Нетканая волокнистая текстурированная пластина и способ ее изготовления (варианты) - RU2081221C1
Код документа: RU2081221C1
Чертежи





Описание
Настоящее изобретение относится, в основном, к способам изготовления нетканых волокнистых пластин, имеющих текстурированную наружную поверхность, а также к волокнистым пластинам, изготовленным такими способами. В частности, настоящее изобретение относится к способу изготовления нетканой волокнистой гибкой пластины, имеющей текстурированную наружную поверхность, который включает в себя игольную пробивку прошитого иглой волокнистого полотна по крайней мере из взаимозацепляющих первых волокон и вторых термопластичных волокон для получения текстурированной наружной поверхности; и пропускание текучего вещества при температуре, достаточной для расплавления по крайней мере части вторых термопластичных волокон, через полотно в направлении от текстурированной наружной поверхности для создания множества сварных соединений расплавленных волокон; также оно относится к нетканым волокнистым пластинам, изготовленным такими способами.
Предшествующий уровень техники
В настоящее время
известны внутренние обивки и напольные коврики автомобилей, сделанные из нетканых тканей, имеющих ворсовые прошитые поверхности, на
которые следует наносить слой спеченного термопластика, латекса,
латексной композиции или гибкой уретановой смолы для предотвращения протертостей и для закрепления ворсовых петель, а такие как
описанные в следующих документах: Вишман (патент США N 4, 320, 167),
рис. 6. Бенедик (патент США N 4, 258, 094); Волтерс и др. (патент США N 4, 581, 272); ДиГиола и др. (патент США N 4, 016, 318);
Хартманн и др. (патент США N 4, 169, 176), Синклер и др. (патент США N
4.186, 230); Цукерман и др. (патент США N 4, 242, 395); Морриc (патент США N 4.230. 755); Робинсон (патент США N 3, 935, 632);
Поул и др. (патент США N 4, 199, 635); и рис. 3 Миягава и др. (патент США
N 4, 298, 643). Нанесение такого слоя на нетканую ткань значительно увеличивает стоимость изготовления внутренней обивки и
напольных ковриков из-за дополнительных затрат на (1) использование, хранение
и соответствующее нанесение слоя спеченного термопластика, латекса, латексной композиции или уретана (2) на сложное
производственное оборудование и дополнительные затраты труда, необходимые для
нанесения такого слоя. Ворсовая прошивка представляет собой протягивание нитей через ткань как тканую, так и нетканую, с
помощью прошивной машины. Прошивные машины обычно являются многоигольными
швейными машинами, которые проталкивают нити через основную подстилающую ткань, которая удерживает нити для образования
петель при отодвигании иглы. Ворсовая прошивка требует нитей, отдельных от
тканой или нетканой подстилающей ткани, для получения ворсовых петель; следовательно, ворсовая прошивка нетканых тканей для
образования внутренней обивки и напольных ковриков увеличивает затраты на
изготовление таких изделий.
Ниже указаны соответствующие патенты, в каждом из которых раскрыта конкретная нетканая ткань, нагретая конкретным способом: Стрит (Патент США N 4, 668, 562), Шерд и др. (патент США N 4, 195, 112); Бенедик (что и выше, но '094); Эриксон (патент США N 4, 324, 813); Ньютон и др. (патент США N 4, 324, 752), Мэйсон и др. (патент США N 4, 315, 965); Траск и др. (патент США N 4, 780, 359). В частности, холст нетканого штапельного полимерного волокна Стрита (что и выше, но '562) также известный как сильно пушистая нетканая ткань, одновременно сжимается, главным образом в вакууме, и нагреваются за счет проталкивания воздуха при температуре через холст, что делает полиэстер только мягким и клейким. На рис. 2 и 3, автор Стрит (562) показано изменение толщины и плотности холста до и после осуществления обработки по Стриту. Такое значительное сжатие холста нежелательно при изготовлении внутренней обивки и напольных ковриков из нетканой ткани или подобных изделий, которые в основном имеют декоративную наружную поверхность и должны обладать достаточной прочностью и толщиной, чтобы выдерживать частное использование.
