Установка для получения стекловаты и система распыления продуктов на волокна, предусмотренная в такой установке - RU2775295C1
Код документа: RU2775295C1
Чертежи



Описание
Изобретение относится к области производства стекловаты, более конкретно оно относится к операциям распыления и соответствующим системам распыления проклеивающей композиции и противопылевого агента между стекловолокнами и/или на них.
Установки по производству стекловаты обычно содержат несколько последовательных узлов, в том числе узел плавления, где образуется расплавленное стекло, узел волокнообразования, где создается стекловолокно, узел проклейки, где волокна соединяют друг с другом посредством добавления проклеивающей композиции, и узел сшивки, где мат связанных друг с другом волокон, полученный ранее, преобразуют путем нагрева с образованием стекловаты.
В одном частном варианте осуществления узлов волокнообразования расплавленное стекло осаждается на вращающийся барабан, который образует в узле волокнообразования устройство центрифугирования и наружу которого выходят стекловолокна и опускаются в направлении конвейера под действием нисходящего воздушного потока.
На пути волокон, опускающихся на этот конвейер, распыляется проклеивающая композиция, участвуя в образовании связующего на пути волокон. Чтобы избежать испарения проклеивающей композиции, можно осуществить операцию охлаждения проклеиваемых волокон путем распыления охлаждающей жидкости, в частности, воды, после операции проклеивания. Охлажденные проклеенные волокна падают на конвейер, и образованный в результате мат направляется затем в печь, образующую узел сшивки, в которой мат сушится и одновременно подвергается особой термической обработке, приводящей к полимеризации (или отверждению) связующей смолы, присутствующей на поверхности волокон.
Затем предусмотрена резка непрерывного мата стекловаты для получения, например, термо- и/или звукоизоляционных панелей или рулонов.
Выброс связующего контролируется в момент прохождения волокон, подлежащих проклеиванию. Из уровня техники, в частности, из документа EP1807259 известно устройство распыления связующего, содержащее две кольцевые рампы, несущие распылительные сопла и внутри которых последовательно проходят стекловолокна. Первая рампа соединена с резервуаром связующего, и каждое распылительное сопло, относящееся к этой первой рампе, выполнено так, чтобы, с одной стороны, принимать некоторое количество связующего, а с другой стороны, принимать некоторое количество сжатого воздуха через независимую подачу для выброса связующего при прохождении стекловолокон.
Кроме того, известно о сочетании проклеивающей композиции с жировыми веществами, например, минеральным маслом, силиконовым маслом или растительным маслом, эмульгированным или нет, которые способны задерживать пыль. Это относится, в частности, к случаю, когда установка позволяет получать стекловату, которая предназначена, в частности, для применения в быту, и для пользователей желательно, чтобы конечный продукт выделял меньше пыли.
Чтобы обеспечить однородную смесь масла с водной проклеивающей композицией, и чтобы количество нанесенных противопылевых агентов не менялось со временем, известно о приготовлении масла в виде эмульсии "масло в воде", стабилизированной или нет поверхностно-активными веществами.
Документ WO 2010/120748 описывает связующее, в котором масло находится в виде эмульсии, имея в виду его противопылевые свойства. Этот документ направлен на описание связующей композиции, содержащей определенную долю масла в своем массовом составе, чтобы обеспечить получение мягкого на ощупь конечного волокнистого продукта, который демонстрирует малую потерю волокон. Задается количество масла, присутствующего в конечном продукте, и уточняется, что эмульсию масла можно вводить в систему волокон одновременно со связующим или после него, однако информация об этапе нанесения масляной эмульсии на систему волокон не раскрывается.
Документ WO2018/042085 описывает связующее, в котором масло, находящееся в виде эмульсии, добавляется так, чтобы иметь калиброванный диаметр масляных капель. В этом документе представлена информация о калибровке капель и обсуждается, как смешивать проклеивающую композицию с эмульсиями "масло в воде", чтобы образовать противопылевой агент. В этом документе нанесение проклеивающей композиции на волокна стекловаты осуществляется с помощью распылительной рампы, содержащей множество сопел. В первом примере осуществления, представленном в документе WO2018/042085, эмульсию "масло в воде" вводят в проклеивающую композицию путем впрыскивания потока эмульсии "масло в воде" в поток проклеивающей композиция, подаваемый в распылительную рампу. Во втором примере осуществления эмульсию "масло в воде" добавляют в резервуар, содержащий проклеивающую композицию, и полученную смесь до распылительной рампы перемешивают до получения однородного распределения масляных капель.
В каждом из этих документов масло находится в или на торе стекловолокон в виде капелек масла, захваченных в капли воды или связующего.
Однако обычно предполагается, что фракция масла, эффективная для удержания пыли, представляет собой фракцию, которая распределена по поверхности слоя связующего, затвердевшего в конце стадии спекания, то есть на поверхности, образующей границу раздела между связующим и воздухом. Следовательно, масло должно отделяться, на этапе нанесения на волокна или сразу после него, от других ингредиентов, присутствующих в связующем, чтобы образовать поверхностный слой, покрывающий слой связующего. Действительно, масляные капли, захваченные в отвержденное связующее, не будут эффективными для удерживания частиц пыли.
Настоящее изобретение вписывается в этот контекст, и его целью является предложить способ и соответствующую систему для распыления на стекловолокна композиции связующего и противопылевого агента, что обеспечить лучшее удаление пыли и, в частности, более быстрое установление противопылевых свойств.
Кроме того, что касается связующего, известно об использовании связующих на основе фенольных соединений, для которых как распыление связующего, смешение связующего с волокнами, так и прохождение этих проклеенных волокон через печь легко регулируется производителями. Фенольные смолы, использующиеся в течение многих десятилетий в качестве связующих, все больше заменяются продуктами из возобновляемых источников, не выделяющих или выделяющих очень мало формальдегида, которые называются также "зелеными связующими". Так, например, из документов US 8197587 и US 2011/0223364 известно о связывании стекловолокон водными проклеивающими композициями, не включающими формальдегида и содержащими в качестве термореактивных реагентов углеводы и поликарбоновые кислоты.
Следует отметить, что настоящее изобретение подходит для использования связующего на основе продуктов биологического происхождения, то есть связующего без фенольных компонентов и, следовательно, более экологичного, для образования "зеленого связующего" (известного также под английским названием Green Binder). Хотя с точки зрения экологии использование зеленого связующего менее проблематично, чем связующего фенольного типа, авторы настоящего изобретения установили, что распыление стало более сложным, так как компоненты этого зеленого связующего образуют более вязкое связующее, чем связующее фенольного типа. Поэтому в зеленое связующее перед его распылением на тор волокон необходимо добавлять воду. Это дополнительное внесение воды может создавать проблемы с испарением в узлах, следующих за узлом проклейки.
Настоящее изобретение вписывается также и в этот контекст и направлено на разработку способа и соответствующей системы для распыления на стекловолокна связующей композиции и противопылевого агента, что позволит управлять количеством воды, использующейся в процессе получения стекловаты, в частности, обеспечить контролируемую подачу воды перед печью.
Изобретение относится к системе распыления продуктов на стекловолокна, предназначенной для распыления на волокна по меньшей мере одной проклеивающей композиции и противопылевого агента. Распылительная система содержит два отдельных кольцевых распыляющих элемента, размещенных последовательно по пути движения стекловолокон, причем указанные два распыляющих элемента включают: первый кольцевой элемент для распыления проклеивающей композиции и второй кольцевой элемент для распыления противопылевого агента, реализованные соответственно как по меньшей мере одна особая кольцевая рампа, окружающая стекловолокна, на которые распыляются указанные продукты, причем второй кольцевой элемент для распыления противопылевого агента находится за первым кольцевым элементом для распыления проклеивающей композиции в направлении движения стекловолокон.
