Нетканая ламинатная ткань, содержащая аэродинамически распыленный из расплава слой и слои спанбонда - RU2731772C2
Код документа: RU2731772C2
Чертежи

Описание
Настоящее изобретение относится к нетканой ламинатной ткани, содержащей аэродинамически распыленный из расплава нетканый слой, прослоенный между первым и вторым неткаными слоями из спанбонда. Настоящее изобретение дополнительно относится к способу для изготовления такой ткани и к использованию такой ткани.
Нетканые ткани, содержащие аэродинамически распыленный из расплава слой (M), прослоенный между слоями из спанбонда (S), известны в данной области техники и обычно называются тканями типа SMS. Эти ткани часто используются в гигиенических продуктах, таких как детские подгузники, женские гигиенические салфетки и продукты для недержания у взрослых, в которых высокие барьерные свойства для физиологических выделений, таких как моча, менструации и т.д., являются существенными. В тканях типа SMS слои S обеспечивают механические свойства и тактильные ощущения, а слои M обеспечивают главным образом барьерные свойства.
Более современная технология использует для изготовления нетканых тканей из спанбонда так называемую high-loft технологию, в которой извитые волокна прядутся и укладываются на движущуюся ленту для того, чтобы получить нетканые ткани из спанбонда. Благодаря извитости волокон получаемые таким образом ткани из спанбонда имеют более высокий объем, чем обычные ткани из спанбонда, полученные из линейных волокон. Высокий объем приводит к высокой мягкости, также желательной для гигиенической промышленности. Объемные ткани из спанбонда описаны в патентном документе US 6454989 B1, в котором извитость волокон достигается путем использования многокомпонентных волокон, где два компонента имеют различные скорости истечения расплава. Другая объемная ткань из спанбонда описана в патентном документе EP 2343406 B1, где извитость волокон достигается путем использования многокомпонентных волокон, где два компонента имеют сходные скорости истечения расплава и температуры плавления, но некоторая разницу в распределениях отношения средней по Z молекулярной массы к средневесовой молекулярной массе. Еще одна объемная ткань описана в патентном документе EP 1369518 B1, где извитость волокон достигается путем использования многокомпонентных волокон, где один компонент является гомополимером, а другой компонент - сополимером.
Цель настоящего изобретения заключается в том, чтобы предложить нетканую ламинатную ткань, имеющую одновременно превосходную мягкость и превосходные барьерные свойства.
С учетом этого настоящее изобретение относится к нетканой ламинатной ткани, содержащей аэродинамически распыленный из расплава нетканый слой, прослоенный между первым и вторым неткаными слоями из спанбонда, в которой по меньшей мере один из слоев спанбонда представляет собой объемный нетканый слой из спанбонда, содержащий или состоящий из извитых многокомпонентных волокон.
Аэродинамически распыленный из расплава слой составляет ядро этой ткани, а верхний и нижний слои спанбонда покрывают обе поверхности этого ядра. Такие ткани обычно называются тканями типа SMS и охватывают такие варианты, как SMS, SMMS, SSMS, SSMMS, SMMMS и т.д. Двойной слой ММ или SS получается в результате двухстадийного осаждения аэродинамически распыляемых из расплава или изготовленных по технологии спанбонд волокон в различных местах с использованием различного оборудования, но тем не менее понимается как аэродинамически распыленный из расплава слой или слой спанбонда, соответствующий настоящему изобретению. Две зоны M или S в двойном слое ММ или SS могут иметь идентичные или различные конфигурацию, вес и свойства. То же самое относится к тройным слоям MMM или SSS, и т.д. В одном варианте осуществления первый и второй нетканые слои из спанбонда являются идентичными.
В соответствии с настоящим изобретением слои из спанбонда, содержащие извитые волокна, объединяются со стандартными аэродинамически распыленными из расплава волокнами, прослоенными между слоями из спанбонда. Экспериментальным путем было найдено, что такой ламинат может иметь более высокие характеристики в терминах мягкости и барьерных свойств по сравнению со стандартными продуктами SMS без объемных слоев.
В одном варианте осуществления оба слоя спанбонда представляют собой объемные нетканые слои из спанбонда, содержащие или состоящие из извитых многокомпонентных волокон.
Настоящее изобретение идет дальше простого использования известных по сути объемных тканей из спанбонда в известных по сути ламинатах SMS. Как явно следует из рабочих примеров, было найдено, что эффективность жидкостного барьера аэродинамически распыленных из расплава слоев, выражаемая в терминах жидкостнобарьерных свойств на аэродинамически распыленную из расплава основную массу, увеличивается, когда объемная ткань из спанбонда используется в качестве окружающей их структуры. Это является неожиданным, поскольку нельзя было ожидать, что природа слоев S может оказывать влияние на эффективность жидкостного барьера слоя M. Вообще можно было ожидать прямо противоположного, потому что можно предположить, что качество слоя M станет хуже после его ламинирования на более неравномерный объемный слой S по сравнению с ламинированием на более равномерный слой S со стандартным объемом. Без привязки к какой-либо конкретной теории считается, что более низкая барьерная эффективность аэродинамически распыленных из расплава слоев в обычных структурах SMS может быть обусловлена менее гибким поведением таких ламинатов. Когда негибкий или относительно негибкий ламинат деформируется во время испытания на жидкостнобарьерные свойства, или еще более значительно деформируется при практическом применении, некоторые микроструктуры могут разрушиться, и ткань может локально стать более пористой, открывая возможные пути для протекания жидкости, которых раньше не было. Благодаря извитой структуре волокон спанбонда ламинаты по настоящему изобретению могут иметь относительно более высокую общую гибкость, и поэтому, в соответствии с этой теорией, будет меньше разрушений в микроструктуре и, следовательно, более хорошие барьерные свойства.