Главной задачей настоящего изобретения является создание способа изготовления нетканой волокнистой гибкой пластины, сохраняющей "велюрообразную" текстурированную наружную поверхность, которая может выдерживать частое использование, без необходимости использовать подстилающий слой спеченного термопластика, латекса, латексной композиции, уретана или подобного материала. Другой задачей является созданию нетканой волокнистой пластины с помощью такого способа, которую дешевле изготавливать или которая содержит меньше различных требуемых компонентов, чем у изделий из нетканой ткани подобного типа.
Краткое описание изобретения.
Вкратце изобретение включает в себя способ изготовления нетканой волокнистой гибкой пластины, имеющей текстурированную наружную поверхность, состоящий из следующих стадий: использование прошлого иглами полотна, имеющего заднюю поверхность, причем прошитое полотно состоит из взаимозацепленных первых волокон и вторых термопластичных волокон; игольная пробивка полотна для создания текстурированной наружной поверхности, включающей в себя по крайней мере часть первых волокон и вторых термопластичных волокон, задняя поверхность расположена напротив текстурированной наружной поверхности; и пропускание текучего вещества при температуре, достаточной для расплавления по крайней мере части вторых термопластичных волокон, через полотно в направлении от текстурированной наружной поверхности к задней поверхности для получения множества сварных соединений, причем текстурированная наружная поверхность после этого по существу не содержит вторых термопластичных волокон. Другой отличительной характеристикой изобретения является способ создания нетканой волокнистой гибкой пластины, имеющей текстурированную наружную поверхность, состоящий из следующих стадий: игольная пробивка прошивного иглой полотна для создания текстурированной наружной поверхности, включающей в себя по крайней мере часть первых волокон и вторых термопластичных волокон, задняя поверхность полотна расположена напротив текстурированной наружной поверхности; и создание градиента давления поперек полотна для перемещения воздуха с температурой, достаточной для плавления по крайней мере части вторых термопластичных волокон; обеспечивающего множество сварных соединений