Продукты из минерального волокна - RU2314273C2
Код документа: RU2314273C2
Чертежи







Описание
Настоящее изобретение относится к продуктам из минерального волокна и к способам их изготовления, и эти продукты особенно пригодны для использования в качестве теплоизоляционных и огнестойких материалов при высоких температурах, например выше 700°С, а часто - выше 900°С или выше 1000°С. В частности, это относится к таким продуктам, сформированным из минерального волокна, основой которых служит силикатная структура (решетка), содержащая атомы кремния, кальция, магния, железа, алюминия и кислорода и, необязательно, небольшие количества щелочного металла, и другие компоненты в малых количествах.
Обычно волокна, к которым относится изобретение, всегда включают по меньшей мере 3% FeO и по меньшей мере 5% MgO, и никогда больше 8% окиси щелочного металла. Количество СаО обычно составляет по меньшей мере 8%, количество SiO2 обычно составляет 35-55%, а количество Al2O3 обычно составляет до 25%. Любые другие элементы обычно присутствуют только в очень малых количествах, например меньше 5%, и обычно меньше 2% от количества окисей.
В настоящей заявке все аналитически установленные количественные соотношения выражены в массовых процентных долях (если не указано иное) оксида в расчете на суммарную массу всех элементов в виде оксидов. Железо всегда представлено здесь как FeO, даже если на практике некоторое или большее его количество может быть представлено в виде трехвалентного железа.
Эти волокна являются, таким образом, волокнами типов, в общем известных под названиями «минеральная шерсть», «шлаковата» или «каменная вата». Они отличаются при рассмотрении их составов, свойств и процессов изготовления от волокон, обычно известных как «стекловолокно», которые содержат большое количество окисей щелочных металлов (обычно больше 15-20%), могут также содержать большое количество бора, обычно больше 5% В2О3, и всегда практически не содержат железа. Снижения до минимума содержания железа существенно для вытягиваемого (и, возможно, для утоняемого в пламени) стекловолокна, так как присутствие железа в количествах, превышающих так называемые «следы», например 1%, существенно изменяет цвет волокна, и это может существенно влиять на способы нагрева и экструдирования расплава при формовании элементарных нитей.
Известно, что свойства всех силикатных волокон, включая волокна, к которым относится изобретение, зависят частично от химического состава волокон и, таким образом, от природы всей силикатной решетки, включая атомы, удерживаемые в решетке. Известно также, что, когда температура комплекса волокон превышает Tg (температуру стеклования), волокно принимает вязкоэластичное состояние, в результате чего может наблюдаться тенденция к началу потери формы отдельных волокон и, в частности, может происходить некоторый отек на поверхности волокон, ведущий к сплавлению волокон в местах их перекрещивания. При более высоких температурах отек становится более серьезным, и волокна могут спекаться и занимать значительно меньшие объемы, чем они занимали в исходном комплексе волокон. При температуре Тс (температуре кристаллизации) тетраэдрическая решетка стремится преобразоваться в кристаллическую структуру. Если температуру продолжают повышать, то кристаллы начинают плавиться при Tm (температуре плавления). Tg типичного минерального волокна может составлять около 650-700°С, например 680°; Тс - около 820-900°С, например 850°С; а Tm - около 1000-1100°С, например 1050°.
Известно также, что условия, при которых волокнистый продукт подвергают воздействию повышенной температуры, могут существенно влиять на свойства волокна. В частности, известно, что, когда толстый блок высокой плотности склеенного минерального волокна подвергают воздействию высокой температуры, сердцевинная его часть может подвергнуться усадке из-за спекания, теряя полости между волокнами (в результате чего огнезащитные свойства становятся неудовлетворительными), тогда как наружная поверхность может оставаться в достаточной степени волокнистой.
Особая проблема связана с огнестойкими дверями и многослойными панелями, а именно: полугерметизированными или герметизированными продуктами, содержащими склеенное минеральное волокно между листами металла, посредством которых предотвращают свободный доступ воздуха. Установлено, что эти объекты могут страдать из-за спекания волокна при температуре ниже, чем можно было бы ожидать, принимая во внимание известные температуры разрушения минеральной шерсти.
Обычно предполагали, что эти разрушения склеенной минеральной шерсти и герметизированных или полугерметизированных продуктов вызывались экзотермическим процессом, возникающим в результате сгорания органических клеящих веществ в продукте из минерального волокна; причем в результате этого экзотермического процесса происходит местный нагрев, вызывающий локализованное повышение температуры и, таким образом, спекание.
Механизмы, в результате действия которых происходит, в конечном счете, усадка волокнистого комплекса, например, с образованием полости, по мере повышения температуры, таким образом являются, как можно видеть, довольно сложными, но независимо от механизма наблюдаемый эффект обычно называют «спеканием».
Существенно то, что огнестойкая дверь или другое теплоизоляционное или огнестойкое изделие должны надежно сохранять их свойства. Таким образом, существенно, чтобы усадка или спекание не происходили, так как, если происходят усадка или спекание, то нарушается теплоизоляция и огнестойкость в тех областях, где имели место усадка или спекание. Поэтому принято сообщать температуру, при которой каждый конкретный тип волокна вероятнее всего теряет свои свойства. Например, температуры усадки или спекания обычно указывают как показатель температуры, при которой волокно вероятнее всего теряет свою волокнистую структуру при определенных условиях. Поэтому в ряде публикаций приведены температуры коллапса («охлопывания») или спекания.
Настоящее изобретение относится более конкретно к способу улучшения свойств волокна, а именно: к повышению стойкости волокна к усадке или спеканию, например, к повышению температуры, при которой происходят усадка или спекание.
В настоящее время в известных способах предлагается два основных пути достижения этого результата.
Один путь повышения стойкости к усадке или спеканию заключается в добавлении различных эндотермических компаундов в продукты из минерального волокна, предназначенные для защиты от огня, чтобы с помощью добавленного компаунда абсорбировать тепловую энергию и, таким образом, отдалить начало процесса усадки или спекания, несмотря на внешнюю температуру, которая выше температуры, которой волокно может противостоять при отсутствии добавленных материалов. Типичный пример описан в европейском патенте ЕР-А-0936060. Известны способы, в которых вместо использования эндотермических материалов в строгом смысле используют химически активные материалы, например, согласно английскому патенту GB-А-1281381.
Другой путь заключается в выборе соответствующего химического состава расплава, из которого формуют волокно, например, формования волокна из расплава, содержащего большие количества железа и/или магния, и/или алюминия в расплаве и, следовательно, в силикатной решетке. Предельным решением было бы изготовление керамического волокна, например, путем использования расплава, содержащего большое количество алюминия, обычно более 30%. Пример таких волокон, которые являются керамическими или почти керамическими, приведен в патенте США №US-A-5312806. К сожалению, формование керамических или почти керамических волокон из-за содержания большого количества алюминия и из-за сложности последующей их переработки сложно и дорого.
При выборе химического состава минерального волокна в настоящее время необходимо принимать в расчет ряд факторов, включая возможность формования волокна с использованием обычных технологий, стоимость и доступность сырьевых материалов, возможность биологического разложения волокна, погодостойкость волокна и, как было сказано выше, условия спекания волокна. В соответствии с этим нежелательно, чтобы были ограничения, вызванные дополнительными требованиями повышения стойкости к усадке и спеканию.
