Нетканый несущий материал, содержащий первую часть и вторую часть - RU2760023C2
Код документа: RU2760023C2
Чертежи




Описание
Изобретение относится к нетканому несущему материалу, содержащему по меньшей мере два слоя термопластичных волокон, при этом нетканый несущий материал содержит по меньшей мере первую часть и вторую часть, при этом первая и вторая части соединены друг с другом посредством соединительной зоны для образования нетканого несущего материала. Изобретение также относится к способу соединения первой и второй частей нетканого несущего материала.
Нетканые несущие материалы, содержащие термопластичные волокнистые слои, известны в предшествующем уровне техники. Такие материалы используются во многих применениях, например, таких как битумные кровельные мембраны, листы кровельной изоляции, носители для фильтрующих сред, первичные основы для ворсовых ковров и (линолеумных) виниловых напольных покрытий.
Во время процессов изготовления нетканого несущего материала могут возникать нарушения в процессе формирования холста и/или в процессе скрепления, приводящие к образованию части нетканого несущего материала, имеющей такое качество, которое обуславливает необходимость ее устранения из нетканого несущего материала, что означает вырезание.
Нетканый несущий материал обычно продается в виде рулонов, при этом каждый рулон на всей длине предпочтительно должен быть одинаковым в отношении типа нетканого материала и/или применения. Во время определенных процессов изготовления нетканого несущего материала термопластичные волокна сматываются с множества бобин. Если некоторые волокна разрываются во время стадии размотки, полученный нетканый несущий материал имеет некоторый дефект, такой как отверстия или пучки волокон.
Зоны с данными дефектами вырезают из или отрезают от нетканого несущего материала и заменяют нетканым несущим материалом с надлежащими свойствами материала. Следовательно, различные части из материалов укладывают вместе встык или друг поверх друга и соединяют друг с другом для создания непрерывного материала. Такое соединение между двумя частями из материалов приводит к соединительной зоне с большей толщиной материала или зоне с текстильным швом между двумя частями, приводящим к локально проявляющимся другим свойствам. Для многих применений это изменение толщины и свойств в соединительной зоне является нежелательным.
Задача изобретения состоит в том, чтобы предложить усовершенствованный нетканый несущий материал, содержащий, по меньшей мере, первую часть и вторую часть, при этом первая часть и вторая часть соединены друг с другом посредством соединительной зоны без недостатков предшествующего уровня техники. Задача изобретения также состоит в том, чтобы предложить усовершенствованный способ соединения первой части и второй части нетканого несущего материала друг с другом без недостатков предшествующего уровня техники.
Задача изобретения решается посредством способа соединения, по меньшей мере, первой части и второй части нетканого несущего материала согласно пункту 1 формулы изобретения и нетканого несущего материала согласно пункту 6 формулы изобретения.
В дальнейшем термины «первый термопластичный волокнистый слой» и «первый волокнистый слой» используются как синонимы. Кроме того, термины «второй термопластичный волокнистый слой» и «второй волокнистый слой» используются как синонимы.
Для исключения недостаточного понимания следует указать, что заявленный нетканый несущий материал представляет собой комбинацию первого нетканого несущего материала (называемого первой частью) и второго нетканого несущего материала (называемого второй частью), которые соединены друг с другом новым и изобретенным способом без увеличения толщины нетканого материала (особенно в соединительной зоне) или по меньшей мере при уменьшении различия между толщиной соединительной зоны и толщиной остальной части нетканого несущего материала.
Первая часть нетканого несущего материала содержит первый и второй термопластичные волокнистые слои. Тем не менее, в первом варианте осуществления первый и второй термопластичные волокнистые слои первой части созданы из одного (исходного) термопластичного волокнистого слоя. Для создания первого и второго термопластичных волокнистых слоев из одного исходного термопластичного волокнистого слоя возможны два способа. Первый способ предусматривает удаление части толщины исходного термопластичного волокнистого слоя способом, подобным использованию абразива, в котором используется технология, подобная фрезерованию или шлифованию, такая как срезание тонкого слоя (skiving). Второй способ включает этап разделения посредством разрезания исходного термопластичного волокнистого слоя по плоскости и образования первого и второго термопластичных волокнистых слоев и последующее удаление части первого или второго термопластичного волокнистого слоя. Посредством данных способов создания первого и второго термопластичных волокнистых слоев толщину нетканого несущего материала уменьшают предпочтительно до приблизительно половины от первоначальной толщины. В данном варианте осуществления этап удаления и/или разделения обеспечивает создание двух независимых термопластичных волокнистых слоев (первого и второго волокнистых слоев). Данный вариант осуществления также применим для второй части. Это означает, что вторая часть также может содержать один исходный термопластичный волокнистый слой, и на этапе разделения создают первый и второй термопластичные волокнистые слои второй части.
Во втором варианте осуществления первая часть (и вторая часть) содержит независимые первый и второй термопластичные волокнистые слои. Это означает, что первый термопластичный волокнистый слой и второй термопластичный волокнистый слой укладывают вместе для образования первой (и второй) части нетканого несущего материала. В данном варианте осуществления этап разделения также используют для отделения первого и второго термопластичных волокнистых слоев (в первой части и во второй части) друг от друга. Во время этого этапа разделения, как и в предыдущем случае, получают два независимых слоя, а именно первый и второй термопластичные волокнистые слои (по меньшей мере в соединительной зоне). Кроме того, способы с использованием абразива могут быть применены для удаления части толщины первой части (и второй части) нетканого несущего материала для получения, как и в предыдущем случае, первого и второго термопластичных волокнистых слоев первой (и второй) части.
Для удаления части толщины первой и/или второй части способом с использованием абразива предпочтительно применяют устройство для срезания тонкого слоя.
Первый термопластичный волокнистый слой второй части предпочтительно состоит из волокон такого же типа, как в первом термопластичном волокнистом слое первой части нетканого несущего материала.
Второй термопластичный волокнистый слой второй части предпочтительно состоит из волокон такого же типа, как во втором термопластичном волокнистом слое первой части нетканого несущего материала.
В предпочтительном варианте осуществления второй термопластичный волокнистый слой первой части, первый термопластичный волокнистый слой второй части и второй термопластичный волокнистый слой второй части состоят все из волокон такого же типа, как в первом термопластичном волокнистом слое первойчасти нетканого несущего материала.
В предпочтительном варианте осуществления первый волокнистый слой первой части состоит из волокон такого же типа, как в первом волокнистом слое второй части, и второй волокнистый слой первой части состоит из волокон такого же типа, как во втором волокнистом слое второй части.
Также предпочтительно, чтобы первый волокнистый слой первой части, первый волокнистый слой второй части, второй волокнистый слой первой части и второй волокнистый слой второй части состояли из волокон одинаковых типов.
