Способ изготовления или установки в точном положении опорных точек рельсов и машина для осуществления способа - RU2151230C1
Код документа: RU2151230C1
Чертежи

Описание
Изобретение относится к способу изготовления или установки в точном положении опорных точек для размещения железнодорожных рельсов на предварительно бетонированных основаниях при помощи элементов опорных точек рельсов в процессе строительства участков железных дорог, в частности высокоскоростных участков, причем бетонированные основания имеют выемки для размещения опорных точек рельсов, располагаемые в ряд на расстоянии друг от друга в продольном направлении пути. Выемки могут быть расположены в продольном направлении пути непрерывно, также в виде пазов. Они могут быть, однако, расположены и в ряд по отдельности на расстоянии друг от друга. Изобретение касается, кроме того, машины для осуществления способа.
Изобретение относится в целом к технологии безбалластного строительства путей. Бетонное основание бетонируется, как правило, на несущем слое на гидравлическом вяжущем. Оно выполняется предпочтительно, не ограничиваясь этим, в соответствии с описанием заявки ФРГ N 4442497 A1 ( 3(2)Патентного закона). Опорной точкой называют элементы, соединяющие рельсы путей с бетонным основанием. Как правило, рельсы закреплены на опорных точках с помощью рельсовых скреплений. При классическом строительстве путей опорные точки рельсов находятся на шпалах.
Изобретение исходит из безбалластного верхнего строения пути, описанного, например, в уже упомянутой заявке ФРГ N 4442497 A1. К этому верхнему строению относятся несущий слой, изготовленное сплошным бетонное основание и устройства для размещения отдельных железнодорожных рельсов, причем рельсы закреплены в устройствах с помощью рельсовых скреплений. Бетонное основание этого верхнего строения может быть выполнено однослойным. Предпочтительно бетонное основание выполняют из двух уложенных друг на друга слоев бетона, между которыми расположена арматура из стержней, проходящих вдоль пути и поперек него. Оба слоя соединены между собой монолитно. В качестве устройства для размещения железнодорожных рельсов служат опорные точки, которые забетонированы в бетонное основание и заанкерены в нем посредством арматурных элементов в виде петель или каркасов. Опорные точки рельсов имеют на верхней стороне выемки, в которых расположены рельсовые скрепления и закрепленные в них подошвы отдельных рельсов. Рельсовые скрепления и, тем самым, подошвы рельсов удерживаются в выемках в форме крепежных винтов по типу рельсовых шурупов, ввинченных в опорные точки рельсов. Несущий слой выполнен в соответствии с правилами строительства для восприятия статических и динамических нагрузок. Это относится и к опорным точкам рельсов. Описанное выше верхнее строение имеет много преимуществ в технологическом отношении. Бетонное основание с выемками может просто изготавливаться с помощью обычных в дорожном строительстве и зарекомендовавших себя бетоноотделочных машин. По сравнению с ним другое верхнее строение, известное из заявки ФРГ N 3901347 A1, является сложным в технологическом отношении. Здесь изготовленное бетонное основание имеет сечение в виде корыта с соответствующими краевыми элементами. Путевые звенья, состоящие из двух рельсов и шпал, укладывают в бетонное корыто и приподнимают в нужное положение посредством юстировочного устройства. В этом промежуточном состоянии под путевые звенья льют раствор или бетон и тем самым фиксируют их. Затем в качестве дальнейшей операции путевое звено полностью бетонируют с помощью бетонирующего автомата. Монолитное соединение путевого звена с бетонной плитой основания таким образом изготовить невозможно. Для заливки путевое звено необходимо, однако, значительно приподнять с тем, чтобы можно было обеспечить безупречную заливку шпал. Для этого требуется жесткое и соответственно тяжелое юстировочное устройство, которое в состоянии преодолеть собственную жесткость путевого звена и компенсировать допуски. Точного конечного положения рельсов пути таким образом достичь трудно.
В основе изобретения лежит техническая проблема, заключающаяся в том, чтобы у безбалластного верхнего строения пути, которое работает с бетонным основанием и интегрированными в него опорными точками рельсов, изготовить или установить опорные точки рельсов просто, в точном положении и надежно. В основе изобретения лежит далее техническая проблема, заключающаяся в создании машины, особенно пригодной для осуществления такого способа.
