Композитная панель с перфорированным внутренним слоем, а также устройство и способ изготовления такой панели - RU2499672C2
Код документа: RU2499672C2
Чертежи



Описание
Предлагаемое изобретение относится к панели, изготовленной из композитного материала.
Предлагаемое изобретение относится также к устройству, предназначенному для изготовления такой панели.
Кроме того, предлагаемое изобретение относится к способу, предназначенному для реализации панели, изготовленной из композитного материала.
Многослойные композитные панели типа "сэндвич" хорошо известные сами по себе, содержат два поверхностных слоя, устойчивых к воздействию усилий различного рода и размещенных по одну и по другую стороны от внутреннего слоя этой панели, по меньшей мере основные элементы которого представляют собой предварительно отформованные жесткие геометрические тела, обычно формируемые из того или иного вспененного материала или же из строительного картона. Эти поверхностные слои содержат волокнистую силовую конструкцию, пропитанную смолой, которая придает этим поверхностным слоям собственную жесткость, а также обеспечивает связь с внутренним слоем этой панели.
Такие композитные панели находят весьма широкое применение в тех случаях, когда необходимо реализовать достаточно жесткие, легкие, долговечные, устойчивые к ударам и/или к другим подобным воздействиям стенки или перегородки.
Внутренний слой выполняет, в частности, функцию поддержания по существу фиксированного расстояния между двумя поверхностными слоями. Вследствие этого такая панель имеет возможность изгибаться только в той мере, в какой ее наружный в радиальном направлении поверхностный слой (то есть поверхностный слой, наружный по отношению к оси изгибания) имеет возможность вытягиваться, а ее внутренний в радиальном направлении поверхностный слой имеет возможность сжиматься. Поскольку эти поверхностные слои имеют относительно небольшую способность к растяжению или к сжатию, такая панель оказывается достаточно жесткой на изгиб.
Однако известные панели подобного типа подвергаются опасности так называемого "расслоения", состоящего в том, что под действием, в частности, усилий изгибания по меньшей мере один из ее поверхностных слоев отсоединяется от внутреннего слоя этой панели. В этом случае механические характеристики панели ухудшаются неприемлемым образом.
Для того чтобы устранить этот недостаток, было предложено создавать механическую связь между каждым поверхностным слоем и внутренним слоем этой панели. Было предложено, например, реализовать соединение при помощи сшивания между волокнистой силовой структурой поверхностного слоя и внутренним слоем перед осуществлением этапа пропитки этих поверхностных слоев смолой. Такие способы обеспечивают определенную эффективность, но они требуют осуществления дополнительных операций, выполняемых с использованием сложного технологического оборудования и занимающих достаточно продолжительное время, что существенно увеличивает объем промышленных инвестиций и время, необходимое для изготовления одной панели. Вследствие этого усиленные таким образом панели оказываются достаточно дорогостоящими.
Кроме того, из патентного документа FR 2881442 известна композитная панель, содержащая два волокнистых поверхностных слоя и внутренний слой, размещенный в объеме, располагающемся между этими поверхностными слоями, и связанный с ними при помощи затвердевающей смолы, в которой соединительные волокна, происходящие из поверхностных слоев, были утоплены перпендикулярным образом в промежуточный объем между этими поверхностными слоями, причем эти утопленные волокна группируются в пряди, располагающиеся в тех местах, где также находится смола. Не принимая во внимание выгоду от использования такой панели, было установлено, что структура и способ изготовления такой панели могут быть модифицированы, в частности, с целью упрощения ее изготовления и уменьшения ее стоимости, но без существенного ухудшения механических свойств панели и, в частности, ее удовлетворительной устойчивости перед лицом опасности ее расслоения.
Таким образом, техническая задача данного изобретения состоит в том, чтобы предложить весьма экономичную в изготовлении композитную панель, надежно обеспечивающую улучшенные механические характеристики.
Для решения этой технической задачи объектом предлагаемого изобретения является композитная панель, содержащая два волокнистых поверхностных слоя и промежуточный слой, размещенный в объеме, располагающемся между этими поверхностными слоями, и связанный с этими поверхностными слоями при помощи затвердевающего связующего материала, отличающаяся тем, что в упомянутом внутреннем слое сформированы выемки на по меньшей мере одной из его поверхностей, предназначенные исключительно для приема этого затвердевающего связующего материала.
