Профилированное полотно и способ его изготовления - RU2732559C1
Код документа: RU2732559C1
Чертежи









Описание
Область техники
Настоящее изобретение относится к профилированному полотну, получаемому посредством профилирования однослойного полотна нетканого материала, и к способу его изготовления.
Уровень техники
Используя обычную технологию, раскрытую в документе JP2004-174234A, профилированное полотно, полученное посредством формирования множества выступающих участков на полотне нетканого материала, и плоское полотно прерывисто соединяли друг с другом вдоль периферии выступающих участков, для поддержания формы получаемых выступающих участков.
Перечень цитируемых документов
Патентные документы
Первый патентный документ: JP2004-174234A (титульная страница)
Второй патентный документ: WO2016/199543A1 (титульная страница)
Сущность изобретения
Однако для изготовления такого профилированного полотна требуется два полотна, из-за чего получается в результате высокая стоимость.
Кроме того, при использовании такого двухслойного профилированного полотна получаются гигиенические изделия, например, одноразовые пеленки и санитарно-гигиенические изделия, имеющие большой объем и массу.
Таким образом, целью настоящего изобретения является создание профилированного полотна, являющегося недорогим и не объемным, при использовании которого можно поддерживать форму выступающих участков; и способа его изготовления.
Профилированное полотно согласно настоящему изобретению является профилированным полотном 2, содержащим множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих в первом направлении D; и множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих во втором направлении F, которое перекрещивается с первым направлением D, при этом:
профилированное полотно 2 является более растяжимым в первом направлении D, чем во втором направлении F;
профилированное полотно 2 сформировано из одного слоя полотна 1 нетканого материала; и
скрепленный сплавлением участок 22 который проходит прерывисто или непрерывно в первом направлении D и который имеет меньшую толщину, чем выступающие участки 21, из-за его скрепленной сплавлением структуры, выполнен вдоль части или всей периферии каждого из выступающих участков 21 на профилированном полотне 2.
Способ изготовления профилированного полотна согласно настоящему изобретению является способом изготовления профилированного полотна 2, содержащего: множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих в первом направлении D; и множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих во втором направлении F, которое перекрещивается с первым направлением D, при этом способ включает:
этап транспортирования в продольном направлении одного слоя полотна 1 нетканого материала, более растяжимого в направлении ширины, чем в продольном направлении;
этап профилирования множества рядов выступающих участков 21 на транспортируемом полотне 1 нетканого материала; и
этап скрепления сплавлением формуемого участка 22, причем составляющие волокна 11 однослойного полотна 1 нетканого материала скрепляют сплавлением друг с другом, вдоль части или всей периферии выступающих участков 21 на однослойном полотне 1 нетканого материала, или на профилированном полотне 2.
Согласно настоящему изобретению, скрепленные сплавлением участки 22 формируют посредством скрепления сплавлением друг с другом составляющих волокон 11 однослойного полотна 1 нетканого материала, более растяжимого в направлении ширины, чем в продольном направлении. Скрепленные сплавлением участки 22 формируют посредством скрепленной сплавлением структуры, которая имеет меньшую толщину, чем выступающие участки 21 профилированного полотна 2. Такие скрепленные сплавлением участки 22 являются более твердыми и обладают большей жесткостью, чем выступающие участки 21.
Таким образом, скрепленные сплавлением участки 22 препятствуют растяжению профилированного полотна 2 в первом направлении D, в котором профилированное полотно 2 более растяжимо, вдоль периферии выступающих участков. Таким образом, выступающие участки с меньшей вероятностью сдавливаются, и можно, даже при использовании однослойного полотна, поддерживать форму выступающих участков. В результате можно получать недорогое профилированное полотно нетканого материала. Кроме того, можно предотвращать получение очень объемного профилированного полотна.
Краткое описание чертежей
На фиг.1 показан вид в перспективе, в сильно увеличенном масштабе, варианта осуществления 1, где представлен участок профилированного полотна согласно настоящему изобретению, который увеличен приблизительно в 10 раз; на фиг.1 показаны линии выпуклостей на выступающих участках для облегчения понимания термина «выступающая форма».
