Формовочная лента для изготовления нетканых материалов, разделенных на отдельные листы - RU2414552C2
Код документа: RU2414552C2
Чертежи






Описание
Область техники
Настоящее изобретение относится к изготовлению нетканых материалов, более конкретно к формовочной ткани или ленте, используемой при изготовлении нетканых материалов.
Уровень техники
Способы изготовления нетканых материалов известны. Нетканые материалы применяются в изделиях различного назначения, от детских пеленок до высококачественного текстиля, в которых можно выгодно использовать свойства нетканого материала. Изобретение позволяет изготавливать множество нетканых материалов, включая (но не ограничиваясь этим) геотекстильные материалы; строительные материалы, в том числе фибровый картон средней плотности, кровельный материал или подстилающий материал под черепицу, подстилающий материал под звукопоглощающее потолочное покрытие, материал для тепло- и звукоизоляции; гигиенические и медицинские материалы, например бандажи, ленты, стерильные пакеты, салфетки и стерильные прокладки; и бытовые товары, такие как салфетки для вытирания, салфетки для чистки, тканевые смягчающие прокладки, салфетки под столовые приборы, салфетки-полотенца, мочалки, скатерти и вакуумные пакеты. В таких материалах волокна или нити объединены в однородное полотно. Перепутывание волокнистых элементов нетканого полотна в сочетании с другими процессами, например химическим или термическим соединением, обеспечивает желательную целостность материала, его рабочие характеристики и внешний вид.
Такие материалы изготавливают непосредственно из волокон без использования обычных текстильных операций, например ткачества или вязания. Существуют специальные способы и процессы для изготовления нетканых материалов, например процесс мелтблаун (дутье из расплава). В процессе мелтблаун термопластический формовочный полимер помещают в экструдер и затем пропускают через линейную фильеру, содержащую приблизительно двадцать-сорок небольших отверстий на один дюйм (2,5 см) ширины. Сходящиеся потоки горячего воздуха быстро истончают экструдированные пары полимера и образуются затвердевающие нити. Затвердевающие нити направляют высокоскоростными потоками воздуха на приемный экран или слой другого тканого или нетканого материала. В результате образуется полотно мелтблаун.
Кроме того, нетканые материалы можно изготавливать посредством операций аэродинамической укладки или чесания, в которых полотно из волокон после осаждения объединяют или обрабатывают, превращая его в нетканый материал путем иглопробивания или гидропереплетения. В последнем случае водные струи высокого давления направляют вертикально вниз на нетканое полотно, перепутывая волокна друг с другом. При иглопробивании перепутывание осуществляют механически путем возвратно-поступательного перемещения игл с бородками, которые по мере входа в материал заставляют проходить в него волокна с поверхности полотна.
Нетканые материалы в общем состоят из волокон, закрепленных в результате такого их взаимодействия, что образуется структура с сильной когезией с использованием или без использования химических связующих или плавления нитей. Материалы могут иметь повторяющийся рисунок из образованных перепутанными волокнами областей, плотность (вес на единицу площади) которых больше или меньше средней поверхностной плотности материала, и соединительных волокон, которые проходят между областями перепутывания большей плотности и перепутаны случайным образом друг с другом. Отдельные области перепутывания могут быть соединены между собой волокнами, проходящими между соседними областями перепутывания для определения областей с меньшей поверхностной плотностью, чем плотность в соседней области, имеющей высокую плотность. Внутри или между областями перепутывания большей плотности и соединительными волокнами может быть создан рисунок из отверстий, по существу не имеющих волокон. Однако в отличие от настоящего изобретения эти рисунки не используются для разделения нетканого полотна на множество отдельных нетканых листов.
В некоторых материалах области перепутывания большей плотности образуют регулярный рисунок и соединены упорядоченными группами волокон для образования нетканого материала с рисунком, аналогичным рисунку обычной тканой ткани, но в котором волокна проходят через материал беспорядочно из одной области перепутывания в другую. Волокна в упорядоченной группе могут быть расположены либо по существу параллельно друг другу, либо беспорядочно. Варианты осуществления настоящего изобретения включают нетканые материалы, имеющие сложную структуру из волокон с областями перепутывания волокон, которые соединены упорядоченными группами волокон, расположенными в различных по толщине зонах нетканого материала, что особенно подходит для одежды и промышленных обтирочных изделий.
