепаде давления фильтрации, равном 0,1-0,3 МПа и представленным следующей формулой:
средний перепад давления фильтрования = (давление на входе мембранного модуля + давление на выходе мембранного модуля)/2 - давление на стороне фильтрования.
(10) Устройство для улавливания электроосаждаемой краски, содержащее ванну для электроосаждения, технологическую линию многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, и технологическую линию окончательной промывки, при этом устройство содержит первое мембранное фильтровальное устройство для фильтрования жидкости из ванны для электроосаждения и второе мембранное фильтровальное устройство для фильтрования жидкости из промывочного бака последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием.
(11) Устройство для улавливания электроосаждаемой краски по п.(10), в котором второе мембранное фильтровальное устройство снабжено циркуляционным насосом и циркуляционной линией.
(12) Устройство для улавливания электроосаждаемой краски по п.(10) или (11), в котором промывочные баки, не являющиеся промывочным баком последней ступени, расположены во множестве и параллельно в технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием.
(13) Устройство для улавливания электроосаждаемой краски по пп.(10)-(12), в котором технологическая линия многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, является двухступенчатой.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, поскольку количество ступеней технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, можно уменьшить, не повышая концентрации неэлектроосажденной краски в промывочном баке последней ступени этой технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, т.е. без увеличения потерь электроосаждаемой краски, можно уменьшить время производственного цикла и сократить площадь, занимаемую технологической линией многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием. Кроме того, когда количество ступеней технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, равно количеству ступеней в известной технологической линии, можно уменьшить потери электроосаждаемой краски благодаря снижению концентрации неэлектроосажденной краски в промывочном баке последней ступени.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
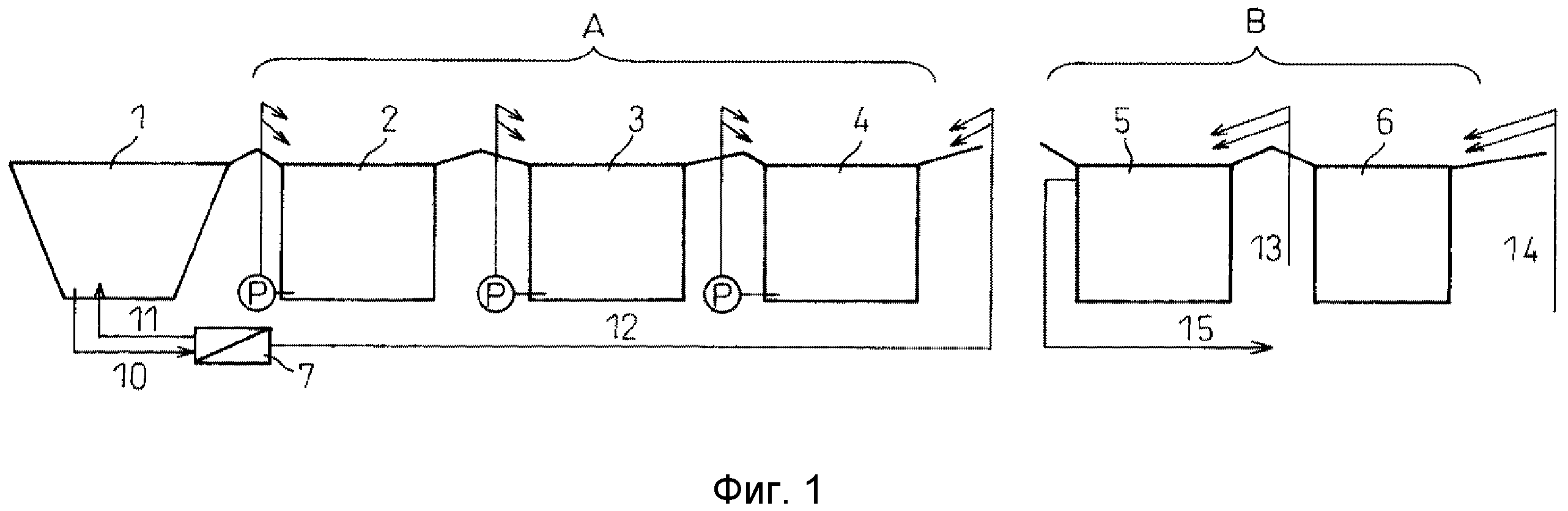
Фиг.1 - один пример известного процесса улавливания электроосаждаемой краски;
Фиг.2 - один пример способа улавливания электроосаждаемой краски по настоящему изобретению;
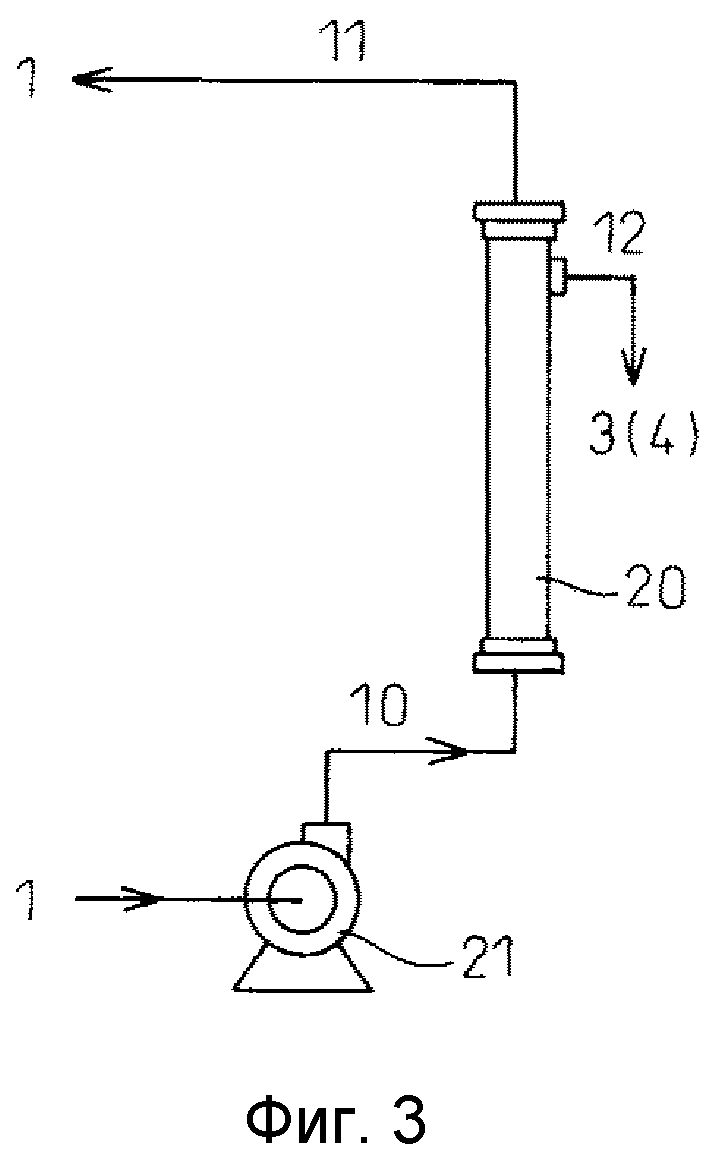
Фиг.3 - один пример мембранного фильтровального устройства, используемого в известном процессе улавливания электроосаждаемой краски;
Фиг.4 - один пример мембранного фильтровального устройства, используемого в способе улавливания электроосаждаемой краски по настоящему изобретению.
Далее следует подробное описание настоящего изобретения со ссылками на чертежи.
