Способ тиснения для изготовления структурированного объемного нетканого материала и пара валков для его осуществления - RU2203353C2
Код документа: RU2203353C2
Чертежи

Описание
Изобретения относятся к способу изготовления структурированного объемного нетканого материала и паре валков для его осуществления.
Известна многослойная пленка с нанесенным на нее слоем полимерной пленки и имеющая слой нетканого материала, который подвергается тиснению таким образом, что создается соединительный и декоративный узор, соединяющий нетканый материал с пленкой (US 5399174 А, 21.03.1995).
В вводной части описания данного качества указывается также то, что тиснение валками представляет собой способ, направленный на изменение внешнего вида нетканого материала и одновременно на получение декоративного дизайна.
Известен способ обработки, согласно которому нетканый материал нагревают, и, когда обрабатываемый нетканый материал проходит между двумя решетками, решетка придает нетканому материалу свою определенную форму и соответственно репродуцируется (US 4592943 А, 03.06.1986).
Известен способ тиснения материала узорным валком (US 4774124 А, 27.09.1988).
Кроме того, известен способ тиснения, согласно которому позитивные и негативные части двух валков позволяют производить тиснение, которое должно обеспечить особую пушистость и структуру тиснения (US 5356364 А, 18.10.1994).
Известные способы обеспечивают нанесение узора на материал, но слой нетканого материала не увеличивается в объеме.
Наиболее близким аналогом заявленного способа является известный способ изготовления структурированного объемного нетканого материала, включающий следующие операции:
(а) изготовление
нетканого материала из множества элементарных нитей, которые вытягивают и раскладывают в прядь волокон,
(б) прессование и сваривание пряди волокон в первой паре валков в исходный нетканый
материал,
(в) отделка исходного нетканого материала во второй паре валков, в которой боковые поверхности валков выполнены из металла и которая состоит из позитивного валка с многочисленными
распределенными по наружной поверхности позитивными элементами, имеющими расположенные рядами выступы, и негативного валка с многочисленными впадинами, с которыми в процессе формовки входят в
зацепление позитивные элементы (US 4333979 А, 08.06.1982).
Однако известный способ не обеспечивает получение нетканого материала повышенной объемности.
Задачей группы изобретений является создание способа изготовления структурированного объемного нетканого материала и пары валков для его осуществления, обеспечивающих получение технического результата, состоящего в повышении объемности нетканого материала, который уже вытянут и имеет частично связанные волокна и нити.
Этот технический результат заключается в способе изготовления
структурированного нетканого материала, включающем следующие операции:
(а) изготовление нетканого материала из множества элементарных нитей, которые вытягивают и раскладывают в прядь волокон,
(б) прессование и сваривание пряди волокон в первой паре валков в исходный нетканый материал,
(в) отделка исходного нетканого материала во второй паре валков, в которой боковые
поверхности валков выполнены из металла и которая состоит из позитивного валка с многочисленными распределенными по наружной поверхности позитивными элементами, имеющими расположенные рядами выступы,
и негативного валка с многочисленными впадинами, с которыми в процессе формовки входят в зацепление позитивные элементы, достигается тем, что множество элементарных нитей вытягивают в пределах 50-70%
от максимально возможной вытяжки, в процессе формовки входящие в зацепление с впадинами позитивные элементы дополнительно вытягивают исходный нетканый материал на участке зацепления валков и во
второй
паре валков поверхность негативного валка имеет расположенные в осевом направлении пластины с расположенными между ними впадинами так, что при обкатке валков друг о друга пластины входят в
зацепление
со свободными от выступов дорожками.
Валки в паре валков выполнены из металла, по существу, одинаковой твердости по Роквеллу - более 50.
Расстояние между валками второй пары и взаимное проникновение валков регулируют.
Высота выступов составляет 0,8-2 мм.
Расстояние между выступами при расположении по линии составляет 1-2,5 мм.
Количество выступов на 100 см2 поверхности валка составляет 2000-3000.
Температуру валков второй пары устанавливают различной.
Температуру негативного валка устанавливают по меньшей мере на 20oС ниже температуры позитивного валка.
Во время второй вытяжки жгут нетканого материала удерживают при температуре, по существу, равной температуре при первой вытяжке.
Выступы заканчиваются острием.
Острие имеет форму луковичного купола.