Следует понимать, что в пределах объема настоящего изобретения термин «волокна» относится как к штапельным волокнам, так и к непрерывным волокнам. Штапельные волокна представляют собой волокна, которые имеют определенную, относительно короткую длину в диапазоне от 2 до 200 мм. Непрерывные волокна представляют собой волокна, имеющие длину, составляющую более 200 мм, предпочтительно - более 500 мм, более предпочтительно – более 1000 мм. Непрерывные волокна могут даже быть фактически бесконечными, например, при их образовании непрерывной экструзией и формованием непрерывного волокна посредством формующего отверстия в фильере.
Волокна могут иметь любую форму поперечного сечения, включая круглую, трехлепестковую, многолепестковую или прямоугольную, при этом в последнем случае прямоугольник имеет ширину и высоту, при этом ширина может быть значительно больше высоты, так что волокно в данном варианте осуществления представляет собой ленту. Кроме того, указанные волокна могут представлять собой однокомпонентные, двухкомпонентные или даже многокомпонентные волокна.
Нетканый несущий материал может представлять собой нетканый материал любого типа, например, такой как нетканые материалы из штапельных волокон, изготовленные хорошо известными способами, такими как способы кардочесания, способы влажного формования или способы пневмоукладки, или их любая комбинация. Нетканый несущий материал также может представлять собой нетканый материал, состоящий из непрерывных волокон, полученный хорошо известными фильерными способами, в которых непрерывные волокна экструдируют из фильеры и впоследствии укладывают на конвейерную ленту в виде холста из непрерывных волокон, и после этого холст скрепляют для формирования слоя нетканого материала из волокон, или посредством двухэтапного процесса, в котором непрерывные волокна получают формованием и наматывают на бобины предпочтительно в виде комплексных нитей с последующими этапами размотки комплексных нитей и укладки нитей/непрерывных волокон на конвейерную ленту в виде холста из непрерывных волокон, и скрепления холста для формирования нетканого несущего материала из волокон.
Волокна в данных, по меньшей мере, двух термопластичных волокнистых слоях первой части и/или второй части предпочтительно представляют собой непрерывные волокна для придания более высокой прочности при растяжении и/или более высокой прочности при раздире нетканому несущему материалу и/или конечному (пропитанному) изделию, например, такому как битумная кровельная мембрана, лист кровельной изоляции, носитель для фильтрующих сред, ворсовый ковер или (линолеумное) виниловое напольное покрытие.
Данные, по меньшей мере, два термопластичных волокнистых слоя первой части и/или второй части могут состоять из термопластичных волокон, составляющих по меньшей мере 50% масс., предпочтительно - по меньшей мере 75% масс., более предпочтительно - по меньшей мере 90% масс., еще более предпочтительно - по меньшей мере 95% масс. от общей массы волокон в данных по меньшей мере двух волокнистых слоях. Увеличение количества термопластичных волокон в данных по меньшей мере двух волокнистых слоях обеспечивает повышение прочности при растяжении и/или сопротивления раздиру и повышение гибкости нетканого несущего материала и/или конечного (пропитанного) изделия.
В варианте осуществления первый и второй волокнистые слои первой части и/или второй части состоят из термопластичных волокон, составляющих 100% масс. от общей массы волокон в волокнистых слоях.
Термопластичный полимер, из которого состоят термопластичные волокна в первом и/или втором волокнистых слоях, может представлять собой термопластичный полимер любого типа, способный выдерживать повышенные температуры, например, такие, с которыми сталкиваются в процессах изготовления битумных кровельных мембран, листов кровельной изоляции, носителя для фильтрующих сред, ворсовых ковров и (линолеумных) виниловых напольных покрытий. Термопластичные волокна могут содержать сложный полиэфир, например, такой как полиэтилентерефталат (РЕТ) (на основе или диметилтерефталата (DMT), или терефталевой кислоты (РТА)), полибутилентерефталат (РВТ), политриметилентерефаталат (РТТ), полиэтиленнафталат (PEN), и/или полимолочная кислота (PLA), полиамид, например, такой как полиамид–6 (РА6), полиамид–6,6 (РА6,6) и/или полиамид–6,10 (РА6, 10), полифениленсульфид (PPS), полиэтиленимид (PEI) и/или полиоксиметилен (РОМ) и/или их любой сополимер или любая смесь.
В варианте осуществления отклонение толщины нетканого несущего материала – включая соединительную зону – составляет менее 0,20 мм, предпочтительно - менее 0,15 мм, более предпочтительно - менее 0,10 мм и наиболее предпочтительно - менее 0,05 мм при измерении в направлении, перпендикулярном к основному направлению протяженности несущего нетканого материала (см. фиг.5), то есть, средняя толщина соединительной зоны предпочтительно не превышает среднюю толщину остальной части нетканого несущего материала. Выражение «менее 0,15 мм» охватывает допуск ± 0,1 мм. Толщину определяют в соответствии с DIN ISO 9073–2 (октябрь 1996).
В варианте осуществления средняя масса соединительной зоны, то есть суммарная масса первой части А и второй части В в соединительной зоне, отличается самое большее на 20% масс., более предпочтительно самое большее на 10% масс. и наиболее предпочтительно самое большее на 5% масс. от средней массы нетканого несущего материала, не включающего в себя соединительную зону. Выражение «по меньшей мере» в данном контексте означает допуск, составляющий 0,5–1,5% масс.
Первая часть и вторая часть нетканого несущего материала совместно образуют соединение с геометрическим замыканием в соединительной зоне. Первая часть и вторая часть подогнаны друг к другу в соединительной части подобно частям пазла. Благодаря этому соединению с геометрическим замыканием изменение толщины может быть уменьшено (вследствие избежания сдвоенных первого и/или второго волокнистых слоев в соединительной зоне), и создается своего рода посадка с натягом. Вследствие посадки с натягом данного вида облегчается получение неразъемного соединения первой части и второй части посредством (например) способов скрепления, подобных каландрованию, механическому иглопробиванию, гидроперепутыванию, ультразвуковой сварке, термоскреплению, предпочтительно - посредством горячего воздуха, или любой их комбинации (не происходит никакого скольжения различных слоев во время скрепления), и/или получается более прочное соединение.
Предпочтительно комбинация механического иглопробивания соединительной зоны и последующего термоскрепления соединительной зоны может быть применена для получения повышенной прочности соединительной зоны вследствие переплетения волокон между первой частью и второй частью в соединительной зоне.
В дополнительном варианте осуществления соответствующее связующее используют для улучшения скрепления между первой частью и второй частью. Связующее может представлять собой химическое связующее, связующее, активируемое при нагреве, такое как термореактивный полимер, адгезив, склеивающий при надавливании, адгезив, активируемый под действием давления и тепла, или адгезив, активируемый под действием излучения, например, УФ–излучения.