Эта техническая проблема решается согласно изобретению посредством способа изготовления или установки в точном положении опорных точек для размещения железнодорожных
рельсов на предварительно
бетонированных основаниях при помощи элементов опорных точек рельсов в процессе строительства участков железных дорог, в частности высокоскоростных участков, причем
бетонированные основания имеют
выемки для размещения опорных точек рельсов, расположенных в ряд на расстоянии друг от друга в продольном направлении пути, включающего в себя следующие этапы:
1.1) создают технологический
цикл для множества фиксирующих рам с присоединенными к ним в заданных местах элементами опорных точек рельсов, который содержит позицию размещения с устройствами для
размещения и в направлении
изготовления, а, тем самым, в продольном направлении основания ведет к позиции позиционирования с юстировочными устройствами;
1.2) отдельные фиксирующие рамы или
их группы транспортируют от
позиции размещения к позиции позиционирования и юстируют там в точном положении, после чего одну за другой рамы или группы рам временно фиксируют на бетонном основании на
расстоянии друг от друга и
освобождают от юстировочного устройства;
1.3) с помощью временно закрепленных на бетонном основании фиксирующих рам или групп и элементов опорных точек рельсов
изготовляют или устанавливают
опорные точки рельсов;
1.4) в процессе изготовления или установки опорных точек рельсов позицию позиционирования и позицию размещения смещают в направлении
изготовления;
1.5) после
смещения фиксирующие рамы или их группы, закрепленные на позиции размещения на бетонном основании, отделяют от бетонного основания и размещают в устройствах для
размещения, а на позиции
позиционирования юстируют другие, перемещенные к ней фиксирующие рамы или их группы, временно крепят на бетонном основании и освобождают от юстировочного устройства, после
чего с помощью фиксирующих
рам или их групп изготовляют или устанавливают опорные точки рельсов, причем описанные этапы способа реализуют вспомогательными средствами техники управления и привода, и
ими управляет с возможностью
программирования машинист или ЭВМ.
Изобретение исходит из того факта, что при изготовлении или установке опорных точек для размещения железнодорожных рельсов из предварительно бетонированных основаниях реализация технологического цикла в соответствии с признаками пункта 1 дает большие преимущества в отношении скорости строительства, причем, что касается точности позиционирования опорных точек и, тем самым, уложенных, образуя путь, железнодорожных рельсов, не приходится считаться с недостатками, если в остальном действуют в соответствии с признаками 1.2) и 1.3). Преимуществом является то, что изготовление или установка опорных точек рельсов может осуществляться также автоматически, как об этом еще будет сказано. Описанные этапы способа могут быть реализованы с помощью современной техники управления и привода машин и их деталей, и ими может управлять с возможностью программирования машинист или ЭВМ. Таким образом можно реализовать различные формы исполнения. Понятно, что процесс управления сопровождается измерением с помощью современных средств измерительной техники, например лазерным лучом.
В рамках изобретения имеется несколько возможностей дальнейшего усовершенствования способа. Так, позиции позиционирования и размещения могут перемещаться синхронно. При этом обе позиции могут быть самостоятельными или не объединены или связаны в одно транспортное средство. Согласно предпочтительной форме исполнения позиции позиционирования и размещения перемещают независимо друг о т друга и связывают их между собой с помощью передающего, а также приемного устройства. В целом, в рамках способа согласно изобретению фиксирующие рамы или их группы крепят на упорных кромках бетонного основания, выполненных при его изготовлении и расположенных достаточно точно по размеру.
В рамках изобретения можно работать с элементами опорных точек рельсов, выполненных в виде опалубок для бетонирования опорных точек рельсов. При бетонировании опорных точек рельсов говорят об изготовлении опорных точек рельсов. Можно, однако, работать и с элементами опорных точек рельсов, выполненных и бетонируемых, в свою очередь, в виде предварительно изготовленных опорных точек рельсов. Таким образом речь идет об установке опорных точек рельсов.
Техническая проблема решается далее согласно изобретению посредством особой машины, предназначенной для осуществления способа. Эта машина является объектом п.п. 7 - 10 формулы.
