Выпускное устройство и способ выпуска для жидкого материала, содержащего твердые частицы, и устройство для нанесения покрытий - RU2706311C2
Код документа: RU2706311C2
Чертежи




Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству и способу нанесения жидкого материала, который содержит твердые частицы, в состоянии дисперсии твердых частиц в жидком материале.
Уровень техники
[0002] В качестве устройства для распределения различных типов жидких материалов в единицах заданного количества известно «выпускное устройство», включающее в себя контейнер, в котором хранится жидкий материал, и выпускающее жидкий материал в единицах заданного количества из сопла, которое соединено с контейнером, под действием давления газа или механического давления. Например, в Патентном Документе 1 описано выпускное устройство, предложенное заявителем, в котором предназначенный для выпуска жидкий материал наполняет измерительное отверстие посредством перемещения назад плунжера, удерживаемого в скользящем соприкосновении с внутренней стенкой измерительного отверстия, и жидкий материал выпускается из сопла посредством перемещения плунжера вперед.
[0003] При попытке осуществления выпуска, для различных типов жидких материалов, выпускаемых посредством выпускного устройства, в частности, для жидкости, смешанной с твердыми частицами, имеющими более высокую относительную плотность, чем жидкость, возникает проблема, заключающаяся в том, что со временем твердые частицы осаждаются на дне контейнера и в углублении пропускного канала. К тому же, дисперсия твердых частиц является недостаточной, может возникнуть проблема, заключающаяся в невозможности выпуска из-за засорения сопла. Для исключения такой проблемы, требуется перемешивание для сохранения состояния диспергирования твердых частиц в жидкости.
Несмотря на то, что выпускное устройство, имеющее конструкцию, описанную в Патентном Документе 1, в последнее время используется во множестве случаев для выпуска жидкости, смешанной с твердыми частицами, дополнительно требуется перемешивающее средство, поскольку выпускное устройство, описанное в Патентном Документе 1, не включает в себя какого либо средства для перемешивания жидкости.
[0004] В целом, жидкость перемешивается посредством перемешивателя, расположенного совместно с контейнером. Тем не менее, даже когда перемешиватель расположен совместно с контейнером, твердые частицы часто могут осаждаться в трубопроводе, соединяющем контейнер и выпускной механизм, и жидкость не может быть выпущена в состоянии дисперсии твердых частиц в жидкости. На данный момент для решения упомянутых выше проблем предложены следующие способ и устройство.
[0005] В Патентном Документе 2 описан способ выпуска жидкости, включающий в себя этап регулирования для применения давления в диапазоне 0,001-10 МПа к жидкости, которая содержит твердые частицы и которая заполняет по меньшей мере один из двух или более контейнеров, и удерживания давления жидкости по меньшей мере в одном оставшемся контейнере на уровне ниже, чем давление жидкости в упомянутом выше контейнере, таким образом, приводя к течению жидкости через пропускной канал между или среди двух или более контейнеров, при одновременном регулировании расхода жидкости на пропускном канале посредством средства регулирования потока, и этап выпуска, включающий в себя выпускании, через клапан, жидкости, подаваемой из пропускного канала.
[0006] В Патентном Документе 3 описано выпускное устройство для жидкого материала, содержащего наполнитель, в котором выпускной проход, имеющий по существу однородный внутренний диаметр и проходящий до выпускного отверстия, расположен у нижнего конца контейнера для хранения жидкого материала, содержащего наполнитель, клапан, включающий в себя вращающийся клапанный элемент, предусмотренный со сквозным проходом, расположен вблизи от выпускного отверстия, и возвратно-поступательный насос соединен с выпускным проходом в положении выше по потоку от клапана.
Список упомянутых документов
Патентные Документы
[0007] Патентный Документ 1: Патент Японии № 4774407
Патентный Документ 2: Опубликованный Патент Японии № 2003-300000
Патентный Документ 3: Опубликованный Патент Японии № H08-80464
Раскрытие изобретения
Технические Проблемы
[0008] Существует потребность в техническом средстве для перемешивания жидкого материала, содержащего твердые частицы, имеющем простую конструкцию устройства, и для выпуска жидкого материала в состоянии дисперсии твердых частиц в жидком материале.
[0009] Устройство, описанное в Патентном Документе 2, имеет сложную конструкцию устройства из-за того, что оно включает в себя два контейнера и требует регулировки расхода между двумя контейнерами. Устройство, описанное в Патентном Документе 3, также имеет сложную конструкцию устройства из-за потребности в насосе для перемешивания жидкого материала, соединенном с выпускным проходом. Когда на пропускном канале, через который проходит жидкий материал, предусмотрен ответвляющийся пропускной канал для диспергирования твердых частиц, поток жидкого материала склонен застаиваться у точки ответвления и приводить к осаждению частиц.
[0010] В виду описанных выше ситуаций, целью настоящего изобретения является разработка устройства и способа выпуска жидкости, которая содержит твердые частицы, в состоянии в состоянии дисперсии твердых частиц в жидком материале с минимальной дополнительной конструкцией для диспергирования твердых частиц.
Решение Проблем
[0011] Выпускное устройство для жидкого материала, содержащего твердые частицы, согласно настоящему изобретению, содержит контейнер для хранения, в котором хранится жидкий материал, содержащий твердые частицы; измерительный узел, имеющий измерительное отверстие, в которое заливается жидкий материал; плунжер, который перемещается вперед и назад в измерительном отверстии; сопло, имеющее выпускное отверстие, через которое выпускается жидкий материал; переключающий клапан, имеющий первое положение, в котором контейнер для хранения и измерительный узел сообщаются друг с другом, и второе положение, в котором измерительный узел и сопло сообщаются друг с другом; устройство привода плунжера, которое перемещает плунжер вперед и назад; устройство привода переключающего клапана, которое переключает первое положение и второе положение переключающего клапана; и устройство управления выпуском, включающее в себя процессор и запоминающее устройство, в котором хранится программа управления выпуском, причем программа управления выпуском включает в себя этап заполнения, включающий в себя приведение переключающего клапана в первое положение, перемещение плунжера назад и заливку жидкого материала в измерительное отверстие; этап выбрасывания, включающий в себя приведение переключающего клапана во второе положение, перемещение плунжера вперед и выпускание жидкого материала в измерительном отверстии из выпускного отверстия; этап втягивания, включающий в себя приведение переключающего клапана в первое положение, перемещение плунжера вперед и обеспечение втягивания жидкого материала в измерительном отверстии в контейнер для хранения; этап выпуска, включающий в себя последовательное выполнение этапа заполнения и этапа выбрасывания; и этап перемешивания, включающий в себя последовательное выполнение этапа заполнения и этапа втягивания.
В описанном выше выпускном устройстве, программа управления выпуском может включать в себя непрерывный этап перемешивания, включающий в себя непрерывное выполнение этапа перемешивания.
Описанное выше выпускное устройство может дополнительно содержать соединительный элемент, включающий в себя соединительный пропускной канал, который сообщает друг с другом контейнер для хранения и измерительный узел, и площадь поперечного сечения соединительной части между соединительным пропускным каналом и контейнером для хранения может составлять 1/4 или менее от площади поперечного сечения контейнера для хранения. В этом случае, предпочтительно, площадь поперечного сечения соединительной части между соединительным пропускным каналом и контейнером для хранения составляет 1/10 или менее от площади поперечного сечения контейнера для хранения. Более предпочтительно, соединительный пропускной канал образован из прямолинейного пропускного канала, имеющего по существу одинаковый диаметр от одного конца до другого конца.