Проблема, которую, таким образом, надлежит решить посредством изобретения, заключается в поиске пути повышения стойкости к усадке и/или спеканию волокнистых продуктов, изготавливаемых из широкого ряда обычных расплавов минералов, камня, шлака, при котором можно было бы сократить или исключить необходимость в полном изменении состава расплава (например, путем значительного увеличения содержания алюминия) и в добавлении эндотермических компаундов в волокнистый продукт.
Как показано на примерах ниже, настоящее изобретение заключается в последующей обработке волокна, в результате которой достигается необычное сочетание состава и поверхностной структуры волокна при использовании расплавов минералов, камня или шлака обычного состава, особенно с обычным содержанием железа и магния, и при изготовлении волокна из этих расплавов.
Из заявки на изобретение США №US-А-2003/0015003 известно, что состав поверхностного слоя некоторых волокон можно изменить, например, путем утонения волокна при воздействии на него пламенем или другими видами обработки. Волокно формуют из расплавов стекла, а именно: из расплавов, содержащих большое количество окисей щелочных металлов (обычно более 20%), малое суммарное количество окисей кальция и магния (содержание окиси магния часто равно нулю) и предпочтительно нулевое содержание окиси железа. Эти способы обработки созданы для улучшения влагостойкости и, таким образом, они не подходят для решения проблемы повышения стойкости к спеканию и коллапсу минерального, каменного и шлакового волокна, т.е. волокна, содержащего значительные количества железа, магния и кальция.
Продукты из минерального волокна согласно изобретению содержат волокно, имеющее силикатную решетку, и содержат кремний, кальций, магний, железо, алюминий, кислород и, необязательно, щелочные металлы, как обычное волокно из камня, шлака, минералов. В соответствии с этим количество железа обычно составляет по меньшей мере 3% (FeO), количество щелочи должно быть относительно низким, обычно - не более 8% окиси щелочных металлов, а количество магния должно быть относительно большим, обычно - по меньшей мере 5% MgO. В соответствии с этим эти расплавы полностью отличаются от расплавов с высоким содержанием щелочи, нулевым содержанием железа, низким содержанием щелочноземельных металлов, как указано в заявке США №US-А-2003/0015003. Согласно изобретению по меньшей мере 70% железа представлено в виде трехвалентного железа, а волокно имеет сердцевину, окруженную наружным поверхностным слоем толщиной менее 1 мкм, в котором максимальная концентрация атомов магния по меньшей мере в 1,5 раза больше концентрации атомов магния во всем волокне.