Таким образом, система распыления продуктов позволяет независимо распылять противопылевой агент, что облегчает распределение этого агента на внешней поверхности стекловолокон, проклеенных связующим, и что, таким образом, приводит к лучшему воздействию этого агента на пыль. В частности, разделение этапов распыления связующего и противопылевого агента и их последовательность с распылением противопылевого агента после распыления связующего позволяет обеспечить размещение противопылевого агента на поверхности проклеенных стекловолокон, образующих тор стекловолокон, проходящий напротив элементов, распыляющих продукты, и указанный противопылевой агент не погружается в толщу связующего на проклеенных стекловолокнах. Эффективность противопылевого агента улучшается.
В соответствии с одним признаком изобретения, противопылевой агент является цельным маслом. Под цельным маслом понимается масло, которое не разбавляется и не вводится в стекловолокна в виде эмульсии. Наличие двух разных распыляющих элементов в системе распыления продуктов облегчает распыление цельного масла, высокая вязкость которого требует особого перемещения и распыления.
Очевидно, тот факт, что распределение противопылевого агента реализуется раздельно от распределения проклеивающей композиции, позволяет выбирать, например, в зависимости от типа используемой проклеивающей композиции, в какой форме противопылевой агент и, более конкретно, минеральное масло, силиконовое масло или растительное масло должно доставляться в распыляющий элемент. Так, в случае проклеивающей композиции в форме связующего на основе продуктов биологического происхождения, которые, как уже указывалось выше, требуют повышенного количества воды для облегчения распределения в системе стекловолокон, может быть предпочтительным распылять цельное масло без эмульсии, чтобы ограничить количество воды, присутствующей в конечном счете в мате стекловолокон, направляемом в печь. Это ограничение позволит, с одной стороны, повысить качество конечного продукта, а с другой стороны, сэкономить на транспортировке масла к месту производства, так как транспортировать теперь нужно только масло, а не масло и воду, что требуется в случае эмульсии.
Выбор цельного масла, а не эмульсии "масло в воде", подразумевает также, что масло будет доступно напрямую, без необходимости миграции капелек масла, захваченным каплями воды, на поверхность. Это также означает отсутствие поверхностно-активных веществ, требующихся для эмульсии, в проклеенных стекловолокнах. Можно отметить и другие преимущества, такие, в качестве неограничивающих примеров, как то, что при использовании цельного масла нет необходимости в перемешивании в резервуаре для хранения масла, или то, что в этом резервуаре для хранения цельного масла снижается размножение бактерий.
Кроме того, использование цельного масла значительно снижает чувствительность к колебаниям температуры. В отличие от эмульгированного масла, когда может происходить разрушение эмульсии, гелеобразование или нагревание цельного масла будет менее критичным, поскольку это явление будет обратимым при повторном нагревании жидкости.
Следует также отметить, что стабильность жидкости в случае использования цельного масла является более надежной, чем в случае эмульгированного масла, когда важно использовать масло в течение периода короткой или средней длительности во избежание потери эмульгированного масла в предписанных условиях.
В соответствии с различными признаками изобретения, рассматриваемыми по отдельности или в комбинации, можно предусмотреть, чтобы:
- по меньшей мере второй кольцевой элемент для распыления противопылевого агента был выполнен так, чтобы кольцевая рампа содержала два разных распределительных контура, из которых первый распределительный контур позволяет доставлять противопылевой агент, а второй распределительный контур позволяет доставлять сжатый воздух; понятно, что согласно изобретению один распределительный контур предназначен специально для транспортировки противопылевого агента, поэтому можно использовать как особые насосы, так и средства контроля температуры, поскольку изменение температуры распределения этого противопылевого агента и, в частности, цельного масла, позволяет изменять его вязкость и степень его проникновения в стекловолокна;
- среднее сечение первого распределительного контура имеет меньший диаметр, чем среднее сечение второго распределительного контура;
- второй кольцевой элемент для распыления противопылевого агента содержит несколько распылительных устройств, установленных между двумя распределительными контурами так, чтобы гидравлически сообщаться с каждым из указанных распределительных контуров;
- распылительные устройства представляют собой сопла с внешним перемешиванием; эти сопла особенно хорошо подходят для распыления противопылевого агента высокой вязкости;
- распылительные устройства могут быть выполнены так, чтобы выбрасывать плоскую струю; следует отметить, что выбор таких сопел позволяет достичь более однородного распыления с перекрыванием струй;
- кольцевая рампа, образующая второй кольцевой элемент для распыления противопылевого агента, имеет единственную подачу и множество отверстий, сообщающихся соответственно с распылительным устройством.
В соответствии с одним признаком изобретения, кольцевые элементы для распыления противопылевого агента и проклеивающей композиции реализованы отдельно посредством кольцевых рамп, при этом проходное сечение кольцевой рампы, предназначенной для распыления противопылевого агента, меньше, чем проходное сечение кольцевой рампы, предназначенной для распыления проклеивающей композиции. В связи с этой характеристикой следует отметить, что эти два разных кольцевых распыляющих элементов согласно изобретению имеют близкие кольцевые формы, что облегчает встраивание распылительного устройства, содержащего эти два кольцевых распыляющих элемента, в установку для производства стекловаты. Однако, хотя кольцевые формы являются похожими, следует отметить, что их размеры отличаются, чтобы адаптировать один из распыляющих элементов к специфике противопылевого агента, в частности, цельного масла, когда оно используется. Вязкость такого масла подразумевает намного меньший расход, чем расход проклеивающей композиции, поэтому желательно уменьшить проходное сечение распыляющего элемента, предназначенного для распыления масла, по сравнению с распыляющим элементом, предназначенным для распыления проклеивающей композиции.
Согласно изобретению, можно предусмотреть, в качестве неограничивающих примеров, чтобы второй кольцевой распыляющий элемент содержал распылительные устройства, и чтобы скорость циркуляции противопылевого агента составляла от 0,1 до 10 кг/ч на устройство, более конкретно от 0,2 до 3 кг/ч на устройство. Конкретное значение этой скорости может составлять, в частности, порядка 1 кг/ч на устройство.
Кроме того, в качестве неограничивающих примеров можно предусмотреть, чтобы первый кольцевой распыляющий элемент содержал распыляющие сопла, и чтобы скорость циркуляции проклеивающей композиции составляла от 10 кг/ч до 300 кг/ч на сопло, более конкретно от 50 до 150 кг/ч на сопло. Конкретное значение этой скорости может составлять, в частности, порядка 50-70 кг/ч на сопло.
В соответствии с одним признаком изобретения, динамическая вязкость противопылевого агента, подходящего для распыления на предварительно проклеенные волокна, измеряемая в сантипуазах (сП) при заданной температура противопылевого агента, равной 20°C, может составлять от 50 до 3000 сП, в частности, составляет от 200 до 2500 сП. Более конкретно, такая динамическая вязкость масла может составлять от 300 до 2100 сП, в частности, от 300 до 600 сП при 20°C. Преимуществом является то, что вязкость падает с повышением температуры. Таким образом, можно с успехом использовать масло, вязкость которого при 40°C составляет менее 200 сП, предпочтительно ниже 140 сП при 40°C.
В соответствии с одним признаком изобретения, распылительные устройства и сопла распределены равномерно на кольцевой рампе, предназначенной для распыления противопылевого агента, и на кольцевой рампе, предназначенной для распыления проклеивающей композиции, причем число устройств распыления, распределенных на кольцевой рампе, предназначенной для распыления противопылевого агента, меньше числа распылительных сопел, распределенных на кольцевой рампе, предназначенной для распыления проклеивающей композиции.
В соответствии с одним признаком изобретения, число распылительных устройств, распределенных на кольцевой рампе, предназначенной для распыления противопылевого агента, составляет от 5 до 15, а число распылительных сопел, распределенных на кольцевой рампе, предназначенной для распыления проклеивающей композиции, составляет от 5 до 42, при этом число может меняться, в частности, в зависимости от типа используемых распылительных сопел.
Например, число распылительных устройств, предусмотренных на кольцевой рампе, предназначенной для распыления противопылевого агента, может быть равно 8, тогда как число распылительных сопел, предусмотренных на кольцевой рампе, предназначенной для распыления проклеивающей композиции, может быть равно 7 или 9 для первого типа сопел и равно 16 или 24 для второго типа сопел.