[0012] Устройство для нанесения согласно настоящему изобретению содержит описанное выше выпускное устройство для жидкого материала, содержащего твердые частицы; стол, к которому прикреплена обрабатываемая деталь; механизм привода по осям XYZ, который перемещает стол и выпускное устройство относительно друг друга; и устройство управления нанесением, включающее в себя процессор и запоминающее устройство, в котором хранится программа управления нанесением, причем программа управления нанесением включает в себя этап нанесения, включающий в себя обеспечение выполнения выпускным устройством этапа выпуска и этапа перемешивания при перемещении стола и выпускного устройства относительно друг друга посредством механизма привода по осям XYZ в соответствии со схемой нанесения.
Описанное выше устройство для нанесения может дополнительно содержать передающий механизм, который передает обрабатываемую деталь, принимаемую из зоны загрузки, к столу и передает обрабатываемую деталь от стола к зоне выгрузки, и программа управления нанесением может включать в себя этап перемешивания при передаче, включающий в себя обеспечение выполнения устройством управления выпуском этапа перемешивания один или более раз при передаче обрабатываемой детали посредством передающего механизма.
В описанном выше устройстве для нанесения, устройство управления нанесением может включать в себя таймер, который определяет истечение определенного времени от последней операции перемешивания или операции выпуска, и программа управления нанесением может включать в себя этап перемешивания в фиксированный момент времени, включающий в себя обеспечение выполнения устройством управления выпуском этапа перемешивания один или более раз в случае определения таймером истечения определенного времени, и в случае наличия времени для выполнения этапа перемешивания до начала следующего этапа выпуска.
В описанном выше устройстве для нанесения, программа управления нанесением может включать в себя периодический этап перемешивания, включающий в себя периодическое определение момента времени, в который существует время для выполнения этапа перемешивания до начала следующего этапа выпуска, и обеспечение выполнения устройством управления выпуском этапа перемешивания один или более раз в определенный момент времени.
[0013] В настоящем изобретении дополнительно разработан способ нанесения, использующий описанное выше устройство для нанесения, в котором схема нанесения образована на обрабатываемой детали посредством устройства управления нанесением, исполняющего программу управления нанесением.
В описанном выше способе нанесения, твердые частицы могут включать в себя твердые частицы, имеющие более высокую относительную плотность, чем жидкий материал. В этом случае, твердые частицы могут представлять собой LED фосфоры.
Преимущественные Эффекты Изобретения
[0014] Согласно настоящему изобретению, жидкий материал, содержащий твердые частицы, может быть выпущен в состоянии дисперсии твердых частиц в жидком материале с минимальной дополнительной конструкцией для перемешивания.
К тому же, поскольку перемешивание выполняется посредством обращения потока жидкого материала в одном и том же пропускном канале, осаждение твердых частиц в пропускном канале может быт сведено к минимуму.
Краткое описание чертежей
[0015]
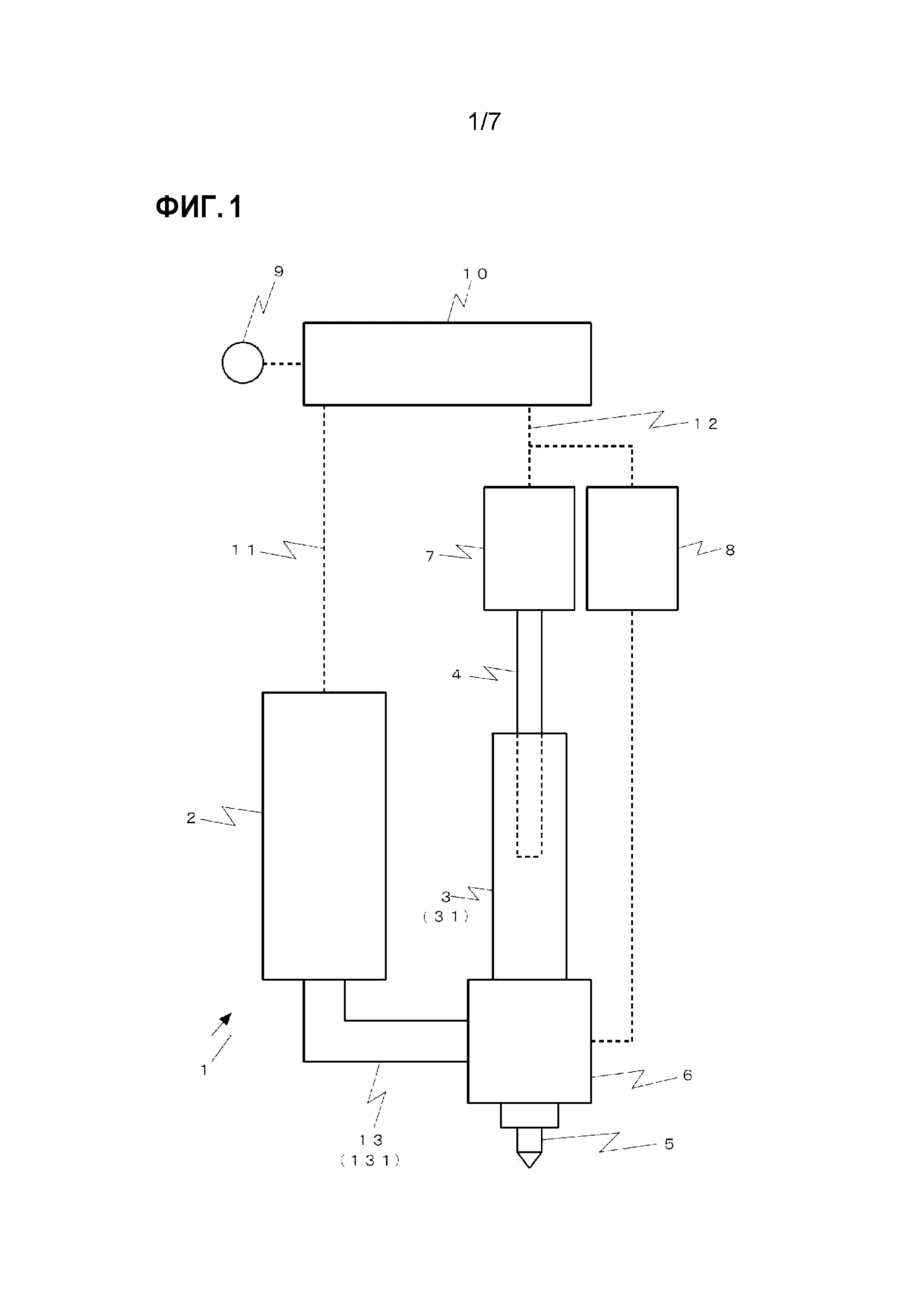
[Фиг. 1] Фиг. 1 представляет собой схематичный вид выпускного устройства согласно варианту осуществления.
[Фиг. 2] Фиг. 2 представляет собой пояснительный вид, предназначенный для объяснения операции заполнения, выполняемой в выпускном устройстве согласно варианту осуществления.
[Фиг. 3] Фиг. 3 представляет собой пояснительный вид, предназначенный для объяснения операции втягивания, выполняемой в выпускном устройстве согласно варианту осуществления.
[Фиг. 4] Фиг. 4 представляет собой пояснительный вид, предназначенный для объяснения операции выбрасывания, выполняемой в выпускном устройстве согласно варианту осуществления.
