Способ изготовления особо мягкого и трехмерного нетканого материала и нетканый материал, изготовленный этим способом - RU2383669C2
Код документа: RU2383669C2
Чертежи


Описание
Настоящее изобретение относится к способу изготовления нетканого материала фильерного и/или кардного типа с поточной обработкой и автономной обработкой и к нетканому материалу, полученному указанным способом. В частности, изобретение относится к нетканому материалу, имеющему улучшенные тактильные характеристики, толщину и оптическую плотность, которые делают этот материал пригодным для использования в области очистки поверхностей, личной гигиены и изготовления одежды.
Нетканый материал широко используется для замены традиционной текстильной продукции в самых различных областях, например в области очистки и защиты поверхностей или в производстве одежды. В сравнении с обычными тканями нетканые материалы имеют такие преимущества, как более низкая стоимость производства, превосходные механические свойства и высокая биосовместимость с кожей.
Среди нетканых материалов нетканый материал, изготовленный фильерным способом из расплава, формируется или из синтетических (полимерных) волокон, или волокон природных материалов, которые размещаются на мате, находясь, все еще в расплавленном состоянии, и затем они затвердевают в виде слоя.
Полученная таким образом структура может быть упрочнена динамической обработкой, такой как связывание стежками или каландриванием, или струями воды (гидропереплетением). Другими способами связывания, известными в этой технике, являются механическое сшивание, термосвязывание, химическое связывание.
Вообще фильерные способы дают возможность экструдировать термопластичные полимеры через фильеры для формирования множества непрерывных нитей. Эти нити, которые сначала отверждаются и затем удлиняются, обычно посредством высокоскоростного потока, редко размещаются на собирающей поверхности, например, такой как конвейерная лента и образуют неупрочненный слой. Затем нити связываются между собой для получения конечного слоя, имеющего связующие и прочностные характеристики.