В варианте осуществления холст расположен между данными, по меньшей мере, двумя волокнистыми слоями. Холст предпочтительно расположен между первым и вторым волокнистыми слоями первой части и между первым и вторым волокнистыми слоями второй части. Холст предпочтительно представляет собой тканый холст или холст, полученный укладкой. Холст гарантирует расстояние между волокнами в первом и втором волокнистых слоях нетканого несущего материала и может обеспечить придание нетканому несущему материалу повышенной прочности при растяжении, повышенной стабильности размеров, то есть уменьшенного удлинения при удельной нагрузке, приложенной к нетканому несущему материалу, и/или повышенного сопротивления раздиру. В отношении предпочтительного применения холста заявитель дополнительно ссылается на WO 2015055619 А1.
В варианте осуществления холст изготовлен из стекловолокон или других высокомодульных волокон составляющих по меньшей мере 5 ГПа, предпочтительно - по меньшей мере 10 ГПа, более предпочтительно - по меньшей мере 15 ГПа, более предпочтительно - по меньшей мере 20 ГПа, более предпочтительно - по меньшей мере 25 ГПа, более предпочтительно - по меньшей мере 40 ГПа, более предпочтительно - по меньшей мере 50 ГПа, наиболее предпочтительно - по меньшей мере 75 ГПа.
В варианте осуществления нити холста, проходящие в продольном направлении несущего материала, содержат высокомодульные нити, например, такие как полиэфирные нити, такие как нити из полиэтилентерефталата (РЕТ), полиамидные нити, такие как нити из полиамида–6 (РА6), нити из стекловолокон, нити из арамидных волокон или нити из углеродных волокон, и/или другие высокомодульные нити, или их любую комбинацию. В предпочтительном варианте осуществления используется холст из стекловолокон, которые имеет следующие технические характеристики:
– 33 основные нити на 25 см и 21 уточная нить на 25 см
В машинном направлении:
– Линейная плотность: 34 текс
– Прочность: 110–130 Н/5 см
– Относительное удлинение при разрыве: 2,8–3,7%
В направлении, поперечном к машинному направлению:
– Линейная плотность: 34 текс
– Прочность: 68–80 Н/5 см
– Относительное удлинение при разрыве: 2,5–3,0%
В варианте осуществления холст может быть расположен в первом термопластичном волокнистом слое первой части, и холст может быть расположен во втором термопластичном волокнистом слое второй части нетканого несущего материала. В данном варианте осуществления соединительная зона будет содержать как холст, расположенный в первом термопластичном волокнистом слое первой части, так и холст, расположенный во втором термопластичном волокнистом слое второй части, для получения повышенной стабильности размеров нетканого несущего материала.
Холст, расположенный в первом термопластичном волокнистом слое первой части, предпочтительно расположен рядом с границей раздела между первым термопластичным волокнистым слоем и вторым термопластичным волокнистым слоем первой части, и холст, расположенный во втором термопластичном волокнистом слое второй части, предпочтительно расположен рядом с границей раздела между вторым термопластичным волокнистым слоем и первым термопластичным волокнистым слоем второй части для обеспечения возможности улучшения передачи нагрузки между холстами в соединительной зоне соединенного нетканого несущего материала. Когда холсты находятся ближе друг к другу в соединительной зоне во время скрепления соединения с геометрическим замыканием в соединительной зоне, будет обеспечено улучшенное соединение между холстами.
Холст, расположенный в первом термопластичном волокнистом слое первой части, предпочтительно расположен на расстоянии от границы раздела между первым термопластичным волокнистым слоем и вторым термопластичным волокнистым слоем первой части, которое составляет менее 50%, более предпочтительно менее 40%, еще более предпочтительно менее 30%, наиболее предпочтительно менее 20% от толщины первого термопластичного волокнистого слоя первой части.
Холст, расположенный в первом термопластичном волокнистом слое первой части, может быть расположен на линии, соответствующей середине толщины одного исходного термопластичного волокнистого слоя, толщина которого в соединительной зоне уменьшена менее чем на 50%, но предпочтительно - по меньшей мере на 15%, предпочтительно - по меньшей мере на 25%, более предпочтительно - по меньшей мере на 30%, наиболее предпочтительно - по меньшей мере на 40% для создания первого и второго термопластичных волокнистых слоев первой части. При уменьшении толщины одного исходного термопластичного волокнистого слоя менее чем на 50% снижается риск повреждения холста, что обеспечивает повышение стабильности размеров нетканого несущего материала.
Холст, расположенный во втором термопластичном волокнистом слое второй части, предпочтительно расположен на расстоянии от границы раздела между вторым термопластичным волокнистым слоем и первым термопластичным волокнистым слоем второй части, которое составляет менее 50%, более предпочтительно менее 40%, еще более предпочтительно менее 30%, наиболее предпочтительно менее 20% от толщины второго термопластичного волокнистого слоя второй части.
Холст, расположенный во втором термопластичном волокнистом слое второй части, может быть расположен на линии, соответствующей середине толщины одного исходного термопластичного волокнистого слоя, толщина которого в соединительной зоне уменьшена менее чем на 50%, но предпочтительно - по меньшей мере на 15%, предпочтительно - по меньшей мере на 25%, более предпочтительно - по меньшей мере на 30%, наиболее предпочтительно - по меньшей мере на 45% для создания первого и второго термопластичных волокнистых слоев второй части. При уменьшении толщины одного исходного термопластичного волокнистого слоя менее чем на 50% снижается риск повреждения холста, что обеспечивает повышение стабильности размеров нетканого несущего материала.
Нетканые несущие материалы по предшествующему уровню техники могут содержать холст, который предпочтительно расположен на линии, соответствующей середине толщины несущего материала. Когда образуют соединение между первой частью и второй частью нетканого несущего материала посредством наложения первой части поверх второй части, расстояние между холстом, содержащимся в первой части, и холстом, содержащимся во второй части, будет равно общей толщине первой части или второй части нетканого несущего материала. Первая часть и вторая часть таких нетканых несущих материалов по предшествующему уровню техники могут быть соединены друг с другом посредством наложения клейкой ленты на поверхность раздела между первой частью и второй частью и посредством подвода тепла и/или давления в соединительной зоне для обеспечения возможности затекания адгезива в промежуточные пространства между волокнами нетканого материала и холста. Однако для обеспечения достаточной стабильности размеров в таких нетканых несущих материалах по предшествующему уровню техники относительно большое количество адгезива должно быть нанесено для создания достаточно прочного соединения между обоими холстами, при этом указанный адгезив распределяется по всей толщине соединительной зоны после подвода тепла и/или давления. Вследствие этого соединительная часть не может быть пропитана, например, битумом или ПВХ–пластизолем, что приводит к отбракованному материалу во время изготовления, например, битумных мембран или винилового напольного покрытия, поскольку соединительная зона будет видна в битумных мембранах или виниловом напольном покрытии.