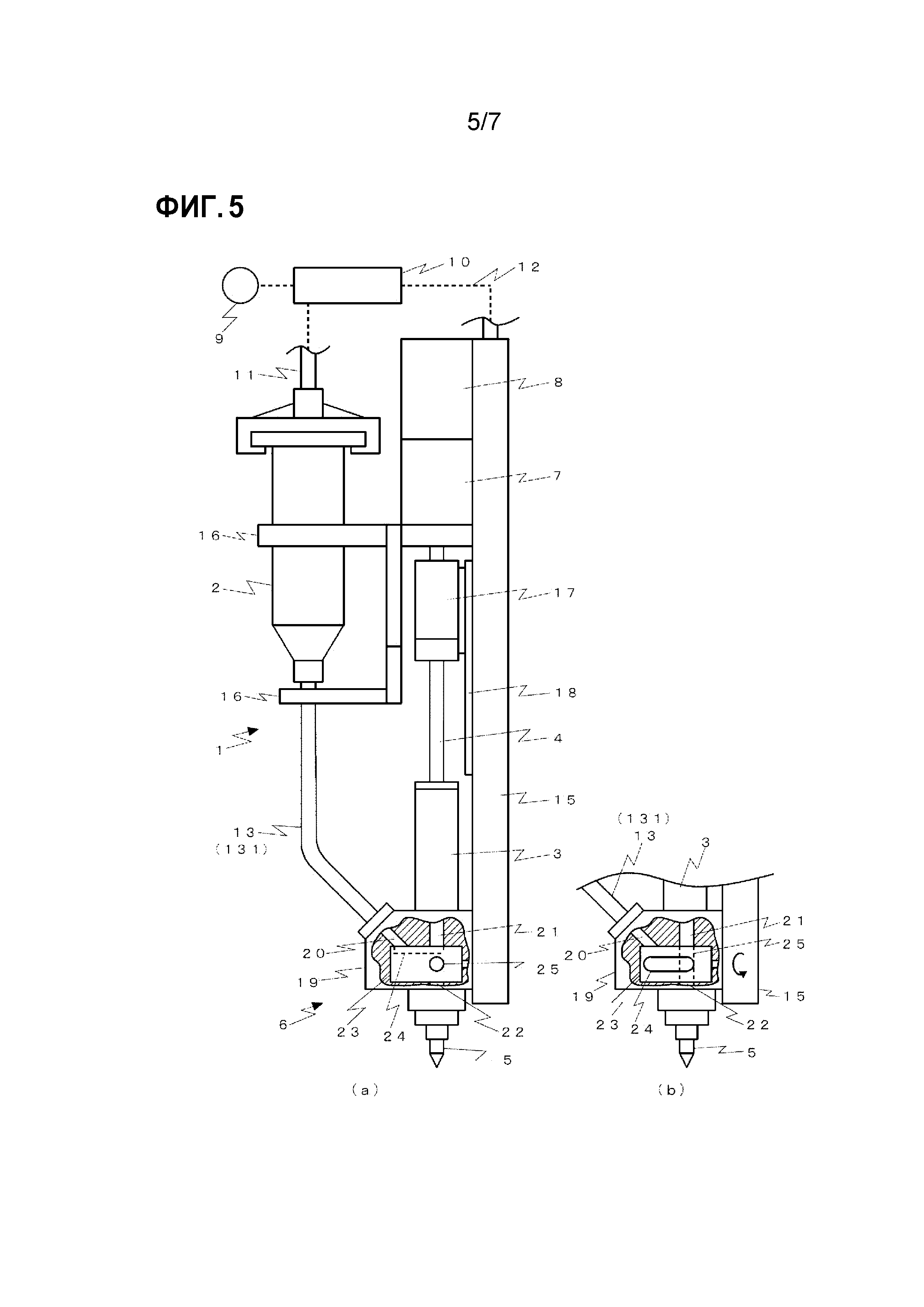
[Фиг. 5] Фиг. 5 представляет собой вид сбоку в разрезе принципиальной части выпускного устройства согласно Примеру; в частности, на виде (a) представлен случай, в котором контейнер для хранения и измерительный узел сообщаются друг с другом, и на виде (b) представлен случай, в котором измерительный узел и сопло сообщаются друг с другом.
[Фиг. 6] Фиг. 6 представляет собой схематичный вид в перспективе устройства для нанесения согласно Примеру.
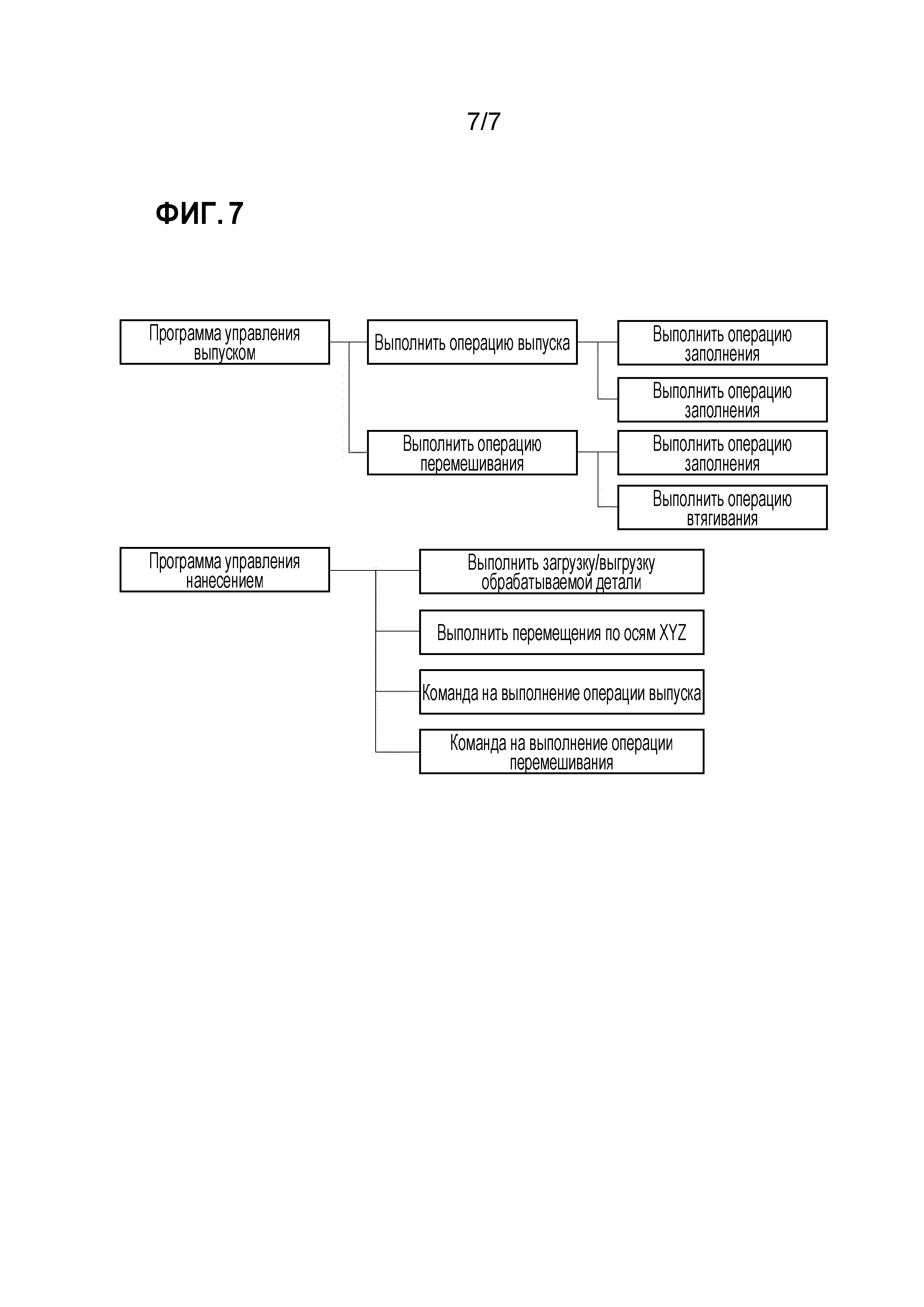
[Фиг. 7] Фиг. 7 представляет собой блок-схему, на которой показаны отдельные модули программы выпуска и программы управления нанесением согласно Примеру.
