Термоклеевой подкладочный материал и способ изготовления такого материала - RU2106442C1
Код документа: RU2106442C1
Чертежи

Описание
Изобретение касается термоклеевого подкладочного материала для деталей одежды, образованного основой подкладочного материала, на поверхность которой нанесены точки термоклеящегося термоплавкого полимера.
Основы, используемые в качестве подкладки для деталей одежды, для термоклеевых материалов подкладки разделяются на две категории: непосредственно текстильные основы и основы из нетканых материалов. Текстильные основы представляют собой материалы, которые получают ткачеством или вязанием пряжи (тканевые или трикотажные основы), тогда как нетканые основы получают путем формирования и затвердения тем или иным способом слоя из волокон или нитей.
Каждый из упомянутых выше типов материалов основ обладает своими преимуществами и недостатками. В каждом конкретном случае пользователь выбирает тот или иной материал в зависимости от необходимости в конкретной ситуации свойств и характеристик материала подкладки.
Нетканые материалы в качестве основы для подкладочных элементов менее дорогостоящи в изготовлении. Однако для них характерно неравномерное по различным направлениям распределение образующих эти материалы волокон или нитей. Это выражается не только в колебаниях плотности материала и неровности его поверхности, но и в недостаточной размерной стабильности, нетканый материал может быть деформирован невосстановимым образом в результате растяжения, что обуславливает в случае его использования в качестве термоклеевого материала подкладки неудовлетворительную стабилизацию той детали одежды, к которой этот материал приклеен.
Таким образом, несмотря на несколько более высокую стоимость собственно текстильные основы, то есть ткани и трикотаж, являются более предпочтительными в тех случаях практического применения, где упомянутые выше недостатки нетканых основ являются неприемлемыми, поскольку способ изготовления основы ткачеством или вязанием пряжи придает материалу основы однородность, в частности, по различным направлениям, которой недостает нетканым материалам.
Однако по сравнению с неткаными материалами собственно текстильные основы менее объемны и, в общем случае, не столь хороши и приятны на ощупь.
Уже делались попытки получить основу для материала, подкладки, которая имела бы одновременно объемность и приятность на ощупь, свойственные нетканым материалам, и когезионные свойства и нерастяжимость, характерные для собственно текстильных основ в виде тканей или трикотажа.
Наиболее близким аналогом изобретения является термоклеевой подкладочный материал, содержащий первое полотно, имеющее нити и по меньшей мере одно нетканое полотно, из волокон или элементарных нитей, сплетенных между собой и имеющих общее заданное направление, причем одна из поверхностей материала покрыта сетью точек термоплавкого полимера, и способ изготовления термоклеевого подкладочного материала, заключающийся в расположении на транспортной ленте первого полотна, имеющего нити, накрытии первого полотна по меньшей мере одним нетканым полотном из волокон или элементарных нитей, не соединенных между собой, воздействии на полотна тонкими струями жидкости под большим давлением при помощи эжекторов для сцепления волокон или элементарных нитей нетканого полотна между собой и с нитями первого полотна, нанесении точек термоплавкого полимера на поверхность сцепленных полотен, находящуюся в контакте с транспортером и сушке материала.
В данном аналоге такая задача решалась путем наложения друг на друга трикотажной или тканой текстильной основы и по меньшей мере одного нетканого полотна и обеспечения связи двух этих элементов пробивкой тонкими струйками воды под большим давлением.
Основной недостаток такой композиции, предназначенной для использования в качестве подкладочного материала, заключается в ее достаточно высокой стоимости изготовления, которая заключает в себе одновременно и стоимость трикотажной или тканевой части основы и стоимость ее нетканой части.
Технический результат изобретения заключается в создании термоклеевого подкладочного материала, основа которого соответствовала бы желаемым характеристикам, объединяя в себе свойства собственно текстильной основы и основы из нетканого материала, но не обладала бы недостатком, заключающимся в слишком высокой стоимости изготовления. Желательно также было бы получить основу, обладающую остаточной упругостью и эластичностью с тем, чтобы созданный с ее помощью термоклеевой материал подкладки охранял свою способность плотно облегать любые заданные формы деталей одежды.