Когда холст, расположенный в первом термопластичном волокнистом слое первой части, расположен на расстоянии от границы раздела между первым термопластичным волокнистым слоем и вторым термопластичным волокнистым слоем первой части, которое составляет менее 50% от толщины первого термопластичного волокнистого слоя первой части, и/или холст, расположенный во втором термопластичном волокнистом слое второй части, расположен на расстоянии от границы раздела между вторым термопластичным волокнистым слоем и первым термопластичным волокнистым слоем второй части, которое составляет менее 50% от толщины второго термопластичного волокнистого слоя второй части, количество адгезива, нанесенного, например, посредством клейкой ленты в соединительной зоне, может быть уменьшено при создании соединения между обоими холстами в соединительной зоне, и/или температура и/или прикладываемое давление могут быть уменьшены. Вследствие этого адгезив не будет распределен по всей толщине соединительной зоны после подвода тепла и/или давления и будет оставлять наружные поверхности нетканого несущего материала полностью или, по меньшей мере, в основном свободными от адгезива, то есть, менее 10% от поверхности нетканого несущего материала будет покрыто адгезивом, что позволяет (по меньшей мере частично) пропитать нетканый несущий материал, например, битумом или ПВХ–пластизолем так, что соединительная зона не будет видна в битумных мембранах или виниловом напольном покрытии.
Когда нетканый несущий материал используется в качестве первичной основы для ворсового ковра, тафтинговые иглы/тяжелые крючковые иглы для прошивки ворса будут отклоняться в меньшей степени, поскольку соединительная зона имеет меньшее увеличениее толщины и/или содержит меньше адгезива.
Кроме того, при использовании нетканого несущего материала, подлежащего пропитке битумом, не возникает неровность в виде удвоенной толщины нетканого несущего материала в зоне шва, которая, как показано, имеет место в предшествующем уровне техники. Таким образом, происходит меньше нарушений в процессе изготовления битумной кровельной мембраны, по меньшей мере, при пропитке нетканого несущего материала битумом.
В варианте осуществления данные по меньшей мере два волокнистых слоя первой части и/или второй части содержат однокомпонентные волокна по меньшей мере двух разных видов. В варианте осуществления используются разные типы однокомпонентных волокон, при этом однокомпонентные волокна данных, по меньшей мере, двух разных видов предпочтительно состоят из полимеров с разной химической структурой, имеющих разные температуры плавления. Предпочтительно, чтобы температуры плавления данных по меньшей мере двух разных полимеров различались по меньшей мере на 10°С, предпочтительно - по меньшей мере на 20°С. Более предпочтительно, если температуры плавления различаются по меньшей мере на 50°С. Такое изделие может быть подвергнуто термоскреплению, предпочтительно посредством горячего воздуха, путем подвергания волокнистых слоев в соединительной зоне воздействию температуры, приблизительно равной температуре плавления полимера с более низкой температурой плавления.
В варианте осуществления данные по меньшей мере два волокнистых слоя содержат двухкомпонентные волокна, состоящие из двух полимеров с разной химической структурой, имеющих разные температуры плавления.
Двухкомпонентные волокна предпочтительно представляют собой волокна, состоящие из двух полимеров с разной химической структурой. На базе основного отличия установлены три типа двухкомпонентных волокон: двухкомпонентные волокна с расположением компонентов бок о бок, двухкомпонентные волокна с ядром и оболочкой и двухкомпонентные волокна со структурой сечения типа «островки в море». В варианте осуществления температуры плавления двух полимеров, образующих двухкомпонентные волокна, различаются по меньшей мере на 10°С, предпочтительно - по меньшей мере на 20°С. Более предпочтительно, если температуры плавления различаются по меньшей мере на 50°С. Такое нетканый несущий материал, содержащий двухкомпонентные волокна, в частности, в случае, когда он состоит из двухкомпонентных волокон с расположением компонентов бок о бок и/или с ядром и оболочкой, может быть подвергнут термоскреплению, предпочтительно посредством горячего воздуха, путем подвергания волокнистых слоев в соединительной зоне воздействию температуры, приблизительно равной температуре плавления полимера с более низкой температурой плавления. В предпочтительном варианте осуществления нетканый несущий материал образован преимущественно из двухкомпонентных волокон с ядром и оболочкой, предпочтительно непрерывных волокон, в первом и втором волокнистых слоях. «Преимущественно» следует понимать, как означающее то, что по меньшей мере 50%, предпочтительно - по меньшей мере 75%, более предпочтительно - по меньшей мере 90%, еще более предпочтительно - по меньшей мере 95%, наиболее предпочтительно - 100% волокон, содержащихся в волокнистых слоях, представляют собой двухкомпонентные волокна с ядром и оболочкой. Соотношение ядра и оболочки в двухкомпонентных волокнах с ядром и оболочкой предпочтительно находится в диапазоне между 95/5% об. и 5/95% об. Соотношение ядра и оболочки более предпочтительно находится в диапазоне между 50/50% об. и 95/5% об.
В варианте осуществления оболочка двухкомпонентных волокон содержит полимер из группы полимеров, содержащей полиамиды, полиолефины, галогенированные полиолефины и их сополимеры или смеси.
В другом варианте осуществления ядро двухкомпонентных волокон содержит полимер из группы полимеров, содержащей полиолефины, галогенированные полиолефины, полиамиды, сложные полиэфиры и их сополимеры или смеси.
В еще одном варианте осуществления оболочка двухкомпонентных волокон с ядром и оболочкой состоит в основном из полиамида, предпочтительно полиамида–6 (РА–6), и ядро состоит в основном из сложного полиэфира, предпочтительно полиэтилентерефталата (РЕТ), например, для битумных мембран, ворсовых ковров или винилового напольного покрытия.
В еще одном варианте осуществления оболочка двухкомпонентных волокон с ядром и оболочкой состоит в основном из полиолефина, предпочтительно полипропилена, и ядро состоит в основном из сложного полиэфира, предпочтительно полиэтилентерефталата (РЕТ), например, для ворсовых ковров или фильтрующих сред.
В еще одном варианте осуществления оболочка двухкомпонентных волокон с ядром и оболочкой состоит в основном из сложного полиэфира, предпочтительно сложного сополиэфира (со–РЕТ), и ядро состоит в основном из сложного полиэфира, предпочтительно полиэтилентерефталата (РЕТ), например, для битумных мембран, ворсовых ковров, винилового напольного покрытия или фильтрующих сред.