Сущность изобретения более
подробно поясняется ниже с помощью
примера его осуществления, изображенного на чертежах, на которых схематично представлены:
фиг. 1 - вид сбоку машины;
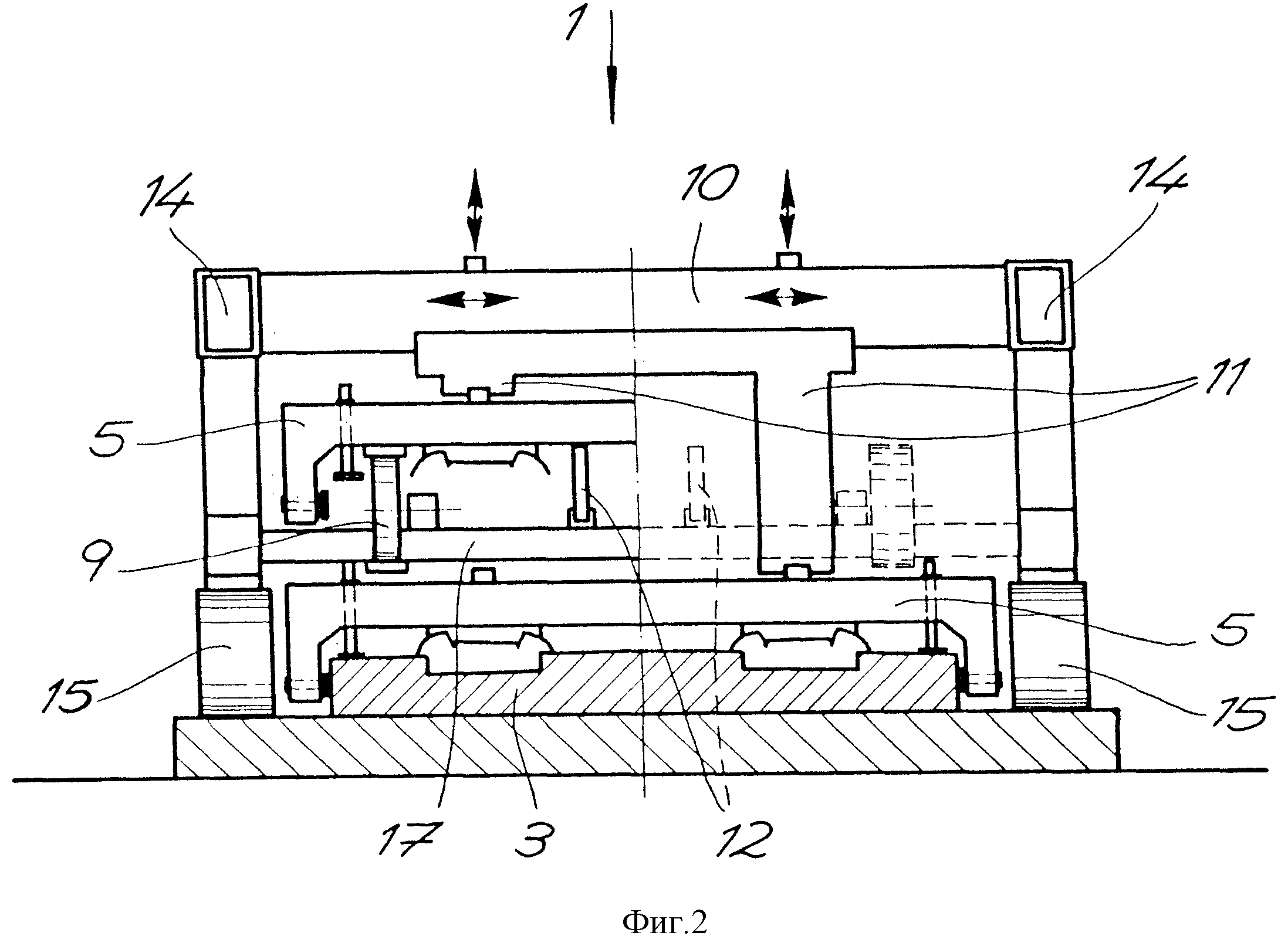
фиг. 2 - сечение
юстировочного автомата по фиг. 1;
фиг.
