Техническая ткань, содержащая спирально навитые полосы материала - RU2530370C2
Код документа: RU2530370C2
Чертежи



































Описание
ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка испрашивает приоритет на основании предварительной заявки на патент США №61/246,812, поданной 29 сентября 2009 г., предварительной заявки на патент США №61/246,801, поданной 29 сентября 2009 г., предварительной заявки на патент США №61/147,637, поданной 27 января 2009 г., и предварительной заявки на патент США №61/121,998, поданной 12 декабря 2008 г.
ВКЛЮЧЕНИЕ ПО ССЫЛКЕ
Все патенты, заявки на патенты, документы, ссылки, инструкции производителя, описания, технические требования к изделиям и технологические карты для любых упомянутых в настоящем описании изделий включены ссылкой в текст настоящего описания и могут быть использованы при реализации изобретения.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к бесконечным структурам и, в частности, техническим материалам, которые используют в производстве нетканых изделий. Более конкретно, настоящее изобретение относится к созданию поддерживающих элементов, таких как ленты конвейеров или рукава, использующихся в производстве имеющих рисунок или маркированных нетканых изделий. Кроме того, настоящее изобретение может использоваться как лента конвейера и/или рукав в производстве нетканых изделий в таких процессах, как суховоздушное формирование полотна, мелтблоун (meltblown), спанбонд (spunbonding) и гидросплетение в потоке воды (hydroentangling).
УРОВЕНЬ ТЕХНИКИ
Способы производства нетканых изделий известны уже давно. Согласно одному способу, волоконный слой или полотно подвергают обработке потоком воды или струями воды для сплетения волокон друг с другом и улучшения физических свойств, таких как прочность полотна. В течение десятилетий известны способы обработки волокон струями воды, как описано в патентах США №3,214,819, №3,508,308 и №3,485,706.
В общих чертах, указанный способ включает переплетение единичных волокон друг с другом посредством действия струй воды под давлением, которые действуют на волоконную структуру, как иглы, и обеспечивают возможность переориентировать часть волокон для формирования полотна в направлении толщины.
В настоящее время такой способ широко развивается и используется не только в производстве структур, известных как «гидросплетенные» или «гидроспутанные», для применения в текстильной промышленности, в частности для применения в области медицины и больницах, для очистки, фильтрации и упаковки чайных пакетиков, а также для перфорации маленьких отверстий в непрерывных средах, таких как бумага, картон, пленки, даже пластиковые листы и т.п., а полученные изделия могут быть регулярными и однородными, как следует из описания патента США №3508308, а также при необходимости могут содержать структуры, полученные в результате переориентирования волокон, что важно в эстетических целях, как видно из описания патента США №3485706.
В отношении изделий типа «гидросплетенные» или «гидроспутанные», давно известно, что окончательные свойства изделия могут быть подобраны путем образования смесей материала, например путем комбинирования полотен, содержащих волокна различных типов, например натуральные, искусственные или синтетические, или даже полотен, в которых волокна предварительно смешаны (полотна типа «спанбонд» и т.д.) с армирующими элементами, которые могут быть включены в нетканую структуру.
В патентах Франции FR-A-2730246 и 2734285, соответствующих патентам США №5,718,022 и №5,768,756 соответственно, описаны решения, позволяющие успешно обрабатывать гидрофобные волокна или их смеси с другими гидрофильными волокнами или даже полотнами, полностью состоящими из натуральных волокон, посредством струй воды.
В общих чертах, в соответствии с концепцией, описанной в этих документах, обработка включает обработку полотна основы, сформированного из единичных волокон одного типа или разных типов, сжатие и увлажнение указанного полотна основы и затем переплетения волокон посредством, по меньшей мере, одной стойки смежных струй воды под высоким давлением, действующих на полотно основы.
С этой целью полотно основы перемещается вперед на движущейся бесконечной пористой подложке и переносится на поверхность перфорированного вращающегося цилиндрического барабана, к внутреннему пространству которого приложен частичный вакуум. Полотно основы подвергают механическому сжатию между пористой опорой и вращающимся барабаном, которые перемещаются по существу с одинаковой скоростью. Непосредственно ниже по потоку от зоны сжатия на полотно направляют водный занавес, который непрерывно проходит сквозь пористую опору, сжатое полотно основы и поддерживающий перфорированный барабан, который всасывает излишек воды.
Единичные волокна непрерывно переплетаются, еще находясь на вращающемся цилиндрическом барабане, когда сжатое и увлажненное полотно подвергается действию по меньшей мере одного ряда водяных струй под высоким давлением. По существу, связывание осуществляется посредством последовательных рядов водяных струй, которые действуют или на одну и ту же сторону, или поочередно на обе стороны полотна, при этом давление струй в одном ряду и скорость струй от одного ряда к другому, варьируют, как правило, поступательно.
Важно отметить, как следует из патента FR 2734285, что перфорированный вал/барабан может содержать распределенные случайным образом микроотверстия. При необходимости, после первоначального переплетения волоконная нетканая структура может быть подвергнута второй обработке, применяемой к обратной стороне.
В процессе производства нетканых гидросплетенных или гидроспутанных изделий, зачастую требуется придать конечному изделию рисунок или маркировку, создавая таким образом на изделии требуемую структуру. Обычно данные рисунок или маркировку создают отдельно от формирования нетканого полотна и процесса намотки с использованием вспомогательного процесса, в котором используется каландр для тиснения/нанесения рисунка. Обычно такие каландры дорогостоящие и работают по принципу сжатия определенных участков волоконного полотна для создания заданного рисунка или маркировки. Однако существует несколько недостатков при использовании отдельного процесса для создания рисунка или маркировки на нетканом изделии. Например, для приобретения каландров могут потребоваться большие первоначальные вложения, что может ограничить размер партии продукции, который может быть экономически обоснован производителем. Во-вторых, вследствие дополнительного этапа нанесения рисунка или разметки возникают более высокие производственные затраты. В-третьих, законченное изделие будет содержать большее количество материала, чем это требуется, для обеспечения нужной толщины изделия после сжатия на этапе каландрирования. И наконец, двухэтапный процесс приводит к меньшему объему закопченного изделия, чем требуется, из-за сильного сжатия в процессе каландрирования. Известные из уровня техники нетканые изделия, изготовленные с использованием данных известных процессов нанесения рисунка, не имеют ясных, четких рельефных частей, и, как следствие, заданные рисунки трудноразличимы. Кроме того, размеры рельефных частей известных тисненых нетканых изделий нестабильны, и рельефные части имеют тенденцию терять свою трехмерную структуру, когда они подвергаются нагрузкам через некоторое время в зависимости от применения.
В патентах США №5,098,764 и №5,244,711 раскрыто применение поддерживающего элемента в более современном способе производства нетканых материалов или изделий. Поддерживающие элементы имеют конфигурацию, которая характеризуется рельефом поверхности, а также массив отверстий. В данном процессе исходное волоконное полотно располагают на поддерживающем элементе с рельефной поверхностью. Поддерживающий элемент с расположенным на нем волоконным полотном проходит под струями жидкости, обычно воды, под давлением. Струи воды заставляют волокна закручиваться и сплетаться друг с другом с формированием характерного рисунка, в соответствии с конфигурацией рельефа поверхности поддерживающего элемента.
Рисунок особенностей рельефа поверхности и отверстий в поддерживающем элементе является важным для структуры получаемого нетканого изделия. Кроме того, поддерживающий элемент должен иметь достаточную структурную целостность и прочность для обеспечения поддержки волоконного полотна, в то время как сильные струи жидкости переориентируют и перемешивают волокна в их новом положении для формирования прочной ткани. Поддерживающий элемент не должен подвергаться сколько-нибудь значительному искривлению под действием струй жидкости. Кроме того, поддерживающий элемент должен иметь средства для удаления относительно больших объемов жидкости, использованной для гидросплетения волокон, для предотвращения «затопления» волоконного полотна, что будет препятствовать эффективному. Обычно поддерживающий элемент содержит дренажные отверстия, которые должны быть достаточно малы для обеспечения целостности волоконного полотна и предотвращения потери волокон через формирующую поверхность. Кроме того, поддерживающий элемент по существу не должен содержать заусениц, крючков или подобных неровностей, которые могут мешать снятию с него волоконного нетканого изделия, выполненного гидосплетением волокон. В то же время поддерживающий элемент должен быть таким, что обрабатываемые на нем волокна волоконного полотна не будут вымываться под действием струй жидкости (т.е. хорошее сохранение и удержание волокон).
Одна из основных проблем, которая возникает в процессе производства нетканых изделий, состоит в том, чтобы достичь сцепления волокон в производстве нетканого материала с целью придания нетканым изделиям прочностных характеристик согласно применению, наряду с сохранением или приданием специальных физических характеристик, таких как объем, тактильные ощущения, внешний вид и т.д.