этих волокон, в направлении от текстурированной наружной поверхности в направлении задней поверхности, причем текстурированная наружная поверхность по существу не имеет сварных соединений. Кроме того, изобретение включает в себя нетканую волокнистую пластину, изготовленную в результате применения обеих особенностей способа в соответствии с настоящим изобретением.
Краткое описание чертежей.
Изобретение в виде его предпочтительных вариантов осуществления более конкретно описано с ссылкой на прилагаемые чертежи, на которых сходные цифровые обозначения обозначают подобные детали.
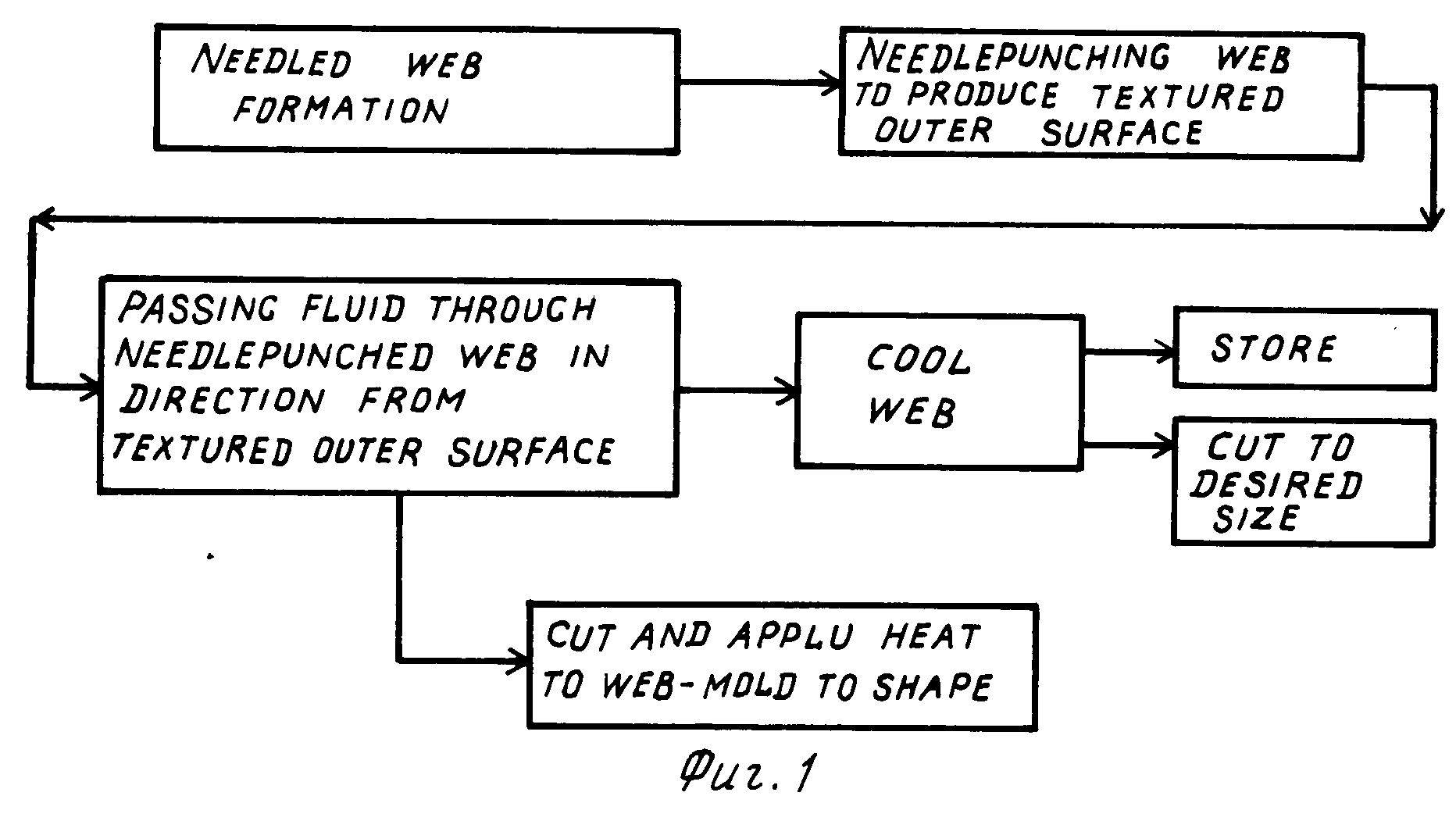
Фиг. 1 схема технологического процесса предпочтительного способа настоящего изобретения.
Фиг. 2 схематический чертеж устройства, способного осуществить предпочтительный способ настоящего изобретения, в частности показывающий прохождение материала.
Фиг. 3 вид в вертикальном разрезе с торца устройства, способного осуществлять предпочтительный способ настоящего изобретения.
Фиг. 4 увеличенный вид в частичном разрезе по линии 4-4 фиг. 3, в частности показывающий направление прохождения текущего вещества
через камеру 40 рециркуляции текучего
вещества устройства, показанного на фиг. 37
Фиг. 5 увеличение изображение в частичном разрезе, сделанном по линии фиг. 2, показывающее предпочтительную
нетканую волокнистую пластину в
соответствии с настоящим изобретением.
Фиг. 6 увеличенное изображение в частичном разрезе нагревательного барабана согласно фиг. 2, показывающее кольцо 90 со штырями, укрепленное вокруг окружности нагревательного барабана 14.
Описание предпочтительных вариантов
Первый блок на поточной схеме фиг. 1 показывает получение
прошитого полотна.
Предпочтительное нетканое прошитое иглой полотно в соответствии с настоящим изобретением является смесью, состоящей по крайней мере из насыпного волокна первого и второго типа,
взаимозацепляемого и
взаимоуплотненного для образования когерентной нетканой ткани, причем волокно второго типа является термопластичным волокном. Взаимозацепление и уплотнение можно осуществить с
помощью операции,
известной в данной области как игольная пробивка на игольном станке, имеющем иглы, которые проходят в ткань и выходят из нее с требуемым количеством ходов в минуту: см. Адамс и др.