Как отмечено выше, нетканое полотно может быть подвергнуто обработке и волокна в материале могут быть зафиксированы за счет их взаимодействия. "Фиксация" означает, что отдельные волокна структуры не только не имеют тенденции смещаться из соответствующего положения в "ткацком" рисунке, но физически удерживаются от такого смещения благодаря взаимодействию с такими же и/или с другими волокнами в материале. Волокна зафиксированы в областях перепутывания, поверхностная плотность которых больше средней поверхностной плотности материала, и такое взаимодействие волокон может также происходить в другом месте.
Под "взаимодействием" подразумевается, что волокна поворачиваются, завиваются, закручиваются вперед и назад и проходят вокруг друг друга во всех направлениях структуры с таким перепутыванием, что они сцепляются друг с другом.
Механические процессы перепутывания включают, например, соединение иглопробиванием, прикрепление слоя или слоев волокон друг к другу или к подложке путем прокалывания волокнистого полотна большим количеством крючковых игл в устройстве под названием рапирный лентоткацкий станок или фиксатор волокон. При такой операции волокна проталкиваются с поверхности полотна вглубь через массив волокон. Хотя при таком перепутывании в полотне его прочность повышается, процесс может идти медленно, а иглы могут повреждать волокна и быстро изнашиваться сами.
Для устранения этих проблем был разработан процесс гидропереплетения (или процесс "спанлейс"), в котором вместо перепутывания с использованием устаревшего рапирного лентоткацкого станка используется энергия очень однородных тонких струй воды под большим давлением. Способ включает формирование описанного выше волокнистого полотна и перепутывание волокон очень тонкими струями воды под высоким давлением. Несколько рядов струй воды направляют на волокнистое полотно, которое удерживается на подвижной сетке или ткани. Затем полотно с перепутанными волокнами сушат. Волокна, которые используются в материале, могут быть синтетическими или регенерированными штапельными волокнами, например, из полиэфира, полиамида, полипропилена, искусственного шелка или аналогичного материала, целлюлозы или волокнами из другого материала или их смесями в любой комбинации. Материалы спанлейс могут быть изготовлены с высоким качеством при приемлемой стоимости и могут иметь большую впитываемость. Они могут использоваться в качестве обтирочного материала для домашнего или промышленного применения, в качестве одноразовых материалов в медицине, для гигиены и т.д.
Процесс гидропереплетения может использоваться для изготовления множества разнообразных материалов путем изменения исходного материала и/или ленты/элемента, создающего рисунок. Исходный материал может состоять из любого из следующих материалов: полотно, мат, прочес или аналогичный материал из свободных волокон со случайным расположением друг относительно друга или с любой ориентацией. Термин "волокно" в настоящем описании относится ко всем волокнистым материалам, натуральным и искусственным, включая волокнисто-пленочное связующее (в виде синтетических волокнистых частиц, используемых для связывания), бумажные волокна и текстильные штапельные волокна.
Свойства можно улучшить путем использования соответствующей комбинации волокон различной длины. Армированные материалы включают комбинацию волокон штапельной длины с волокнистыми прядями. Термин "пряди" включает нити и различные виды обычных текстильных волокон, которые могут быть прямыми или извитыми. Другие желательные материалы могут быть получены при использовании в исходном материале сильно извитых и/или эластичных волокон. Нетканые изделия с особо желательным рельефом изготавливают с использованием исходных материалов, включающих волокна с латентной способностью к удлинению, свиванию, сокращению или другому изменению длины, с последующей обработкой исходной нетканой рельефной структуры, обеспечивающей проявление латентных свойств волокон с целью изменения длины волокна в свободном состоянии. Для получения специфических результатов при проявлении латентных свойств волокон одного типа исходный материал может содержать различные типы волокон, например усадочные и безусадочные.