Свойства - объем, впитывающая способность, прочность, мягкость и эстетичный внешний вид - действительно важны для многих изделий, когда они используются по их прямому назначению. Для производства нетканых материалов с данными характеристиками поддерживающий элемент зачастую будет выполнен таким образом, что поверхность контакта с полотном имеет рельеф.
Следует отметить, что данные поддерживающие элементы (ткани, ленты конвейеров, рукава) могут принимать форму бесконечных петель и пригодны для применения в качестве конвейеров. Кроме того, следует отметить, что производство нетканых изделий представляет собой непрерывный процесс, который происходит на значительных скоростях. Т.е. единичные волокна или полотна непрерывно наносят на формующую ткань/ленту конвейера в формующей части, в то время как только что изготовленное нетканое полотно непрерывно переносят от поддерживающего элемента к следующей операции.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложено альтернативное решение проблем, на устранение которых были направлены вышерассмотренные патенты и патентные заявки.
Настоящее изобретение предлагает улучшенную ленту конвейера или рукав, которые пригодны для применения вместо традиционной ленты конвейера или рукава и придают требуемые физические характеристики, такие как объем, внешний вид, текстура, впитывающая способность, прочность и тактильные свойства, изготовленным на них нетканым изделиям. Следовательно, основной задачей изобретения является создание гидросплетенного поддерживающего элемента, такого как лента конвейера или рукав, содержащего сквозные пустоты, расположенные с образованием заданного рисунка.
Другой задачей изобретения является создание ленты конвейера или рукава, которые могут иметь рельеф поверхности или текстуру на одной или обеих сторонах, выполненную с использованием любых известных в этой области способов, таких как, например, шлифование песком, гравировка, тиснение или травление. Настоящим изобретением достигнуты эти и другие цели и преимущества. Обеспечены другие преимущества в сравнении с известными текстильными тканями, такие как, но этим не ограничиваются, улучшенная поддержка волокон и освобождение (не вытаскивание) и возможность более легкой очистки благодаря отсутствию мест пересечения нитей, способных удерживать единичные волокна
Если лента конвейера/рукав имеют текстуру поверхности, то рисунок/текстура более эффективно передаются нетканому материалу, и, кроме того, это придает лучшие физические свойства, такие как объемный вес/впитывающая способность.
Настоящее изобретение относится к бесконечному поддерживающему элементу, такому как лента конвейера или рукав для поддержки и перемещения натуральных, синтетических или искусственных волокон в процессе гидросплетения или гидроспутывания. Пористые структуры, ленты конвейеров или рукава согласно настоящему изобретению обладают следующими неограничивающими преимуществами в сравнении с технологией каландрирования: рукава относительно менее дорогие и не требуют больших капитальных вложений в стационарное оборудование; нанесение рисунка выполняется одновременно с самим процессом гидросплетения волокон, исключена необходимость отдельной операции каландрирования; в конечном продукте может быть достигнуто более низкое содержание материала, так как толщина не уменьшается при сжатии; можно производить конечное изделие с большим удельным объемом, так как оно не сжимается на этапе каландрирования. Что касается производителя нетканых рулонных материалов, данные преимущества процесса дополнительно ведут к следующим преимуществам конечного продукта: более низкая стоимость гидросплетенных материалов с заданными рисунками, разметкой или текстурой; возможность изготовления изделия по специальным требованиям заказчика, так как уменьшен размер партии конкретных изделий; производство высокопроизводительных изделий, таких как материалы с большим удельным объемом, придают большую впитывающую способность, которая имеет большое значение для товаров широкого потребления.
В другом примере реализации бесконечная лента конвейера или рукав сформированы из полос материала, намотанных спиралью вокруг двух валов с примыканием сторон полос друг к другу. Полосы прочно скреплены друг с другом подходящим способом с формированием бесконечной петли требуемой длины и ширины, соответствующим применению. В случае рукава полосы могут быть намотаны вокруг одного вала или сердечника, имеющего диаметр и поперечный размер, приблизительно равный диаметру барабана, на котором рукав будет использоваться. Используемые полосы материала обычно выполнены как техническая лента. Техническая лента, в частности, пластиковый ремень, обычно выполнена как тонкая пластиковая полоса, используемая для крепления или фиксации предметов вместе. Неожиданным образом было обнаружено, что пластиковый материал такого типа обладает характеристиками, подходящими для того, чтобы использоваться как материал для полос для формирования обладающих признаками изобретения ленты конвейера или рукава.
Разница между пластиковым ремнем и моноволокном относится к размеру, форме и применению. Как ремень, так и моноволокно, сделаны процессами экструзии, содержащими одни и те же основные этапы экструзии, одноосной ориентации и намотки. Моноволокно по существу имеет меньший размер, чем ремень, и обычно является круглым по форме. Моноволокно широко используется в разных областях применения, таких как рыболовные лески и технические ткани, включая оснащение для бумагоделательной машины. По существу, ремень намного больше по размеру, чем моноволокно, и всегда шире вдоль главной оси, а также имеет прямоугольную форму в соответствии с областью применения.
Из области техники, в частности экструзии, известно, что пластиковый ремень сделан экструзией. Также хорошо известно, что данный процесс включает одноосную ориентацию экструдированного материала. Также хорошо известно, что существует два основных процесса экструзии, использующие одноосную ориентацию. Один процесс заключается в экструзии и ориентации широкого полотна, которое разрезается на отдельные полосы. Другой процесс заключается в экструзии отдельного ремня, который ориентирован. Этот второй процесс очень похож на процесс изготовления моноволокна, так как очевидна схожесть оборудования для обоих процессов.
Преимущество в использовании ремня в сравнении с моноволокном заключается в количестве спиральных витков, необходимых для производства ткани. Обычно моноволокна считаются нитями размером не больше 5 мм по их длинной оси. Размеры одноосно ориентированного моноволокна, используемого для оснащения бумагоделательной машины и других вышеупомянутых применений, редко превышают 1 мм по длинной оси. Обычно используемый ремень имеет, по меньшей мере, 10 мм в ширину и иногда превышает 100 мм в ширину. Очевидно, что также могут использоваться ремни шириной вплоть до 1000 мм. Поставщики ремней, которые могут использоваться, включают такие компании, как Signode.
Еще одним преимуществом является толщина в сравнении с коэффициентом растяжения. Известные полиэфирные (PET) пленки, например, имеют коэффициент растяжения по длинной оси (или в машинном направлении - (MD)) приблизительно 3,5 гигапаскаль. Ремень (или лента) из полиэтилентерефталата (PET) имеет коэффициент растяжения в диапазоне от 10 гигапаскаль до 12,5 гигапаскаль. Для того чтобы достичь такого же коэффициента растяжения пленки, структура должна быть в 3-3,6 раз толще.
Следовательно, в изобретении согласно одному примеру реализации создана ткань, лента конвейера или рукав, выполненные как однослойная или многослойная структура из данных навитых спиралью лент. Ткань, лента конвейера или рукав могут иметь плоские гладкие верхнюю и нижнюю поверхности. Кроме того, ткань, лента конвейера или рукав могут быть некоторым образом текстурированными посредством любого известного способа, такого как, например, шлифование песком, гравировка, тиснение или травление. Лента конвейера или рукав могут быть непроницаемыми для воздуха и/или воды. Кроме того, лента конвейера или рукав могут быть перфорированы некоторыми механическими или тепловыми (лазером) средствами, так что они могут быть проницаемыми для воздуха и/или воды.
Еще в одном примере реализации лента сформирована таким образом, что имеет смыкающийся профиль. Лента конвейера или рукав сформированы спиральной намоткой этих смыкающихся полос и имеют большую целостность, чем просто друг к другу примыкающие параллельные и/или перпендикулярные стороны смежных полос ленты. Кроме того, данная лента конвейера или рукав могут быть непроницаемыми для воздуха и/или воды или перфорированными для проницаемости.
В то время как вышеуказанные варианты реализации показаны для одного слоя полос навитой спиралью ленты, существуют преимущества использования полос с различной геометрией, формирующих ленту конвейера или рукав из двух или более слоев. Следовательно, в соответствии с одним примером реализации лента конвейера или рукав могут содержать два или больше слоев, в которых полосы могут быть сформированы, так что два или больше слоев механически соединены или скреплены вместе с использованием других известных способов. Структура может быть или непроницаемой, или перфорированной для того, чтобы быть проницаемой для воздуха и/или воды.
Еще в одном примере реализации предложена многослойная структура, сформированная на основе концепции «сварной шов с накладкой», использованного для дальнейшего улучшения целостности ленты конвейера или рукава. Структура может быть или непроницаемой или перфорированной для того, чтобы быть проницаемой для воздуха и/или воды.
Характеризующие изобретение различные признаки новизны указаны, в частности, в пунктах формулы изобретения, которая прилагается и является частью настоящего описания. Для лучшего понимания изобретения, его преимуществ и конкретных целей, получаемых благодаря его использованию, в описании предпочтительных, но не ограничивающих, вариантов реализации, приведенных в иллюстративных целях, сделаны ссылки на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми номерами.