Для достижения данного технического результата в термоклеевом подкладочном материале, содержащем первое полотно, имеющее нити и по меньшей мере одно нетканое полотно из волокон или элементарных нитей, сплетенных между собой и имеющих общее заданное направление, причем одна из поверхностей подкладочного материала покрыта сетью точек термоплавкого полимера, первое полотно образовано только пряжей из нитей, представляющих собой непрерывные текстурированные волокна, расположенные по существу поперек общего заданного направления волокон или элементарных нитей нетканого полотна и связанные с ним за счет сцепления непрерывных текстурированных волокон с волокнами или элементарными нитями второго полотна.
Текстурированная пряжа первого полотна имеет высокую объемность и получена посредством технологии текстурирования потоком воздуха по меньшей мере двух многоволоконных нитей, одна из которых обвивает другую, причем длина обвивающей нити существенно превышает длину обвиваемой нити.
Материал может содержать одно нетканое полотно, причем нити первого полотна частично поступают на поверхности нетканого полотна, на которую нанесены точки термоплавкого полимера.
В материале плотность укладки поперечных нитей первого полотна составляет по меньшей мере 3 нити на сантиметр.
Материал может содержать два нетканых полотна, состоящих из сплетенных между собой волокон или элементарных нитей, между которыми расположено полотно из поперечных нитей, причем плотность расположения точек термоплавкого полимера на поверхности материала составляет по меньшей мере 60 точек на квадратный сантиметр поверхности.
Для достижения данного технического результата в способе изготовления термоклеевого подкладочного материала, заключающегося в расположении на транспортерной ленте первого полотна, имеющего нити, накрытии первого полотна по меньшей мере одним нетканым полотном из волокон или элементарных нитей, не соединенных между собой, воздействии на полотна тонкими струями жидкости под большим давлением при помощи эжекторов для сцепления волокон или элементарных нитей нетканого полотна между собой и с нитями первого полотна, нанесении точек термоплавкого полимера на поверхность сцепленных полотен, находящихся в контакте с транспортером, и сушке материала, первое полотно образуют только пряжей из нитей, представляющих собой непрерывные текстурированные волокна, подаваемые на транспортер в натянутом состоянии параллельно друг другу и расположенные, по существу, поперечно относительно перемещения транспортера, а транспортерную ленту выполняют из металлической сетки.
В качестве нитей первого полотна используют непрерывные текстурированные и усаживаемые нити, причем подкладочный материал затем подвергают термической обработке для осуществления усадки нитей первого полотна перед нанесением точек термоплавкого полимера.
Поперечные нити придают основе в соответствии с предлагаемым изобретением поперечную размерную стабильность, которая вполне сопоставима с размерной стабильностью тканой или трикотажной текстильной основы и проложенными поперечными нитями. В продольном же направлении когезионные свойства основы в соответствии с изобретением сопоставимы с аналогичными свойствами нетканого материала. Однако следует отметить, что в области использования подкладочных материалов для элементов одежды обычно требуется именно поперечная размерная стабильность и прочность, поэтому свойства предлагаемой основы в продольном направлении не являются таким уж существенным недостатком.
Кроме того, поперечные нити представляют собой текстурированную пряжу из непрерывных волокон. С одной стороны, наличие завитости, вызванной текстурированием, придает нетканому полотну свойства поперечной растяжимости, которое является желательным для термоклеевого подкладочного материала, поскольку от него требуется способность легко адаптироваться к заданной форме данной детали одежды. Эта способность растягиваться в определенной степени для основы подкладочного материала должна выражаться в упругости в направлении поперечных нитей по меньшей мере в несколько процентов. Эта предпочтительная упругость материала может составлять от 5 до примерно 20%.