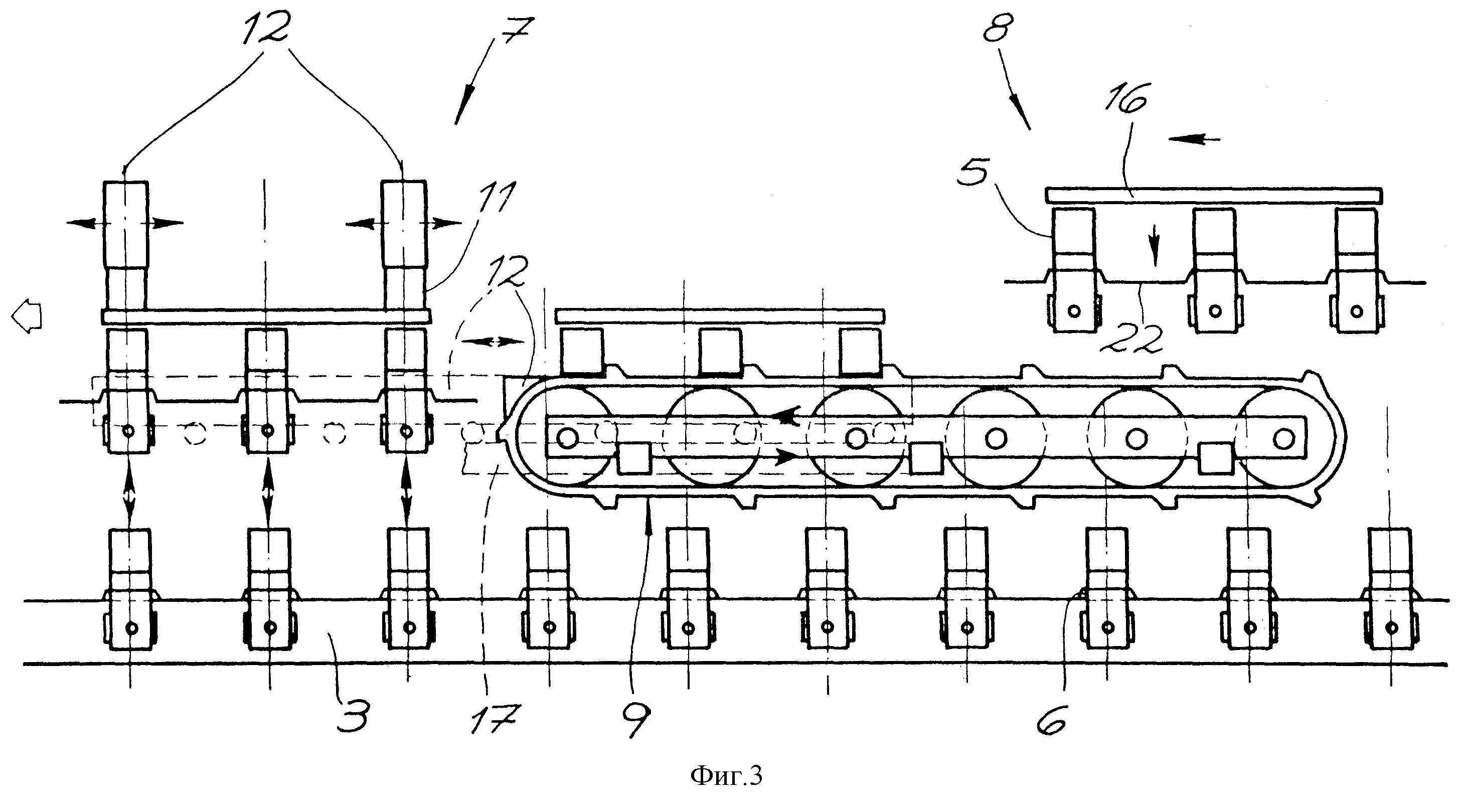
3 - в увеличенном по сравнению с фиг. 1 масштабе и с дополнительными подробностями устройство для транспортировки фиксирующих рам или их групп в
юстировочном автомате;
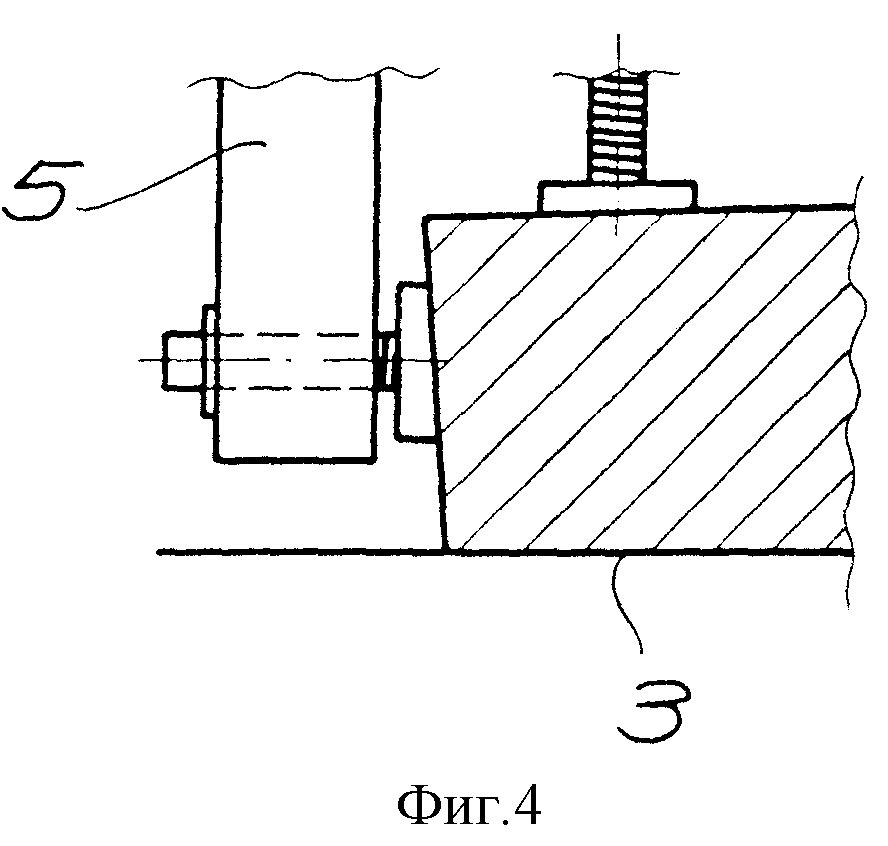
фиг. 4 - увеличенный
вырез по фиг. 2 для крепления и установки фиксирующей рамы;
фиг. 5 - вырез из плиты основания с точкой крепления рельса.
На фиг. 1 изображены юстировочный автомат 1 и подающий портал 2. Юстировочный автомат 1 образует позицию позиционирования, выполненную с возможностью перемещения вдоль бетонного основания. Он содержит устройство для транспортировки фиксирующих рам или их групп в направлении изготовления и устройство для юстировки фиксирующих рам или их групп, которые временно крепят на бетонной плите 3 основания. Ниже поз. 1 и 2 обозначают также позицию позиционирования и позицию размещения соответственно.
Позиция размещения 2 состоит из выполненного с возможностью перемещения подающего портала 2 и оборудована подъемно-транспортными устройствами 4 для фиксирующих рам 5 или их групп. Подающий портал 2 принимает после изготовления или установки опорных точек 6 рельсов, в направлении изготовления за юстировочным автоматом 1, фиксирующие рамы 5 или их группы и снова вводят их в технологический цикл. На фиг. 1 видно, что юстировочный автомат 1 со стороны подающего портала и подающий портал 2 со стороны юстировочного автомата оборудованы соответственно приемными 7 и передающими 8 устройствами для фиксирующих рам 5 или их групп. К оборудованию юстировочного автомата 1 для транспортировки фиксирующих рам 5 или их групп относятся: цепной транспортер 9, выполненные с возможностью перемещения по горизонтальным частям машины юстировочные рамы 10 с юстировочным механизмом 11. Между цепным транспортером 9 и юстировочными рамами 10 расположены передающие рычаги 12, выполненные с возможностью вдвигания и выдвигания.
Подъемно-транспортное устройство 4 подающего портала 2 состоит из подъемного механизма, к которому присоединяют фиксирующие рамы 5 или их группы и который выполнен с возможностью перемещения в направлении фиксации и обратно. На фиг. 1 виден центральный пост управления 13. К нему присоединен подающий портал 2. Пост управления 13 выполнен с возможностью перемещения вместе с машиной 1, 2 и оборудован ЭВМ.