На фиг.2A показан вид в плане, в сильно увеличенном масштабе, участка профилированного полотна при рассмотрении с лицевой стороны;
на фиг.2B показано поперечное сечение по B-B на фиг.2A, а на фиг.2C - поперечное сечение по C-C на фиг.2A;
на фиг.3 показан вид в плане, в сильно увеличенном масштабе, где представлен участок профилированного полотна при рассмотрении с задней стороны;
на фиг.4A и 4B показаны виды в плане, в увеличенном масштабе, где представлены рисунки скрепленных сплавлением участков;
на фиг.5A и 5B показаны виды в плане, в увеличенном масштабе, где представлены другие рисунки скрепленных сплавлением участков;
на фиг.1-5B скрепленные сплавлением участки окрашены в серый цвет.
Выступающие участки на фиг.2A и вдавленные (вогнутые) участки на фиг.3 затенены, при условии, что их освещают сверху слева.
На фиг.6 показана компоновочная схема, на которой представлен пример аппарата для изготовления полотна.
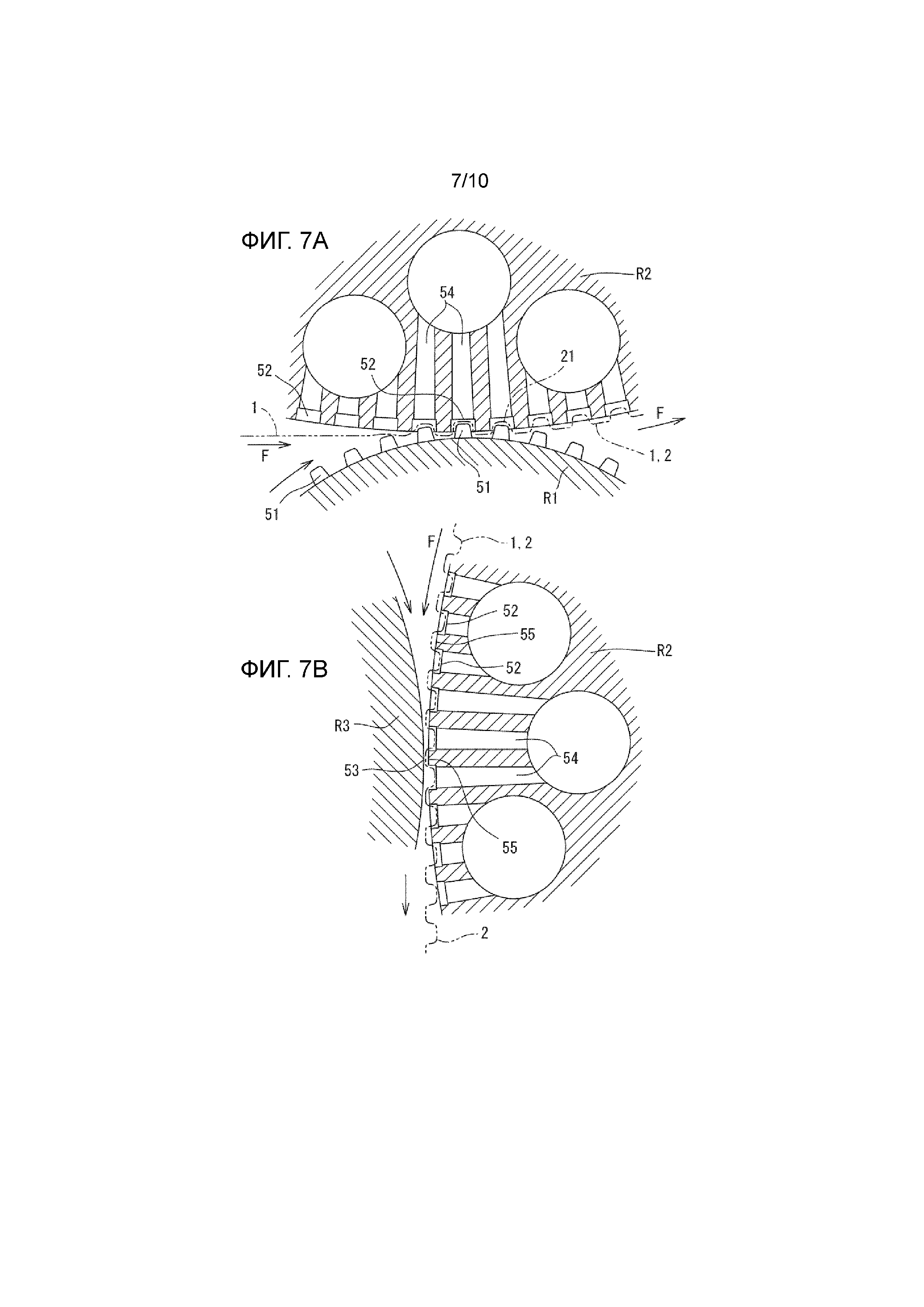
На фиг.7A показано поперечное сечение, в увеличенном масштабе, части первого вала и части второго вала, а на фиг.7B показано поперечное сечение, в увеличенном масштабе, части второго вала и части третьего вала.
На фиг.8A показан вид полотна в перспективе, в сильно увеличенном масштабе, а на фиг.8B и 8C - поперечные сечения полотна, в сильно увеличенном масштабе, иллюстрирующие способ изготовления полотна.
На фиг.9A показан вид в плане, в увеличенном масштабе, на котором представлена цифровая фотография участка профилированного полотна, содержащего участок полотна нетканого материала вдоль его краевой части; на фиг.9B - вид в перспективе, в увеличенном масштабе, на котором представлена цифровая фотография участка профилированного полотна с лицевой стороны; а на фиг.9C - вид в перспективе, в увеличенном масштабе, на котором представлена цифровая фотография участка профилированного полотна с задней стороны.