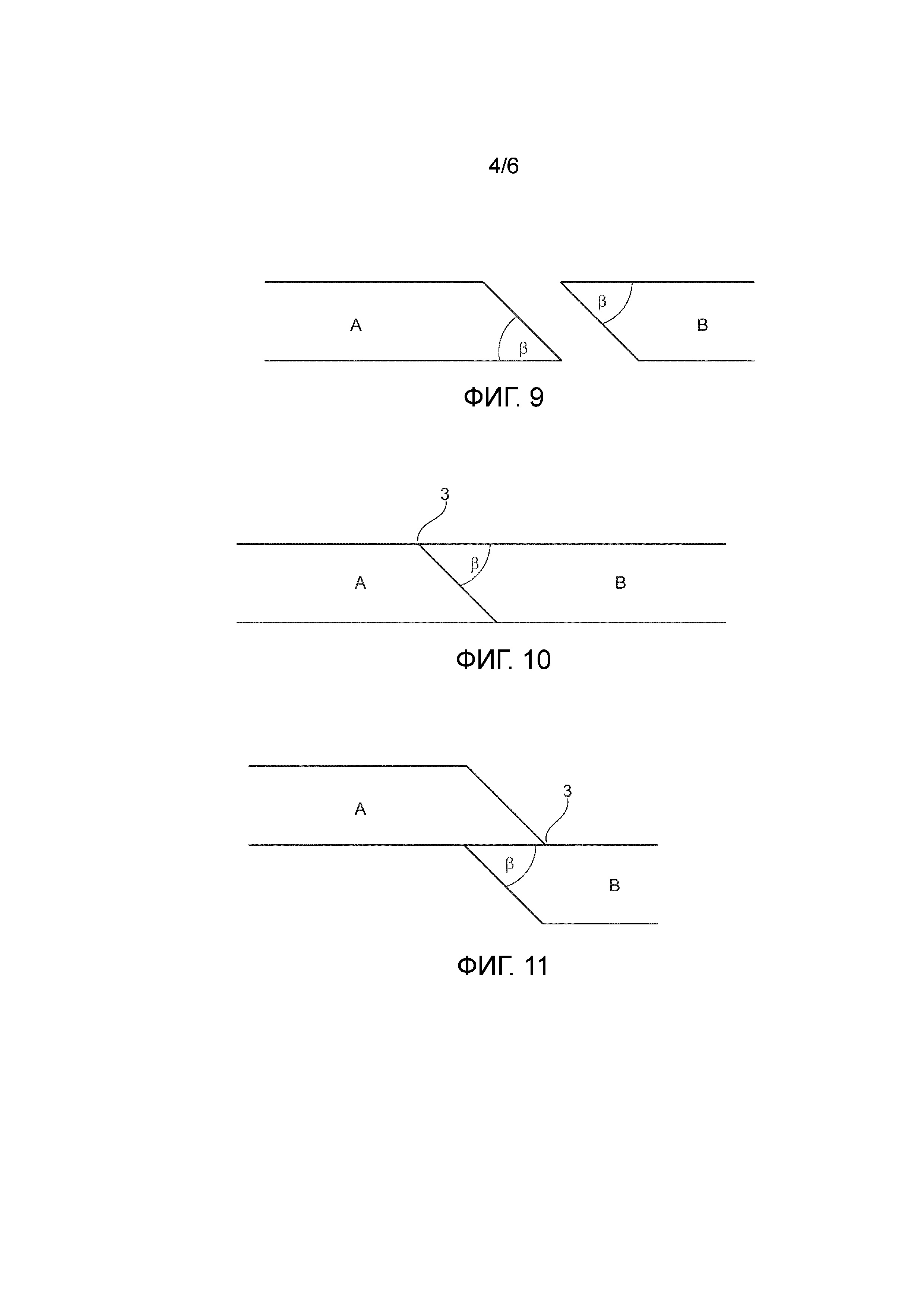
В варианте осуществления соединительная зона проходит перпендикулярно или под углом относительно основного направления нетканого несущего материала. Соединительная зона предпочтительно проходит под углом от 1° до 30°, предпочтительно - от 3° до 15° и более предпочтительно - от 5° до 10° относительно основного направления протяженности нетканого несущего материала (см. фиг.3). Соединительная зона предпочтительно проходит на всей протяженности в направлении, поперечном к машинному направлению. Соединительная зона предпочтительно представляет собой прямую линию, но также предусмотрена, например, зигзагообразная соединительная зона.
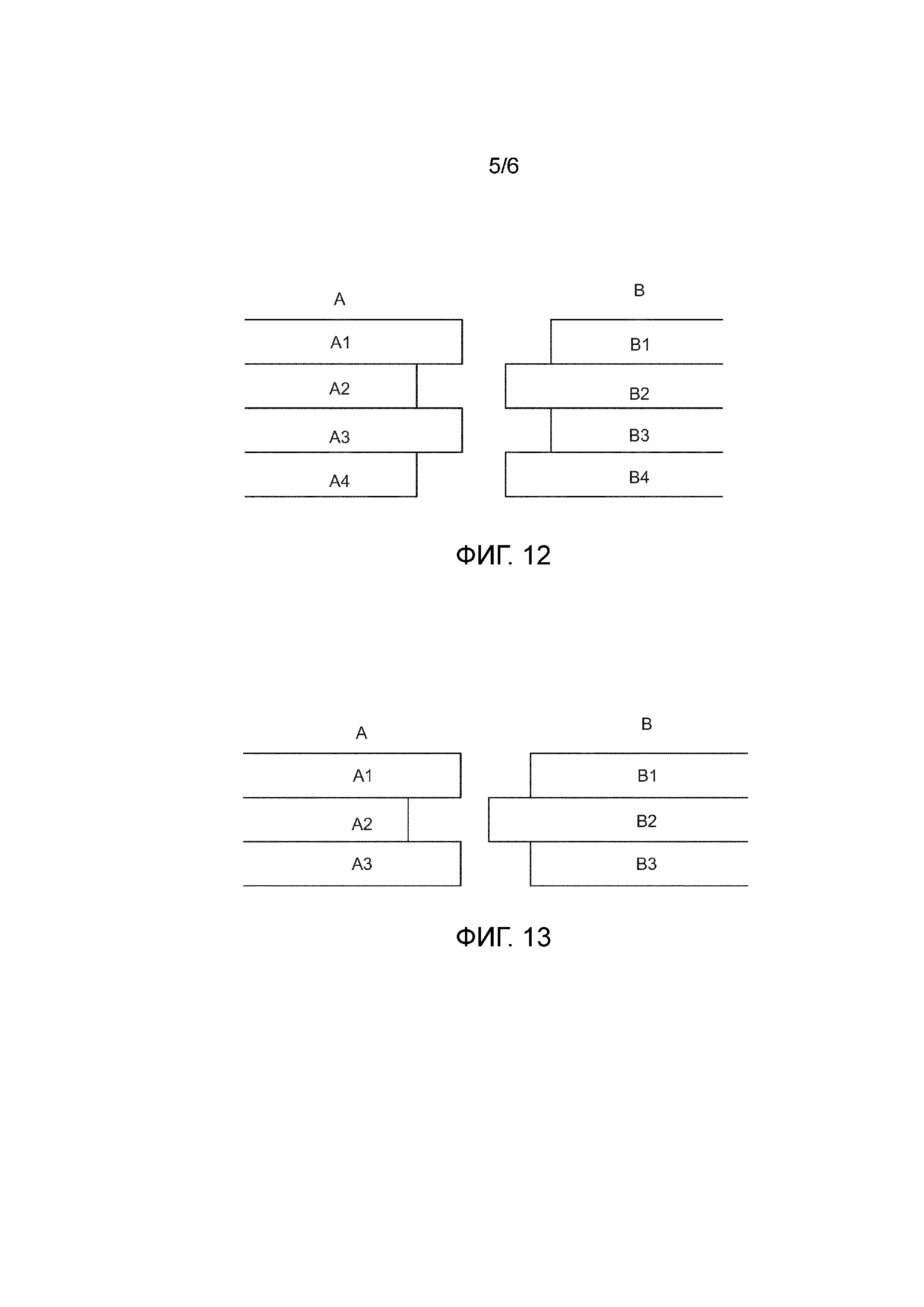
В дополнительном варианте осуществления поверхности контакта между первой частью и второй частью увеличены для обеспечения повышенной прочности шва в соединительной зоне. Увеличение поверхности контакта первой части и второй части может быть обеспечено за счет увеличенной разности длин первого волокнистого слоя первой части и второго волокнистого слоя первой части, а также может быть обеспечено таким же образом во второй части. Поверхности контакта между первой частью и второй частью предпочтительно увеличены за счет наличия дополнительных волокнистых слоев с чередующимися разными длинами (см., например, фиг.12 и 13). Также существует возможность того, что соединительная зона будет иметь нелинейную форму подобно зигзагообразной соединительной зоне или волнообразной соединительной зоне.