Полагая, что низкое содержание M может быть выгодным с точки зрения, например, механического поведения ткани, высокая жидкостнобарьерная эффективность аэродинамически распыленных из расплава слоев, и, следовательно, способность поддержания некоторой жидкостнобарьерной характеристики при более низкой основной массе (г/м2) слоев M являются очень привлекательными.
Описанный эффект особенно отчетливо наблюдался в некоторых предпочтительных вариантах осуществления, которые будут описаны далее.
Соединение между слоями ткани производится с помощью механического соединения посредством структурированных валков каландра при изготовлении. Поверхностные структуры валков каландра создают конкретный рисунок соединения ткани. В так называемых зонах соединения ткань нагревается и сжимается, и волокна прочно присоединяются друг к другу. Эти зоны соединения являются дискретными, и их можно легко отличить от остальной, несвязанной части ткани. Рисунок соединения описывается формой зон соединения, если они дискретны, количеством точек соединения на единицу площади поверхности, а также «площадью соединения», то есть долей всей поверхности ткани, которую занимают зоны соединения. Параметры, описанные в следующих вариантах осуществления, использовались для получения выгодных эффектов настоящего изобретения.
В одном варианте осуществления площадь соединения ткани составляет 10-15% и предпочтительно 12-14%.
В одном варианте осуществления зоны соединения состоят из дискретных и предпочтительно круглых точек, причем предпочтительно площадь каждой точки составляет 1-5 или 1,5-3 мм2, и/или диаметр точки составляет 0,5-1,5 или 0,7-1,0 мм.
В одном варианте осуществления ткань содержит 20-30 и предпочтительно 22-26 точек на см2.
Эти сравнительно открытые рисунки соединения с низкой площадью соединения обеспечивают гибкий продукт.
Как было упомянуто выше, настоящее изобретение позволяет понизить (абсолютно и относительно) основную массу аэродинамически распыленных из расплава слоев при сохранении идентичных жидкостнобарьерных свойств. Более низкая основная масса аэродинамически распыленного из расплава слоя является желательной, потому что при постоянной общей основной массе ламината более высокие механические свойства будут получены при более низкой основной массе аэродинамически распыленного из расплава слоя. Нетканые ткани, описанные в следующих вариантах осуществления, используют это наблюдение.
В одном варианте осуществления основная масса аэродинамически распыленного из расплава слоя составляет меньше чем 4,0 г/м2, предпочтительно меньше чем 3,0 г/м2 и более предпочтительно меньше чем 2,0 г/м2. Она может составлять 0,5-4,0 г/м2 или 1,0-2,0 г/м2. Общая основная масса ткани может составлять 10-20 г/м2, предпочтительно 13-17 г/м2.
В одном варианте осуществления основная масса аэродинамически распыленного из расплава слоя составляет 5-15% и предпочтительно 8-12% от общей основной массы ткани. Было найдено, что содержание аэродинамически распыленного из расплава слоя, точно или приблизительно равное 10% от общей основной массы ткани, позволяет получать очень хорошие результаты.
Дополнительным наблюдением в контексте настоящего изобретения является то, что при данных настройках и выходе оборудования можно производить аэродинамически распыленные из расплава волокна меньшего диаметра, когда основная масса аэродинамически распыленных из расплава слоев может стать меньше. Меньший диаметр аэродинамически распыленных из расплава волокон может оказывать дополнительные выгодные эффекты на барьерные свойства без ухудшения других свойств ткани.
В одном варианте осуществления средний диаметр аэродинамически распыленных из расплава волокон аэродинамически распыленного из расплава слоя составляет менее 3,0 мкм, предпочтительно менее 2,0 мкм и более предпочтительно менее 1,7 мкм. Например, средний диаметр аэродинамически распыленных из расплава волокон аэродинамически распыленного из расплава слоя может составлять 0,8-3,0 мкм, предпочтительно 1,0-2,0 мкм. Линейная массовая плотность может составлять менее 0,5 денье, предпочтительно менее 0,3 денье и более предпочтительно менее 0,2 денье.
Средний диаметр извитых волокон спанбонда объемных слоев спанбонда и, если таковые вообще имеются, регулярных волокон спанбонда регулярных слоев спанбонда может составлять 15-20 мкм. Линейная массовая плотность извитых волокон спанбонда объемных слоев спанбонда и, если таковые вообще имеются, регулярных волокон спанбонда регулярных слоев спанбонда может составлять 1,4-2,0 денье.
В одном варианте осуществления средний диаметр извитости извитых волокон объемных слоев спанбонда составляет 50-500 мкм, предпочтительно 60-150 мкм, и более предпочтительно 80-125 мкм.