Операция связывания может осуществляться прямым воздействием тепла и давления к неупрочненному слою посредством нагретых каландров.
В частности, после размещения неупрочненного слоя он на указанной конвейерной ленте переносится к каландрам, где он сходит с ленты и подхватывается двумя каландровыми валиками для нагревания и сжатия. Благодаря этому полимерный слой только переносится, пока он не достигнет каландров, и оба валика тех же каландров также действуют как опоры/конвейеры, а также как упрочнители для слоя.
Продукт, полученный указанным способом, обычно имеет форму очень тонкого слоя толщиной в интервале 0,18-0,3 мм, с массой 15-17 г/м2, с компактным нитевидным внешним видом и снабженный слегка тисненными узорами, ограниченными зазорами между точками связывания каландровых рисунков.
Такой продукт, хотя и показывающий хорошие связывающие свойства, не очень подходит для использования в области гигиены, однако он подходит для использования в тех областях, где требуются такие его свойства, как мягкость и толщина.
Поэтому задачей настоящего изобретения является нетканый материал, который имеет улучшенные мягкость и толщину в сравнении с известными продуктами, хотя он все еще сохраняет оптимальные связывающие свойства.
Эта задачей достигается благодаря способу изготовления нетканого материала, и нетканым материалом, полученным таким образом, как это определяется независимыми пунктами формулы изобретения, приведенными ниже.
Первой задачей настоящего изобретения является обеспечение способа изготовления нетканого материала фильерного или кардного типа.