Нетканый несущий материал может содержать первую часть, имеющую наклонную границу слоя с наклоном под углом β, и вторую часть, имеющую наклонную границу слоя с наклоном, комплементарным по отношению к углу β, так что первая часть и вторая часть совместно образуют соединение с геометрическим замыканием в соединительной зоне.
Соединение с геометрическим замыканием первой части и второй части нетканого несущего материала может иметь наклонные границы слоев с наклоном под углом β относительно основных поверхностей первой части и второй части нетканого несущего материала, при этом первая часть и вторая часть соединены посредством наклонных границ слоев, что приводит к тому, что основные поверхности первой части и второй части будут расположены в одной плоскости, как показано, например, на фиг.10.
Соединение с геометрическим замыканием первой части и второй части нетканого несущего материала в альтернативном варианте может иметь первую часть и вторую часть, имеющие наклонные границы слоев с наклоном под углом β относительно основных поверхностей первой части и второй части нетканого несущего материала, при этом первая часть и вторая часть соединены посредством основной поверхности первой части и основной поверхности второй части, как показано, например, на фиг.11. Данное расположение позволяет присоединить первую часть ко второй части посредством основных поверхностей первой части и второй части, которые не были подвергнуты обработке для съема материала для уменьшения толщины, при этом скрепление может быть улучшено. Несмотря на то, что основные поверхности соединенного нетканого несущего материала могут иметь сдвиг в соединительной зоне, толщина соединительной зоны, тем не менее, может представлять собой толщину, одинаковую с остальной частью нетканого несущего материала.
Предложен способ соединения нетканого несущего материала, содержащего первую часть (А), имеющую некоторую толщину, и вторую часть (В), имеющую некоторую толщину, при этом первая часть (А) и вторая часть (В) содержат по меньшей мере первый и второй термопластичные волокнистые слои (А1, А2; В1, В2), при этом часть толщины первой части (А) и часть толщины второй части (В) удаляют для образования первого термопластичного волокнистого слоя (А1, В1) и второго термопластичного волокнистого слоя (А2, В2) так, чтобы первая часть (А) и вторая часть (В) совместно образовывали соединение с геометрическим замыканием в соединительной зоне.
Удаление части толщины первой части (А) и/или второй части (В) предпочтительно выполняют посредством срезания тонкого слоя, что известно специалисту в данной области техники.
В варианте осуществления способ включает этап разделения, который выполняют перед удалением частей первого термопластичного волокнистого слоя (А1, В1) и второго термопластичного волокнистого слоя (А2, В2), при этом первую часть А частично разделяют на первый термопластичный волокнистый слой (А1) и второй термопластичный волокнистый слой (А2) на этапе разделения, и вторую часть В частично разделяют на первый термопластичный волокнистый слой (В1) и второй термопластичный волокнистый слой (В2) на этапе разделения, при этом первый и второй термопластичные волокнистые слои (А1, А2) первой части (А) и первый и второй термопластичные волокнистые слои (В1, В2) второй части (В) отделяют друг от друга на этапе разделения.
В варианте осуществления способа соединения нетканого несущего материала, содержащего первую часть (А) и вторую часть (В), в котором как первая часть (А), так и вторая часть (В) содержат по меньшей мере первый (А1, В1) и второй (А2, В2) термопластичные волокнистые слои, первую часть (А) частично разделяют на первый термопластичный волокнистый слой (А1) и второй термопластичный волокнистый слой (А2) первой части (А) на этапе разделения, и вторую часть (В) частично разделяют на первый термопластичный волокнистый слой (В1) и второй термопластичный волокнистый слой (В2) на этапе разделения, посредством чего первый термопластичный волокнистый слой (А1) и второй термопластичный волокнистый слой (А2) первой части (А) и первый термопластичный волокнистый слой (В1) и второй термопластичный волокнистый слой (В2) второй части (В) будут отделены друг от друга на этапе разделения, и часть толщины первой части (А) и часть толщины второй части (В) удаляют для образования первого термопластичного волокнистого слоя (А1, В1) и/или второго термопластичного волокнистого слоя (А2, В2) так, чтобы длина первого термопластичного волокнистого слоя (А1) первой части (А) отличалась от длины второго термопластичного волокнистого слоя (А2) первой части (А) и длина первого термопластичного волокнистого слоя (В1) второй части (В) отличалась от длины второго термопластичного волокнистого слоя (В2) второй части (В), при этом сумма длины первого термопластичного волокнистого слоя (А1) первой части и длины первого термопластичного волокнистого слоя (В1) второй части равна сумме длины второго термопластичного волокнистого слоя (А2) первой части и длины второго термопластичного волокнистого слоя (В2) второй части, при этом первую часть и вторую часть соединяют в соединительной зоне для образования соединенного нетканого несущего материала.
Способ согласно данному раскрытию изобретения применим для двух разных вариантов осуществления первой части и второй части нетканого несущего материала. В первом варианте осуществления первая часть, а также вторая часть нетканого несущего материала содержат два независимых термопластичных волокнистых слоя, и во втором варианте осуществления используется один исходный термопластичный волокнистый слой, который разделен (частично, что означает, по меньшей мере, в зоне будущей соединительной зоны) на два термопластичных волокнистых слоя, как уже описано выше.
На этапе разделения в случае первого варианта осуществления два независимых термопластичных волокнистых слоя отделены друг от друга (перед наложением волокнистых слоев друг на друга (со скреплением или без скрепления)). На этапе разделения в случае второго варианта осуществления один исходный термопластичный волокнистый слой разделяют на два разных слоя (первый и второй термопластичные волокнистые слои), по меньшей мере, на длине будущей соединительной зоны. Толщина и/или масса первого термопластичного волокнистого слоя предпочтительно равны толщине и/или массе второго термопластичного волокнистого слоя, при этом данные слои образованы из одного исходного термопластичного волокнистого слоя (в первой части и/или второй части).
