Трубчатый мат - RU2215842C2
Код документа: RU2215842C2
Чертежи



Описание
Изобретение относится к трубчатому мату из эластомерного материала в виде экструдированного изделия, содержащему, по меньшей мере, первый и второй торцы, расположенные перпендикулярно или под углом относительно направления экструзии, а также множество трубок, расположенных между обоими торцами параллельно направлению экструзии.
Трубчатый мат родового типа подробно описан, например, в печатных изданиях DE-C-3345388, DE-C-3403234, DE-C-3524719 и ЕР-В-0569867.
В известных до настоящего времени трубчатых матах со стороны торцов могли проникать загрязнения и вода, что часто приводило к тому, что трубчатый мат уже не мог выполнять полностью свою функцию эластичности.
Задача изобретения заключается в том, чтобы изготовить трубчатый мат, в котором полностью исключено проникновение загрязнений и воды, что связано с улучшением эластичных свойств изделия при одновременном повышении срока службы и при динамических длительных нагрузках.
Данная задача решается посредством того, что, по меньшей мере, часть трубок закрыта с промежутками, а именно с образованием закрытого воздушного столба, причем затвор трубок образует с трубчатым матом цельное эластомерное соединение.
При этом затвор трубок может располагаться на одной линии перпендикулярно или под углом, не равным 90o, предпочтительно под углом 45-80o относительно направления экструзии.
Относительно затвора трубок применяются, в частности, следующие два варианта.
Первый и второй торцы трубчатого мата закрыты, а именно с образованием полностью закрытой трубчатой системы.
Первый и/или второй торцы трубчатого мата частично или полностью открыт/открыты, а именно с образованием соответственно открытого участка торца. Однако в средней части трубчатого мата имеется закрытая трубчатая система.
Из
соображений
целесообразности для трубчатого мата выбраны следующие материалы:
- трубчатый мат состоит из вулканизированной резиновой смеси на основе сополимера этилена, пропилена и диена
(EPDN), причем
твердость по Шору А составляет 30-50o.
- Альтернативным материалом является вулканизированная резиновая смесь на основе натурального каучука (NR), причем в данном случае твердость по Шору А составляет 30-60o.
Другими ингредиентами соответствующей резиновой смеси являются, например, сера или доноры серы, ускорители, оксид цинка, наполнитель и противостарители.
Трубчатый мат согласно изобретению находит применение, в частности, в железнодорожной технике, а именно в рамках демпфирования вибраций и глушения звука в следующих областях применения.
Он служит в качестве эластичного мата в полотне железной дороги или в щебеночном балластном слое. С этой точки зрения трубчатый мат обозначается так же, как мат полотна железной дороги и мат щебеночного балластного слоя. При этом при необходимости мат может покрываться защитным слоем нетканого материала и т.п.
Трубчатый мат выполняет функцию эластичной вкладки в системах шпала - башмак.
Кроме того, он служит в качестве эластичной подкладки в опорных точках рельса, в частности опять же в виде рельсовой подкладки, размещаемой под подошвой рельса.
Кроме того, задача изобретения состоит в том, чтобы создать для трубчатого мата вышеуказанного типа способ, который обеспечивает надежный и экономичный затвор трубок.
Особенно предпочтительный способ изготовления трубчатого мата согласно изобретению отличается следующими технологическими операциями:
- после
экструзии трубки
сжимают с помощью прижимного ролика, который снабжен распределенными по своей периферии штырьками, а именно с образованием желобков и запорных перемычек;
- затем производят
вулканизацию.