Острие выполняют в форме пирамиды с углом при вершине (90±20)o.
В качестве исходного материала для изготовления нетканого материала используют полиэтилен, полипропилен или полиамид.
В качестве нетканых материалов используют такие материалы, которые изготавливают аэродинамическим способом или выдуванием из расплава.
Во время второй вытяжки пряди волокнистого материала ее прочно удерживают по бокам на кромках валков.
Производимая во впадинах вторая вытяжка приводит к значительному утонению, при необходимости по деформации исходного нетканого материала на участке зацепления валков.
В паре валков для осуществления способа указанный технический результат достигается тем, что боковые поверхности валков выполнены из металла, позитивные элементы позитивного валка представляют собой расположенные рядами выступы, и поверхность негативного валка имеет расположенные в осевом направлении пластины с расположенными между ними впадинами так, что при обкатке валков друг о друга пластины входят в зацепление со свободными от выступов дорожками.
Валки пары валков выполнены из металла, по существу, одинаковой твердости по Роквеллу - более 60.
Валки второй пары валков установлены с возможностью регулирования расстояния между валками второй пары валков и взаимного проникновения валков.
Высота выступов составляет 0,8-2 мм.
Расстояние между выступами при расположении в ряд составляет 1-2,5 мм.
Количество выступов на 100 см2 поверхности валка составляет 2000-3000.
Выступы заканчиваются острием.
Острие выполнено в виде луковичного купола.
Острие выполнено в виде пирамиды с углом при вершине (90±20)o.
Благодаря расположенным по всем промежуткам между выступами и установленным аксиально пластинам при 70%-ной предварительной вытяжке достигается улучшение вытяжки, в частности особая структура, раскрывающаяся на вершинах выступов.
Отверстия структурированы в соответствии с геометрией металлических выступов. В зависимости от периметра выступов получают большие отверстия и перфорации нетканого материала. При этом отверстия имеют выступающую в направлении изнанки нетканого материала форму. В направлении лицевой стороны отверстия действуют как мельчайшие воронки, принимающие жидкость и отводящие ее. Этот эффект желателен для соответствующего материала coverstock, так как жидкость может приниматься и отводиться. За счет трехмерной структуры, которую принимает нетканый материал, предотвращается возврат жидкости на поверхность. Поверхность остается сухой. Кроме того, на наружных сторонах нетканого материала создается мягкий, текстильный и эластичный гриф.
С помощью второй пары валков можно получить хорошую пушистость и структуру готового изделия. Так, предлагается регулировать расстояние между валками второй пары и тем самым взаимное проникновение валков. Предпочтительно применять валки с высотой выступов 0,8-2 мм, причем количество выступов на 100 см2 поверхности валка собирать от 2000 до 3000.
Температура валков также имеет значение. Например, работа производится негативным валком, температура которого ниже температуры позитивного валка. К примеру, температура валка составляет 175-190oС и температура негативного валка - только 40-80oС.
Для получения воронкообразной структуры нетканого материала предлагается, чтобы выступы выходили в виде острия, причем чтобы острие имело форму купола, то есть было закруглено и заканчивалось острием. Но можно также иметь острие в форме пирамиды с углом при вершине (90±20)o.
В качестве исходного материала для изготовления нетканого материала предпочтительно применять полиэтилен, полипропилен, сложный полиэфир или полиамид, так как эти термопласты имеют необходимую особенно выраженную пушистость.
В качестве способов изготовления нетканого материала подходят обычные способы; в качестве нетканых материалов применяются, например, такие материалы, которые изготовлены по способу кардочесания, а также способами аэродинамическим или выдуванием из расплава.
Предпочтительно в процессе второй вытяжки прядь исходного нетканого материала жестко удерживается с боков по краям валков таким образом, что она не западает. В процессе второй вытяжки, то есть во время первого прохождения пряди исходного нетканого материала через первую пару валков, он поддерживается при температуре, по существу равной температуре при первой вытяжке. Температура валков поддерживается несколько выше и ниже этой температуры.
В паре валков наружные поверхности валков выполнены металлическими, позитивные элементы позитивных валков представляют собой расположенные рядами выступы и поверхность негативных валков имеет расположенные в аксиальном направлении пластины с впадинами между ними, так что при обкатке валков между собой пластины входят в свободные от выступов дорожки, причем длина пластин превышает по меньшей мере три промежутка между выступами.