В одном варианте осуществления плотность объемных слоев спанбонда составляет 0,02-0,08 г/см3 и предпочтительно 0,04-0,06 г/см3.
В одном варианте осуществления извитые волокна представляют собой многокомпонентные волокна, предпочтительно двухкомпонентные волокна, и более предпочтительно двухкомпонентные волокна, в которых компоненты располагаются параллельно или в виде эксцентричных сердечника и оболочки. Для того, чтобы получить извитые волокна спанбонда, используется так называемая многокомпонентная или, более конкретно, двухкомпонентная технология. В двухкомпонентных волокнах имеются две различные зоны на поперечном сечении волокон. Они могут располагаться параллельно или в виде эксцентричных сердечника и оболочки. Другие возможные конфигурации волокна, подходящие для создания извитого волокна, включают в себя трехдольную конфигурацию, конфигурацию сегментированного пирога или островковую конфигурацию. Все конфигурации волокна могут быть сплошными или полыми. В одном варианте осуществления извитые волокна являются извитыми спиральным образом.
В одном варианте осуществления волокна включают в себя или состоят из полиолефина, предпочтительно полипропилена, полиэтилена или сополимеров полиэтилена и полипропилена, более предпочтительно из полипропилена.
Для того, чтобы создать извитость в двухкомпонентном волокне спанбонда, необходимы два полимера с различными характеристиками. Различие в характеристиках может заключаться, например, в разнице в полидисперсности (Mw/Mn) между этими двумя полимерами, в разнице в температуре плавления этих двух полимеров, в разнице коэффициента кристаллизации этих двух полимеров, в разнице упругости этих двух полимеров или в разнице скорости истечения расплава (MFR) этих двух полимеров. В одном варианте осуществления два полимера двухкомпонентного волокна отличаются по полидисперсности по меньшей мере в 1,2 раза.
В одном варианте осуществления массовое соотношение двух различных полимеров в двухкомпонентном волокне составляет менее 90/10, предпочтительно менее 80/20, более предпочтительно менее 70/30 и еще более предпочтительно менее 60/40 и до 80/20. Это соотношение должно пониматься как массовое соотношение в поперечном сечении при усреднении по репрезентативной длине волокна. Для комбинаций полипропилена и сополимеров полиэтилена и полипропилена предпочтительными являются соотношения от 90/10 до 30/70, и более предпочтительно от 70/30 до 40/60.
В одном варианте осуществления ткани, имеющие общую основную массу по меньшей мере 15 г/м2 и основную массу аэродинамически распыленного из расплава слоя меньше чем 2 г/м2, имеют значение гидростатического напора, измеренное в соответствии со стандартом WSP80.6, больше чем 160 мм, предпочтительно больше чем 180 мм и более предпочтительно больше чем 190 мм.
В одном варианте осуществления ткани, имеющие основную массу аэродинамически распыленного из расплава слоя меньше чем 2 г/м2, имеют эффективность аэродинамически распыленного из расплава слоя, которая определяется как полный гидростатический напор (мм) ламинатов, деленный на основную массу аэродинамически распыленного из расплава слоя (г/м2), больше чем 100 и предпочтительно больше чем 120.
В одном варианте осуществления ткани, имеющие общую основную массу по меньшей мере 15 г/м2 и основную массу аэродинамически распыленного из расплава слоя меньше чем 2 г/м2, имеют значение прочности при растяжении в машинном направлении, измеренное в соответствии со стандартом WSP 110.4, больше чем 15 Н/50 мм и предпочтительно больше чем 17 Н/50 мм.
В одном варианте осуществления ткани, имеющие общую основную массу по меньшей мере 15 г/м2 и основную массу аэродинамически распыленного из расплава слоя меньше чем 2 г/м2, имеют значение прочности при растяжении в поперечном направлении, измеренное в соответствии со стандартом WSP 110.4, больше чем 6 Н/50 мм и предпочтительно больше чем 7 Н/50 мм.
В одном варианте осуществления ткани, имеющие общую основную массу по меньшей мере 15 г/м2 и основную массу аэродинамически распыленного из расплава слоя меньше чем 2 г/м2, имеют значение удлинения при разрыве в машинном направлении, измеренное в соответствии со стандартом WSP 110.4, больше чем 90%.
В одном варианте осуществления ткани, имеющие общую основную массу по меньшей мере 15 г/м2 и основную массу аэродинамически распыленного из расплава слоя меньше чем 2 г/м2, имеют значение удлинения при разрыве в поперечном направлении, измеренное в соответствии со стандартом WSP 110.4, больше чем 120%.
Настоящее изобретение дополнительно относится к способу изготовления ткани в соответствии с настоящим изобретением, содержащему следующие стадии: (a) формирование первого нетканого слоя спанбонда путем осаждения волокон спанбонда на движущуюся ленту; (b) формирование аэродинамически распыленного из расплава нетканого слоя путем осаждения аэродинамически распыленных из расплава волокон на поверхность первого нетканого слоя спанбонда; и (c) формирование второго нетканого слоя спанбонда путем осаждения волокон спанбонда на поверхность аэродинамически распыленного из расплава нетканого слоя; в котором по меньшей мере один и предпочтительно оба нетканых слоя спанбонда представляют собой объемные нетканые слои спанбонда, и в котором по меньшей мере часть и предпочтительно все волокна спанбонда, осажденные на движущуюся ленту и/или аэродинамически распыленный из расплава слой, являются извитыми многокомпонентными волокнами спанбонда.