На фиг.10A показан вид в плане, в сильно увеличенном масштабе, на котором представлена цифровая фотография участка профилированного полотна с лицевой стороны; на фиг.10B - поперечное сечение, в сильно увеличенном масштабе, на котором представлен срез сбоку профилированного полотна; на фиг.10C - вид снизу, в сильно увеличенном масштабе, на котором представлена цифровая фотография участка профилированного полотна с задней стороны.
Описание вариантов осуществления
В предпочтительном варианте осуществления скрепленный сплавлением участок 22 профилированного полотна формируют посредством создания скрепленной сплавлением структуры, где составляющие волокна 11 однослойного полотна 1 нетканого материала скрепляют сплавлением друг с другом.
Под тем, что составляющие волокна 11 однослойного полотна 1 нетканого материала скрепляют сплавлением друг с другом, понимают, что скрепленный сплавлением участок 22 по существу не прикрепляют сплавлением к другим нетканым материалам. Это также относится к скреплению сплавлением двух слоев сложенного вдвое участка полотна 1 нетканого материала.
Такой скрепленный сплавлением участок является более твердым и обладает большей жесткостью, чем не скрепленные сплавлением участки, например, выступающие участки. Таким образом, можно препятствовать растяжению профилированного полотна 2 в первом направлении вдоль периферии выступающих участков.
Следует отметить, что размер каждого скрепленного сплавлением участка очень мал, и считается, что сложно объективно определить его твердость и жесткость. Таким образом, скрепленные сплавлением участки оценивают по толщине.
Что касается методики измерения толщины, то толщину можно измерять согласно методике, описанной в стандарте JIS L1913. Однако обычно посредством увеличения сечения профилированного полотна с использованием цифровую камеру, микроскопа или подобного устройства можно легко наблюдать разницу между толщиной скрепленных сплавлением участков и толщиной выступающих участков.