С другой стороны, наличие зависимости, вызванной текстурированием, улучшает взаимное сцепление волокон или нитей нетканого полотна и наложенных на него поперечных нитей. Это взаимное сцепление улучшается в еще большей степени, когда речь идет о текстурированных нитях повышенной объемности, полученных по технологии текстурирования потоком воздуха из комбинации по меньшей мере двух многоволокнистых нитей, одна из которых обвивает другую.
Действительно, в этом типе текстурированной пряжи внешняя нить образует петли основной нити, за которые зацепляются волокна или нити нетканого полотна.
В первом варианте осуществления термоклеящегося подкладочного материала в соответствии с изобретением его основа образована единственным полотном нетканых спутанных между собой волокон или нитей, причем поперечные нити частично проступают на поверхности упомянутого выше полотна. Кроме того, на этой поверхности полотна располагаются точки термоклеевого полимера.
В процессе нанесения точек термоклеевого полимера на поверхность основы для термоклеевого подкладочного материала в соответствии с изобретением этот полимер обеспечивает локальное сцепление элементов, с которыми он находится в контакте. В данном случае этот полимер может воздействовать одновременно на волокна или нити нетканого полотна, среди которых некоторые волокна или нити сплетаются с поперечными нитями, и на длинные и текстурированные нити, образующие поперечные нити. Таким образом, обеспечивается улучшенное сцепление между поперечными нитями и волокнами нетканого полотна, причем не только в результате сплетения волокон или нитей этого нетканого полотна с поперечными нитями, но и в результате их локального склеивания точками термоплавкого полимера.
Благодаря введению дополнительного сцепления в результате склеивания термоклеевым полимером оказывается возможным уменьшить соответствующим образом действие сплетения или спутывания волокон или нитей в тех случаях, когда это может иметь нежелательные в том или ином смысле последствия. В частности, в тех случаях, когда это спутывание или сплетение волокон или нитей нетканого полотна и поперечных нитей обеспечивается путем воздействия тонких струек жидкости под большим давлением, было замечено, что это воздействие стремится уплотнить это полотно, то есть сократить его объем, что может быть нежелательным для некоторых применений термоклеевого подкладочного материала.
Кроме того, воздействие струек жидкости под большим давлением имеет тенденцию модифицировать структуру основы, придавая ей более сухой характер. Таким образом, в первом варианте осуществления изобретения можно существенно уменьшить воздействие струек жидкости под давлением за счет дополнительного сцепления, вносимого точками термоклеевого полимера, нанесенного на поверхность основы, где частично проступают поперечные нити, и получить термоклеевой подкладочный материал с хорошими объемными и структурными характеристиками.
Вносимое точками термоплавкого полимера дополнительное сцепление волокон и нитей особенно заметно в тех случаях, когда плотность наложения поперечных нитей больше 3 нитей на сантиметр.
Во втором возможном варианте осуществления термоклеевой подкладочный материал в соответствии с изобретением содержит два нетканых полотна описанного выше типа, располагающихся по обе стороны от слоя поперечных нитей. При этом поперечные нити как бы взяты в сэндвич между двумя неткаными полотнами и связаны с ними благодаря сплетению или спутыванию волокон или нитей двух полотен.
К второму варианту осуществления изобретения обращаются в тех случаях, когда необходимо иметь такую поверхность для нанесения точек термоклеевого полимера, которая была бы возможно более плоской и возможно более ровной. Такая необходимость возникает при тонком нанесении клеящего состава, то есть в тех случаях, когда количество точек нанесенного на поверхность основы термоклеевого полимера превышает 60 в расчете на один квадратный сантиметр поверхности.
В этом случае второе нетканое полотно, на которое наносятся точки термоклеевого полимера, предпочтительно имеет меньшую удельную плотность, чем удельная плотность первого полотна. Например, для термоклеевого подкладочного материала, предназначенного для деталей легкой одежды и имеющего удельную плотность от 50 до 65 г/м2, второе нетканое полотно имеет плотность от 10 до 20 г/м2, тогда как плотность первого нетканого полотна составляет от 25 до 35 г/м2.