Эти выемки предназначены только для размещения в них этого связующего материала. Этот затвердевающий связующий материал ведет себя как материал, внедряющийся от каждого поверхностного слоя в промежуточный слой, причем этот поверхностный слой образован слоем волокон, пропитанным связующим материалом. Это внедрение эффективно противодействует расслоению данной панели.
Промышленные способы изготовления таких панелей, хорошо известные с точки зрения принципа их реализации, позволяют, в соответствии с предлагаемым изобретением, реализовать упомянутые выемки с темпом, который практически не вызывает замедления темпа функционирования производственной цепи изготовления композитных панелей. Такой промышленный способ обычно представляет собой способ иглопробивного типа.
Кроме того, предлагаемое изобретение позволяет произвольным образом усилить связь между внутренним слоем и каждым из поверхностных слоев. При этом достаточно выбрать плотность расположения выемок, обычно представляющую собой плотность, обеспечиваемую средствами иглопробивной технологии (то есть количество перфораций на единицу площади поверхности панели), адаптированную к требуемым результатам. Эта плотность расположения выемок может быть однородной или, напротив того, различной для разных зон панели, в зависимости от ожидаемых в процессе ее эксплуатации механических воздействий для каждой зоны и/или в зависимости от локальных особенностей данной панели, например наличия вставок или полостей в некоторых зонах ее внутреннего слоя.
Упомянутый связующий материал может представлять собой смолу и, в случае необходимости, вспененную смолу, вяжущее вещество и т.п., при помощи которого панель пропитывают после формирования выемок в ее внутреннем слое и покрытия каждой поверхности этого внутреннего слоя волокнистыми поверхностными слоями. При этом связующий материал затвердевает в процессе его полимеризации и обеспечивает консолидацию поверхностных слоев, а также стратификацию панели.
Связующий материал пропитывает слои волокон и входит в по меньшей мере часть упомянутых выемок в результате его впрыскивания и/или вливания.
По меньшей мере часть выемок, в которые попадает связующий материал, сформирована в по меньшей мере одной составляющей внутреннего слоя, в частности, при помощи иглопробивной технологии, перфорирования или прошивки, таким образом, чтобы каждая выемка представляла профиль, удлиненный в направлении ее оси и протяженности проникновения.
Имеется возможность формировать упомянутые выемки только на части толщины внутреннего объема панели. Это обстоятельство оказывается предпочтительным для панелей большой толщины. Таким образом, предлагаемое изобретение можно использовать без необходимости пробивания иглами на глубину, которая равна толщине данной панели. Это обстоятельство также является предпочтительным для внедрения связующего материала в выемки внутреннего слоя, которые проходят только на части толщины этого внутреннего слоя. Однако в наиболее привлекательных вариантах применения предлагаемого изобретения предпочтительно, чтобы связующий материал формировал точки, связывающие между собой два поверхностных слоя. Для этого можно действовать таким образом, чтобы связующий материал, пропитывающий поверхностный слой, соединял и вводился в волокнистую силовую структуру другого поверхностного слоя для того, чтобы реализовать связь между двумя этими поверхностными слоями. В этом случае выемки выполняются на каждой поверхности внутреннего слоя таким образом, чтобы соединяться друг с другом во внутренней зоне этого слоя. Связующий материал, вводимый в выемку, также может соединяться со связующим материалом, вводимым в другую выемку, и соединяться с этим материалом в процессе затвердевания. При этом связующий материал, мигрирующий через выемки, обеспечивает связь между наружными волокнистыми поверхностными слоями.
По меньшей мере часть выемок, называемых первыми выемками и сформированных через одну поверхность внутреннего слоя, попарно связаны с соответствующими выемками, называемыми вторыми выемками, сформированными через другую поверхность этого внутреннего слоя, таким образом, чтобы выемки одной и той же пары были по существу параллельными друг другу и обладали расстоянием между их осями, имеющим величину в диапазоне от 0 до 0,7 мм.
Сумма протяженностей проникновения выемок одной и той же пары превышает локальную толщину внутреннего слоя, причем каждая из протяженностей проникновения первых и вторых выемок одной и той же пары имеет величину, меньшую, чем локальная толщина внутреннего слоя.
По меньшей мере часть выемок имеет ось проникновения, располагающуюся по существу перпендикулярно по отношению к плоскости панели.
По меньшей мере часть выемок имеет ось проникновения, располагающуюся под наклоном по отношению к плоскости панели.
