Проводящие полотна и способ их изготовления - RU2523979C2
Код документа: RU2523979C2
Чертежи








Описание
Впитывающие изделия, такие как подгузники, трусы для приучения ребенка к туалету, урологическая продукция, средства женской гигиены, белье, предназначенное для плавания, и т.п. обычно включают в себя пропускающую жидкость, обращенную к телу подкладку, не пропускающее жидкость наружное покрытие и впитывающую сердцевину. Впитывающая сердцевина обычно располагается между наружным покрытием и подкладкой с целью приема и удержания жидкостей (например, мочи) выделяемых пользователем.
Впитывающая сердцевина может быть изготовлена, например, из сверхвпитывающих частиц. Многие впитывающие изделия, особенно те, которые поступают в продажу под торговым наименованием HUGGIES™, производимые фирмой Kimberly-Clark Corporation, настолько эффективны в плане поглощения жидкостей, что иногда трудно определить, поступила или нет во впитывающее изделие физиологическая жидкость.
Соответственно, для использования во впитывающих изделиях предлагались различные виды индикаторов увлажнения или влажности. Индикаторы влажности могут включать в себя сигнальные устройства, которые выполнены таким образом, чтобы помогать родителям или обслуживающему персоналу определять влажное состояние подгузника на ранних стадиях. Эти устройства могут подавать звуковой сигнал.
Например, раньше индикаторы влажности включали в себя открытую схему, введенную во впитывающее изделие, которая была соединена с источником энергии и сигнальным устройством. Когда электропроводное вещество, такое как моча, обнаруживалось во впитывающем изделии, открытая схема замыкалась, что вызывало активацию сигнального устройства. Открытая схема может включать в себя, например, два проводящих элемента, которые могут быть изготовлены из металлической проволоки или фольги.
Однако возникли проблемы эффективности и надежности включения индикаторов влажности во впитывающие изделия, связанные с производственными скоростями при производстве впитывающих изделий. Таким образом, существует необходимость совершенствования датчиков влажности, которые могли бы быть легко введены во впитывающие изделия.
Дополнительно также существует необходимость в проводящих элементах для использования в индикаторах влажности, которые изготавливаются из несодержащих металл материалов. Включение металлических компонентов (элементов) во впитывающее изделие может, например, явиться причиной различных затруднений. Например, после упаковки впитывающих изделий, впитывающие изделия обычно пропускаются через металлодетектор для того чтобы убедиться, что никакие металлические включения случайно не попали внутрь упаковки. Однако выполнение проводящих элементов индикатора влажности из металла может явиться причиной того, что металлодетектор даст ложный положительный результат. Включение металлических проводящих элементов во впитывающее изделие может также явиться причиной затруднений в том случае, когда пользователь проходит через стойки безопасности, в которых также имеется металлодетектор.
Настоящее изобретение в основном относится к электропроводному нетканому полотну, которое может быть использовано в различных целях. Например, в одном варианте, нетканое полотно может быть использовано с целью создания проводящих элементов устройства обнаружения влажности, включенных во впитывающее изделие. В одном варианте, электропроводное нетканое полотно содержит значительное количество волокон целлюлозы, смешанных с проводящими волокнами, и изготавливается тем же способом, что и бумага. Полученное полотно затем может быть легко введено во впитывающее изделие в процессе производства для формирования открытой схемы внутри изделия. Например, в одном варианте, две полосы или зоны электропроводного нетканого полотна включены во впитывающее изделие с целью формирования открытой схемы. Когда электропроводное вещество распределяется между двумя полосами или проводящими зонами, сигнальное устройство приводится в действие и подает сигнал определения присутствия электропроводного вещества.
Следует учитывать, что проводящие полотна, изготовленные в соответствии с настоящим изобретением, могут быть использованы во многих других случаях помимо включения их в систему определения влажности для впитывающих изделий. Например, проводящие полотна могут быть использованы в любом электронном устройстве в качестве электропроводного элемента и/или в качестве антенны.
В одном варианте, проводящий нетканый материал включает в себя нетканое основное полотно, содержащее волокна целлюлозы в количестве, по меньшей мере, около 50 вес.%. Могут быть использованы любые приемлемые волокна целлюлозы. В одном частном варианте, например, волокна целлюлозы включают в себя волокна древесины мягких пород, соответствующие Канадскому Стандарту помола (CSF), по меньшей мере, около 350 мл. Волокна древесины мягких пород могут присутствовать в нетканом основном полотне в количестве по меньшей мере около 85 вес.%.
В соответствии с настоящим изобретением, нетканое основное полотно, кроме того, содержит проводящие волокна, например углеродные волокна, которые могут быть смешаны с волокнами целлюлозы. Например, в одном из вариантов, углеродные волокна гомогенно смешаны (создают однородную массу) с волокнами целлюлозы. Углеродные волокна могут присутствовать в основном полотне в количестве от около 5 вес.% до около 15 вес.%. Углеродные волокна могут иметь длину от около 1 мм до около 6 мм и могут иметь чистоту (беспримесность), по меньшей мере, около 85%, а также, по меньшей мере, около 88%. Чистота связана с количеством углерода, содержащегося в углеродных волокнах.
Основное полотно может иметь вес основы, составляющий менее чем около 60 г/см, а также от около 15 г/см до около 40 г/см. Основное полотно может также быть некрепированным и может иметь растяжимость в продольном направлении, по меньшей мере, около 5900 грамм-сила. Основное полотно может иметь массу менее чем около 2 см3/г, а также менее чем около 1 см3/г. Основное полотно может также иметь сопротивление менее чем около 100 Ом/квадрат.
В одном из вариантов, основное полотно может иметь влагостойкое вещество. Влагостойкое вещество может состоять, например, из полиаминоамид-эпихлорогидриновой смолы.
В одном из вариантов, нетканый материал может быть разрезан на полосы, имеющие ширину от около 3 мм до около 10 мм. Полосы могут быть намотаны на бобину. Например, в одном из вариантов, полосы могут быть перекрестно намотаны на бобину.
