Описание
(Л
ю 1C
1C ел
2. Способ изготовления шарового шарнира, заключающийся в том, что на шаровую головку наносят смазочный слой, покрывают твердеющей оболочкой , вводят шаровую головку в форму для корпуса шарнира и заполняют твердеющим материалом зазор между оболочкой шаровой головки и формой , отличающийся тем, что, с целью снижения трудоемкости изготовления, перед нанесением смазочного слоя шаровую головку выполняют с плоской полюсной поверхностью , при нанесении смазочного слоя и покрытии оболочкой ей придают каплевидную форму, причем точка каплепадения материала смазочного слоя выше температуры обработки материала оболочки, а температура плавления последнего вьше температуры обработки материала корпуса шарнира.
3. Способ по п. 2, отличающийся тем, что в качестве материала смазочного слоя используют материал на основе литиевого мыла
и Способ по п. 2, отличающий с я тем, что в качестве материала смазочного слоя используют дисульфид молибдена.
5. Способ по п. 2, отличающий с я тем, что в качестве материала для твердеющей оболочки используют синтетический материал, выбранньй из группы - прлиоксиметилен , полиуретан, полиамид, политетрафторэтилен , поливинилхлоридацетат сополимер , полиэтилен,
6.Способ по п. 2, отличающий с я тем, что в качестве материала для твердеющей оболочки используют подшипниковый металл с низкой температурой плавления.
7.Способ по п. 6, отличаю щ и и с я тем, что в качестве подшипникового металла с низкой температурой плавления используют сплав на основе свинца и олова.