Для фиксации волокон в нетканом материале можно использовать термическое соединение. В этом случае для соединения нетканых волокон друг с другом необходим связующий материал. Связующие материалы включают связующие волокна, связующие порошки и связующие полотна. При термическом соединении наиболее широко используются связующие волокна, однокомпонентные и двухкомпонентные. При нагревании части связующих волокон плавятся, соединяясь с другими волокнами в точках пересечения волокон. Для соединения волокон друг с другом используются также связующие порошки в виде порошковых полимеров. Связующие порошки наносят между слоями волокон в процессе перекрестной укладки, воздушной укладки или при последующей обработке. При использовании связующих порошков достаточно небольшого нагрева в печи, чтобы порошок расплавился и соединился с волокнами нетканого материала, образуя нетканое полотно, состоящее из связанных друг с другом волокон. Между неткаными полотнами можно поместить связующее полотно, которое представляет собой термопластичную ткань с открытой структурой и низкой температурой плавления. Для связывания нетканых полотен между собой производят нагрев, полностью расплавляя связующее полотно, и используют каландровые валки для прижатия и соединения нетканых полотен. Способы термической фиксации включают, например, горячее каландрирование, соединение в печи, ультразвуковое соединение и соединение с помощью излучаемого тепла. Выбранный способ соединения существенно влияет на свойства материала, например пористость, толщину и впитываемость. Однако во всех способах соединения создаются точки сильной связи, стойкие к агрессивной окружающей среде и ко многим растворителям.
Во всех описанных выше способах и процессах изготовления нетканых материалов ключевую роль в формировании нетканого полотна играет бесконечная формовочная ткань или лента. В общем случае такие ленты имею вид сеток, сотканных из пластмассовых моноволокон, но если температурные условия не позволяют использовать пластмассовое моноволокно, вместо него можно использовать металлическую проволоку.
Хотя каждый из этих способов изготовления и обработки нетканых материалов имеет свои преимущества, все они требуют дополнительной обработки для резки или разделения нетканого полотна на конечные нетканые материалы требуемого размера и формы. Изобретение направлено на устранение этого недостатка, присущего известным решениям.
Сущность изобретения
Главной целью изобретения является создание формовочной ткани или ленты, используемой при изготовлении нетканых материалов, которая позволяет сократить последующую обработку нетканого материала, исключив операцию резки или разделения нетканого материала на меньшие отдельные листы.
Еще одной целью изобретения является создание формовочной ткани или ленты, используемой при изготовлении нетканых материалов, которая позволяет резать или разделять образованное на ней нетканое полотно в процессе формования.
Еще одной целью изобретения является создание формовочной ткани или ленты, используемой при изготовлении нетканых материалов, на которую нанесен непроницаемый материал путем покрытия, экструзии, осаждения или в виде отдельных полос или кусков материала, прикрепленного к той стороне ткани или ленты, где происходит формирование полотна, что позволяет разрезать или разделять нетканое полотно на отдельные листы нетканого материала.
Еще одной целью изобретения является создание способа образования отдельных листов нетканого материала на формовочной ткани или ленте, используемой при изготовлении нетканых материалов.
Эти и другие цели и преимущества достигнуты в настоящем изобретении. В этом отношении настоящее изобретение направлено на создание формовочной ткани, которая используется при изготовлении нетканых материалов. В предпочтительном варианте осуществления изобретения формовочная ткань содержит множество выпуклостей, расположенных на ее формовочной стороне, т.е. на стороне, где происходит формирование полотна. Выпуклости образуют рисунок или сетку и определяют размер и форму листов нетканого материала, образованных на этой стороне. Выпуклости выполнены из воздухонепроницаемого материала, например из полимерной смолы и термопластического материала.
Согласно другому аспекту изобретения предложен способ образования отдельных листов нетканого материала. Способ включает обеспечение наличия воздухопроницаемой формовочной ткани и выборочное закрывание для воздуха множества участков этой ткани на ее формовочной стороне, где происходит формирование полотна согласно желательному рисунку или сетке, которая определяет форму и размер отдельных листов нетканого материала, образованных на этой ткани. Вблизи той стороны формовочной ткани, где формирования полотна не происходит, располагают вакуумные блоки для создания разрежения, действующего на формовочную ткань, в результате чего осажденные на нее волокна перемещаются на проницаемые для воздуха участки ткани. Множество участков на формовочной ленте сделано воздухонепроницаемыми путем добавления на формовочную сторону ткани непроницаемого материала, например полимерных смол или термопластических материалов.
Различные новые признаки, характеризующие изобретение, указаны в его формуле. Для лучшего понимания изобретения, его функциональных преимуществ и специфических целей, достигаемых при его использовании, ниже дано подробное описание предпочтительных вариантов его осуществления со ссылками на чертежи, где одинаковые элементы обозначены одинаковыми цифровыми позициями.