Для прядения объемных нетканых слоев спанбонда предпочтительно, чтобы температура расплава составляла 250-265°C. Поток расплава через одно отверстие фильеры может быть установлено равным 0,4-0,8 г/отверстие/мин. Температура воздуха для закалки может быть установлена равной 18-22°C. Давление в камере закалки может быть установлено равным 3500-4000 Па. Зазор SAS, который является расстоянием направляющих пластин в нижней части прядильной камеры непосредственно перед входом волокон в диффузор, может быть выбран в диапазоне 19-21 мм. С такими настройками и при использовании описанных выше полимеров получалось очень хорошее качество спирально извитых волокон и наблюдалось четко выраженное влияние на мягкость и барьерные свойства.
После закалки и укладки извитых волокон спанбонда важно, чтобы эти волокна были мягко уплотнены посредством уплотняющего ролика. В соответствии с концепцией настоящего изобретения было найдено, что выгодно устанавливать температуру уплотняющего ролика в диапазоне 50-90°C, а линейную силу контакта уплотняющего ролика в диапазоне меньше чем 5 Н/мм.
Настоящее изобретение относится также к гигиеническому продукту, содержащему ткань в соответствии с настоящим изобретением. Примерные гигиенические продукты представляют собой продукты от недержания у взрослых, детские подгузники и санитарные салфетки. Эти гигиенические продукты могут дополнительно содержать гранулированный впитывающий материал. Нетканые ткани в соответствии с настоящим изобретением могут служить в качестве части основного покрытия гигиенического продукта и располагаться смежно с водонепроницаемой пленкой. Подходящий гранулированный впитывающий материал содержит суперабсорбирующий гранулят/полимеры (SAP). Материал наполнителя может содержать значительную долю (например больше чем 50, 60 или 70 мас.