Описание предпочтительных вариантов осуществления изобретения
[0016] Далее описан вариант осуществления настоящего изобретения. Следует понимать, что в настоящем описании ʺжидкий материалʺ представляет собой жидкий материал, содержащий твердые частицы, если не указано иначе.
[0017] (1) Конфигурация
Выпускное устройство 1 согласно варианту осуществления настоящего изобретения включает в себя, как видно на Фиг. 1, контейнер 2 для хранения, в котором хранится жидкий материал 14, измерительный узел 3, который заполняет жидкий материал 14, плунжер 4, который перемещается вперед и назад в измерительном узле 3, сопло 5, имеющее выпускное отверстие, через которое выпускается жидкий материал 14, переключающий клапан 6, который выборочно устанавливает сообщение между контейнером 2 для хранения и измерительным узлом 3 или сообщение между измерительным узлом 3 и соплом 5, устройство 7 привода плунжера, которое перемещает плунжер 4 вперед и назад, устройство 8 привода переключающего клапана, которое переключает направление переключающего клапана 6, и устройство 10 управления выпуском.
[0018] Контейнер 2 для хранения сообщается с измерительным узлом 3 через переключающий клапан 6, и жидкий материал, подаваемый к измерительному узлу 3, хранится в контейнере 2 для хранения. В выпускном устройстве 1 в предпочтительной форме, присоединен источник 9 сжатого газа для подачи сжатого газа, и сжатый газ под давлением, регулируемым посредством устройства 10 управления выпуском, подается к контейнеру 2 для хранения через трубопровод 11.
Измерительный узел 3 представляет собой цилиндрический элемент, имеющий измерительное отверстие 31, которое представляет собой пространство, в котором временно хранится жидкий материал, предназначенный для выпуска из сопла 5. Измерительное отверстие 31 представляет собой пространство в форме круглой колонны, в которое вставлен плунжер 4 в состоянии удерживания в скользящем соприкосновении с внутренней периферийной поверхностью измерительного узла 3. Измерительный узел 3 прикреплен к переключающему блоку, который составляет переключающий клапан 6.
Плунжер 4 представляет собой элемент в форме стержня, и наружная периферийная поверхность по меньшей мере концевой части плунжера 4 удерживается в скользящем соприкосновении с внутренней периферийной поверхностью измерительного отверстия 31. Плунжер 4 приводится в действие для возвратно-поступательного перемещения посредством устройства 7 привода плунжера.
[0019] Сопло 5 включает в себя канал выпускного потока и выпускное отверстие, которые оба образованы в нем, и оно неподвижно удерживается под переключающим клапаном 6. Соответствующие центры выпускного отверстия, выпускного прохода и измерительного отверстия 31 расположены на прямой линии.
Переключающий клапан 6 имеет первое положение (смотри Фиг. 2), в котором контейнер 2 для хранения и измерительный узел 3 сообщаются друг с другом, и второе положение (смотри Фиг. 4), в котором измерительный узел 3 и сопло 5 сообщаются друг с другом. Первое положение и второе положение переключаются посредством устройства 8 привода переключающего клапана в соответствии с командой от устройства 10 управления выпуском. Переключающий клапан 6 соединен с контейнером 2 для хранения через соединительный элемент 13, в котором находится соединительный пропускной канал 131.
[0020] В варианте осуществления, действие перемешивания во время описанной далее операции втягивания усиливается посредством задания диаметра соединительного пропускного канала 131 так, чтобы он был меньше, чем диаметр контейнера 2 для хранения. Иначе говоря, площадь поперечного сечения соединительного пропускного канала 131, который сообщает контейнер 2 для хранения и переключающий клапан 6 друг с другом, взятая по плоскости, перпендикулярной направлению текущего в нем потока, задана гораздо меньшей, чем площадь поперечного сечения контейнера 2 для хранения, взятая по плоскости, перпендикулярной направлению текущего в нем потока. Посредством задания меньшей площади поперечного сечения соединительного пропускного канала 131, осажденные твердые частицы более склонны к рассеиванию внутри контейнера для хранения и к приведению в состояние более удовлетворительной дисперсии в жидком материале 14, когда жидкий материал приводится в течение в контейнер 2 для хранения во время операции втягивания. Соединительный пропускной канал 131 может быть выполнен как пропускной канал, имеющий по существу одинаковый диаметр от одного конца до другого конца, или может включать в себя дросселирующее средство (например, дроссельное отверстие) у соединительной части 132 для соединения с контейнером 2 для хранения. Тем не менее, с точки зрения предотвращения осаждения твердых частиц, соединительный пропускной канал 131 предпочтительно выполнен как пропускной канал, имеющий одинаковый диаметр от одного конца до другого конца.
[0021] Площадь поперечного сечения соединительного пропускного канала 131 (по меньшей мере соединительной части 132), который сообщает который сообщает контейнер 2 для хранения и переключающий клапан 6 друг с другом, задана так, чтобы она составляла, например, не более чем 1/4, предпочтительно не более чем 1/10, еще более предпочтительно не более чем 1/25, и наиболее предпочтительно не более чем 1/64 от площади поперечного сечения контейнера 2 для хранения.
Соединительный пропускной канал 131 может иметь прямолинейную форму (I-образную форму), или форму, включающую в себя изогнутую часть, такую как L-образная форма.
Форма соединительного элемента 13 не ограничена проиллюстрированной трубчатой формой, и соединительный элемент 13 может быть выполнен как элемент в форме блока, включающий в себя просверленный в нем соединительный пропускной канал 131.
[0022] Устройство 10 управления выпуском включает в себя процессор и запоминающее устройство, в котором хранится программа управления выпуском. Когда устройство 10 управления выпуском выполняет управление выпуском, управление операциями описанных выше устройств (7, 8) привода происходит так, чтобы операция выпуска и операция перемешивания, которые обе описаны далее, в настоящем изобретении выполнялись автоматически. Устройство 10 управления выпуском соединено с описанными выше устройствами (7, 8) привода через управляющую проводку 12, и через управляющую проводку 12 передаются управляющие сигналы. Устройство 10 управления выпуском в предпочтительной форме включает в себя a механизм регулирования давления, который регулирует давление сжатого газа, подаваемого от источника 9 сжатого газа, и затем подает сжатый газ к контейнеру 2 для хранения.
[0023] (2) Операция Выпуска
(2-1) Операция Заполнения
Когда жидкий материал выпускается из сопла 5 в описанном выше выпускном устройстве 1, в соответствии с программой управления выпуском выполняются следующие операции.
Во-первых, устройство 8 привода переключающего клапана приводится для переключения переключающего клапана 6 в первое положение, в котором контейнер 2 для хранения и измерительный узел 3 сообщаются друг с другом, как видно на Фиг. 2. Затем плунжер 4 перемещается вверх. Под действием перемещения плунжера 4 вверх, жидкий материал 14 заполняет измерительное отверстие 31 через нижний конец измерительного узла 3 из контейнера 2 для хранения после прохождения через соединительный элемент 13 и переключающий клапан 6, как обозначено посредством черных стрелок на Фиг. 2. В настоящем Описании, описанная выше операция, проиллюстрированная на Фиг. 2, называется ʺоперацией заполненияʺ. В этом случае, сжатый газ под давлением, регулируемым посредством устройства 10 управления выпуском, может быть подан к контейнеру 2 для хранения, посредством этого прилагая давление к жидкому материалу. Это позволяет выполнять операцию заполнения быстрее и более плавно.
