Образование рисунка на изделии спанбонд-мелтблаун-спанбонд (смс) - RU2401892C2
Код документа: RU2401892C2
Чертежи

Описание
1. Область техники
Настоящее изобретение относится к способу и устройству для нанесения рисунка на нетканое полотно, в частности на нетканое полотно, полученное с помощью процесса эжектирования высокоскоростным потоком воздуха (процесс спанбонд) и процессов эжектирования высокоскоростным потоком воздуха (процесс спанбонд) - дутье из расплава (процесс мелтблаун) - эжектирование высокоскоростным потоком воздуха (процесс спанбонд) (CMC процесс).
2. Уровень техники
Известно устройство для изготовления полотна или тканей спанбонд, образованных из элементарных нитей или волокон, обычно выполненных из термопластичной смолы. Такое устройство описано в патенте США №5814349 от 29 сентября 1998 г., содержание которого включено в настоящее описание путем ссылки. Как правило, такое устройство содержит фильеру для создания завесы из прядей и вентилятор для продувки через нее технологического воздуха для ее охлаждения с образованием термопластичных элементарных нитей. Затем термопластичные элементарные нити захватываются технологическим воздухом для их растягивания, после чего они проходят через диффузор и осаждаются на непрерывный ситовый ремень для сбора перепутанных элементарных нитей и образования полотна. Затем полученное полотно или ткань подвергается дальнейшей обработке.
Согласно процессу спанбонд, термопластичный полимер, из которого образуется волокно, помещают в экструдер и пропускают линейную или круговую фильеру. Струи экструдированного полимера быстро охлаждаются и утончаются воздухом и/или механическими вытяжными роликами и образуются затвердевшие элементарные нити нужного диаметра. Эти нити укладывают на конвейерную ленту для образования полотна. Затем полотно склеивают с помощью роликов и образуется полотно спанбонд.
Согласно процессу мелтблаун, термопластичный полимер, из которого образуется волокно, помещают в экструдер и пропускают через линейную матрицу, имеющую приблизительно двадцать-сорок небольших отверстий на дюйм (2,54 см) ширины матрицы. Сходящиеся потоки горячего воздуха быстро утончают струи экструдированного полимера для образования затвердевших элементарных нитей. Затем эти нити сдувают воздухом, имеющим высокую скорость, на приемное сито или какой-либо слой тканого или нетканого материала с образованием таким образом полотна мелтблаун.
Процессы спанбонд и мелтблаун можно объединить, как показано на фиг.1, для получения материала спанбонд-мелтблаун-спанбонд (CMC). В материале CMC первый слой из материала спанбонд образован на ленте или конвейере 10 спанбонд-балкой 12. Лента 10 обычно имеет однородную поверхность и является воздухопроницаемой для достижения правильной формовки во время процесса спанбонд (эжектирование высокоскоростным потоком воздуха). Материал спанбонд осаждается на ленте 10 между передним и задним прижимными роликами 16 и 16' с образованием полотна. Прижимные ролики 16 и 16' предотвращают утечку воздуха между лентой 10 и полотном, усиливая предварительное склеивание, обусловленное давлением и температурой верхнего нагретого прижимного ролика. Вытягивание термопластичных волокон на ленту 10 облегчается благодаря расположенному под ней вакуумному блоку 14, который оказывает на ремень всасывающее действие. Вакуумный блок 14 выводит из системы воздушный поток, необходимый для осуществления процесса спанбонд.
Затем в мелтблаун-балке 18 на слой полотна спанбонд надуванием осаждают маленькие волокна. Для процесса мелтблаун обычно не требуются прижимные ролики предварительного уплотнения.
Вторая спанбонд-балка 20 с прижимными роликами 22 наносит второй слой материала спанбонд на полотно, образованное слоем мелтблаун и первым слоем спанбонд. Полученный комбинированный материал спанбонд-мелтблаун-спанбонд уплотняют путем пропускания через каландр или сушильный механизм (не показан).
Хотя поначалу может показаться, что для образования на изделии спанбонд или CMC рисунка необходим лишь конвейер или формирующая лента с требуемыми топографическими особенностями, интуитивно представляется, что использование прижимных роликов в сочетании с термопластичным материалом позволяет получить материал спанбонд, на котором зеркально отображается рисунок конвейера. Однако, как описано в патентной заявке США №2003/0164199, включенной в настоящее описание путем ссылки, такие конкурирующие факторы как скорость, отсутствие нежелательных отметин, воздухопроницаемость и уменьшение упругости, весьма затрудняют практическое использование ленты, имеющей топографический рисунок, в качестве конвейера.