Изобретение относится также к установке для производства стекловаты, содержащей описанную выше систему распыления продуктов на стекловолокна. Установка имеет такую конфигурацию, что распылительная система находится на пути движения стекловолокон на выходе узла волокнообразования и до конвейера, предназначенного для доставки в печь стекловолокон, на которые были распылены указанные продукты.
В соответствии с одним признаком изобретения, в случае когда распылительная система предназначена для распыления цельного, то есть не эмульгированного, масла, установка может содержать резервуар цельного масла, напрямую соединенный со вторым кольцевым элементом для распыления противопылевого агента. Кроме того, можно предусмотреть насос, а при необходимости также устройство измерения температуры масла, подаваемого в распыляющий элемент.
Изобретение относится также к способу получения стекловаты, в соответствии с которым на выходе из узла волокнообразования, где расплавленное стекло преобразуется в стекловолокна, последовательно распыляют проклеивающую композицию, а затем цельное масло, образующее противопылевой агент.
В соответствии с одной характеристикой этого способа по изобретению, распыление цельного масла осуществляется в промежутке между распылением проклеивающей композиции и этапом отверждения мата проклеенных и промасленных стекловолокон.
Таким образом, этап распыления масла, образующего противопылевой агент, выполняется как можно ближе к этапу распыления проклеивающей композиции, чтобы как можно быстрее предотвратить образование пыли в проклеенных волокнах. Поэтому этап распыления масла предпочтительно проводить до печи, в которой проклеивающая композиция завершает отверждение.
Другие характеристики, детали и преимущества настоящего изобретения выявляются более четко при прочтении подробного описания, приводимого ниже для сведения, в связи с различными примерами осуществления изобретения, проиллюстрированными на следующих фигурах.
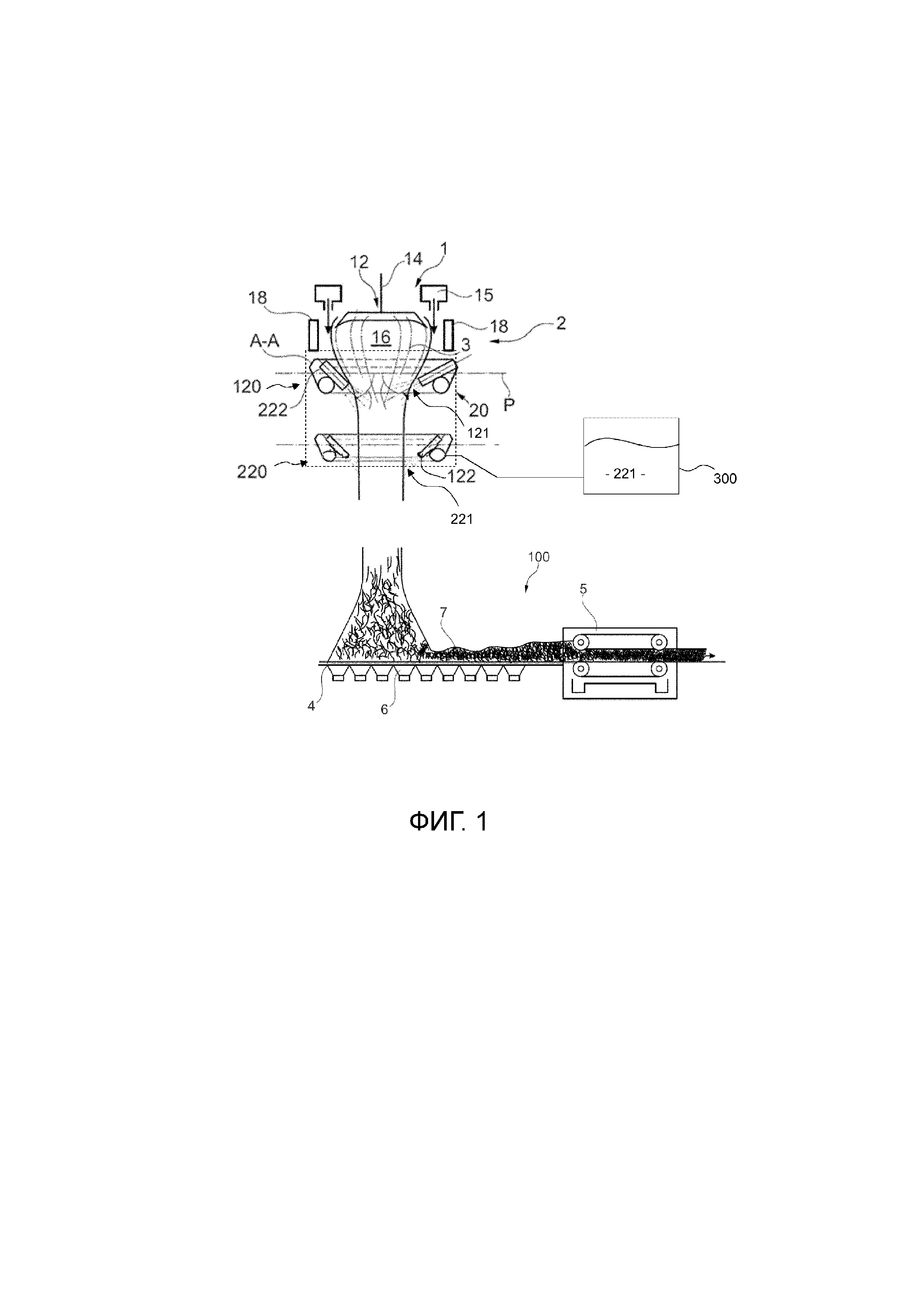
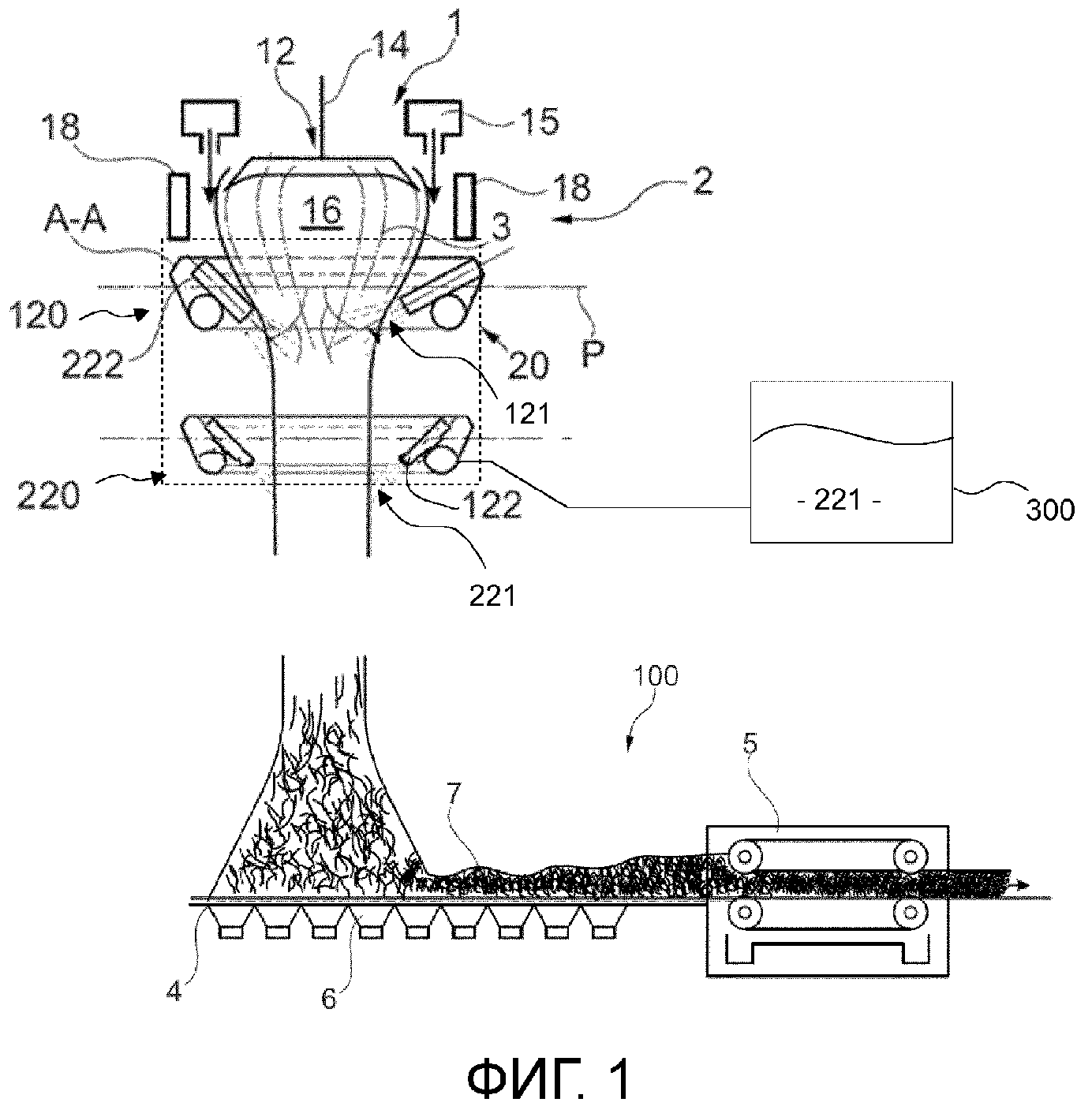
Фигура 1 схематически показывает часть установки для производства стекловаты, иллюстрируя, в частности, распылительную систему в соответствии с одним аспектом изобретению, в котором проклеивающая композиция, а затем противопылевой агент распыляются на тор волокон посредством двух последовательных кольцевых распыляющих элементов.