Другие предпочтительные параметры способа представлены в рамках описания фигур, которые показывают:
фиг.1 - трубчатый мат с затвором трубок с расположением линий
под углом, не
равным 90o, относительно направления экструзии;
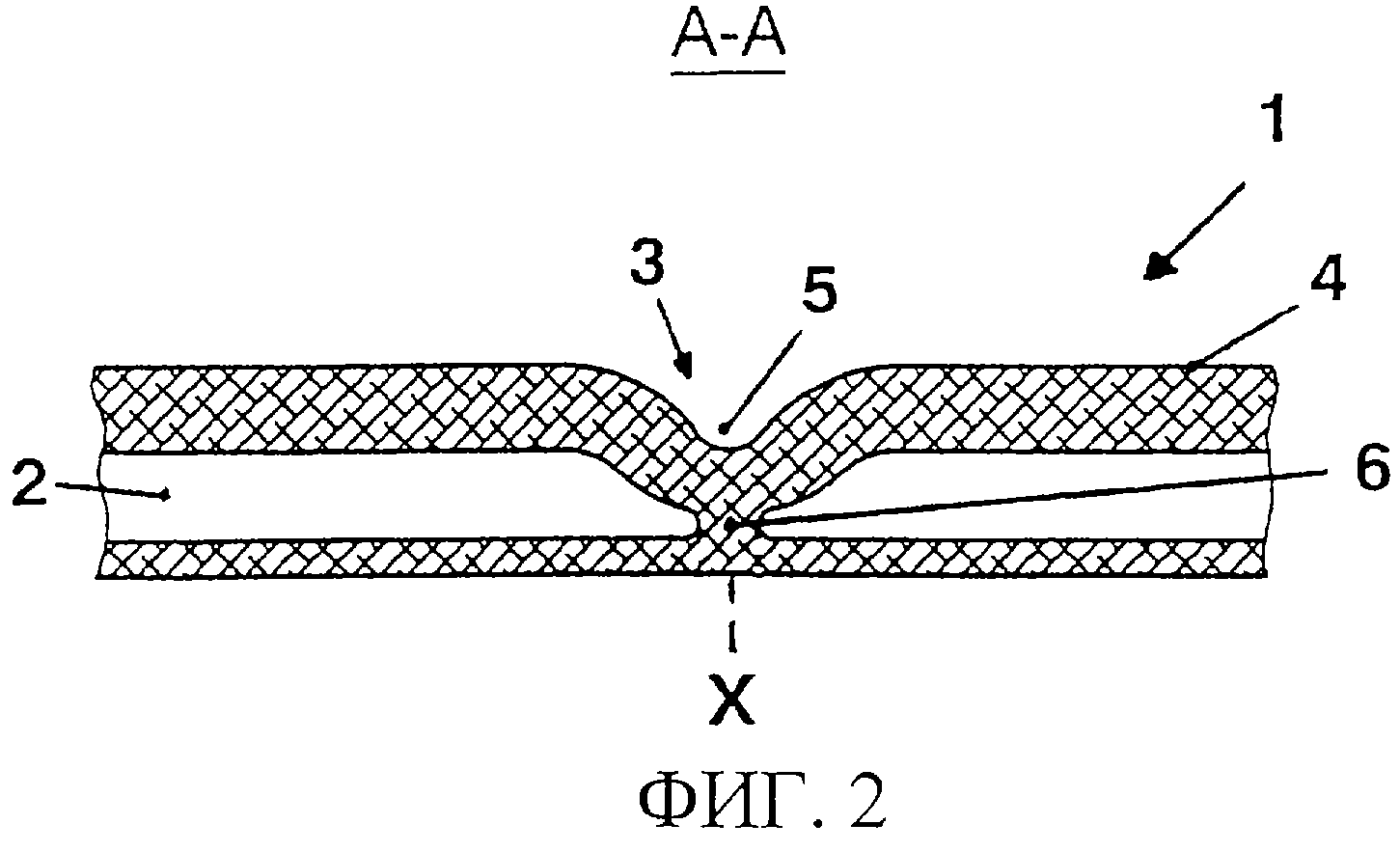
фиг.2 - деталь трубчатого затвора по линии разреза А-А (на фиг.1);
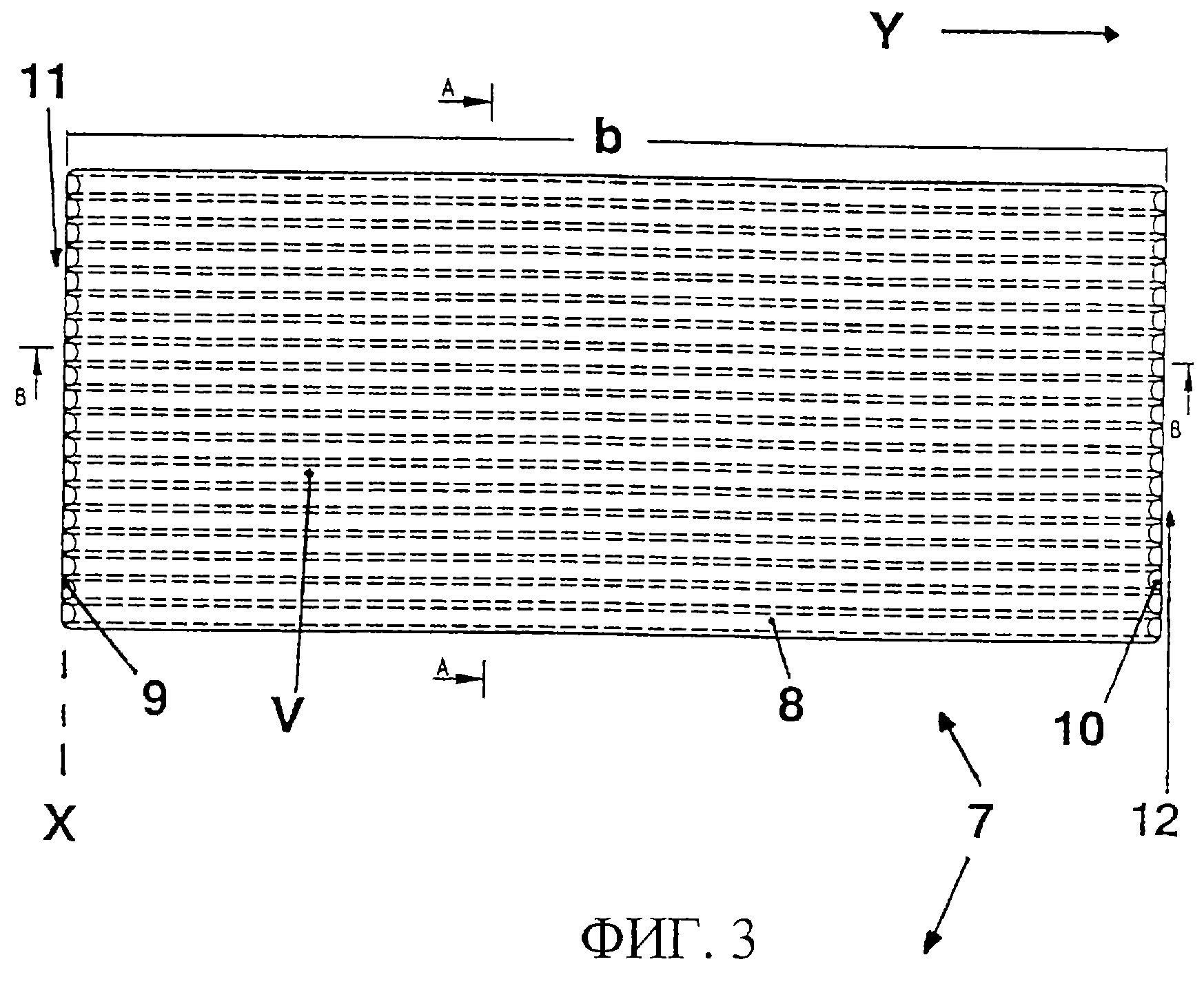
фиг. 3 - трубчатый мат с затвором трубок
с расположением
линий перпендикулярно направлению экструзии;
фиг.4 - трубчатый мат по линии разреза А-А (фиг.3);
фиг.5 - трубчатый мат по линии разреза В-В (фиг.3);
фиг.6
- технологический
процесс изготовления трубчатого мата по фиг.1.
В связи с данными фигурами действителен следующий перечень позиций: 1 - трубчатый мат, 2 - трубки, 3 - затвор трубок, 4 - верхняя сторона трубчатого мата, 5 - желобок, 6 - запорная перемычка, 7 - трубчатый мат, 8 - трубки, 9 - затвор трубок, 10 - затвор трубок, 11 - первый торец трубчатого мата, 12 - второй торец трубчатого мата, 13 - экструдер с выходным отверстием, 14 - опорные ролики, 15 - прижимной ролик, 16 - штырьки, 17 - вулканизационный канал.
На фиг.1 изображен трубчатый мат из эластомерного материала, резины или резиноподобного материала. Этот трубчатый мат представляет собой экструдированное изделие Y. При этом длина L может быть до 100 м.
Трубчатый мат 1 имеет множество трубок 2, расположенных параллельно направлению экструзии Y. При этом трубки закрыты с промежутками "а", а именно с образованием закрытого воздушного столба. Затвор трубок 3 расположен в данном случае на линии Х под углом α приблизительно 55o относительно направления экструзии Y. При этом образуется большое количество закрытых сегментов трубок I, II, III и IV.