В предпочтительном варианте осуществления изобретения пряжа, используемая для производства поперечных нитей, представляет собой объемную или текстурированную усаживаемую пряжу и сплетения или спутывание этой пряжи с волокнами или нитями нетканого полотна или, в случае необходимости, волокон, или нитей двух нетканых полотен обеспечивается при помощи воздействия тонких струй жидкости под большим давлением. В этом случае основа для термоклеевого подкладочного материала подвергается после воздействия струй жидкости подл давлением обработки термической усадки. Эта операция сообщает материалу дополнительные преимущества, в еще большей степени увеличивая его объемность.
Изобретение будет лучше понято из приведенного ниже описания варианта осуществления термоклеевого подкладочного материала, содержащего одно нетканое полотно из волокон или нитей, сплетенных или спутанных с поперечными нитями, состоящим из непрерывных текстурированных волокон.
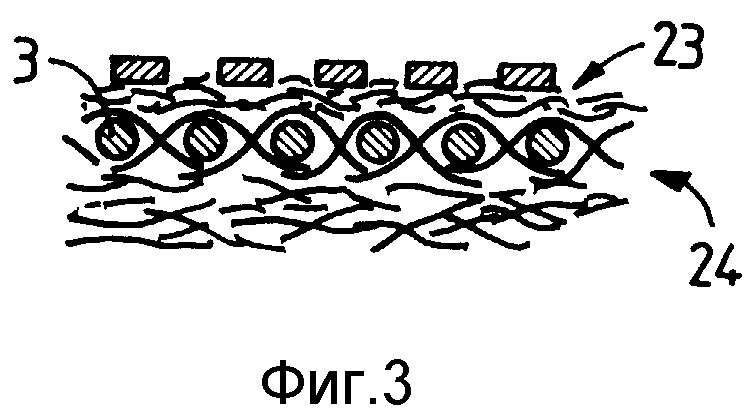
На фиг. 1 представлен схематически термоклеевой подкладочный материал с одним нетканым полотном, разрез; на фиг. 2 схематически представлена установка для соединения нетканого полотна и поперечных нитей при помощи воздействия струй жидкости; на фиг. 3 представлен схематически термоклеевой подкладочный материал с двумя неткаными полотнами, разрез.
Термоклеевой подкладочный материал 1 содержит одно нетканое полотно из волокон 2, которые сплетены или спутаны между собой и которые также сплетены или спутаны с поперечными нитями 3, расположенными поперечно по отношению к общему главному направлению упомянутого выше полотна 4.
Поперечные нити 3 представляют собой пряжу из
непрерывных или достаточно длинных текстурированных волокон, причем эти поперечные нити
связаны между собой только благодаря спутыванию волокон 2, образующих нетканое полотно 4
Плотность
укладки поперечных нитей 3 на поверхность нетканого полотна 4 составляет по меньшей мере 3
нити на сантиметр. Нанесение точек 22 термоклеевого полимера осуществляется на поверхность 5 нетканого
полотна 4, на которой поперечные нити 3 проступают более отчетливо. Таким образом, обеспечивается
усилие сцепления поперечных нитей и нетканого полотна вследствие того, что в дополнение к спутыванию
или сплетению волокон 2 вокруг поперечных нитей 3 имеет место поверхностное склеивание некоторых
волокон и некоторых поперечных нитей этими точками 22 нанесенного на поверхность данной основы
термоклеящегося полимера.
Изготовление основы 18 для термоклеевого подкладочного материала осуществляется на установке соединения поперечных нитей с нетканым полотном при помощи струй жидкости под давлением, схематически представленной на фиг. 2.