В предпочтительном варианте осуществления скрепленный сплавлением участок 22 профилированного полотна содержит центральный участок 23, расположенный между выступающими участками 21, расположенными рядом друг с другом в первом направлении D; и скрепленный сплавлением участок 22 проходит по меньшей мере в одном направлении вдоль первого направления D от центрального участка 23.
Смежные выступающие участки расположены близко друг к другу около центрального участка, и эта область, вероятно, является наиболее растяжимой областью. Принимая это во внимание, можно считать, что при наличии скрепленного сплавлением участка, включающего центральный участок и проходящего в первом направлении, профилированное полотно 2 является менее растяжимым в первом направлении.
В предпочтительном варианте осуществления профилированное полотно обладает большей плотностью составляющих волокон в скрепленных сплавлением участках 22, чем в выступающих участках 21.
Под плотностью волокон здесь понимают массу составляющих волокон на единицу объема профилированного полотна. Под выражением «плотность волокон высокая» здесь понимают, что на единицу объема полотна приходится большое количество составляющих волокон. Под выражением «плотность волокон низкая» здесь понимают, что на единицу объема полотна приходится малое количество составляющих волокон.
Что касается методики измерения плотности волокон, то можно обозревать сечение полотна в увеличенном масштабе, используя сканирующий электронный микроскоп для подсчета количества составляющих волокон, разрезанных вдоль сечения, приходящихся на единицу площади (около 0,5 мм2).
Такие скрепленные сплавлением участки 22 являются более твердыми и обладают большей жесткостью, чем выступающие участки 21. Таким образом, скрепленные сплавлением участки 22 препятствуют растяжению в первом направлении, в котором профилированное полотно 2 более растяжимо, вдоль периферии выступающих участков.
Следует отметить, что профилированные полотна, в которых скрепленные сплавлением участки 22 преобразованы в пленку в такой степени, что скрепленные сплавлением участки 22 становятся почти прозрачными, и могут быть случаи, когда невозможно отчетливо наблюдать существование составляющих волокон в скрепленных сплавлением участках 22, и плотность волокон в скрепленных сплавлением участках 22 оказывается меньше, чем в выступающих участках 21.
В предпочтительном варианте осуществления скорость удлинения профилированного полотна при растяжении в первом направлении D меньше в скрепленных сплавлением участках 22, чем в выступающих участках 21.
Методикой измерения скорости удлинения может служить методика согласно стандарту JIS L1913. Можно наблюдать, с помощью микроскопа или подобного устройства, что выступающие участки 21 растягиваются, тогда как скрепленные сплавлением участки 22, по существу, не растягиваются при растяжении профилированного полотна с низкой скоростью в первом направлении D. В таком случае оно может быть разорвано по границе между выступающим участком 21 и участком 22, скрепленным сплавлением.
Такие скрепленные сплавлением участки 22 являются более твердыми и обладают большей жесткостью, чем выступающие участки 21. Таким образом, скрепленные сплавлением участки 22 препятствуют растяжению профилированного полотна 2 в первом направлении D, в котором профилированное полотно 2 является более растяжимым, вдоль периферии выступающих участков.
В результате того, что составляющие волокна скрепляют сплавлением друг с другом вдоль скрепленных сплавлением участков 22 профилированного полотна 2, скрепленные сплавлением участки 22 становятся менее растяжимыми в равной степени в первом направлении D и во втором направлении F. С другой стороны, не скрепленные сплавлением выступающие участки 21 являются более растяжимыми в первом направлении D. Таким образом, профилированное полотно 2, в целом, является более растяжимым в первом направлении D, чем во втором направлении F. В таком случае можно сказать, что «профилированное полотно 2 является более растяжимым в первом направлении D, чем во втором направлении F».
Таким образом, под выражением «профилированное полотно 2 является более растяжимым в первом направлении D, чем во втором направлении F» понимают, например, что профилированное полотно 2 имеет такие размеры, что в него включено много выступающих участков 21 и много скрепленных сплавлением участков 22, при наличии которых полотно более растяжимо в первом направлении D, чем во втором направлении F, в результате сравнения показателей при растяжении профилированного полотна 2, в целом, в первом направлении D, и при растяжении профилированного полотна 2, в целом, во втором направлении F.