Второй задачей является обеспечение нетканого материала, полученного указанным способом, в котором конечный продукт является особенно предпочтительным с точки зрения мягкости, толщины и когезии.
Другие характеристики и преимущества этого изобретения будут лучше понятны из следующего подробного описания некоторых его воплощений, которые снабжены не ограничительными примерами, в которых:
- Фиг.1 является блок-схемой производственного процесса в соответствии с изобретением;
- Фиг.2 является блок-схемой производственного процесса в соответствии с первым вариантом воплощения изобретения;
- Фиг.3а является блок-схемой производственного процесса в соответствии со вторым вариантом воплощения изобретения;
- Фиг.3b является блок-схемой производственного процесса в соответствии с третьим вариантом воплощения изобретения;
- Фиг.4а является блок-схемой производственного процесса в соответствии с четвертым вариантом воплощения изобретения;
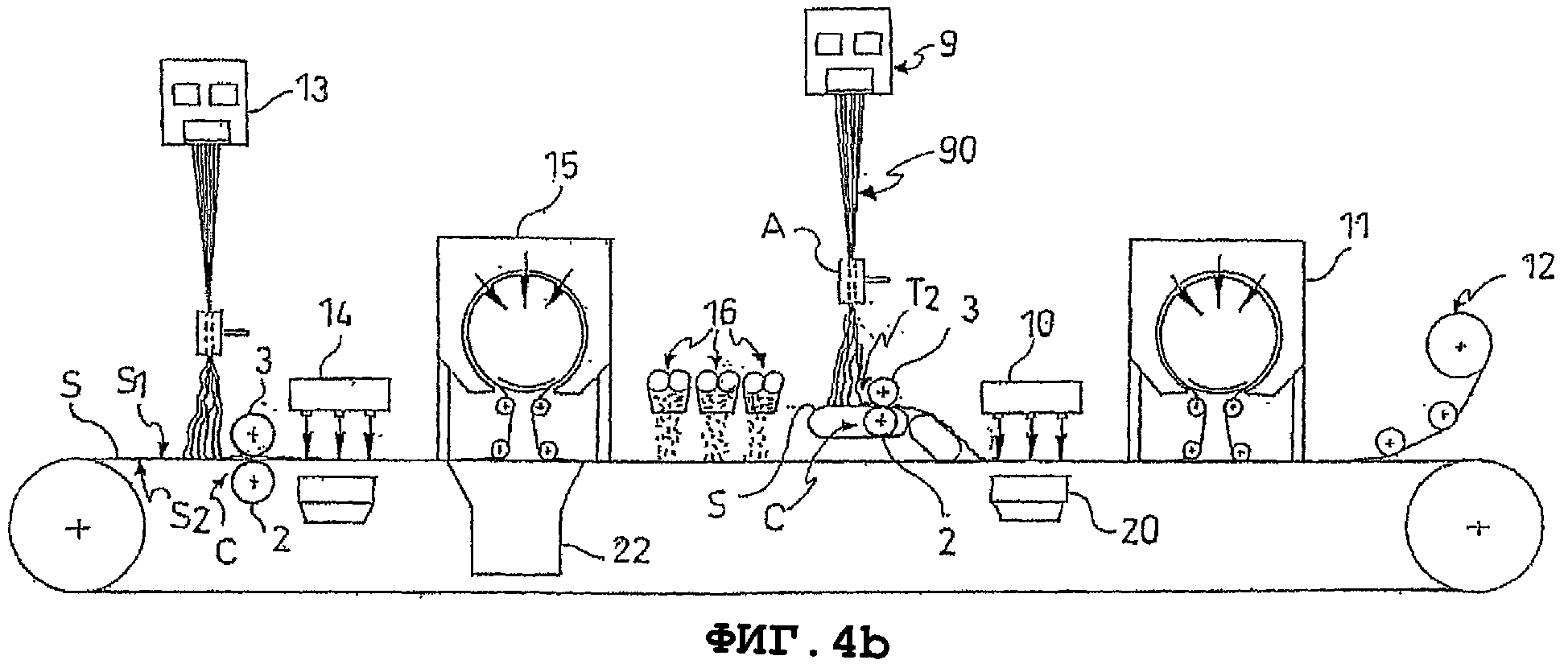
- Фиг.4b является блок-схемой производственного процесса в соответствии с пятым вариантом воплощения изобретения;
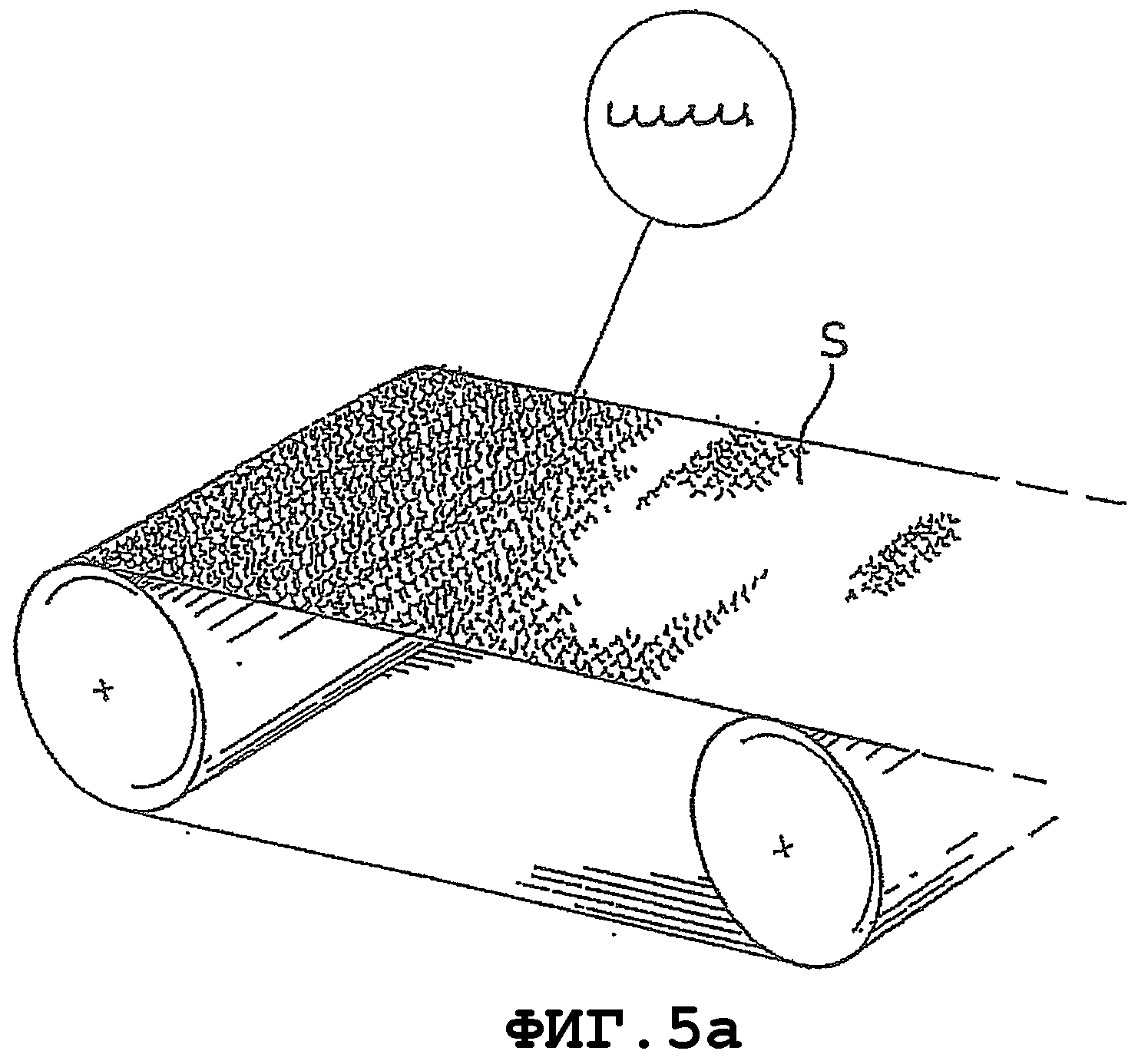
- Фиг.5а является изображением в перспективе опоры для нетканых волокон или микроволокон по изобретению;
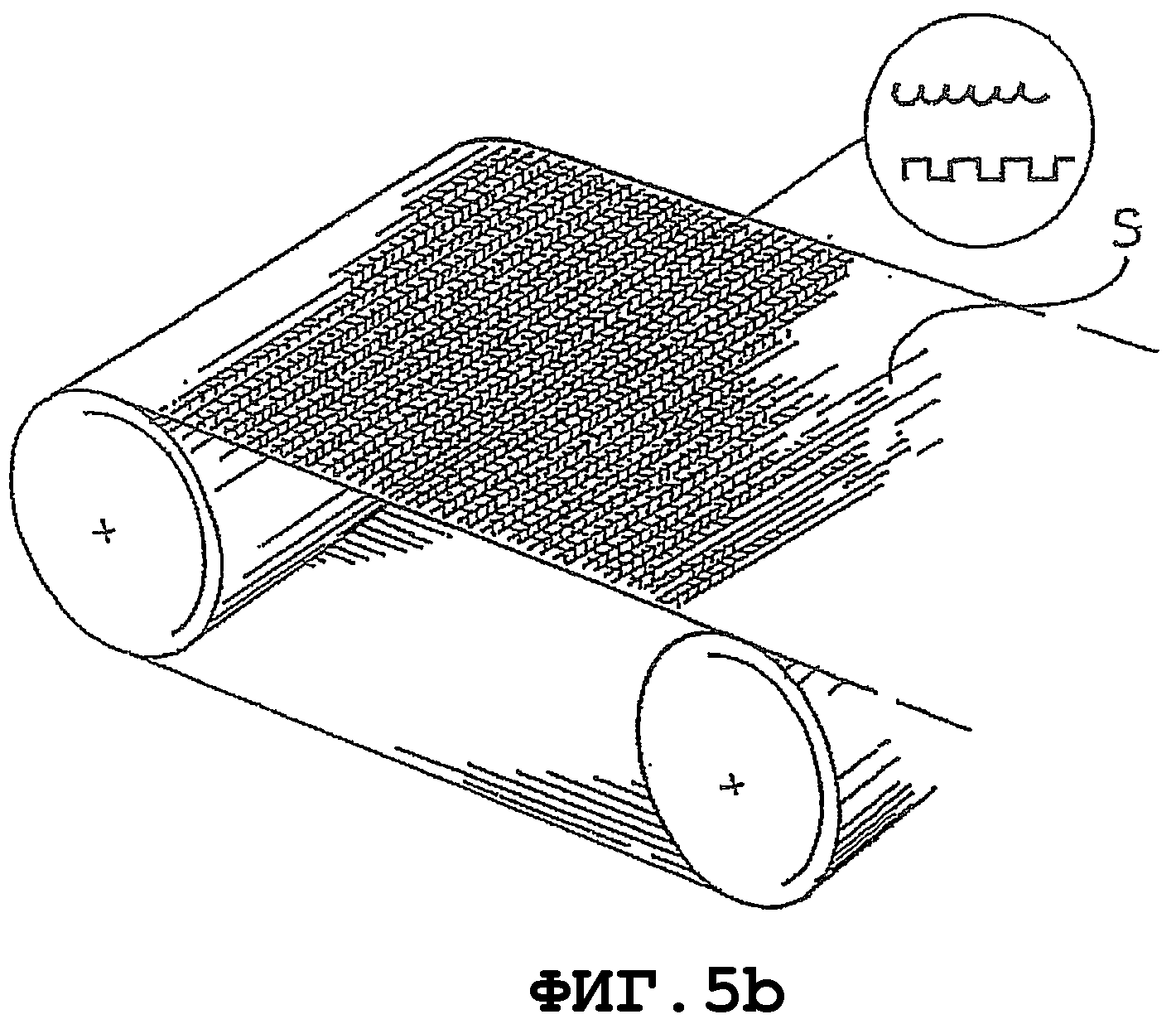
- Фиг.5b является изображением в перспективе варианта опоры для нетканых волокон или микроволокон по изобретению;
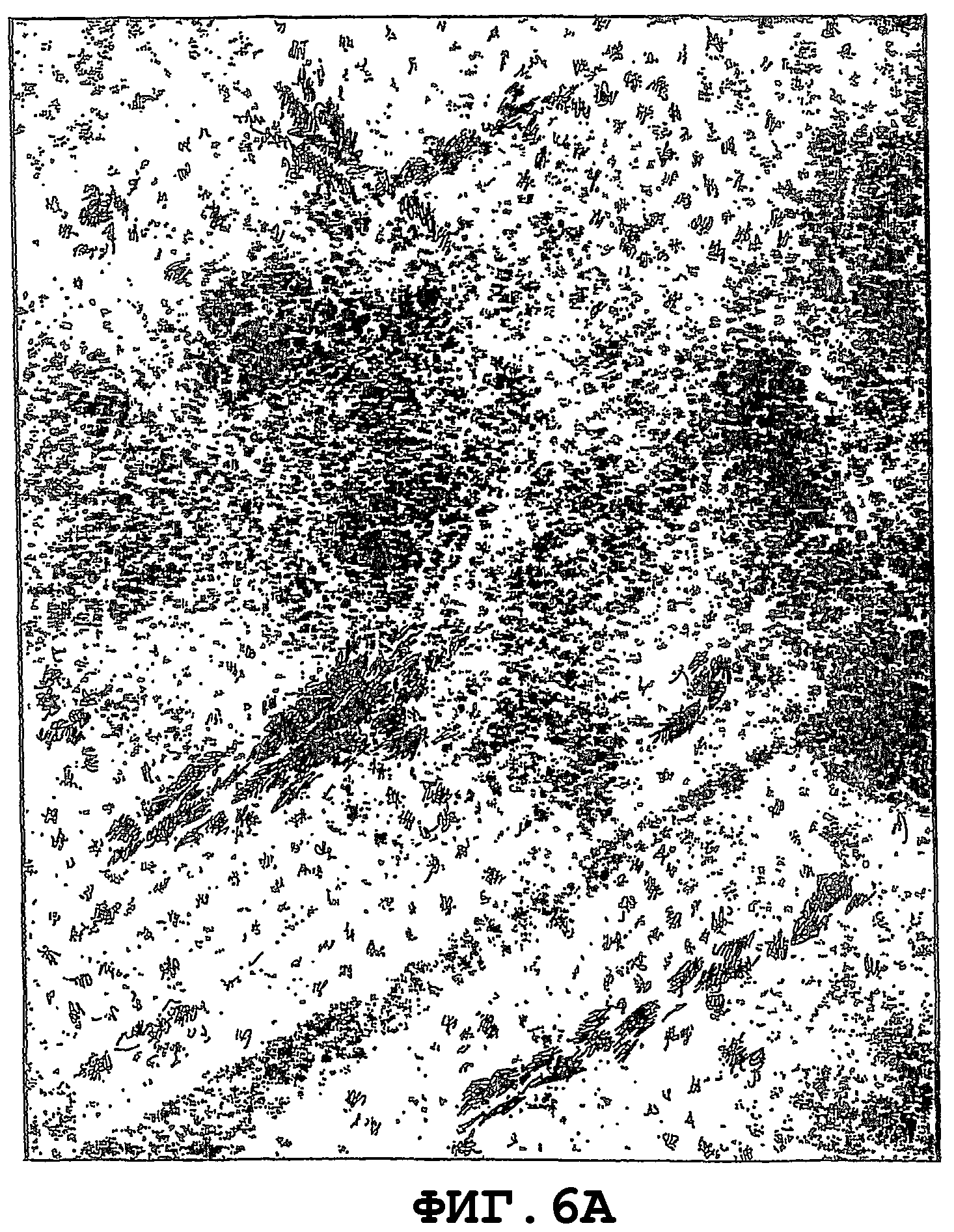
- Фиг.6A является фотографией нетканого материала, полученного по известному способу;
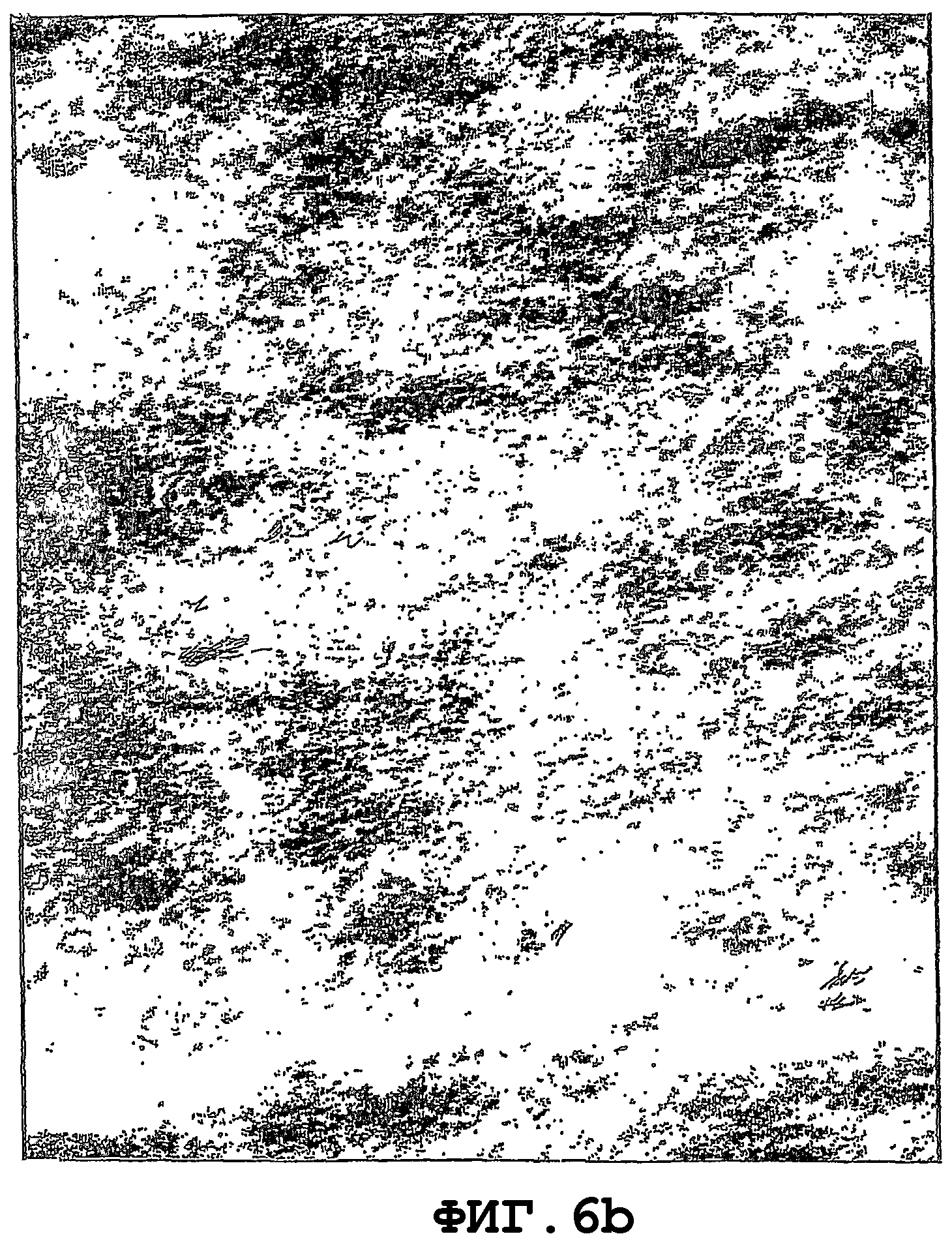
- Фиг.6b является фотографией нетканого материала, полученного в соответствии с изобретением;
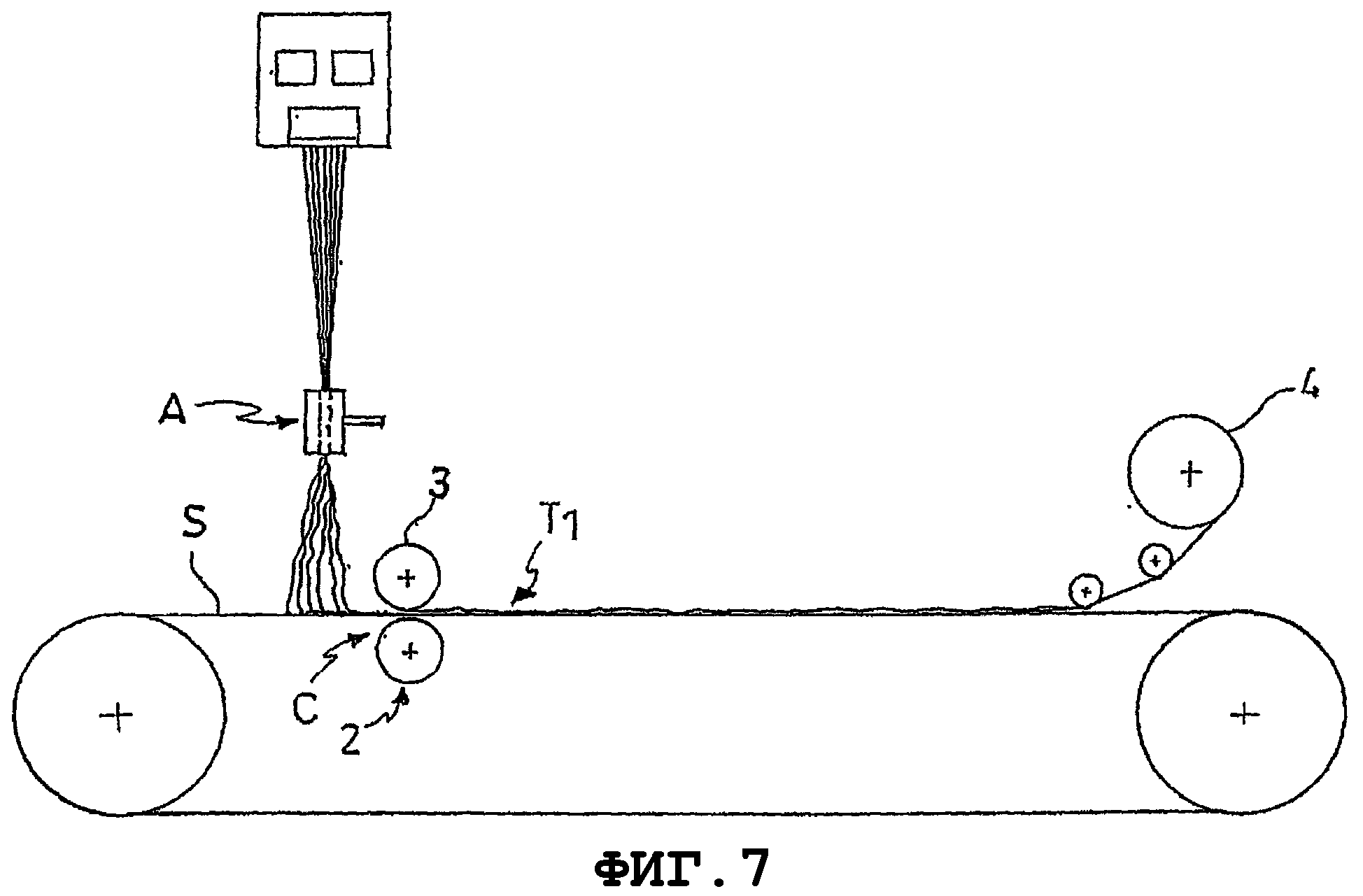
- Фиг.7 является блок-схемой производственного процесса в соответствии с шестым вариантом воплощения изобретения;
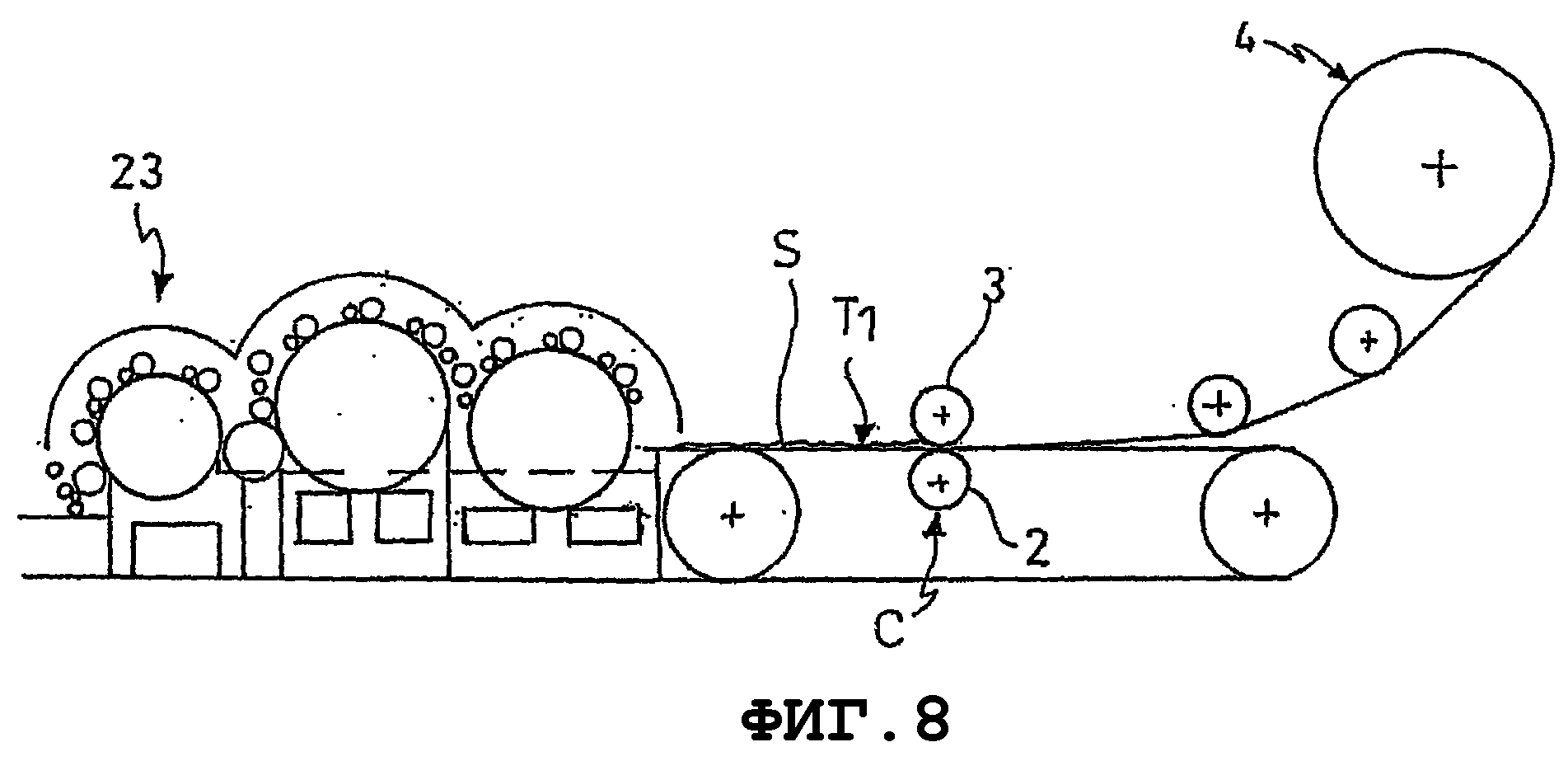
- Фиг.8 является блок-схемой производственного процесса в соответствии с седьмым вариантом воплощения изобретения;