В рамках
разреза изделия в зависимости от требований имеется две возможности:
- разрез производится вдоль линии Х в середине по затвору трубки 3. Тем самым
образуется торец трубчатого мата, который
полностью закрыт;
- разрез производится вдоль линии Z перпендикулярно относительно направления экструзии Y. Тем самым образуется сегмент трубки III,
который открыт внутри торца трубчатого
мата. Однако с этим можно смириться, если трубчатый мат имеет, по меньшей мере, закрытый сегмент трубки, в частности несколько закрытых сегментов трубки в
последовательном соединении. И это имеет
место при применении трубчатого мата 1 в качестве мата для полотна железной дороги и щебеночного балластного слоя.
На фиг.2 изображен затвор трубки 3, причем на верхней стороне 4 трубчатого мата 1 внутри затвора образован желобок 5. Сам затвор трубки образуется запорной перемычкой 6.
Если разрез изделия производится вдоль линии Х в середине по запорной перемычке 6, то создается закрытый торец трубчатого мата 1.
На фиг.3 изображен трубчатый мат 7 с трубками 8. При изготовлении этого трубчатого мата в виде полотна образуется большое количество затворов трубок 9, 10, которые в противоположность примеру выполнения по фиг.1 расположены на линии Х перпендикулярно направлению экструзии Y. При этом трубки 8 закрыты с регулируемыми промежутками b, a именно с образованием закрытых трубчатых сегментов V.
В рамках данного примера выполнения производится разрез изделия вдоль линии X, причем образуются первый торец 11 и второй торец 12, каждый из которых полностью закрыт. При этом закрыт только один-единственный трубчатый сегмент V.
Такой трубчатый мат применяется, например, в качестве эластичной вставки в системе рельс - башмак.
На фиг. 4 изображен поперечный разрез А-А трубчатого мата 7 по фиг.3, причем трубки 8 в поперечном сечении имеют, по существу, полукруглую форму и в альтернативной структуре. Но возможны также трубки с другой формой поперечного сечения (например, круглой).
На фиг.5 изображен продольный разрез (В-В) трубчатого мата 7 по фиг.3 с образованием закрытой трубки 8. Относительно затворов трубок 9, 10 действительно то же самое, что и для затвора 3 по фиг.2.
На фиг.6 изображен технологический процесс изготовления трубчатого мата 1 по фиг.1.
Из экструдера 13 выходит в направлении экструзии Y трубчатый мат 1 в виде полотна. Трубчатый мат перемещается по системе скольжения, в частности, в виде опорных роликов 14. Прижимной ролик 15, снабженный распределенными по периферии штырьками 16, точечно прижимает трубки (то есть исключительно внутри запорного участка), а именно с образованием желобков 5 и запорных перемычек 6 (фиг.2). Затвор трубки 3 (фиг.1, 2) проходит при этом на линии Х под углом, не равным 90o.
Затем трубчатый мат 1 входит в вулканизационный канал 17. При этом вулканизация производится в канале ультравысокой частоты без давления, в установке с соляной ванной или в установке с горячим воздухом.
Штырьки 16 предпочтительно можно заменять. Штырьки диаметром около 20 мм оказались пригодными, например, в матах для полотна железной дороги и щебеночного балластного слоя.
При другом принципе размещения прижимных роликов 15 и штырьков 16 можно также выполнить затвор трубки 3, который находится на линии Х перпендикулярно направлению экструзии Y.
Реферат
Изобретение относится к трубчатому мату из эластомерного материала в виде экструдированного изделия. Мат содержит, по меньшей мере, первый и второй торцы, расположенные перпендикулярно или под углом относительно направления экструзии. А также множество трубок 2, расположенных между обоими торцами параллельно направлению экструзии. По меньшей мере, часть трубок 2 закрыта с образованием в каждой трубке закрытого воздушного столба. Причем затвор трубки 3 образует с трубчатым матом 1 цельное эластомерное соединение. Способ изготовления трубчатого мата отличается следующими технологическими операциями: после экструзии трубки сжимают с помощью прижимного ролика, который снабжен распределенными по своей периферии штырьками, а именно с образованием желобков 5 и запорных перемычек 6, затем производят вулканизацию. Техническим результатом данного изобретения является изготовление трубчатого мата, в котором полностью исключено проникновение загрязнений и воды, что связано с улучшением эластичных свойств изделия при одновременном повышении срока службы и при динамических длительных нагрузках, кроме того, создание для вышеуказанного трубчатого мата способа, который обеспечивает надежный и экономичный затвор трубок. 2 с. и 14 з.п. ф-лы, 6 ил.

Комментарии