Известны другие способы создания рисунка на нетканом полотне или заготовке. Например, в патенте США №5115544, содержание которого включено в настоящее описание путем ссылки, описан способ изготовления материала спанлейс и устройство для оттиска рисунка на нетканом материале. В частности, в этом патенте описаны способ и устройство для оттиска рисунка на нетканых материалах, полученных методом спанлейс. Согласно этому патенту, нетканый материал образуют и транспортируют на проволочной сетке, имеющей рисунок. Затем нетканый материал обрабатывают водяными струями, под действием которых он принимает форму проволочной сетки. Таким образом, рисунок на проволочной сетке переносится на нетканый материал и получается нетканый материал с рисунком.
Хотя этот способ зарекомендовал себя как весьма удовлетворительный в отношении материала спанлейс, настоящее изобретение направлено на создание устройства и способа для получения материала спанбонд. Соответственно, имеется потребность в устройстве и способе для изготовления нетканых материалов спанбонд, имеющих рисунок, в особенности в устройстве и способе для изготовления нетканого материала CMC, имеющего рисунок.
Сущность изобретения
Целью изобретения является создание способа и устройства для получения нетканых материалов с рисунком, наносимым в ходе процесса спанбонд.
Другой целью изобретения является создание способа и устройства для получения комбинированных нетканых материалов спанбонд и мелтблаун, на которых нанесен рисунок.
Цели изобретения достигаются путем создания устройства для изготовления нетканых материалов, содержащего по меньшей мере одно устройство для осуществления процесса спанбонд для образования на первой ленте первого полотна нетканого материала и по меньшей мере одно устройство для осуществления процесса мелтблаун для образования на второй ленте второго полотна нетканого материала. Полученное второе полотно с помощью второй ленты накладывается на первое полотно с образованием комбинированного полотна спанбонд-мелтблаун.