Краткое описание чертежей
Представленное ниже подробное описание изобретения, которое приведено лишь в качестве примера и не ограничивает его объем, будет более понятно в сочетании с чертежами, где
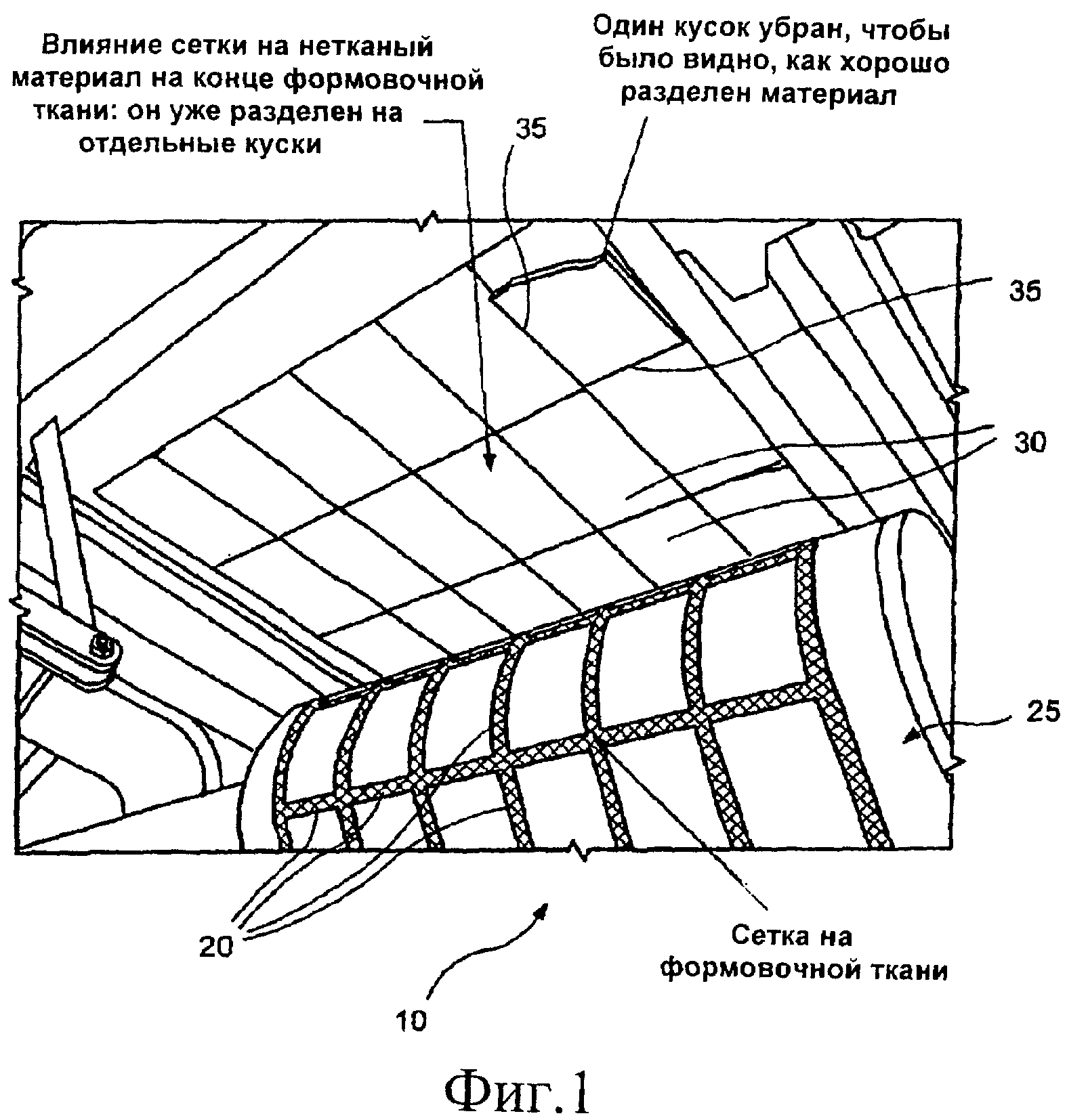
на фиг.1 показана формовочная ткань согласно изобретению, установленная в устройстве, используемом для изготовления нетканых материалов;
на фиг.2 показана форма и конфигурация изготовленных нетканых материалов согласно одному из вариантов осуществления изобретения и
на фиг.3А-3Е показаны различные формы поперечного сечения для непроницаемого материала согласно одному из вариантов осуществления изобретения.
Подробное описание предпочтительных вариантов осуществления изобретения
Ниже более подробно со ссылками на чертежи описаны предпочтительные варианты осуществления изобретения, однако оно может быть реализовано и во многих других вариантах.