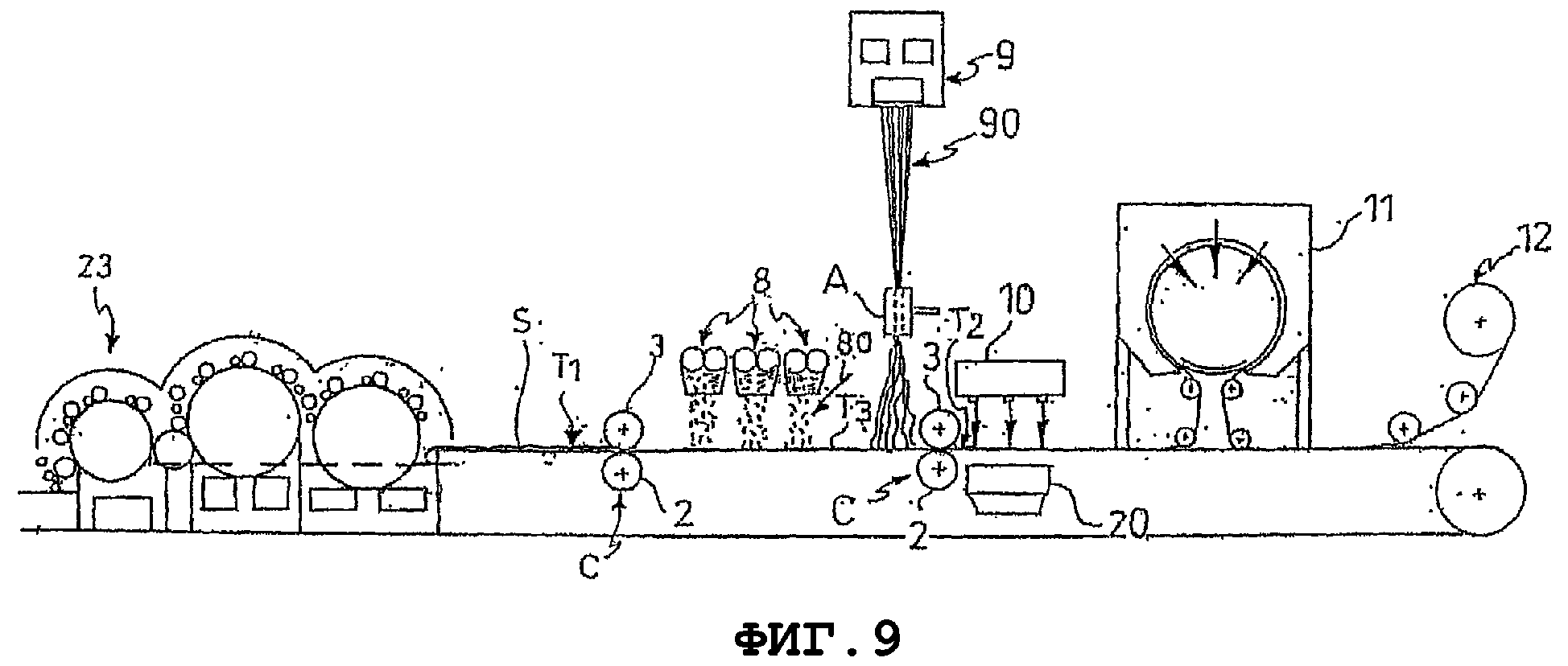
- Фиг.9 является блок-схемой производственного процесса в соответствии с восьмым вариантом воплощения изобретения;
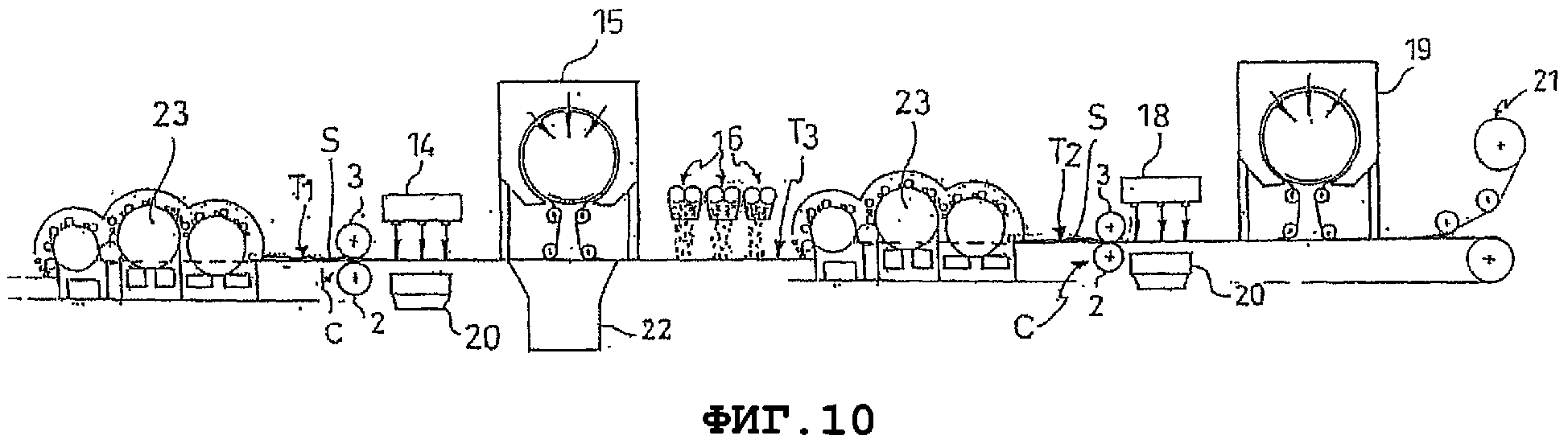
- Фиг.10 является блок-схемой производственного процесса в соответствии с девятым вариантом воплощения изобретения;
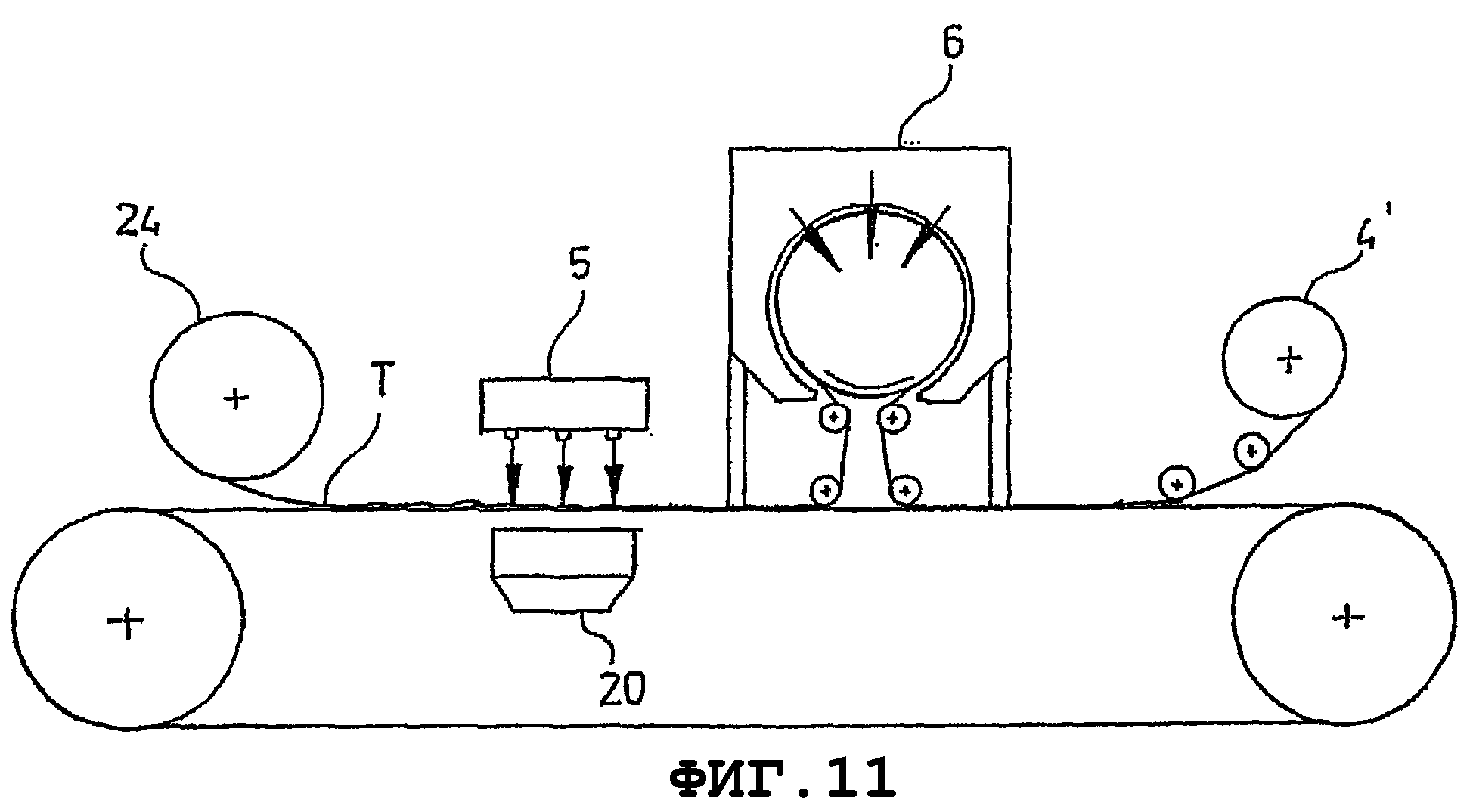
- Фиг.11 является блок-схемой производственного процесса в соответствии с десятым вариантом воплощения изобретения;
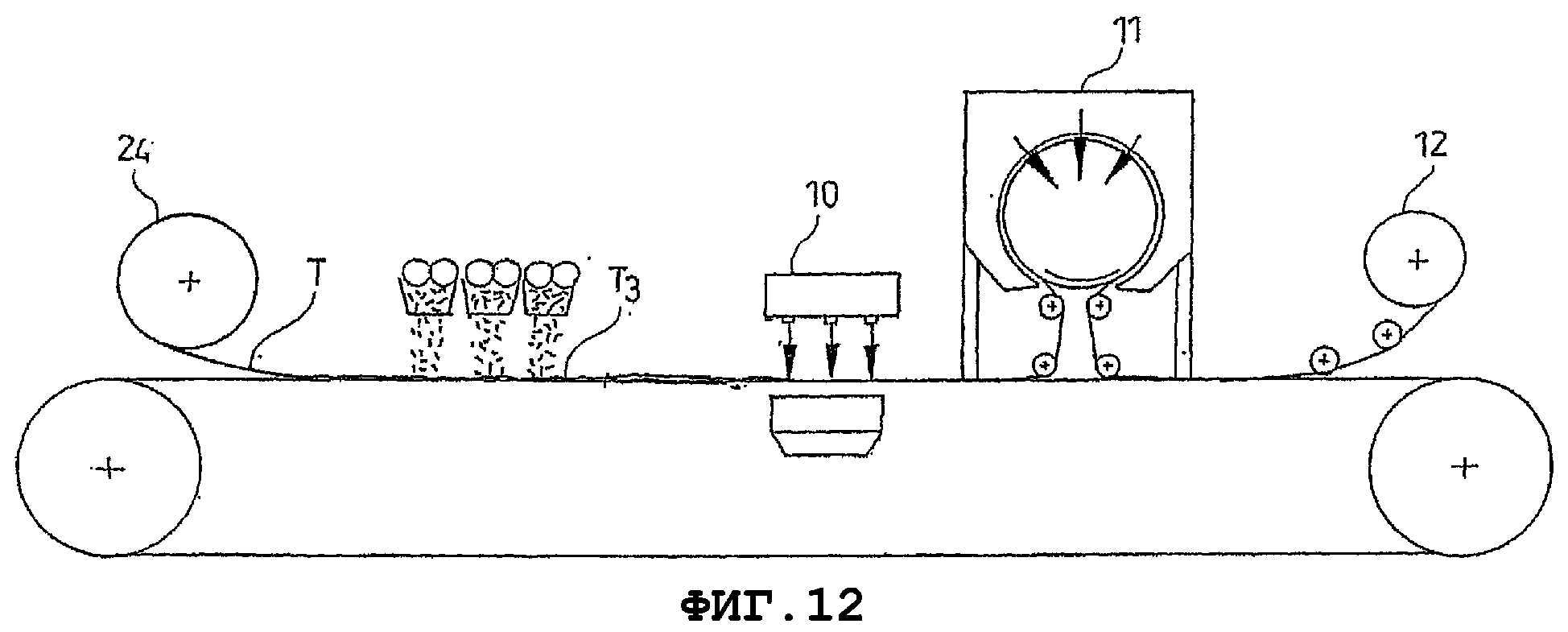
- Фиг.12 является блок-схемой производственного процесса в соответствии с одиннадцатым вариантом воплощения изобретения;
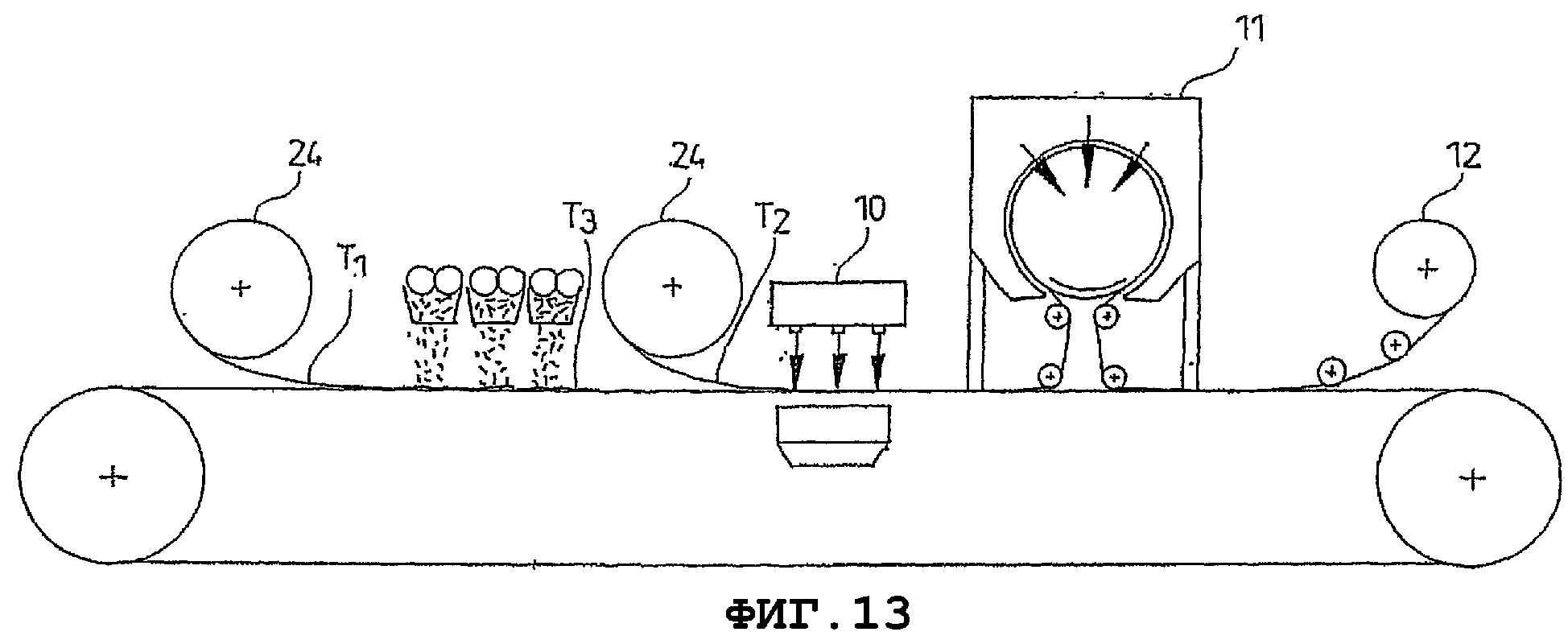
- Фиг.13 является блок-схемой производственного процесса в соответствии с двенадцатым вариантом воплощения изобретения;
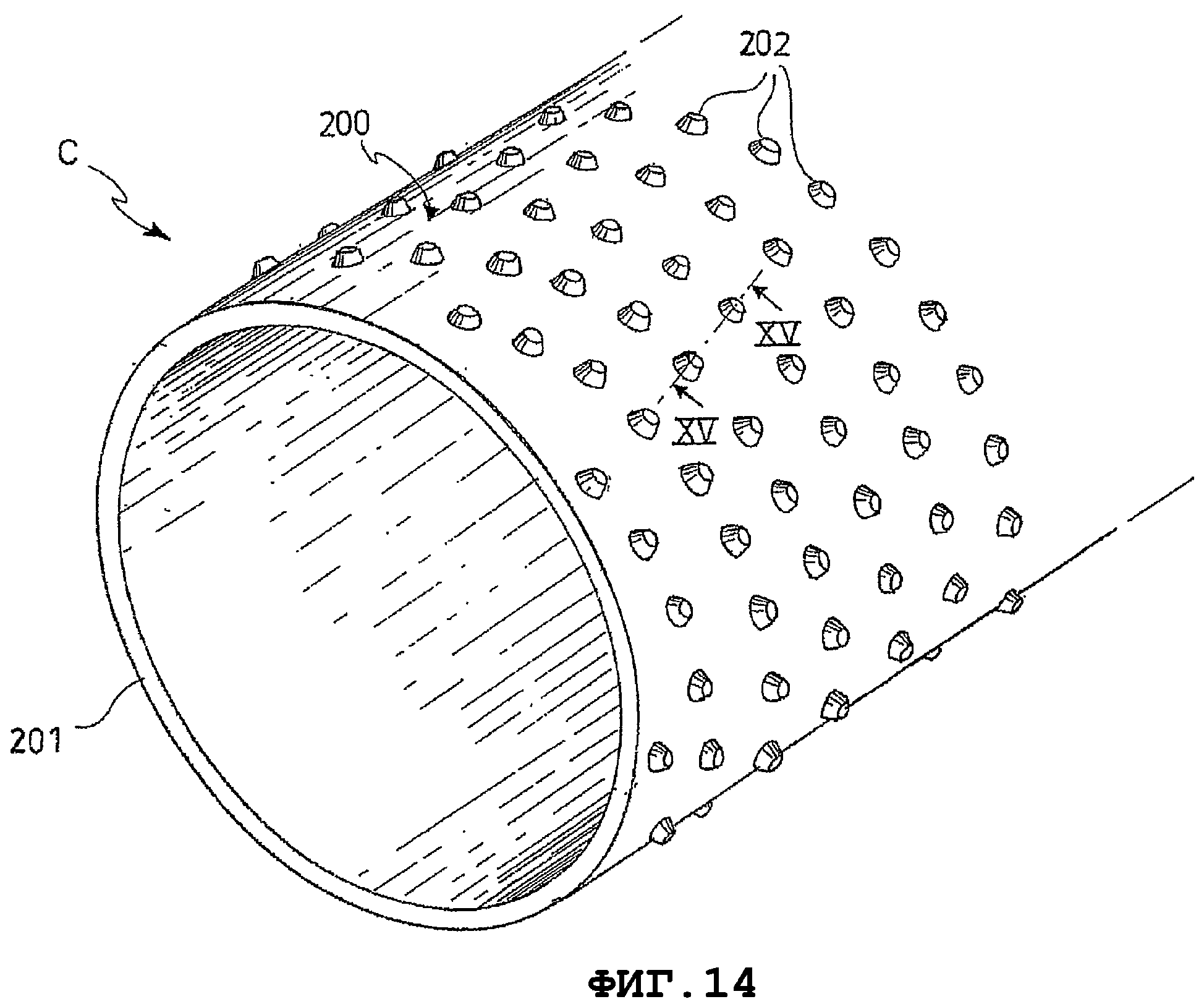
- Фиг.14 является увеличенным изображением в перспективе детали валика каландра в соответствии с изобретением;
- Фиг.15 является увеличенным изображением вида сбоку в сечении по линии XIV-XIV Фиг.14.
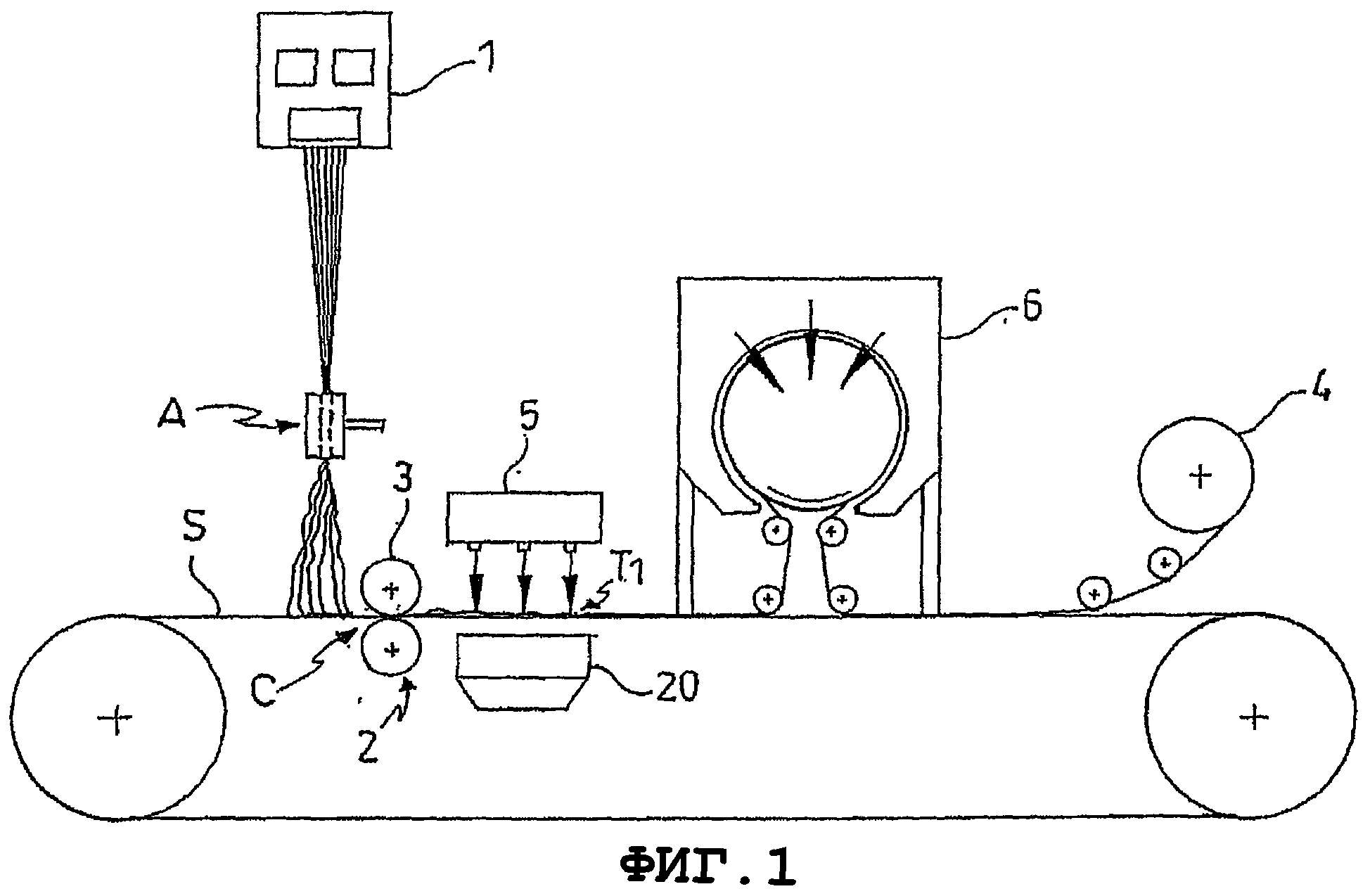
Как показано на Фиг.1 способ изготовления фильерного и/или кардного нетканого материала в соответствии с настоящим изобретением включает в себя следующие последовательные операции:
а) размещение по меньшей мере одного слоя Т1непрерывных нитевидных волокон или микроволокон на подходящей опоре S;
b) обработки указанного слоя Т1так, чтобы получить увеличение его толщины путем пропускания через средство утолщения, которое состоит из двух валиков 2, 3 и по меньшей мере одной поверхности, снабженной ребрами, имеющими высоту больше 1 мм, свободной головкой с контактной поверхностью для волокон или микроволокон, имеющих растяжение меньше 0,80 мм2, при этом указанные ребра распределены так, чтобы они покрывали менее 14% указанной по меньшей мере одной поверхности.