[0024] (2-2) Операция Выбрасывания
После выполнения операции заполнения, устройство 8 привода переключающего клапана приводится для переключения переключающего клапана 6 во второе положение, в котором измерительный узел 3 и сопло 5 сообщаются друг с другом, как показано на Фиг. 4. Затем, устройство 7 привода плунжера приводится для перемещения плунжера 4 вниз, посредством чего уменьшается объем измерительного отверстия 31. Следовательно, жидкий материал 14 в измерительном отверстии 31 толкается от измерительного узла 3 к соплу 5 через переключающий клапан 6 и выпускается от сопла 5, как показано черной стрелкой на Фиг. 4. В настоящем Описании, описанная выше операция, проиллюстрированная на Фиг. 4, называется ʺоперацией выбрасыванияʺ.
[0025] Операция выбрасывания выполняется в основном в двух режимах операции. В одном режиме операции, плунжер 4 периодически несколько раз перемещается вниз, и происходит последовательное выпускание множества капель. В другом режиме операции, жидкий материал выпускается в линейной форме на обрабатываемую деталь посредством перемещения сопла и обрабатываемой детали относительно друг друга, в то время как плунжер 4 непрерывно перемещается вниз. Количество жидкого материала 14, которое может быть выпущено посредством перемещения плунжера 4 вниз до нижнего конца измерительного отверстия 31 или до положения вблизи от него, определяется в зависимости от количества жидкого материала 14, залитого в измерительное отверстие 31 во время операции заполнения. Иначе говоря, количество жидкого материала для заполнения (или расстояние, на которое плунжер 4 должен быть перемещен вверх) определяется с учетом требуемого количества для выпуска.
[0026] В настоящем Описании, комбинация описанной выше операции заполнения (Фиг. 2) и описанной выше операции выбрасывания (Фиг. 4) называется операцией ʺвыпускаʺ. Комбинация, в которой сначала выполняется операция заполнения, а затем выполняется операция выбрасывания, принята за основную операцию выпуска.
[0027] (3) Операция Перемешивания
Когда жидкий материал перемешивается в описанном выше выпускном устройстве 1, в соответствии с программой управления выпуском выполняются следующие операции. Здесь, состояние после завершения основной операции выпуска, то есть, состояние после завершения операции выбрасывания (состояние, в котором плунжер перемещен вниз), принято за исходное состояние.
(3-1) Операция Заполнения
Во-первых, выполняется описанная выше операция заполнения (2-1). Внутри измерительного отверстия 31 сразу после операции заполнения твердые частицы в жидком материале находятся в состоянии перемешивания посредством потока, образованного во время операции заполнения.
[0028] (3-2) Операция Втягивания
Как видно на Фиг. 3, переключающий клапан 6 удерживается в первом положении, в котором контейнер 2 для хранения и измерительный узел 3 сообщаются друг с другом, без изменения положения переключающего клапана 6. Затем плунжер 4 перемещается вниз для уменьшения объема измерительного отверстия 31. Таким образом, жидкий материал 14 в измерительном отверстии 31 приводится в течение в контейнер 2 для хранения с его нижнего конца после прохождения через переключающий клапан 6 и соединительный элемент 13 из измерительного отверстия 31, как показано черными стрелками на Фиг. 3. В настоящем Описании, описанная выше операция, проиллюстрированная на Фиг. 3, называется ʺоперацией втягиванияʺ. Во время операции втягивания, предпочтительно, сжатый газ не подается в контейнер 2 для хранения для облегчения течения жидкого материала 14 в контейнер 2 для хранения. В контейнере 2 для хранения, в результате операции втягивания образуется поток, идущий снизу вверх. Соответственно, твердые частицы, осажденные в контейнере 2 для хранения, перемещаются вверх, таким образом, обеспечивая перемешивание жидкого материала 14. С точки зрения образования течения максимально возможного количества жидкого материала 14 обратно в контейнер 2 для хранения, плунжер 4 предпочтительно перемещается вниз до нижнего конца измерительного отверстия 31 или до положения вблизи от него.
[0029] В настоящем Описании, комбинация описанной выше операции заполнения (Фиг. 2) и описанной выше операции втягивания (Фиг. 3) называется операцией ʺперемешиванияʺ. Следует обратить внимание на то, что положение переключающего клапана 6, когда плунжер 4 перемещается вниз, является разным во время операции перемешивания и во время операции выпуска. Более конкретно, во время операции перемешивания, переключающий клапан 6 удерживается в первом положении как во время операции заполнения, так и во время операции втягивания, тогда как во время операции выпуска переключающий клапан 6 приводится в первое положение во время операции заполнения и во второе положение во время операции выпуска.
[0030] (4) Программа Управления Выпуском
Программа управления выпуском включает в себя программу, разработанную для выполнения описанной выше операции перемешивания в заданный момент времени (например, непосредственно перед операцией выбрасывания, или между одной операцией выпуска и следующей операцией выпуска). В частности, программа предпочтительно выполнена с возможностью выполнения операции перемешивания по меньшей мере один раз перед операцией выбрасывания.
Программа может быть выполнена с возможностью улучшения действия перемешивания посредством последовательного выполнения несколько раз операции перемешивания и затем выполнения операции выбрасывания, или многократного выполнения операции перемешивания в тот период времени, когда жидкий материал не выпускается. Говоря подробнее, устройство 10 управления выпуском может включать в себя таймер для определения события, при котором команда на выполнение операции не принимается через определенное время (например, время, за которое может возникнуть проблема осаждения твердых частиц, причем время задано на основании заранее произведенных измерений) или дольше, и программа может быть выполнена с возможностью выполнения операции перемешивания один раз или более раз, когда посредством таймера определено истечение определенного времени (таймер осуществлен посредством аппаратного или программного обеспечения).
В качестве альтернативы, программа может быть выполнена с возможностью определения, с некоторой периодичностью, момента времени, в который нужно выполнять операцию перемешивания, до начала следующей операции выпуска, и выполнения операции перемешивания один раз или более раз в определенный момент времени независимо от выпуска или других моментов времени.
[0031] Программа может быть выполнена так, чтобы операции могли быть выполнены последовательно от Операции Перемешивания до операции выпуска. Поскольку операция выпуска состоит из выполнения операции выбрасывания после операции заполнения, и операция перемешивания состоит из выполнения операции втягивания после операции заполнения, в настоящем документе описана, например, разработка программы для выполнения операции выпуска при принятии команды на выпускание, и выполнения операции перемешивания при отсутствии принятия команды на выпускание. В этом случае Операция Перемешивания выполняется автоматически посредством исполнения программы управления выпуском, которая хранится в запоминающем устройстве устройства 10 управления выпуском.
[0032] Согласно описанному выше выпускному устройству 1, операция выпуска и операция перемешивания могут быть выборочно выполнены посредством изменения положения одного переключающего клапана 6, и конфигурация устройства является простой. Иначе говоря, Операция Перемешивания может быть выполнена с простой конфигурацией устройства без потребности во множестве клапанов, множестве контейнеров, насосе, клапане регулировки потока, и так далее.
К тому же, направление течения жидкого материала через соединительный пропускной канал 131 обращается между операцией заполнения и операцией втягивания. Таким образом, поскольку направление потока в соединительном пропускном канале 131 не является единственным, достигается еще один преимущественный эффект, включающий в себя уменьшении склонности твердых частиц к осаждению в соединительном пропускном канале 131.
[0033] Далее настоящее изобретение подробно описано со ссылкой на Пример, но настоящее изобретение не ограничено последующим Примером.
Пример
[0034] [A] Выпускное устройство
(A1) Конфигурация
Фиг. 5 представляет собой вид сбоку в разрезе принципиальной части выпускного устройства 1 согласно Примеру. На Фиг. 5, на виде (a) показан случай, когда переключающий клапан 6 находится в первом положении, в котором контейнер 2 для хранения и измерительный узел 3 сообщаются друг с другом, и на виде (b) показан случай, когда переключающий клапан 6 находится во втором положении, в котором измерительный узел 3 и сопло 5 сообщаются друг с другом. Следует заметить, что на Фиг. 5 заштрихованная область представляет собой разрез.