Упомянутые выемки имеют диаметр, величина которого обычно заключена в диапазоне от 0,5 мм до 2,67 мм. Величина этого диаметра зависит от объема игл, максимальная величина которого для иглопробивной технологии составляет 2,67 мм.
Предпочтительным образом упомянутые выемки располагаются в соответствии с геометрическими рисунками, такими, например, как ряды, клетки или точки, располагающиеся в шахматном порядке. Характер этих рисунков, а также размер элементарного рисунка позволяют в большей или меньшей степени усилить некоторые зоны панели и/или всю панель в целом.
По меньшей мере одна из поверхностей внутреннего слоя может быть выполнена не являющейся плоской.
Также имеется возможность реализовать панель, содержащую по меньшей мере два наложенных один на другой внутренних слоя с использованием, в случае необходимости, промежуточного слоя, в частности, волокнистого и вставленного между двумя основными внутренними слоями. В этом случае выемки могут быть сформированы в каждом из двух основных внутренних слоев таким образом, чтобы связующий материал, проходящий сквозь каждый из двух этих основных внутренних слоев, был размещен по существу на одной и той же оси или же был смещен один по отношению к другому.
Объектом предлагаемого изобретения также является устройство, предназначенное для изготовления композитной панели и содержащее средства перемещения внутреннего слоя, содержащего по меньшей мере один предварительно отформованный элемент, вплоть до блока пробивания иглами и по меньшей мере один блок обеспечения пробивания иглами, предназначенный для формирования выемок на внутреннем слое через по меньшей мере одну из его поверхностей.
Объектом предлагаемого изобретения также является способ реализации композитной панели, обладающей описанными выше характеристиками, в соответствии с которым путем пробивания иглами формируют выемки во внутреннем слое непосредственно через по меньшей мере одну из его поверхностей.
Перед пробиванием иглами также имеется возможность сформировать соответствующим образом по меньшей мере одну поверхность внутреннего слоя, в частности, при помощи фрезерования или вырезания. Это формирование может состоять либо в придании этой поверхности внутреннего слоя формы, предусмотренной для соответствующей поверхности конечного изделия, либо в подготовке, например в форме бороздки или канавки, зон деформирования, которые в последующем позволят, путем формования в процессе пропитки, придать панели в целом форму, не являющуюся плоской.
В способе в соответствии с предлагаемым изобретением формируют первые выемки через одну поверхность внутреннего слоя и вторые выемки через другую поверхность этого внутреннего слоя, причем эти первые и вторые выемки имеют профили, удлиненные вдоль по существу параллельных между собой осей, и они попарно связаны между собой таким образом, чтобы выемки одной и той же пары имели расстояние между их осями в диапазоне от 0 до 0,7 мм.
Выемки одной и той же пары формируются при помощи ударов игл, принадлежащих соответствующей паре игл, проникновение которых во внутренний слой таково, что сумма протяженностей проникновения игл одной и той же пары превышает толщину внутреннего слоя, причем каждая из глубин проникновения игл в одной и той же паре игл имеет величину, меньшую, чем локальная толщина внутреннего слоя.
Удары игл из одной и той же пары игл могут быть по существу одновременными или же могут не быть одновременными.
Следует отметить, что иглы одного планшета, располагающиеся с одной стороны по отношению к панели, предпочтительным образом не должны проникать на всю толщину внутреннего слоя, поскольку их погружение вызывает вытеснение материала, выталкиваемого иглами. При этом некоторое количество материала типа пробки будет расплющивать противоположную поверхность, вызывая образование небольшого кратера, что будет порождать дефекты поверхности конечного продукта и приводить к увеличению необходимого объема связующего материала, что также оказывает негативное влияние на качество конечного продукта. Проникновение двух планшетов игл, располагающихся с одной и с другой стороны от внутреннего слоя, которые одновременно внедряются в этот внутренний слой через две его противоположные поверхности, обеспечивает реализацию следующих преимуществ:
- уравновешивание усилий проникновения, принимая во внимание то обстоятельство, что некоторые внутренние слои, имеющие высокую плотность (превышающую 100 кг/м3), требуют приложения усилий порядка нескольких килограммов на каждую иглу. Такое усилие требует применения игл, особенно прочных на изгиб и имеющих адаптированное поперечное сечение;
- необходимость использования двух планшетов с иглами исключает возникновение консольных усилий на технологическом оборудовании;
- уменьшение степени проникновения игл для исключения образования кратеров в процессе выхода пробки требует освобождения выемки для облегчения прохождения связующего материала с одной и с другой поверхности внутреннего слоя. Это прохождение реализуется путем проникновения игл, которые не располагаются друг против друга и внедряются во внутренний слой только на расстояние, имеющее величину в диапазоне от 70% до 90% от толщины этого внутреннего слоя. С расположением игл на соответствующих планшетах сочетается поступательное продвижение внутреннего слоя в соответствии с шагом, точность которого составляет приблизительно 0,1 мм, между планшетами игл, что позволяет реализовать две выемки на противоположных поверхностях внутреннего слоя, смещенных друг относительно друга на расстояние между их осями, составляющее несколько десятых долей миллиметра и обычно имеющее величину в диапазоне от 0 до 0,7 мм, как об этом уже было сказано в предшествующем изложении.