Предпочтительно, чтобы операция b) выполнялась посредством указанного утолщающего средства, которое состоит из двух валиков 2, 3, например, обычного уплотнителя или устройства для тиснения, и опоры S, имеющей указанную определенную поверхность, контактирующую с указанными волокнами и снабженную ребрами, описанными выше.
Более того, высота ребер может быть предпочтительно около 2 мм, контактная поверхность свободных головок ребер может быть предпочтительно около 0,50 мм2 и распределение ребер может быть предпочтительно таким, при котором они покрывают 7-9% указанной поверхности.
Термин «непрерывные нитевидные волокна или микроволокна» означает здесь непрерывные волокна, состоящие из одного или больше полимерных компонентов, синтетических или натуральных, возможно разделяемых на непрерывные нитевидные отдельные микроволокна или нити. Примерами полимерных волокон, разделяемых на микроволокна, являются разделяемые многокомпонентные полимерные волокна и взрываемые полимерные волокна, образующие более тонкие волокна, чем волокна, из которых они были получены, в соответствии с техникой, описанной ниже.
Операция b) обработки для получения нетканого слоя увеличенной толщины может быть названа по другому, как «утолщение», означающее тем самым рабочую операцию, позволяющую превратить волокна или микроволокна фильерного или кардного нетканого типа, размещаемые на опоре в виде тонкого нитевидного и неупрочненного слоя, в неупрочненный или плохо упрочненный слой (предупрочнение), имеющий внешний вид, напоминающий толстую и мягкую хлопковую вату.
Было обнаружено, что, если операция утолщения нетканых непрерывных нитевидных волокон или микроволокон проводится на ребристой т.е. тисненной и отнюдь не гладкой поверхности, то полученный слой приобретает неожиданные свойства мягкости и толщины, которые значительно выше, чем у сравниваемого любого другого нетканого слоя фильерного или кардного типа.
На основе этого результата были предложены различные варианты воплощений нетканого материала фильерного типа как однослойного, так и многослойного.
Для получения одного слоя (Фиг.1) производственные операции обычно включают в себя подачу нетканого слоя Т1в виде волокон или микроволокон, создаваемых экструдером 1, соединенным с обычным вытяжным вентилятором А, гидропереплетающую станцию 5, сушильную станцию 6 и перематывающую станцию 4 гидропереплетенного слоя на валик.
В частности, операция а) размещения одного слоя включает в себя, как схематично показано на Фиг.1, экструзию нетканого слоя Т1в виде непрерывных нитевидных волокон посредством экструдера 1 и размещение указанных волокон на подходящей опоре S посредством обычного вытяжного вентилятора А.
Операция b) утолщения предпочтительно проводится пропусканием слоя Т1, поддерживаемого опорой S, между двумя валиками 2 и 3 обычного уплотнителя или устройства С для тиснения.
Следует отметить, что термин уплотнитель или устройство для тиснения означает здесь известное само по себе устройство, такое, как описано ниже, единственной функцией которого является изменение поверхности нетканого слоя для получения тем самым его небольшого упрочнения (предупрочнения) и в случае устройства для тиснения также получение узоров, надписей или рельефных рисунков. Другими словами, уплотнитель будет иметь функцию предупрочнения, в действительности слабую, а устройство для тиснения будет иметь предуплотняющую и орнаментальную функцию, тем самым увеличивающую толщину слоя. В противоположность этому каландр, хотя обеспеченный подобной структурой, имеет основную функцию упрочнять и связывать волокна, образующие нетканый материал, при одновременной минимизации или, самое большее, сохранении толщины размещаемого слоя.
Предпочтительно валик 2 уплотнителя имеет термопластичную гладкую резиновую поверхность, чтобы слой Т1был прижат к ней и при этом поддерживался опорой S, посредством валика 3. Валик 3 обычно изготовлен из гладких металлических материалов. Более того валик 3 нагревается до температуры плавления полимерных волокон. Поэтому благодаря механическому воздействию двух валиков, нагреванию полимерных волокон и трехмерной опоре S (мат, введенный между двумя цилиндрами) происходит утолщение нетканого слоя Т1или, другими словами, получают, как это не удивительно, «объемообразующий эффект», «эффект невесомости». В случае, когда желательно также получить внешний вид с орнаментами, можно использовать устройство для тиснения там, где опора S имеет более глубокие, более заметные ребра и соответствующие канавки, т.е. орнаментальную матрицу, например, для получения требуемого орнаментального эффекта.
С другой стороны, валик 3 в обычном каландре гравируется, т.е. он имеет ребра в виде точек или штрихов, равномерно чередующихся с канавками. В частности, ребра имеют высоту между 0,4 и 1 мм, свободную головку с контактной поверхностью для волокон или микроволокон с 0,88 мм2 и такое распределение, при котором они покрывают 19-23% поверхности валика. Следует отметить, что указанная структура также ответственна за твердое упрочнение нетканого слоя.
Как уже объяснялось выше, эти ребра в каландре воздействуют с образованием расплавленных точек. Более того в каландре нетканый слой не поддерживается какой-либо опорой. Наоборот, или в уплотнителе, или в устройстве для тиснения ребра на валиках не создаются. С другой стороны, предоставляется опора S, имеющая трехмерную поверхность, которая сообщает значительную толщину, мягкость и вышеупомянутый внешний вид, как у хлопковой ваты.
Опора S может быть одной непрерывной подложкой, натянутой под всеми станциями для обработки нетканого слоя и предпочтительно снабженной поверхностью, контактирующей с волокнами или микроволокнами и имеющей ребра, чередующиеся с канавками. Не ограничивающими примерами указанной опоры S могут быть показанные на Фиг.5a и 5b, в которых контактная поверхность с указанными волокнами или микроволокнами имеет секцию со складками или ступеньками, соответствующими тому, что было описано в международной патентной заявке PCT/IT2004/000220, поданной тем же заявителем. Ребра также могут быть в виде точек или тире. Кроме того, указанные ребра могут быть любого другого общеизвестного типа, такого как усеченная пирамида с квадратным основанием или усеченный конус с овальным или круглым основанием, при этом последний является предпочтительной формой.
Поэтому, как описано выше, когда нетканые волокна пропускаются между двумя валиками 2 и 3 и поддерживаются опорой S, такой, как описана выше, полученный слой приобретает мягкость, гладкость и толщину, как у хлопчатобумажной ваты.
Оказывается, что этот особенный эффект обусловлен использованием опоры с неровной поверхностью, которая в некоторой степени будет вызывать эффект хлопчатобумажной ваты в слое, а не обычным упрочнением, возникающим при использовании каландров так, как это описано выше.
В любом случае комбинация механического воздействия (давления и вытягивания) и физического воздействия (нагревания), осуществляемая уплотнителем С вместе с механическим действием опоры S на волокна, является вероятно ответственным за полученный неожиданно результат.
Поэтому эффект, описанный выше, может быть создан благодаря использованию опоры с поверхностью, имеющей ребра, по существу, любой формы, и которая может пропускаться вместе с неткаными волокнами между валиками уплотнителя или устройства для тиснения в соответствии с обычными процедурами. В любом случае опора S должна быть достаточно твердой, чтобы выдерживать рабочее давление валиков 2 и 3 и температуру плавления волокон.
Поэтому описанная выше опора S может быть конвейерной лентой или лентой, изготовленной из любого типа пластмассы, которая обычно используется в этой области. Предпочтительно, чтобы опора S была металлической пленкой или твердой теплостойкой пластмассовой пленкой. Предпочтительно, чтобы опора S могла также состоять из перфорированной пленки, через которую мог бы всасываться воздух для удерживания волокон на указанной пленке, когда они обрабатываются.
Эта опора S может быть также замкнутой конвейерной лентой (не показана), ограниченной уровнем валиков 2 и 3 уплотнителя или устройства С для тиснения. Благодаря этому волокна могут быть размещены на обычной опоре, которая переносит указанные волокна к указанной конвейерной ленте для подачи их на нее и обеспечивает проведение утолщающей обработки в предпочтительных условиях, описанных выше.
После пропускания слоя Т1из нетканых фильерных и/или кардных волокон, поддерживаемых опорой S, через уплотнитель С слой Т1проходит под гидропереплетающей машиной 5 для его упрочнения (операция с)) в соответствии с широко используемыми способами. Затем слой Т1обычно сушится в сушилке 6 (Фиг.1).
Помимо этого, как показано на Фиг.1, слой Т1может наматываться на намоточный валик 4 также обычного типа.
Волокно, образующее нетканый слой по изобретению, также может быть не непрерывным волокном (штапельным волокном), изготовленным на общеизвестных кардочесальных машинах, например, таким как 1,5-7 мм волокно из полиэфирсульфона (ПЭС), полипропилена (ПП), PLA, вискозы, LYOCELL, TENCELL или хлопка.
Другие технологии, используемые для изготовления предпочтительного волокна, в соответствии с изобретением включают в себя:
a) производство двухкомпонентных синтетических полимерных волокон (многосегментных), которые могут быть разделены гидропереплетающей машиной;
b) производство синтетических полимерных волокон с эффектом взрывания, например из полиэфира, полипропилена, полиэтилена (технология, известная как «Nanoval»);
c) производство натуральных волокон со взрывом (таких как LYOCELL, PLA и т.д.) по «Nanoval» технологии, описанной выше.
В частности, одно- или многослойный нетканый материал может быть гидропереплетенного типа, основанный на взрывных непрерывных нитевидных волокнах или разделяемых многокомпонентных непрерывных нитевидных волокнах. Нетканые волокна обычно состоят только из одного компонента; однако для конкретных применений они также могут быть изготовлены в многокомпонентной форме посредством совместной экструзии различных полимеров.
Например, многослойные композитные нетканые материалы являются материалами, содержащими один или больше нетканых слоев, связанных со слоем целлюлозных волокон: в таких случаях конечный композит предпочтительно сочетает механические свойства нетканого материала с абсорбционными свойствами целлюлозных волокон.
Вышеприведенные технологии описаны в патентной заявке PCT/IT2004/000220 того же самого заявителя, которая приведена здесь в качестве ссылки. В частности, эти технологии, применимые к способу утолщения в соответствии с настоящим изобретением, описаны здесь. Следует отметить, что эти технологии относятся к синтетическим или натуральным полимерным волокнам, разделяемым или взрываемым на микроволокна. Однако эти волокна могут быть заменены нормальными волокнами фильерного типа, такими, которые производятся по обычным технологиям, или кардными волокнами типа штапельного волокна, они могут обрабатываться теми же операциями в соответствии с настоящим изобретением так, как это здесь ниже подробно описано.
1. Производство разделяемых синтетических полимерных волокон
Для изготовления одного слоя дается ссылка на способ, показанный на Фиг.1, в котором отличие от способа, описанного выше, заключается в том, что используемый здесь экструдер 1 является известным сам по себе устройством, способным изготавливать полимерные волокна, разделяемые на микроволокна.
В отношении подробностей по каждой операции следует сослаться на нижеприведенное описание и на Фиг.2, 3 и 4, в которых операции с аналогичными названиями тождественны описанным выше.
Способ изготовления нетканого материала в соответствии с первым вариантом воплощения изобретения включает в себя производственные операции от a) до b) такие, как описаны выше, в которых волокна, размещаемые в операции а), включают в себя разделяемые многокомпонентные полимерные волокна, которые разделяются на однокомпонентные волокна при переплетении одного с другим во время операции упрочнения посредством гидропереплетения.
В соответствии с вариантом воплощения изобретения таким, который показан на Фиг.2, способ обеспечивает еще одну операцию размещения по меньшей мере одного слоя Т3волокон из абсорбирующего материала на указанном по меньшей мере одном слое Т1после операции утолщения b), поэтому операция гидропереплетения выполняется так, чтобы получить нетканый материал, в котором многокомпонентные полимерные волокна разделяются на однокомпонентные микроволокна, переплетенные одно с другим и волокнами из абсорбирующего материала.
Вообще, указанный способ обеспечивает формирование нетканого первого слоя Т1посредством подходящего экструдера 7, одной или больше станций 8 для размещения целлюлозной пульпы 80, гидропереплетения 10, сушки 11 и перемотки на валик 12.