Настоящее изобретение относится к формовочной ткани или ленте, используемой для изготовления отдельных листов нетканого материала. В данном описании термины "ткань" и "лента" используются равноправно. Термин "полотно" относится к нетканому материалу, сформированному на формовочной ткани. Термин "лист" определяет любой нетканый материал, размеры которого меньше, чем размеры той области формовочной ткани, на которой происходит формирование полотна, из которого получен этот лист.
Как правило, нетканое полотно сформировано на формовочной ткани и требует дополнительной обработки, такой как резка или разделение его на меньшие отдельные листы. Настоящее изобретение исключает необходимость в последующей обработке в виде резки или разделения нетканого полотна, так как на предлагаемой формовочной ткани образуются отдельные листы нетканого материала прямо на стадии формирования полотна в процессе изготовления нетканого материала.
Получение отдельных листов нетканого материала достигается согласно изобретению путем различного распределения волокон непосредственно на формовочной ткани, например, в процессе аэродинамической укладки, процессе мелтблаун или процессе спанлейс, используемых при изготовлении нетканых материалов.
Как показано на фиг.1, воздухопроницаемая формовочная ткань 10, используемая при производстве нетканого материала, имеет нити, расположенные по ходу ткани в машине, и нити, расположенные поперек хода ткани в машине, как описано, например, в рассматриваемой одновременно заявке на патент США 10/280865 (US 2003/0164199), описание которой включено в данное описание. Ткань 10 содержит непроницаемый материал 15 в виде рисунка или сетки 20 на своей формовочной стороне 25, где происходит формирование полотна. Ткань может быть соткана из нитей, волокон, прядей и т.п.; термин "нить" в данном описании охватывает все эти элементы. Нити могут быть синтетическими или натуральными, например металлическими. Для образования подложки ткани можно использовать дополнительные структуры, например экструдированную сетку, трикотажное полотно, массивы нитей, расположенных по ходу или поперек хода ткани в машине, или другие пригодные для этого структуры.
Материал, используемый для создания рисунка или сетки 20 на формовочной ткани 10, должен быть воздухонепроницаемым. При наличии на формовочной ткани 10 воздухонепроницаемых участков волокна, осажденные на ткань во время одного из рассмотренных выше процессов изготовления, перемещаются на воздухопроницаемые участки ткани под действием отрицательного воздушного потока или разрежения, создаваемого вакуумными блоками, расположенными на неформовочной стороне формовочной ткани 10, т.е. на стороне, где полотно не формируется. В результате осажденные на ткань волокна скапливаются на воздухопроницаемых участках ткани, а не на участках, которые сделаны непроницаемыми путем добавления непроницаемого материала. Поскольку волокна с обеих сторон от воздухонепроницаемых участков ткани изолированы друг от друга и, следовательно, не взаимодействуют друг с другом, они не могут перепутаться друг с другом во время одного из описанных выше способов перепутывания. После осаждения на ленту волокна фиксируют, т.е. закрепляют на месте с использованием одного из описанных выше процессов. В результате образуется нетканое полотно, которое уже разделено на отдельные куски 30 нетканого материала.
Как показано на фиг.1, между отдельными листами нетканого материала имеются промежутки 35, соответствующие участкам формовочной ткани 10, которые сделаны непроницаемыми для образования рисунка или сетки 20. Непроницаемый материал может быть наложен на поверхность ткани в виде покрытия с помощью любого известного способа или осажден путем экструзии или с помощью процесса, описанного в рассматриваемой одновременно заявке на патент США №10/334211 (US 2004/016601 А1), содержание которой включено в данное описание. Непроницаемый материал может быть также наложен в виде лент или кусков различных размеров и формы, которые прикрепляют к формовочной стороне ткани (т.е. к стороне, на которой формируется нетканое полотно) с помощью любых механических соединительных средств, известных специалистам в данной области, например путем приклеивания клеем, пришивания, соединения плавлением или с помощью крепежных средств типа крюк-петля, т.е. VELCRO@.