Основное полотно обычно бывает серого или черного цвета, в зависимости от количества углеродных волокон, содержащихся в полотне. В одном из вариантов, основное полотно может быть окрашено в любой приемлемый цвет. Например, полотно может быть окрашено в оттенки синего или оттенки фиолетового цвета.
Настоящее изобретение также относится к способу изготовления электропроводного бумажного полотна. Способ предусматривает стадии нанесения водной суспензии волокон на пористую формирующую поверхность с образованием влажного полотна. Водная суспензия волокон состоит из волокон мягких пород древесины в смеси с углеродными волокнами. Углеродные волокна и волокна мягких пород древесины могут соответствовать описанным выше.
После нанесения на пористую формирующую поверхность, полотно может быть разглажено, а затем высушено. Полотно может быть разглажено, например, будучи пропущенным через валки каландра. Валки каландра могут создавать давление, по меньшей мере, около 950 PLI (фунт/пог.дюйм). Полотно может быть высушено с использованием любого приемлемого сушильного устройства. Например, в одном из вариантов, полотно может быть помещено вблизи одного или многих сушильных цилиндров, от которых тепло поступает к полотну. Альтернативно, полотно может быть высушено на воздухе.
После высушивания полотно может быть нарезано на множество полос, имеющих ширину от около 3 мм до около 10 мм. Каждая полоса может быть намотана на отдельную бобину.
Другие элементы и объекты настоящего изобретения описаны более подробно ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Полное описание настоящего изобретения, включая предпочтительный вариант его выполнения, для специалиста в данной области изложено более подробно в оставшейся части описания, включая ссылку на сопровождающие чертежи, на которых:
Фиг.1 - вид сбоку одного из вариантов способа изготовления некрепированных высушиваемых на воздухе полотен по изобретению;
Фиг.2 - вид сбоку другого варианта способа изготовления проводящих полотен по изобретению;
Фиг.3 - вид сзади в перспективе одного из вариантов впитывающего изделия, изготовленного в соответствии с настоящим изобретением;
Фиг.4 - вид спереди в перспективе впитывающего изделия по Фиг.3;
Фиг.5 - вид сверху впитывающего изделия по Фиг.3, где изделие находится в незакрепленном, несложенном и плоско разложенном виде, показывающем поверхность изделия, которая обращена в противоположную от пользователя сторону;
Фиг.6 - вид сверху, подобный Фиг.5, показывающий поверхность впитывающего изделия, обращенную к пользователю при ношении с отсеченными участками для показа внутренних деталей;
Фиг.7 - вид в перспективе варианта по Фиг.3, дополнительно включающего в себя один из вариантов сигнального устройства;
Фиг.8 - вид сбоку еще одного варианта способа изготовления проводящих полотен по изобретению;
Фиг.9 - вид сбоку одного из вариантов способа разрезания нетканого материала, изготовленного в соответствии с настоящим изобретением на множество полос, которые наматывают на индивидуальные бобины; и
Фиг.10 - вид сбоку одного из вариантов бобины, которая используется для наматывания полос, показанных на Фиг.9.
Повторное использование ссылочных позиций в данном описании и на чертежах предназначено для обозначения одних и тех же аналогичных признаков или элементов настоящего изобретения.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Специалисту в данной области понятно, что данное описание является только описанием примерных вариантов выполнения и не предназначено для ограничения более широких объектов настоящего изобретения.
В общем, настоящее изобретение по существу относится к нетканым полотнам, содержащим проводящие волокна. Проводящие волокна могут быть включены в полотно, например, таким образом, чтобы обеспечить электропроводность полотна, по меньшей мере, в одном направлении. Например, нетканое полотно может быть изготовлено таким образом, чтобы оно имело возможность передавать электрический ток в продольном направлении, в поперечном направлении или в любом приемлемом направлении.
В соответствии с настоящим изобретением, проводящие нетканые полотна могут содержать значительное количество волокон целлюлозы и могут быть изготовлены с использованием способа производства бумаги. Например, в одном из вариантов, проводящие волокна могут быть смешаны с волокнами целлюлозы и водой для получения водной суспензии волокон, которая затем наносится на пористую поверхность для формирования тонкого бумажного электропроводного полотна. Электропроводность тонкого бумажного полотна может контролироваться посредством отбора специфических проводящих волокон, расположения волокон в специфических местах внутри полотна и посредством контроля различных других факторов и переменных величин. Например, в одном из вариантов, проводящие волокна, введенные в нетканое полотно, включают в себя измельченные углеродные волокна.
После того как проводящий нетканый материал изготовлен в соответствии с настоящим изобретением, этот материал может быть нарезан на множество полос, которые затем наматываются на бобины. Например, каждая полоса может иметь ширину от около 1 мм до около 15 мм, а также от около 3 мм до около 10 мм. После намотки на бобину каждая полоса может быть затем введена в любой приемлемый продукт.
Нетканые полотна, изготовленные в соответствии с настоящим изобретением, могут быть использованы во множестве различных случаев. Например, в одном из вариантов, проводящий нетканый материал может быть введен в любое приемлемое электронное устройство. Например, нетканый материал может быть использован в качестве мембраны топливного электролизера, в качестве электрода батареи или может быть использован в печатной электронике. Например, в одном частном варианте, проводящие волокна могут формировать фигурные линии внутри основного полотна для любого приемлемого конечного применения.
В одном конкретном варианте, проводящие нетканые полотна, изготовленные в соответствии с настоящим изобретением, могут быть использованы для изготовления устройств определения влажности, находящихся внутри впитывающего изделия. Например, устройство определения влажности может быть выполнено таким образом, чтобы издавать сигнал, например звуковой сигнал и/или визуальный сигнал, когда электропроводное вещество, например моча или фекалии, обнаруживаются во впитывающем изделии. Например, в одном из вариантов, одно или множество нетканых полотен, изготовленных в соответствии с настоящим изобретением, могут быть скомпонованы таким образом, чтобы сформировать проводящие элементы внутри впитывающего изделия для создания открытой схемы, которая выполнена таким образом, чтобы замыкаться, когда электропроводное вещество присутствует в изделии.