Изобретения поясняются чертежами, где показано:
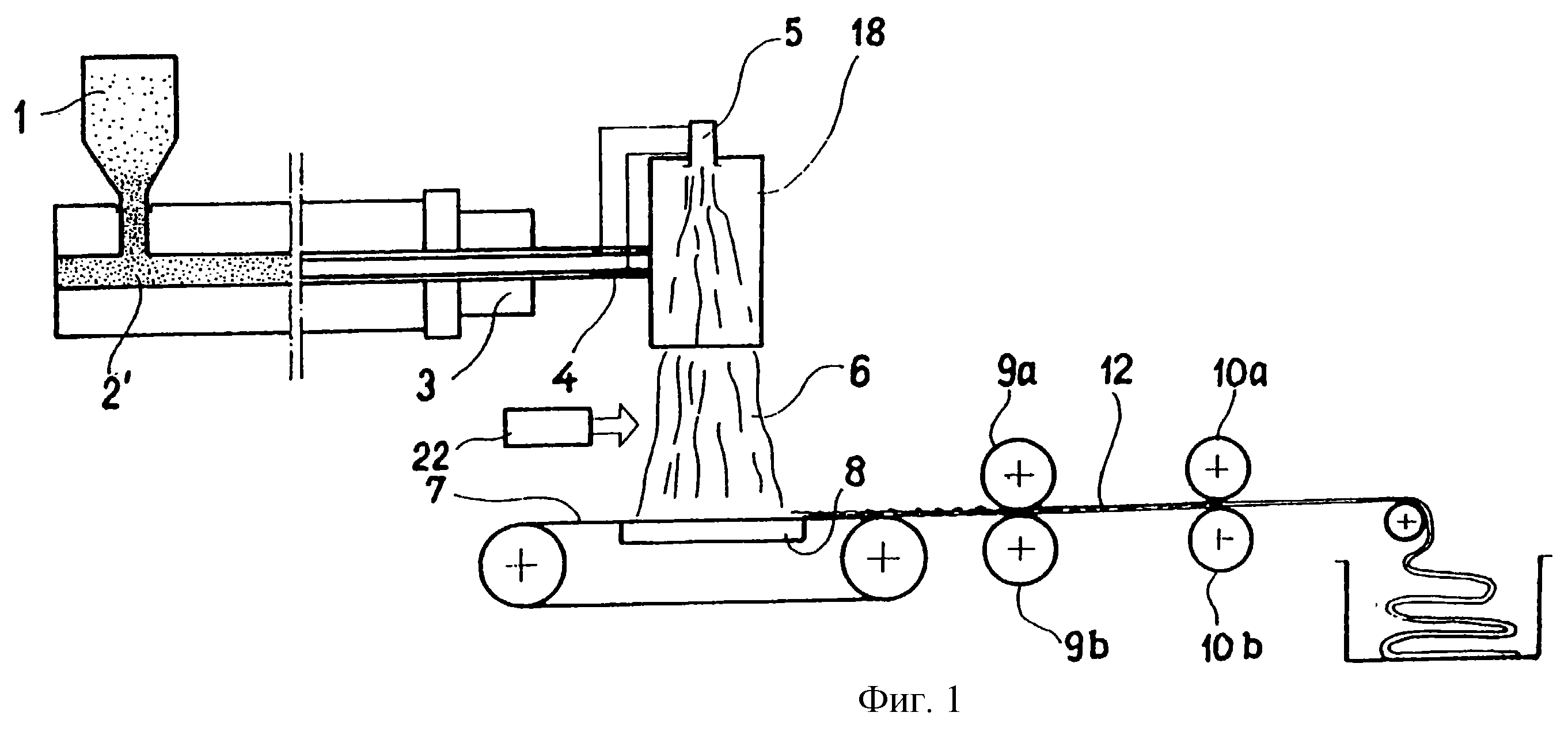
на фиг. 1
- схематическое
изображение пригодного для осуществления способа устройства;
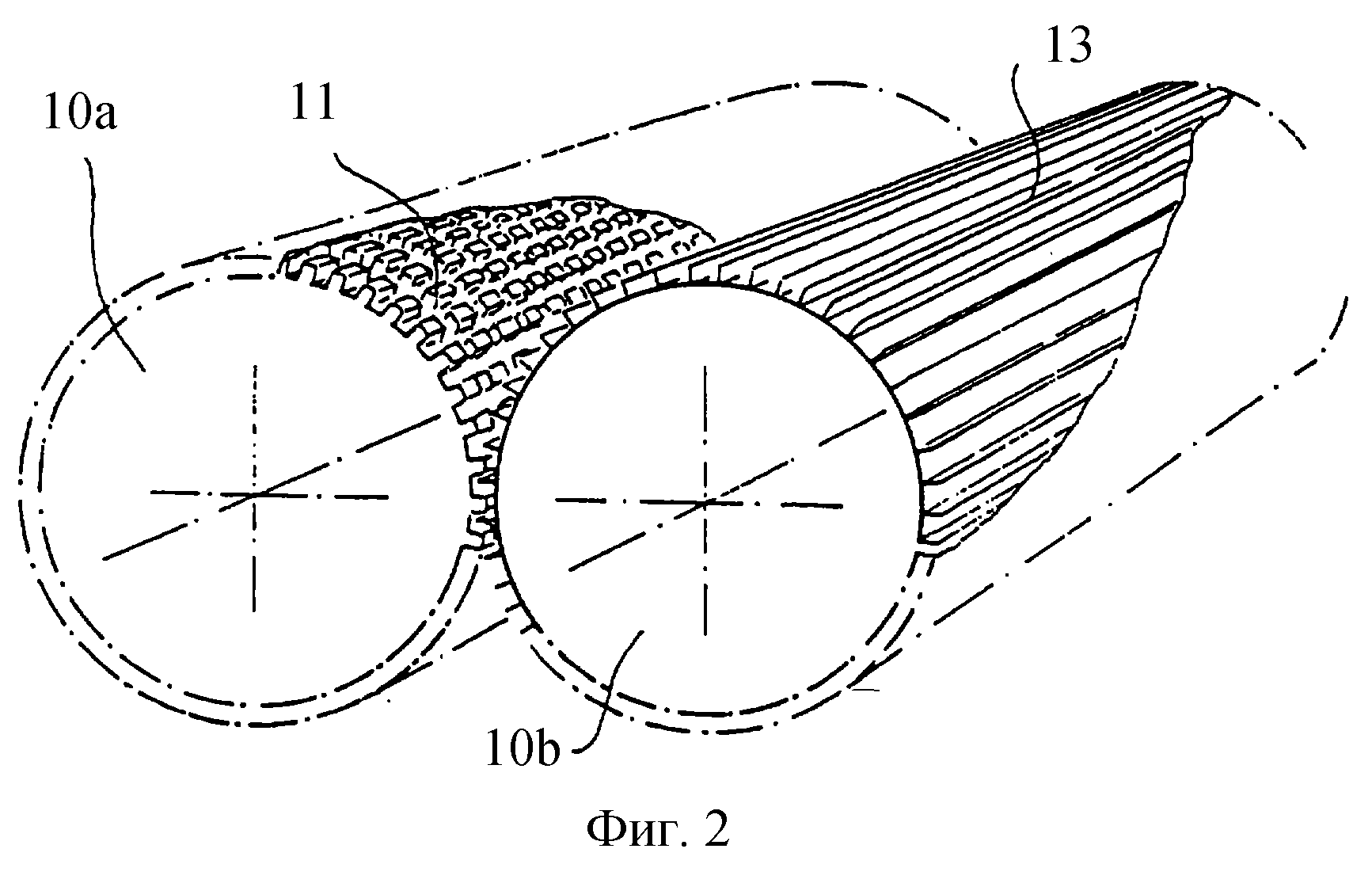
на фиг.2 - детальное изображение варианта выполнения вытяжного профильного валка;
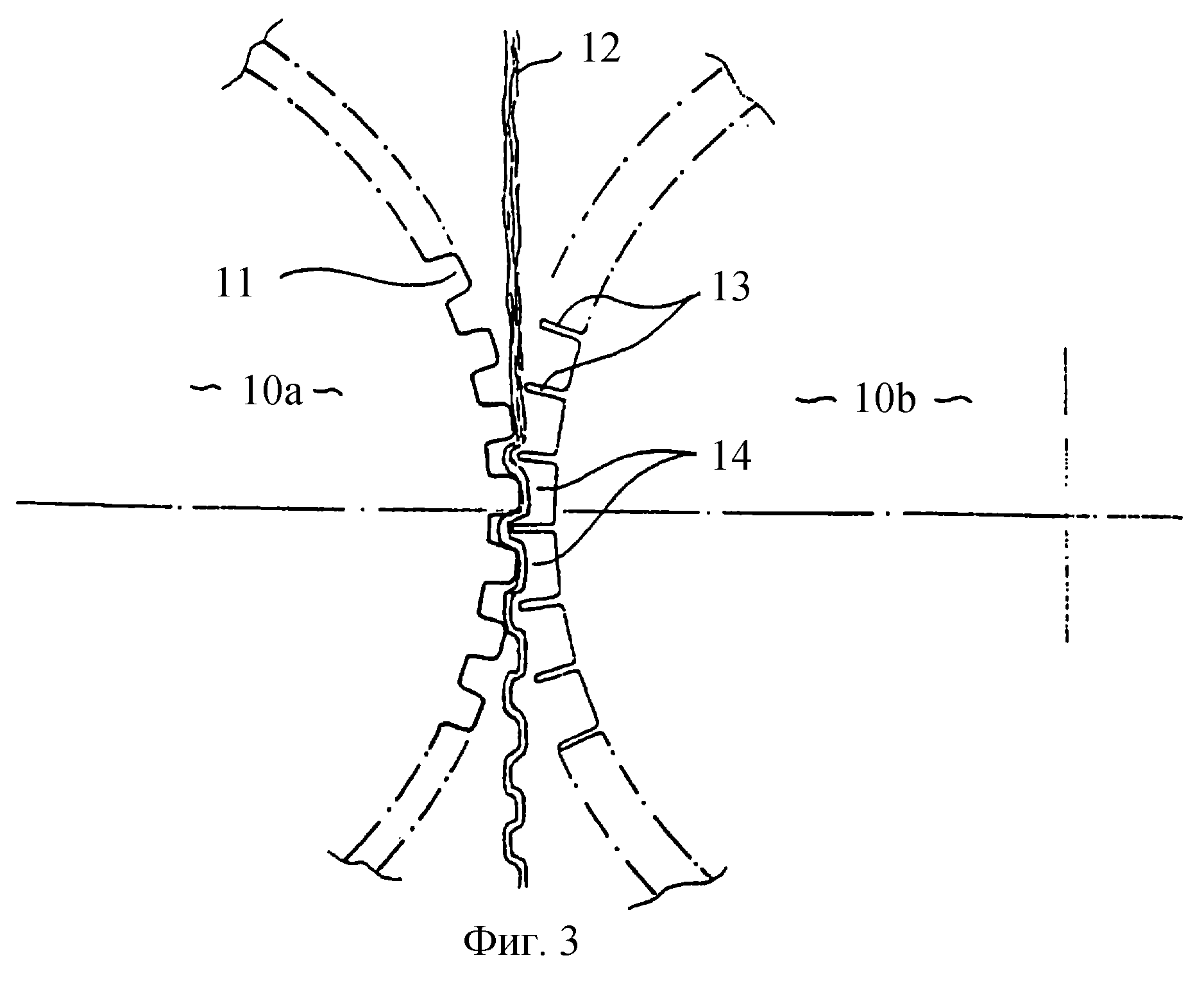
на фиг. 3 - второе
детальное
изображение варианта выполнения вытяжного профильного валка по фиг.2;
на фиг. 4 - вид изготовленного способом изделия сверху в перспективе и увеличенном масштабе.
На фиг.1 схематически изображен процесс изготовления структурированного объемного нетканого материала. В бункере 1 находится термопластичный гранулят, например из обрабатываемого в соответствии с изготовляемым нетканым материалом полиэтилена, полиэфира, полипропилена или полиамида. Он поступает в нагреваемый экструдер и транспортируется шнеком 2' до насадки 3 экструдера. Затем экструдат загружают через направляющий рукав 4 в фильеру 5. Из фильеры 5 разделенная на тончайшие нити прядь поступает в вытяжное устройство 18 и затем к охлаждающей воздуходувке 22, которая охлаждает вытянутую прядь 6.