Выпускное устройство 1 согласно Примеру настоящего изобретения включает в себя, как и в описанном выше варианте осуществления, контейнер 2 для хранения, в котором хранится жидкий материал 14, измерительный узел 3, в который заливается жидкий материал 14, плунжер 4, который перемещается вперед и назад в измерительном узле 3, сопло 5, имеющее выпускное отверстие, через которое выпускается жидкий материал 14, переключающий клапан 6, который выборочно устанавливает сообщение между контейнером 2 для хранения и измерительным узлом 3 или сообщение между измерительным узлом 3 и соплом 5, устройство 7 привода плунжера, которое перемещает плунжер 4 вперед и назад, устройство 8 привода переключающего клапана, которое изменяет направление переключающего клапана 6, источник 9 сжатого газа, который подает сжатый газ к контейнеру 2 для хранения, и устройство 10 управления выпуском, которая управляет работой устройств (7, 8) привода и давлением подаваемого сжатого газа.
[0035] В этом примере, в качестве контейнера 2 для хранения используется шприц, выполняющий функцию контейнера для хранения жидкого материала 14. Верхний конец контейнера 2 для хранения соединен с источником 9 сжатого газа как через трубопровод 11, так и через устройство 10 управления выпуском, как описано далее, и нижний конец контейнера 2 для хранения соединен с клапанным блоком 19 через соединительный элемент 13. Контейнер 2 для хранения неподвижно удерживается в двух положениях, то есть, у нижнего конца и вблизи от центра, посредством крепежного элемента 16, который проходит от основной пластины 15. Несмотря на то, что в этом Примере в качестве контейнера для хранения жидкого материала 14 используется шприц, настоящее изобретение не ограничено таким случаем. В другом примере, контейнер 2 для хранения может быть выполнен в форме бака или тому подобного, который установлен отдельно вблизи от выпускного устройства 1. Несмотря на то, что контейнер 2 для хранения и клапанный блок 19 соединены друг с другом посредством соединительного элемента 13, имеющего трубчатую форму, форма соединительного элемента 13 не ограничена трубчатой формой, и соединительный элемент 13 может быть выполнен как элемент в форме блока, включающий в себя образованный в нем соединительный пропускной канал 131.
[0036] Измерительный узел 3 образован из цилиндрического элемента, в который заливается выпускаемый жидкий материал 14, и плунжер 4 выполнен с возможностью вертикального перемещения внутри измерительного отверстия 31, образованного в измерительном узле 3. Плунжер 4 соединен с устройством 7 привода плунжера через соединительный узел 17 так, чтобы плунжер 4 мог перемещаться вертикально в результате работы устройства 7 привода плунжера. Поскольку соединительный узел 17 прикреплен к направляющей 18 скольжения, плунжер 4 может осуществлять плавное возвратно-поступательное перемещение без перекашивания или раскачивания. В этом Примере, в качестве устройства 7 привода плунжера используется, например, прямолинейный привод. Нижний конец измерительного узла 3 соединен с клапанным блоком 19, и измерительное отверстие 31 сообщается со вторым пропускным каналом 21, как описано ниже.
В клапанном блоке 19 образованы: первый пропускной канал 20, находящийся в сообщении с контейнером 2 для хранения, второй пропускной канал 21, находящийся в сообщении с измерительным отверстием 31, и третий пропускной канал 22, находящийся в сообщении с соплом 5. К тому же, в клапанном блоке 19 расположен переключающий клапан 6 для выборочного переключения сообщения между первым пропускным каналом 20 и вторым пропускным каналом 21 и сообщения между вторым пропускным каналом 21 и третьим пропускным каналом 22.
[0037] Внутри переключающего клапана 6 расположен клапанный элемент 23 в форме круглой колонны. Углубленная канавка 24 для установления сообщения между первым пропускным каналом 20 и вторым пропускным каналом 21 образована в поверхности клапанного элемента 23 и проходит в направлении, параллельном центральной оси клапанного элемента 23. К тому же, сквозное отверстие 25 просверлено в клапанном элементе 23 и проходит от боковой поверхности с одной стороны к боковой поверхности с противоположной стороны перпендикулярно центральной оси, при этом пересекая центральную ось. Клапанный элемент 23 приводится во вращение посредством устройства 8 привода переключающего клапана для переключения между первым положением и вторым положением. Клапанный элемент 23 переключающего клапана 6 не ограничен элементом в форме круглой колонны и может быть пластинчатым элементом скользящего типа, в котором образованы углубленная канавка 24 и сквозное отверстие 25.
[0038] В качестве устройства 8 привода переключающего клапана используется, например, вращающийся привод или двигатель. В этом Примере, устройство 8 привода переключающего клапана и переключающий клапан 6 соединены друг с другом посредством непоказанного механизма силовой передачи. Таким образом, устройство 8 привода переключающего клапана может быть расположено вместе с устройством 7 привода плунжера, и так далее, в положении, находящемся на удалении от переключающего клапана 6. Хотя это и не показано на чертеже, механизм силовой передачи установлен в канавке, которая образована в основной пластине 15. В качестве механизма силовой передачи используется цепь, ремень или тому подобное. (Конструкция, выполненная с возможностью расположения вместе устройства привода переключающего клапана и устройства привода плунжера с использованием механизма силовой передачи подробно описана в Патентном Документе 1, зарегистрированном на настоящего заявителя.) Положение установки устройства 8 привода переключающего клапана не ограничено положением, описанным в этом Примере, и устройство 8 привода переключающего клапана может быть установлено вблизи от переключающего клапана 6 без использования механизма силовой передачи, с приведением в действие непосредственно устройством 8 привода переключающего клапана.
[0039] Устройство 10 управления выпуском для управления операциями описанных выше устройство и компонентов соединено с устройствами (7, 8) привода через управляющую проводку 12. Устройство 10 управления выпуском включает в себя процессор и запоминающее устройство, в котором хранится программа управления выпуском. Устройство 10 управления выпуском управляет уровнем и временем приложения давления, подаваемого от источника 9 сжатого газа, расстоянием перемещения и скоростью перемещения плунжера 4, переключением переключающего клапана 6, и так далее.
(A2) Работа
Как операция выпуска, так и операция перемешивания, которые обе описаны в варианте осуществления, выполняются автоматически посредством исполнения описанной выше программы управления выпуском. Выпускное устройство 1 этого Примера выполнено с возможностью автоматического выполнения операции выпуска и операции перемешивания, подобные операциям, описанным выше в варианте осуществления.
[0040] (A3) Использование
Выпускное устройство и способ этого Примера используются на этапе нанесения жидкого материала, содержащего твердые частицы, с более высокой относительной плотностью, чем относительная плотность жидкого материала, например, на этапе нанесения на светодиодный элемент жидкого материала, смешанного с фосфорами (которые соответствуют твердым частицам). Жидкий материал, используемый на этапе нанесения для светодиодного элемента представляет собой, например, эпоксидную смолу, силиконовую смолу или акриловую смолу. Фосфоры представляют собой, например, фосфоры на основе нитридов, оксинитридов, оксидов и сульфидов. Конкретными примерами фосфоров являются фосфор на основе YAG (с химической формулой Y3Al5O12:Ce), который представляет собой желтый фосфор, полученный посредством смешивания другого элемента с имеющим структуру граната кристаллом, состоящим из сложного оксида иттрия и алюминия, фосфор на основе LuAG, который является зеленым фосфором с химической формулой Lu3Al5O12:Ce, фосфор на основе SCASN, который представляет собой красный фосфор с химической формулой (Sr, Ca)AlSiN3:Eu, фосфор на основе CASN, который представляет собой красный фосфор с химической формулой CaAlSiN3:Eu, фосфор на основе LSN, который представляет собой желтый фосфор с химической формулой La3Si6N11:Ce, фосфор на основе оксида скандия, который представляет собой зеленый фосфор с химической формулой CaSc2O4:Ce, и фосфор на основе SiAlON, который представляет собой зеленый фосфор с химической формулой SiAlON:Eu.