Например, впитывающее изделие может представлять собой подгузник, трусы для приучения ребенка к туалету, урологическую продукцию, предметы женской гигиены, медицинскую продукцию, перевязочный материал и т.п. Обычно, впитывающие изделия, содержащие открытую схему, являются одноразовыми, и предполагается, что они разработаны таким образом, чтобы утилизироваться после ограниченного срока использования, а не быть выстиранными или восстановленными другим способом для повторного использования.
Открытая схема, содержащаяся во впитывающих изделиях, изготовленных из нетканых полотен по настоящему изобретению, выполнена таким образом, чтобы взаимодействовать с сигнальным устройством. Сигнальное устройство может подавать энергию на открытую схему, а также включает в себя некоторый вид звукового и/или визуального сигнала, который оповещает пользователя о присутствии физиологической жидкости. Хотя впитывающее изделие само по себе является одноразовым, сигнальное устройство может быть многоразовым.
Как было описано выше, основные полотна по настоящему изобретению изготавливаются посредством смешивания проводящих волокон с волокнами целлюлозы с целью формирования нетканых полотен. В одном из вариантов, для формирования полотен используется способ производства ткани или способ производства бумаги.
Проводящие волокна, которые могут быть использованы в соответствии с настоящим изобретением, могут различаться в зависимости от частного применения и желаемого результата. Проводящие волокна, которые могут быть использованы для изготовления нетканых полотен, включают в себя углеродные волокна, металлические волокна, проводящие полимерные волокна, включающие волокна, изготовленные из проводящих полимеров, или полимерные волокна, содержащие проводящий материал, металлизированные волокна и их смеси. Металлические волокна, которые могут быть использованы, включают в себя, например, медные волокна, алюминиевые волокна и т.п. Полимерные волокна, содержащие проводящий материал, включают волокна термопластика, покрытые проводящим материалом, или волокна термопластика, пропитанные или смешанные с проводящим материалом. Например, в одном из вариантов, волокна термопластика, которые могут быть использованы, покрыты серебром. Проводящие волокна, включенные в нетканый материал, могут иметь любую приемлемую длину и диаметр. В одном из вариантов, например, проводящие волокна могут иметь соотношение сторон от около 100:1 до около 1000:1.
Количество проводящих волокон, содержащихся в нетканом полотне, может варьироваться на основании многих различных факторов, таких как вид проводящих волокон, включенных в полотно, и основного конечного применения полотна. Проводящие волокна могут быть включены в нетканое полотно, например, в количестве от около 1 вес.% до около 90 вес.% или даже более. В одном из вариантов, проводящие волокна могут присутствовать в нетканом полотне в количестве от около 5 вес.% до около 15 вес.%, а также от около 8 вес.% до около 12 вес.%.
Углеродные волокна, которые могут быть использованы в настоящем изобретении, включают волокна, изготовленные в основном из углерода или волокна, содержащие углерод в значительном количестве, в связи с чем волокна являются проводящими. Например, в одном из вариантов, могут быть использованы углеродные волокна, которые изготовлены из полиакрилонитрильного (или ПАН) полимера. В частности, углеродные волокна формируются посредством нагревания, окисления и карбонизации полиакрилонитрильных ПАН полимерных волокон. Такие волокна обычно имеют высокую степень чистоты и содержат молекулы с относительно высоким молекулярным весом. Например, волокна могут содержать углерод в количестве, превышающем около 85 вес.%. В одном из вариантов, например, степень чистоты углеродных волокон может составлять от 85% до около 95%, а также от около 88% до около 92%. Хотя волокна, имеющие более высокую степень чистоты, обладают лучшими свойствами электропроводности, волокна, имеющие высокую степень чистоты, могут быть более дорогостоящими. С другой стороны, удовлетворительные электрические характеристики могут быть получены при использовании волокон, обладающих чистотой в пределах, описанных выше.
Для того чтобы изготовить углеродные волокна из полиакрилонитрильных ПАН полимерных волокон, полиакрилонитрильные ПАН волокна первоначально нагреваются в кислородной среде, например на воздухе. В процессе нагревания, цианоблоки в полиакрилонитрильном ПАН полимере формируют вторичные циклические молекулы тетрагидропиридина. По мере нагревания, полимер начинает окисляться. Во время процесса окисления, водород освобождается вследствие чего углерод формирует ароматические кольца.
После завершения процесса окисления волокна затем продолжают нагревать в безкислородной среде. Например, волокна могут быть нагреты до температуры, превышающей около 1300°С, а также превышающей 1400°С, а также температуры в пределах от около 1300°С до около 1800°С. В процессе нагревания, волокна подвергаются карбонизации. В процессе карбонизации, расположенные рядом полимерные цепи соединяются, формируя слоистую, основную плоскую структуру из почти чистого углерода.
Углеродные волокна на основе полиакрилонитрила поставляются рядом коммерческих предприятий. Например, такие углеродные волокна могут поставляться ф. Toho Тепах Americajnc, Роквуд, Теннесси.
Другими сырьевыми материалами для изготовления углеродных волокон являются вискоза и нефтяной пек.
Особым преимуществом является то, что сформированные углеродные волокна могут быть порезаны на куски любой приемлемой длины. В одном из вариантов настоящего изобретения, например, нарезанные углеродные волокна, которые могут быть включены в основное полотно, имеют длину от около 1 мм до около 6 мм, а также от около 2 мм до около 5 мм. Эти волокна могут иметь средний диаметр от около 3 микрон до около 15 микрон, а также от около 5 микрон до около 10 микрон. В одном из вариантов, например, углеродные волокна могут иметь длину около 3 мм и средний диаметр около 7 микрон.
В одном из вариантов, углеродные волокна, включенные в нетканые основные полотна, могут включать в себя водорастворимый клей. Клей может составлять 0,1-10% от веса. Водорастворимыми клеями могут быть, но не лимитировано, полиамидные соединения, сложные эфиры эпоксидных смол и поли(винил пирролидон). В этом случае клей растворяется при смешивании с углеродными волокнами в воде,таким образом, обеспечивая хорошую дисперсию углеродных волокон в воде до формирования нетканого полотна. Клей также содействует обработке волокон, не позволяя им стать летучими соединениями, будучи добавленным в процессе производства.