В вытяжном устройстве 18 элементарная нить вытягивается не полностью. Предпочтительной является только вытяжка от 60 до 70% полиэтилена и полипропилена и от 50 до 70% полиэфира и полиамида. Это противоречит принятым условиям вытяжки, по которым предпочтение отдается по возможности полной вытяжке в процессе в целях экономии материала.
Вытянутая прядь 6 подается на сеточный транспортер 7, под который подложена вакуумная рамка 8 таким образом, что прядь плоско раскладывается на сеточном транспортере 7. Затем она сжимается первой парой валков, а именно между каландровыми валками 9а и 9b. После этой операции обработки получают исходный нетканый материал 12; вес единицы его поверхности составляет пока около 20 г/м2, и толщина составляет только несколько миллиметров.
Полученный таким образом исходный нетканый материал 12 после каландровых валков 9а и 9b представляет собой рыхлый материал. Местная спайка слабая, так как этим облегчается обработка материала.
Затем исходный нетканый материал 12 подается на вторую пару валков 10а и 10b, образованную двумя вытяжными профильными валками. Валок 10а представляет собой позитивный валок с многочисленными распределенными по наружной поверхности валка выступами 11, а негативный валок 10b снабжен многочисленными пластинами 13 с впадинами 14 между ними. В процессе прокатки выступы 11 входят в зацепление с впадинами 14 и вытягивают исходный нетканый материал на участке зацепления.
С помощью вытяжки двумя валками 10а и 10b задается точно определенное остаточное местное удлинение волокнистого композита, так как исходная прядь 12 удерживается на кромке, то есть, на наружных кромках валков 10а и 10b, и не может затягиваться внутрь. Поэтому нетканый материал удерживается по месту и предельно растягивается непосредственно рядом. В соответствии с выполнением валков можно отказаться от бокового зажима.
Как показано на фиг.2 и 3, боковые поверхности вытяжных профильных валков 10а и 10b выполнены так, что выпуклая часть, то есть выступы 11, проникают в свободное пространство 14 между пластинами 13 парного валка 10b, а плоский участок инструмента для тиснения удерживает часть поддающегося вытяжке нетканого материала. Валки 10а и 10b установлены точно относительно друг друга. Выступы 11 представлены в виде усеченных пирамид. Они могут быть закругленными и при необходимости заостренными. В частности, подходит конфигурация, при которой вершина имеет форму луковичного купола.
Пластины имеют ширину только 1/3-1/5 свободного расстояния между выступами. В примере выполнения они проходят по всей длине валков. Но они могут быть и короче, и прерванными. Но длина пластин всегда перекрывает большее количество промежутков между выступами, а именно, по меньшей мере, три промежутка.
Валок 10а снабжен оболочкой или покрытием из стали. Выступы 11 также выполнены из стали. Наружная поверхность валка 10b изготовлена также из стали. Применяется сталь с твердостью по Роквеллу 62 (Методы измерения КЛИНГЕЛЬНБЕРГ. Технический справочник // Шпрингер-Ферлаг, 1967, 15-е издание).
Выходящий из валков 10а и 10b нетканый материал 15 претерпел значительные изменения в результате местной дополнительной вытяжки не только по длине волокна, но и по структуре нетканого материала. Исходный нетканый материал от соответствующего рисунка валка получает структуру трехмерного характера в соответствии с фиг.4, как это будет описано ниже.
Отдельное волокно имеет высокую прочность на участке растяжения, поэтому объемный характер также является длительным. Гриф всего нетканого материала значительно мягче и податливее и обнаруживает измененный вектор переноса воды. Влажность переносится от поверхности к изнанке нетканого материала вдоль верхних элементарных нитей.
Промежуток между валками второй пары валков и тем самым взаимное проникновение валков, как известно из технологии прокатки, можно регулировать. Высота выступов составляет в данном случае около 1,5 мм, причем взаимный промежуток между выступами составляет около 1,5 мм. Количество выступов на 100 см2 составляет 2500. Изготавливается, например, состоящий из фильерного нетканого материала покрывной материал, в котором в одной операции раскладывают волокна полипропилена с плотностью 7 г/см2 на транспортерной ленте и за один проход наносят выдутый из расплава полипропилен в количестве 2•3 г на 1 см2 и все целое покрывают еще одним слоем 7 г на 1 см2 полипропиленового фильерного нетканого материала. Это составное соединение вначале подается в валковое устройство и соединяется точечно. Предварительно отвержденный фильерный материал на основе полипропилена подается затем на вторую пару валков и перфорируется при температуре валков 175oС и температуре пластин 80o С и формуется.