Фигура 2 показывает детализированный вид распылительной системы, схематически показанной на фигуре 1, что позволяет лучше разглядеть два кольцевых распыляющих элемента.
Фигура 3 показывает вид в перспективе кольцевого распыляющего элемента, предназначенного для распыления противопылевого агента в соответствии с одним аспектом изобретения и образующего часть распылительной системы с фигуры 2.
Фигуры 4 и 5 показывают виды в разрезе распылительного сопла, которым снабжены оба кольцевых распыляющих элемента.
Фигура 6 является гистограммой, показывающей результаты испытаний на наличие пыли в объеме волокон, проходящих через стандартную распылительную систему и распылительную систему согласно изобретению.
Изобретение относится к применению особых устройств для последовательного распыления проклеивающей композиции, или связующего, и противопылевого агента на тор стекловолокон. Как будет описано ниже, противопылевой агент распыляется отдельно от связующего после него, чтобы он находился на поверхности стекловолокон, и чтобы эффективность его противопылевого действия проявлялась немедленно.
На фиг. 1 показана часть установки 100 для производства стекловаты, более конкретно, различные последовательные узлы, участвующие в создании изоляционного мата, состоящего из проклеенных стекловолокон, образующего изоляционный материал типа стекловаты.
Первый узел, называемый узлом 1 волокнообразования, включает получение волокон с помощью барабана центрифуги, за ним находится второй узел, называемый узлом 2 проклеивания, в котором, согласно изобретению, с одной стороны реализуется проклеивание полученных ранее волокон 3 связующим, в данном случае "зеленым связующим", чтобы соединить их между собой, а с другой стороны, распыление масла в непосредственном контакте со стекловолокнами.
Проклеенные и промасленные волокна вводятся в узел формования на конвейере 4, который доставляет их в печь, образующую узел 5 сшивки, внутри печи волокна нагреваются для сшивки связующего.
Конвейер 4 является проницаемым для газов и воды, он проходит над всасывающими камерами 6, предназначенными для всасывания газов, таких как воздух, дымовые газы, а также избыточных водных композиций, образующихся в вышеописанном процессе волокнообразования. В результате на конвейере 4 формируется мат 7 из волокон стекловаты, тщательно перемешанных с проклеивающей композицией. Мат 7 проводится на конвейере 4 до печи, образующей узел 5 сшивки связующего.
В данном примере узел 1 волокнообразования предназначен для осуществления процесса образования волокон путем внутреннего центрифугирования. Понятно, что с использованием следующих принципов может применяться любой тип центрифугирования и соответствующие ему центрифуги, если только на выходе центрифуги будут получены волокна, которые проводят в узел проклейки.
В качестве примера, показанного на фигуре 1, расплавленное стекло может подаваться в виде струи 14 из плавильной печи и сначала собираться в центрифуге 12, а затем выходить через отверстия в боковой стенке барабана в виде множества филаментов, увлеченных во вращение. Кроме того, центрифуга 12 окружена кольцевой горелкой 15, которая создает на периферии стенки центрифуги поток газа высокой скорости и с достаточно высокой температурой, чтобы вытягивать филаменты стекла с получением волокон в виде тора 16.
Следует понимать, что приведенный выше пример узла волокнообразования является иллюстративным и не ограничивает изобретение, и что можно также предусмотреть способ волокнообразования путем внутреннего центрифугирования с корзиной и перфорированным дном, или с барабаном с цельным дном, если только расплавленное стекло вытягивается путем центрифугирования, чтобы затем распространяться в виде тора 16 волокон в узле проклеивания.
Кроме того, для узла волокнообразования можно предусмотреть и другие неограничивающие варианты изобретения, в частности, альтернативные или дополнительные средства в отношении кольцевой горелки, например, нагревательные средства 18, например, индуктивного типа, служащие для поддержания стекла и центрифуги при надлежащей температуре.
Тор 16 волокон, образованный в результате на выходе узла волокнообразования, проводится затем в особую распылительную систему 20 согласно изобретению, отличающуюся тем, что она содержит два разных кольцевых распыляющих элемента 120, 220, размещенных последовательно по пути прохождения тора волокон.
Первый кольцевой распыляющий элемент 120 предусмотрен, чтобы окружать тор волокон и позволить распыление проклеивающей композиции 121, образованной, например, из "зеленого связующего", при этом первый кольцевой распыляющий элемент далее будет называться проклеивающим устройством 120, при этом на фиг. 1 показано всего два распылительных сопла 122 устройства 120.
Второй кольцевой распыляющий элемент 220 предусмотрен, чтобы окружать тор волокон, выходящих из первого кольцевого распыляющего элемента, и позволить распыление масла 221, например, цельного масла, при этом второй кольцевой распыляющий элемент далее будет называться устройством 220 распыления масла, при этом на фиг. 1 показано всего два распылительных устройства 222 устройства 220.
Далее, обратившись, в частности, к фиг. 2 и фиг. 5, опишем сначала первый кольцевой распыляющий элемент, или проклеивающее устройство 120, а затем, обратившись, в частности, к фигурам 2-4, опишем второй кольцевой распыляющий элемент, или устройство 220 распыления масла.
Проклеивающее устройство 120 содержит кольцевую рампу, имеющую в целом форму тела вращения вокруг оси вращения X-X. Рампа содержит два разных распределительных контура, смещенных вдоль оси вращения X-X, и множество распылительных сопел 122, находящихся между этими двумя распределительными контурами и предназначенных обеспечить гидродинамическое сообщение с распределительными контурами.
В показанном примере кольцевая рампа проклеивающего устройства 120 содержит, в частности, первую кольцевую трубу 123, внутри которой устроен первый распределительный контур, обеспечивающий циркуляцию проклеивающей композиции, а также вторую кольцевую трубу 125, проходящую в плоскости вращения, перпендикулярной оси вращения X-X кольцевой рампы и параллельной оси вращения первой кольцевой трубы 123. Определим на будущее плоскость вращения P кольцевого распыляющего устройства как одну из только что описанных плоскостей вращения или как по меньшей мере одну плоскость, параллельную им.
Внутри этой второй кольцевой трубы 125 предусмотрен второй распределительный контур, обеспечивающий циркуляцию сжатого воздуха и способный распылять проклеивающую композицию 121 на волокна, проходящие через проклеивающее устройство 120.