(патент США N
4.424.250) где дается более подробное описание игольной пробивки. В качестве волокна второго термопластичного типа в предпочтительном нетканом прошитом полотне можно использовать
несколько различных
видов термопластичных волокон, которые включают в себя, но не исключительно, полиэтилен, полипропилен, полиэфир, найлон, полипропилен-сульфид, полиэфирсульфон, полиэфирный
эфиркетон, виньон и
двухкомпонентные термопластичные волокна. Волокна найлона, как определено Федеральной торговой комиссией США, сделаны из готового вещества, которое является любым синтетическим
полиамидом с длинной
полимерной цепью, имеющим повторяющиеся амидные группы (-NH-CO-), как неотъемлемую часть полимерной цепи, и включает в себя волокна найлона, которые извлечены из полиамидного
продукта конденсации
гексаметилендиамина и адипиновой кислоты (т.е. Найлон 6,5), а также те, которые извлечены из поликонденсации эпсилон-капралактами (т. е. Найлон 6). Компания "Филлипс петролеум"
производит и продает
подходящий пролифенилсульфид под торговым названием "Райтон". Волокна виньона были определены как волокна, сделанные из готового вещества, которое является любым синтетическим
полимером с длинной
цепью, состоящей по крайней мере из 85% по массе единиц винилхлорида. Примером подходящего двухкомпонентного термопластичного волокна является волокно, изготовленное из
полипропиленового сердечника и
полиэтиленовой оболочки. Японская корпорация "Чиссо" изготавливает подходящие двухкомпонентные полиолефиновые волокна, продаваемые как волокно "Чиссо ES".
Первым типом волокна в предпочтительном нетканом прошитом полотне может быть либо (1) нетермопластичное волокно, либо (2) термопластичное волокно, имеющее температуру плавления выше, чем у термопластичного волокна второго типа, используемого в прошитом иглами полотне. Подходящие для использования в виде волокна первого типа волокна включают в себя, не исключительно, шерсть, хлопок, акрил, полибензимидазол, арамид, район и другой целлюлозный материал, углеродное, стекло или новолоидное волокно. Благодаря их очень высокой температурной стойкости для целей настоящего изобретения полибензимидазолы были охарактеризованы как нетермопластики. Полибензимидазолы представляют собой класс линейных полимеров, повторяющаяся часть которых содержит бензимидазольную долю. Полибензимидазол является акронимом, обычно используемым для поли /2,2'- (м-фенилен)-5,5'-бибензимидазола/ (1), который обычно поставляется фирмой "Селаниз корп.". (Чарлотт, шт. Северная Каролина). Волокна арамида, как определено Федеральной торговой комиссией США выполнены из изготовленного вещества, которое является синтетическим полиамидом с длинной цепью, имеющего по крайней мере 85% своих амидовых связей (-NH-CO-) соединенными непосредственно с двумя ароматическими кольцами; и включают волокна арамида; полученные из поли(м-финиленизофталамида), такие как волокна "Номекс" (торговая марка фирмы И Ай до Пон де Немур анд Кампани"), а также полученные из поли (р-фенилентере фталамида), такие как волокна "Кевлар" (зарегистрированное торговое название фирмы: И Ай дю Пон де Немур энд кампании"). Волокна неволоида были определены как волокна, выполненные из изготовленного вещества, которое содержит по крайней мере 85% по массе новолака с поперечными связями. Компания "Американ Кинол инк", отделение японской корпорации "Ниппон Кинол" продает подходящее волокно новолоида под зарегистрированным торговым названием "Кинол".