В соответствии с фиг.4 создается пленочный материал, имеющий на один сантиметр около пяти образованных выступами воронкообразных впадин 20, между которыми остается плоская поверхность 21. Высота нетканого материала, то есть глубина "стаканчиков", составляет около 1 мм. Материал имеет отверстия на участке выступов у основания и полностью выдавлен и поэтому может найти применение, например, в области гигиены, например в качестве покрывного материала при изготовлении пеленок или в качестве покровного слоя при изготовлении изделий для женской гигиены.
Форма выступов, приводящая к структурированию, представляет собой пирамидальную форму с прямоугольным основанием и углом при вершине 90o. Описанный способ может быть осуществлен также комплексно с изготовлением фильерного нетканого материала. Также можно отдельно изготовить исходный нетканый материал и затем переработать его. Необходимо вторичный нетканый материал или пленку кашировать на текстурированный нетканый материал.
Данный способ может, в принципе, найти применение для всех синтетических материалов, а именно полиэтилена, полиэфира, полипропилена, полиамида и т. п. , которые пригодны для способа формования волокон из расплава с предварительной вытяжкой.
Описанный способ пригоден, в принципе, для того, чтобы использовать и обрабатывать нетканые материалы всех обычных видов изготовления, среди них нетканые материалы, изготовленные способом кардочесания, аэродинамическим способом или способом выдувания из расплава.
Нетканые материалы, полученные способом кардочесания или аэродинамическим способом из штапельного волокна, изготавливают путем применения чесальной или кардочесальной машины из штапельных волокон, то есть разрезанных волокон длиной около 3-6 см, из волокон с линейной плотностью 2-5 денье и предварительно слегка тиснят, а затем подвергают процессу формования в соответствии с изобретением.
В нетканых материалах, полученных аэродинамическим способом, штапельные волокна транспортируются воздушным потоком и раскладываются в виде холста на барабанном грохоте. Этот предварительно упрочненный тиснением нетканый материал подвергается затем процессу формования в соответствии с изобретением.
Нетканые материалы из штапельного волокна можно формовать, так как они имеют еще достаточную остаточную растяжимость, обусловленную подвижностью штапельных волокон и их кручением. Нетканые материалы, изготовленные с помощью чесальной машины и аэродинамическим способом, применяются с весом на единицу поверхности 15-30 г/м2 или более.
Нетканые материалы, полученные способом выдувания из расплава, получают из расплава полимеров, причем при выходе из фильеры выходящая капля разрывается на тончайшие элементарные волокна. Элементарные волокна увлекаются потоком воздуха и раскладываются на транспортерной ленте в форму нетканого материала. Волокна, полученные способом выдувания из расплава, очень тонкие и мягкие. Вследствие их недостаточной прочности их часто соединяют с другими неткаными материалами. В области гигиены создаются возможности применения по способу в соответствии с изобретением как нетканых материалов, полученных выдуванием из расплава, так и в соединении с другими неткаными материалами. В частности, нетканый материал из волокон, полученных выдуванием из расплава с весом на единицу поверхности, равным 10-20 г/м2, хорошо формуется.
Реферат
Способ и пара валков могут быть использованs для изготовления структурированного объемного нетканого материала и обеспечивают повышение объемности нетканого материала, который уже вытянут и имеет частично связанные волокна и нити. Согласно способу изготавливают нетканый материал из множества элементарных нитей, которые вытягивают в пределах 50-70% от максимально возможной вытяжки и раскладывают в прядь. Затем осуществляют отделку исходного нетканого материала с целью повышения пушистости во второй паре валков, в которой наружные поверхности валков выполнены из металла. Позитивные элементы позитивного валка представляют собой расположенные рядами выступы, а поверхность негативного валка снабжена расположенными в осевом направлении пластинами с расположенными между ними впадинами так, что при обкатке валков друг по другу пластины входят в зацепление с дорожками, свободными от выступов, при этом нетканый материал удерживается на наружных кромках валков и предельно растягивается непосредственно рядом. 2 с. и 23 з.п.ф-лы, 4 ил.
Комментарии