В то время как используются термины «ткань» и «структура ткани», термины ткань, лента конвейера, рукав, поддерживающий элемент и структура ткани используются как взаимозаменяемые для описания структур согласно настоящему изобретению. Подобным образом, термины ремень, лента, полоса материала и полосы материала используются как взаимозаменяемые на протяжении всего описания.
Термины «содержащий» и «содержит», использованные в настоящем описании, могут означать то же самое, что и термины «включающий в себя» и «включает в себя», или могут иметь значение, данное для этого термина в Патентном Законе США. Термины «по существу содержащий» или «содержит по существу», использованные в формуле изобретения, имеют значение, данное для этого термина в Патентном Законе США. Другие аспекты изобретения описаны или очевидны из последующего описания (в пределах объема изобретения).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые включены для лучшего понимания изобретения, являются неотъемлемой частью настоящего описания. Представленные в настоящем описании чертежи иллюстрируют разные варианты реализации изобретения и вместе с описанием служат для объяснения принципов изобретения. На чертежах:
на фиг.1 изображен перспективный вид ткани, ленты конвейера или рукава согласно одному аспекту настоящего изобретения;
на фиг.2 изображен способ, согласно которому могут быть сформированы ткань, лента конвейера или рукав согласно настоящему изобретению;
на фиг.3а-3i изображены поперечные сечения в ширину некоторых вариантов реализации полосы материала, использованной в производстве обладающих признаками изобретения ткани, ленты конвейера или рукава;
на фиг.4а-4d изображены поперечные сечения в ширину некоторых вариантов реализации полосы материала, использованной в производстве обладающих признаками изобретения ткани, ленты конвейера или рукава;
на фиг.5а-5с изображены поперечные сечения в ширину некоторых вариантов реализации полосы материала, использованной в производстве обладающих признаками изобретения ткани, ленты конвейера или рукава;
на фиг.6а-6d изображены поперечные сечения в ширину некоторых вариантов реализации полосы материала, использованной в производстве обладающих признаками изобретения ткани, ленты конвейера или рукава;
на фиг.7а-7d изображены поперечные сечения в ширину некоторых вариантов реализации полосы материала, использованной в производстве обладающих признаками изобретения ткани, ленты конвейера или рукава;
на фиг.8а-8с изображены поперечные сечения в ширину некоторых вариантов реализации полосы материала, использованной в производстве обладающих признаками изобретения ткани, ленты конвейера или рукава;
на фиг.9 изображена гистограмма, на которой показаны преимущества использования одноосно ориентированного материала (ремня/ленты) в сравнении с двухосно-ориентированным материалом (пленкой) и экструдированным материалом (формованной частью);
на фиг.10а-10d изображены этапы способа, согласно которому могут быть сформированы ткань, лента конвейера или рукав согласно настоящему изобретению;
на фиг.11а и 11в схематически изображено устройство, которое может использоваться в процессе формирования ткани, ленты конвейера или рукава согласно одному аспекту настоящего изобретения;
на фиг.12 схематически изображено устройство, которое может использоваться в процессе формирования ткани, ленты конвейера или рукава согласно одному аспекту настоящего изобретения;
на фиг.13 изображено поперечное сечение ткани, ленты конвейера или рукава согласно одному аспекту настоящего изобретения;
на фиг.14 изображено устройство, использованное в производстве ткани, ленты конвейера или рукава согласно одному аспекту настоящего изобретения;
на фиг.15 и 16 изображены схематические виды различных типов устройства для производства нетканых материалов с использованием поддерживающих элементов согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Далее настоящее изобретение будет описано более подробно со ссылками на прилагаемые чертежи, на которых изображены предпочтительные варианты реализации изобретения. Однако настоящее изобретение может быть реализовано во множестве различных форм и не должно быть понято как ограниченное данными вариантами реализации, иллюстрированными в настоящем описании. Напротив, данные иллюстрированные варианты реализации приведены для того, чтобы описание было исчерпывающим и полным и полностью передавало объем изобретения специалистам в данной области.
В настоящем изобретении предлагается непрерывный поддерживающий элемент, такой как бесконечная лента конвейера, для использования, например, в устройстве, изображенном на фиг.15. Нетканый поддерживающий элемент годен для применения вместо традиционного тканого поддерживающего элемента и придает требуемые текстуру, тактильные свойства и объемный вес изготовленным на нем нетканым материалам. Поддерживающий элемент согласно настоящему изобретению может уменьшить время изготовления и затраты, связанные с производством нетканых изделий.
На фиг.15 изображено устройство для непрерывного производства нетканых материалов с использованием поддерживающего элемента согласно настоящему изобретению. Изображенное на фиг.15 устройство содержит ленту 80 конвейера, которая фактически служит как рельефный поддерживающий элемент согласно настоящему изобретению. Как известно, лента конвейера непрерывно движется в направлении против часовой стрелки вокруг пары валов, расположенных на расстоянии друг от друга. Расположенный выше ленты 80 конвейера выбрасывающий жидкость коллектор 79 соединяет множество линий или групп 81 отверстий. Каждая группа содержит один или более рядов отверстий очень маленького диаметра, каждое отверстие диаметром приблизительно 0,018 см (0,007 дюйма), до 30 таких отверстий на один дюйм (2,54 см). Вода поступает к группам 81 отверстий под предварительно заданным давлением и выбрасывается из отверстий в виде очень тонких, по существу колоннообразных, не отклоняющихся струй воды. Коллектор оборудован манометрами 88 и регулирующими клапанами 87 для регулирования давления жидкости в каждой линии или группе отверстий. Расположенная ниже каждой линии или группы отверстий приемная коробка 82 предназначена для удаления излишка воды и удержания участка от нежелательного затопления. Волоконное полотно 83, подлежащее формированию в нетканый материал, подается к рельефному поддерживающему элементу/ленте конвейера согласно настоящему изобретению. Вода разбрызгивается на волоконное полотно через соответствующее сопло 84 для предварительного увлажнения поступающего полотна 83 и помощи в регулировании волокон по мере того, как они проходят под разбрызгивающими жидкость коллекторами. Всасывающая щель 85 расположена ниже указанного разбрызгивающего воду сопла для удаления излишка воды. Волоконное полотно проходит ниже разбрызгивающего жидкость коллектора против часовой стрелки. Давление в каждой группе 81 отверстий может быть установлено независимо от давления в других группах 81 отверстий. Однако обычно в группе 81 отверстий, близко расположенной к разбрызгивающему соплу 84, установлено относительно низкое давление, например 7,03 кг/см2 (100 фунтов на квадратный дюйм). Это способствует установке поступающего полотна на поверхности поддерживающего элемента. Так как полотно перемещается против часовой стрелки, как изображено на фиг.15, давление в группах 81 отверстий обычно увеличивается. Необязательно, что каждая последующая группа 81 отверстий будет работать под более высоким давлением, чем давление в соседней группе отверстий в направлении по часовой стрелке. Например, две или более соседние группы 81 отверстий могут работать под одинаковым давлением, после которых следующая соседняя группа 81 отверстий (в направлении против часовой стрелки) может работать под другим давлением. Обычно рабочее давление в конце ленты конвейера, с которого полотно снимают, выше, чем рабочее давление на конце, на который полотно первоначально поступает на ленту конвейера. Хотя на фиг.15 изображено шесть групп 81 отверстий, количество не будет важным, но зависит от веса полота, скорости, применяемого давления, количества рядов отверстий в каждой группе и т.д. После прохода между выбрасывающим коллектором и всасывающими коллекторами только что сформированный нетканый материал проходит выше дополнительной всасывающей щели 86 для удаления излишка воды. Расстояние от нижних поверхностей групп 81 отверстий до верхней поверхности волоконного полотна 83 обычно составляет приблизительно 1,27-5,08 см (0,5-2 дюйма), предпочтительно 1,91-2,54 см (0,75-1,0 дюйма). Очевидно, что полотно не может быть расположено так близко к коллектору, так что полотно будет с ним соприкасаться. С другой стороны, если расстояние между нижними поверхностями отверстий и верхней поверхностью полотна будет слишком большим, струи жидкости будут терять энергию и процесс будет менее эффективным.