Если волокна первого типа в предпочтительном нетканом прошитом иглами полотне являются термопластичными, используемый термопластик должен иметь более высокую температуру плавления, чем температура плавления волокон второго термопластичного типа, используемые в полотне для того, чтобы волокна второго термопластичного типа можно было расплавить без расплавления волокон первого типа. Если волокна первого типа являются термопластичными, любой из вышеописанных термопластиков, подходящий для волокон второго типа, также подходит для волокон первого типа, поскольку это удовлетворяет вышеизложенному требованию. Если необходимо, предпочтительное нетканое прошитое иглами полотно может содержать компоненты дополнительно к вышеописанным волокнам первого и второго типов.
Предпочтительное нетканое прошитое иглами полотно, которое имеет только волокна первого и второго типа, может содержать до 20% волокон второго термопластичного типа, и соответственно, до 80% волокон первого типа. В качестве примера нетканое прошитое полотно может содержать 13%-15% полиэтиленовых волокон второго типа и, соответственно, 87%-85% полипропиленовых волокон первого типа. Другие комбинации, представленные в качестве примеров, включают в себя: волокна второго типа из сополимера полиэфира с низкой температурой плавления с полиэфирными волокнами первого типа; полипропиленовые волокна второго типа с полиэфирными волокнами первого типа, полиэтиленовые волокна второго типа с полиэфирными волокнами первого типа; и полиэфирные волокна второго типа с низкой температурой плавления с полипропиленовыми волокнами первого типа. Комбинации волокон первого типа и второго типа не ограничиваются только этими примерами.
Второй блок в поточной схеме фиг. 1 имеет надпись "Полотно с игольной пробивкой для изготовления текстурированной наружной поверхности". Процесс, известный как текстурная игольная пробивка (см. устройство 46, схематично изображенное на фиг. 2), может быть использован для создания "велюрообразной" текстурированной наружной поверхности предпочтительного нетканого прошитого иглами полотна. Такая игольная пробивка может включать в себя использование игл с раздвоенным концом или крючковых игл (известных как корончатые иглы, названные так благодаря характерному расположению крючков). Иглы 47 на фиг. 2 будут ударять и проходить через предпочтительное нетканое прошитое полотно и в удерживающую полотно часть 48, фиг. 2 для образования петель (если используются иглы с раздавленным концом) или поднятых свободных концов (если используются корончатые иглы) волокон в полотне. Текстурная игольная пробивка будет описана более подробно с ссылкой на фиг. 2. Велюры обычно являются мягкими тканями с коротким толстым ворсом, имеющим вельветообразную структуру; они часто изготавливаются из хлопка, шерсти, хлопковой основы в шерсти, шелке или мохере.
Третий блок на схеме фиг. 1, на котором написано "Пропускание текучего вещества через пробитое иглами полотно в направлении от текстурированной наружной поверхности", будет описан вместе с описаниями фиг. 2-4. В качестве текучего вещества можно использовать подходящие газы или жидкости, которые можно нагревать, такие как воздух и вода. Как показано на поточной схеме, нагретое полотно затем, помимо всего прочего, можно либо (1) охладить и хранить или нарезать на куски/отрезки, либо (2) нарезать на куски-отрезки и подвергнуть тепловому формованию или отливке посредством увеличения тепла и давления для получения какой-либо трехмерной формы. Если выполняется самый нижний на схеме блок, следует соблюдать осторожность, чтобы не размягчить, расплавить и/или разрушить петли, стоячие свободные концы и т.д. волокон, если требуется чтобы изделие сохранило свою велюрообразную текстурированную наружную поверхность.
Нетканые волокнистые пластины созданные в соответствии со способом настоящего изобретения, можно использовать для обивки пассажирских отделений автомобиля, спинок сидений, педальных панелей, сидений, а также полок для хранения багажа, или для других целей, требующих применения размерно устойчивой ткани. Такие нетканые волокнистые пластины будут претерпевать минимальный износ, связанный с выдергиванием волокна.