При изготовлении проводящих нетканых полотен в соответствии с настоящим изобретением, вышеупомянутые проводящие волокна комбинируются с другими волокнами, пригодными для использования в процессе изготовления ткани или бумаги. Эти волокна, комбинированные с проводящими волокнами, могут содержать любые натуральные или синтетические волокна целлюлозы, включая, но не лимитировано, недревесные волокна, такие как хлопок, абака, кенаф, трава sabai, лен, трава эспарто, солома, джутовая пенька, жмых, волокна пуха молочая, волокна водорослей и волокна листьев ананаса; и древесные или целлюлозные волокна, те которые возможно получать из лиственных и мягких пород, включая волокна мягких пород деревьев, таких как северные и южные крафт волокна мягких пород деревьев; волокна твердых пород деревьев (лиственных), таких как эвкалипт, клен, береза и осина. Волокна целлюлозы могут быть подготовлены в форме целлюлозы с высоким содержанием альфа-целлюлозы или с низким содержанием альфа-целлюлозы и могут быть превращены в пульпу любым известным способом, включая способы сульфатной, сульфитной варки целлюлозы, варки целлюлозы с высоким содержанием альфа-целлюлозы и другими известными способами варки целлюлозы. Волокна, полученные органосольвентными способами варки целлюлозы, могут также быть использованы, включая волокна и способы, описанные в Патенте США US №4793,898 от 27 декабря 1988 г., авт. Лааманен и др.; в Патенте США US №4,594,130 от 10 июня 1986 г.. авт. Чэнг и др.; и в Патенте США US №3,585,104. Полезные волокна могут также быть изготовлены способом антрахинонной варки целлюлозы, пример которой приведен в Патенте США US №5,595,628 от 21 января 1997 г., авт. Гордон и др.
В одном из вариантов, волокна мягких пород древесины используются для изготовления нетканого материала, так как волокна мягких пород древесины длиннее, что уменьшает выброс твердых частиц во время процесса производства и преобразования. Более длинные волокна целлюлозы также имеют склонность лучше переплетаться с проводящими волокнами, такими как углеродные волокна.
Волокна целлюлозы, включенные в нетканый материал, например волокна древесины мягких пород, могут также быть очищены с целью увеличения количества узлов сцепления на каждом волокне. Увеличение узлов сцепления усиливает механическое переплетение волокон целлюлозы с проводящими волокнами в конечном материале. Это позволяет очень разглаженной однородной бумаге с уменьшенным количеством углеродных волокон удаляться во время обработки. Например, в одном из вариантов, волокна целлюлозы могут иметь Канадский Стандарт помола, превышающий около 350 мл, а также превышающий около 375 мл. Например, волокна целлюлозы могут быть очищены таким образом, чтобы иметь Канадский Стандарт помола от около 350 мл до около 600 мл.
Участок волокон до 50% или менее от сухого веса, или от около 5% до около 30% сухого веса может представлять собой синтетическое волокно, такое как вискоза, волокна полиолефина, полиэфирные волокна, волокна поливинилового спирта, двухкомпонентные волокна с защищенной сердцевиной, многокомпонентные связующие волокна и т.п. В качестве примера полиэтиленового волокна может служить Hulpex®, поставляемый ф. Hercules, Inc. (Вилминггон, DE). Виды волокон синтетической целлюлозы включают вискозу во всех ее вариантах и другие волокна, производные от вискозы или химически-модифицированной целлюлозы.
Включение волокон термопластика в нетканое полотно может обеспечить различные выгоды и преимущества. Например, включение волокон термопластика в полотно может позволить полотну термически соединяться с расположенными вблизи структурами. Например, полотна могут быть термически соединены с другими неткаными материалами, такими как подкладка подгузника, которая может содержать, например, полотно фильерного способа производства или полотно из волокон, выдуваемых из расплава.
Химически обработанные волокна натуральной целлюлозы могут также быть использованы, например мерсеризованная целлюлоза, химически отвержденные или с поперечными связями волокна, или сульфонированные волокна. Для придания хороших механических характеристик при использовании волокон для производства бумаги может быть желательным то, что волокна относительно не повреждены и в большей степени не очищены или только слегка очищены. Мерсеризованные волокна, восстановленные волокна целлюлозы, целлюлоза, полученная в результате деятельности микробов, вискоза и другой целлюлозный материал или производные целлюлозы могут быть использованы. Приемлемые волокна могут также включать в свое число регенерированные волокна, свежевытянутые волокна или их смеси.
Другие волокна для производства бумаги, которые могут быть использованы в настоящем изобретении, включают в свое число измельченную бумагу или переработанные волокна и волокна с высоким содержанием альфа-целлюлозы. Волокна с высоким содержанием альфа-целлюлозы являются теми волокнами для производства бумаги, которые получаются в результате процессов пульпирования, обеспечивающих выход около 65% или выше, более точно около 75% или выше, а еще более точно от около 75% до около 95%. Выход - это конечное количество обработанного волокна, выраженное в процентном содержании к исходной древесной массе. Такие процессы пульпирования включают в себя беленное химико-термомеханическое пульпирование (ВСТМР), химико-термомеханическое пульпирование (СТМР), нагнетательное/нагнетательно-термомеханическое пульпирование (РТМР), термомеханическое пульпирование (ТМР), термомеханическое химическое пульпирование (ТМСР), сульфитное пульпирование с высоким содержанием альфа-целлюлозы и крафт-пульпирование с высоким содержанием альфа-целлюлозы, которые все дают конечные волокна с высоким уровнем лигнина. Волокна с высоким содержанием альфа-целлюлозы хорошо известны своей жесткостью как в сухом, так и в увлажненном состоянии по сравнению с обычными химически пульпированными волокнами.
В общем, любой процесс формирования тканевого или бумажного полотна может быть применен для формирования электропроводного полотна. Например, в процессе изготовления бумаги по настоящему изобретению может применяться тиснение, влажное прессование, воздушное прессование, высушивание на воздухе, некрепированное высушивание на воздухе, гидропереплетение, укладка воздухом, а также другие стадии, известные в технике. Тканевое полотно может быть сформировано из волокон, в состав которых входят волокна целлюлозы в количестве, по меньшей мере, 50 вес.%, а также, по меньшей мере, 60 вес.%, а также, по меньшей мере, 70 вес.%, а также по меньшей мере 85 вес.%.