Длина первого термопластичного волокнистого слоя первой части предпочтительно отличается от длины второго термопластичного волокнистого слоя первой части по меньшей мере на 0,5 см, предпочтительно - по меньшей мере на 1 см, более предпочтительно - по меньшей мере на 2 см. Длина первого термопластичного волокнистого слоя второй части предпочтительно отличается от длины второго термопластичного волокнистого слоя второй части по меньшей мере на 0,5 см, предпочтительно - по меньшей мере на 1 см, более предпочтительно - по меньшей мере на 2 см.
В варианте осуществления (нижеуказанное) неразъемное соединение первой части и второй части нетканого несущего материала в соединительной зоне образуют способом скрепления. Таким образом, предпочтительные технологии скрепления включают каландрование, механическое иглопробивание, гидроперепутывание, ультразвуковую сварку, термоскрепление, предпочтительно посредством горячего воздуха, или их любую комбинацию.
Предпочтительно может быть применена комбинация механического иглопробивания соединительной зоны с последующим термоскреплением соединительной зоны, в результате чего обеспечивается повышенная прочность в соединительной зоне благодаря переплетению волокон между первой частью и второй частью.
В дополнительном варианте осуществления соответствующее связующее используют для улучшения скрепления между первой частью и второй частью нетканого несущего материала. Связующее может представлять собой химическое связующее, связующее, активируемое при нагреве, такое как термореактивный полимер, адгезив, активируемый под действием давления и тепла, или адгезив, активируемый под действием излучения, например, УФ–излучения.
В варианте осуществления соединительная зона проходит перпендикулярно или под углом, предпочтительно под углом 20°, относительно основного направления протяженности нетканого несущего материала.
Разделяющее устройство предпочтительно используют для отделения первого термопластичного волокнистого слоя и второго термопластичного волокнистого слоя первой части друг от друга и отделения первого термопластичного волокнистого слоя и второго термопластичного волокнистого слоя второй части друг от друга.
Изобретение дополнительно описано посредством фигур.
Краткое описание чертежей:
Фиг.1 и 2(А+В) схематически показывают комбинацию двух частей нетканого несущего материала по предшествующему уровню техники.
Фиг.3 схематически показывает нетканый несущий материал с соединительной зоной на виде сверху.
Фиг.4 схематически показывает первую часть и вторую часть нетканого несущего материала.
Фиг.5 схематически показывает соединение первой и второй частей нетканого несущего материала согласно фиг.4.
Фиг.6 и 7 схематически показывают различные варианты осуществления первой и второй частей нетканого несущего материала.
Фиг.8 схематически показывает этап разделения первого термопластичного волокнистого слоя и второго термопластичного волокнистого слоя.
Фиг.9 схематически показывает первую часть и вторую часть нетканого несущего материала, имеющие наклонные границы слоев.
Фиг.10 и 11 схематически показывают соединение первой части и второй части нетканого несущего материала, имеющих наклонные границы слоев.
Фиг.12 и 13 схематически показывают первую часть и вторую часть нетканого несущего материала, имеющие соответственно четыре и три слоя волокон с чередующимися различными длинами.
Фиг.14(А+В) схематически показывает первую часть и вторую часть нетканого несущего материала, при этом слой расположен в первом термопластичном волокнистом слое первой части, и слой расположен во втором термопластичном волокнистом слое второй части нетканого несущего материала.
На фиг.1 схематически показано соединение первой части А нетканого несущего материала 1 и второй части В нетканого несущего материала 1 (предшествующий уровень техники). Первая часть А имеет первый термопластичный волокнистый слой А1 и второй термопластичный волокнистый слой А2. Вторая часть В также имеет первый термопластичный волокнистый слой В1 и второй термопластичный волокнистый слой В2. Для соединения первой части А и второй части В в соединительной зоне 3 первую часть А накладывают поверх второй части В. В соединительной зоне 3 расположены четыре волокнистых слоя. Вследствие этого толщина и масса нетканого несущего материала 1 увеличиваются в соединительной зоне 3.
На фиг.2А и 2В показан альтернативный вариант осуществления по предшествующему уровню техники. Нетканый несущий материал 1 содержит первую часть А с одним волокнистым слоем и вторую часть В также с одним волокнистым слоем. Часть А накладывают поверх части В, и затем обе части А, В подвергают скреплению для образования неразъемного соединения, используя, например, нагретую проволоку или этап ультразвуковой сварки/резки для одновременных отрезки и скрепления части А и части В вместе. После этого часть А и часть В «раскладывают», при этом они соединены в соединительной зоне 3. В данном варианте осуществления толщина (и масса) нетканого несущего материала 1 также увеличена в соединительной зоне 3. Кроме того, прочность нетканого несущего материала в соединительной зоне ниже, чем в остальной части нетканого несущего материала.
На фиг.3 показан вид сверху нетканого несущего материала 1 согласно данному раскрытию изобретения. Нетканый несущий материал 1 содержит первую часть А и вторую часть В. Первая часть А и вторая часть В соединены друг с другом в соединительной зоне 3. Соединительная зона 3 проходит перпендикулярно к основному направлению протяженности (см. стрелку Х на фиг.5) нетканого несущего материала 1 или под углом α относительно основного направления (стрелка Х) протяженности нетканого несущего материала 1.
Фиг.4 показывает вид сбоку нетканого несущего материала 1, содержащего первую часть А с первым волокнистым слоем А1 и вторым волокнистым слоем А2 и вторую часть В с первым волокнистым слоем В1 и вторым волокнистым слоем В2. Первый волокнистый слой А1 первой части А имеет длину, отличающуюся от длины второго волокнистого слоя А2 первой части А. Первый волокнистый слой В1 второй части В также имеет длину, отличающуюся от длины второго волокнистого слоя В2 второй части В. Тем не менее, сумма длины первого волокнистого слоя А1 первой части А и длины первого волокнистого слоя В1 второй части В равна сумме длины второго волокнистого слоя А2 первой части А и длины второго волокнистого слоя В2 второй части В. Вследствие этого первая часть А и вторая часть В подгоняются друг к другу подобно частям пазла.
Фиг.5 показывает соединение первой части А и второй части В по фиг.4 для создания нетканого несущего материала 1. Первая часть А и вторая часть В имеют соединение с геометрическим замыканием, при этом не возникает никакого изменения толщины (измеренной в направлении (стрелка Y), перпендикулярном к основному направлению (стрелка Х) протяженности) нетканого несущего материала 1. Вследствие этого соединения с геометрическим замыканием также создается своего рода соединение по посадке с натягом, и первая часть А и вторая часть В могут быть легко (постоянно) скреплены без скольжения одного или более волокнистых слоев во время технологического процесса. Полученный материал представляет собой соединенный нетканый несущий материал 1.