Эта установка 6 содержит бесконечную транспортную ленту 7, которая представляет собой металлическую сетку, натянутую между барабанами 8, 9 и 10, причем барабан 10 приводится во вращательное движение при помощи средств, не показанных на фиг. 2 из соображений упрощения схемы. Над верхней ветвью транспортерной ленты 7 располагаются блоки инжекторов, запитываемых от магистрали высокого давления. На фиг. 2 представлены четыре таких блока инжекторов 11, 12, 13 и 14, запитываемые жидкостью под давлением, соответственно равным, например, 40 бар для первого блока инжекторов 11, 60 бар для второго блока инжекторов 12, 70 бар для третьего блока инжекторов 13 и 80 бар для четвертого блока инжекторов 14.
На транспортерную ленту 7 работают две системы подачи составляющих, из которых изготавливается основа для термоклеевого дублирующего материала. Первая система 15 подачи представляет собой другую транспортерную ленту, на которой располагается нетканое полотно 4, образованное из волокон 2 любым известным подходящим для этого способом. Волокна 2 появляются на второй транспортерной ленте 15 в виде полотна, которое удерживается на ней потоком воздуха, прижимающим это полотно к ленте транспортера.
Как показано на фиг. 2, эта вторая транспортерная лента 15 располагается наклонно по отношению к первой транспортерной ленте 7 и выше нее примерно на уровне входного барабана 8 этой первой ленты транспортера.
Вторая система подачи составляющих на транспортерную ленту 7 образована подвижной системой укладки поперечных нитей в полотно при помощи зажимов или крючков. Эта система способна принимать и блокировать в нужном положении оба конца отрезков нитей 3, которые подаются в эту систему при помощи средств, не показанных на фиг. 2, удерживать эти нити в натянутом состоянии параллельно друг другу и подавать в таком виде на первую транспортерную ленту 7 в зоне 21 этой ленты, то есть там, где вторая транспортерная лента 15 укладывает на эту же ленту 7 полотно 4 из спутанных волокон или нитей. В представленной на фиг. 2 установке имеется возможность отрегулировать плотность укладки поперечных нитей 3 для заданной длины полотна 4 в зависимости от относительных скоростей движения этой второй системы подачи 15 и первой транспортерной ленты 7.
В варианте выполнения установки в соответствии с изобретением, показанном на фиг. 2, нетканое полотно 4 из спутанных волокон или элементарных нитей оказывается уложенным поверх слоя поперечных нитей 3.
Система, образованная наложенным друг на друга слоем поперечных нитей 3 и нетканым полотном 4 из волокон или элементарных нитей, проходит последовательно на движущейся транспортерной ленте 7 под четырьмя блоками инжекторов соответственно 11, 12, 13 и 14. Тонкие струи воды, которые выбрасываются из упомянутых выше инжекторов под давлением, не только прямо ударяют по волокнам или элементарным нитям 2, но и отскакивают, пробив нетканое полотно 4 насквозь, от металлической сетки, из которой изготовлена эта транспортерная лента 7, в разных направлениях и вследствие этого перемещают беспорядочно волокна или элементарные нити 2 полотна 4 друг относительно друга. Строение и диаметр металлической проволоки, из которой изготовлена сетка транспортерной ленты 7, выбираются таким образом, чтобы обеспечить наилучшие характеристики и производительность спутывания или взаимного сплетения волокон или элементарных нитей полотна 4 в процессе его прохождения под блоками инжекторов водяных струек под давлением 11, 12, 13 и 14. В представленном здесь варианте выполнения диаметр металлической проволоки для упомянутой выше сетки составляет 0,5 мм и плотность ее плетения выбрана такой, что площадь просветов в ячейках сетки составляет примерно 30% от общей ее площади.
Вода, выходящая из инжекторов 11 - 14, собирается в приемный бак 17, который устанавливается под верхней ветвью транспортной ленты 7 непосредственно в зоне расположения упомянутых выше водяных инжекторов. Эта собранная после использования вода направляется для повторного включения в цикл при помощи системы насосов, не показанных на фиг. 2.