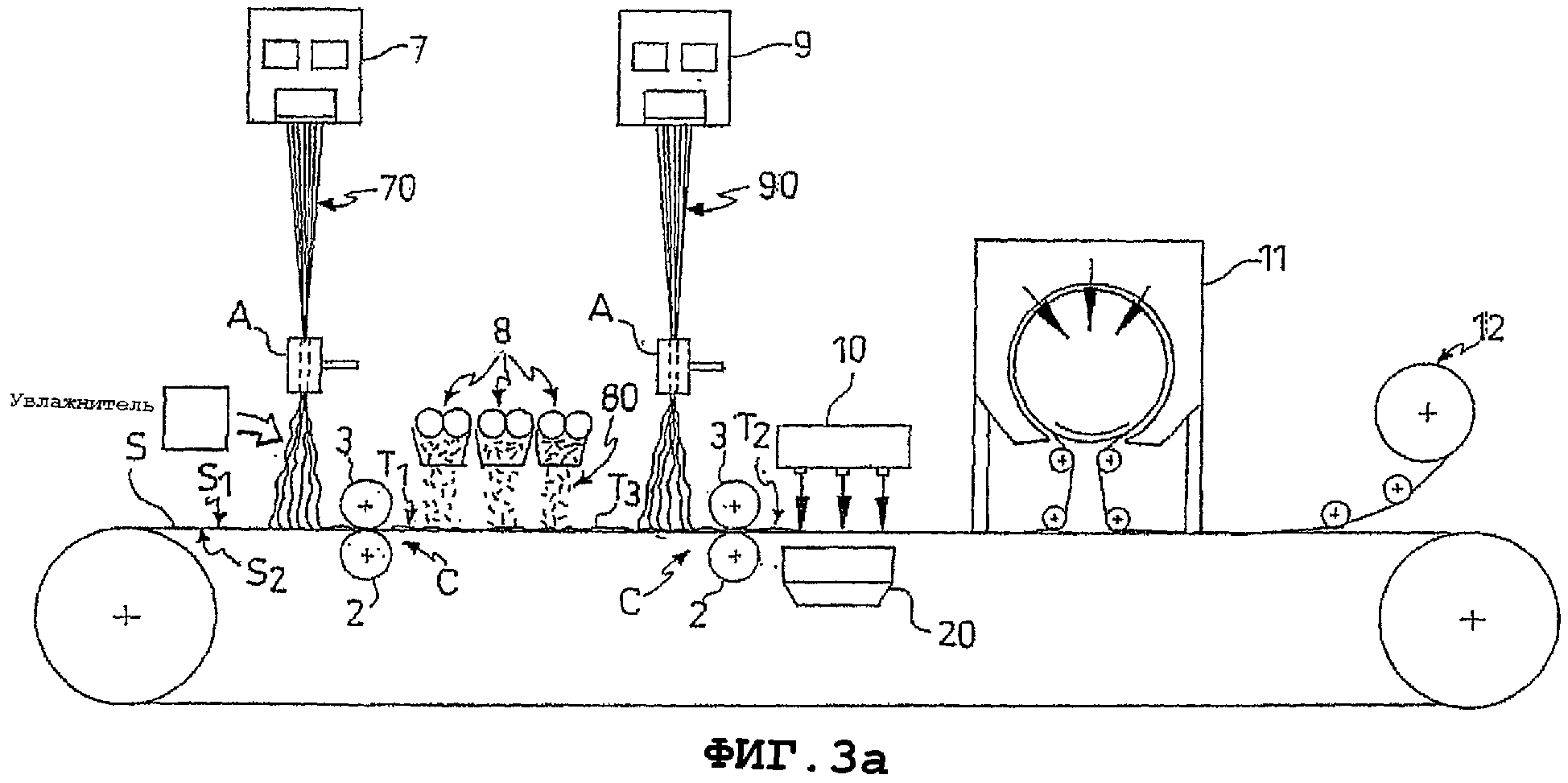
С другой стороны, изготовление трехслойного композита в соответствии с изобретением (Фиг.3а, на которой такие же ссылочные позиции, как и на Фиг.2, обозначают аналогичное производственное оборудование или станции) обычно обеспечивает формирование первого нетканого слоя Т1посредством подходящего экструдера 7, одной или больше станций 8 для размещения целлюлозной пульпы 80, нанесение второго нетканого слоя Т2посредством подходящего экструдера 9, гидропереплетения 10, сушки 11 и перемотки на валик 12.
Что касается многослойного продукта, то хорошо известно, что разделяемые многокомпонентные волокна могут быть изготовлены посредством экструзии через фильеры полимерных материалов так, чтобы образовывались непрерывные волокна, в соответствии с технологией а., определенной выше. Эти волокна на выходе из фильер подвергаются воздействию струи сжатого воздуха, которая вызывает их удлинение и сообщает им электростатический заряд для их взаимного отталкивания, что вызывает их произвольное падение на конвейерную ленту.
Со ссылкой на Фиг.3а теперь будет описан способ изготовления многослойного нетканого продукта, содержащего внешние слои из разделяемых волокон, в соответствии с вышеупомянутой технологией. В любом случае указанный способ включает в себя следующие операции:
a) размещения по меньшей мере одного слоя Т1непрерывных нитевидных разделяемых многокомпонентных полимерных волокон на подходящей опоре S;
b) обработки указанного слоя Т1 так, чтобы получить увеличение его толщины, как описано выше;
c) размещения на указанном по меньшей мере одном первом слое Т1по меньшей мере одного слоя Т3волокон 80 из абсорбирующего материала;
d) размещения по меньшей мере одного второго слоя Т2разделяемых многокомпонентных полимерных волокон на указанном по меньшей мере одном слое Т3волокон из абсорбирующего материала;
e) обработки указанного слоя Т2так, чтобы получить увеличение его толщины, как описано выше;
f) упрочнения указанных слоев Т1, Т2и Т3гидропереплетением.
Предпочтительно, чтобы операция b) и операция e) проводились соответственно пропусканием указанного слоя Т1и указанных слоев Т1, Т2и Т3 между двумя валиками на опору, имеющую контактную поверхность для указанных волокон, снабженную ребрами, чередующимися с канавками, как описано выше.
Как рассмотрено выше, гидропереплетение размещенных слоев волокон проводится так, чтобы получить многослойный нетканый материал, в котором многокомпонентные полимерные волокна разделяются на одинарные однокомпонентные микроволокна, переплетающиеся одно с другим и с волокнами из абсорбирующего материала.
В частности, разделяемые многокомпонентные синтетические волокна могут быть сформированы раздельной экструзией отдельных полимеров в расплавленном состоянии в виде нитей 70, 90, выходящих из отверстий капиллярных размеров экструдера 7, 9, и связывания их под экструдером. Полимеры в расплавленном состоянии связываются в одно комбинированное волокно при экструзии отдельных полимерных нитей в таких направлениях, чтобы происходил контакт и адгезия между ними так, как описано в патенте США 6627025. Вытяжной вентилятор А, расположенный под экструдером, осуществляет функцию всасывания и переноса отдельных нитей экструдированного полимера для облегчения связывания их в одно волокно.
Синтетические волокна могут состоять по меньшей мере из двух нитей одного полимера и до 16 нитей различных полимеров (двухкомпонентные), независимо от того, являются ли они гомополимерами, сополимерами или их смесями. Полимеры могут выбираться из полиэфиров, полиамидов, полиолефинов, полиуретана, полиэфира, модифицированного добавками, полипропилена, полипропилентерефталата, полибутилентерефталата.
Предпочтительно, чтобы такие полимеры могли быть выбраны так, чтобы полимеры соседних волокон не могли смешиваться или во всяком случае имели плохое сродство для обеспечения последующего их облегченного разделения. Или же к полимерам могут быть добавлены смазывающие вещества, препятствующие их адгезии. Кроме того, в связи с тем, что продольная осевая часть волокна обычно имеет большую силу сцепления, чем его периферийная часть, может быть предпочтительно экструдировать многокомпонентные волокна так, чтобы оставалось осевое отверстие или во всяком случае ослабленная осевая часть.
Как показано на Фиг.3а, после того как слой разделяемых многокомпонентных полимерных волокон был размещен посредством специального экструдера 7 на конвейерной ленте S так, чтобы создавался первый слой Т1фильерных нетканых волокон, на указанном слое нетканых волокон был размещен один слой Т3абсорбирующего материала, такого как целлюлозная пульпа.
Затем на слое целлюлозной пульпы Т3 таком, как показан на Фиг.3 у станции со ссылочной позицией 9, размещали второй слой Т2 нетканых волокон, по существу тождественный полученному раньше.
В этом пункте волокна подвергаются воздействию гидропереплетения на гидропереплетающей станции 10. Эта обработка, широко известная сама по себе, предпочтительно позволяет разделять полимерные волокна, которые образуют нетканые внешние слои, на нетканые микроволокна и переплетают их одно с другим и с волокнами из целлюлозной пульпы.
Предпочтительно, чтобы гидропереплетение осуществлялось не только на стороне
S1опоры S, на которой размещены волокна, но также на стороне S2, противоположной стороне S1, посредством специальных сквозных отверстий (не показаны) и соответствующего оборудования, расположенного на указанной стороне S2(не показано).
На Фиг.1-3 также схематично показано обычное фильтрующее устройство 20 для воды, возникающей в гидропереплетающих машинах, расположенных после операции размещения целлюлозной пульпы. Указанное устройство имеет функцию регенерации воды из гидропереплетающих машин и отфильтровывания из нее любых волокон из целлюлозной пульпы, помимо отфильтрации химических компонентов, которые содержатся в волокнах и могут выделяться во время гидропереплетения.
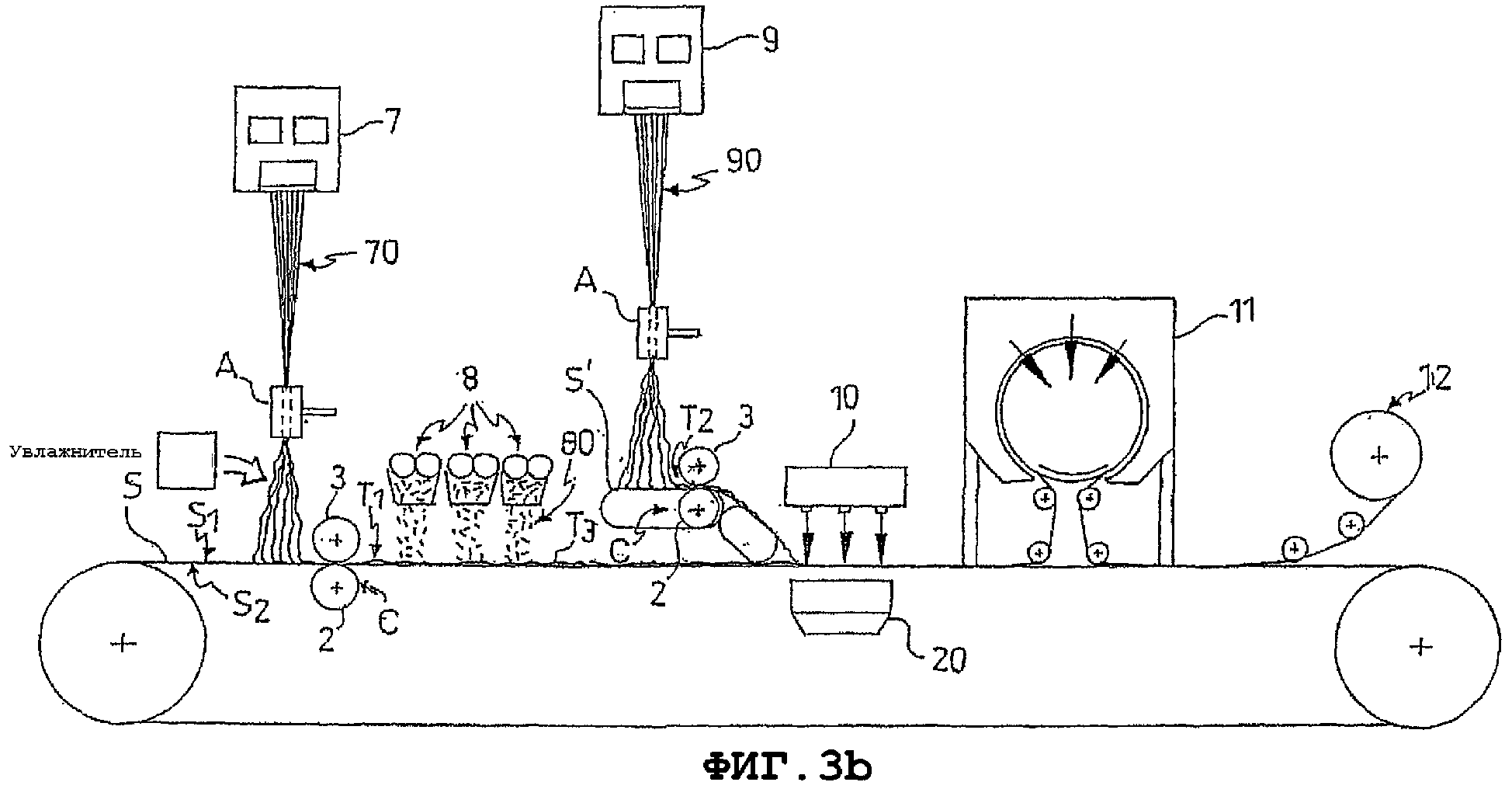
В соответствии с другим вариантом воплощения изобретения, как показано на Фиг.3b, на опоре S', аналогичной опоре, описанной выше, размещают второй слой Т2нетканых волокон. Как показано, опора S' находится на различном уровне с опорой S, на которой размещен первый слой Т1. Тем самым второй слой Т2можно отдельно подвергнуть операции утолщения (тиснения). Утолщение только слоя Т2предпочтительно тем, что можно получить два, по существу, плоских слоя.