Первая кольцевая труба 123 имеет трубчатую форму, причем ее внутренняя стенка, ограничивающая первый распределительный контур, имеет постоянное или по существу постоянное сечение по всему периметру трубы. Под по существу постоянным сечением понимается сечение, размеры которого меняются менее чем на 5%. В качестве показательного примера средний диаметр D1 сечения первой кольцевой трубы может составлять от 15 мм до 30 мм.
Первая кольцевая труба 123 имеет единственную зону подачи 127, к которой приварена труба 128 для подачи проклеивающей композиции, соединенная на ее другом конце с резервуаром проклеивающей композиции (не показан).
В данном примере проклеивающая композиция представляет собой связующее с низким содержанием формальдегида, предпочтительно даже без формальдегида, что ниже будет называться связующим на основе продуктов биологического происхождения, или "зеленым связующим", причем следует отметить, что вязкость этих продуктов биологического происхождения предусматривает использование большого количества воды для разбавления системы и образования связующего, которое можно распылять через сопла.
Подающая труба 128, через которую "зеленое связующее", или же связующее на основе продуктов биологического происхождения доставляется в проклеивающее устройство, размещено в данном случае параллельно оси вращения кольцевой распределительной рампы, но следует понимать, что подачу можно организовать и по-другому, не выходя за рамки изобретения. Однако следует отметить, что в соответствии с одним признаком изобретения, "зеленое связующее" вводится в первый распределительный контур первой кольцевой трубы через единственную зону подачи, причем "зеленое связующее" предназначено также для циркуляции по всему первому распределительному контуру.
Первая кольцевая труба 123, ограничивающая первый распределительный контур, содержит также множество выпускных отверстий, равномерно распределенных по всему периметру первой кольцевой трубы. Как будет более подробно описано ниже, каждое из этих выпускных отверстий заканчивается на распылительном сопле 122, обеспечивая его гидравлическое сообщение с первым распределительным контуром через соответствующее выпускное отверстие.
Из сказанного выше следует, что первая кольцевая труба 123 предназначена для распределения "зеленого связующего" в направлении распылительных сопел 122.
Кроме того, вторая кольцевая труба 125 имеет трубчатую форму, и ее внутренняя стенка, ограничивающая второй распределительный контур, имеет постоянное или по существу постоянное сечение по всему периметру трубы. Под по существу постоянным сечением понимается сечение, размеры которого меняются менее чем на 5%. В качестве показательного примера средний диаметр D2 сечения второй кольцевой трубы может составлять от 30 мм до 50 мм.
Как и первая кольцевая труба, вторая кольцевая труба 125 имеет единственную зону подачи 131, к которой присоединен патрубок 131’ для подвода сжатого воздуха.
Патрубок 131’ для подвода сжатого воздуха расположен параллельно оси вращения кольцевой распределительной рампы и параллельно трубе 128 подачи "зеленого связующего", но понятно, что подачу сжатого воздуха можно организовать и иначе, не выходя за пределы объема изобретения. Однако следует отметить, что в соответствии с одним признаком изобретения, сжатый воздух нагнетается во второй распределительный контур второй кольцевой трубы через единственную зону подачи, при этом предусмотрена циркуляция сжатого воздуха по всему периметру второго распределительного контура.
Вторая кольцевая труба 125, ограничивающая второй распределительный контур, содержит также множество выпускных отверстий, равномерно распределенных по всему периметру второй кольцевой трубы. Аналогично тому, что было описано для первой кольцевой трубы 123, каждое из этих выпускных отверстий заканчивается на распылительном сопле 122, способном гидравлически сообщаться со вторым распределительным контуром через соответствующее выпускное отверстие, причем каждое из распылительных сопел 122 проклеивающего устройства 120 гидравлически сообщается, во-первых, с первым распределительным контуром, а во-вторых, со вторым распределительным контуром.
Из изложенного выше следует, что вторая кольцевая труба 125 предназначена для распределения сжатого воздуха в направлении распылительных сопел 122.
Указанная вторая кольцевая труба 125, ограничивающая второй распределительный контур, предназначенный для циркуляции сжатого воздуха, расположена выше первой кольцевой трубы 123, ограничивающей первый распределительный контур, предназначенный для циркуляции проклеивающей композиции. Для облегчения понимания приведенных выше терминов обратимся к расположению проклеивающего устройства в установке.
Диаметр кольца, образуемого первой кольцевой трубой, больше соответствующего диаметра второй кольцевой трубы, так что эти две кольцевые трубы располагаются одна над другой с радиальным смещением, чтобы вторая кольцевая труба находилась ближе к центру, чем первая кольцевая труба. Это приводит к наклонной ориентации, относительно оси вращения кольцевой рампы, распылительных сопел 122, каждое из которых неразъемно соединено с двумя кольцевыми трубами. Можно предусмотреть разные варианты осуществления, в которых распылительные сопла закреплены на кольцевых трубах так, чтобы их углы наклона к оси вращения были постоянными по всему периметру кольцевого распылительного устройства, или же так, чтобы угол наклона менялся от сопла к соплу.
Первая и вторая кольцевые трубы имеют такую конструкцию, чтобы их внутренние стенки, ограничивающие соответственно первый и второй распределительные контуры, имели разные средние сечения. В частности, внутренняя стенка второй трубы задает среднее сечение с большим диаметром, чем диаметр среднего сечения внутренней стенки первой кольцевой трубы. Таким образом, проходное сечение для "зеленого связующего" меньше, чем проходное сечение для сжатого воздуха. Такая особенность позволяет гарантировать, что более узкий первый распределительный контур будет всегда заполнен связующим и не будет сбоев подачи в распылительные сопла. Кроме того, меньший размер первого распределительного контура позволяет повысить скорость движения "зеленого связующего" в первом контуре и, таким образом, предотвратить возможное засорение первой кольцевой трубы.
В этом же контексте следует отметить различия между первой кольцевой трубой и второй кольцевой трубой. Как уже указывалось выше, обе кольцевые трубы имеют постоянное среднее сечение. Понятно, что вязкие свойства компонентов создают риск их прилипания к любым заметным шероховатостям внутри кольцевой трубы, и что контекст использования этих зеленых связующих в кольцевом распылительном устройстве согласно изобретению требует учета шероховатости поверхности и размера кольцевой трубы, в которой будет циркулировать зеленое связующее.
Кольцевые трубы 123, 125 расположены одна над другой так, чтобы первые выпускные отверстия первого распределительного контура и вторые выпускные отверстия второго распределительного контура накладывались друг на друга по оси, то есть чтобы они имели одинаковые угловые распределения вокруг соответствующей оси вращения контура.
Таким образом, распылительное сопло 122, гидравлически связывающее первое выпускное отверстие первого распределительного контура со вторым выпускным отверстием второго распределительного контура, проходит в осевом направлении, то есть в плоскости, содержащей ось вращения X-X кольцевой рампы.
Распылительное сопло 122 содержит корпус 132, который расположен между двумя кольцевыми трубами, жидкостное сопло, которое проходит через корпус 132 вдоль оси ориентации A-A и на свободном конце которого находится распылительная головка, или воздушный колпачок, способный распылять связующее на основе продуктов биологического происхождения, или "зеленое связующее", в виде плоской струи.
Все распылительные сопла 122 расположены так, чтобы иметь угол наклона α между осью ориентации A-A жидкостного сопла и плоскостью вращения P кольцевого распылительного устройства, равный в данном примере 40°. Вообще говоря, распылительные сопла могут иметь один общий угол наклона, составляющий от 0 до 80°.
Корпус 132 каждого распылительного сопла 122 приваривают к кольцевым трубам после того, как их концы располагают напротив выпускных отверстий, образованных в каждой трубе.
Корпус 132 имеет в центре внутренние каналы, предназначенные для раздельной подачи сжатого воздуха и проклеивающей композиции вблизи распылительной головки, имеющей куполообразную форму, задающую камеру смешения на выходе жидкостного сопла, в которой сжатый воздух и проклеивающая композиция смешиваются, образуя капли, которые должны выбрасываться через распыляющую щель, имеющуюся в распылительной головке.