Согласно настоящему изобретению, отдельные выступающие участки 21 и отдельные скрепленные сплавлением участки 22 очень малы, и сложно определить, действительно ли каждый выступающий участок 21 или каждый скрепленный сплавлением участок 22 более растяжим в первом направлении D. Таким образом, растяжимость определяют, основываясь на растяжимости профилированного полотна 2, содержащего выступающие участки 21 и скрепленные сплавлением участки 22.
Это означает, что методика определения того, действительно ли «профилированное полотно 2 более растяжимо в первом направлении D, чем во втором направлении F» может быть методикой, описанной в стандарте JIS L1913, упомянутой выше.
Согласно предпочтительному способу изготовления:
на профилирования формы первый вал R1 и второй вал R2 сопрягают друг с другом, таким образом профилируя полотно 1 нетканого материала;
на профилирования формы первый и/или второй валы R1, R2 нагревают до температуры, которая ниже температуры плавления составляющих волокон 11 полотна 1 нетканого материала; и
этап скрепления сплавлением осуществляют посредством введения в контакт нагревательного устройства R3 со вторым валом R2 и с скрепленным сплавлением участком 22 полотна 1 нетканого материала, пропускаемого между ними.
В таком случае становится легче формовать выступающие участки 21 на полотне 1 нетканого материала, и можно подавлять образование сквозных отверстий, проходящих сквозь профилированное полотно в скрепленных сплавлением участках 22.
Следует отметить, что, хотя нагревательным устройством предпочтительно является нагревательный вал, им может служить ультразвуковое нагревательное устройство.
Любой признак, проиллюстрированный и/или обозначенный в сочетании с одним из упомянутых выше аспектов или следующих вариантов осуществления, можно использовать в таком же или подобном виде в одном или большем количестве других аспектов или других вариантов осуществления, и/или можно использовать в сочетании или вместо любого признака других аспектов или вариантов осуществления.
Варианты осуществления
Настоящее изобретение можно легче понять, познакомившись со следующим описанием предпочтительных вариантов осуществления в сочетании с прилагаемыми чертежами. Следует заметить, однако, что варианты осуществления и чертежи являются просто иллюстративными, и их не следует принимать за определяющие объема настоящего изобретения. Объем настоящего изобретения определяется только прилагаемой формулой изобретения. На прилагаемых чертежах одинаковыми номерами позиций обозначены одинаковые компоненты во всем множестве чертежей.
Вариант осуществления настоящего изобретения описан ниже со ссылками на чертежи.
Как показано на фиг.1, профилированное полотно 2 сформировано из однослойного полотна 1 нетканого материала и используется в качестве верхнего покрытия, например, участка одноразового гигиенического изделия, поглощающего жидкость. Таким образом, профилированное полотно 2 обладает предварительно определенной проницаемостью для жидкости и предварительно определенной воздухопроницаемостью.
Как показано на фиг.1, профилированное полотно 2 содержит: множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих в первом направлении D; и множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих во втором направлении F, которое перекрещивается с первым направлением D.
Следует отметить, что много выступающих участков 21 может быть сформировано по всей ширине полотна 1 нетканого материала, или боковая краевая часть полотна 1 нетканого материала может быть оставлена необработанной, т.е. в виде исходного нетканого материала без выступающих участков на нем, как показано на фиг.9A.
Тогда как первое направление D совпадает с направлением ширины непрерывного полотна 1 нетканого материала, как показано на фиг.8A согласно настоящему варианту осуществления, первое направление D может быть немного наклонено относительно направления ширины. Составляющие волокна полотна 1 нетканого материала согласно настоящему варианту осуществления длиннее во втором направлении F, чем в первом направлении D, и профилированное полотно 2, таким образом, более растяжимо в первом направлении D, чем во втором направлении F.
Как показано на фиг.2A - 2C, согласно настоящему варианту осуществления, второе направление F перекрещивается с первым направлением D под прямым углом к первому направлению D, но второе направление F может перекрещиваться с первым направлением D под наклоном к первому направлению D.