На Фиг.1 приведен пример известного процесса улавливания электроосаждаемой краски, где позицией 1 обозначена ванна для электроосаждения, позицией А обозначена технологическая линия многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, и позицией В обозначена технологическая линия окончательной промывки. Технологическая линия (А) многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, включает три ступени, в которых используются первый промывочный бак 2, второй промывочный бак 3 и третий промывочный бак 4. Технологическая линия (В) окончательной промывки включает две ступени, в которых используются первый промывочный бак 5 и второй промывочный бак 6. Объект, подлежащий окраске, устанавливают на конвейер (не показан) и погружают в ванну для окраски электроосаждением, и после окраски электроосаждением транспортируют в первый промывочный бак, второй промывочный бак и третий промывочный бак процесса многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, и последовательно помещают в первый промывочный бак и во второй промывочный бак процесса окончательной промывки. Позицией 7 обозначено первое мембранное фильтрующее устройство. Жидкость из ванны для электроосаждения подают на первое мембранное фильтрующее устройство по линии 10 и подвергают мембранному фильтрованию. Концентрированную жидкость, не прошедшую через мембрану, возвращают в ванну для электроосаждения по линии 11. Фильтрат направляют на последнюю ступень технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, в данном примере - в третий промывочный бак, по линии 12, и используют как промывочную воду в технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием. Промывочная вода технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, последовательно перетекает из третьего промывочного бака 4 во второй промывочный бак 3 и в первый промывочный бак 2, и после использования в качестве промывочной воды в каждом промывочном баке перетекает из первого промывочного бака 2 в ванную 1 для электроосаждения, и, таким образом, неэлектроосажденная краска улавливается. В первый промывочный бак 5 технологической линии окончательной промывки по линии 13 для промывки подают чистую или очищенную ("искусственную") воду, а во второй бак 6 технологической линии окончательной промывки по линии 14 для очистки подают чистую или очищенную ("промышленную") воду. Чистая вода, подаваемая во второй промывочный бак 6, перетекает в первый промывочный бак 5 и отводится по линии 15 вместе с очищенной водой, подаваемой в первый промывочный бак.
На Фиг.2 приведен пример способа улавливания электроосаждаемой краски по настоящему изобретению. На Фиг.2 то же устройство, что и на Фиг.1, обозначено теми же позициями. Настоящее изобретение отличается тем, что по сравнению с известным способом, третий промывочный бак 4 устранен из технологической линии (А) многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, и технологическая линия многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, имеет двухступенчатую конфигурацию, при этом в способе дополнительно используется второе мембранное фильтрующее устройство 8, а остальные части системы совпадают с описанными выше. На второе мембранное фильтрующее устройство 8 подается жидкость из промывочного бака последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, в этом примере, жидкость из второго промывочного бака подают по линии 16, и концентрированную жидкость, не проникшую сквозь мембрану, возвращают в ванну для электроосаждения по линии 17. Фильтрат подают во второй промывочный бак (на последнюю ступень технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием) по линии 18, и используют как промывочную воду вместе с фильтратом, поступающим от первого мембранного фильтрующего устройства 7 по линии 12.
За счет уменьшения числа ступеней технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, уменьшается площадь, занимаемая этой технологической линией, а благодаря установке второго мембранного фильтрующего устройства можно предотвратить увеличение количества неэлектроосажденной краски на последней ступени, вызванное уменьшением числа ступеней технологической линии и, таким образом, предотвратить потери краски.
В настоящем изобретении в условиях, в которых используется известной процесс, можно без ограничений применять то же устройство, которое применяется в известном процессе, если не считать дополнительное второе мембранное фильтрующее устройство. Например, хотя выше был описан пример с двухступенчатой технологической линией окончательной промывки, разумеется, можно применять и одноступенчатую технологическую линию. Для технологической линии окончательной промывки предлагались устройства разных конструкций, и в настоящем изобретении можно без ограничений использовать известную технологическую линию окончательной промывки.
Кроме того, в качестве примера технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, была приведена двухступенчатая конфигурация, однако можно использовать трех- и более ступенчатую конфигурацию. Если количество ступеней равно количеству ступеней в известной системе, занимаемая площадь не сокращается, однако попадание неэлектроосажденной краски в промывочный бак последней ступени сокращается, и поэтому можно сократить потери электроосаждаемой краски. С точки зрения сокращения времени цикла окраски и сокращения занимаемой площади наиболее предпочтительной является двухступенчатая конфигурация.
Далее, предпочтительно промывочные баки, кроме промывочного бака последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, использовавшиеся в известном процессе улавливания электроосаждаемой краски, можно без ограничений использовать в обычных рабочих условиях.