На фиг. 2 показан рулон 42 предпочтительного нетканого прошитого полотна 52, разматываемого в направлении 44. Прошитое полотно 52 проходит через устройство 46 игольной пробивки для получения текстурированной наружной поверхности, показанной в виде петель 54. Волокна и первого, и второго типа предпочтительного нетканого прошитого полотна 52, а также любые другие волокнистые компоненты, равномерно взаимозацепленные в нем, станут петлями, стоячими свободными концами и т.д. текстурированной наружной поверхности 54. Соотношение волокон первого и второго типа в предпочтительной текстурированной наружной поверхности будут в основном такими же, что и их соотношения в прошитом полотне (увеличенный частичный разрез рис. 5 показывает полотно 52 и его наружную поверхность 54 более подробно). Иглы 47 могут быть различной формы для получения разных велюрообразных наружных поверхностей для упрощения показаны только петли 54. Примеры пригодных игольных пробивных машин 47 следующие: Текстурирующие машины с иглами с раздвоенным концом NL H/S и NL H/SM, поставленные австрийской фирмой "Ферер АГ", и станки с корончатой иглой "Ди-Лоур" и NL21RV ("Рэндом велюр"), изготавливаемые соответственно фирмами "Дило инк" и "Ферер АГ". Поскольку вероятно, что скорость, с которой полотно 52 протягивается через иглопробивное устройство 46 будут отличаться от скорости полотна 52 во время остальной части описанного процесса, показана также точка разрыва полотна 52. Этот разрыв указывает точку, в которой полотно с текстурированной наружной поверхностью можно было бы свертывать для хранения, чтобы его можно было позже ввести в остальную часть описанного процесса в любое удобное время.
Направляющие ролики 50а f используются для направления прошитого иглой полотна 52 с текстурированной наружной поверхностью 54 через устройство рис. 2 в направлении, показанном в точках 56, 58, 68. Полотно 52 входит в камеру 40 рециркуляции текучего вещества, образованную корпусом 12 камеры нагревания через отверстие 41, где оно направляется на нагревательный барабан 14 направляющим роликом 50с. Нагревательный барабан 14 имеет отверстия 16, расположенные так, как это хорошо видно на фиг. 1, и вращается в направлении 58 вокруг вала 18. Текстурированная наружная поверхность 54 проходит по нагревательному барабану 14 лицевой стороной наружу таким образом, что она не будет разрушаться или не будет нарушена его велюрообразная текстура и внешний вид. Вентилятор 28, показанный пунктирной линией, представляющий вентилятор типа беличьей клетки за нагревательным барабаном 14 можно разместить, как это показано на рисунке. Вентилятор 28 (описан более подробно с ссылкой на фиг. 4) будет тянуть текучее вещество, используемое для расплавления волокон второго термопластичного типа через полотно 52 и отверстие 16 в барабанную камеру 60. За счет толкания такого текучего вещества (нагретого до температуры, которая расплавит по крайней мере часть волокон второго термопластичного типа для создания их сварных соединений (не показаны) в направлении от камеры 40 рециркуляции в барабанную камеру 60 размягченные термопластичные волокна второго типа будут вытянуты из текстурированной наружной поверхности 54. После повторного затвердевания образованных небольших сжиженных термопластичных комков текстурированная наружная поверхность должна остаться по существу велюрообразной по структуре и внешности. При работе вентилятор 28 будет эффективно создавать градиент давления поперек полотна 52, что приведет к движению текучего вещества в камере 40 рециркуляции в направлении от камеры 40 рециркуляции в барабанную камеру 60. Рассмотрение фиг. 4 позволит лучше понять ход циркулирующего текучего вещества через камеры 40 и 60.