На фиг. 1 представлен общий вид юстировочного автомата 1 и подающего портала 2. Подающий портал 2 изображен в положении передачи к юстривочному автомату 1. Несущая конструкция юстировочного автомата 1 состоит из рамы 14, подвижно опирающейся на тележку 15, благодаря чему возможны также прохождение и компенсирующее управление следованием по прямой. На центральном посту управления 13 находят пульт управления с системой передачи управляющих данных. С помощью измерительной системы регистрируют результаты измерений, необходимые для юстировки, а с помощью системы передачи управляющих данных устанавливают все перемещения и движения юстировочного устройства. Рама 14 образует одновременно несущий каркас для юстировочных рам 10 и юстировочного механизма, которые подвижно закреплены в продольном направлении на раме 14. Таким образом имеется возможность абсолютно параллельного расположения юстировочных рам 10 и их приведения в радиальное положение относительно друг друга, благодаря чему возможно также прохождение кривых. Посредством соединительной рамы 16 следует объединить в группы предпочтительно три фиксирующие рамы 5.
На раме 14 дополнительно закреплена поддерживающая рама 17 для цепного транспортера 9, который опирается на нее. Звенья цепи установлены с возможностью продольного перемещения, например, по зубчатым колесам. Цепной транспортер 9 снабжен обеспечивающими геометрическое замыкание элементами, способными подавать юстировочные рамы 10 в положение монтажа. На поддерживающей раме 17 цепного транспортера 9 дополнительно установлены передающие рычаги 12, которые выполнены телескопическими и могут выдвигаться и вдвигаться в направлении юстировочных рам 10. После того как фиксирующие рамы 5 посредством цепного транспортера 9 передающих рычагов 12 достигнут положения юстировки, их захватывают юстировочные рамы 10, а передающие рычаги снова вдвигаются. Таким образом юстировочный автомат выключается, а фиксирующие рамы 5 могут быть опущены и фиксированы. Установленный за юстировочным автоматом 1 подающий портал 2 перемещают по расположенному сбоку рядом с плитой основания рельсу 18 или посредством резинового или каткового ходового механизма 19. Подающий портал 2 состоит из жесткой рамы 20, образующей опору для подкранового пути. С помощью крюков на крановых тележках 21 фиксирующие рамы 5 передают к цепному транспортеру 9. Как правило, на фиксирующих рамах 5 крепят опалубочные элементы 22, которые образуют опалубку для опорных точек 6 путей. В качестве альтернативы на фиксирующих рамах 5 могут быть, само собой, закреплены монтажно инструменты для фиксации сборных элементов опорных точек, стальных монтажных плит или же монтажные клещи для монтажа рельсов. Таким образом фиксирующие рамы 5 имеют самое разное применение.
Технический цикл можно создать из описанных ниже этапов. Сначала фиксирующие рамы 5 поднимают с помощью подающего портала 2 и таким образом опалубливают опорные точки 6 рельсов. В положении очистки опалубку опорных точек очищают и подготавливают для следующего процесса бетонирования. Затем фиксирующие рамы 5 поднимают дальше и перемещают вперед к юстировочному автомату 1. Расстояние, на которое его необходимо переместить, зависит, само собой, от числа фиксирующих рам, которое, в свою очередь, зависит от скорости строительства и времени твердения бетона или раствора, необходимое для опорных точек 6 рельсов. После этого фиксирующие рамы 5 укладывают на цепной транспортер 9 и подающий портал 2 возвращают в исходное положение. Цепной транспортер 9 подает фиксирующие рамы 5 в положение монтажа или юстировки, а именно при включении описанного передающего рычага 12, который для этой цели выдвигается. Понятно, что от передающего рычага 12 можно и отказаться. В этом случае фиксирующие рамы 5 захватывают юстировочными рамами 10 посредством цепного транспортера 9, и юстировочный автомат 1 движется затем в новое положение монтажа. Число юстировочных рам 10 можно варьировать. При использовании двух юстировочных рам 10 для процесса юстировки за счет дополнительного соединения фиксирующих рам 5 между собой посредством соединительной рамы 16 возможна более высокая точность монтажа и юстировки. Независимо от этого имеется возможность за счет удлинения цепного транспортера 9 сделать запас из большого числа фиксирующих рам 5. После того как юстировочные рамы 10 достигнут положения фиксации, а фиксирующие рамы 5 будут фиксированы, юстировочный автомат 1 перемещают в новое положение монтажа. За юстировочным автоматом 1 установлен бетонирующий узел (не показан). Вагон с бетоном или раствором, оборудованный смесительным устройством и необходимыми бетононасосами, может двигаться с необходимой скоростью по рельсам, расположенным сбоку рядом с плитой основания, или отдельно по рельсам, установленным непосредственно на фиксирующих рамах 5. Фиксирующие рамы 5 удерживают в их положении до тех пор, пока опорные точки 6 не достигнут достаточной прочности для распалубливания.