В настоящем изобретении поверхностный слой может быть сформирован любым подходящим способом. Поверхностный слой обычно граничит с сердцевиной и может быть сформирован путем диффузии внутри волокна, и оказывается, что предпочтительный слой формуется путем диффундирования наружу катионов магния, а также обычно катионов кальция к поверхности волокна. Изобретение включает этап обработки минерального волокна, обладающего описанным составом, но содержащим по меньшей мере 2% двухвалентного железа (FeO) (при общем содержании железа по меньшей мере 3%); и обработка этого волокна, содержащего по меньшей мере 2% двухвалентного железа, заключается в создании условий окисления при контролируемой повышенной температуре, которая выше температуры, при которой происходит окисление двухвалентного железа в волокне, но которая ниже температуры, при которой происходит существенная кристаллизация решетки. В результате по меньшей мере 70% общего количества железа окисляется до трехвалентного железа. Кроме того, имеет место миграция магния изнутри волокна и формирование поверхностного слоя, в котором создается определенная максимальная концентрация магния. Обычно происходит также миграция кальция, в результате чего в поверхностном слое волокна создается максимальная концентрация магния и кальция, которая больше концентрации магния и кальция в остальной части волокна.
Авторы изобретения установили, что в результате обработки волокна, при которой железо полностью или по существу полностью становится трехвалентным и образуется поверхностный слой, обогащенный магнием и обычно кальцием, волокно способно противостоять более высоким температурам до спекания или усадки.
Хотя, естественно, желательно, чтобы все волокно в волокнистом продукте было модифицировано таким образом, это не столь существенно при условии, что доля волокна, модифицированного таким способом, достаточно высока для придания повышенной стойкости к высокой температуре всего продукта. Волокна, содержащие поверхностный слой, предпочтительно распределены по существу равномерно (по всем трем направлениям) в валяной ткани или другом продукте для того, чтобы валяная ткань имела по существу равномерную стойкость к повышенной температуре по его объему.
На практике обычно наиболее простым решением является обработка всего волокна, предназначенного к модификации, в условиях, при которых обеспечивается модификация, без проверки того, каждое ли волокно подверглось модификации.
Изобретение проиллюстрировано прилагаемыми чертежами, на которых изображено:
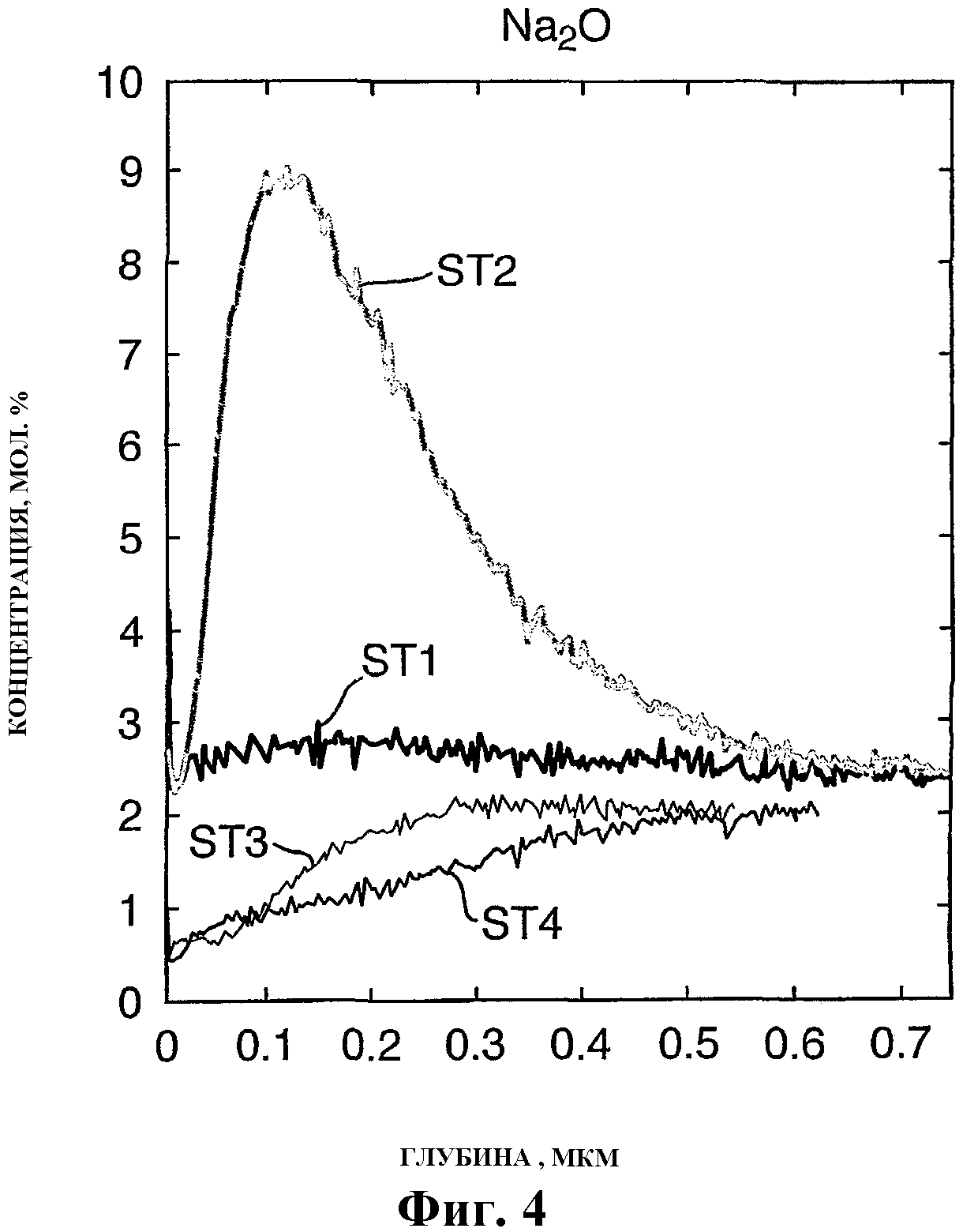
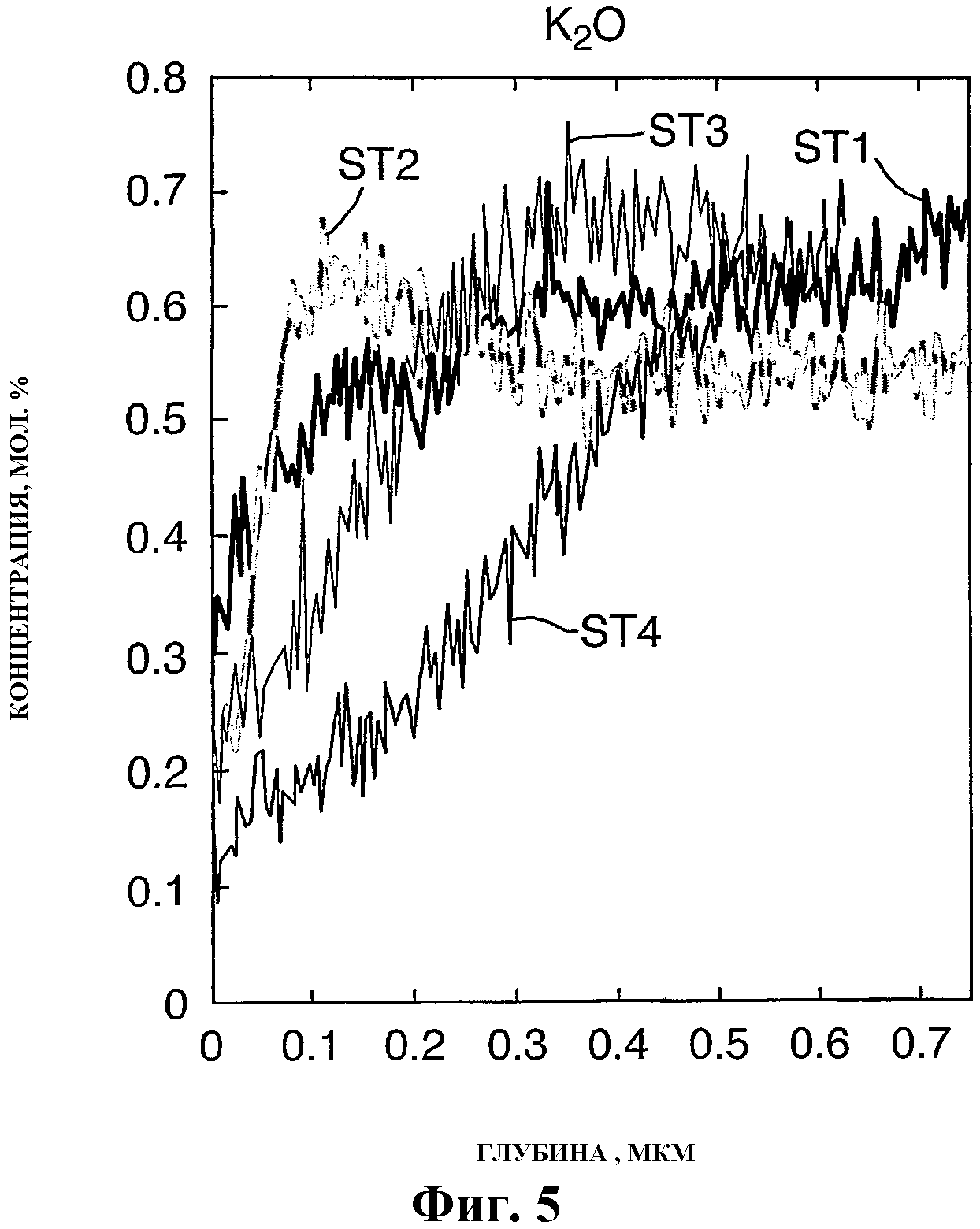
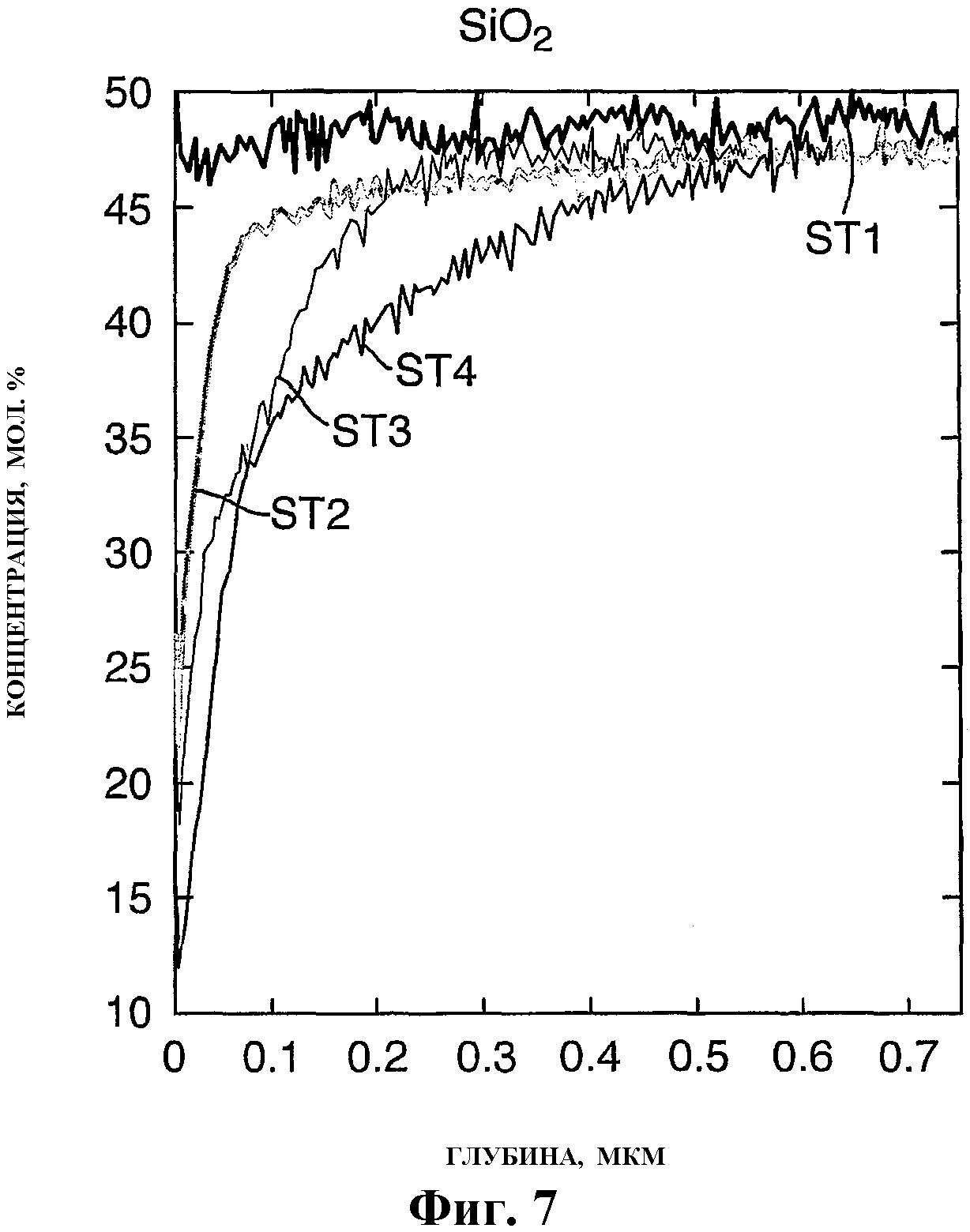
на Фиг.1-7 - SNMS-графики (SNMS - сканирующая нейтронная масс-спектроскопия), на которых показана концентрация различных элементов на поверхности волокна, как это описано в Примере 2;
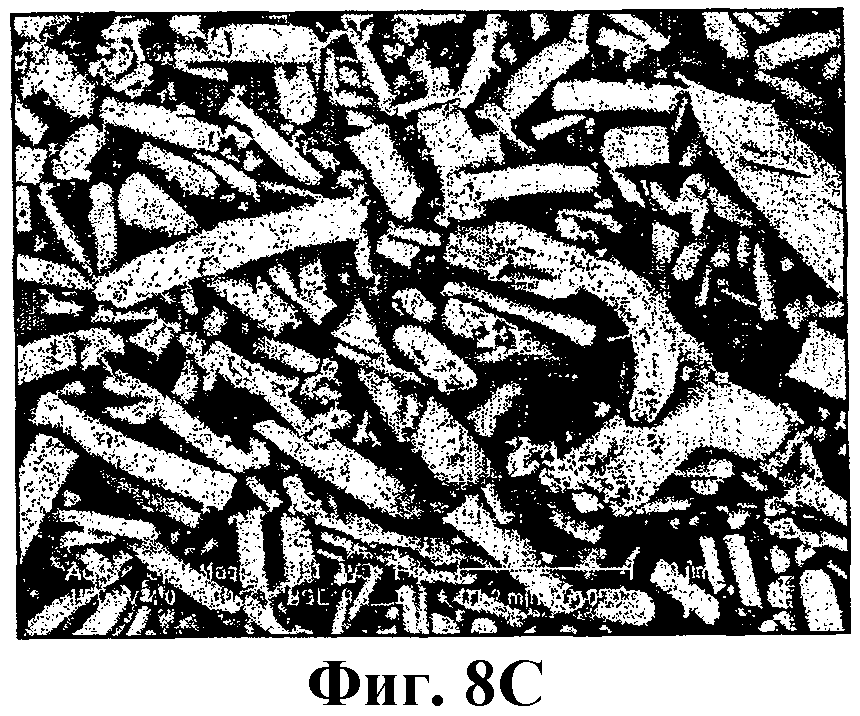
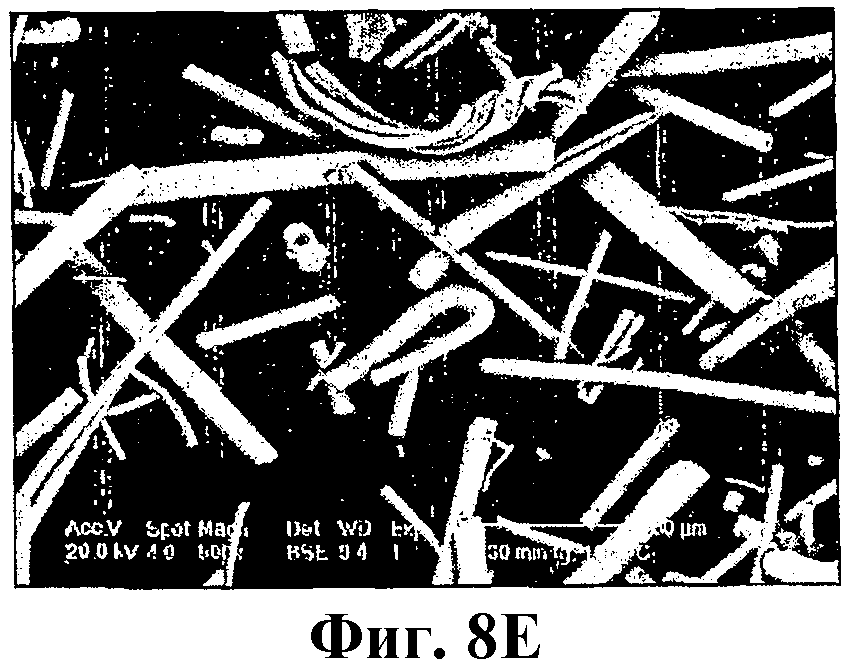
на Фиг.8А-8Е - микрографы, выполненные на сканирующем электронном микроскопе, различных продуктов после обработки при различных условиях, как это описано в Примере 3.
Обогащенный наружный слой волокна может содержать магний и обычно также кальций преимущественно в форме простых или сложных окисей. Обогащенные области могут содержать маленькие кристаллы, которые могут быть столь малы, что их можно называть нанокристаллами. Может быть, более точно их называть зародышевыми центрами. Предполагается, что кристаллы или центры состоят из окисей кальция и/или магния, и/или из кальциево-магниевых силикатов (необязательно, включая также другие атомы, например, железо и алюминий) и, в частности, содержат маленькие кристаллы или центры диопсида и/или авгита, и/или спинала.
Предпочтительно, чтобы максимальная концентрация каждого из элементов (кальция и магния) в наружном слое по меньшей мере в 1,5, 2, 3 или 4 раза и, может, даже до 5 раз или даже до 6 или 7 раз превышала концентрацию во всем волокне. В частности, хотя хорошие результаты были получены при концентрации кальция, которая превышала, например, в 1,2 раза, в 2-4 раза концентрацию в остальном волокне, представляется желательным, чтобы обогащение магнием было особенно большим, например, в 3-6 раз больше концентрации магния во всем волокне.
Говоря, что максимальная концентрация атомов магния в слое по меньшей мере в 1,5 раза больше концентрации во всем волокне, мы имеем в виду, что, когда волокно подвергают SNMS-исследованиям (SNMS - сканирующая нейтронная масс-спектроскопия), то химический состав и концентрацию атомов магния определяют, начиная с самой наружной поверхности по направлению к центру (как показано на Фиг.1); при этом максимальная концентрация атомов магния, которую наблюдают в наружном слое, по меньшей мере в 1,5 раза больше по существу однородной нормальной концентрации атомов магния, которую наблюдают во всем остальном волокне. Эта по существу однородная концентрация является по существу химическим составом всего волокна. Аналогично этому все другие показатели концентрации других элементов в поверхностном слое относятся к данным, полученным посредством SNMS (SNMS - сканирующая нейтронная масс-спектроскопия), как на Фиг.1-7.