Удары игл могут быть реализованы по существу вдоль перпендикулярного направления или, в качестве варианта реализации, вдоль наклонного направления по отношению к поверхности внутреннего слоя.
Используют расположение игл и/или шаг поступательного перемещения внутреннего слоя между последовательными ударами игл таким образом, чтобы реализовать тот или иной рисунок размещения выемок, в которых будет располагаться связующий материал.
После пробивания иглами получают внутренний слой, располагающийся между двумя волокнистыми слоями, в частности, в литейной форме, для того, чтобы покрыть две стороны этого внутреннего слоя упомянутыми волокнистыми слоями, и пропитывают эти слои связующим материалом для того, чтобы сформировать наружные поверхностные слои панели.
Между двумя поверхностными слоями формируют мостики или перемычки из связующего материала, которые связывают два эти поверхностных слоя.
Другие характеристики, особенности и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания не являющихся ограничительными примеров его реализации, в котором даются ссылки на приведенные в приложении фигуры, среди которых:
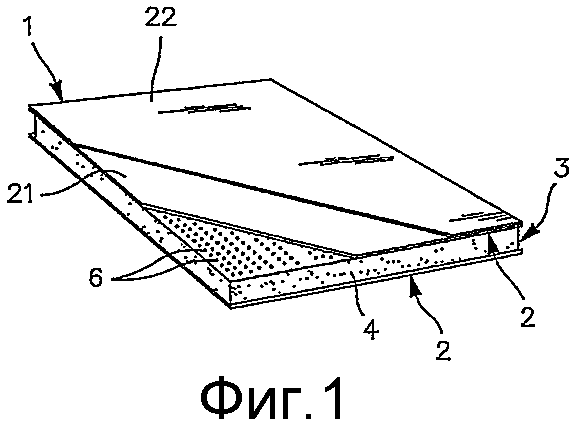
- фиг.1 представляет собой вид в перспективе с вырывом панели в соответствии с предлагаемым изобретением;
- фиг.2 иллюстрирует, в разрезе и в увеличенном масштабе, деталь панели, показанной на фиг.1, с двумя выемками, в которых расположен связующий материал;
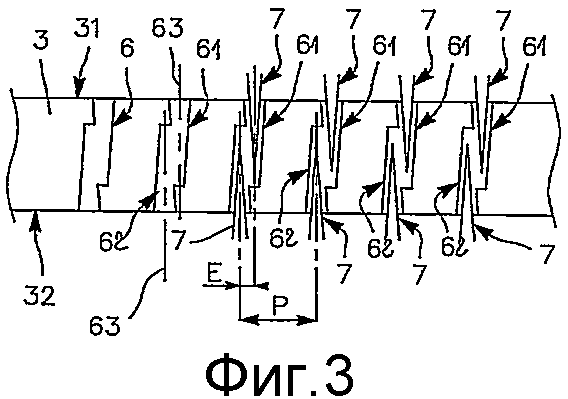
- фиг.3 представляет собой частичный вид в продольном разрезе панели, показанной на фиг.1;
- фиг.4 представляет собой вид в продольном разрезе технологического оборудования для устройства, предназначенного для изготовления панели в соответствии с предлагаемым изобретением;
- фиг.5 представляет собой вид сверху панели в соответствии с предлагаемым изобретением, иллюстрирующий различные рисунки расположения выемок;
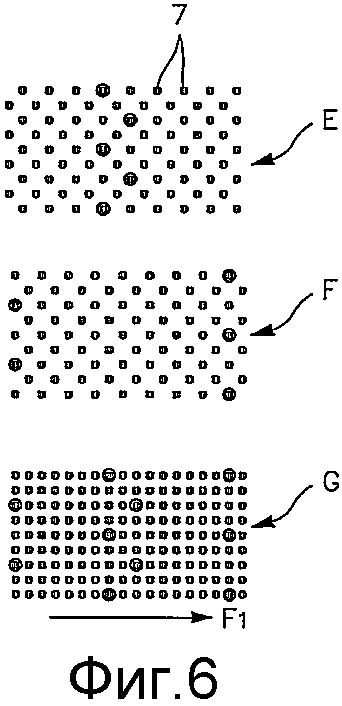
- фиг.6 представляет собой вид планшетов с иглами, позволяющих сформировать выемки в панели в соответствии с предлагаемым изобретением, иллюстрирующий распределение действующих игл для реализации рисунка расположения выемок в шахматном порядке, показанного на фиг.5;
- фиг.7 представляет собой частичный вид сверху технологического оборудования, показанного на фиг.3, в процессе производства.