Нетканые полотна могут также быть снабжены уплотненным рисунком или проштампованы таким же образом, как тонкие бумажные листы, описанные в любом из следующих Патентов США: №№4,514,345 от 30 апреля 1985 г., авт. Джонсон и др.; 4,528,239 от 9 июля 1985 г., авт. Трохан; 5,098,522 от 24 марта 1992 г.; 5,260.171 от 9 ноября 1993 г., авт. Смурковски и др.; 5.275.700 от 4 января 1994 г., авт. Трохан; 5,328,565 от 12 июля 1994 г., авт. Расч и др.; 5,334,289 от 2 августа 1994 г., авт. Трохан и др.; 5,431,786 от 11 июля 1995 г.. авт. Расч и др.; 5,496,624 от 5 марта 1996 г., авт. Стелтджес Джр. и др.; 5,500.277 от 19 марта 1996 г., авт. Трохан и др.; 5,514,523 от 7 мая 1996 г.. авт. Трохан и др.; 5,554,467 от 10 сентября 1996 г., авт. Трохан и др.; 5,566,724 от 22 октября 1996 г., авт. Трохан и др.; 5,624,790 от 29 апреля 1997 г., авт. Трохан и др.; и 5,628.876 от 13 мая 1997 г., авт. Айэрс и др., которые все включены сюда посредством ссылки и не противоречат данному изобретению. Такие проштампованные тонкие листы бумаги могут иметь сеть уплотненных участков, которая отштамповывается на сушильном барабане при помощи импринтинг-ткани, и участки, являющиеся менее уплотненными (например, «купола» в тонком бумажном листе), соответствующие вогнутым каналам в импринтинг-ткани, где тонкий бумажный лист, наложенный на вогнутые желобки, был вогнут в результате перепадов давления воздуха на вогнутые желобки для формирования в тонком бумажном листе подушкообразных участков или куполов с низкой плотностью.
Влажные и сухие добавки, повышающие прочность, могут быть нанесены или включены в основный лист. Используемый здесь термин «влажные добавки, повышающие прочность» обозначает материалы, используемые для иммобилизации связей между волокнами во влажном состоянии. Обычно, средства, при помощи которых волокна удерживаются вместе в бумаге и тонкой бумажной продукции, включают в себя водородные связи, а иногда комбинации из водородных связей и ковалентных и/или ионных связей. В настоящем изобретении может быть полезным применение материала, который позволит осуществлять соединение волокон таким образом, чтобы закрепить точки соединения волокно-волокно и сделать их устойчивыми к разрыву во влажном состоянии. В описанной практике, добавки, улучшающие прочность во влажном состоянии, также способствуют соединению проводящих волокон, например углеродных волокон, с остальными волокнами, содержащимися в полотне. Таким образом, проводящие волокна удерживаются от выпадения из полотна в процессе дальнейшей обработки.
Любой материал, добавляемый в тонкий бумажный лист или лист, обеспечивающий в конечном результате тонкий бумажный лист средней геометрической прочностью на растяжение во влажном состоянии/геометрической прочностью на растяжение в сухом состоянии в соотношении, превышающем около 0,1, будет для целей настоящего изобретения именоваться влажной добавкой, повышающей прочность. Обычно эти материалы именуются либо как постоянные добавки, повышающие прочность во влажном состоянии, либо как «временные» добавки, повышающие прочность во влажном состоянии, с целью дифференциации постоянных добавок, повышающих прочность во влажном состоянии, от временных добавок, повышающих прочность во влажном состоянии, постоянные добавки, повышающие прочность во влажном состоянии, будут обозначаться как смолы, которые при введении в бумагу или продукцию из тонкой бумаги обеспечат бумаге или продукту из тонкой бумаги сохранение более 50% от первоначальной прочности в мокром состоянии после воздействия воды в течение, по меньшей мере, пяти минут. Временные добавки, повышающие прочность во влажном состоянии - это те, которые обеспечивают 50% или менее от первоначальной прочности в мокром состоянии после насыщения водой в течение пяти минут. Оба класса добавок, повышающих прочность во влажном состоянии, находят применение в настоящем изобретении. Количество добавок, повышающих прочность во влажном состоянии, добавляемых в волокна целлюлозы, может составлять, по меньшей мере, около 0,1 процента сухого веса, более конкретно, около 0,2 процента сухого веса или более, и еще более конкретно, от около 0,1 до около 3 процентов сухого веса, основываясь на сухом весе волокон.
Постоянные добавки, повышающие прочность во влажном состоянии, обычно будут обеспечивать более или менее долговременную влагоустойчивость конструкции из тонкого бумажного листа. Напротив, временные добавки, повышающие прочность во влажном состоянии, обычно будут создавать конструкции из тонкого бумажного листа, которые имеют низкую плотность и высокую устойчивость, но не создадут конструкции, которая имела бы долговременную устойчивость к воздействию воды или физиологических жидкостей.
Временные добавки, повышающие прочность во влажном состоянии, могут быть катионными, неионными или анионными. Такие соединения включают PAREZ™631 NC и PAREZ® 725, временно повышающие прочность во влажном состоянии смолы, которые являются катионными глиоксилированными полиакриламидами, поставляемыми ф. Cytec Industries (Вест Патерсон, Нью Джерси). Эта и подобные смолы описаны в Патенте США US №3,556,932, от 19 января 1971 г., авт. Коссиа и др. и в Патенте США US №3,556,933 от 19 января 1971 г., авт. Вилльямс и др. Hercobond 1366, производимая ф.Hercules. Inc., расположенной в г.Вилмингтон, Делавер, является еще одним коммерчески доступным катионным глиоксилированным полиакриламидом, который может быть применен в соответствии с настоящим изобретением. Дополнительные примеры временных добавок, повышающих прочность во влажном состоянии, включают в себя диальдегидные крахмалы, такие как Cobond® 1000, производимый National Starch and Chemical Company, и другие альдегидсодержащие полимеры, например, такие, которые описаны в Патенте США US №6,224,714 от 1 мая, 2001 г., авт. Шредер и др.; в Патенте США US №6,274,667 от 14 августа 2001 г., авт. Шэннон и др.; в Патенте США US №6.287,418 от 11 сентября 2001 г., авт. Шредер и др.; и в Патенте США US №6,365,667 от 2 апреля, 2002 г., авт. Шэннон и др., которые включены сюда посредством ссылки в той мере, в которой они не противоречат настоящему изобретению.