Поверхностный слой можно рассматривать как слой, в котором концентрация атомов магния (и обычно также концентрация атомов кальция) на измеримую величину больше их концентрации в остальном волокне, а толщина этого поверхностного слоя меньше 1 мкм, а обычно - меньше 0,5 мкм. Часто поверхностный слой составляет от 0,1 мкм или 0,2 мкм и до 0,5 мкм. Максимальная концентрация, о которой сказано выше, обычно имеет место в самом наружном слое волокна толщиной 0,01 мкм, а часто - 0,05 мкм. Соответственно в сердцевинной части волокна (т.е. исключая поверхностный слой толщиной 0,5 мкм или 1,0 мкм) имеет место по существу равномерная концентрация большинства или всех элементов, входящих в состав волокна, а наибольшая концентрация атомов кальция и магния наблюдается в самом наружном слое толщиной 0,05 мкм или 0,1 мкм, причем в промежуточных областях имеют место переходные концентрации от максимальной концентрации к концентрации в сердцевине внутрь на глубину 0,05 мкм или 0,1 мкм.
Представляется, что присутствие обогащенного магнием (и обычно также кальцием) слоя на поверхности способствует предотвращению или сокращению начала процесса течения расплава на поверхности и в местах перекрещивания волокон, которое, вероятно, является первым шагом к спеканию и усадке. Таким образом, обеспечение обогащенного слоя приводит к увеличению температуры, при которой начинается процесс поверхностного течения расплава, что ведет к повышению температуры, при которой происходят усадка и спекание.
Имеются некоторые подтверждения того, что атомы железа также могут быть представлены в наружном поверхностном слое в количестве, большем количества в остальной части волокна, например, в количестве в 1,1 или 1,2 вплоть до 2,0 или более раз большем количества железа в остальной части волокна. Это происходит особенно тогда, когда количество кальция в 2 раза меньше концентрации кальция в остальной части волокна, например, тогда, когда обогащение кальцием поверхностного слоя мало или отсутствует вовсе.
Однако главная характеристика железа в волокне состоит в том, что оно должно быть по существу в виде трехвалентного железа и, таким образом, по меньшей мере 70% железа в волокне должно быть в виде трехвалентного железа, а обычно - по меньшей мере 80%, 90% или, предпочтительно, - по меньшей мере 95% железа является трехвалентным. Представляется, что в идеальном случае по существу 100% железа должно быть в виде трехвалентного железа. Это содержание выражено в процентах к массе железа.
Волокна, обработанные согласно изобретению, и, таким образом, волокна в новых продуктах согласно изобретению предпочтительно содержат в основе минеральные, каменные или шлаковые волокна. Такие волокна предпочтительно содержат (относительно массы окисей) по меньшей мере 2%, а обычно - по меньшей мере 3%, 4% или 5% или более двухвалентного железа и могут содержать до 10%, 12% или даже 15% двухвалентного железа (в расчете на FeO). Общее содержание железа в исходном волокне обычно составляет по меньшей мере 3%, наиболее типично - 5-10%, но может быть вплоть до 12% или 15% (во всех случаях в расчете на FeO). Вначале некоторое количество железа может быть в виде трехвалентного железа, но в основном (по меньшей мере 50% и часто по меньшей мере 70%) двухвалентное железо, когда волокно изготавливают в условиях восстановительной среды, например, в вагранке.
Долевое содержание других элементов, выраженное в массовых единицах (%) окисей, следующее: содержание кремния обычно составляет 35-55%, часто - 38-50% (т.е. мас.% SiO2 от общей массы окисей). Количество кальция обычно составляет по меньшей мере 8%, часто - 10-20% или более, например, вплоть до 30-35% (мас.% СаО). Количество магния обычно составляет по меньшей мере 5%, часто - 8-15% или более, например, вплоть до 20-25% (мас.% MgO). Волокно может быть свободно от щелочных элементов, но обычно содержит щелочь (мас.%, Na2O+K2О) в количествах 0-8%, обычно 1-4% или 5%.
Количество алюминия (в виде Al2O3) составляет обычно 1-25%. Если требуется, чтобы волокно было растворимым при рН приблизительно равном 7,5, то количество алюминия составляет обычно 1-10%, обычно 1-5% (мас.% Al2O3), но в иных случаях количество алюминия обычно составляет 10-25% или 30%. Количество алюминия, составляющее по меньшей мере 13%, а предпочтительно - по меньшей мере 16%, является особенно предпочтительным, если требуется, чтобы волокно было растворимым при рН 4,5, а обычно его количество составляет 16-22%.
Когда требуется, чтобы волокно обладало свойствами керамики и обладало особенно высокой стойкостью к высоким температурам, оно может содержать Al2O3 более 25% или 30%, например, до 35%, 40% или более.
Авторы данного изобретения полагают, что причина, по которой железо в желаемом волокне должно быть полностью или преимущественно трехвалентным, заключается в том, что формование поверхностного слоя, обогащенного магнием, происходит под воздействием механизма, включающего окисление двухвалентного железа до трехвалентного.
В частности, наиболее хорошо формируется поверхностный слой при обработке волокна, включающего силикатную решетку, содержащую ионы двухвалентного железа, в условиях окисления при контролируемой температуре, при которых ионы двухвалентного железа окисляются в волокнах до ионов трехвалентного железа.
Хорошо известно, что силикатная решетка минеральных волокон, например минеральной шерсти, шлаковаты, каменных волокон, является тетраэдрической решеткой, состоящей преимущественно из кремния и, необязательно, из алюминия, соединенных мостиками из атомов кислорода, а также содержащей атомы кальция, магния и железа и часто малые количества щелочных металлов и другие атомы, например атомы титана. Считают, что атомы кальция и магния удерживаются в решетке относительно слабыми связями с атомами кислорода решетки. Она стабильна при низких и средних температурах.
Однако если температуру повышают (например, до близкой или превышающей Tg), когда поверхность волокон подвержена условиям окисления, то, как полагают авторы, связи кальций-кислород и магний-кислород имеют тенденцию к разрыву с последующим окислением двухвалентного железа до трехвалентного железа и с высвобождением катионов кальция и магния, которые диффундируют сквозь стеклообразную структуру волокна по направлению к поверхности, которая находится в условиях окисления. Это высвобождение и диффундирование, как представляется, не происходят, когда поверхность не подвержена условиям окисления.
Представляется, что катионы магния (и обычно также катионы кальция) окисляются на поверхности сначала с образованием окисей, и, как представляется, они могут затем взаимодействовать с кремнеземом с образованием кристаллов, например, диопсида и/или ангита, особенно тогда, когда температура достаточно высокая и обычно выше Tg.
Для предотвращения кристаллизации всей тетраэдрической решетки с последующими пагубными воздействиями на свойства волокна, например, повышение его хрупкости, температура не должна быть слишком высокой, и обычно она ниже Тс.
Соответственно формирование желаемого поверхностного слоя, по-видимому, зависит как от равновесия между внешними условиями окисления и катионами кальция и магния, которые диффундируют по направлению к поверхности, так и от равновесия между двухвалентным железом и трехвалентным железом, которое существует при высоких температурах (например, около или несколько выше Tg, например, при 800°С), когда связи кальций-кислород и магний-кислород разрываются.
Другие атомы в решетке обладают меньшей тенденцией разрыва их кислородных связей с решеткой. Таким образом, хотя какой-нибудь щелочной металл может иногда оставить свои связи с кислородом и мигрировать к поверхности, количество его обычно мало. Алюминий и титан диффундируют много меньше, а кислород вряд ли вообще диффундирует при температуре ниже Tg.