[0041] [B] Устройство Для Нанесения
Выпускное устройство 1 установлено на устройстве 51 для нанесения, и оно осуществляет работу по нанесению на обрабатываемую деталь 56. Фиг. 6 представляет собой схематичный вид в перспективе устройства 51 для нанесения согласно Примеру.
(B1) Конфигурация
Устройство 51 для нанесения согласно Примеру настоящего изобретения в основном включает в себя описанное выше выпускное устройство 1, механизм 52 привода по осям XYZ, который перемещает обрабатываемую деталь 56, то есть, цель, на которую должен быть выпущен жидкий материал 14, и описанное выше выпускное устройство 1 относительно друг друга, передающий механизм 53, который загружает обрабатываемую деталь 56 снаружи устройства 51 для нанесения, перемещает обрабатываемую деталь 56 к положению работы по нанесению, и выгружает обрабатываемую деталь 56 наружу устройства 51 для нанесения, стол 55, который неподвижно поддерживает обрабатываемую деталь 56 во время работы по нанесению, и устройство 57 управления нанесением, которое управляет операциями описанных выше устройств и компонентов.
[0042] Выпускное устройство 1 установлено на механизме 52 привода по осям XYZ и выполнено с возможностью перемещения, относительно обрабатываемой детали 56, в каждом из направлений (то есть, направление 60 перемещения по оси X, направление 61 перемещения по оси Y и направление 62 перемещения по оси Z) обозначенных отдельными стрелками. Несмотря на то, что в этом Примере выпускное устройство 1 выполнено с возможностью перемещения в направлениях по осям XYZ, настоящее изобретение не ограничено этим случаем. Требуется только возможность перемещения выпускного устройства 1 и обрабатываемой детали 56 относительно друг друга. В другом примере, выпускное устройство 1 может быть выполнено с возможностью перемещения только в направлении по оси Z, и стол 55 может быть выполнен с возможностью перемещения в направлениях по осям XY. Например, в качестве механизма 52 привода по осям XYZ может быть использована комбинация серводвигателя или шагового двигателя и шарикового винта, или линейный двигатель.
[0043] Устройство 51 для нанесения согласно этому Примеру включает в себя передающий механизм 53 для передачи обрабатываемой детали к непоказанным устройствам и из них на предшествующих и последующих этапах или устройство загрузки-разгрузки. Передающий механизм 53 имеет конструкцию, в которой два рельсовых элемента 54 установлены параллельно друг другу по существу на такой же ширине, что и ширина передаваемой обрабатываемой детали 56, и на рельсовых элементах 54 расположены непоказанные ремни с возможностью циркуляции посредством непоказанных роликов. Когда ролики, например, приводятся во вращение двигателем, ремень циркулирует, и обрабатываемая деталь 56, помещенная на ремень, передается в направлении (то есть, направлении 63 загрузки или направлении 64 выгрузки), обозначенном стрелкой. Таким образом, концы рельсовых элементов 54 при виде в направлении, противоположном направлению 63 загрузки, составляют зону загрузки, и концы рельсовых элементов 54 при виде в том же направлении, что и направление 63 загрузки, составляют зону выгрузки. Вместо использования описанных выше ремней, в качестве передающего механизма 53 для передачи подложки может быть использован робот, имеющий руку.
[0044] Стол 55 расположен между двумя рельсовыми элементами 54 передающего механизма 53. Стол 55 принимает поднятое положение, в котором он неподвижно поддерживает обрабатываемую деталь 56 во время поднимания снизу обрабатываемой детали 56, остановленной в рабочем положении, и опущенное положение, в котором он находится на расстоянии от обрабатываемой детали 56 для исключения столкновения с обрабатываемой деталью 56 при передаче обрабатываемой детали 56. Например, в качестве устройства для поднимания и опускания стола 55 может быть использована комбинация двигателя и шарикового винта или пневматический цилиндр. Обрабатываемая деталь 56 может быть прикреплена к столу 55 посредством способа притягивания обрабатываемой детали 56 для ее неподвижного удерживания на месте посредством просверливания множества отверстий, проходящих изнутри стола 55 к его верхней поверхности и всасывания воздуха через отверстия, способа фиксации обрабатываемой детали 56 посредством удерживания обрабатываемой детали 56 между крепежными элементами и прикрепления этих элементов к столу 55 посредством крепежного средства, такого как винты, или способа неподвижного зажимания обрабатываемой детали 56 между непоказанным удерживающим устройством, содержащимся в передающем механизме 53, и столом 55 в поднятом положении стола 55.
[0045] Механизм 52 привода по осям XYZ, передающий механизм 53 и стол 55 расположены на станине 58, и окружающее их пространство закрыто кожухом 59, показанным штриховыми линиями. Закрывание кожухом 59 предотвращает попадание пли снаружи и обеспечивает безопасность рабочих. Тем не менее, несмотря на то, что это не проиллюстрировано, отверстия, через которые обрабатываемая деталь 56 загружается и выгружается, образованы в положениях, соответствующих стороне загрузки и стороне выгрузки передающего механизма 53. Устройство 10 управления выпуском может быть установлено внутри станины 58, хотя это не показано на Фиг. 6.
[0046] Устройство 57 управления нанесением для управления операциями описанных выше устройств и компонентов включает в себя процессор и запоминающее устройство, в котором хранится программа управления нанесением. Как показано пунктирными линиями, устройство 57 управления нанесением установлено внутри станины 58. Информация о схеме нанесения, необходимая для выполнения работы по нанесению, хранится в запоминающем устройстве устройства 57 управления нанесением. Устройство 57 управления нанесением осуществляет описанную выше работу по перемешиванию в заданный момент времени во взаимодействии с устройством 10 управления выпуском. Взаимодействие между устройством 57 управления нанесением и устройством 10 управления выпуском выполнено таким образом, чтобы устройство 10 управления выпуском управляло операциями устройств и компонентов, которые требуются для операций выпускного устройства 1, предназначенных для выполнения работы по выпусканию и работы по перемешиванию, и чтобы устройство 57 управления нанесением направляло к устройству 10 управления выпуском инструкции, например, моменты времени для выполнения работы по выпусканию и работы по перемешиванию.
[0047] Фиг. 7 представляет собой блок-схему, на которой показаны отдельные модули программы выпуска и программы управления нанесением согласно Примеру. Программа управления нанесением отправляет команду на выполнение операции перемешивания к программе управления выпуском, например, в следующие моменты времени:
(a) В начале загрузки и выгрузки обрабатываемой детали;
(b) В момент времени, когда выпускное устройство перемещается в направлениях XYZ без осуществления выпуска (например, когда выпускное устройство перемещается из положения ожидания в положение начала нанесения);
(c) В момент времени после истечения определенного времени (например, времени, за которое может возникнуть проблема осаждения твердых частиц, времени, заданного на основании предварительно выполненных измерений) от последней команды на выполнение операции выпуска или команды на выполнение операции перемешивания, и когда не выпущены ни команда на выполнение операции выпуска, ни команда на выполнение операции перемешивания.
В описанном выше случае (c), устройство 57 управления нанесением может быть оснащено таймером для определения истечения определенного времени, и программа может быть выполнена с возможностью выполнения операции перемешивания один раз или более раз, когда таймер определяет истечение определенного времени (таймер выполнен с использованием аппаратного или программного обеспечения).