На фиг.16 схематически изображено предпочтительное устройство для производства нетканых материалов с использованием поддерживающих элементов согласно настоящему изобретению. В этом устройстве рельефным поддерживающим элементом является рукав 91 вращающегося барабана. Барабан под рукавом 91 вращается против часовой стрелки. Наружная поверхность рукава 91 содержит требуемую рельефную поддерживающую конфигурацию. Расположенный вблизи от периметра барабана коллектор 89 соединяет полосы 92 отверстий для подачи воды или другой жидкости к волоконному полотну 93, расположенному на наружной поверхности изогнутых пластин. Каждая полоса отверстий может содержать один или более рядов отверстий очень маленького диаметра ранее упомянутого типа. Обычно отверстия имеют нормальный диаметр, например, приблизительно 0,013-0,025 см (0,005-0,01 дюйма). Очевидно, что могут быть использованы другие размеры, формы и ориентация, подходящие для данного применения. Кроме того, при необходимости, может быть, например, по меньшей мере, 50 или 60 отверстий на один дюйм (2,54 см) или более. Вода или другая жидкость подается через ряды отверстий. По существу, как выше объяснялось, давление в каждой группе отверстий обычно увеличивается от первой группы, ниже которой проходит волоконное полотно, к последней. Давление регулируется с помощью соответствующих регулировочных клапанов 97 и отслеживается с помощью манометров 98. Барабан соединен с отстойником 94, к которому может быть приложен вакуум для помощи в удалении воды и удержании участка от затопления. При работе волоконное полотно 93 расположено на верхней поверхности рельефного поддерживающего элемента перед разбрасывающим воду коллектором 89, как изображено на фиг.16. Волоконное полотно проходит ниже полос отверстий и формируется в нетканое изделие. Затем формированное нетканое изделие проходит выше участка 95 устройства, в котором полосы отверстий отсутствуют, но вакуум продолжает быть приложенным. Ткань после обезвоживания снимают с барабана и пропускают вокруг рядов сушильных барабанов 96 для высушивания.
Теперь обратимся к структуре поддерживающих элементов, лент конвейеров или рукавов, поддерживающие элементы могут содержать рисунок сквозных пустот. Сквозные пустоты могут иметь, помимо прочего, геометрические характеристики, обеспечивающие улучшенный рельеф поверхности и удельный объем нетканым изделиям или материалам, изготовленным, например, на поддерживающем элементе, таком как лента конвейера или рукав. Другие преимущества поддерживающих элементов согласно настоящему изобретению включают создание ткани с улучшенным снятием полотна, устойчивостью к загрязнению и уменьшенным удержанием волокон. Еще одно преимущество состоит в том, что отсутствуют ограничения и необходимость традиционного ткацкого станка, поскольку сквозные пустоты могут быть расположены в любом требуемом месте или рисунке. Кроме того, поддерживающий элемент может иметь текстуру на одной или обеих сторонах, сформированную любым известным способом, таким как, например, шлифование песком, гравировка, тиснение или травление.
Следует заметить, что термин «сквозная пустота» является синонимом термина «сквозное отверстие» и означает любое отверстие, полностью проходящее сквозь поддерживающий элемент, такой как лента конвейера или рукав. Поддерживающий элемент, упомянутый в настоящем описании, содержит, но этим не ограничиваем, технические ткани, такие как ленты конвейеров и рукава, или цилиндрические ленты конвейеров, в частности, использующиеся в производстве нетканых изделий. Как ранее упоминалось, в то время как термины «ткань» и «структура ткани» используются для описания предпочтительных вариантов реализации, ткань, лента конвейера, рукав, поддерживающий элемент и структура ткани являются взаимозаменяемыми при описании структур согласно настоящему изобретению.
На фиг.1 изображен перспективный вид технической ткани, ленты конвейера или рукава 10 согласно настоящему изобретению. Ткань, лента конвейера или рукав 10 содержат внутреннюю поверхность 12 и наружную поверхность 14 и сформированы намоткой спиралью полосы полимерного материала 16, например технического обвязочного материала, с множеством смежных и примыкающих друг к другу витков. Полоса материала 16 намотана спиралью по существу в продольном направлении по всей длине ткани 10 в форме винтовой линии, по которой выполнены ткань, лента конвейера или рукав 10.
На фиг.2 изображен типичный способ, согласно которому могут быть сконструированы ткань, лента конвейера или рукав 10. Устройство 20 содержит первый технологический вал 22 и второй технологический вал 24, каждый из которых вращается вокруг своей продольной оси. Первый технологический вал 22 и второй технологический вал 24 параллельны друг другу и расположены на расстоянии друг от друга, определяющем общую длину подлежащих изготовлению на нем ткани, ленты конвейера или рукава 10, измеренную в продольном направлении. Сбоку от первого вала 22 расположена подающая бобина (на чертежах не показана) с возможностью вращения вокруг оси и перемещения параллельно технологическим валам 22 и 24. Подающая бобина обеспечивает подачу полосы материала 16 шириной, например, 10 мм или более. Подающая бобина первоначально расположена на левом конце первого технологического вала 22 перед тем, как будет на заданной скорости непрерывно перемещаться вправо или к другой стороне.
Для того чтобы начать изготовление ткани, ленты конвейера или рукава 10, начало полосы полимерного обвязочного материала 16 проходит в туго натянутом состоянии от первого технологического вала 22 навстречу ко второму технологическому валу 24, вокруг второго технологического вала 24 и обратно к первому технологическому валу 22 с формированием первого витка закрытой спирали 26. Для того чтобы закрыть первый виток закрытой спирали 26, начало полосы материала 16 присоединяют к концу первого витка спирали в точке 28. Как будет ниже рассмотрено, смежные витки навитой спиралью полосы материала 16 соединены друг с другом механическим и/или приклеивающим способами.
Следовательно, последовательные витки закрытой спирали 26 сформированы вращением первого технологического вала 22 и второго технологического вала 24 в одном направлении, показанном стрелками на фиг.2, в то время как полосу материала 16 подают на первый технологический вал 22. В то же самое время полоса материала 16, только что намотанная на первый технологический вал 22, непрерывно присоединяется к полосе, уже находящейся на первом технологическом валу 22 и втором технологическом валу 24, например, механическим и/или приклеивающим или любым другим подходящим способом, для того чтобы создать дополнительные витки закрытой спирали 26.
Данный процесс продолжается до тех пор, пока закрытая спираль 26 не будет иметь требуемую ширину, измеренную вдоль оси первого технологического вала 22 или второго технологического вала 24. В данной точке полоса материала 16, еще не намотанная на первый технологический вал 22 и второй технологический вал 24, обрезается и изготовленная из нее закрытая спираль 26 снимается с первого технологического вала 22 и второго технологического вала 24 для изготовления ткани, ленты конвейера или рукава 10 согласно настоящему изобретению.
Хотя в настоящем описании указано, что установлены два вала, специалисту должно быть очевидно, что полосы могут быть намотаны вокруг одного вала или сердечника с формированием ткани, ленты конвейера или рукава согласно настоящему изобретению. Вал или сердечник подходящего размера могут быть подобраны на основе требуемого размера подлежащих изготовлению ткани, ленты конвейера или рукава.
Способ согласно настоящему изобретению для производства ткани, ленты конвейера или рукава 10 вполне универсальный и адаптируемый к изготовлению нетканых материалов и/или технических тканей, ленты конвейера или рукавов различных продольных и поперечных размеров. Т.е. производителю при реализации настоящего изобретения больше не требуется производить текстильную ткань соответствующей длины и ширины для конкретной бумагоделательной машины. Напротив, производителю нужно только расположить первый технологический вал 22 и второй технологический вал 24 на соответствующем расстоянии друг от друга для создания приблизительной длины ткани, ленты конвейера или рукава 10 и наматывать полосу материала 16 на первый технологический вал 22 и второй технологический вал 24 до тех пор, пока закрытая спираль 26 не достигнет приблизительно требуемой ширины.
Кроме того, так как ткань, лента конвейера или рукав 10 изготовлены намоткой спиралью полосы полимерного обвязочного материала 16 и не являются текстильными, наружная поверхность 12 ткани, ленты конвейера или рукава 10 может быть гладкой и однородной и не содержит мест переплетения, мешающих поверхности текстильной ткани быть идеально гладкой. Однако ткани, ленты конвейеров или рукава согласно настоящему изобретению могут иметь геометрические характеристики, обеспечивающие улучшенный рельеф поверхности и удельный объем изготовленным на них нетканым изделиям. Другие преимущества поддерживающих элементов согласно настоящему изобретению включают создание ткани с улучшенным снятием полотна, устойчивостью к загрязнению и уменьшенным собиранием волокон. Еще одно преимущество состоит в том, что отсутствуют ограничения и необходимость традиционного ткацкого станка, поскольку сквозные пустоты могут быть расположены в любом требуемом месте или рисунке. Кроме того, ткань, лента конвейера или рукав могут иметь текстуру на одной или обеих сторонах, сформированную любыми известными способами, такими как, например, шлифование песком, гравировка, тиснение или травление. В другом варианте реализации ткань, лента конвейера или рукав могут быть гладкими на одной или обеих сторонах.
На фиг.3а-3i изображены поперечные сечения по ширине некоторых вариантов реализации полосы материала, использующейся для производства ткани, ленты конвейера или рукава согласно настоящему изобретению. Каждый вариант реализации содержит верхнюю и нижнюю стороны, которые могут быть плоскими и параллельными друг другу или могут иметь соответствующий применению профиль. Обращаясь к фиг.3а, полоса материала 16 содержит верхнюю поверхность 15, нижнюю поверхность 17, первую плоскую сторону 18 и вторую плоскую сторону 19 согласно одному варианту реализации изобретения. Верхняя поверхность 15 и нижняя поверхность 17 могут быть плоскими и параллельными друг другу, а первая плоская сторона 18 и вторая плоская сторона 19 могут быть скошены параллельно друг другу, так что первая плоская сторона 18 каждой навитой спиралью полосы материла 16 близко прилегает к второй плоской стороне 19 предыдущего витка полосы материала. Каждый виток полосы материала 16 присоединен к соседним виткам скреплением соответствующих первой и второй плоских сторон 18, 19 друг с другом с помощью клея, который может быть, например, активируемым при нагреве клеем, активируемым при комнатной температуре клеем или термоклеем или любым другим подходящим способом.