Для оптимизации механизма волокна должны сначала содержать достаточное количество ионов двухвалентного железа, чтобы было достигнуто равновесие, на практике должно быть по меньшей мере 2 мас.% двухвалентного железа, а обычно по меньшей мере 3 мас.% или 4 мас.% двухвалентного железа.
Авторам изобретения не известно, чтобы кто-либо предложил ранее, имея в виду минеральные волокна, какие-либо механизмы и полезные результаты, достигнутые в настоящем изобретении. Однако сейчас авторам известна публикация Бурхарда в журнале Petrology за 2001 г., том 42, стр.507-527, и авторы полагают, что изложенные в ней соображения подтверждают их понимание химического механизма, описанного в изобретении.
Бурхард не занимался волокнами, его интересовал процесс кристаллизации и окисления вулканического стекла, и он описал эксперименты, проведенные над крупными кусками и порошком из стекла. В этих экспериментах был показан, например, процесс формирования поверхностного слоя, составлявший 15-20 мкм в толщину, который обладал повышенной концентрацией кальция и магния и который был описан как сформированный из кристаллизовавшегося пироксена. Глубинная кристаллизация этого типа проходила бы через все минеральные волокна, что привело бы к очень большой хрупкости волокна. Кроме того, обычная кристаллизация во всем волокне не привела бы уменьшению поверхностного течения расплава, как это имеет место в изобретении.
Бурхард предположил, что механизм окисления связан с диффузией катионов и что диффузия ионов кальция и магния изнутри уравновешена по заряду окислением двухвалентного железа в трехвалентное. Так как двухвалентное железо является единственным элементом в обычных минеральных волокнах, способным к окислению в волокне, этот механизм предполагает, что присутствие двухвалентного железа в исходном волокне является существенным, и имеются хорошие экспериментальные указания на близкую взаимосвязь между общим количеством окисленного двухвалентного железа в трехвалентное (с последующим диффундированием магния и обычно также кальция) и свойствами сплющивания или спекания полученного в результате волокнистого продукта.
Нагрев, необходимый для достижения окисления двухвалентного железа до трехвалентного железа в волокне, может давать тенденцию к тому, чтобы вызывать некоторую хрупкость волокон из-за возможности инициирования тенденции к кристаллизации внутри силикатной решетки. Поверхностный слой, таким образом, предпочтительно формируется при температуре, при которой сводится к минимуму кристаллизация по толщине волокна. Таким образом, процесс следует проводить при температуре ниже Тс.
В способе согласно изобретению, посредством которого минеральное волокно обрабатывают для формования волокна, используемого в изобретении, требуется воздействие на содержащее двухвалентное железо волокно контролируемой повышенной температурой, выше температуры, при которой происходит окисление железа в волокне, и которая предпочтительно ниже температуры, при которой происходит кристаллизация решетки, т.е. ниже Тс.
Важно, чтобы повышенную температуру контролировали и чтобы волокно находилось в среде окисления по существу все время в ходе обработки окислением. Если повышение температуры происходит хаотически (например, если волокно обрабатывают высокотемпературным пламенем), то требуемое поддержание условий окисления в течение всего процесса обработки не может быть гарантировано. Кроме того, повышенную температуру следует поддерживать, сохраняя условия окисления, в течение достаточного периода времени, для обеспечения возможности протекания требуемой миграции. Например, слишком быстрое повышение температуры и, в частности, повышение температуры в результате протекания спонтанного экзотермического процесса и возникновения возможных восстановительных условий может привести к образованию слишком малого требуемого поверхностного слоя или к полному отсутствию этого слоя.
При использовании нормального минерального волокна, каменного волокна, шлаковолокна окисление двухвалентного железа до трехвалентного может начаться в диапазоне 500-550°С, но оно обычно начинается в значительной степени только при более высоких температурах, например, при 550-600°С или часто при 600-650°С, или иногда даже несколько более высокой температуре, например, в диапазоне 650-700 или 720°С. Можно наблюдать за количественным выполнением процесса окисления двухвалентного железа до трехвалентного путем наблюдения за повышением массы волокна. Обработку окислением обычно производят по меньшей мере в течение 2 мин., обычно - в течение более 10 мин., например, в течение 30-100 мин.
Часто желательно, чтобы температуру, в пределах диапазона, в котором происходит окисление, повышали контролируемым образом, а не хаотически или резко. Удовлетворительными могут быть условия, при которых валяную ткань вводят в печь при желаемой температуре, но часто желательно повышать температуру печи контролируемым способом в интервале, начиная с температуры, которая может быть достаточно низкой, например, на 100°С или на 50°С ниже Tg, а предпочтительно - по меньшей мере на 20°С ниже Tg, и до температуры, например, по меньшей мере на 30°С, а предпочтительно - по меньшей мере на 50°С, а часто - вплоть до значения на 100°С выше Tg, хотя предпочтительно, чтобы максимальная температура была всегда ниже Тс. Если используют постоянную температуру, то предпочтительно, чтобы она была не слишком высокой, например, предпочтительно ниже Tg+100°С, а часто - ниже Tg+50°С.
Контролируемое повышение предпочтительно производят так, чтобы температура волокон повышалась со скоростью не более 30°С в минуту, а предпочтительно - менее 20°С в минуту, наиболее предпочтительно - 2-10°С в минуту, например, 5°С в минуту.
Используя контролируемое повышение температуры, можно довести до максимума диапазон температур, при превышении которого окисление и образование наружного слоя могут происходить до того, как кристаллизация решетки (и охрупчивание волокна) становится нежелательно существенной, и довести до максимума величину, до которой двухвалентное железо может быть окислено до трехвалентного.
Предпочтительный способ изготовления нового волокна согласно изобретению заключается в укладке волокна в виде нетканого полотна и, необязательно, в формовании из него валяной ткани путем поперечной послойной укладки и сжатия или путем использования другой обычной технологии, и последующем воздействии на волокно желаемым контролируемым повышением температуры для вызывания требуемого окисления и образования поверхностного слоя. Этого можно достигнуть путем, например, пропускания волокна, например, в виде валяной ткани или полотна, через печь, температурный режим которой контролируют так, чтобы сообщить валяной ткани или полотну требуемое повышение температуры при пропускании его через печь. Если полотно или валяная ткань содержат связующее или другой материал, который может выгорать с выделением тепла (экзотермически), то предпочтительно сжигать его при относительно низкой температуре.
Атмосфера в печи должна быть по существу окислительной, для того чтобы окисляющие условия постоянно существовали внутри и вокруг валяной ткани или полотна, чтобы обеспечить возможность окисления двухвалентного железа до трехвалентного. Атмосфера может быть представлена воздухом или смесью кислорода с неокисляющим газом при условии, что количество кислорода достаточно для поддержания условий окисления. На практике обычно используют печь с приточной вентиляцией.
Количество кислорода для этой цели может быть относительно небольшим, и парциальное давление кислорода порядка 10-2 (0,01) атмосферы представляется достаточным, например, в аргоне, причем нагрев при парциальном давлении кислорода 10-5 атмосферы обычно неэффективен. Поэтому представляется, что парциальное давление кислорода должно предпочтительно составлять по меньшей мере 0,001 атм., а предпочтительно - по меньшей мере 0,005 атм., а обычно - 0,01 атм. или выше.
Если желательный продукт содержит волокно в нескрепленной форме или в виде скрепленных пучков, то процесс можно проводить на нескрепленной валяной ткани или первичном полотне вместо того, чтобы использовать скрепленную валяную ткань, и обработанное полотно или валяную ткань можно затем преобразовать в желаемый продукт.