Для уменьшения количества ступеней технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, или для уменьшения потерь краски в последнем промывочном баке необходимо увеличить количество промывочной воды, т.е. увеличить количество фильтрата в первом мембранном фильтрующем устройстве. Однако жидкость из ванны для электроосаждения содержит большое количество краски, и содержание нелетучего вещества краски обычно составляет 10-25%. Такое высокое содержание нелетучего вещества налагает ограничения на увеличение количества фильтрата в первом мембранном фильтрующем устройстве. Следует отметить, что в настоящем описании содержание нелетучего вещества в краске - это величина, измеряемая по стандарту JISK5601-1-2.
Настоящее изобретение отличается тем, что на последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, в дополнение к первому мембранному фильтрующему устройству установлено второе мембранное фильтрующее устройство, в вышеописанном примере, на втором промывочном баке 3. Вода из второго промывочного бака подается на второе мембранное фильтрующее устройство по линии 16, а фильтрат возвращается во второй промывочный бак по линии 18 в качестве промывочной воды. Концентрированная жидкость, не проникшая сквозь мембрану, по линии 17 подается в ванну для электроосаждения и/или в промывочный бак другой ступени, не являющейся последней ступенью технологической линии многоступенчатого улавливания и промывки (в данном примере, в первый промывочный бак 2), который имеет более высокое содержание нелетучего вещества, чем содержание нелетучего вещества в концентрированной жидкости. Ввиду увеличенной скорости улавливания краски, предпочтительно направлять эту жидкость в ванну для электроосаждения.
Благодаря установке второго мембранного фильтрующего устройства, можно эффективно улавливать неэлектроосажденную краску в промывочном баке последней ступени, и понизить содержание нелетучего вещества в промывочном баке последней ступени.
В данном способе улавливания электроосаждаемой краски, количество фильтрата увеличивается, когда содержание нелетучего вещества в технологической жидкости, подвергающейся фильтрованию, невелико. Содержание нелетучего вещества является наивысшим в ванне для электроосаждения и постепенно уменьшается от ступени к ступени технологической линии, от первого промывочного бака, через второй промывочный бак к третьему промывочному баку технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием. Таким образом, содержание нелетучего вещества в промывочном баке последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, является самым низким, и поэтому целесообразно фильтровать жидкость из промывочного бака последней ступени. Поскольку содержание нелетучего вещества в жидкости промывочного бака последней ступени составляет 0,5-5,0%, фильтрование воды из промывочного бака последней ступени позволяет получить количество фильтрата в 2-10 раз больше, чем в первом мембранном фильтрующем устройстве, которое фильтрует жидкость из ванны для электроосаждения.
Поскольку количество промывочной воды, которую нужно подать во второй промывочный бак 3 (последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием), является количеством фильтрата от первого мембранного фильтрующего устройства, то количество концентрированной жидкости второго мембранного фильтрующего устройства, подаваемой из второго промывочного бака 3 в ванну 1 для электроосаждения, должно быть меньше, чем количество фильтрата от первого мембранного фильтрующего устройства. Как описано выше, поскольку количество фильтрата от второго мембранного фильтрующего устройства, которое фильтрует жидкость из промывочного бака последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, в 2-10 раз больше, чем количество фильтрата от первого мембранного фильтрующего устройства, то во втором мембранном фильтрующем устройстве количество фильтрата, подаваемого во второй промывочный бак 3 по линии 18, следует регулировать так, чтобы оно по меньшей мере в 2-10 раз превышало количество концентрированной жидкости, подаваемой в ванну для электроосаждения по линии 17.
Кроме того, когда количество фильтрата, которое нужно подать во второй промывочный бак 3 по линии 18 более, чем в 10 раз превосходит количество концентрированной жидкости, посылаемой в ванну для электроосаждения по линии 17, содержание нелетучего вещества в концентрированной жидкости увеличивается и эффективность производства фильтрата может снизиться. Наоборот, когда такое превышение составляет менее 2 раз, содержание нелетучего вещества в циркулирующей жидкости уменьшается, и стабильность производства фильтрата может ухудшиться.