%) или может состоять исключительно из гранулированного впитывающего материала. Высокая доля гранулированного впитывающего материала и низкая доля побочных компонентов, например, целлюлозы/целлюлозных волокон, приводит к более тонкому и более удобному продукту, который может также требовать меньшего места на полках и меньших транспортных расходов. Однако поскольку гранулированный впитывающий материал получает более открытым со стороны нижнего листа, это может вызывать у потребителя негативные ощущения. Объемные слои спанбонда ткани в соответствии с настоящим изобретением, используемые в качестве основного покрытия, могут способствовать улучшению тактильных ощущений. Высокая концентрация гранулированного материала в наполнителе также приводит к большему риску прокола нижнего листа пленки гранулированным впитывающим материалом. Объемные слои спанбонда по настоящему изобретению могут способствовать улучшенной способности сопротивляться такому проколу при их установке между впитывающим наполнителем и пленкой нижнего листа.
Другим подходящим применением в гигиеническом продукте является использование продукта по настоящему изобретению в качестве барьерной манжеты. Материал по настоящему изобретению, который является мягким и гибким, и при этом выдерживает высокий гидростатический напор, является весьма подходящим для использования в качестве так называемых барьерных манжет в гигиенических продуктах, таких как, например, детские подгузники или продукты от недержания.
Дальнейшие подробности и преимущества настоящего изобретения будут описаны со ссылкой на рабочие примеры и чертежи. На чертежах:
Фиг.1: представляет собой схематическую иллюстрацию устройства для изготовления нетканого ламината типа SMS в соответствии с одним вариантом осуществления настоящего изобретения;
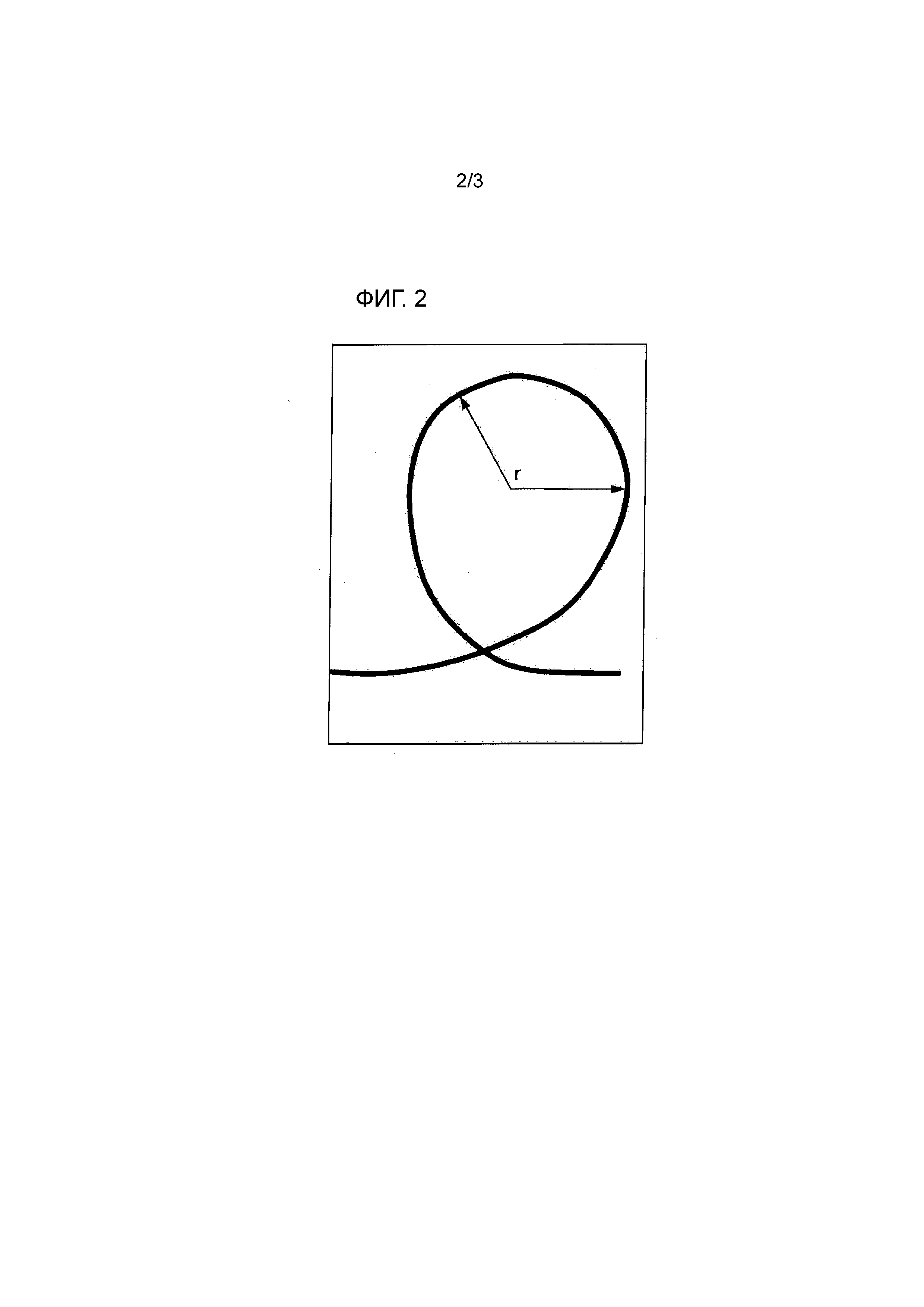
Фиг.2: представляет собой схематическую иллюстрацию секции извитого многокомпонентного волокна, содержащегося в объемном слое спанбонда такого ламината; и
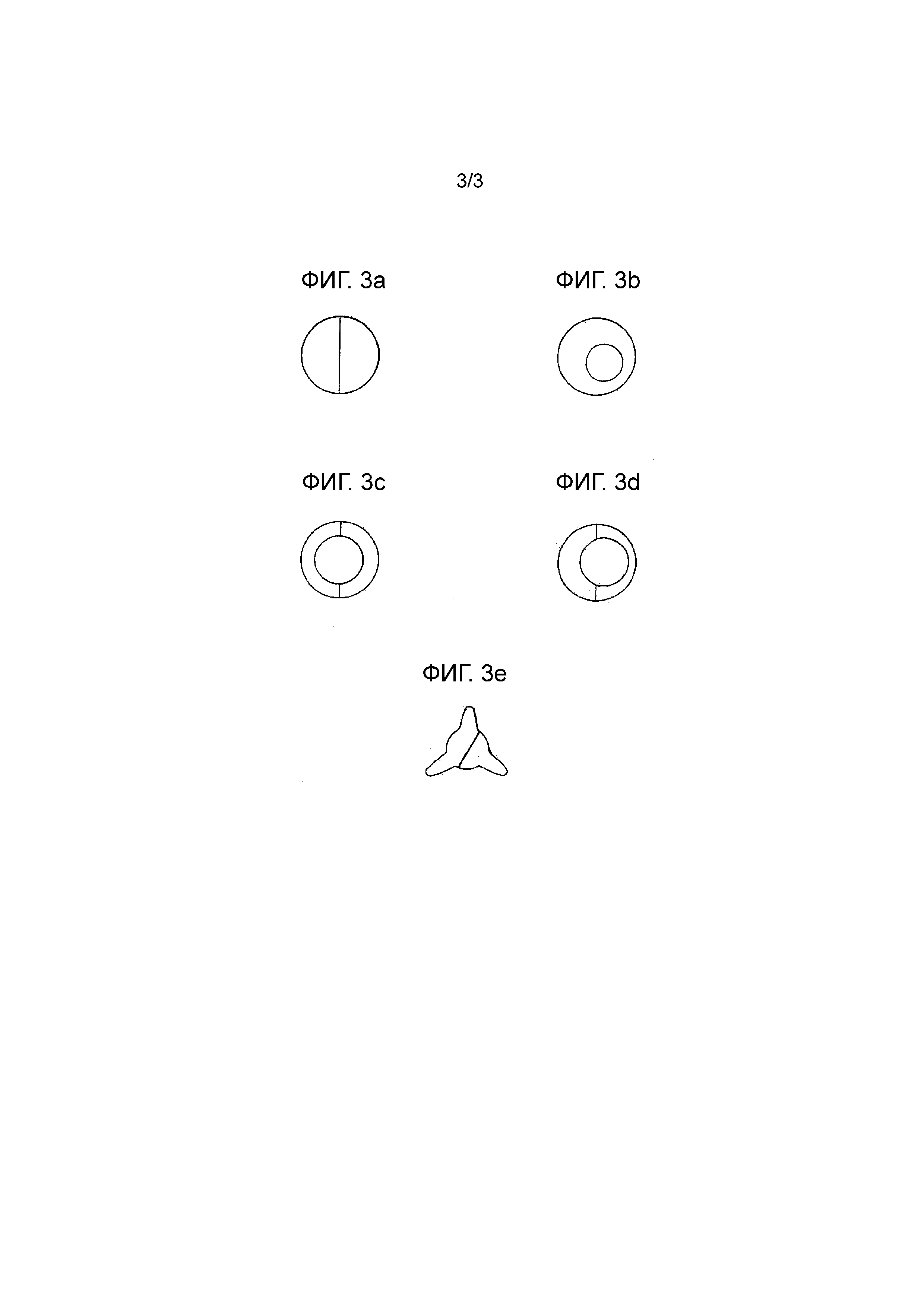
Фиг.3: представляет собой схематические иллюстрации различных возможных конфигураций двухкомпонентных волокон.