Другой аспект настоящего изобретения относится к способу создания нетканого материала с рисунком, включающему операции образования на первой ленте с помощью процесса спанбонд первого полотна нетканого материала и образования на второй ленте с помощью процесса мелтблаун второго полотна нетканого материала, которые затем объединяют, образуя комбинированное нетканое полотно.
Различные новые признаки, характеризующие изобретение, указаны в формуле изобретения. Для лучшего понимания изобретения, его преимуществ и специфических целей, достигнутых при его использовании, ниже представлено описание предпочтительных вариантов его осуществления.
Краткое описание чертежей
Подробное описание не ограничивает объема изобретения и сопровождается чертежами, где одинаковые элементы обозначены одинаковыми позициями. На чертежах:
Фиг.1 изображает вид сбоку линии для образования нетканого материала спанбонд-мелтблаун-спанбонд согласно уровню техники и
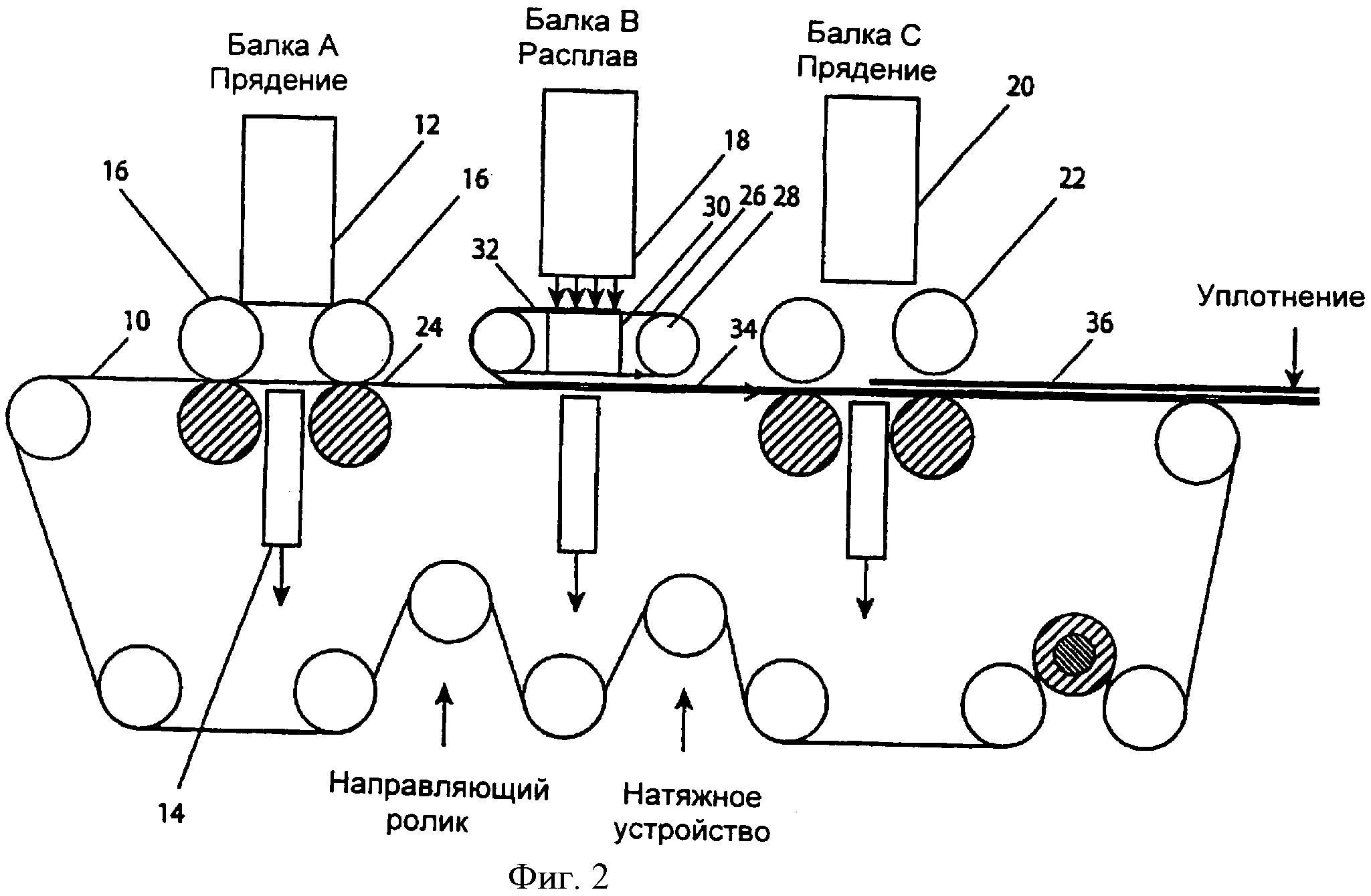
Фиг.2 - вид сбоку линии для образования нетканого материала спанбонд-мелтблаун-спанбонд согласно одному из аспектов настоящего изобретения.
Подробное описание предпочтительного варианта осуществления изобретения
На фиг.2 показана линия для образования нетканого материала спанбонд-мелтблаун-спанбонд согласно одному из аспектов изобретения. В этом варианте осуществления изобретения спандбонд-балки 12 и 20 по существу не отличаются от изображенных на фиг.1. Как и в примере, показанном на фиг.1, полотно 24 спанбонд образуется спанбонд-балкой 12 и прижимными роликами 16, а также имеется вакуумный блок 14 для вытягивания термопластичных волокон на ленту 10 и удаления воздуха, который используется в ходе процесса спанбонд, для предотвращения возмущений при образовании полотна 24.
В линии для образования материала CMC имеется формирующая рисунок лента 26, которая установлена на двух роликах 28 и в данном примере движется в направлении, противоположном направлению движения ленты 10. Лента 26 расположена под мелтблаун-балкой 18 и предпочтительно представляет собой формирующую рисунок ткань. Волокна мелтблаун ложатся на ленту 26 и затем переносятся на ленту 10, так что полотно 32 мелтблаун, которое образовано на ленте 26, накладывается на полотно 24 спанбонд.