На Фиг.3 показан пример известного мембранного фильтрующего устройства, используемого в качестве первого фильтрующего устройства. На Фиг.3 позицией 20 обозначен мембранный модуль, а позицией 21 - подающий насос. Количество фильтрата, направляемое во второй или третий промывочный бак, регулируют так, чтобы оно составляло от 1 до 5 частей на 100 частей технологической жидкости, поступающей из ванны для электроосаждения, а остальные 95-99 частей приходились на концентрированную жидкость, не проходящую сквозь мембрану и возвращаемую в ванну 1 для электроосаждения. Применение мембранного фильтрующего устройства, показанного на Фиг.3, в качестве второго мембранного фильтрующего устройств, делает такое регулирование затруднительным.
На Фиг.4 показан предпочтительный пример мембранного фильтрующего устройства для использования в качестве второго мембранного фильтрующего устройства. На Фиг.3 и 4 одинаковые детали обозначены одинаковыми позициями. Второе мембранное фильтрующее устройство отличается от первого мембранного фильтрующего устройства тем, что содержит циркуляционный насос 22 и циркуляционную линию 23. 100 частей технологической жидкости, подаваемой из второго промывочного бака 3, соединяют с жидкостью из циркуляционной линии, количество которой увеличено до 1000-3000 частей, и подают на мембранный модуль 20 циркуляционным насосом 22. Регулирование осуществляют так, чтобы количество фильтрата, который следует возвратить во второй промывочный бак, составило 70-90 частей, а количество концентрированной жидкости, которую следует вернуть в ванну для электроосаждения по линии 17, составило 10-30 частей и было меньше, чем количество фильтрата от первого мембранного фильтрующего устройства, и остаточная концентрированная жидкость циркулировала по циркуляционной линии 23.
Кроме того, содержание нелетучего вещества в концентрированной жидкости (в циркулирующей жидкости) второго мембранного фильтрующего устройства, предпочтительно в 1,1-10 раз, еще более предпочтительно, в 1,5-8 раз, и особенно предпочтительно, в 2-6 раз больше, чем содержание нелетучего вещества в жидкости второго промывочного бака. Содержание нелетучего вещества в концентрированной жидкости (в циркулирующей жидкости) второго мембранного фильтрующего устройства более, чем в 10 раз превышающее содержание нелетучего вещества в жидкости второго промывочного бака, может повысить содержание нелетучего вещества в концентрированной жидкости и уменьшить количество фильтрата. Наоборот, если такое превышение меньше, чем в 1,1 раза, содержание нелетучего вещества в циркулирующей жидкости может понизиться и ухудшить стабильность количества получаемого фильтрата.
Для работы второго мембранного фильтрующего устройства, показанного на Фиг.4, в вышеописанных условиях содержание нелетучего вещества в технологической жидкости, циркулирующей через мембранный модуль 20, предпочтительно составляет от 0,5 до 5,0%, еще более предпочтительно, от 1 до 5%, и особенно предпочтительно, от 2 до 5%. Когда содержание нелетучего вещества в технологической жидкости, подвергаемой циркуляции, находится в указанном диапазоне, компоненты краски в технологической жидкости могут формировать равномерный слой осадка на внутренней плоскости мембраны, и, следовательно, количество фильтрата может увеличиваться и работа в течение длительного времени будет стабильной.
Кроме того, для работы второго мембранного фильтрующего устройства, показанного на Фиг.4, в вышеописанных условиях, предпочтительно задать средний перепад давления фильтрования в мембранном модуле по нижеприведенной формуле, на уровне 0,05-0,40 МПа, еще более предпочтительно, 0,10-0,20 МПа.
Средний перепад давления фильтрования = (давление на входе мембранного модуля + давление на выходе мембранного модуля)/2 - давление на стороне фильтрования.
Мембрана, используемая во втором мембранном фильтрующем устройстве, не имеет особых ограничений и, например, является мембраной обратного осмоса (ОО-мембрана), мембраной ультрафильтрования (УФ-мембрана) и мембраной микрофильтрования (МФ-мембрана) и т.п. Среди них предпочтительным является использование МФ-мембран и УФ-мембран, а использование УФ-мембран является особенно предпочтительным.