Если работают с предварительно изготовленными опорными точками рельсов, то их транспортируют к подающему порталу 2 с помощью дополнительного транспортера и соединяют в этой зоне с фиксирующими рамами 5.
На фиг. 2 в разрезе изображена юстировочная рама 10. Бетонная плита 3 основания с продольными пазами для размещения последующих опорных точек 6 рельсов или самих рельсов лежит предпочтительно на несущем слое на гидравлическом вяжущем. Фиксирующая рама 5 изображена с левой стороны на цепном транспортере 9. В этом показанном здесь положении транспортировки фиксирующую раму 5 перемещают в положение монтажа под юстировочные рамы 10.
На фиг. 3 изображен цепной транспортер 9. Цепь прилегает к колесам, которые, в свою очередь, прилегают через основные подшипники к поддерживающей раме 17. Цепь движет фиксирующие рамы 5 в положение юстировки. На фиг. 3 фиксирующие рамы 5 объединены в блок.
На фиг. 4 подробно показана возможная боковая фиксация рам 5 на плите 3 основания посредством наклонной, выступающей за ее верхнюю сторону опалубки и соответствующих клинообразных зажимных колодок. Выверку, фиксацию и отделение осуществляют с центрального поста управления.
На фиг. 5 изображен вариант исполнения. В этом случае посредством фиксирующей рамы 5 опорную точку 6 рельса в виде готовой детали фиксируют в нужном положении с точностью до миллиметра. В этом случае фиксирующий инструмент в виде передающей плиты 23 приведен в соответствие с поверхностью опорной точки 6 рельса. Готовая деталь удерживается монтажными винтами 24. После схватывания заливочного раствора вывинчивают монтажные винты 24 и переставляют фиксирующую раму 5.
Реферат
Изобретение используется для бетонирования рельсовых скреплений. Способ включает в себя следующие операции: создают технологический цикл для множества фиксирующих рам с присоединенными к ним в заданных местах элементами опорных точек рельсов, фиксирующие рамы транспортируют от позиции размещения к позиции позиционирования и юстируют их там в точном положении, затем временно фиксируют на бетонном основании, позицию позиционирования и позицию размещения смещают в направлении изготовления, на позиции размещения фиксирующие рамы отделяют от бетонного основания и размещают в устройствах для размещения, на позиции позиционирования юстируют другие рамы, временно крепят на бетонном основании, освобождают от юстировочного устройства и так далее. Машина содержит для манипуляции фиксирующими рамами выполненный с возможностью перемещения вдоль основания юстировочный автомат (1) с устройством для транспортировки, подающий портал (2) с подъемно-транспортным устройством (4). Автомат (1) оборудован приемным (7) и передающими (8) устройствами. Изобретение позволяет повысить качество работы. 2 с. и 8 з.п.ф-лы, 5 ил.

Формула
в процессе изготовления или установки опорных точек рельсов позицию позиционирования и позицию размещения смещают в направлении изготовления; после смещения фиксирующие рамы или их группы, закрепленные на позиции размещения на бетонном основании, отделяют от бетонного основания и размещают в устройствах для размещения, а на позиции позиционирования юстируют другие перемещенные к ней фиксирующие рамы или их группы, временно крепят на бетонном основании и освобождают от юстировочного устройства, после чего с помощью фиксирующих рам или их групп изготавливают или устанавливают опорные точки рельсов, описанные этапы способа реализуют вспомогательными средствами управляющей и приводной техники, при этом управление реализуют машинистом или ЭВМ по программе.
30.11.94 по пп.4 и 9;
25.02.95 по пп.1 - 3, 5 - 8 и 10.
Комментарии