Формирующая рисунок ткань 26 имеет поверхность с рисунком, на которую ложатся волокна мелтблаун. В результате действия на волокна тепла и давления воздуха во время процесса мелтблаун образованное в этом процессе полотно принимает рисунок ленты 26. Таким образом, при объединении полотна 32 мелтблаун с полотном 24 спанбонд можно создать нетканый материал CMC, имеющий рисунок. Альтернативно вместо ленты 26 можно использовать барабан с оболочкой, снабженной рисунком. В этом случае барабан расположен по ходу ленты 10 за областью нанесения волокна мелтблаун, но достаточно близко к ней, чтобы волокна еще не охладились и на них можно было выдавить рисунок, имеющийся на барабане.
Как и в известных процессах изготовления материала СМС, важными факторами, которые необходимо учитывать, являются распределение и удаление воздуха. Из-за того, что во время процесса мелтблаун на волокна мелтблаун и ленту 26 действует воздух под большим давлением, и во избежание образования завихрений воздуха между верхним и нижним участками ленты 26, формирующей рисунок, установлен диффузор 30 для движения воздушного потока в вакуумный блок 14. Диффузор предназначен для уменьшения силы, с которой воздух давит на обратную сторону ленты 26, комбинированное полотно и ленту 10, и устраняет завихрения между участками ремня 26. Вакуумный блок 14 используется для удаления воздуха из системы с целью предотвращения разрушения полотна.
После объединения полотна 32 мелтблаун с полотном 24 спанбонд и получения комбинированного полотна 34 это полотно 34 можно пропустить через вторую спанбонд-балку 20. Второй процесс спанбонд аналогичен первому в том, что в нем используются прижимные ролики 22 и средство наложения полотна спанбонд на комбинированное полотно 34 для образования конечного полотна 36 CMC.
Таким образом, указанные выше цели, помимо очевидных из приведенного описания, эффективно достигаются, а поскольку можно сделать определенные изменения в указанных способе и конструкции (конструкциях) без отклонения от сущности и объема изобретения, приведенное выше описание и сопровождающие его чертежи служат только для иллюстрации изобретения и не ограничивают его объем.
Реферат
Изобретение относится к способу и устройству для изготовления нетканых материалов. Устройство содержит по меньшей мере одно устройство для осуществления процесса получения материала спанбонд для образования первого полотна нетканого материала на первой ленте и по меньшей мере одно устройство для осуществления процесса получения материала мелтблаун для образования второго полотна нетканого материала на второй ленте. Причем вторая лента помещает второе полотно на первом полотне с образованием комбинированного полотна спанбонд-мелтблаун. Технический результат заявленной группы изобретений заключается в получении способа и устройства, позволяющих наносить рисунок в ходе процесса спанбонд, а также в получении комбинированных нетканых материалов спанбонд и мелтблаун, на которых нанесен рисунок. 4 н. и 10 з.п. ф-лы, 2 ил.
Формула
по меньшей мере одно устройство для осуществления процесса получения материала спанбонд для образования первого полотна нетканого материала на первой ленте и по меньшей мере одно устройство для осуществления процесса получения материала мелтблаун для образования второго полотна нетканого материала на второй ленте, причем вторая лента помещает второе полотно на первом полотне с образованием комбинированного полотна спанбонд-мелтблаун.
образование на первой ленте первого полотна нетканого материала с помощью процесса получения материала спанбонд, образование на второй ленте второго полотна нетканого материала с помощью процесса получения материала мелтблаун; и
объединение указанных первого и второго полотен нетканого материала путем помещения второго полотна на первое полотно с образованием комбинированного нетканого полотна.
по меньшей мере одно устройство для осуществления процесса получения материала спанбонд для образования первого полотна нетканого материала;
по меньшей мере одно устройство для осуществления процесса получения материала мелтблаун для образования второго полотна нетканого материала на указанном первом полотне с образованием комбинированного полотна спанбонд-мелтблаун,
рисунчатый барабан для переноса рисунка на указанное комбинированное полотно и
второе устройство для осуществления процесса получения материала спанбонд для образования на указанном комбинированном полотне соединенного с ним третьего полотна.
образование первого полотна нетканого материала с помощью процесса получения материала спанбонд;
образование второго полотна нетканого материала на первом полотне с помощью процесса получения материала мелтблаун;
объединение указанных первого и второго полотен нетканого материала с образованием комбинированного нетканого полотна, образование рисунка на указанном комбинированном полотне с помощью рисунчатого барабана и образование третьего полотна нетканого материала спанбонд на комбинированном полотне.
Комментарии