ОО-мембрана имеет низкую производительность на единицу времени и экономически не является предпочтительной. МФ-мембрана имеет более высокую производительность, но некоторые компоненты краски проникают сквозь МФ-мембрану.
Наоборот, УФ-мембрана не создает проблем при практическом использовании как в отношении производительности, так и в отношении способности задерживать компоненты краски. В качестве мембраны предпочтительным является использование УФ-мембраны с фракционированным молекулярным весом от 3000 до 1000000, а в качестве материала можно использовать полиакрилонитрил, полисульфон, полиолефин, поливинилиденфторид (PVDF) и их химически модифицированные производные и т.п.
В качестве мембранного модуля можно использовать мембранный модуль с пустотелыми волокнами, спирального типа или трубчатого типа с вышеописанной УФ-мембраной и т.п.
Установка для электроосаждения, используемая в спосбе улавливания электроосаждаемой краски по настоящему изобретению, не ограничивается и может быть любой установкой для электроосаждения, например, катионной или анионной установкой для электроосаждения.
ПРИМЕРЫ
Далее следует подробное пояснение настоящего изобретения со ссылками на Пример и Сравнительные примеры, однако настоящее изобретение не ограничено этими Примерами.
(Пример)
Используя процесс улавливания электроосаждаемой краски, показанный на Фиг.2, выполняли окраску электроосаждением краски. В качестве первого промывочного бака 2 технологической линии (А) многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием, и второго промывочного бака 6 технологической линии (В) окончательной промывки использовался распылительный промывочный бак, а в качестве второго промывочного бака 3 технологической линии (А) многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием, первого промывочного бака процесса (В) окончательной промывки использовался бак погружного типа. В качестве первого мембранного фильтрующего устройства 7 использовалось устройство согласно Фиг.3, а в качестве мембраны использовалась мембрана ультрафильтрования KCV-3010, производимая компанией Asahi Kasei Chemicals Co., Ltd. В качестве второго мембранного фильтрующего устройства 8 использовалось устройство согласно Фиг.8, а в качестве мембраны использовалась мембрана ультрафильтрования KCV-3010, производимая компанией Asahi Kasei Chemicals Co., Ltd.
В качестве электроосаждаемой краски использовалась катионная электроосаждаемая краска, применяемая для окраски автомобилей электроосаждением.
Ванну 1 для электроосаждения отрегулировали так, что содержание нелетучего вещества в жидкости ванны электроосаждения составило 20%. На первом мембранном фильтровальном устройстве 7 количество жидкости из ванны, поступающее по линии 10, и количество фильтрата составило 2700 л/мин и 45 л/мин, соответственно. На втором мембранном фильтровальном устройстве 8 количество жидкости из второго промывочного бака, поступающего по линии 16, количество фильтрата и количество концентрированной жидкости (циркулирующей жидкости), возвращаемой в ванну 1 для электроосаждения, составило 135 л/мин, 100 л/мин и 35 л/мин, соответственно. Количество очищенной воды, подаваемое в первый промывочный бак технологической линии окончательной промывки, и количество очищенной воды, подаваемое во второй промывочный бак, в обоих случаях составляло по 50 л/мин. Количество жидкости, отбираемое из второго промывочного бака 3 технологической линии многоступенчатого улавливания и промывки с применением фильтрата, остающееся на автомобиле, являющемся объектом окраски, составляло 12 л/мин и эквивалентное количество жидкости поступало из второго промывочного бака технологической линии окончательной промывки. Количество жидкости, сбрасываемой из первого промывочного бака технологической линии окончательной промывки, составило 100 л/мин.
Скорость улавливания краски, представленная нижеприведенной формулой, и содержание нелетучего вещества в жидкости каждого промывочного бака при работе в указанных условиях показаны в Таблице 1 вместе с вышеуказанными условиями.
Скорость улавливания краски = (1 - количество нелетучего вещества в жидкости последнего промывочного бака технологической линии многоступенчатого улавливания и промывки с применением фильтрата / количество нелетучего вещества в жидкости ванны для электроосаждения)×100.