8.Способ по п. 2, отличающий с я тем, что в качестве материала для корпуса шарнира используют синтетический материал, усиленный стекловолокном прессовочных масс из эпоксидных или полиэфирных смол.
9.Способ по п. 2, отличающийся тем, что в качестве материала для корпуса шарнира используют металл с низкой температурой плавления.
10.Способ по п. 9, отличающий с я тем, что в качестве материала для корпуса используют сплав на основе свинца и олова.
11.Способ по п. 2, отличающийся тем, что нанесение смазочного слоя и покрытие твердеющей оболочкой осуществляют или погружением, или шприцеванием, или наплавлением.
Реферат
1, Шаровой шарнир, содержащий корпус, цапфу с шаровой головкой и полюсной поверхностью, а также сма- З'очньш слой и окружающую его твердеющую оболочку, отличающийся тем, что, с целью упрощения его конструкции, щаровая головка выполнена с плоской полюсной поверхностью, на которую нанесены смазочный слой и твердеющая оболочка каплевидной формы.
Формула
Изобретение относится к машиностроению , в частности к шаровым шарнирам, используемым в рулевых тягах автомобиля.
Цель изобретения - упрощение кострукции и снижение трудоемкости изготовления шарнира путем снижения точности и чистоты поверхности шаровой головки, устранения взаимной подгонки поверхностей шаровой головки и корпуса, а также введения двустороннего выступа смазочного слоя в зоне полюсной поверхности , функционально компенсирующего недостающий шаровой сегмент шаровой головки.