В соответствии с предлагаемым изобретением под выражением "панель" следует понимать композитный материал, имеющий размер по толщине, относительно небольшой по сравнению с двумя другими его прямолинейными или криволинейными размерами, такими как длина и ширина. В частности, термин "панель" не ограничивает объект, имеющийся здесь в виду, сплошным объектом или объектом постоянной толщины.
В примере реализации, представленном на фиг.1, панель 1 содержит два поверхностных слоя 2, проходящих в параллельных между собой плоскостях и определяющих между собой промежуточный объем, занимаемый внутренним слоем 3. В представленном здесь примере реализации внутренний слой 3 образован пластиной 4 из вспененного материала. Поверхностные слои 2 присоединяются к внутреннему слою 3 в процессе формования для получения многослойной панели типа "сэндвич".
Каждый поверхностный слой 2 содержит образованный волокнами слой 21, который представляет собой двухмерный или многомерный тканый материал, выполненный из неорганического или растительного материала. Этот слой используется в качестве подкрепляющего элемента поверхности. Слой 21 погружается в связующий материал 22, такой, например, как смола, таким образом, чтобы впитывать в себя некоторое количество этого материала. На фиг.1 смола 22 схематически представлена наложенной на слой 21 из волокон. На практике, как это показано на фиг.2, смола 22 пропитывает волокна 21 и реализует, таким образом, затвердевание системы, образованной волокнами и смолой, а также соединение этой системы в единое целое с поверхностью внутреннего слоя 3.
В соответствии с предлагаемым изобретением перед покрытием наружных поверхностей внутреннего слоя 3 волоконными слоями 21 в этом внутреннем слое 3 через его наружные поверхности формируются выемки 6. Эти выемки 6 реализуются в по меньшей мере одной образующей внутреннего слоя 3, такой как упомянутая выше пластина 4. Эти выемки 6 исключительным образом предназначены для размещения в них связующего материала на последующих этапах осуществления предлагаемого способа.
Как показано на фиг.3, выемки 6 формируются путем пробивания иглами, перфорирования или прошивки при помощи планшетов 70 с иглами 7, размещенными по одну и по другую стороны от внутреннего слоя 3 и протыкающими этот внутренний слой на каждой из его сторон 31, 32. Эти выемки 6 имеют профиль, удлиненный в направлении их продольной оси 63 и проходящий на определенной протяженности L проникновения во внутреннюю часть внутреннего слоя 3. В этом контексте пробивания иглами термины "перфорация" или "микроперфорация" также могут быть использованы специалистом в данной области техники вместо термина "выемка".
В соответствии с предлагаемым изобретением часть выемок, которые будут называться первыми выемками 61 в том смысле, что они формируются на первой стороне 31 внутреннего слоя 3, попарно связывается со вторыми выемками 62, сформированными на второй стороне 32 внутреннего слоя 3, противоположной его первой стороне, таким образом, чтобы сформировать пары выемок.
В соответствии с предлагаемым изобретением первые выемки 61 и вторые выемки 62 одной и той же пары являются по существу параллельными друг другу и имеют смещенные друг относительно друга оси с межосевым расстоянием Е, имеющим величину в диапазоне примерно от 0 до 0,7 мм. Иглы 7, формирующие эти выемки, одновременно вводятся во внутренний слой 3 через каждую из его сторон.