После такой обработки струйками воды под давлением в основе для подкладочного материала 18, образованной полотном 4 и поперечными нитями 3, волокна или элементарные нити 2 опутываются или сплетаются друг с другом, обеспечивая определенную когезию или связанность этого полотна 4, а, кроме того, эти волокна или элементарные нити сплетаются вокруг поперечных нитей 3.
Консолидированная или сплоченная таким образом система 18 при дальнейшем движении транспортерной ленты 7 входит в сушильную камеру 19, в которой в случае необходимости может осуществляться и термофиксация. Температура в этой камере может поддерживаться в диапазоне от 110 до 180oC. После сушки в камере 19 полученная основа для термоклеевого дублирующего материала сматывается в рулон 20.
Затем основа подкладочного материала 18 покрывается густой сетью точек специального состава на основе термоклеевой полимерной смолы. Этот состав наносится на поверхность 5 основы 18, на которой поперечные нити 3 проступают более отчетливо. В предлагаемом здесь варианте выполнения изобретения, проиллюстрированном на фиг. 2, нанесение этого термоклеящегося полимера производится на ту поверхность основы, которая обращена к поверхности транспортерной ленты 7.
Нанесение точек полимерной смолы на поверхность основы осуществляется при помощи перфорированных валков или гравированных валков, причем полимерная смола может наносится либо в пастообразном состоянии, либо в виде порошка с использованием соответственно различных типов валков. Смола может наносится посредством перфорированного валка печатного типа, в который она в пастообразном состоянии подается внутрь, а затем проталкивается через отверстия в поверхности данного перфорированного цилиндра изнутри наружу при помощи специального скребка. Основа 18, на которую были нанесены точки полимерной смолы, подается затем в сушильную камеру.
В конкретном варианте выполнения изобретения волокна или элементарные нити 2 представляли собой волокна полиэфирного происхождения 1,5 дтекс. Плотность нетканого полотна 4 составляла 25 г/м2. Поперечные нити представляли собой текстурированную пряжу без фиксированного скручивания из полиэфирных волокон с номером 100 дтекс, располагающуюся на нетканом полотне 4 с густотой в 6 нитей на сантиметр. Термоклеевая смола использовалась в виде полиамидной пасты. Эта паста наносилась на поверхность основы термоклеевого подкладочного материала при помощи перфорированного цилиндра или валка печатного типа и плотностью порядка 40 отверстий на квадратный сантиметр. При этом каждое отверстие этого перфорированного цилиндра или валка имело диаметр порядка 0,6 мм.
Поученный таким образом термоклеевой подкладочный материал характеризуется объемностью и пробой наощупь, характерными для нетканых материалов, а также динамометрическими свойствами и размерной устойчивостью, присущими основам собственно текстильного типа, то есть тканым и вязанным с продетой уточной нитью. Отмечено, в частности, увеличение динамометрической прочности основы 18 после нанесения точек полимерной смолы, связанное со склеиванием поперечных нитей 3 с волокнами или элементарными нитями 2, которые будучи сплетенными с поперечными нитями 3 располагаются на поверхности упомянутой выше основы 18.
На фиг. 2 представлена установка 6, в которой действие струй воды под давлением осуществляется только на одну сторону основы 18. В предпочтительном варианте выполнения изобретения используется аналогичная по существу установка по меньшей мере двумя системами блоков эжекторов, обеспечивающая воздействие струй воды под давлением на обе стороны основы подкладочного материала таким образом, чтобы обеспечить наилучшим образом сплетение волокон 2 вокруг поперечных нитей 3.
На фиг. 2 представлена также установка 6, в которой обеспечивается подача только на одно нетканое полотно 4. Та же самая установка легко может быть преобразована в аналогичную установку, содержащую дополнительно и третью систему подачи для введения в процесс создания основы для термоклеевого подкладочного материала второго нетканого полотна 23, которое будет укладываться на первую транспортерную ленту 7 в той же зоне над входным барабаном 8, но перед зоной 21 укладки на эту транспортерную ленту первого нетканого полотна. В этом случае поперечные нити 3 будут располагаться между двумя неткаными полотнами 4 и 23 перед введением всей системы в зону действия инжекторов водяных струй под давлением. В основе полученного таким образом подкладочного материала поперечные нити будут зажаты между двумя неткаными полотнами 4 и 23, волокна или элементарные нити 2 которых будут сплетаться друг с другом и с упомянутыми выше поперечными нитями.