Волокно может быть изготовлено любым пригодным способом формования волокна, и обычно его изготавливают посредством центрифугального волокнообразования (прядения), например, используя прядильную кружку или каскадный прядильный процесс обычным образом. Волокно может иметь обычные размеры волокна, изготовленного центрифугальным волокнообразованием, например, имеющее срединный диаметр (вычисленный в отношении кумулятивной длины) менее 15 мкм, а предпочтительно - менее 10 мкм, например, от 2 мкм или 3 мкм до 7 мкм. Отношение средней длины волокна к среднему диаметру обычно составляет более 500:1, а часто - около 1000:1-2000:1.
Волокно обычно вовлекают в поток воздуха вблизи волокнообразующего аппарата, которым отводят его от этого аппарата. Обычно воздействие потоками воздуха или другими средствами на волокно между первичным волокнообразованием и укладкой в виде полотна производят при относительно невысоких температурах, что является стандартным.
Волокно обычно собирают в виде полотна в присутствии связующего для облегчения дальнейшей обработки собранного продукта и/или для подавления пыления, и/или в качестве замасливателя. Желательно выжечь все органические материалы (например, замасливатели и связующие) и любые другие экзотермические горючие материалы до того, как волокно подвергнут контролируемому или другому желаемому повышению температуры, которое предпочтительно используют для формирования желаемого поверхностного слоя. Так, например, связующее может быть выжжено, например, при температуре ниже 500 или 550°С при таких условиях, когда температура волокна не превышает, например, 600 или 650°С до тех пор, пока температуру можно контролировать с высокой точностью путем регулирования внешнего нагрева.
Хотя волокно, имеющее поверхностный слой, может быть представлено в новом волокнистом продукте в сочетании с произвольными или четко определенными количествами других волокон, предпочтительно, чтобы волокно было распределено по существу равномерно в продукте из минерального волокна, и предпочтительно, чтобы волокно продукта из минерального волокна состояло по существу только из обработанного волокна.
Новым продуктам из минерального волокна согласно изобретению можно придавать различные формы. Они могут быть в виде нескрепленного волокна, например, для инжекции его в качестве изоляции, или оно может быть в виде скрепленных пучков волокна, но предпочтительно продукты содержат валяную ткань, т.е. в виде нетканого материала из волокна, содержащего связующее или другие средства для повышения целостности валяной ткани.
Предпочтительные новые валяные ткани предпочтительно содержат определенные волокна, распределенные по существу равномерно в валяной ткани. Этим обеспечивают по существу одинаковые свойства спекания по всей валяной ткани.
Могут быть использованы различные средства для улучшения целостности валяной ткани. Если в качестве такого средства используют связующее, сгорающее с выделением тепла, то при этом может возникать недостаток, заключающийся в воздействии на валяную ткань температуры горения, более высокой, чем это желательно, если принять во внимание свойства волокна. Таким образом, предпочтительно, чтобы валяные ткани согласно изобретению включали негорючие средства для улучшения их структурной целостности. Такие средства (системы), не включающие использование горючих средств, представляют собой обычные способы скрепления валяной ткани, например, иглопрокалывание валяной ткани или прошивание валяной ткани неорганическими или другими негорючими волокнами, или средства, не включающие использование горючих средств, могут быть такими, в которых применяют неорганическое связующее вещество, например, алюмосиликат или другой гидравлический цемент. Другой способ заключается в использовании нескрепленного волокна или валяной ткани, уложенного между сетками или другими листовыми материалами, с помощью которых сдерживают их смещение.
Особенно ценными продуктами согласно изобретению являются огнестойкие двери и многослойные панели, которые изготавливают путем формирования обработанной валяной ткани, как было описано выше, которую затем частично или полностью закрывают листами листового материала обычного типа для таких продуктов, например, из фольги или конструкционных листов (например, из шерсти, металла, штукатурки или пластических материалов), которые обычно используют для огнестойких дверей и многослойных панелей. Эти листы предотвращают свободный доступ воздуха и, таким образом, как можно было бы ожидать, способствуют восстановительным условиям, которые ранее связывали с неожиданным спеканием и коллапсом, но в изобретении это явление исключено благодаря предварительно сформированному поверхностному слою на волокне.
Другим ценным продуктом согласно изобретению является нескрепленное волокно, которое можно обработать согласно изобретению в виде валяной ткани из нескрепленного волокна или в виде нескрепленного волокна или же можно сформировать путем разрушения обработанной валяной ткани. Нескрепленное волокно может быть преобразовано в валяную ткань определенной формы известным способом и скреплено органическим или неорганическим связующим.
Модифицированное волокно (например, в виде валяных тканей, полотен или нескрепленного волокна) может быть подвергнуто обычной обработке, например, оно может быть снабжено поверхностными покрытиями, например, из силиконового масла или других гидрофобных веществ или покрытиями для уменьшения запыленности. Обычные эндотермические материалы и другие добавки могут быть введены в огнестойкие двери или многослойные панели обычными способами.
Полотна или валяные ткани могут иметь небольшую плотность (например, 10-50 кг/м3) или могут иметь большую плотность (например, 50-300 кг/м3).
Ниже следуют примеры.
Пример 1
Загрузочный объем минерального сырья расплавляют в вагранке для образования расплава минерального сырья, из которого затем формуют волокно на центрифугальной каскадной прядильной установке для формования волокна, которое укладывают в виде первичного полотна. Его затем укладывают в поперечном направлении обычным способом и скрепляют, образуя валяную ткань, содержащую 0,5% масла и органического связующего. Связующее в данном процессе служит в основном в качестве замасливателя и средства против пыления.
Состав волокна (мас.% окисей): SiO2-43,5%; Al2O3-19,0%; TiO2-1,1%; FeO-6,0%; CaO-20,3%; MgO-6,6%; Na2O-2,4%; K2O-0,3%; P2O5-0,2% и MnO-0,5%.
Валяная ткань содержала 31,6% неволокнистых частиц диаметром больше 63 мкм, а средний диаметр волокна составлял 4,2 мкм, причем 16% волокна имело диаметр меньше 2 мкм и 84% меньше 7,2 мкм. Валяную ткань подвергали иглопрокалыванию обычным способом. Связующее и масло выжигали в печи.
Полученная в результате обычная валяная ткань была обозначена индексом Х.
В одном испытании валяную ткань Х пропускали через печь с продувом газа, в которой температуру, до которой нагревали волокно в валяной ткани, поддерживали в диапазоне 600-800°С в течение 2-90 мин. Tg (температура стеклования) этого конкретного волокна равна 680°С, а Тс (температура кристаллизации) - 870°С, где обе температуры определены способом дифференциальной сканирующей калориметрии (DSC).
Атмосфера в печи - воздух, а температуру, до которой нагревали валяную ткань в печи, повышали с 620°С до приблизительно 800°С со скоростью 10°С в минуту.
Анализы, выполненные посредством SNMS (SNMS - сканирующая нейтронная масс-спектроскопия), показали, что в готовом продукте все элементы распределены по существу равномерно вплоть до наружного слоя толщиной 0,5 мкм. В пределах слоя толщиной 0,5-0,1 мкм имело место постепенное увеличение концентрации магния и кальция и уменьшение концентрации большинства других элементов, а в самом наружном слое толщиной 0,1 мкм концентрация кальция и магния была значительно увеличена при соответствующей пониженной концентрации других элементов.