Предпочтительным образом сумма протяженностей L проникновения (в геометрическом смысле) выемок 61, 62 для одной и той же пары выемок превышает локальную толщину внутреннего слоя. Кроме того, каждая из протяженностей L проникновения первых выемок 61 и вторых выемок 62 одной и той же пары выемок является меньшей, чем локальная толщина внутреннего слоя 3. Таким образом, первые выемки 61 и вторые выемки 62 имеют зону взаимного перекрытия в направлении толщины внутреннего слоя 3. Выемки имеют диаметр, величина которого может простираться примерно от 0,5 и вплоть до максимального калибра, применяемого при использовании иглопробивной технологии, или калибра размером 2,67 мм, если в этом есть потребность. Выемки одной и той же пары соединяются между собой таким образом, чтобы создать канал, открывающийся на обеих сторонах внутреннего слоя 3. Таким образом, выемки 61 и 62 образуют приемные емкости для связующего материала 22 после того, как поверхностные слои 2 в последующем будут подвергнуты пропитке. Связующий материал 22 вследствие этого образует перемычки, связывающие между собой оба поверхностных слоя 2.
В соответствии с вариантом реализации предлагаемого изобретения, проиллюстрированным на фиг.3, оси 63 проникновения выемок 6 располагаются по существу перпендикулярно к поверхности панели 1, то есть к плоскостям 31, 32 внутреннего слоя 3. Связующий материал 22, вводимый в эти выемки, принимает, таким образом, продольную форму, перпендикулярную к плоскости панели 1.
В соответствии с другим вариантом реализации, не представленным на приведенных в приложении фигурах, выемки 6 имеют оси проникновения, наклоненные по отношению к поверхности панели 1 таким образом, чтобы ориентировать связующий материал 22 вдоль этого же самого направления.
Здесь следует отметить, что выемки 6 могут быть соединены в точечные группы выемок или в линейные группы выемок. При этом может быть предусмотрено расположение в шахматном порядке между различными группами точечных выемок или рядами выемок. В общем случае выбранные рисунки и плотность расположения выемок могут быть адаптированы произвольным образом в каждой панели, а также, для определенной панели, в каждой заданной зоне этой панели. Плотность расположения выемок может изменяться в диапазоне примерно от 40 до 500 выемок на квадратный дециметр. Можно создавать различающиеся продольные зоны. Можно даже рассматривать создание различающихся поперечных зон, например, в результате изменения скорости поступательного перемещения панели через устройство изготовления, которое будет описано в последующем изложении. Для указанного выше диапазона плотности размещения выемок расстояние Р между двумя выемками 6, последовательно расположенными в направлении перемещения панели 1, имеет величину в диапазоне примерно от 4 мм до 25 мм и соответствует шагу поступательного перемещения, кратному числу или делению шага поступательного перемещения на один цикл проникновения.
После того как выемки 6 были сформированы во внутреннем слое 3 в соответствии с их желательным расположением и плотностью размещения, этот внутренний слой покрывается двумя волокнистыми поверхностными слоями 2, приклеиваемыми к двум его поверхностям в процессе операции формования для получения структуры типа "сэндвич".
Эти поверхностные слои 2 при этом пропитываются связующим материалом 22. В результате этой пропитки связующий материал проникает во внутренний слой 3 вдоль выемок 6. Это проникновение осуществляется не только в выемки 6, но также и во все щели, канавки, интервалы, углубления и т.п., уже, возможно, присутствующие на поверхности внутреннего слоя.
Следствием использования связующего материала 22 является тесная фиксация прилегающих друг к другу материалов, а именно внутренних стенок внутреннего слоя 3 и областей поверхностных слоев 2, располагающихся над выемками 6. Таким образом реализуется соединение между внутренним слоем 3 и каждым поверхностным слоем 2, следствием чего является существенно повышенная устойчивость панели к ее расслаиванию. Кроме того, в случае наличия сквозных выемок и связующего материала 22, формирующего мостики или перемычки между двумя поверхностными слоями 2, реализуется также соединение двух этих поверхностных слоев 2 друг с другом.
Теперь со ссылками на фиг.4 будет описано технологическое оборудование 100, используемое в устройстве для изготовления панели 1 в соответствии с предлагаемым изобретением. Это оборудование 100 содержит направляющую 110, предназначенную для приведения внутреннего слоя 3 в поступательное движение в направлении справа налево, как это показано на фиг.4 (это направление обозначено стрелкой F1).