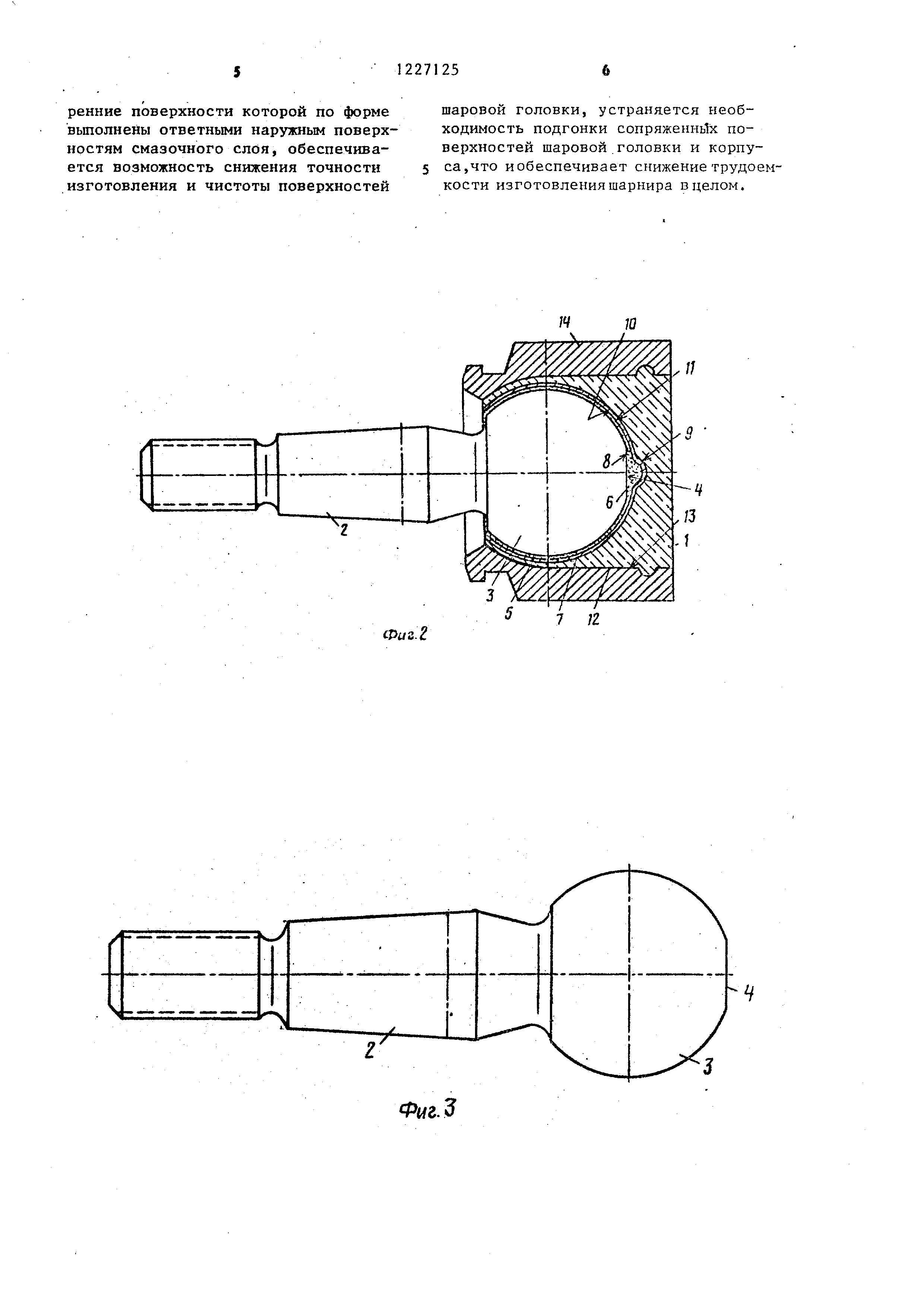
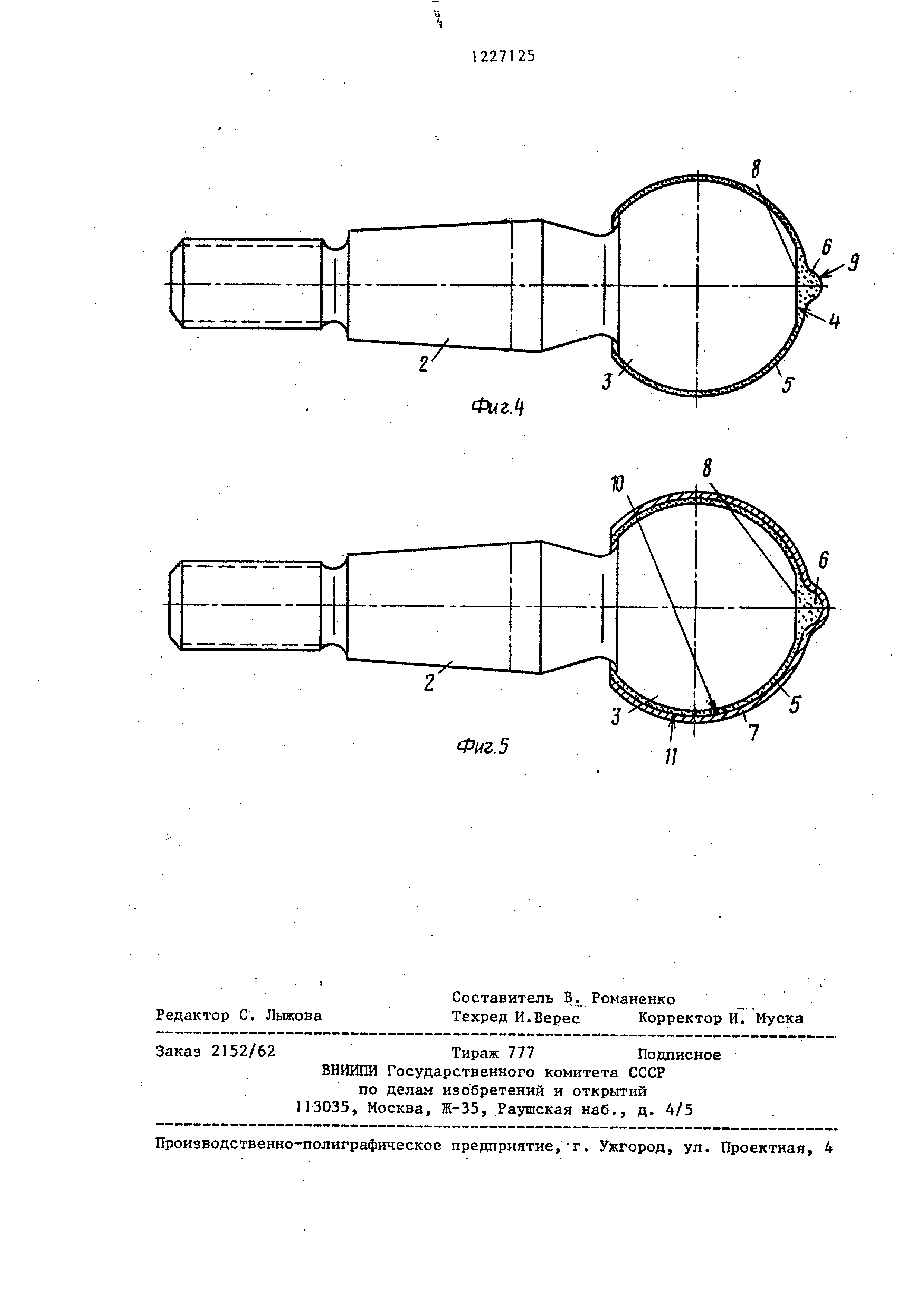
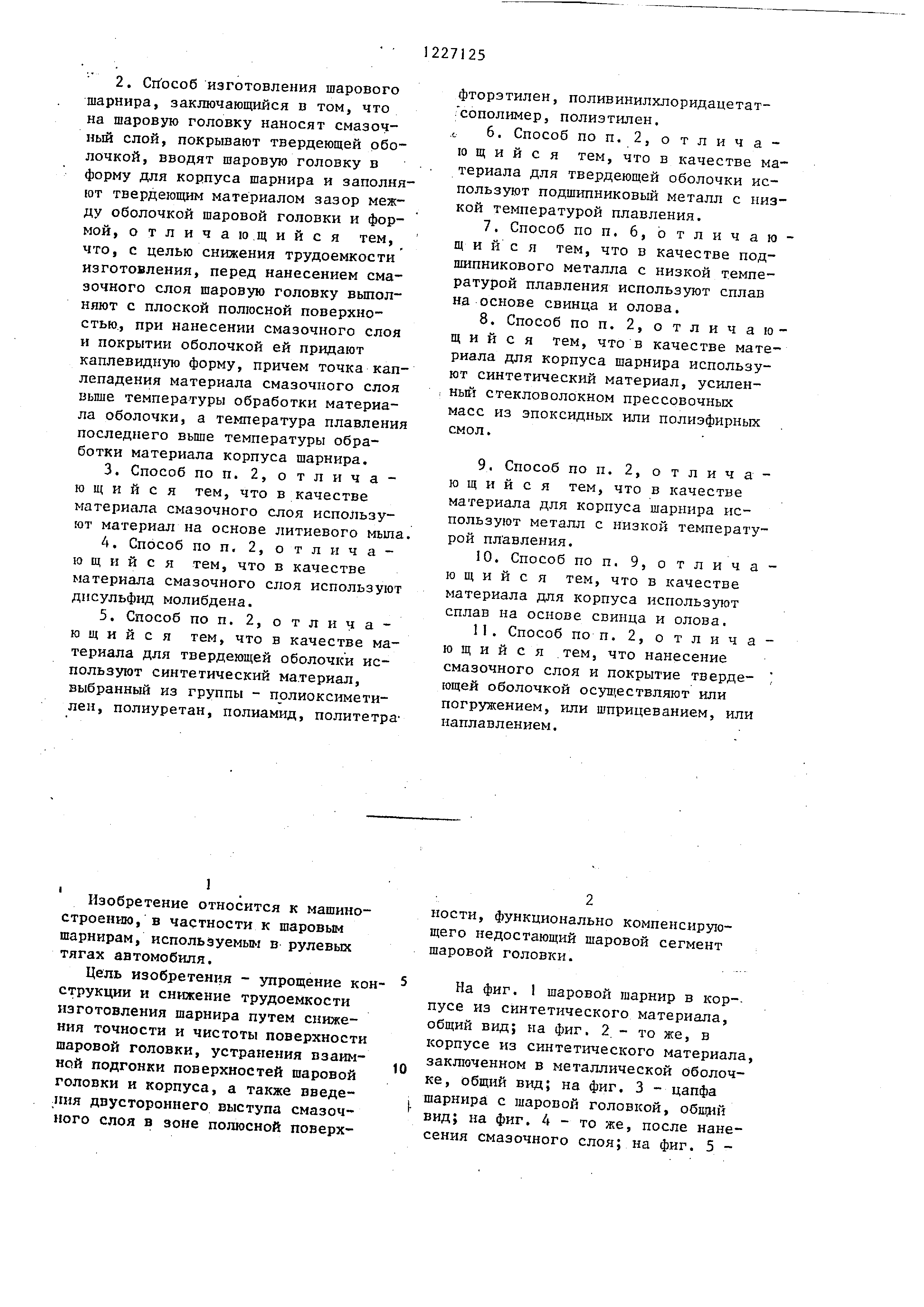
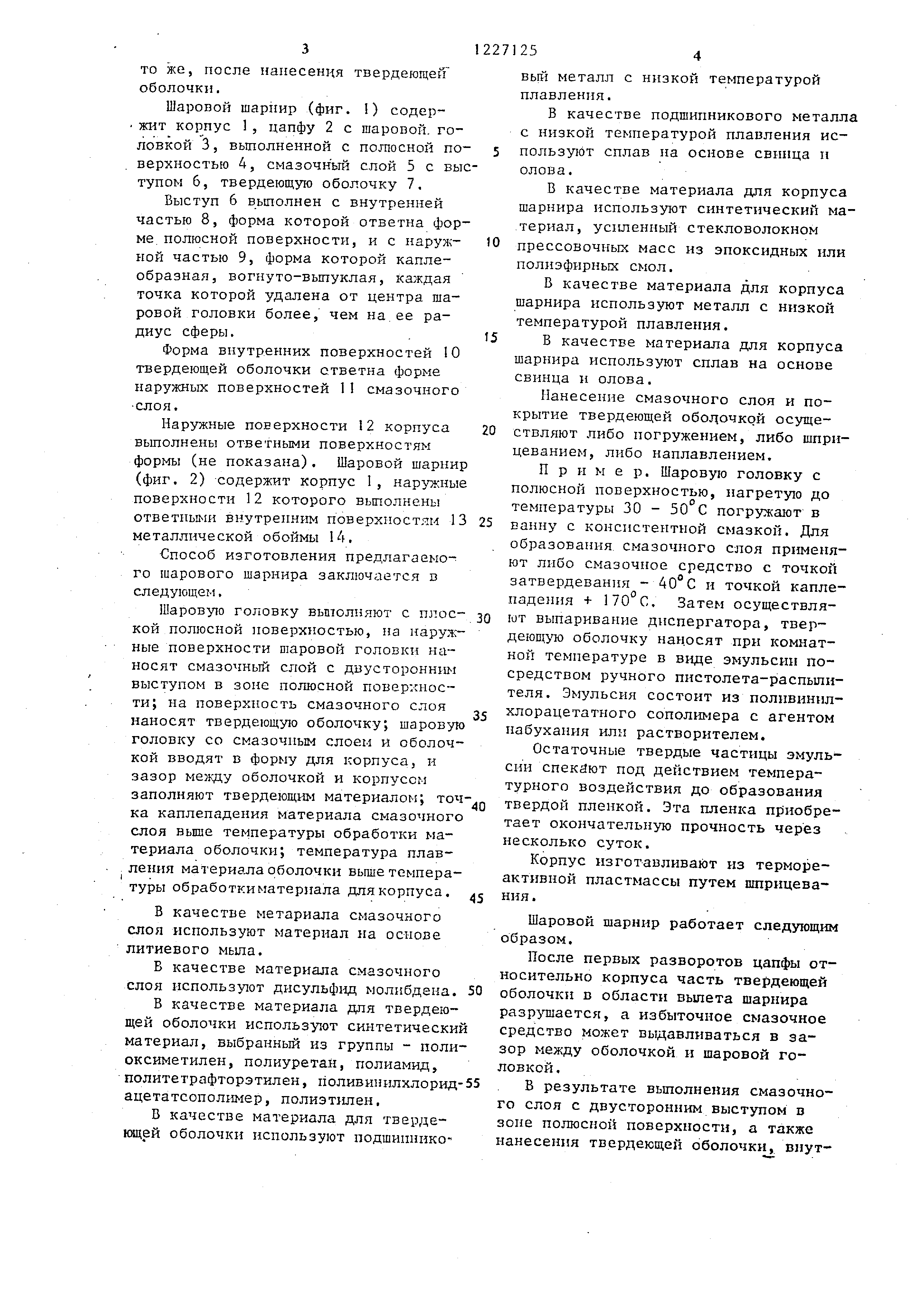
На фиг. I шаровой шарнир в кор-. пусе из синтетического материала, общий вид; на фиг. 2. - то же, в корпусе из синтетического материала заключенном в металлической оболочке , общий вид; на фиг. 3 - цапфа шарнира с шаровой головкой, общий вид; на фиг. 4 - то же, после нанесения смазочного слоя; на фиг. 5 то же, после нанесения твердеющей оболочки. Шаровой шар1Шр (фиг. ) содержит корпус 1, цапфу 2 с шаровой, головкой 3, вьшолненной с полосной поверхностью 4, смазочный слой 5 с выс тупом б, твердеющую оболочку 7. Выступ 6 вьшолнен с внутренней частью 8, форма которой ответна форме , полюсной поверхности, и с наружной частью 9, форма которой каплеобразная , вогнуто-выпуклая, каждая точка которой удалена от центра шаровой головки более, чем на ее радиус сферы. Форма внутренних поверхностей 10 твердеющей оболочки ответна форме наружных поверхностей 11 смазочного слоя. Наружные поверхности 12 корпуса вьшолнены ответными поверхностям формы (не показана). Шаровой шарнир (фиг. 2) содержит корпус 1 , нару7}:ны поверхности 12 которого выполнены ответными внутренним поверхностям 1 металлической обоймы 4. Способ изготовления предлагаемого шарового шарнира заключается в следующем. Шаровую головку вьптолняют с плос кой полюсной поверхностью, на наружные поверхности шаровой головки наносят смазочный