Фиг.1 иллюстрирует устройство для изготовления нетканых ламинатов типа SMS по настоящему изобретению. В частности, машина конфигурируется для изготовления ламината типа SHMMSH. Она содержит в качестве главных компонентов движущуюся ленту 1, первую прядильную машину 2 для формирования первого объемного слоя спанбонда, первую машину 3 для аэродинамического распыления расплава с тем, чтобы сформировать первый аэродинамически распыленный из расплава слой, вторую машину 4 для аэродинамического распыления расплава с тем, чтобы сформировать второй аэродинамически распыленный из расплава слой, и вторую прядильную машину 5 для формирования второго объемного слоя спанбонда. Обе прядильные машины 2 и 5 выполнены с возможностью изготовления двухкомпонентных волокон, что показано двумя резервуарами 2a, 2b и 5a, 5b для полимеров, соответственно, для каждой машины. За каждой прядильной машиной 2 и 5 имеется ролик 6 и 7 предварительного уплотнения, соответственно. За машинами 2-5 и роликами 6-7 предварительного уплотнения располагается валок 8 каландра для прочного соединения слоев ламината друг с другом. Ссылочная цифра 9 обозначает зазоры SAS обеих прядильных машин 2 и 5.
Фиг.2 представляет собой схематическую иллюстрацию секции бесконечных извитых волокон, присутствующих в объемных слоях спанбонда ткани по настоящему изобретению. Эти секции извитого волокна образуют круги с некоторым радиусом извитости, и, следовательно, определяют некоторую площадь извитости. Эта площадь извитости, например, может составлять 20000-50000 мкм2, соответствуя радиусу извитости приблизительно 80-125 мкм.
Фиг.3 показывает схематические иллюстрации различных возможных конфигураций двухкомпонентных волокон. Эти волокна содержат первый и второй полимерные компоненты, расположенные в различных зонах внутри поперечного сечения волокна, которые простираются непрерывно вдоль длины волокна. Параллельная конфигурация изображена на Фиг.3a. Эксцентрическая конфигурация оболочка/сердечник изображена на Фиг.3b, где один компонент полностью окружает другой, но асимметрично расположен в волокне для того, чтобы обеспечить извитость волокна. Эти волокна также могут быть полыми, как показано на Фиг.3c и 3d, или могут быть многодолевыми волокнами, как показано на Фиг.3e.
Несколько листов нетканого ламината SH-M-M-SH было произведено на машине, показанной на Фиг.1, для того, чтобы продемонстрировать выгодные свойства ламинатов по настоящему изобретению. Выражение SH означает объемный слой спанбонда, состоящий из спирально извитых двухкомпонентных волокон с параллельной конфигурацией. Все листы были приготовлены с использованием машины Reicofil для изготовления спанбонда и аэродинамического распыления расплава. Фильера для изготовления спанбонда имела приблизительно 5000 отверстий на метр. Фильера для аэродинамического распыления расплава представляла собой однорядную фильеру, имеющую 35-42 отверстия на дюйм (однорядная технология Reicofil®). В следующей Таблице 1 приведен краткий обзор конфигураций различных листов.
Таблица 1
Примеры A-D являются сравнительными примерами.
Пример A представляет собой регулярную нетканую ткань с основной массой 15 г/м2 типа SS на основе неизвитых волокон без аэродинамически распыленных из расплава слоев. Настройки каландра были такими, чтобы получить овальную связь с площадью соединения 18,8%. Каждый из слоев S имеет основную массу 7,5 г/м2. Полимер PP Sabic 511A со значением MFR, равным 25, использовался для слоев S.
Пример B соответствует Примеру A, но с другими настройками каландра для того, чтобы получить соединение из открытых точек с площадью соединения 13,6% и 24 точками на см2. Каждая связывающая точка является круглой и имеет диаметр 0,85 мм.