После утолщающей обработки слой Т2переносится и размещается на слое Т3волокон из абсорбирующего материала посредством опоры S' или обычной конвейерной ленты, такой как описана выше, и три слоя совместно подвергаются гидропереплетению.
Операция сушки в сушилке 11 и окончательная намотка на валик 12 выполняются так, как описано выше.
2. Производство взрываемых синтетических полимерных волокон
Процесс производства нетканого материала на основе взрываемых полимерных волокон, включающий в себя те же самые операции, описан со ссылкой на производство нетканого материала на основе разделяемых полимерных волокон, на которое следует ссылаться. В этом случае разница будет состоять в типе технологии, принятой для производства волоконных слоев Т1и Т2и позволяющей получить взрывные микроволокна, которые, после того как они были подвергнуты утолщению, переплетаются одно с другим и возможно с волокнам из абсорбирующего материала.
В соответствии с технологией Nanoval взрывание волокна (только что экструдированного в расплавленном состоянии) происходит, когда оно входит в соприкосновение с воздухом при комнатной температуре.
Вообще, как описано в патентной заявке WO 02/052070, технология Nanoval заключается в получении расплавленных полимерных нитей, которые выступают из фильер, расположенных в один или больше рядов, размещаемых в камере с заданным давлением, отделенной от внешней среды и заполненной газом, обычно воздухом. Такие нити подводятся к области быстрого ускорения этого газа, когда они выходят из камеры, при этом выход изготавливается в виде сопла Лаваля.
Сырьевые материалы, которые могут экструдироваться, являются как материалами природного происхождения, такими как целлюлоза Lyocell, PLA, так и синтетическими материалами, такими как полипропилен, полиэтилен, полиамид, полиэфир.
Что касается размещения взрываемых волокон для формирования первого слоя и для других производственных операций, для них применимы те же ссылочные позиции, как и на Фиг.1, 2 и 3 и так далее, в которых вытяжной вентилятор не используется и каждый из экструдеров 5, 6, 7 и 9 оснащен вышеупомянутым соплом Лаваля (не показан) для получения эффекта взрыва.
Преимущество использования технологии Nanoval заключается в возможности получения очень тонких микроволокон диаметром менее 10 мкм, например от 2 до 5 мкм.
Другое преимущество, также относящееся к технологии, в которой используются разделяемые полимерные волокна, состоит в том, что получают более высокую плотность отдельных микроволокон для каждого волокна. Другими словами, волокно разделяется на целый ряд компонентов с равными начальными диаметрами, т.е. на получаемые микроволокна (нити), которые по меньшей мере в 10 раз тоньше, предпочтительно до 100 раз тоньше.
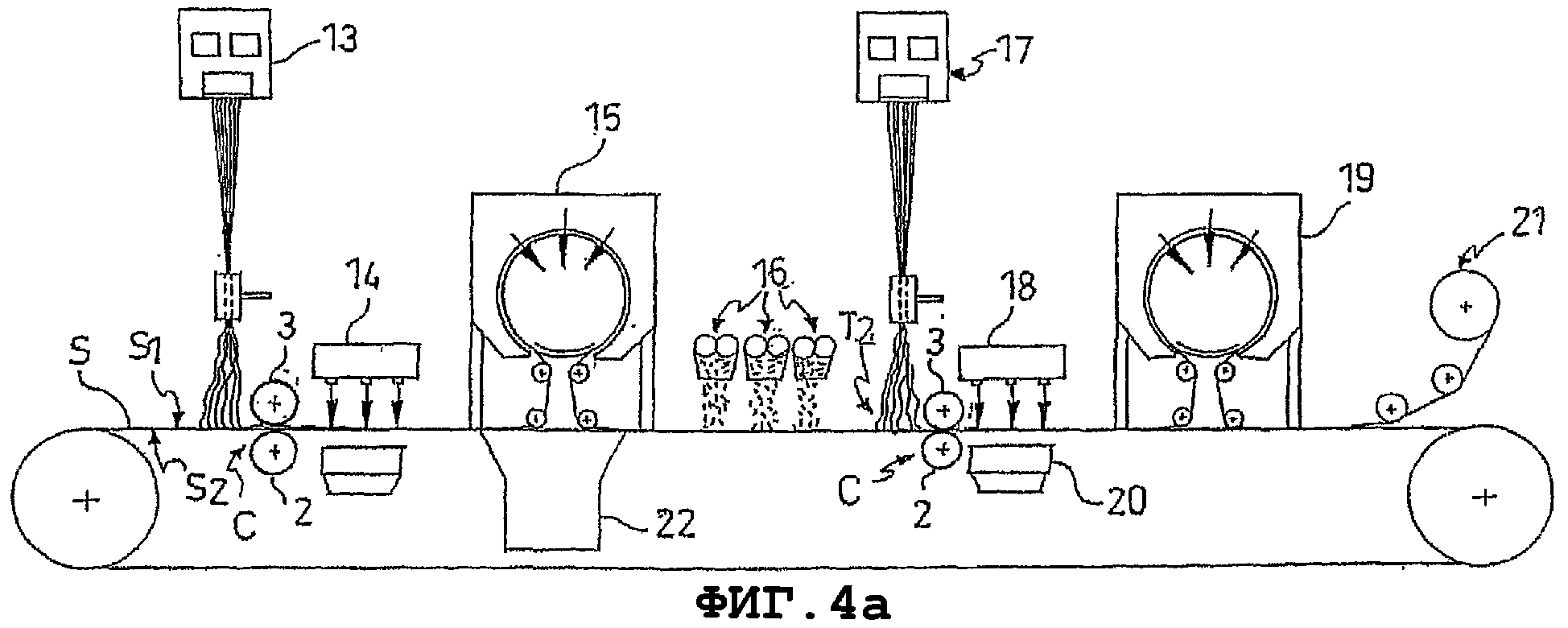
Независимо от типа используемых традиционных фильерных или разделяемых, или взрываемых волокон, или кардных волокон, в случае, если желательно предпереплести нетканые волокна перед связыванием их в какой-либо вид многослойного композита (Фиг.4a и 4b), проводятся следующие операции: размещение первого слоя Т1посредством экструдера 13 или кардочесальной машины, предгидропереплетающего оборудования 14, сушильного оборудования 15, нанесение целлюлозной пульпы Т3посредством оборудования 16, размещение второго слоя Т2посредством экструдера 17 или кардочесальной машины, гидропереплетение гидропереплетающей машиной 18, сушки оборудованием 19 и перемотки на валик 21.
Способ получения и оборудование также могут обеспечить операцию обезвоживания или станцию 22, относящуюся к операции сушки или станции сушки. Преимущество операции предгидропереплетения состоит в том, что она позволяет создать первый слой фильерных полимерных волокон, разделяемых или взрываемых, которые благодаря большей плотности переплетения микроволокон указанного волокна, способствуют размещению волокон из абсорбирующего материала и предотвращают их частичную потерю из-за слишком больших промежутков, которые остаются при использовании известных технологий.
Как упомянуто ранее, операция размещения волокон из абсорбирующего материала, предпочтительно осуществляется волокнами целлюлозной пульпы, имеющими длину, изменяющуюся от 0, т.е. порошок целлюлозы, до 2,5 мм, предпочтительно от 1 до 2 мм.
Кроме того, процесс в соответствии с изобретением может обеспечить операцию сушки после операции гидропереплетения и предпочтительно также после операции предгидропереплетения.
Дальнейшая операция может состоять в устранении воды, содержащейся в волокнах, посредством операции обезвоживания. В частности, указанная операция состоит в размещении конденсатора 22 под опорой S и, например, у сушилки 15, с которой обычно соединен совершенно обычный вытяжной вентилятор (не показан). Воздух, втягиваемый через отверстия, выполненные в указанной опоре, переносится в указанный конденсатор, где он освобождает содержащуюся в нем воду. Оборудование этого типа описано, например, в патентной заявке PCT/IT2004/000127 этого же заявителя.
Способ может также включать в себя операцию тиснения для изготовления продуктов с узорами из многослойного нетканого материала. В частности, тиснение может заключаться в каландровой обработке, выполняемой нагреванием нетканого материала и пропусканием его под давлением между двумя гравированными валиками в соответствии с общеизвестной техникой, или через еще одну операцию в машине для гидропереплетения. Следует отметить, что термин «операция тиснения» не относится к упрочнению нетканого материала, как это происходит в соответствии с известным уровнем техники, упомянутом ранее, но она просто позволяет делать надписи и/или трехмерные изображения, чтобы подогнать или декорировать нетканый материал посредством каландра для «термотиснения» или «гидротиснения», в этом случае в процессе гидропереплетения.
Предпочтительно, чтобы этот процесс включал в себя вытяжку воздуха при комнатной температуре через вышеупомянутые сквозные отверстия (не показаны), изготовленные в опоре S для волокон. Таким образом охлаждаются и отверждаются разделяемые или взрываемые полимерные волокна, размещаемые в расплавленном состоянии. В случае, когда используются взрываемые волокна, может быть размещен увлажнитель HUM (схематично показанный на Фиг.3а и 3b) для увлажнения взрываемых волокон непосредственно перед размещением их на опоре S для обеспечения или улучшения мягкости конечного продукта.
Еще более предпочтительно, чтобы указанный способ мог включать в себя одну или больше следующих само по себе известных конечных операций, для повышения или добавления дополнительных характеристик конечному продукту: окраски или отделки химической природы, такой как антипиллинговая обработка и гидрофильная обработка, антистатическая обработка, улучшения огнестойких свойств, существенно механические обработки, такие как ворсование, санфоризация, эмеризация.
Кроме того, нетканый материал может быть подвергнут дальнейшему процессу многокрасочной печати с использованием оборудования, описанного в патентной заявке PCT/IT2004/000127 того же заявителя. В этом случае на нетканую пленку в конце процесса, описанного выше, может непосредственно наноситься печать в этом же процессе посредством следующих операций:
- обеспечения оборудования для печати по нетканой пленке, включая перемещения опоры для транспортировки указанного нетканой пленки и по меньшей мере одного подвижного печатного органа;
- подачи указанной нетканой пленки к указанному оборудованию;
- проведения печати по указанной нетканой пленке под управлением и контролем блока управления и контроля, при котором указанный блок управления и контроля оперативно соединен с указанной опорой и по меньшей мере с одним печатающим органом, чтобы детектировать электрические сигналы, исходящие от указанной опоры и по меньшей мере от одного печатающего органа, для преобразования указанных сигналов в числовые величины, отображающие состояние их угловой скорости и момента скручивания, сравнения указанных числовых величин с отношениями заданных числовых величин указанных угловых скоростей и моментов скручивания и направления сигналов на указанную опору и на по меньшей мере один печатающий орган, чтобы скорректировать любое изменение указанных величин, выходящих за пределы указанных отношений.
Наконец, процесс в соответствии с настоящим изобретением может включать в себя операцию намотки нетканого материала на валик 21.
Способ по настоящему изобретению позволяет получить различные типы продукта.
А. Однослойный материал с базовой массой от 8 до 50 г/м2. Его способ производства такой, как показан на Фиг.1. Используемое волокно может быть или синтетическим со взрывным эффектом, как описано выше, и получаемым в соответствии с технологией Nanoval, или оно может быть двухкомпонентным (многосегментным) синтетическим, разделяемым гидропереплетающей машиной, или природным волокном с взрыванием (например, Lyocell, PLA и т.д.), также производимым по технологии «Nanoval”, или оно может быть просто обычным фильерным волокном.
В. Многослойный продукт с однослойным гидропереплетением или трехслойным гидропереплетением с предгидропереплетением или без него. Например, продукт может быть трехслойным многослойным, с одним центральным слоем из целлюлозной пульпы и внешними слоями с различными комбинациями технологий, иллюстрированными выше (от 20 до 200 г/м2).
В любом случае, независимо от типа однослойного или многослойного нетканого материала, тактильные и визуальные характеристики отдельного слоя, фильерного или кардного, который образует его и отличает его от любого другого слоя, включают в себя, при равных массах, в 3-5 раз большую толщину, мягкость и гладкость, подобные хлопку, и внешний вид как у хлопковой ваты, т.е. аналогичному мягкому и невесомому флоку, такому, как показан на Фиг.6b.
В противоположность этому, как показано на Фиг.6А, нетканый материал, например, фильерно изготовленный в соответствии с известным уровнем техники, имеет тканеобразный внешний вид, является компактным, тонким и не мягким.
В частности, посредством не ограничивающих изобретение примеров ниже описаны волокна, полученные в соответствии со способом по изобретению.
I. Разделяемые многокомпонентные фильерные полимерные синтетические волокна
Предпочтительно, чтобы разделяемые многокомпонентные полимерные волокна состояли из микроволокон или нитей из полимера такого, как был описан выше со ссылкой на способ получения. Эти микроволокна могут иметь диаметр от 0,2 dTex до 0,9 dTex и соответствующие волокна могут отличаться различным числом микроволокон, которое они содержат, но обычно имеют размеры от 1,7 dTex до 2,2 dTex. Число микроволокон в указанных волокнах обычно составляет от 2 до 16 (двухкомпонентные продукты).