Постоянные добавки, повышающие прочность во влажном состоянии, содержащие катаонные олигомерные или полимерные смолы, могут быть использованы по настоящему изобретению. Смолы типа полиамид-полиамин-эпихлорогидрин, также относящиеся к полиаминоамид-эпихлорогидриновым смолам, например, KYMENE 557H, продаваемая ( ф.Hercules. Inc., г.Вилмингтон, Делавер, являются наиболее широко известными постоянными добавками, повышающими прочность во влажном состоянии, и применимы для использования по настоящему изобретению. Такие материалы были описаны в следующих Патентах США: №№:3,700,623 от 24 октября 1972 г., авт. Кейм; 3,772.076 от 13 ноября 1973 г., авт. Кейм; 3,855,158 от 17 декабря 1974 г., авт. Петрович и др.; 3,899,388 от 12 августа 1975 г., авт. Петрович и др.; 4,129,528 от 12 декабря 1978 г., авт. Петрович и др.; 4,147.586 от 3 апреля 1979 г., авт. Петрович и др.; и 4,222,921 от 16 сентября 1980 г., авт. Ванн Инэм. Другие катионные смолы включают в себя полиэтилэниминовые смолы и аминопластовые смолы, получаемые в результате реакции между формальдегидом и меламином или мочевиной. Может иметь преимущество использование как постоянных, так и временных повышающих прочность во влажном состоянии смол при производстве тканевой продукции.
В одном из вариантов, относительно большое количество добавки, повышающей прочность во влажном состоянии, включается в нетканый материал. Добавка, повышающая прочность во влажном состоянии, может также увеличить прочность продукта в сухом состоянии. Дополнительно, добавки, повышающие прочность во влажном состоянии, способствуют химическому переплетению волокон в материале, что повышает удерживание проводящих волокон. Количество добавки, повышающей прочность во влажном состоянии, добавленной в нетканый материал, может зависеть от многих различных факторов. В общем, например, добавка, повышающая прочность во влажном состоянии, может быть добавлена в количестве от около 1 кг/мт(он) до около 12 кг/мт(он), а также от около 5 кг/мт до около 10 кг/мт. В конкретных вариантах, может быть желательным добавление максимально возможного количества добавки, повышающей прочность во влажном состоянии. В этих вариантах, например, добавка, повышающая прочность во влажном состоянии, может быть добавлена в количестве превышающем около 7 кг/мт, а также в количестве, превышающем около 8 кг/мт.
Сухие добавки, повышающие прочность, хорошо известны в технике и включают в себя модифицированные крахмалы и другие полисахариды, такие как катионные, амфотерные и анионные крахмалы, а также гуаровую смолу и смолу плодов рожкового дерева, модифицированные полиакриламиды, карбоксиметилцеллюлозу, сахара, поливинил алкоголь, хитозаны и т.п., но не ограничиваются ими. Такие добавки, повышающие прочность, в сухом состоянии, обычно добавляются в гидросмесь волокон до формирования бумажного листа или как часть процесса крепирования.
Дополнительные виды химикатов, которые могут быть добавлены в нетканое полотно, включают в себя, но не ограничиваясь этим, впитывающие вспомогательные вещества обычно в форме катионных, анионных или неионных поверхностно-активных веществ (ПАВ), гигроскопических веществ и пластификаторов, например, полиэтиленгликоли с низким молекулярным весом и полигидроксильные составы, например глицерин и пропилен гликоль. Материалы, которые обеспечивают здоровое состояние кожи, такие как минеральные масла, экстракт алоэ, витамин В, силикон, лосьоны в целом и подобные могут также быть введены в конечный продукт.
В общем, продукция по настоящему изобретению может быть использована в сочетании с любыми известными материалами и химикатами, которые не являются несовместимыми с предполагаемым использованием. Примеры таких материалов включают в себя, но не ограничиваясь этим, детскую присыпку, пищевую соду, хелатные вещества, цеолиты, отдушки или другие поглощающие запах вещества, соединения циклодекстрина, окислители и т.п. Особым преимуществом является то, что при использовании углеродного волокна в качестве электропроводного волокна, углеродное волокно также служит в качестве поглотителя запаха. Сверхвпитывающие частицы, синтетические волокна или пленки также могут применяться. Дополнительные варианты включают в себя красители, оптические осветлители, гигроскопические вещества, средства для смягчения и т.п.
Нетканые полотна, изготовленные в соответствии с настоящим изобретением, могут включать в себя один цельный слой волокон или могут включать многослойную или слоеную конструкцию. Например, слой нетканого полотна может включать в себя два или три слоя волокон. Каждый слой может иметь различную композицию волокон. Содержание конкретных волокон в каждом слое обычно зависит от того как формируется продукт и желаемых результатов. В одном из вариантов, например, средний слой содержит волокна целлюлозы в сочетании с проводящими волокнами. С другой стороны, внешние слои могут содержать только волокна целлюлозы, например волокна мягких и/или лиственных пород деревьев.
В одном из вариантов, нетканое полотно, изготовленное в соответствии с настоящим изобретением, в основном изготавливается в соответствии с процессом влажной укладки. В этом варианте, волокна соединяются с водой для создания водной суспензии, а затем наносятся на пористую формующую поверхность, на которой формируется влажное полотно. В одном из вариантов, сначала изготавливается водная суспензия, содержащая волокна целлюлозы. Проводящие волокна, например углеродные волокна, затем инжектируются в водную суспензию волокон целлюлозы до нанесения водной суспензии на формующую поверхность. Например, проводящие волокна могут быть инжектированы в водную суспензию волокон целлюлозы в резервуаре непосредственно перед нанесением волокон на формирующую поверхность. Водная суспензия волокон целлюлозы, например, может содержать более 99% воды от веса. Например, в одном из вариантов, водная суспензия волокон целлюлозы содержит волокна целлюлозы в количестве меньшем чем 1 вес.%, а также в количестве около 0,5 вес.%. Проводящие волокна могут затем быть инжектированы в водную суспензию в виде аналогичного раствора. Например, водная суспензия углеродных волокон, содержащая углеродные волокна в количестве около 0.5 вес.%, может быть инжектирована в водную суспензию волокон целлюлозы.