Наблюдение за цветом и массой валяной ткани по мере повышения температуры показало, что цвет остается неизменным, а масса уменьшается по мере повышения температуры до приблизительно 550°С (указывая на выгорание или испарение органических веществ). При температуре около 600°С наблюдалось постепенное увеличение массы до достижения температуры около 870°С; увеличение массы составило около 0,6%. Полное окисление 6% ионов двухвалентного железа до 6% ионов трехвалентного железа соответствовало бы увеличению массы на 0,67%.
Когда обработанную валяную ткань подвергали воздействию температуры 1050°С при условиях, моделировавших условия, возникающие в огнестойкой двери (т.е. в герметически закрытой среде), то он был хрупким, но не значительно сплющившимся и, таким образом, сохранял эффективные огнестойкие свойства. Однако когда необработанную валяную ткань подвергали воздействию тех же условий, усадка его оказалась значительной.
В другой совокупности испытаний использовали вначале необработанный продукт, который был таким же, как и валяная ткань Х; брали два образца.
Один был образцом с индексом Х, который далее не обрабатывали. Другой образец с индексом Y подвергли предварительному окислению в электропечи при 700°С в течение 30 мин.
Оба образца: один с индексом Х, а другой предварительно окисленный образец с индексом Y, подвергли воздействию температуры 1100°С при условиях, моделировавших условия, возникающие в огнестойкой двери (т.е. в герметически закрытой среде), в соответствии со стандартом ISO 834/DIN 4102, раздел 8.
После 90 минут испытаний предварительно окисленный образец Y был хрупким, но усадка его была незначительной, и он отвечал требованиям стандарта EN 13501/2. Температура (средняя) на поверхности, которую не подвергали воздействию высокой температуры, образца Y, подвергавшегося предварительному окислению, спустя 90 минут испытаний составляла 311°С. Однако когда подвергли воздействию аналогичным условиям образец Х, его усадка и степень спекания были значительными. Температура на поверхности, которую не подвергали воздействию высокой температуры, необработанного образца спустя 90 минут испытаний составляла 398°С.
Пример 2
Для более точной проверки механизма получали образцы волокна, изготовленные по той же технологии (вагранка, каскадное формование волокна), что и в Примере 1, со следующим составом (мас.% окисей): SiO2-45,8%; Al2O3-14,9%; TiO2-1,6%; FeO-7,6%; CaO-14,3%; MgO-10,9%; Na2O-2,0%; K2O-1,0%; P2O5-0,4%. Исходный материал был обозначен индексом ST1.
Материал затем подвергали окислению в печи в течение 90 минут при температуре 600°С (образец ST2), 680°С (образец ST3) или 760°С (образец ST4).
Были выполнены анализы содержания и распределения элементов посредством SNMS в каждом из образцов ST1-ST4, в поверхностном слое толщиной 0,7 мкм волокна в отношении элементов Mg, Ca, Fe, Na, Al, Si и K, по стандартным методикам. Результаты представлены на диаграммах на Фиг.1-7. Эти диаграммы четко показывают, что количество Mg в самом наружном слое толщиной 0,1 мкм значительно увеличено (относительно нормальной концентрации, т.е. общего состава волокна) в каждом из образцов ST2, ST3, ST4 по сравнению с исходным волокном образца ST1. Они также показали, что количество кальция в самом наружном слое толщиной 0,1 мкм значительно увеличено в образцах ST2 и ST3 и менее увеличено в данном эксперименте в образце ST4 при более высокой температуре 760°С. И наоборот, количество железа значительно увеличено в образце ST4 (при 760°С), а также слегка увеличено в исходном волокне в образце ST1, но по существу такое же на поверхности, как и в сердцевине волокна, обработанного при температурах 600 и 680°С.
Графики также показывают, что количество натрия увеличено в самом наружном поверхностном слое в необработанном волокне, а также увеличено в волокне образца ST2, обработанного при 600°С, но уменьшено в волокне образцов ST3 и ST4.
Пример 3
Было сформовано волокно в основном по той же технологии (вагранка, каскадное формование волокна), что и в Примере 1, состав которого был следующим: SiO2-40, 6%; Al2O3-20,8%; TiO2-1,6%; FeO-7,1%; CaO-13,6%; MgO-11,4%; К2О-0,8%; Na2О-1,6% и P2O5-0,3%.
Волокно собирали без связующего, масла и других добавок и обрабатывали на грохоте для удаления неволокнистых включений (шариков). Средний диаметр волокна составлял 4,9 мкм, причем 16% имело средний диаметр меньше 2 мкм и 84% - меньше 8,4 мкм. Этот волокнистый продукт был разделен на образцы А-Е. Каждый образец подвергли воздействию различных условий, указанных ниже, и были выполнены микрографы на сканирующем электронном микроскопе каждого полученного продукта. Эти микрографы полученных в результате образцов А-Е представлены на Фиг.8А-8Е соответственно.
Образец А был подвергнут воздействию температуры 1050°С в присутствии воздуха. Таким образом, не воспроизводили нормальные условия для огнестойкого продукта, так как выгорание связующего и ограниченная подача воздуха создавали бы более восстановительные условия в нормальной практике.
Образец В подвергали воздействию нагрева при 1050°С в атмосфере аргона.
Образец С подвергали нагреву в окислительных условиях в течение 2 минут при 691°С (соответствует Tg для этих волокон) и затем подвергали нагреву до 1050°С в аргоне. По данным SNMS, максимальная концентрация Mg и Са была в 1,7 и 1,3 раза больше соответственно нормальной концентрации.
Образец D был обработан так же, как и образец С, за исключением того, что его подвергали окислению при температуре 643°С в течение 30 минут.
Образец Е подвергали тем же условиям, что и образец С, за исключением того, что его подвергали нагреву до 691°С в течение 30 минут. По данным SNMS, максимальная концентрация Mg и Са была в 2,7 и 1,5 раза больше соответственно нормальной концентрации.
Проблема спекания, возникавшая при воздействии на обычное волокно нагревом при высокой температуре в восстановительных условиях, четко проявляется при сравнении фотографий А и В. Преимущество применения адекватного предварительного окисления согласно изобретению показано путем сравнения образцов и микрографов 8В и 8С; 8В и 8D; и наилучшие результаты видны при сравнении образцов и микрографов 8В и 8Е.
Подобный же эксперимент был проведен на образце А при температуре 691°С в течение 4 часов и 20 часов, и исследования посредством SNMS показали, что максимальная концентрация Mg и Са соответственно была в 3,0 и 1,6 раза больше нормальной концентрации.
Подобный же эксперимент был проведен на образце А при температуре 691°С в течение 20 часов, и исследования посредством SNMS показали, что максимальная концентрация Mg и Са соответственно была в 3,3 и 1,3 раз больше нормальной концентрации.
Реферат
Техническая задача изобретения - повышение стойкости волокна к усадке или спеканию. Свойства минеральных волокон, содержащих атомы кремния, кальция, магния, железа, алюминия и кислорода, улучшены путем нагрева в условиях окисления, что вызывает миграцию MgO, создавая таким образом наружный слой толщиной менее 1 мкм с повышенной концентрацией атомов Mg, по меньшей мере, в 1,5 раза больше концентрации атомов Mg во всем волокне. Валяные ткани и другие волокнистые продукты, содержащие волокно, обладают повышенной стойкостью к усадке и спеканию. 2 н. и 16 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения минераловатных изделий из базальтосодержащих пород и технологическая линия для его осуществления
Комментарии