На профилированном полотне 2 (см. фиг.1) обеспечены скрепленные сплавлением участки 22. Скрепленные сплавлением участки 22 имеют толщину T (см. фиг.2B), которая меньше толщины выступающих участков 21 благодаря скрепленной сплавлением структуре. Это означает, что, как показано на фиг.2B и 2C, на однослойном профилированном полотне 2, выступающие участки 21 и скрепленные сплавлением участки 22, которые имеют толщину T, меньшую толщины выступающих участков 21, расположены в чередующемся порядке друг относительно друга в первом направлении D и во втором направлении F.
Как показано на фиг.2B и 2C, плотность составляющих волокон может быть больше в скрепленных сплавлением участках 22, чем в выступающих участках 21. Кроме того, скорость удлинения профилированного полотна при растяжении в первом направлении D может быть меньше в скрепленных сплавлением участках 22, чем в выступающих участках 21.
Согласно настоящему варианту осуществления, скрепленные сплавлением участки 22 (см. фиг.1) обеспечены вдоль части периферии каждого выступающего участка 21 профилированного полотна 2. При формировании скрепленных сплавлением участков 22 вдоль части периферии, скрепленные сплавлением участки 22 проходят прерывисто в первом направлении D.
Как показано на фиг.4A, скрепленные сплавлением участки 22 могут быть обеспечены вдоль всей периферии каждого выступающего участка 21 профилированного полотна 2. При формировании скрепленных сплавлением участков 22 вдоль всей периферии, скрепленные сплавлением участки 22 проходят непрерывно в первом направлении D и во втором направлении F, образуя при этом петлеобразную форму.
Как показано на фиг.8B, 8C и 10B, составляющие волокна 11 однослойного полотна 1 нетканого материала скреплены сплавлением друг с другом в скрепленных сплавлением участках 22, сформированных посредством скрепленной сплавлением структуры. Скрепленные сплавлением участки 22 (см. фиг.1), сформированные посредством скрепленной сплавлением структуры, препятствуют растяжению профилированного полотна 2 в первом направлении D.
Скрепленные сплавлением участки 22, в которых составляющие волокна 11 скреплены сплавлением друг с другом, обладают большей прозрачностью, чем выступающие участки 21, как отчетливо показано на фиг.9A, и являются полупрозрачными. Обычно прозрачность можно наблюдать визуально.
Под прозрачностью при употреблении этого термина в настоящем описании понимают прозрачность субстанции или материала, и степень прозрачности может быть выражена, например, через светопроницаемость.
Для измерения прозрачности можно использовать мутномер или подобное средство. Более конкретно, для измерения прозрачности может быть вырезан образец согласно стандарту JIS K 7136 (пластики - определение дымчатости прозрачных материалов).
Профилированное полотно 2 формируют из однослойного полотна 1 нетканого материала.
Полотно 1 нетканого материала может быть нетканым материалом, сформированным из воздухопроницаемого нетканого материала (термоскрепленного нетканого материала) или нетканого материала с перепутанными струями воды волокнами. Составляющие волокна 11 этих нетканых материалов скреплены сплавлением друг с другом, благодаря чему образована скрепленная сплавлением структура скрепленных сплавлением участков 22.
Поверхностная плотность (масса в граммах 1 м2полотна) полотна 1 нетканого материала предпочтительно составляет от около 25 г/м2 до около 50 г/м2. При поверхностной плотности, меньшей 25 г/м2, сложно, используя однослойное полотно 1 нетканого материала, поддерживать форму выступающих участков 21. С другой стороны, при поверхностной плотности, большей 50 г/м2, может увеличиться стоимость и ухудшиться восприятие на ощупь даже при использовании однослойного полотна 1 нетканого материала. Более предпочтительно, чтобы поверхностная плотность составляла от около 30 г/м2до около 40 г/м2.