Что касается трехслойного нетканого продукта, имеющего внутренний слой из волокон целлюлозной пульпы и наружные слои из полимерных волокон, состоящих из двух разделяемых полимерных компонентов, таких как полипропилен/полиэтилен, то аналитические испытания показали их следующие физические характеристики:
- массу в граммах на квадратный метр, составляющую от 50 до 100, предпочтительно от 55 до 65;
- предел прочности при растяжении в направлении перемещения машины, выраженный в ньютонах на 5 см (N/5 cm), от 50 до 150, предпочтительно от 60 до 120, а в поперечном направлении от 20 до 75 и предпочтительно от 30 до 65;
- удлинение, рассчитанное в процентах длины в расслабленном состоянии, составляющее от 35 до 85% в машинном направлении (МН), предпочтительно от 45 до 75%, а в поперечном направлении (ПН) от 70 до 100, предпочтительно от 80 до 90%;
- конечное содержание волокон из целлюлозной пульпы составляет от 50 до 75% от общей массы нетканого продукта;
- степень абсорбции, рассчитанная как процент от общей массы по отношению к массе сухого нетканого продукта, составляет от 600 до 700% (соответственно проценту пульпы в конечном продукте).
Фильерные взрываемые полимерные синтетические волокна
Что касается взрываемых волокон, оказалось, что микроволокна (нити) имеют диаметр от 1 до 5 мкм, предпочтительно от 2 до 4 мкм. Очевидно, что эти величины могут меняться в соответствии с типом заданных характеристик конечного продукта и будут зависеть от выбранных производственных параметров, как было описано ранее, и в любом случае известно специалистам в этой области.
Независимо от типа используемых полимерных волокон, окончательная толщина многослойного нетканого продукта преимущественно достигает величин до 0,65 мм и предел прочности при растяжении 27 N/5 cm (в поперечном направлении по отношению к производственной линии).
Продукты, полученные в соответствии с настоящим изобретением, имеют более высокие стойкость, мягкость, толщину и лучший внешний вид. Кроме того, их толщина увеличивается или благодаря эффекту взрывания (технология Nanoval), или эффекту разделения (разделяемые волокна). В частности, вышеупомянутые характеристики обусловлены комбинированным использованием опоры S, такой как описана выше, для поддержки слоя волокон или микроволокон во время его прохождения между двумя валиками уплотнителя или устройства для тиснения.
На Фиг.5a показана цифровая фотография полимерного слоя фильерного типа с 2,2 dTex, полученного согласно соответствующим процедурам. Как показано, слой имеет компактный и тонкий внешний вид, похожий на листок папиросной бумаги.
На Фиг.5b показана цифровая фотография слоя полимерного волокна фильерного типа с 2,2 dTex, полученного способом в соответствии с настоящим изобретением. Как показано, слой имеет внешний вид, похожий на мягкую и толстую хлопковую вату.
Не ограничительный пример одного воплощения процесса в соответствии с настоящим изобретением будет описан ниже.
ПРИМЕР
В этом примере был использован в виде «chips» (полимерная крошка) изотактический полипропиленовый полимерный материал, имеющий скорость течения в расплавленном состоянии 40 г/10 мин, как задано стандартом ASTM D-1238. Полимер загружался в экструдер, соединенный с фильерой, имеющей рабочее давление около 9646 кПа. Фильера состоит из капилляров, имеющих диаметр 0,038 см и длину щели 0,152 см. Расплавленный изотактический полипропилен проходит через фильеры со скоростью 0,6 г/мин/отверстие и экструдируется при температуре 227°С. Полимер произвольно размещается на перфорированной опоре, имеющей поверхность для сбора волокон, снабженную ребрами кубической формы с длиной стороны 1 мм, чередующиеся с зеркальными канавками. Затем опору перемещают вперед до достижения двух валиков устройства для тиснения, где она зажимается между указанными валиками вместе с нанесенным на нее неупрочненным слоем полимерных волокон. Давление, оказываемое устройством для тиснения, составляющее обычно от 10 до 100 N/mm, равно около 45 N/mm, а рабочая температура, которая обычно находится в диапазоне от 80 до 200°С, составляет 140°С. Скорость вращения и протягивания слоя, которая изменяется от 20 до 600 м/мин, составляет 300 м/мин. На выходе из каландра упрочненный слой имеет внешний вид хлопковой ваты, является мягким, имеет массу в граммах от 17 до 18 г/м2, и до пяти раз большую толщину, чем у фильерного нетканого слоя такой же массы в граммах, который обычно имеет толщину не более 0,18 мм. Затем непрерывный слой наматывается на валик для его переноски на следующую производственную линию или, в случае поточной обработки, подается на станцию гидропереплетения, чтобы он был подвергнут обработке в нормальных условиях. Однако следует отметить, что конечный продукт не проявляет значительного изменения тактильности, толщины и функциональных характеристик, описанных выше.
Следует оценить по тому, что было сказано выше, что настоящая патентная заявка предлагает способ изготовления особо мягкого, гладкого и толстого нетканого материала, а также нетканый материал, полученный указанным способом.
Кроме того, даже специалисты обычного уровня в этой области техники могут осуществить целый ряд модификаций как в способе, так и в нетканом материале, которые все находятся под защитой пунктов приложенной здесь же формулы изобретения.
Например, способ может обеспечить только первые две операции a) и b) и намотку фильерного или кардного нетканого слоя на подходящий валик, как соответственно показано на Фиг.7 и Фиг.8.
В частности, на Фиг.8 схематично показан способ изготовления кардного нетканого материала, на котором ссылочные позиции указывают на те же самые рабочие станции, как и ссылочные позиции на предшествующих воплощениях изобретения.
Кардочесальная машина 23 размещает вполне в обычной манере нетканый слой Т1на опоре S такой, как описана выше. Затем опора S со слоем Т1пропускается через валики 2 и 3 или уплотнителя, или устройства С для тиснения для предупрочнения и, главным образом, для увеличения его объема так, как это подробно описано выше. Наконец, указанный слой Т1наматывается на валик 4.
На Фиг.9, где ссылочные позиции обозначают те же самые рабочие станции, как и ссылочные позиции на Фиг.3а, схематично показана производственная линия или способ изготовления трехслойного кардного/целлюлозная пульпа/фильерного смешанного нетканого материала.
Если сравнить этот способ со способом, описанном со ссылкой на Фиг.3а, то он отличается тем, что первый экструдер 7 для размещения первого нетканого слоя Т1заменен обычной кардочесальной машиной 23.
Аналогичным образом на Фиг.10 схематично показан способ получения трехслойного кардного/целлюлозная пульпа/кардного нетканого материала, где экструдеры 13 и 17 на Фиг.4а заменены двумя соответствующими кардочесальными машинами 23.
Следует отметить, что в этом случае также правомочны все варианты воплощения, рассмотренные выше, т.е. нетканые слои могут быть предварительно гидропереплетены, второй нетканый слой Т2может быть размещен и пропущен через уплотнитель или устройство для тиснения на другом уровне от уровня любого другого размещения волокон и могут обеспечиваться вышеупомянутые дополнительные обрабатывающие операции, такие как формование и декорирование (термотиснение).
Кроме того, в смешанном многослойном нетканом материале, или первый размещенный слой, такой как показан на Фиг.9, или второй слой может быть кардным слоем.
Следовательно, в соответствии с понятием сущности настоящего изобретения экструдер для изготовления фильерных волокон может быть заменен кардочесальными машинами, которые как известно обрабатывают пучки волокон (штапельные волокна длиной 1,5-7 см, из таких материалов как полиэфирсульфон, полипропилен, PLA, LYOCELL, TENCELL, хлопок). В этом случае операция b) обработки для получения нетканого слоя с вышеупомянутым расширенным внешним видом, толщиной и мягкостью хлопковой ваты будет всегда обеспечиваться благодаря использованию такого уплотнителя, как был описан выше.
Предпочтительно, чтобы способ по изобретению мог также обеспечивать использование волокон или микроволокон как фильерного типа таких, как описаны выше, так и волоконных пучков (штапельных волокон), которые обычно получают путем кардочесальной операции. Результат пропускания через устройство, увеличивающее толщину слоя, такое как описано выше, будет полностью аналогичным.
Помимо этого на Фиг.11 показан способ изготовления, в котором рулон 24 фильерных или кардных штапельных волокон, обработанных только уплотнителем или устройством для тиснения, таким как описано выше, подвергается обработке на другой линии в соответствии с тем, что уже было описано выше. В частности, нетканый слой Т сматывается с рулона 24 и подвергается, например, гидропереплетению оборудованием 5, аналогичному описанному выше, затем он сушится и, наконец, снова наматывается на валик 4'.
Таким же образом, как показано на Фиг.2 и 3а, на Фиг.12 и 13 показаны аналогичные способы, в которых снова рулон 24 с фильерными или кардными штапельными волокнами соответственно заменяет экструдеры и кардочесальные машины для размещения указанных волокон, при этом другая операция по обработке остается неизменной. В двух последних случаях варианты воплощений, описанные выше, также могут быть приняты, такие как использование двух валиков, переносящих одинаковый продукт типа фильерные/фильерные, кардные фильерные/штапельные волокна или кардные штапельные волокна/штапельные волокна, обработанный уплотнителем или устройством для тиснения.
Как показано со ссылкой на Фиг.14, другое воплощение изобретения состоит в осуществлении способа, раскрытого в пункте 15, в котором, в частности, указанная по меньшей мере одна поверхность является поверхностью одного из валиков уплотнителя или устройства для тиснения. Обеспечение поверхности ребрами на одном из указанных валиков позволяет отказаться от опоры S, описанной выше, без изменения получаемого результата, т.е. увеличения толщины и мягкости нетканого слоя таким образом, чтобы он выглядел как хлопковая вата.
Более подробно, уплотнитель включает в себя два валика (на Фиг.14 показан только один валик), аналогичных валикам обычного уплотнителя или устройства для тиснения, при этом поверхность 200 одного валика 201 снабжена ребрами 202, имеющими высоту более 1 мм, свободную головку с контактной поверхностью для волокон или микроволокон, имеющих удлинение меньше 0,80 мм2, причем указанные ребра распределены так, чтобы они покрывали менее 14% указанной по меньшей мере одной поверхности. Ребра могут быть одного типа, как раскрыто выше со ссылкой на ребра на опоре S.
В частности, указанные ребра 202 могут иметь предпочтительную форму, по существу, в виде усеченного конуса, при этом его большее круглое основание находится на поверхности 201, как лучше показано на Фиг.15.
Другим аспектом настоящего изобретения является уплотнитель или устройство для тиснения общеизвестного типа для обработки нетканых волокон и/или микроволокон, содержащее средство для утолщения, которое имеет два валика (2, 3) и по меньшей мере одну поверхность, снабженную ребрами высотой более 1 мм, свободной головкой с контактной поверхностью для волокон или микроволокон, имеющих удлинение менее 0,80 мм2, при этом указанные ребра распределены так, что они покрывают менее 14% указанной по меньшей мере одной поверхности. В частности, указанное утолщающее средство содержит два валика (2, 3) и опору S, имеющую указанную по меньшей мере одну поверхность с ребрами, контактирующую с указанными волокнами или микроволокнами. Альтернативно поверхность 200 одного валика 201 из двух валиков (только один валик показан на Фиг.14) обычного уплотнителя или устройства для тиснения снабжен ребрами 202, имеющими высоту больше 1 мм, свободную головку с контактной поверхностью для волокон или микроволокон, имеющих удлинение менее 0,80 мм2, причем указанные ребра распределены так, что они покрывают менее 14% указанной поверхности 200. Эти ребра могут быть того же типа, который раскрыт выше со ссылкой на ребра на опоре S.
Реферат
Настоящее изобретение относится к способу изготовления нетканого материала и к нетканому материалу, полученному указанным способом. Способ изготовления фильерного и/или кардного нетканого слоя, включающий в себя следующие последовательные операции: размещение по меньшей мере одного слоя (T1) волокон или микроволокон фильерного и/или кардного нетканого типа на подходящей опоре S; обработку слоя T1 так, чтобы получить увеличение его толщины пропусканием слоя T1 через средство утолщения, которое содержит два валика и по меньшей мере одну поверхность, снабженную ребрами, имеющими высоту больше 1 мм, свободную головку с контактной поверхностью для волокон или микроволокон, имеющих удлинение меньше 0,80 мм2. При этом указанные ребра распределены так, что они покрывают менее 14% указанной по меньшей мере одной поверхности. Технический результат заявленного изобретения заключается в том, что полученный нетканый материал обладает улучшенной мягкостью и толщиной. 4 н. и 48 з.п. ф-лы, 15 ил.
Формула
a) размещение по меньшей мере одного слоя (T1) волокон или микроволокон фильерного и/или кардного нетканого типа на подходящей опоре S;
b) обработку слоя T1 так, чтобы получить увеличение его толщины пропусканием слоя T1 через средство утолщения, которое содержит два валика (2, 3) и по меньшей мере одну поверхность, снабженную ребрами, имеющими высоту больше 1 мм, свободную головку с контактной поверхностью для волокон или микроволокон, имеющих удлинение меньше 0,80 мм2, при этом указанные ребра распределены так, что они покрывают менее 14% указанной по меньшей мере одной поверхности.
слой (T1, T2) является фильерным слоем или кардным слоем из штапельных волокон.
i) обеспечение по меньшей мере одного слоя (T1, Т2) из фильерных или штапельных волокон кардных нетканых материалов, который был подвергнут набухающей обработке пропусканием слоя T1 через средство утолщения, которое состоит из двух валиков (2, 3) и по меньшей мере одной поверхности, снабженной ребрами, имеющими высоту больше 1 мм, свободную головку с контактной поверхностью для волокон или микроволокон, имеющих удлинение менее 0,80 мм2, при этом указанные ребра распределены так, чтобы они покрывали менее 14% указанной по меньшей мере одной поверхности;
ii) упрочнение указанного слоя посредством гидропереплетения.
Документы, цитированные в отчёте о поиске
Сверхлегкий нетканый материал, удобный для переработки в изделие
Патенты аналоги
Сверхлегкий нетканый материал, удобный для переработки в изделие
Комментарии