Понятно, что распылительное сопло 122 выполнено так, чтобы позволить гидравлическое сообщении между первым распределительным контуром первой кольцевой трубы 123 и вторым распределительным контуром второй кольцевой трубы 125, и что распыляющая щель, через которую связующее на основе продуктов биологического происхождения выходит из кольцевого распылительного устройства, предназначена для выброса проклеивающего аэрозоля на тор волокон и распределения этого аэрозоля в заданном угловом диапазоне.
Проклеивающее устройство, снабженное по меньшей мере одним распылительным соплом, какое описано выше, работает следующим образом. Соответствующие средства управления позволяют контролировать поступление "зеленого связующего" внутрь первого распределительного контура по подающей трубе 128. "Зеленое связующее" проталкивается, циркулируя по всему периметру кольцевой трубы, ограничивающей первый распределительный контур, и движется к каждому из первых отверстий 129, сообщающихся с распылительным соплом 122. "Зеленое связующее", попавшее в распылительное сопло 122, проходит внутрь жидкостного сопла и выталкивается к распылительной головке и камере смешения.
Одновременно соответствующие средства контроля позволяют управлять поступлением сжатого воздуха с желаемым расходом и давлением внутрь второго распределительного контура через подводящий патрубок 131’. Расход и давление воздуха определяются, в частности, в зависимости от дозировки проклеивающей композиции. Сжатый воздух принудительно циркулирует по всему периметру кольцевой трубы, ограничивающей второй распределительный контур, и движется к каждому из вторых отверстий, сообщающихся с распылительным соплом 122. Сжатый воздух, попавший в распылительное сопло 122, проталкивается в распределительном контуре на периферии жидкостного сопла к распылительной головке и камере смешения, где смесь сжатого воздуха и "зеленого связующего" участвует в распылении связующего, при этом регулирование расхода воздуха в зависимости от количества распыленного связующего, позволяет, в частности, изменять размер капель.
Из изложенного выше следует, что распылительные сопла 122, соответствующие первому кольцевому распыляющему элементу 120, имеют здесь конструкцию с внутренним перемешиванием, как показано в качестве примера на фиг. 5.
Проклеивающее устройство содержит множество распылительных сопел, равномерно распределенных по всему периметру рампы. В частности, проклеивающее устройство содержит ряд из 24 распылительных сопел, так что угловое расстояние между двумя последовательными соплами ряда составляет 15° а плоскости, перпендикулярной оси тора волокон.
Как описано выше и показано, в частности, на фиг. 2, устройство 220 распределения масла, образующее второй кольцевой распыляющий элемент, размещается после проклеивающего устройства 120 на пути движения стекловолокон.
Далее в связи, в частности, с фиг. 3, будет более подробно описано устройство 220 распределения масла, в первую очередь с обращением внимания на сходство конструкции обоих кольцевых распыляющих элементов.
Устройство 220 распределения масла содержит кольцевую рампу, в целом имеющую форму тела вращения вокруг оси вращения, параллельной и предпочтительно совпадающей с описанной выше осью вращения X-X. Предусмотрены два разных распределительных контура, смещенные на расстояние d по оси вращения X-X, аналогично распределительным контурам проклеивающего устройства, и множество распылительных устройств 222 размещено между этими двумя распределительными контурами, способные обеспечить гидравлическое сообщение с распределительными контурами.
В показанном примере кольцевая рампа устройства распределения масла содержит, в частности, первый трубчатый распределительный контур 223, предназначенный для обеспечения циркуляции противопылевого агента, в данном случае цельного масла, а также второй трубчатый распределительный контур 225, который проходит вдоль плоскости вращения, параллельной плоскости вращения первого трубчатого распределительного контура 223.
Второй трубчатый распределительный контур 225 выполнен так, чтобы обеспечить циркуляцию сжатого воздуха, предназначенного для распыления цельного масла на волокна, проходящие через распылительную систему согласно одному аспекту изобретения.
Первый трубчатый распределительный контур 223 имеет форму трубы, внутренняя стенка которой имеет постоянное или по существу постоянное сечение по всему периметру трубчатого контура. Под по существу постоянным сечением понимается сечение, размеры которого меняются менее чем на 5%. Величина среднего сечения первого трубчатого распределительного контура 223 будет указана ниже в связи с описанием конструктивных различий, имеющихся между двумя кольцевыми распыляющими элементами.
Первый трубчатый распределительный контур 223 имеет единственную зону подачи 231, к которой присоединена питающая труба 231’ для подачи цельного масла, соединенная на другом своем конце с резервуаром 300 цельного масла, схематически показанным на фиг. 1. В показанном примере противопылевой агент предпочтительно является цельным маслом, которое не требуется вводить в виде эмульсии, так что резервуар цельного масла напрямую соединен с первым трубчатым распределительным контуром 223, при этом между резервуаром масла и вторым кольцевом распыляющим элементом 220 специально предусмотрен насос, чтобы цельное масло, которое имеет высокую вязкость, могло достичь этого первого трубчатого распределительного контура.
Аналогично описанному выше для первого кольцевого распыляющего элемента, первый трубчатый распределительный контур 223 имеет множество выпускных отверстий, равномерно распределенных по всему периметру первого трубчатого распределительного контура, и каждое из этих выпускных отверстий заканчивается в распылительное устройство 222, находящееся в гидравлическом сообщении с первым трубчатым распределительным контуром через соответствующее выпускное отверстие.
Из изложенного выше следует, что первый трубчатый распределительный контур 223 предназначен для распределения противопылевого агента, в данном случае цельного масла, в направлении распылительных устройств 222.
Далее, второй трубчатый распределительный контур 225 имеет форму трубы, внутренняя стенка которой имеет постоянное или по существу постоянное сечение по всему периметру. Под по существу постоянным сечением понимается сечение, размеры которого меняются менее чем на 5%.
Как и первый трубчатый распределительный контур 223, второй трубчатый распределительный контур 225 имеет единственную зону подачи 227, с которой соединен питающий патрубок 228 для впуска сжатого воздуха. Здесь также сжатый воздух вводится во второй трубчатый распределительный контур через единственную зону подачи, при этом сжатый воздух предназначен для циркуляции по всему второму трубчатому распределительному контуру.
Здесь следует отметить, что из соображений экономии места подающая труба и подводящий патрубок, предусмотренные для второго кольцевого распыляющего элемента 220, имеют разные ориентации, в данном случае перпендикулярные ориентации подающей трубы и подводящего патрубка, предусмотренные для первого кольцевого распыляющего элемента 120.
Аналогично описанному выше для первого кольцевого распыляющего элемента, второй трубчатый распределительный контур 225 имеет множество выпускных отверстий, равномерно распределенных по всему второму трубчатому распределительному контуру, причем каждое из этих выпускных отверстий заканчивается в распылительное устройство 222, обеспечивая гидравлическое сообщение со вторым трубчатым распределительным контуром 225 через соответствующее выпускное отверстие.
Таким образом, каждое распылительное устройство 222 устройства 220 распределения масла находится в гидравлическом сообщении, во-первых, с первым трубчатым распределительным контуром 223, а во-вторых, со вторым трубчатым распределительным контуром 225.
Второй трубчатый распределительный контур 225, предназначенный для циркуляции сжатого воздуха, находится выше первого трубчатого распределительного контура 223, предназначенного для циркуляции масла. Для облегчения понимания приведенных выше терминов обратимся к расположению устройства распределения масла в установке. Второй трубчатый распределительный контур 225, расположенный над первым трубчатым распределительным контуром 223, находится как можно ближе к первому кольцевому распыляющему элементу 120, чтобы проклеенные стекловолокна проходили сначала через второй трубчатый распределительный контур, предназначенный для сжатого воздуха.