Скрепленный сплавлением участок 22 (см. фиг.1) может содержать центральный участок 23, расположенный между выступающими участками 21, расположенными рядом друг с другом в первом направлении D, и скрепленный сплавлением участок 22 может проходить по меньшей мере в одном направлении вдоль первого направления D от центрального участка 23. Cкрепленный сплавлением участок 22 (см. фиг.1) сформирован таким образом, чтобы он был длиннее в первом направлении D, чем во втором направлении F. Скрепленный сплавлением участок 22 может иметь форму с зауженной шейкой в центральном участке 23 (форму кости, форму песочных часов).
Как показано на фиг.1, 4B, 5A и 5B, скрепленные сплавлением участки 22 могут быть обеспечены прерывисто в первом направлении D вдоль периферии выступающих участков 21. В таких случаях скрепленные сплавлением участки 22 обеспечены прерывисто также во втором направлении F.
Как показано на фиг.4A и 5A, скрепленный сплавлением участок 22 может быть обеспечен по всей ширине выступающего участка 21 в первом направлении D. В случае, показанном на фиг.5A, скрепленные сплавлением участки 22 обеспечены прерывисто во втором направлении F.
Как показано на фиг.2A, скрепленный сплавлением участок 22 может быть сформирован таким образом, чтобы он проходил в первом направлении D по области, которая составляет 60% или более ширины D выступающего участка 21.
Форма в плане скрепленного сплавлением участка 22 может иметь любую из различных форм, например, форму кости, представленную на фиг.2A, петлеобразную форму, представленную на фиг.4A, форму серпа луны, представленную на фиг.4B, прямоугольную форму, представленную на фиг.5A, или форму горошины, представленную на фиг.5B.
Выступающую поверхность формуют на лицевой стороне каждого выступающего участка 21 (см. фиг.1). Вдавленную поверхность формуют с задней стороны каждого выступающего участка 21, как показано на фиг.2B, 2C и 3.
Хотя нет определенных ограничений, накладываемых на размер выступающих участков, он обычно часто устанавливается в диапазоне от около 6 мм2 до около 30 мм2, а высота выступающих участков обычно составляет от около 1 мм до около 5 мм, например, для использования в качестве верхнего покрытия пеленки.
Далее кратко описан аппарат для изготовления полотна.
Как показано на фиг.6, аппарат для изготовления полотна содержит валы R1 - R3 (от первого до третьего).
Первый и второй валы R1, R2 (см. фиг.6) сопрягают друг с другом таким образом, чтобы профилировать полотно 1 нетканого материала, которое вводят посредством вводящего вала R0. Как показано на фиг.7A, первый вал R1 обеспечен множеством участков 51 для придания выступающей формы. С другой стороны, второй вал R2 обеспечен множеством углублений 52. Участки 51 для придания выступающей формы и углубления 52 сопрягают друг с другом таким образом, чтобы формовать выступающие участки 21 на полотне 1 нетканого материала.
Углубления 52 во втором валу R2 (см. фиг.7A) сообщены с коллекторами 54 для всасывания полотна 1 нетканого материала. Профилированное полотно 1 нетканого материала всасывают в углубления 52, таким образом поддерживая форму выступающих участков 21.
Первый и/или второй вал R1, R2 (см. фиг.7A) могут содержать первый нагреватель (не показан). Первый нагреватель может быть нагревателем и/или нагнетателем горячего воздуха, обеспеченным в первом и/или втором валу R1, R2. С помощью нагнетателя нагревают первый и/или второй вал R1, R2 до температуры, которая ниже температуры плавления составляющих волокон 11 в полотне 1 нетканого материала.
Второй и третий валы R2, R3 (см. фиг.7B) находятся в контакте друг с другом, а профилированное полотно 1 нетканого материала расположено между ними. Второй вал R2 содержит множество выступающих участков 55 для скрепления сплавлением выступающих участков между углублениями 52. Полотно 1 нетканого материала прокладывают между выступающими участками 55 и поверхностью 53 третьего вала R3.