В одном из вариантов осуществления изобретения, показанном на фиг.2, отдельные листы 34 нетканого материала, образованные на предлагаемой формовочной ткани, имеют размеры Х и Y, которые определяют участки ткани между непроницаемым материалом. Ширина промежутков 35 между отдельными листами нетканого материала зависит от ширины непроницаемого материала, прикрепленного или нанесенного на поверхность ленты 25. Поэтому можно изготовить отдельные листы нетканого материала различных размеров и формы в пределах размеров формовочной ткани путем изменения размера и/или формы рисунка или сетки, образованной на поверхности ленты непроницаемым материалом. Специалисту очевидно, что листы нетканого материала не обязательно должны быть квадратными или прямоугольными, но могут иметь любую форму, определяемую рисунком, который образован непроницаемым материалом. Кроме того, лента может быть выполнена так, что можно получить множество отдельных листов нетканого материала разной формы и размеров.
Чтобы гарантировать хорошее разделение между листами материала на стадии формования, непроницаемый материал, нанесенный на поверхность ткани, имеет на поверхности множество выпуклостей (выступов), которые могут иметь различную форму поперечного сечения. Выпуклости гарантируют, что волокна, находящиеся с разных сторон от них, хорошо разделены и поэтому не могут взаимодействовать или перепутываться друг с другом. Примеры различных форм поперечного сечения выпуклостей включают следующие (но не ограничиваются ими): узкий прямоугольник 40 (фиг.3А), квадрат 42 со сторонами 43 равной длины (фиг.3 В), широкий прямоугольник 45 (фиг.3С), высота 50 которого равна толщине слоев волокон, нанесенных на ткань, и другие формы поперечных сечений, подходящие для механического разделения волокон нетканого полотна, например треугольник 55 (фиг.3D) и прямоугольник 60 со скошенными углами 40 (фиг.3Е). По существу можно использовать выпуклости любой формы и из любого материала, которые позволяют создавать отдельные листы нетканого материала на поверхности ткани.
Важно, чтобы материалы, из которых образованы выпуклости, были воздухонепроницаемыми. Выпуклости могут быть выполнены из термопластического материала, аналогичного описанному в совместно рассматриваемой заявке на патент США №10/631937 (US 2005/0025935), содержание которой включено в данное описание, или из полимерной смолы, например полиамида, полиэфира, полиэфиркетона, полипропилена, полиолефина, полиуретана, поликетона или терефталата полиэтилена, но не ограничиваясь этими материалами. Выпуклости могут быть выполнены также с использованием силикона, резины или резиноподобного материала. Как сказано выше, выпуклости могут быть выполнены путем покрытия, экструзии, осаждения материала или они могут представлять собой заранее изготовленные ленты или куски непроницаемого материала, которые механически прикрепляются к ткани или выполнены так, как описано в указанной выше заявке на патент США №10/334211. В случае термопластического материала выпуклости можно прикреплять к ткани путем плавления части выпуклости с захватом ткани.
Важно отметить, что на обратной стороне ткани, где формирования полотна не происходит, участки, соответствующие участкам с непроницаемым материалом, расположенным на формовочной стороне ткани, не должны иметь каких-либо неровностей на поверхности, вызванных добавлением непроницаемого материала. Это требование связано с тем, что эта обратная «неформовочная» сторона ткани находится в контакте с различными роликами и вакуумными блоками устройства для изготовления нетканого материала. Поэтому любые неровности поверхности неблагоприятно влияют на перемещение ткани через устройство и могут нарушить вакуум, что снизит эффективность системы, создающей воздушный поток.
Хотя выше был описан предпочтительный вариант осуществления изобретения и его модификации, изобретение этим не ограничено и допускает другие варианты осуществления в пределах его объема, определяемого формулой изобретения.
Реферат
Настоящее изобретение относится к формовочной ленте и использованию данной ленты при изготовлении нетканых материалов. Формовочная ткань для использования содержит множество выпуклостей заданных размеров и формы, расположенных в виде рисунка или сетки, определяющего размеры и форму полученных листов нетканого материала, причем указанные выпуклости воздухопроницаемы. Технический результат заявленного изобретения заключается в том, что формовочная ткань позволяет сократить последующую обработку нетканого материала, исключив операцию резки или разделения нетканого материала на меньшие отдельные листы. 2 н. и 21 з.п. ф-лы, 7 ил.
Формула
обеспечивают наличие воздухопроницаемой формовочной ткани;
на формовочной ткани, на той ее стороне, где происходит формирование полотна, выборочно закрывают для воздушного потока множество участков, расположенных согласно желательному рисунку или сетке, и
вблизи стороны формовочной ткани, где формирования полотна не происходит, устанавливают вакуумное средство и на формовочную ткань осаждают волокна, причем указанный рисунок определяет размеры и форму отдельных листов нетканого материала, образованных на формовочной ткани.
Комментарии