Технологическое оборудование 100, представленное на фиг.4, содержит, кроме того, оборудование 120 для пробивания иглами, предназначенное для формирования выемок 6 во внутреннем слое 3 путем пробивания этого слоя через каждую из его сторон. Оборудование 120 для пробивания иглами в свою очередь содержит:
- два очистителя 121, которые определяют между собой траекторию 122 пробивания иглами и образуют непрерывность этой траектории через направляющую 110;
- два планшета 70 с иглами, располагающихся соответственно по одну и по другую стороны от траектории 122 пробивания иглами и несущих на себе иглы 7, ориентированные, в проиллюстрированном здесь примере реализации, перпендикулярно к плоскости траектории 122; при этом заостренные концы игл 7 имеют возможность проникать в траекторию 122 пробивания иглами через щели, сформированные между пластинами (здесь не показаны), образующими очистители 121, в той зоне, где располагаются иглы 7.
После того как оборудование 100 установлено в производственный станок, каждый планшет 70 с иглами закрепляется на средстве приведения его в возвратно-поступательное движение перпендикулярно плоскости траектории 122 пробивания иглами таким образом, чтобы заостренные концы игл 7 проникали в траекторию 122 пробивания иглами и выходили из этой траектории. Поступательное перемещение внутреннего слоя 3 в направлении, указанном стрелкой F1, синхронизируется с движением игл 7 таким образом, чтобы внутренний слой перемещался поступательным образом в том случае, когда иглы 7 освобождают траекторию 122 пробивания иглами, и чтобы поступательное перемещение этого внутреннего слоя прекращалось в том случае, когда иглы 7 входят в траекторию 122 пробивания иглами. В представленном здесь варианте реализации иглы 7, располагающиеся с одной стороны от траектории 122 пробивания иглами, смещены по отношению к иглам 7, располагающимся с другой стороны от нее, что позволяет синхронизировать перемещение двух планшетов 70 с иглами таким образом, чтобы все иглы 7 могли одновременно входить в траекторию 122 пробивания иглами и могли одновременно выходить из нее для того, чтобы обеспечить возможность поступательного перемещения внутреннего слоя 3.
На фиг.7 представлен вид панели 1 сверху в процессе ее изготовления на выходе из направляющей 110 и над оборудованием 120 пробивания иглами. Внутренний слой 3 содержит только что сформированные выемки 6. Внутренний слой 3 панели 1 в процессе изготовления может быть образован относительно узкими пластинами 4 вспененного материала в форме полос, разделенными направляющими перегородками 111, которые поддерживают определенное расстояние 41 между этими пластинами 4. Эти направляющие перегородки 111 закрепляются в направляющей 110 введения и завершаются точно перед иглами 7.
В общем случае расположение игл 7 на планшетах 70, темп ударов этих игл 7 и шаг поступательного перемещения изделия в направлении стрелки F1 выбираются в определенном сочетании друг с другом для того, чтобы получить желаемый рисунок расположения выемок 6.
На фиг.5 представлены различные рисунки расположения выемок, которые могут быть сформированы на внутреннем слое 3 панели 1 в соответствии с предлагаемым изобретением. Стрелка F1 указывает направление последовательного поступательного перемещения внутреннего слоя между планшетами с иглами, производимого в том случае, когда иглы располагаются за пределами этого внутреннего слоя 3. Рисунок А представляет расположение выемок 6 в шахматном порядке. Рисунок В представляет расположение выемок поперечными рядами по отношению к направлению поступательного перемещения внутреннего слоя 3. Рисунок С также представляет расположение выемок 6 в шахматном порядке, но с более высокой плотностью их размещения, чем на рисунке А. Рисунок D представляет расположение выемок в виде прямоугольной сетки, снабженной продольными и поперечными рядами по отношению к направлению поступательного перемещения внутреннего слоя 3.
В качестве примера на фиг.6 также представлено расположение игл 7 на каждом планшете 70, соответственно верхнем, обозначенном позицией Е, и нижнем, обозначенном позицией F, причем жирными кружками отмечены те из игл, которые проникают во внутренний слой 3 для того, чтобы сформировать рисунок А расположения выемок в шахматном порядке, показанный на фиг.5. Наложение мест расположения игл верхнего и нижнего планшетов 70 представлено на виде, обозначенном позицией G. Здесь стрелкой F1 также представлено направление последовательных поступательных перемещений внутреннего слоя между планшетами с иглами в том случае, когда эти иглы располагаются вне этого внутреннего слоя 3. Поскольку проникновение игл 7 верхнего и нижнего планшетов 70 происходит одновременно, понятно, что распределение игл, закрепленных в двух планшетах, обеспечивает уравновешивание усилий, исключая любой эффект рычага на внутреннем слое 3. Этот внутренний слой 3 подвергается только воздействию усилий сжатия в направлении, перпендикулярном к его плоскости.