Третий вал (нагревательное устройство) R3 нагревают с помощью нагревателя (не показан) до температуры, которая выше температуры размягчения или температуры плавления составляющих волокон 11. Таким образом, температура третьего вала R3 выше температуры первого и второго валов R1, R2.
Следует отметить, что вместо третьего вала R3 можно использовать ультразвуковое нагревательное устройство.
Далее описан способ изготовления профилированного полотна 2.
Однослойное полотно 1 нетканого материала, более растяжимое в направлении ширины D, чем в продольном направлении F (см. фиг.8A), транспортируют в продольном направлении F посредством валов R0-R3 (см. фиг.6). С помощью первого и второго валов R1, R2 (см. фиг.7A) формуют выступающие участки 21 на транспортируемом полотне 1 нетканого материала.
В этом процессе формуют множество рядов выступающих участков 21, проходящих в первом направлении D, и множество рядов выступающих участков 21, проходящих во втором направлении F, как показано на фиг.9A-10C. Как показано на фиг.7A, на этапе профилирования, участки 51 для придания выступающей формы первого вала R1 и углубления 52 второго вала R2 сопрягают друг с другом, посредством чего формуют полотно 1 нетканого материала, проводя его между первым валом R1 и вторым валом R2.
На профилирования формы первый и/или второй вал R1, R2 предпочтительно нагревают до температуры, которая ниже температуры плавления составляющих волокон 11 полотна 1 нетканого материала.
После этапа профилирования осуществляют этап скрепления сплавлением, как показано на фиг.7B, где участок профилированного полотна 1 нетканого материала скрепляют сплавлением, когда его проводят между выступающими участками 55 для скрепления сплавлением второго вала R2 и поверхностью 53 третьего вала R3, таким образом формируя скрепленные сплавлением участки 22 (см. фиг.8C) на полотне 1 нетканого материала (см. фиг.8B) и получая профилированное полотно 2 (см. фиг.8C). Это означает, что скрепленные сплавлением участки 22, в которых составляющие волокна 11 полотна 1 нетканого материала скреплены друг с другом сплавлением, сформированы вдоль части (см., например, фиг.1) или всей (см. фиг.4) периферии выступающих участков 21 на однослойном профилированном полотне 2. Как показано на фиг.8C, толщина скрепленных сплавлением участков 22 однослойного профилированного полотна 2 меньше толщины выступающих участков 21 однослойного профилированного полотна 2.
Следует отметить, что на этапе скрепления сплавлением, третий вал R3 может быть нагрет до температуры, более высокой, чем температура размягчения термопластичного полимера составляющих волокон 11, и обычно равна температуре его плавления.
Промышленная применимость
Настоящее изобретение применимо в изготовлении различных профилированных полотен, например, бумажных подгузников, а также в качестве верхних покрытий одноразовых гигиенических изделий.
Перечень позиций на чертежах
1 - Полотно нетканого материала
11 - Составляющие волокна
2 - Профилированное полотно
20 - Вдавленный участок
21 - Выступающий участок
22 - Скрепленный сплавлением участок
23 - Центральный участок
D - Первое направление (направление ширины)
F - Второе направление (продольное направление)
V - Направление, перпендикулярное к плоскости полотна 1
R1, R2, R3 - Первый, второй и третий валы
Реферат
Профилированное полотно 2, содержащее: множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих в первом направлении D; и множество рядов выступающих участков 21, сформированных на полотне 1 нетканого материала и проходящих во втором направлении F, которое перекрещивается с первым направлением D, где профилированное полотно 2 более растяжимо в первом направлении D, чем во втором направлении F; профилированное полотно 2 сформировано из однослойного полотна 1 нетканого материала; и скрепленный сплавлением участок 22, проходящий прерывисто или непрерывно в первом направлении D и имеющий меньшую толщину, чем выступающие участки 21, благодаря его скрепленной сплавлением структуре, обеспечен вдоль части или всей периферии выступающих участков 21 на профилированном полотне 2. 2 н. и 5 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Волокнистый продукт, способ его изготовления и устройство для изготовления такого волокнистого продукта
Комментарии