По аналогии с изложенным выше, диаметр кольца, образующего первый трубчатый распределительный контур, больше соответствующего диаметра второго трубчатого распределительного контура, так что эти два трубчатых элемента располагаются один над другим с радиальным смещением, чтобы второй трубчатый контур находился ближе к центру, чем первый трубчатый контур. Это приводит к наклонной ориентации распылительных устройств 222 относительно оси вращения кольцевой рампы. Можно также предусмотреть и другие варианты осуществления, в которых распылительные устройства закреплены на трубчатых контурах так, чтобы их углы наклона к плоскости вращения кольцевого устройства были постоянными по всему периметру кольцевого распыляющего элемента, или же так, чтобы угол наклона менялся от устройства к устройству. В одном частном примере осуществления предусмотрен постоянный угол наклона примерно 25°.
Трубчатые распределительные контуры 223, 225 расположены друг над другом таким образом, чтобы первые выпускные отверстия первого трубчатого контура и вторые выпускные отверстия второго трубчатого контура накладывались друг на друга по оси, то есть чтобы они были имели одинаковое угловое распределение вокруг оси вращения второго кольцевого распыляющего элемента 220.
Таким образом, распылительное устройство 222, которое соединяет гидравлически первое выпускное отверстие первого трубчатого контура со вторым выпускным отверстием второго трубчатого контура, проходит по оси, то есть в плосоксти, содержащей ось вращения X-X.
Как показано на фиг. 4, распылительное устройство 222 содержит корпус 232, находящийся между двумя трубчатыми контурами, и жидкостное сопло, которое проходит через этот корпус по оси ориентации A-A.
Все распылительные устройства 222 размещены так, чтобы угол наклона α между осью ориентации A-A жидкостного сопла и плоскостью вращения P кольцевого распылительного устройства составлял в данном случае 25°. Вообще говоря, распылительные устройства могут иметь угол наклона в интервале от 10° до 80°, в частности, от 25° до 60°. Еще более точный диапазон составляет от 25° до 45°, с упомянутым ранее предпочтительным значением 25°. Следует понимать, что величина наклона сопел каждой рампы должна, согласно изобретению, отвечать первому требованию, относящемуся к распылению на уровне каждой рампы, и второму требованию, относящемуся к комбинированному распылению обеих рамп. Первое требование состоит в том, что, с одной стороны, связующее и масло должны соответственно достигать тора волокон, так что угол наклона не может быть близок к 90°, что, с другой стороны, связующее и масло не должны поступать по существу перпендикулярно направлению течения тора волокон, чтобы не отскакивать и не возвращаться к распылительным устройствам, так что угол наклона не должен быть близок к 0°. Второе требование заключается в том, что углы наклона распылительных устройств и сопел должны позволять связующему воздействовать на тор волокон раньше, чем это сделает масло. Таким образом, предпочтительно, чтобы угол наклона распылительного устройства 22 был больше или равен углу наклона распылительных сопел.
Корпус 232 каждого распылительного устройства 222 приваривают к трубчатым контурам после того, как их концы будут размещены напротив выпускных отверстий, образованных в каждой трубе.
Распылительные устройства 222 отличаются от описанных выше распылительных сопел 122 тем, что они состоят из сопел с внешним перемешиванием. На фиг. 4 проиллюстрировано такое сопло с внешним перемешиванием, образующее соответственно распылительные устройства 222, находящиеся на втором кольцевом распыляющем элементе. В отличие от описанного выше, сопло с внешним перемешиванием не содержит камеры смешения, образованной воздушным колпачком, но имеет расширяющуюся зону выброса на конце жидкостного сопла, в которую заканчиваются концы каналов, транспортирующих сжатый воздух. Такое сопло с внешним перемешиванием особенно выгодно для распыления высоковязкого продукта.
Устройство распыления масла, снабженное по меньшей мере одним распылительным устройством, какое описано выше, работает следующим образом. Соответствующие средства управления позволяют контролировать поступление масла внутрь первого трубчатого распределительного контура 223 по подающей трубе 231’. Цельное масло принудительно циркулирует по всему трубчатому контуру и движется к каждому из первых отверстий, сообщающихся с распылительным устройством 222. Цельное масло, попавшее в распылительное устройство 222, проходит внутрь жидкостного сопла и проталкивается к расширяющейся зоне 234 выброса.
Одновременно, соответствующие средства контроля позволяют управлять поступлением сжатого воздуха с желаемым расходом и давлением внутрь второго распределительного контура 225 через подводящий патрубок 228. Расход и давление воздуха определяются, в частности, в зависимости от расхода масла. Сжатый воздух принудительно циркулирует по всему второму трубчатому распределительному контуру и движется к каждому из вторых отверстий, сообщающихся с распылительным устройством 222. Сжатый воздух, попавший в распылительное устройство 222, проталкивается в циркуляционные трубы на периферии жидкостного сопла, чтобы создавать возмущения на выходе из расширяющейся зоны 234 выброса цельного масла.
Устройство распределения масла отличается от проклеивающего устройства также числом распылительных устройств и сопел, распределенных через равные угловые расстояния. В частности, устройство распределения масла может содержать ряд из 8 распылительных устройств, так что угловое расстояние между двумя последовательными устройствами ряда составляет 45° в плоскости, перпендикулярной оси тора волокон, тогда как, напомним, проклеивающее устройство может содержать ряд из 24 распылительных сопел, так что угловое расстояние между двумя последовательными соплами ряда составляет 15° в плоскости, перпендикулярной оси тора волокон. Очевидно, что для равномерного распределения распылительных сопел, соответственно устройств, угловое расстояние равно частному от деления 360° на число предусмотренных сопел, соответственно устройств.
По аналогии с описанным выше, первый и второй трубчатые контуры распределения имеют такую конструкцию, что их внутренние стенки имеют разные сечения. В частности, среднее сечение внутренней стенки второй трубы имеет диаметр больше, чем диаметр среднего сечения внутренней стенки второй кольцевой трубы. Таким образом, проходное сечение для цельного масла меньше, чем проходное сечение для сжатого воздуха. Такая характеристика необходима из-за вязкости цельного масла и, как следствие, низкой скорости циркуляции, чтобы гарантировать, что в этом первом, более узком трубчатом распределительном контуре скорость масла будет достаточной, чтобы не было нехватки подачи в распылительные устройства.
По меньшей мере первый трубчатый распределительный контур 223 подвергается химической и/или механической операции удаления заусенцев, чтобы удалить выступы на уровне соединения выпускных отверстий 229 и подающей трубы на первом трубчатом распределительном контуре 223. Высокая вязкость цельного масла и низкая скорость циркуляции требуют высококачественной поверхности, чтобы избежать застаивания масла и его накопления внутри контура.
Следует отметить, что в распределительной системе согласно одному аспекту изобретения распыление масла производится отдельно от распыления связующего посредством особой кольцевой рампы, окружающей тор стекловолокон и находящейся за особой кольцевой рампой, предназначенной для распыления связующего. Таким образом, масло, распыляемое на стекловолокна, не покрывается связующим, что делает его пылеулавливающий эффект более эффективным.
Хотя для проклеивающего устройства и для устройства распыления масла используются кольцевые рампы одного и того же типа, следует отметить, что эти кольцевые рампы отличаются, в частности, размером труб, предназначенных для приема масла или связующего, чтобы адаптировать эти трубы к вязкости среды, циркулирующей внутри них. Они отличаются также их конструкцией и числом сопел, имеющихся на этих трубах.
Как показано, в частности, на фиг. 2, размеры кольцевой рампы, предназначенной для распыления противопылевого агента, то есть размеры второго кольцевого распыляющего элемента 220, меньше размеров кольцевой рампы, предназначенной для распыления проклеивающей композиции, то есть размеров первого кольцевого распыляющего элемента 120. В показанном примере, с одной стороны средний диаметр второго кольцевого распыляющего элемента 220, состоящего из двух наложенных друг на друга трубчатых распределительных контуров, меньше среднего диаметра первого кольцевого распыляющего элемента 120, состоящего из двух наложенных друг на друга кольцевых труб. С другой стороны, проходное сечение трубчатого распределительного контура, через который проходит масло во втором кольцевом распыляющем элементе 220, меньше проходного сечения кольцевой трубы, через которую проходит связующее в первом кольцевом распыляющем элементе 120.