Пример C представляет собой нетканую ткань из спанбонда типа SHSH с основной массой 17 г/м2 на основе объемных слоев спанбонда, имеющего спирально извитые волокна без аэродинамически распыленных из расплава слоев. Каждый из слоев S имеет основную массу 8,5 г/м2. Спирально извитые волокна слоев SH содержали два различных полимера в соотношении 50/50 и в параллельной конфигурации. Для одной стороны использовался полимер Sabic 511A. Для другой стороны использовался статистический сополимер PP/PE Molplen RP248R со значением MFR, равным 25. Соединение соответствует Примеру B.
Пример D представляет собой нетканую ткань типа SMMS с основной массой 15 г/м2 на основе неизвитых волокон с двумя аэродинамически распыленными из расплава слоями с основной массой 1,0 г/м2 каждый. Каждый из слоев S имеет основную массу 6,5 г/м2. Соединение соответствует Примерам B и С. Полимер PP Borealis HL708FB со значением MFR, равным 800, использовался для слоев М. Настройки при производстве слоев M были следующими: температура фильеры: 280°C; температура воздуха 275°C; поток воздуха: 3200 м3/час; расстояние между фильерой и лентой: 98 мм.
Примеры 1-6 являются примерами в соответствии с настоящим изобретением.
Пример 1 представляет собой нетканую ткань из спанбонда типа SHMMSH с основной массой 15 г/м2 на основе объемных слоев спанбонда, имеющего спирально извитые волокна, с двумя слоями аэродинамически распыленных из расплава волокон, прослоенных между слоями спанбонда. Спирально извитые волокна слоев SH были такими же, как и в Примере С. Полимер Borealis HL708FB использовался для слоев М, как в Примере D. Каждый из слоев SH имеет основную массу 6,6 г/м2. Каждый из слоев М имеет основную массу 0,9 г/м2. Настройки при производстве слоев M были такими же, как и в Примере D. Соединение было таким же, как и в Примерах B, C и D.
Отличия Примера 2 от Примера 1 заключаются в основной массе слоев SH и слоев M. Каждый из слоев SH имеет основную массу 6,7 г/м2. Каждый из слоев М имеет основную массу 0,8 г/м2.
Отличия Примера 3 от Примеров 1 и 2 заключаются в основной массе слоев SH и слоев M. Каждый из слоев SH имеет основную массу 6,8 г/м2. Каждый из слоев М имеет основную массу 0,7 г/м2.
Отличия Примеров 4-6 от Примеров 1-3 заключаются в общей основной массе и, следовательно, в основных массах индивидуальных слоев. Общая основная масса во всех Примерах 4-6 составляет 17 г/м2. В Примере 4 каждый из слоев SH имеет основную массу 7,6 г/м2, а каждый из слоев М имеет основную массу 0,9 г/м2. В Примере 5 каждый из слоев SH имеет основную массу 7,7 г/м2, а каждый из слоев М имеет основную массу 0,8 г/м2. В Примере 6 каждый из слоев SH имеет основную массу 7,8 г/м2, а каждый из слоев М имеет основную массу 0,7 г/м2.
Для определения размера волокон спанбонда и аэродинамически распыленных из расплава волокон в каждом из Примеров D и 1-3 образцы каждого примера были проанализированы с помощью сканирующей электронной микроскопии (SEM) с использованием микроскопа Phenom ProX и программного обеспечения Fibermetric v2.1 с увеличением 400x для волокон S и 3000x для волокон M. Измерения были выполнены в 100 точках для каждого образца, как для спанбонда, так и для аэродинамически распыленного из расплава слоя. Результаты показаны в нижеприведенной Таблице 2.
Таблица 2
Все настройки процесса для Сравнительного примера D и Примеров 1-6 являются одинаковыми. Отличается только уровень аэродинамически распыленных из расплава волокон. В Примере D этот уровень составляет 1 г/м2 для одного слоя M. В Примерах 1-3 этот уровень составляет 0,9 г/м2, 0,8 г/м2 и 0,7 г/м2 для одного слоя M, соответственно. В Примерах 4-6 этот уровень составляет 0,9 г/м2, 0,8 г/м2 и 0,7 г/м2 для одного слоя M, соответственно.
Из этих результатов можно понять, что уменьшение уровня основной массы аэродинамически распыленного из расплава слоя при прочих неизменных параметрах, в частности при постоянном потоке воздуха, будет приводить к меньшему диаметру волокна. Средний диаметр в Примере D при уровне каждого слоя 1,0 г/м2 составляет 1,71 мкм и становится немного меньше при уменьшении уровней до 0,9 г/м2, 0,8 г/м2 и 0,7 г/м2, соответственно, в наборе Примеров 1-3 (1,69 мкм, 1,55 мкм, 1,35 мкм).
Различные тесты для определения физических свойств были выполнены для каждого из Примеров A-D и 1-6.
Тесты на свойства гидростатического напора были выполнены в соответствии со стандартом WSP80.6. В этом тесте нетканая ткань устанавливается так, чтобы сформировать покрытие на резервуаре измерительной головки. Затем ткань подвергается стандартизированному увеличению давления воды при постоянной скорости до тех пор, пока не появится утечка на наружной поверхности нетканой ткани. Результаты испытаний для определения гидростатического давления воды измеряются в той точке, где появляются первые капельки, в трех отдельных областях на образце. Используемая скорость увеличения гидравлического давления (высоты водяного столба) составляла 60±3 см H2O/мин. Используемая измерительная головка имела площадь 100 см2. Считывание результата испытаний выполнялось в тот момент, когда на поверхности контрольного образца появлялись три капельки. Полученное давление (высота водяного столба) измерялось в миллиметрах.