Фиг.6 показывает вариант осуществления по фиг.4 и 5, в котором холст 4 расположен между термопластичными волокнистыми слоями А1, А2 и В1, В2. Холст расположен между первым и вторым волокнистыми слоями А1, А2, В1, В2 первой части А и второй части В, или только первая часть А или вторая часть В содержит холст 4 (между волокнистыми слоями). Во втором варианте осуществления на этапе удаления также удаляют холст из первой части А или второй части В.
Фиг.7 показывает вариант осуществления настоящего раскрытия изобретения с более чем двумя термопластичными волокнистыми слоями в каждой части. Первая часть А содержит первый термопластичный волокнистый слой А1, второй термопластичный волокнистый слой А2 и третий термопластичный волокнистый слой А3. Длина первого термопластичного волокнистого слоя А1 отличается от длины второго и третьего термопластичных волокнистых слоев А2, А3. При этом также и в данном примере сумма длины первого волокнистого слоя А1 первой части А и длины первого волокнистого слоя В1 второй части В равна сумме длины второго волокнистого слоя А2 (А3) первой части А и длины второго волокнистого слоя В2 (В3) второй части В. Таким образом, настоящее изобретение также реализуется для нетканых несущих материалов, содержащих более двух волокнистых слоев в одной части. Следует понимать, что один или более из слоев А1, А2, А3, В1, В2 и В3 может быть образован из материалов, отличных от волокон (например, из фольги).
Фиг.8 схематически показывает процесс разделения. Первая часть А содержит первый термопластичный волокнистый слой А1 и второй термопластичный волокнистый слой А2. Разделяющее устройство 5 частично отделяет первый термопластичный волокнистый слой А1 и второй термопластичный волокнистый слой А2 друг от друга, и часть первого термопластичного волокнистого слоя А1 и/или часть второго термопластичного волокнистого слоя А2 удаляют, предпочтительно посредством срезания. Ту же процедуру выполняют для второй части В (не показанной на фиг.8) нетканого несущего материала 1. При этом первый волокнистый слой А1 (В1, не показанный на фиг.8) и второй волокнистый слой А2 (В2, не показанный на фиг.8) первой части А и второй части В образуют раскрытым способом для создания соединения с геометрическим замыканием (подобного показанным на фиг.4, 6, 7). После этого первую часть А и вторую часть В соединяют друг с другом (см. фиг.3, 5). Зона, в которой первая часть А и вторая часть В соединены друг с другом, названа соединительной зоной 3 (не показана на фиг.8). Разделяющее устройство 5 представляет собой компонент разделяющей машины. Например, фирма Fortuna GmbH продает такие разделяющие машины.
Способы, отличные от разделения и срезания, предусмотрены для выполнения описанного соединения с геометрическим замыканием (подобно частям пазла).
Фиг.9 показывает вид сбоку первой части А и второй части В нетканого несущего материала, имеющих наклонные границы слоев с наклоном под углом β.
Фиг.10 показывает вид сбоку варианта осуществления соединения первой части А и второй части В нетканого несущего материала, в котором соединительная зона 3 представляет собой наклонную соединительную зону с наклоном под углом β относительно основных поверхностей первой части А и второй части В нетканого несущего материала.
Фиг.11 показывает вид сбоку соединения первой части А и второй части В нетканого несущего материала, при этом первая часть А и вторая часть В имеют наклонные границы слоев с наклоном под углом β и соединены в соединительной зоне 3 на основных поверхностях первой части А и второй части В. Первая часть А и вторая часть В соединены таким образом, что толщина соединенных слоев в соединительной зоне равна толщине всего нетканого соединительного материала.
Фиг.12 показывает вид сбоку первой части А и второй части В, при этом каждая из первой части А и второй части В содержит четыре волокнистых слоя (А1–А4 и В1–В4). Первый волокнистый слой А1 (В1) имеет длину, отличающуюся от длины второго волокнистого слоя А2 (В2). Соответственно, второй волокнистый слой А2 (В2) имеет длину, отличающуюся от длины третьего слоя А3 (В3), а также третий волокнистый слой А3 (В3) имеет длину, отличающуюся от длины четвертого волокнистого слоя А4 (В4). Различия по длине между слоями являются чередующимися, так что получается форма, подобная застежке–«молнии». При этом слои А2 (В2) и А4 (В4) с четными номерами и/или слои А1 (В1) и А3 (В3) с нечетными номерами необязательно должны иметь одинаковые длины. Сумма длин волокнистых слоев одинакова для всех волокнистых слоев.
Фиг.13 показывает вид сбоку первой части А и второйчасти В, при этом каждая из первой части А и второй части В содержит три волокнистых слоя (А1–А3 и В1–В3). Первый волокнистый слой А1 (В1) имеет длину, отличающуюся от длины второго волокнистого слоя А2 (В2). Соответственно, второй волокнистый слой А2 (В2) имеет длину, отличающуюся от длины третьего слоя А3 (В3). Различия по длине между слоями являются чередующимися, так что получается форма, подобная застежке–«молнии». При этом слои А2 (В2) с четными номерами необязательно должны иметь одинаковые длины. Сумма длин волокнистых слоев одинакова для всех волокнистых слоев.
Фиг.14 схематически показывает первую часть и вторую часть нетканого несущего материала, при этом холст расположен в первом термопластичном волокнистом слое первой части и холст расположен во втором термопластичном волокнистом слое второй части нетканого несущего материала. На фиг.14А холст (пунктирная линия) расположен в первом термопластичном волокнистом слое А1 первой части близко от поверхности раздела между первым термопластичным волокнистым слоем А1 и вторым термопластичным волокнистым слоем А2 первой части. Холст (пунктирная линия) также расположен во втором термопластичном волокнистом слое В2 второй части близко от поверхности раздела между вторым термопластичным волокнистым слоем В2 и первым термопластичным волокнистым слоем В1 второй части. Когда соединение с геометрическим замыканием образовано в соединяющей зоне сопряжения на фиг.14В, холсты расположены близко друг от друга, что обеспечивает улучшенную передачу нагрузки между обоими холстами в нетканом несущем материале.
Реферат
Изобретение относится к области несущих нетканых материалов и касается способа формирования нетканого несущего материала для битумных кровельных мембран, листов кровельной изоляции, носителей для фильтрующих сред, первичных основ для ворсовых ковров и виниловых напольных покрытий. Нетканый несущий материал содержит по меньшей мере первую часть и вторую часть, при этом первая и вторая части содержат по меньшей мере два слоя термопластичных волокон. Первая часть и вторая часть соединены друг с другом в соединительной зоне для образования нетканого несущего материала без отклонений по толщине и массе в соединительной зоне. Изобретение также относится к способу соединения первой и второй частей нетканого несущего материала для образования соединенного нетканого несущего материала. Изобретение обеспечивает получение несущего нетканого материала без изменения толщины и свойств в соединительной зоне. 2 н. и 13 з.п. ф-лы, 16 ил.
Комментарии