Указанная разница размеров между кольцевыми распыляющими элементами 120, 220 является особенностью, связанной с разделением распыления связующего и масла в соответствии с изобретением, так как эти два продукта имеют разные свойства.
В частности, следует учитывать более высокую вязкость и меньший расход масла по сравнению с вязкостью и расходом связующего. Например, расход масла может составлять порядка 1 кг/час для распылительного устройства в сравнении с расходом порядка 60 кг/час для распылительного сопла в проклеивающем устройстве.
В качестве неограничивающего примера, представляющего разницу в размерах между кольцевыми распыляющими элементами, можно указать, что среднее сечение первого трубчатого распределительного контура 223 во втором кольцевом распыляющем элементе 220 может иметь диаметр D3 в интервале от 5 мм до 15 мм, тогда как, как упоминалось выше, среднее сечение первой кольцевой трубы 123 в первом кольцевом распыляющем элементе 120 может иметь диаметр D1 в интервале от 15 мм до 30 мм.
Сопла с внешним перемешиванием, образующие распылительные устройства, имеют такую конструкцию, чтобы создавать плоскую струю, то есть струю, которая простирается в основном направлении, здесь в первом направлении. Более конкретно, сопла выполнены так, чтобы плоская струя имела в первом направлении заданный угол раскрытия, в данном случае составляющий от 40° до 120°. Предпочтительно, чтобы первое направление было параллельно плоскостям вращения кольцевых распыляющих элементов, то есть плоскостям, в которые вписываются соответственно каждая из кольцевых труб устройства; таким образом, это первое направление перпендикулярно направлению перемещения волокон через распылительную систему 20. Таким образом, это гарантирует распыление масла по значительной угловой части тора волокон. Например, распылительные устройства могут иметь головку с щелью прямоугольного сечения, которая проходит в основном в направлении, параллельном плоскости вращения устройства. Другими словами, щель прямоугольного сечения по меньшей мере одного распылительного сопла расположена так, чтобы большая сторона прямоугольника, образующего эту щель прямоугольного сечения, проходила параллельно плоскости вращения кольцевого распылительного устройства.
Низкий расход цельного масла, циркулирующего в особом кольцевом распыляющем элементе, и конфигурация распылительных устройств, образующих плоскую струю, позволяет обеспечить низкую проникающую способность масла, чтобы оно оставалось на поверхности проклеенных стекловолокон, образующих тор волокон.
Использование устройства распыления масла независимо от проклеивающего устройства позволяет значительно уменьшить количество пыли, присутствующей в заданном объеме стекловолокна, и получить допустимое количество пыли, которое воспроизводится при переходе от изготовления одной партии к другой.
Этот вывод иллюстрируется, в частности, посредством представленной на фиг. 6 таблицы результатов, в которой приводится число частиц пыли, присутствующих в заданной единице массы стекловаты.
Противопылевая эффективность эмульсий "масло в воде" оценивалась, согласно изобретению, с помощью внутреннего устройства. Образец стекловаты размером 20см x 30см закрепляют в рамке таким образом, чтобы по меньшей мере одна из главных сторон образца оставалась свободной. Перфорированной пластиной размерами чуть меньше размеров образца, закрепленной на шарнирном рычаге, ударяют по свободной стороне образца. Оптическое устройство подсчитывает число выпущенных частиц. Более конкретно, первая рамка 60, слева на фиг. 6, показывает число частиц пыли на заданную единицу массы стекловаты, для случая нанесения масла в виде эмульсии, непосредственно введенной в связующее, при дозировке 0,4% масла от полного веса стекла. Достигнуто среднее значение 400 частиц при значительном стандартном отклонении, порядка 250 частиц, от измерения к измерению.
Вторая рамка 62, справа, показывает число частиц пыли, измеренное в эквивалентной единице массы, когда масло распыляется отдельно от связующего посредством вышеописанной распылительной системы. В этой рамке показано также преимущество использования распылительной системы с цельным маслом, то есть не в виде эмульсии. Во второй рамке слева направо показано число частиц пыли, измеренное: при использовании эмульсии масла 63, эквивалентной той, которая использовалась в предшествующем уровне техники, как показано в первой рамке 60%; первого цельного масла 64 и второго цельного масла 65, при этом, разумеется, дозировка масла во всех случаях аналогична дозировке в предшествующем уровне техники, а именно 0,4% масла от полного веса стекла, здесь еще в виде волокон.
Следует отметить, что даже использование той же эмульсии масла 63, но при раздельном распылении позволяет уменьшить число частиц пыли до среднего значения около 180 частиц и с уменьшенным стандартным отклонением, примерно 100.
В случае первого масла 64 сочетание преимущества использования цельного масла, доступного мгновенно, и применения раздельного распыления позволяет уменьшить число частиц пыли до среднего значения примерно 160 частиц, с уменьшенным стандартным отклонением, примерно 70.
В случае второго масла 65 сочетание преимущества использования цельного масла, доступного мгновенно, и применения раздельного распыления позволяет уменьшить число частиц пыли до среднего значения примерно 150 частиц, с уменьшенным стандартным отклонением, примерно 20.
Конфигурация согласно изобретению может использоваться в устройстве, описанном и проиллюстрированном выше, но может также, не выходя за объем изобретения, использоваться в других вариантах осуществления устройств. Например, можно предусмотреть, чтобы устройство содержало распылительные сопла и/или устройства, размещенные прямо на трубе или соответствующем трубчатом контуре, при этом воздух подается независимо в каждое сопло или устройство, без необходимости иметь общий контур распределения воздуха для каждого сопла или устройства и, следовательно, для распылительных сопел или устройств, находящихся между двум контурами или трубами, как описано выше. Таким образом, такое устройство соответствует изобретению в том, что оно содержит распределительный контур для цельного масла, отличный от распределительного контура для связующего, и множество распылительных сопел/устройств, гидравлически сообщающихся с соответствующим распределительным контуром, чтобы распылять соответствующий продукт на стекловолокна, проходящие внутри распылительной системы.
Согласно другому примеру, можно предусмотреть, чтобы распылительные сопла/устройства были гидравлическими соплами, известными также под названием "безвоздушных" сопел, то есть, соплами, работающими без подачи сжатого воздуха для распыления связующего или масла. В этом случае можно предусмотреть сохранение вышеописанной конструкции со вторым трубчатым распределительным контуром или второй кольцевой трубой, которая выполняет только конструктивную функцию, не действуя в качестве контура для сжатого воздуха.
В одном, не представленном здесь варианте, близкое расположение этих двух кольцевых распыляющих элементов позволяет, в частности, объединить подачу сжатого воздуха.
Вообще говоря, описанные выше варианты осуществления не являются ограничительными ни в каком отношении: можно, в частности, представить варианты изобретения, содержащие только некоторый набор описываемых ниже отличительных признаков отдельно от других признаков, упоминавшихся в настоящем документе, если этот набор отличительных признаков достаточен для обеспечения технического эффекта или для дифференциации настоящего изобретения от предшествующего уровня техники.
Реферат
Изобретение относится к системе распыления продуктов на стекловолокна, предназначенной для распыления на стекловолокна по меньшей мере одной проклеивающей композиции и противопылевого агента. Распылительная система включает два отдельных кольцевых распыляющих элемента, размещенных последовательно на пути движения стекловолокон, причем указанные два распыляющих элемента включают: первый кольцевой элемент для распыления проклеивающей композиции и второй кольцевой элемент для распыления противопылевого агента, реализованные соответственно как по меньшей мере одна кольцевая рампа, окружающая стекловолокна. Второй кольцевой элемент для распыления противопылевого агента находится за первым кольцевым элементом для распыления проклеивающей композиции в направлении движения стекловолокон. Изобретение позволяет обеспечить удаление пыли и, в частности, более быстрое установление противопылевых свойств. 4 н. и 10 з.п. ф-лы, 6 ил.
Комментарии