Выяснилось, что инжектирование проводящих волокон в водную суспензию волокон целлюлозы уменьшает формирование хлопьев из углеродных волокон. Было обнаружено, что возможность формирования хлопьев возрастает при увеличении времени смешивания волокон. Наличие хлопьев, например, может создавать слабые участки в конечном материале и служить причиной разрывов во влажном состоянии, когда нетканый материал подвергается дальнейшей обработке.
После того как водная суспензия волокон была сформирована в нетканое полотно, полотно может быть обработано с использованием различных технологий и способов. Например, на Фиг.1 показан способ изготовления некрепированных, быстро просушиваемых листов тонкой бумаги. В одном из вариантов, может быть желательным формировать нетканое полотно с использованием процесса высушивания на воздухе без крепирования. Было установлено, что крепирование нетканого полотна во время его формирования может вызывать повреждение проводящих волокон посредством разрушения сетки из проводящих волокон внутри нетканого полотна. Вследствие чего нетканое полотно становится не проводящим.
Для упрощения, показаны различные натяжные валки, схематически используемые для образования нескольких тканевых лент, но не пронумерованные. Следует признать, что изменения устройств и способов, показанные на Фиг.1, могут быть осуществлены без отхода от основного процесса. Показан двухпроводной шаблон, снабженный резервуаром для бумажного производства 34, например резервуаром для укладывания слоями, который инжектирует или осаждает поток 36 водной суспензии волокон для изготовления бумаги на формирующую ткань 38, располагающуюся на формирующем валке 39. Формирующая ткань служит для поддержания и движения свежесформированного влажного полотна далее по процессу, так как полотно частично теряет влагу до консистенции около 10 процентов сухого веса. Дополнительный отвод влаги из влажного полотна может быть осуществлен, например, вакуумным отсасыванием, в то время как полотно находится на формирующей ткани.
Влажное полотно затем перемещается с формирующей ткани на транспортирующую ткань 40. В одном из дополнительных вариантов, транспортирующая ткань может двигаться с меньшей скоростью, чем формирующая ткань, с целью придания полотну повышенной прочности. Это обычно упоминается как «стремительное» перемещение. Относительная разница скоростей между двумя тканями может составлять от 0-15 процентов, более конкретно от около 0-8 процентов. Перемещение преимущественно осуществляется с помощью вакуумной направляющей 42 таким образом, чтобы формирующая ткань и транспортирующая ткань одновременно сходились и расходились у переднего края вакуумной щели.
Полотно затем перемещается с транспортирующей ткани на сушильную ткань 44 при помощи вакуумного передаточного валка 46 или вакуумного передаточного башмака, дополнительно снова используя неподвижный интервал передачи, как было описано ранее. Ткань для быстрого высушивания может двигаться приблизительно с той же скоростью или с другой скоростью, по сравнению с транспортирующей тканью. При желании, ткань для быстрого высушивания может двигаться с меньшей скоростью с целью дальнейшего повышения растяжимости. Перемещение может быть осуществлено при помощи вакуума для обеспечения деформации листа с целью подгонки его к форме ткани для быстрого высушивания, таким образом, при необходимости получая желаемую массу и внешний вид. Приемлемые ткани для быстрого высушивания описаны в Патенте США US №5,429,686, авт. Кай Ф. Чиу и др. и Патенте США US №5,672,248, авт. Вендт и др., которые включены сюда по ссылке.
В одном из вариантов, ткань для быстрого высушивания обеспечивает относительно гладкую поверхность. Альтернативно, ткань может содержать высокие и длинные оттискные шарниры.
Та сторона полотна, которая взаимодействует с тканью для быстрого высушивания, обычно именуется «тканевой стороной» нетканого полотна. Тканевая сторона полотна, как было описано выше, может иметь такую форму, которая соответствует ткани для высушивания после того как эта ткань была высушена в сушилке. С другой стороны, противоположная сторона бумажного полотна обычно именуется как «воздушная сторона». Воздушная сторона полотна обычно более гладкая, чем тканевая сторона во время нормальных процессов высушивания.
Уровень вакуума, используемый для перемещения полотна, может составлять от около 3 до около 15 дюймов ртутного столба (от 75 до около 380 миллиметров ртутного столба), предпочтительно около 5 дюймов (125 миллиметров) ртутного столба. Вакуумная направляющая (отрицательное давление) может быть дополнена или заменена посредством применения положительного давления с противоположной стороны полотна, чтобы выдуть полотно на следующую ткань дополнительно, или в виде возвращения для всасывания его на следующую ткань при помощи вакуума. Также вакуумный валок или валки могут быть использованы для возвращения на место вакуумной направляющей (щих).
Поддерживаемое тканью для быстрого высушивания полотно в конечном результате высушивается до консистенции около 94% или более при помощи сушилки 48 и далее перемещается на несущую ткань 50. Высушенный основный лист 52 транспортируется на бобину 54 посредством несущей ткани 50 и дополнительной несущей ткани 56. Дополнительный выдерживающий высокое давление поворотный валок 58 может быть использован для содействия передвижению полотна с несущей ткани 50 на ткань 56. Приемлемыми несущими тканями для этой цели являются Albany International 84M и 94М и Asten 959 или 937, которые являются относительно гладкими тканями, имеющими мелкий рисунок. Хотя это и не показано, барабанное каландрование или последующее автономное каландрование может быть применено с целью повышения гладкости и мягкости основного листа. Каландрование полотна может также вызвать ориентацию проводящих волокон в определенной плоскости и в определенном направлении. Например, в одном из вариантов, полотно может подвергнуться каландрованию, что главным образом вызовет расположение всех проводящих волокон в плоскости X-Y, а не в направлении Z. В этом случае электропроводность полотна может быть повышена, и в то же время повышается мягкость полотна.