На фиг.3b изображена полоса материала 16, которая может иметь структуру поперечного сечения, которая обеспечивает механическую фиксацию для соединения смежных полос материала 16 в сформированных намоткой спиралью ткани, ленте конвейера или рукаве. Смежные полосы материала 16 могут быть одинакового размера и/или профиля или разных размеров и/или профиля, но каждая имеет положение соединения, как изображено на фиг.3b. Другие примеры механического соединения структур изображены на фиг.3c-3g, на которых изображено поперечное сечение отдельных полос материала 16. В каждом случае одна сторона полосы материала 16 может быть сформирована для механической фиксации или соединения с другой стороной смежной полосы материала 16. Например, как изображено в варианте реализации на фиг.3g, полоса материала 16 может содержать верхнюю поверхность 42, нижнюю поверхность 44, выступ 46 с одной стороны и соответствующий паз 48 с другой стороны. Выступ 46 может иметь размеры, соответствующие размерам паза 48, так что выступ 46 на каждом спиральном витке полосы материала 16 входит с натягом в паз 48 предыдущего витка полосы материала 16. Каждый виток полосы материала 16 скреплен со смежными витками полосы закреплением выступов 46 в пазах 48. Верхняя поверхность 42 и нижняя поверхность 44 могут быть плоскими и параллельными друг другу, или не плоскими и не параллельными в зависимости от области применения, или даже могут быть выпукло или вогнуто скругленными по ширине полосы, как изображено на фиг.3f. Подобным образом, одна из двух сторон полосы может быть или цилиндрически выпуклой, или вогнутой с одним и тем же радиусом кривизны.
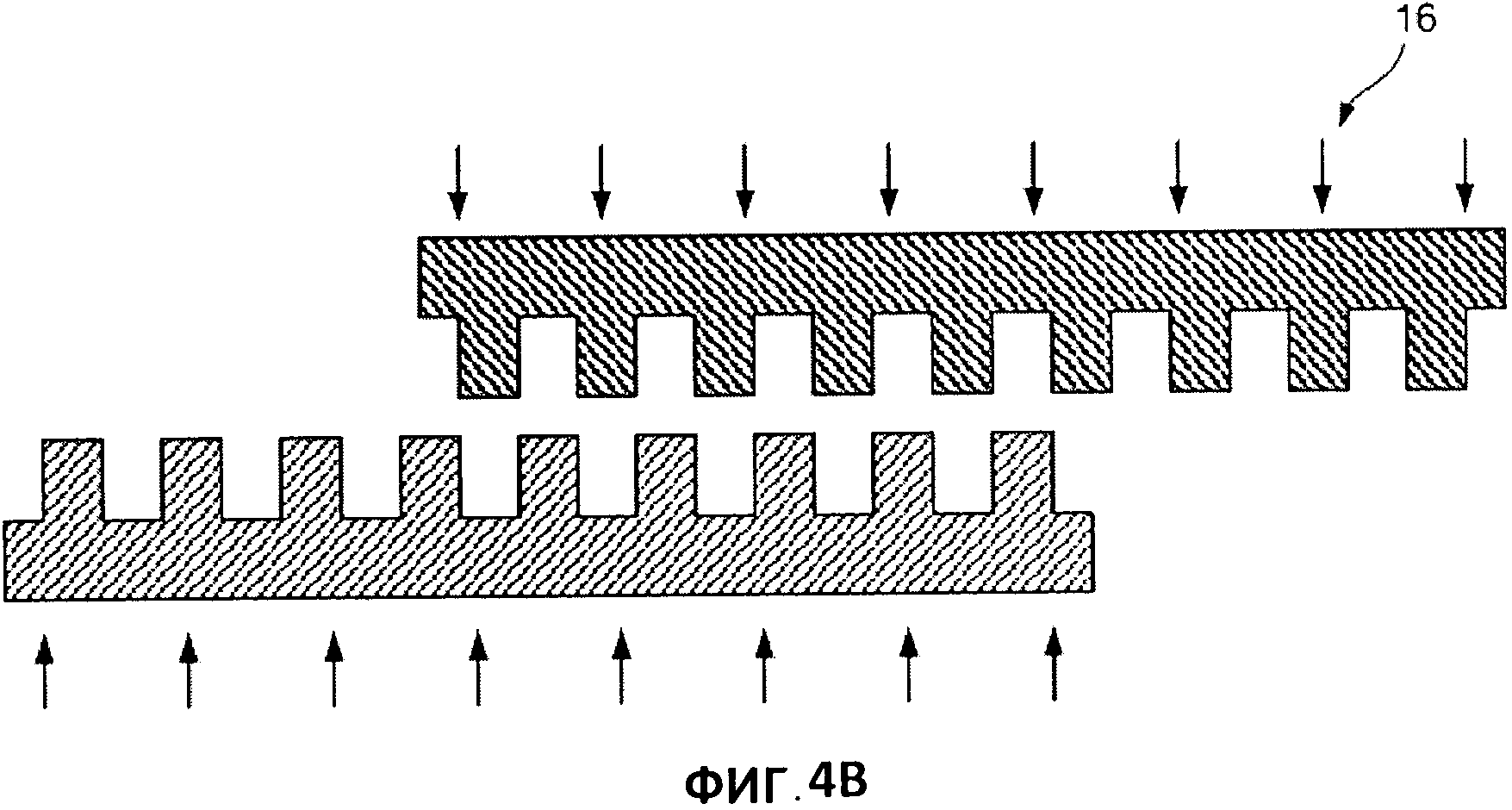
На фиг.3h изображен еще один вариант реализации настоящего изобретения. В дополнение к получению экструдированной полосы материала с противоположными полусферами или профилями, как выше описано, различные другие формы могут быть экструдированы или фрезерованы из прямоугольных полученных путем экструзии изделий с формированием сопрягаемых краев с рельефными направляющими, которые могут облегчить соединение механическим и/или приклеивающим способами. На фиг.3i изображена одна такая структура согласно одному примеру реализации изобретения. В альтернативном варианте может не требоваться, чтобы полосы материала имели правую и левую стороны, что позволяло бы им сопрягаться или соединяться. Например, как изображено на фиг.4а, поперечное сечение полосы материала 16 может иметь блокирующие пазы на своей верхней поверхности или верхней стороне, или полоса материала 16 может иметь блокирующие пазы на своей нижней поверхности или нижней стороне, как изображено на фиг.4b.
Например, на фиг.4с изображены полосы материала, показанные на фиг.4а и 4b, расположенные для взаимного соединения. Стрелки на фиг.4с показывают, например, направление, в котором должны перемещать каждую полосу материала 16 для сцепления пазов и соединения двух полос. На фиг.4d изображены две полосы материала 16 после того, как они были введены в зацепление или соединены вместе. Хотя в примерах реализации показаны только две сопряженные полосы материала, следует заметить, что конечная ткань, лента конвейера или рукав сформированы из нескольких соединенных вместе полос материала. Точнее, если скреплять полосы материала в процессе намотки спиралью, то можно сформировать полотно материала в форме бесконечной петли. Кроме того, следует заметить, что в то время как показаны механические соединения, прочность соединений может быть улучшена с помощью, например, термического соединения, в частности способом, известным как селективное соединение, в частности при помощи технологии с коммерческим названием «Clearweld» (подробнее см. на сайте www.clearweld.com).
На фиг.5а изображено поперечное сечение полосы материала 16, которая содержит пазы на верхней и нижней сторонах полосы. На фиг.5b изображено, как две полосы материала 16 с формой поперечного сечения, показанной на фиг.5а, могут быть введены в зацепление. Сблокированная структура в результате образует пазы на верхней и нижней поверхности конечного изделия.
На фиг.5с изображен вариант реализации, на котором показано зацепление двух полос материала 16, показанных на фиг.5а и 4b. В результате получают полотно, содержащее пазы на нижней поверхности и имеющее плоскую верхнюю поверхность. Подобным образом, можно также сформировать структуру, содержащую пазы на верхней поверхности и имеющую плоскую нижнюю поверхность.