[0048] (B2) Работа
В описанном выше устройстве 51 для нанесения, согласно программе управления нанесением выполняется следующая операция нанесения.
При исполнении программы управления нанесением, обрабатываемая деталь 56 загружается в кожух 59 устройства 51 для нанесения посредством передающего механизма 53, который передает обрабатываемую деталь 56 в первом направлении. Обрабатываемая деталь 56, загруженная в кожух 59, непрерывно передается в первом направлении и останавливается в положении (в рабочем положении), в котором установлен стол 55. После остановки обрабатываемой детали 56, стол 55 поднимается для неподвижного поддерживания обрабатываемой детали 56. После достижения неподвижного поддерживания обрабатываемой детали 56 посредством стола 55 выполняется требуемая работа по нанесению посредством непрерывного выпуска жидкого материала 14 на обрабатываемую деталь 56 в соответствии с заданной схемой нанесения, в то время как выпускное устройство 1 перемещается относительно обрабатываемой детали 56 посредством механизма 52 привода по осям XYZ. Используемая в этом документе фраза «схема нанесения» включает в себя, например, случай заливки жидкого материала в область, образованную перегородкой, в состоянии, в котором выпускное отверстие остановлено в заданном положении после перемещения к нему.
[0049] Когда выпускное устройство 1 заканчивает работу по нанесению на обрабатываемую деталь 56, обрабатываемая деталь 56 освобождается из неподвижного состояния, перемещается к стороне выгрузки посредством передающего механизма 53 и затем выгружается наружу из кожуха 59 устройства 51 для нанесения. Выше описан основной порядок выполнения работы по нанесению, выполняемой на одной обрабатываемой детали 56. При выполнении работы по нанесению на множестве обрабатываемых деталей 56, программа выполняется с возможностью повторения упомянутой выше последовательности работ (загрузка обрабатываемой детали, нанесение и выгрузка обрабатываемой детали).
[0050] В устройстве 51 для нанесения согласно этому Примеру, существует момент времени, в который операция выпуска не выполняется (или не может быть выполнена), например, период загрузки или выгрузки обрабатываемой детали 56. Таким образом, программа управления нанесением выполнена с возможностью выполнения операции перемешивания посредством использования момента времени, в который операция выпуска не выполняется (или не может быть выполнена). Например, период загрузки обрабатываемой детали 56 следует непосредственно перед операцией нанесения (операцией выпуска). Следовательно, посредством выполнения программы с возможностью осуществления операции перемешивания в период загрузки обрабатываемой детали 56 жидкий материал может быть выпущен в состоянии дисперсии твердых частиц в жидком материале, и достигается максимальный эффект. Даже когда работа по нанесению выполняется не на одной обрабатываемой детали 56, пропуск момента времени для выполнения операции перемешивания отсутствует посредством выполнения программы с возможностью осуществления операции перемешивания в период загрузки обрабатываемой детали 56. Когда работа по нанесению выполняется на множестве обрабатываемых деталей 56, программа может быть выполнена с возможностью осуществления операции перемешивания в период выгрузки обрабатываемой детали 56. Операция перемешивания может быть выполнена в период между выгрузкой одной обрабатываемой детали 56 и загрузкой следующей обрабатываемой детали 56. К тому же, программа может быть выполнена с возможностью осуществления операции перемешивания в период, в котором обрабатываемая деталь 56 не загружается, например, в период ожидания.
Таким образом, работа по нанесению может быть выполнена всегда в состоянии дисперсии твердых частиц в жидкости, посредством отправки команды на выполнение операции перемешивания к устройству 10 управления выпуском в соответствии с программой управления нанесением во время периода загрузки или выгрузки обрабатываемой детали 56.
Список ссылочных позиций
[0051] 1: выпускное устройство, 2: контейнер для хранения (шприц), 3: измерительный узел, 4: плунжер, 5: сопло, 6: переключающий клапан, 7: устройство привода плунжера, 8: устройство привода переключающего клапана, 9: источник сжатого газа, 10: устройство управления выпуском, 11: трубопровод, 12: управляющая проводка, 13: соединительный элемент, 14: жидкий материал, 15: основная пластина, 16: крепежный элемент, 17: соединительный узел, 18: направляющая скольжения, 19: клапанный блок, 20: первый пропускной канал, 21: второй пропускной канал, 22: третий пропускной канал, 23: клапанный элемент, 24: канавка, 25: сквозное отверстие, 31: измерительное отверстие, 51: устройство для нанесения, 52: механизм привода по осям XYZ, 53: передающий механизм, 54: рельсовый элемент, 55: стол, 56: обрабатываемая деталь, 57: устройство управления нанесением, 58: станина, 59: кожух, 60: направление перемещения по оси X, 61: направление перемещения по оси Y, 62: направление перемещения по оси Z, 63: направление загрузки, 64: направление выгрузки, 131: соединительный пропускной канал, 132: соединительная часть.
Реферат
Группа изобретений относится к устройству и способу нанесения жидкого материала, который содержит твердые частицы, в состоянии дисперсии твердых частиц в жидком материале. Выпускное устройство для жидкого материала, содержащего твердые частицы, содержит контейнер для хранения, в котором хранится жидкий материал, содержащий твердые частицы, измерительный узел, имеющий измерительное отверстие, в которое заливается жидкий материал, плунжер, который перемещается вперед и назад в измерительном отверстии, и сопло, имеющее выпускное отверстие, через которое выпускается жидкий материал. Кроме того, выпускное устройство содержит переключающий клапан, устройство привода плунжера, устройство привода переключающего клапана и устройство управления выпуском. Переключающий клапан имеет первое положение, в котором контейнер для хранения и измерительный узел сообщаются друг с другом, и второе положение, в котором измерительный узел и сопло сообщаются друг с другом. Устройство привода плунжера перемещает плунжер вперед и назад. Устройство привода переключающего клапана переключает первое положение и второе положение переключающего клапана. Устройство управления выпуском включает в себя процессор и запоминающее устройство, в котором хранится программа управления выпуском. Программа управления выпуском включает в себя этап заполнения, этап выбрасывания, этап втягивания, этап выпуска и этап перемешивания. Этап заполнения включает в себя приведение переключающего клапана в первое положение, перемещение плунжера назад и заливку жидкого материала в измерительное отверстие. Этап выбрасывания включает в себя приведение переключающего клапана во второе положение, перемещение плунжера вперед и выпускание жидкого материала в измерительном отверстии из выпускного отверстия. Этап втягивания включает в себя приведение переключающего клапана в первое положение, перемещение плунжера вперед и обеспечение протекания жидкого материала в измерительном отверстии в контейнер для хранения. Этап выпуска включает в себя последовательное выполнение этапа заполнения и этапа выбрасывания. Этап перемешивания включает в себя последовательное выполнение этапа заполнения и этапа втягивания. Устройство для нанесения содержит выпускное устройство для жидкого материала, содержащего твердые частицы, стол, к которому прикреплена обрабатываемая деталь, механизм привода по осям XYZ, который перемещает стол и выпускное устройство относительно друг друга, и устройство управления нанесением, содержащее процессор и запоминающее устройство, в котором хранится программа управления нанесением. Программа управления нанесением включает в себя этап нанесения, включающий в себя обеспечение выполнения выпускным устройством этапа выпуска и этапа перемешивания при перемещении стола и выпускного устройства относительно друг друга посредством механизма привода по осям XYZ в соответствии со схемой нанесения. В способе нанесения с использованием устройства для нанесения схему нанесения формируют на обрабатываемой детали посредством устройства управления нанесением, исполняющего программу управления нанесением. Техническим результатом группы изобретений является упрощение конструкции устройства для выпуска жидкого материала в состоянии дисперсии твердых частиц в жидком материале. 3 н. и 9 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Аппликатор
Комментарии