Предпочтительное прошитое иглой полотно 52 из волокон только первого и второго типа включает в себя до 20% волокон второго термопластичного типа, взаимозацепленных и уплотненных вместе, как упоминалось ранее. Таким образом, после того, как по крайней мере часть волокон второго термопластичного типа будет нагрета до температуры их плавления, предпочтительная изготовленная нетканая пластина, которая имеет по крайней мере большинство, если не все волокна, оставшимися в слипшемся состояния, останется по существу волокнистой. Более того, поскольку приблизительно такое же количество (т.е. до 20%) волокон второго термопластичного типа будет находиться в предпочтительной текстурированной наружной поверхности, как упоминалось ранее, предпочтительная нетканая пластина, изготовленная в соответствии с настоящим изобретением и способом, описанным в предыдущем параграфе, будет иметь после обработки текстурированную наружную поверхность, по существу не имеющую волокон второго термопластичного типа. Следует понимать, что сварные соединения (не показаны), созданные из волокон второго термопластичного типа в соответствии со способом, описанным в предыдущем параграфе, будут главным образом сконцентрированы в направлении от текстурированной наружной поверхности в предпочтительной нетканой пластины, оставляя текстурированную наружную поверхность велюрообразной по текстуре и виду. После расплавления волокон второго термопластичного типа сила тяжести может сыграть некоторую роль в окончательном размещении сварных соединений при очень малых скоростях потока текучего вещества через полотно 52.
Направляющий ролик 50d предпочтительно имеет натяжение, достаточное для того, чтобы тянуть полотно 52 от нагревательного барабана 14, но не разрушить при этом текстурированную наружную поверхность 54. Направляющий ролик 50е направляет полотно 52 на холодный барабан 64, который вращается вокруг вала 66 и направлении 68 в камере 70 охлаждения, образованной кожухом 62. Направляющий ролик 50f направляет полотно от охлаждающего барабана 64. Ролики 74 наматывания поверхности, вращающиеся в указанном направлении, наматывают полотно 52 вокруг катушки 73 или другого подходящего устройства в рулон 72 для хранения. Хотя не показано, нетканая пластина (пластины) может быть нарезана и подвергнута формованию при повышенной температуре перед подготовкой изделия к хранению. Следует отметить, что кожух 12 нагревательной камеры, кожух 62 камеры охлаждения, нагревательный барабан 14, и охлаждающий барабан 64 могут быть сделаны из металла, металлического сплава или другого подходящего материала, обладающего достаточной прочностью и теплостойкостью.
Устройство 10, показанное на фиг. 3, включает в себя нагревательный барабан 14 с отверстиями 16 и покрытый с торца 17 круглой пластиной (показана как 15 на фиг. 4), способной вращаться под действием вала 18. Нагревательный барабан 14 может приводиться в движение обычным способом с помощью электромотора 20, соединенного подходящей временной передачей 22 с приводным шкивом 24. Для упрощения схемы прошитое иглами полотно 52 и его текстурированная наружная поверхность 54 не показаны на фиг. 3. Камера 40 рециркуляции текучего вещества, образованная кожухом 12 нагревательной камеры включает в себя: нагревательный барабан 14; кожух 26 горелки, удобно установленный на основе 27; вентилятор 28, а также расширяющуюся трубу 30. Вал 32 для вентилятора 28 имеет независимый привод от вала 18 нагревательного барабана и может приводиться в движение обычным способом с помощью электромотора 34, соединенного подходящей приводной ременной передачей 36 с приводным шкивом 38. Хотя вентилятор 28 показан в виде вентилятора типа беличий клетки, можно использовать любой другой подходящий вентилятор для пропускания текучего вещества через камеру 40 рециркуляции с заданной скоростью потока. Подходящей горелкой (не показана) для нагревания подходящего рециркулирующего текучего вещества, такого как воздух, является горелка "Эклинс", работающая на жидком пропане и имеющая мощность 2 млн. британских тепловых единиц. Для правильной работы горелки на жидком пропане, такой как "Эклипс", обычно требуется подача свежего воздуха снаружи камеры 40 рециркуляции. Ввод свежего воздуха в горелку на фиг. 3 не показан.