Кроме того, в Таблице 1 также показаны содержание нелетучего вещества в циркулирующей жидкости второго мембранного фильтрующего устройства и средний перепад давления фильтрования.
(Сравнительный пример 1)
Окраска электроосаждением выполнялась в тех же условиях, что и в Примере, с использованием той же системы улавливания электроосаждаемой краски, что и в Примере, за исключением того, что второе мембранное фильтрующее устройство 8 было демонтировано. Полученная скорость улавливания краски и содержание нелетучего вещества в каждом из промывочных баков и т.п., приведены в Таблице 1.
(Сравнительный пример 2)
В способе улавливания электроосаждаемой краски, использованном в Примере, было демонтировано второе мембранное фильтрующее устройство 8 и окраска электроосаждением осуществлялась в тех же условиях, что и в Примере, используя способ улавливания электроосаждаемой краски, в котором третий промывочный бак 4 установлен после второго промывочного бака 3, т.е. использовался процесс улавливания электроосаждаемой краски согласно Фиг.1.
Полученная скорость улавливания краски и содержание нелетучего вещества в каждом из промывочных баков и т.п., приведены в Таблице 1.
Как следует из Таблицы 1, способ улавливания электроосаждаемой краски по настоящему изобретению, использующий второе мембранное фильтрующее устройство, может давать скорость улавливания краски почти эквивалентную известному уровню, несмотря на малое число ступеней технологической линии многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием. Следовательно, способ улавливания электроосаждаемой краски по настоящему изобретению позволяет сократить время цикла и уменьшить занимаемую площадь по сравнению с известным процессом улавливания электроосаждаемой краски. Кроме того, при использовании числа ступеней технологической линии многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием, одинакового числом ступеней в известном процессе, скорость улавливания краски по сравнению с известным процессом существенно увеличивается.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Способ улавливания электроосаждаемой краски по настоящему изобретению позволяет сократить время цикла и требует меньшей площади, или дает существенно увеличенную скорость улавливания краски по сравнению с известным процессом. Поэтому настоящее изобретение имеет значительно большую промышленную применимость.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - ванна для электроосаждения;
2 - первый промывочный бак технологической линии многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием;
3 - второй промывочный бак технологической линии многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием;
4 - третий промывочный бак технологической линии многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием;
5 - первый промывочный бак технологической линии окончательной промывки;
6 - второй промывочный бак технологической линии окончательной промывки;
7 - первое мембранное фильтрующее устройство;
8 - второе мембранное фильтрующее устройство;
20 - мембранный модуль;
21 - подающий насос;
22 - циркуляционный насос;
23 - циркуляционная линия;
А - технологическая линия многоступенчатого улавливания и промывки с применением фильтрата, полученного мембранным фильтрованием;
В - технологическая линия окончательной промывки.
Реферат
Группа изобретений относится к способу и устройству для улавливания электроосаждаемой краски. Способ включает подачу в промывочный бак последней ступени технологической линии многоступенчатого улавливания фильтрата, полученного мембранным фильтрованием жидкости в ванне для электроосаждения, и последующую промывку фильтратом, полученным мембранным фильтрованием. При этом фильтрат, полученный мембранной фильтрацией жидкости из промывочного бака последней ступени, подают в промывочный бак последней ступени, и подают концентрированную жидкость в ванну для электроосаждения и/или в промывочный бак, не являющийся промывочным баком последней ступени. Устройство содержит ванну для электроосаждения, технологическую линию многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием, и технологическую линию окончательной промывки. Кроме того, устройство содержит первое мембранное фильтровальное устройство для фильтрования жидкости из ванны для электроосаждения и второе мембранное фильтровальное устройство для фильтрования жидкости из промывочного бака последней ступени технологической линии многоступенчатого улавливания и промывки фильтратом, полученным мембранным фильтрованием. Технический результат: уменьшение потери электроосаждаемой краски. 2 н. и 11 з.п. ф-лы, 4 ил., 1 табл., 2 пр.
Формула
средний перепад давления фильтрования = (давление на входе мембранного модуля + давление на выходе мембранного модуля)/2 - давление на стороне фильтрования.
Комментарии