После выхода из оборудования для пробивания иглами частично готовое изделие разрезается на элементарные панели при помощи поперечных разрезов с использованием известного и не представленного на приведенных в приложении фигурах оборудования отрезания. На рабочем месте формования разрезанные панели вводятся в литейную форму, где размещаются волокнистые слои и куда вводится связующий материал типа смолы. Этот классический сам по себе технологический этап также не представлен на приведенных в приложении фигурах, поскольку он известен в области производства композитных панелей типа "сэндвич". При этом литейная форма может быть плоской для изготовления плоской панели или же, напротив того, может не являться плоской для одновременного деформирования частично готового плоского изделия и получения конечной панели, имеющей желаемую и не являющуюся плоской форму.
Слои 21 волокон могут подаваться с рулонов предварительно консолидированного мата. Эти слои волокон также могут быть сформированы из непрерывных элементарных волокон, разрезанных на нарезанные волокна и нанесенных разбрасыванием на внутренний слой перед его введением в литейную форму.
Разумеется, предлагаемое изобретение не ограничивается описанными выше и представленными здесь примерами его реализации.
В частности, сам внутренний слой может быть, по меньшей мере частично, волокнистым.
Размеры панели в соответствии с предлагаемым изобретением могут быть выбраны весьма свободным образом в зависимости от областей применения таких панелей, которыми могут быть: оснащение интерьеров легковых автомобилей, панели кузова для грузовых транспортных средств, детали кузовов или платформ шасси для автомобилей, панели для зданий и для меблировки, изоляционные панели, панели кровельного покрытия, панели для оснащения интерьеров железнодорожных транспортных средств, самолетов или кораблей, панели для створок дверей и т.п. При этом толщина панелей имеет величину в диапазоне от 10 мм до 80 мм и может быть реализована без всяких ограничений. В качестве пластических материалов на выбор могут быть использованы термопластические или термоотверждаемые материалы. Ширина панелей относительно направления F1 может быть адаптирована к коммерческим требованиям без модификации принципа как такового.
Во всех представленных здесь примерах реализации компоненты внутреннего слоя имеют стабильную форму при их входе в устройство изготовления.
Однако внутренний слой может представлять определенную гибкость или эластичность, которая позволяет затем обеспечить формование в соответствии со сложной формой или существенное деформирование, например, для реализации деталей, используемых в конструкции морских судов, автомобилей или других элементов столь же сложной формы.
Кроме того, здесь проиллюстрирована панель, имеющая внутренний слой 3, снабженный по существу плоскими и параллельными между собой наружными поверхностями. Однако, не выходя за рамки предлагаемого изобретения, поверхности внутреннего слоя могут не быть плоскими и могут, например, иметь в целом волнистую, вогнутую, выпуклую и т.п. форму.
В то же время, панель может содержать по меньшей мере два наложенных один на другой элементарных внутренних слоя, разделенных внутренней прослойкой.
Реферат
Изобретение относится к композиционным материалам и касается композитной панели с перфорированным внутренним слоем, а также устройства и способа ее изготовления. Содержит два волокнистых слоя и внутренний слой, размещенный в промежуточном объеме, располагающемся между этими слоями, и связанный с ними при помощи затвердевающего связующего материала. Во внутреннем слое сформированы выемки через по меньшей мере одну из его сторон исключительно для того, чтобы принимать этот затвердевающий связующий материал. Изобретение обеспечивает создание прочных композитных панелей с возможностью широкого выбора компонентов внутреннего слоя и волокнистых поверхностных слоев. 3 н. и 20 з.п. ф-лы, 7 ил.
Формула
средства (110) поступательного перемещения внутреннего слоя (3), содержащего по меньшей мере один предварительно отформованный элемент (4), вплоть до блока (120) пробивания иглами;
по меньшей мере один блок (120) пробивания иглами, предназначенный для формирования выемок (6) на внутреннем слое (3) через по меньшей мере одну из его поверхностей (31; 32) перед покрытием этих наружных поверхностей внутреннего слоя (3) волокнистыми поверхностными слоями.
Документы, цитированные в отчёте о поиске
Способ изготовления слоистых панелей
Комментарии