слой с двусторонним выступом в зоне полюсной поверхности; на поверхность смазочного слоя наносят твердеющую оболочку; шарову головку со смазочным слоем и оболоч кой вводят в форму для корпуса, и зазор мезкду оболочкой и корпусом заполняют твердеющим материалом; то ка каплепадения материала смазочног слоя выше температуры обработки материала оболочки; температура плавления материала оболочки выше темпера туры обработкиматериала для корпуса. В качестве метариала смазочного слоя используют материал на основе литиевого мыла. В качестве материала смазочного слоя используют дисульфид мол1 бдена В качестве материала для твердеющей оболочки используют синтетически материал, выбранный из группы - поли оксиметилен, полиуретан, полиамид, политетрафторэтилен, поливинилхлорид ацетатсополимер, полиэтилен, вый металл с низкой температурой плавления. В качестве подшипникового металла с низкой температурой плавления использу1от сплав на основе свинца и олова. В качестве материала для корпуса шарнира используют синтетический материал , усиленный стекловолокном прессовочных масс из эпоксидных или полиэфирных смол. в качестве материала для корпуса шарнира используют металл с низкой температурой плавления. В качестве материала для корпуса шарнира используют сплав на основе свинца и олова. Нанесение смазочного слоя и покрытие твердеющей оболочкой осуществляют либо погружением, либо шприцеванием , либо наплавлением. Пример. Шаровую головку с полюсной поверхностью, нагретую до