Этот вариант подкладочного материала 24 с двумя неткаными полотнами 4 и 23 выгоден при использовании в тех случаях, когда полимерная смола в качестве термоклеевого состава наносится весьма густой сетью точек, то есть количество этих точек в расчете на один квадратный сантиметр поверхности основы составляет 60 и более штук. Это обстоятельство требует, чтобы покрываемая таким образом поверхность основы была совершенно плоской и ровной.
В этом случае в предпочтительном варианте выполнения изобретения второе полото нетканого материала 23 делают более легким, чем первое такое полотно 5. В конкретном варианте выполнения изобретения для изготовления подкладочного материала для деталей легкой одежды, имеющего плотность в диапазоне от 50 до 65 г/м2, плотность наносимого слоя полимерной смолы составляла от 1 до 14 г/м2, плотность слоя поперечных нитей была порядка 5 - 6 г/м2, плотность первого нетканого полотнища колебалась в пределах от 25 до 35 г/м2, в плотность второго нетканого полотна составляла от 10 до 20 г/м2.
При этом поперечные нити 3 представляли собой текстурированную пряжу, вследствие чего обеспечивался превосходный эффект зацепления и сплетения, обусловленный естественной завитостью нитей такой пряжи. В качестве этих поперечных нитей могут быть выбраны нити без фиксированного скручивания, с различными характеристиками, однако в предпочтительном варианте выполнения изобретения речь должна идти о текстурированной пряже с большой объемностью нитей, получаемой по технологии текстурирования струями воздуха по меньшей мере двух многоволоконных нитей, одна из которых обвивает другую с некоторым избытком по длине относительно основной нити. Эта текстурированная пряжа с высокой объемностью нитей имеет структуру в виде петель, которая в еще большей степени способствует сплетению этих нитей с волокнами или элементарными нитями 2 в процессе воздействия на систему нетканых полотен со слоем поперечных нитей между ними струек воды или другой жидкости под большим давлением.
Поперечные нити 3 могут также представлять собой усаживаемую текстурированную пряжу. В этом случае обеспечивается контролируемая усадка поперечных нитей в сушильной печи 19 или в процессе выполнения какой-либо последующей операции. Усадка поперечных нитей 3 позволяет в еще большей степени увеличить объемность основы 18 и обеспечить более высокую упругость и эластичность упомянутой выше основы 18, главным образом, в ее поперечном направлении.
Нетканое полотно может быть образовано любыми известными типами волокон или элементарных нитей.
Реферат
Сущность изобретения: термоклеевой подкладочный материал в соответствии с изобретением содержит по меньшей мере одно полотно из нетканых волокон или элементарных нитей, сплетенных между собой и имеющих общее заданное направление, одна из поверхностей которого покрыта сетью точек термоплавкого полимера. Кроме того, этот материал содержит поперечные нити, которые представляют собой пряжу из непрерывных текстурированных волокон и располагаются поперечно по отношению к общему заданному направлению. Эти поперечные нити связаны с нетканым полотном благодаря сплетению с его волокнами или элементарными нитями. Поскольку подкладочный материал содержит только одно нетканое полотнище, точки термоплавкого полимера наносятся на ту поверхность полотна, на которой частично проступают поперечные нити. Подкладочный материал может содержать два нетканых полотна из сплетенных между собой волокон или элементарных нитей, между которыми располагаются поперечные нити, причем плотность нанесения точек термоплавкого полимера достигает 60 и более на квадратный сантиметр поверхности материала. 2 с. и 5 з.п. ф-лы, 3 ил.

Комментарии