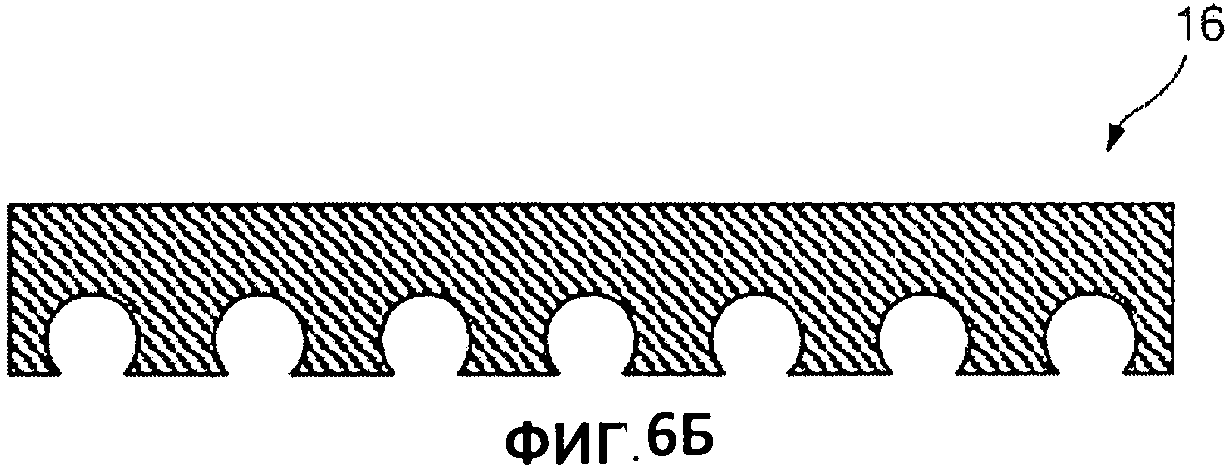
Еще одним примером реализации являются ткань, лента конвейера или рукав, сформированные из полос материала 16, содержащих зацепления кнопочного типа или зацепления рабочего положения, формирующие более прочные соединения благодаря их механической конструкции. Конструкции имеют зацепления рабочего положения в том смысле, что шпильки и принимающие части имеют механическое наложение, которое требует значительного усилия соединения лент вместе или для их разъединения. Например, на фиг.6а изображены особенности зацеплений кнопочного типа в отдельных лентообразных полосах материала 16. На фиг.6b изображены особенности зацеплений кнопочного типа в отдельных лентообразных полосах материала 16. На фиг.6b изображены особенности зацеплений кнопочного типа в отдельных лентообразных полосах материала 16 противоположной конфигурации, которые сделаны для зацепления со структурой, изображенной на фиг.6а. На фиг.6с изображены отдельные лентообразные полосы материала 16, показанные на фиг.6а и 6b, расположенные для введения их в зацепление. Следует заметить, что ступенчатое положение верхней и нижней лент выполнено с целью пригнать другую полосу материала 16 противоположной конфигурации. На фиг.6d изображены те же самые полосы после того, как они были прижаты друг к другу с формированием сцепленной структуры. Несколько подобных лентообразных полос материала могут быть сцеплены вместе с формированием конечной ткани, ленты конвейера или рукава.
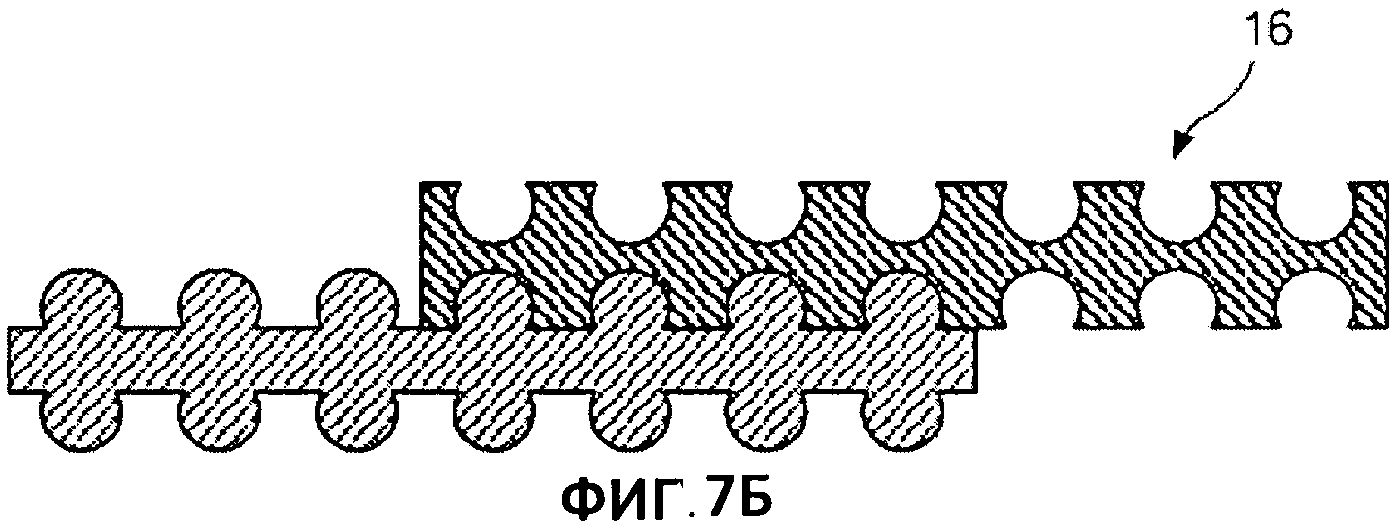
Еще одним примером реализации являются ткань, лента конвейера или рукав, сформированные из полос материала 16, содержащие пазы на обеих верхней и нижней сторонах полосы материала, например, как изображено на фиг.7а. Эти две лентообразные полосы материала 16 выполнены так, чтобы быть соединенными вместе с формированием зацепления рабочего положения, как изображено на фиг.7b. Следует заметить, что обе поверхности, нижняя и верхняя, содержат пазы на соответствующих поверхностях. Кроме того, как изображено на фиг.7а и 7b, для специалиста в данной области может быть очевидным объединить три полосы материала с формированием трехслойной структуры, или если используются только две полосы, профиль пазов верхней полосы может быть другим в сравнении с нижними сторонами. Подобным образом, профиль пазов нижней полосы может быть такой же или другой в сравнении с верхними сторонами. Как ранее отмечалось, в то время как варианты реализации описаны для одного слоя навитых спиралью полос или лент, может оказаться преимуществом использование полос с различной геометрией, при формировании ленты конвейера, состоящей из двух или более слоев. Следовательно, согласно одному примеру реализации лента конвейера может содержать два или более слоев, в которой полосы могут быть сформированы, так что два или более слоев механически сцеплены. Каждый слой может быть намотан спиралью в противоположном направлении или в направлении под углом к машинному для обеспечения дополнительной прочности.
На фиг.7с изображена сцепленная структура, которая в результате образует нижнюю поверхность с пазами и плоскую верхнюю поверхность, тогда как на фиг.7d изображена сцепленная структура, которая в результате образует плоскую нижнюю поверхность и верхнюю поверхность с пазами.
Специалисту может быть очевидно, что могут быть рассмотрены множество форм для создания вышеуказанных зацеплений рабочего положения. Например, в нескольких предыдущих вариантах реализации основное внимание уделяется круглым выступам кнопочного типа и круглым принимающим частям. Однако также возможно использование других форм, такой как трапециевидная, с получением такого же эффекта. Пример имеющего такую форму зацепления рабочего положения изображен на фиг.8а. В альтернативном варианте можно смешивать формы с созданием зацепления рабочего положения. Пример смешанных форм изображен на фиг.8b и 8с.
Таким образом, механическое зацепление, сформированное между смежными полосами материала, как описано в вышеуказанных вариантах реализации, упрощает изготовление ткани основы или структуры, содержащей навитые спиралью полосы материала, так как без такого сцепления существует возможность, что смежные полосы материала будут отклоняться в разных направлениях и отделяться в процессе производства навитой спиралью ткани. Путем механического сцепления смежных витков можно предотвратить отклонение и разъединение смежных витков спирали. Кроме того, уменьшается зависимость от прочности механического сцепления для обеспечения прочности соединения, так как, кроме того, можно создавать термические сварные соединения в зонах механического сцепления в ткани. Согласно одному варианту реализации изобретения этого можно достигнуть размещением близкой к инфракрасной, инфракрасной или поглощающей лазерное излучение краски перед зацеплением компонентов типа паз/выступ вместе, далее механическое сцепление подвергается действию энергии инфракрасного или близкого к инфракрасному диапазона или лазерного источника, которое приводит к термическому свариванию механического сцепления без плавления материала снаружи зоны механического сцепления.