температуры 30 - 50 С погружают в ванну с консистентной смазкой. Для образования смазочного слоя применяют либо смазочное средство с точкой затвердевания - 40°С и точкой каплепадения + 170°С. Затем осуществляют выпаривание диспергатора, твердеющую оболочку нацосят при комнатной температуре в виде эмульсии посредством ручного пистолета-распылителя . Эмульсия состоит из поливинилхлорацетатного сополимера с агентом набухания или растворителем. Остаточные твердые частицы эмульсии спекйют под действием температурного воздействия до образования твердой пленкой. Эта пленка пр1иобретает окончательную прочность через несколько суток. Корпус изготавливают из термореактивной пластмассы путем пшрицевания . Шаровой шарнир работает следующим образом. После первых разворотов цапфы относительно корпуса часть твердеющей оболочки в области выпета шарнира разрушается, а избыточное смазочное средство может выдавливаться в зазор между оболочкой и шаровой головкой . В результате выполнения смазочного слоя с двусторонним выступом в зоне полюсной поверхности, а также нанесения твердеющей оболочки, влутренние поверхности которой по форме выполнены ответными наружным поверхностям смазочного слоя, обеспечивается возможность снижения точности изготовления и чистоты поверхностей Фий.2.
шаровой головки, устраняется необходимость подгонки сопряженнь1х поверхностей шаровой .головки и корпуса ,что и обеспечивает снижение трудоемкости изготовления шарнира в целом. 7 /2
Фиг.3
Фиг.
Фиг. 5

Комментарии