Частичный разрез на фиг. 4 показывает направление 80 потока текучего вещества через камеру 40 рециркуляции: во время работы вентилятора 28 тянет текучее вещество, такое как воздух, через камеру (не показана) кожуха горелки для нагрева и после этого через камеру 84 расширяющейся трубы. Если вентилятор 28 имеет другую форму, чем та, которая показана на рисунке, например форму лопастного вентилятора, помещенного в подходящий кожух, вентилятор будет выталкивать текучее вещество из своего кожуха в камеру 40 рециркуляции для повторного использования. Полотно 52, не показанное на фиг. 4, будет направляться на нагревательный барабан 14 с текстурированной наружной поверхностью, обращенный наружу таким образом, чтобы нагретое текучее вещество проходило через полотно в направлении от текстурированной наружной поверхности к нагревательному барабану 14. Вал 18 проходит по всей длине нагревательного барабана 14 и удерживается с каждого конца подходящим средством. Также на фиг. 4 показана труба 86 выхлопа испарений, через которую с помощью подходящего выхлопного вентилятора (не показан) любые испарения, выделяемые при плавлении волокон второго термопластичного типа, будут выбрасываться в направлении 88.
На фиг. 6 показано кольцо 90 со штырями, сделанное из металлических секций 91, имеющих штыри 92, проходящие через них, прикрепленные подходящим средством 94 к металлическому ремню 96. Минимум два кольца 90 со штырями, стянутые ремнями вокруг нагревательного барабана 14 с шириной немного менее ширины предпочтительного прошитого иглами полотна 52 (еще ненагретого) могут служить в качестве средства уменьшении усадки полотна 52 во время нагревания рециркулирующего текучего вещества за счет накалывания и удерживания кромок полотна 52 на нагревательном барабане.
Пример 1.
В качестве примера нетканое прошитой иглой полотно было приготовлено из 13% неокрашенного натурального полиэтиленового волокна тонкостью 6 денье, а 87% окрашенного в растворе полипропиленового волокна тонкостью 18 денье были перемешаны посредством взаимозацепления и взаимоуплотнения с помощью игольной пробивной машины неплотных волокон длиной приблизительно 2,5-3,5 дюйма для получения в основном однородного материала в виде прошитого полотна. Полиэтилен имел температуру плавления 230-250o F (110-121oC), а полипропилен имел температуру плавления 320-350oF (160-177oC). Прошитое иглой волокно затем пробили иглами с раздвоенным концом для получения наружных поверхностей петель, как полиэтиленовых, так и полипропиленовых волокон. Полотно с петельной наружной поверхностью затем направили на нагревательный барабан диаметром приблизительно 70 дюймов (178 см) со скоростью приблизительно 20-30 футов в минуту (6-9 м/мин). Нагревательный барабан приводился в действие электрическим мотором. Горелка "Эклипс" нагрела воздух до температуры приблизительно 265oF (129oC) для плавления по крайней мере части полиэтиленовых волокон в полотно. Вентилятор, имеющий диаметр приблизительно 4 фута (1,2 м), способный обеспечить скорость потока 30-300 куб. футов в минуту на кв. фут полотна (0,85-8,5 м3 в минуту на 0, 09 м2 полотна) использовался для протягивания нагретого воздуха через камеру рециркуляции текучего вещества со скоростью приблизительно 90 куб. футов в минуту на кв. фунт полотна (2,55 м3 в минуту на 0,09 м2 полотна). Охладительная камера 70 содержалась приблизительно при комнатной температуре 70oF (21oC).
Хотя конкретные примеры осуществления и подробности были описаны выше с целью описать изобретение, специалистам в данной области техники будет понятно, что в пределах объема и существа изобретения возможны различные изменения.
Реферат
Способ изготовления нетканевой волокнистой гибкой пластины, имеющей текстурированную наружную поверхность, состоящий из следующих стадий: применение прошитого иглой полотна, состоящего из взаимозацепленных первых волокон и вторых термопластичных волокон; игольная пробивка полотна для получения текстурированной наружной поверхности; и пропускание текучего вещества при температуре, достаточной для расплавления по крайней мере части вторых термопластичных волокон, через полотно в направлении от наружной текстурированной поверхности для получения множества сварных соединений расплавленных вторых термопластичных волокон, после чего текстурированная наружная поверхность по существу свободна от вторых термопластичных волокон. Нетканая волокнистая пластина, изготовленная такими способами. 4 с. и 23 з.п. ф-лы, 6 ил.
Комментарии