Прочность при растяжении в машинном направлении (TSMD), удлинение при разрыве в машинном направлении (TEMD), прочность при растяжении в поперечном направлении (TSCD) и удлинение при разрыве в поперечном направлении (TECD) были измерены в соответствии со стандартом WSP 110.4.
Толщина ткани измерялась в соответствии со стандартом WSP 120.6.
Результаты показаны в нижеприведенной Таблице 3.
Таблица 3
Традиционные нетканые ткани из одного только спанбонда типа SS Примера А на основе неизвитых волокон с площадью соединения 18,8% показали более высокие значения TSMD и TSCD, чем нетканые ткани из одного только спанбонда типа SS Примеров B-C. Значения удлинения для Примера A, с другой стороны, являются более низкими, чем значения удлинения для Примеров B-C. Оба эти наблюдения, похоже, можно приписать объединенному применению неизвитых волокон и более высокой площади соединения.
Гидростатический напор Примера A составил 90,4 мм, что является сравнительно низким значением. Похоже, что это можно приписать хрупкому материалу с небольшой гибкостью, что соответствует низким значениям удлинения, и, конечно же, отсутствию слоев M. Пример B показал более высокое значение гидростатического напора, равное 111 мм. Похоже, что причиной этого является то, что этот материал более гибок, что также видно по значениям удлинения. Пример С показал еще более высокое значение гидростатического напора, равное 117 мм. Похоже, что причиной этого является то, что спирально извитые индивидуальные волокна являются более гибкими, и это подчеркивает выгодное влияние соединения открытыми точками на гидростатический напор.
Пример D содержит аэродинамически распыленный из расплава слой и поэтому имеет намного более высокое значение гидростатического напора (167 мм), чем аналогичный ему во всех остальных отношениях Пример В. Предел прочности и удлинение являются более низкими благодаря замене некоторого количества материала спанбонда аэродинамически распыленным из расплава материалом.
Все Примеры 1-3 демонстрируют значительно более высокое значение гидростатического напора по сравнению с Примером D, даже при том, что содержание аэродинамически распыленного из расплава материала является на самом деле более низким (и, следовательно, прочность при растяжении - более высокой). Считается, что эффект значительно более высокого значения гидростатического напора Примеров 1-3 по сравнению с Примером D может быть приписан более высокой гибкости спирально извитых индивидуальных волокон в комбинации с открытым точечным соединением. Кроме того, при сравнении Примеров 1-3 друг с другом можно заметить, что гидростатический напор становится немного более высоким с уменьшением содержания аэродинамически распыленного из расплава материала. Этот эффект, как полагают, можно приписать более малому среднему диаметру аэродинамически распыленного из расплава волокна при уменьшении уровня основной массы аэродинамически распыленного из расплава слоя при прочих постоянных параметрах, в частности при постоянном потоке воздуха, как показано в Таблице 2.
Та же самая тенденция наблюдается для нетканых тканей Примеров 4-6, которые имеют более высокую основную массу (и, следовательно, содержание) спанбонда, чем нетканые ткани Примеров 1-3, идентичные во всем остальном.
Краткий обзор самых важных находок, описанных выше, дан в нижеприведенной Таблице 4, в которой дополнительно приведено вычисленное значение «эффективности аэродинамически распыленного из расплава слоя» для индивидуальных нетканых ламинатов, которое представляет собой гидростатический напор (в мм) ламинатов, деленный на общую основную массу (в г/м2) аэродинамически распыленных из расплава слоев этих ламинатов.
Таблица 4
Из Таблицы 4 можно понять, что значения эффективности аэродинамически распыленных из расплава слоев в тканях по настоящему изобретению в соответствии с Примерами 1-6 являются обычно, и иногда значительно, более высокими, чем 100 мм на г/м2, тогда как в сравнительном Примере D оно является значительно более низким. Следовательно, учитывая, что низкое содержание аэродинамически распыленного из расплава материала может быть выгодным с точки зрения механического поведения, уровня мягкости и стоимости листа, высокая эффективность аэродинамически распыленных из расплава слоев, показываемая листами в соответствии с настоящим изобретением, является весьма желательной.
Суммируя находки этих примеров, использование нетканых тканей по настоящему изобретению позволяет получить весьма желательные характеристики мягкости благодаря внешним объемным слоям спанбонда. В то же самое время, было обнаружено, что барьерные свойства, измеренные как гидростатический напор, являются более высокими по сравнению со структурами SMS предшествующего уровня техники, которые имеют то же самое или даже более высокое содержание аэродинамически распыленного из расплава материала.
Реферат
Настоящее изобретение относится к нетканой ламинатной ткани, содержащей аэродинамически распыленный из расплава нетканый слой, прослоенный между первым и вторым неткаными слоями из спанбонда, в которой по меньшей мере один из слоев спанбонда представляет собой объемный нетканый слой из спанбонда, содержащий или состоящий из извитых многокомпонентных волокон. 3 н. и 7 з.п. ф-лы, 4 табл., 3 ил.
Комментарии