Полоса материала, описанная в вышеуказанных вариантах реализации, может быть экструдированной из любой известной полимерной смолы, такой как, например, полиэфирная, полиамидная, полиуретановая, полиэфирная смолы и т.д. В то время как техническая лента привлекательна как материал основы, при условии, что она одноосно ориентированная, т.е. она имеет, по меньшей мере, вдвое больший коэффициент растяжения, чем двухосно-ориентированный материал (пленка), и до десяти раз больший коэффициент растяжения, чем экструдированный материал (формованный), может быть использован любой подходящий материал. Т.е. структура, полученная из одноосно-ориентированного материала, требует менее половины толщины двухосно-ориентированного материала (пленки) и менее одной десятой толщины экструдированного материала (формованного). Данная особенность иллюстрирована на фиг.9, где показаны результат для разработки изделия, которое бы отвечало требованиям заданной нагрузки и натяжения при фиксированной ширине. Используемое уравнение для решения данной задачи представляет собой следующее отношение между напряжением и растяжением:

В данном примере сила (или нагрузка) поддерживается постоянной за счет ширины и растяжения. Уравнение показывает, что требуемая толщина обратно пропорциональна коэффициенту растяжения материала. Данное уравнение является представлением задачи конструирования оснащения для бумагоделательной машины для обеспечения стабильности размеров, т.е. при заданных нагрузке и максимальном растяжении, ширина машины является фиксированной. Результат показан в терминах конечной толщины требуемой части в зависимости от коэффициента растяжения использованного материала. Точнее, одноосно-ориентированные материалы, такие как ремни или ленты, имеют существенное преимущество в сравнении с пленками и формованными полимерами, как изображено на фиг.9. Однако поддерживающие элементы, ленты конвейеров или рукава согласно настоящему изобретению не ограничиваются одноосной или двухосной ориентацией ремня, в котором при реализации настоящего изобретения могут быть использованы одна или обе ориентации.
Обычно ремень поставляется в виде изделия неизменной длины, имеющего прямоугольное поперечное сечение. Обычно это жесткая, общего назначения, необработанная полиэфирная полоса с превосходными характеристиками управляемости, что делает его пригодным для разного применения в промышленности. Он обладает превосходной механической прочностью и стабильностью размеров, как отмечалось ранее, и в нормальных условиях со временем не становится ломким. Ремень имеет хорошую устойчивость к влаге и большинству химикатов и может выдерживать температуру от -70°С до 150°С или более. Типичные размеры поперечного сечения ремня, который может использоваться в настоящем изобретении, составляют, например, 0,3 мм (или более) в толщину и 10 мм (или более) в ширину. В то время как ремень может быть навитым спиралью, смежные витки ремня, не имеющие средств для зацепления для того, чтобы быть зафиксированными, могут быть приварены или соединены каким-либо иным образом. В этих случаях могут быть использованы лазерная или ультразвуковая сварка для фиксации или приваривания смежных лент или полос материала вместе, при этом улучшаются его свойства в направлении, поперечном машинному (CD), такие как прочность, и снижается риск разъединения соседних полос материала.
В то время как одноосно-ориентированный ремень имеет максимальный коэффициент растяжения в машинном направлении (MD), другие свойства, отличные от коэффициента растяжения, также могут быть важны. Например, если коэффициент растяжения в машинном направлении (MD) обвязочного материала слишком высокий, то устойчивость к растрескиванию и устойчивость на изгиб конечной структуры могут быть неприемлемыми. Кроме того, также могут быть важными свойства конечной структуры в поперечном направлении (CD). Например, обращаясь к материалу полиэтилентерефталат (PET) и полосам материала одинаковой толщины, не ориентированные полосы материала могут иметь обычный коэффициент растяжения в машинном направлении (MD) приблизительно 3 гигапаскаль и прочность приблизительно 50 мегапаскаль. С другой стороны, двухосно-ориентированная полоса может иметь коэффициент растяжения в машинном направлении (MD) приблизительно 4,7 гигапаскаль и прочность приблизительно 170 мегапаскаль. Обнаружено, что при модификации обработки одноосно-ориентированной полосы, так что коэффициент растяжения в машинном направлении (MD) может быть в диапазоне 6-10 гигапаскаль и прочность может быть больше или равной 250 мегапаскаль, можно получить полосу с прочностью в поперечном направлении приблизительно 100 мегапаскаль. Кроме того, материал может быть менее хрупким, т.е. он может не растрескиваться при повторном сгибе и может быть лучше обработан при соединении полос вместе. Кроме того, соединение между полосами может быть устойчивым к разъединению при соответствующем использовании на производственной машине.
Один из способов зафиксировать вместе смежные полосы согласно одному варианту реализации изобретения состоит в ультразвуковой сварке смежных полос край к краю с одновременным созданием бокового давления, чтобы зафиксировать края в контакте друг с другом. Например, одна часть сварочного устройства может зафиксировать одну полосу, предпочтительно полосу, которая уже скручена спиралью, в нажатом состоянии к поддерживающему ролику, в то время как другая часть устройства надавливает другую полосу, предпочтительно полосу раскрученную, отжатую вверх к полосе, зафиксированной в нажатом состоянии. Например, такое приваривание край к краю иллюстрировано на фиг.11а.
При применении ультразвуковой прерывистой сварки получают особо прочное соединение. В отличие от этого при ультразвуковой сварке как в режиме времени, так и в режиме энергии, известной также как традиционная ультразвуковая сварка, получают соединение, которое может быть описано как хрупкое. Следовательно, можно заключить, что соединение, сформированное ультразвуковой прерывистой сваркой, предпочтительнее в сравнении с традиционной ультразвуковой сваркой.
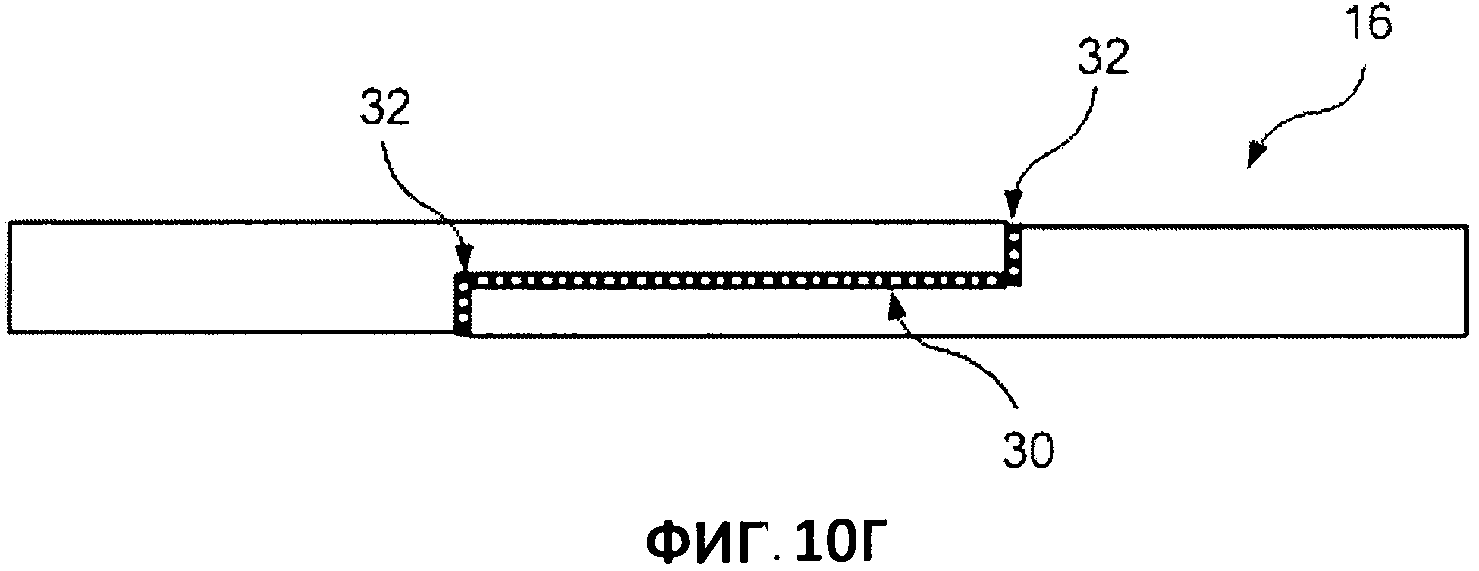
Другой типичный способ зафиксировать вместе смежные полосы согласно одному варианту реализации изобретения, который состоит в нанесении клеящего вещества 30 на концы 34, 36 смежных полос 16, 16 и их соединении, изображен на фиг.10a-10d. Следует заметить, что наполнитель 32 может быть использован для заполнения промежутков или частей, в которых полосы друг с другом не соприкасаются.
Еще один способ зафиксировать вместе смежные полосы материала или функциональные полосы согласно одному варианту реализации изобретения состоит в использовании «сварного шва с накладкой», содержащего такой же основной материал, как полоса материала. Например, такой сварной шов с накладкой изображен на фиг.11b как тонкий материал, нанесенный выше и ниже полос материала. В таком расположении сварной шов с накладкой образует материал для полос материала, подлежащих привариванию, так что структура сборки не зависит от сварки край к краю, изображенной на фиг.11а. При использовании сварного шва с накладкой можно получить сварку край к краю. Однако это не является обязательным или предпочтительным. С использованием сварного шва с накладкой может быть сформирована сэндвич-структура или слоистая структура с горизонтальной поверхностью полосы материала, приваренной к горизонтальной поверхности сварного шва с накладкой, как изображено на фиг.11b. Следует заметить, что сварной шов с накладкой не должен быть расположен и сверху и снизу полос материала, в этом случае сварной шов с накладкой может быть расположен выше или ниже полос материала. Согласно одному аспекту сварной шов с накладкой также может быть центральной частью сэндвич-структуры с полосой материала, расположенной выше или ниже сварного шва с накладкой. Кроме того, сварной шов с накладкой изображен более тонким, чем полоса материала, и такой же толщины, как полоса материала, просто для примера. Сварной шов с накладкой может быть по существу уже или шире полосы материала, и может быть такой же толщины или даже толще полосы материала. Кроме того, накладка сварного шва может быть другим куском полосы материала, и не обязательно специальным куском материала, сделанным единственно для цели сварного шва с накладкой. Кроме того, сварной шов с накладкой может содержать клей, нанесенный на одну из поверхностей для того, чтобы зафиксировать сварной шов с накладкой на месте для сварки. Однако если используется такой клей, предпочтительно, чтобы он был частично нанесен на сварной шов с накладкой, а не на всю поверхность, так как частичное нанесение создает прочный сварной шов между подобными материалами (например, полиэфир с полиэфиром) полосы материала и сварного шва с накладкой при ультразвуковой или лазерной сварке.
Если сварной шов с накладкой сделан, например, из экструдированного неориентированного полимера, то предпочтительно, чтобы он был намного тоньше полосы материала, так как не ориентированный экструдированный сварной шов с накладкой менее подходит для обеспечения стабильности размеров конечной структуры, как ранее проиллюстрировано в настоящем описании. Однако если сварной шов с накладкой сделан из ориентированного полимера, то предпочтительно, чтобы он в комбинации с полосой материала был как можно тоньше. Как ранее отмечалось, сварной шов с накладкой может быть другим куском полосы материала. Однако в этом случае предпочтительно, что толщина отдельных полос материала выбиралась так, что полная толщина сэндвич-структуры или слоистой структуры могла быть минимизирована. Кроме того, как ранее отмечалось, сварной шов с накладкой может быть покрыт клеем, который используется для фиксации структуры вместе для последующей обработки. Согласно одному аспекту сварной шов с накладкой с клеем может быть использован, например, для создания структуры, переходящей прямо к этапу перфорации, который может быть сверлением лазером без необходимости какого-либо ультразвукового соединения, так что сверление лазером или лазерная перфорация создает сварные точки, которые могут зафиксировать сэндвич-структуру вместе.
Еще один способ зафиксировать вместе смежные полосы материала согласно одному варианту реализации изобретения для приваривания смежных полос материала заключается в использовании лазерной сварки.
На фиг.14 изображено типичное устройство 320, которое может использоваться в процессе лазерной сварки, согласно одному аспекту изобретения. В данном процессе ткань, лента конвейера или рукав 322, как они изображены на фиг.14, являются относительно небольшой частью общей длины законченных ткани, ленты конвейера или рукава. В то время как ткань, лента конвейера или рукав 322 могут быть бесконечными, наиболее целесообразно удерживать их вокруг пары валов, которые на чертежах не показаны, но известны специалистам в данной области. При таком расположении устройство 320 может быть расположено на одной из двух поверхностей ткани 322 между двумя валами, наиболее удобно на верхней поверхности. Предпочтительно, бесконечная или нет, ткань 322 в процессе может быть расположена с соответствующей степенью натяжения. Более того, для предотвращения провисания ткань 322 может поддерживаться снизу при помощи горизонтального поддерживающего элемента, в то время как она движется через устройство 320.
Теперь внимательно посмотрим на фиг.14, на котором ткань 322 изображена движущейся в вертикальном направлении через устройство 320, в соответствии с реализацией способа согласно настоящему изобретению. Лазерные головки, использующиеся в процессе лазерной сварки, могут перемещаться поперек ткани в поперечном (CD) направлении, или в направлении ширины «X», в то время как ткань может перемещаться в машинном (MD) направлении, или в направлении «Y». Кроме того, можно установить систему, в которой ткань перемещается в трех направлениях относительно механически зафиксированной лазерной сварочной головки.
Преимущество лазерной сварки в сравнении с ультразвуковой сваркой состоит в том, что лазерная сварка может быть выполнена на скоростях в диапазоне 100 м/мин, в то время как верхняя предельная скорость ультразвуковой сварки составляет приблизительно 10 м/мин. Применение светопоглощающего красителя или поглотителя на концы полос может способствовать концентрации теплового действия лазера. Поглотителями могут быть черная типографская краска или близкие к инфракрасному диапазону красители, невидимые для человеческого глаза, такие как, например, используемые в «Clearweld» (подробнее см. на сайте www.clearweld.com).
Как только законченная ткань, лента конвейера или рукав изготовлены и смежные полосы в ткани, ленте конвейера или рукаве приварены или некоторым образом соединены, могут быть сделаны отверстия или сквозные пустоты, позволяющие проходить жидкости (воздуху и/или воде) от одной стороны ткани к другой, таким способом, как сверление лазером. Следует заметить, что данные сквозные отверстия или сквозные пустоты, позволяющие проходить жидкости от одной стороны ткани к другой, могут быть сделаны до или после процесса скручивания спиралью и соединения. Такие отверстия или сквозные пустоты могут быть сделаны сверлением лазером или любым другим подходящим способом сверления отверстий, и они могут быть сделаны любого размера, формы и/или рисунка в зависимости от цели предполагаемого использования. Пример реализации изображен на фиг.13, на котором показано поперечное сечение в поперечном направлении, или в поперечном машинному направлении, ткани 180 согласно настоящему изобретению, полосы материала 182 проходят вдоль их полной длины с множеством отверстий 184 для прохода воздуха и/или воды.
Как ранее отмечалось, обладающая признаками изобретения ткань может быть использована в качестве технологической ленты конвейера или рукава, использующихся в процессах суховоздушного формирования полотна, мелтблоун, спанбонд или гидросплетения волокон. Обладающие признаками изобретения ткань, лента конвейера или рукав могут содержать один или более дополнительных слоев на верхней или нижней поверхности основы, сформированной с использованием полос материала, только для обеспечения функциональности, а не для усиления. Например, система ориентированных в машинном (MD) направлении нитей может быть расплющенной к задней стороне ленты конвейера или рукава для создания объема пор. В альтернативном варианте один или более слоев могут быть сформированы между двумя слоями ремня. Использованные дополнительные слои могут быть любым тканым или нетканым материалом, системой нитей, ориентированных в машинном направлении (MD) или в поперечном направлении (CD), навитыми спиралью полосами нетканого материала, ширина которых меньше ширины ткани, волоконными полотнами, пленками или их комбинацией, и любым известным подходящим способом могут быть прикреплены к основе. Иглопробивание, термическое соединение и химическое соединение являются только некоторыми примерами. Кроме того, обладающие признаками изобретения ткань, лента конвейера или рукав могут иметь на каждой стороне функциональное покрытие. Текстура ткани, ленты конвейера или рукава согласно настоящему изобретению может быть сделана до или после нанесения функционального покрытия. Как ранее упоминалось, текстура на ткани, ленте конвейера или рукаве может быть сформирована любым известным способом, таким как, например, шлифование песком, гравировка, тиснение или травление.
Хотя в настоящем описании подробно описаны предпочтительные варианты реализации изобретения и его модификации, следует отметить, что изобретение этим не ограничивается и специалистами могут быть сделаны другие модификации и изменения без отступления от сущности и объема изобретения, который определяется прилагаемой формулой изобретения.
Реферат
Раскрыты техническая ткань, такая как бесконечная лента конвейера или рукав для использования в производстве нетканых материалов, и способ их изготовления. Техническая ткань производится путем спиральной навивки полос полимерного материала, такого как материал технического ремня или ленты, и скрепления смежных сторон полос материала с использованием ультразвуковой сварки или лазерной сварки. Затем ткань может быть перфорирована с использованием подходящего способа, для того чтобы сделать ее проницаемой для воздуха и/или воды. 3 н. и 29 з.п. ф-лы, 16 ил.
Формула
по меньшей мере одну спирально навитую полосу полимерного материала, причем указанная по меньшей мере одна полоса полимерного материала является материалом технического ремня или ленты, а
указанный материал технического ремня или ленты имеет по меньшей мере вдвое больший коэффициент растяжения, чем двухосно-ориентированный материал, и до десяти раз больший коэффициент растяжения, чем экструдированный материал.
скручивают спиралью по меньшей мере одну полосу полимерного материала вокруг валов, причем указанная по меньшей мере одна полоса полимерного материала является материалом технического ремня или ленты; и
соединяют края соседних полос материала с использованием заданного способа,
причем указанный материал технического ремня или ленты имеет по меньшей мере вдвое больший коэффициент растяжения, чем двухосно-ориентированный материал, и до десяти раз больший коэффициент растяжения, чем экструдированный материал.
наносят на верхнюю или нижнюю поверхность указанных ленты конвейера или рукава по меньшей мере один слой тканого или нетканого материала, системы нитей, ориентированных в машинном направлении (MD) или в поперечном направлении (CD), навитых спиралью полос тканого материала, ширина которых меньше ширины ленты конвейера или рукава, волоконных полотен, пленок или их комбинации.
Комментарии