В одном из вариантов, нетканое полотно 52 представляет собой полотно, которое было высушено в разложенном плоском состоянии. Например, полотно может быть сформировано в то время, когда полотно находится на гладкой ткани для быстрого высушивания. Процессы изготовления некрепированных тканей для быстрого высушивания, например, описаны в Патенте США №5,672,248 авт. Вендт и др.; Патенте США US №5,656,132 авт. Фаррингтон и др.; Патенте США №6,120,642 авт. Линдсей и Буразин; Патенте США №6,096,169 авт. Германе и др.; Патенте США №6,197,154 авт. Чен и др.; и Патенте США №6.143.135 авт. Хада и др., которые все включены сюда посредством ссылки.
На Фиг.1 показан процесс производства некрепированных, высушенных воздухом полотен. Однако следует понимать, что любые приемлемые процессы и технологии, в которых не применяется крепирование, могут быть использованы для формирования проводящих нетканых полотен. Например, на Фиг.2 показан еще один процесс, который может быть использован для формирования нетканых полотен в соответствии с настоящим изобретением. В варианте, представленном на Фиг.2, свежесформированное полотно подвергается прессованию во влажном состоянии в процессе.
В этом варианте, из резервуара 60 выпускается водная суспензия волокон на формирующую ткань 62, которая поддерживается и передвигается посредством множества ведущих роликов 64. Резервуар 60 может быть аналогичным резервуару 34, показанному на Фиг.1. Дополнительно, водная суспензия волокон может содержать проводящие волокна, как было описано выше. Вакуумная камера 66 располагается под формирующей тканью 62 и выполнена с возможностью удалять воду из поставляемых волокон для содействия формированию полотна. С формирующей ткани 62 сформированное полотно 68 перемещается на вторую ткань 70, которая может представлять собой либо проволоку, либо войлок. Ткань 70 поддерживается для осуществления ее движения по замкнутому контуру посредством множества ведущих роликов 72. Также присутствует подбирающий валец 74, предназначенный для содействия перемещению полотна 68 с ткани 62 на ткань 70.
С ткани 70 полотно 68, в этом варианте, перемещается на поверхность вращающегося нагретого сушильного барабана 76, например сушильного аппарата Yankee. Как показано, по мере того как полотно 68 продвигается через участок вращающегося контура поверхности сушильного барабана, тепло передается полотну, в результате чего большая часть влаги, содержащаяся в полотне, испаряется. Полотно 68 затем удаляется с сушильного барабана 76 без крепирования полотна.
Для того чтобы удалить полотно 68 с сушильного барабана 76, в одном из вариантов, на поверхность сушильного барабана или на ту сторону полотна, которая взаимодействует с сушильным барабаном, может быть нанесено высвобождающее вещество (реагент). В общем любое приемлемое высвобождающее вещество, которое способствует удалению полотна с барабана таким образом, чтобы избежать необходимости крепирования полотна, может быть использовано.
Высвобождающие вещества, которые могут быть использованы, включают в себя, например, полиамидоамин эпихлорогидрин полимеры, например, такие которые имеются в продаже под торговым наименованием REZOSOL ф. Hercules Chemical Company. Отдельные высвобождающие вещества, которые могут быть использованы по настоящему изобретению, включают в себя Release Agent 247, Rezosol 1095, Crepetrol 874, Rezosol 974, ProSoft TQ-1003, все поставляемые ф. Hercules Chemical Company, Busperse 2032, Busperse 2098, Busperse 2091, Buckman 699, все поставляемые ф. Buckman Laboratories и 640C release, 640D release, 64575 release, DVP4V005 release, DVP4V008 release, все поставляемые ф. Nalco.
Во время процесса изготовления нетканого материала, такого как показан и на Фиг.1, и на Фиг.2, полотно может быть разглажено и уплотнено. Одной из технологий разглаживания или уплотнения полотна является пропускание полотна через пережим противостоящих валков каландра. Было выяснено, что разглаживание и уплотнение листа способствует уменьшению выпадения углеродных волокон во время дальнейшей обработки. Разглаживание полотна уменьшает общее измерение или толщину и повышает электропроводность материала посредством увеличения сети проводящих волокон и однородности. Уменьшение толщины материала может также повлечь за собой увеличение времени прохождения рулонов материала во время обработки продукции, что повышает эффективность, расходы и потерю рабочего времени. Повышенная электропроводность может вызвать общее уменьшение количества проводящих волокон, содержащихся в конечном материале.
В процессе каландрования полотна, полотно может подвергнуться каландрованию в сухом состоянии или во влажном состоянии. В одном из вариантов, например, валки каландра могут создавать давление, по меньшей мере, 900 дюймов рт.ст, а также от около 900 дюймов рт.ст. до около 1100 дюймов рт.ст. Например, в одном из частных вариантов, давление, создаваемое валками каландра, может составлять от около 950 дюймов рт.ст. до около 1000 дюймов рт.ст., а также давление около 980 дюймов рт.ст.
В альтернативном варианте, как показано на Фиг.8, полотно может быть подвергнуто давлению во множестве сушильных цилиндров, которые не только высушивают полотно, но и разглаживают и уплотняют полотно. Например, на Фиг.8 показано множество последовательных сушильных цилиндров 80. В этом варианте представлены шесть последовательных сушильных цилиндров. Однако следует понимать, что в других вариантах может быть применено большее или меньшее количество сушильных цилиндров. Например, в одном из вариантов, в процесс может быть включено от восьми до двенадцати последовательных сушильных цилиндров.
Как показано, влажное полотно 82, сформированное в соответствии с любым приемлемым процессом, сжимается, входя в соприкосновение с первым сушильным цилиндром 80. Например, в одном из вариантов, ткань или подходящий конвейер может быть использован для прижатия полотна к поверхности сушильного барабана. Полотно наматывается на сушильный цилиндр, имеющий температуру, по меньшей мере, около 150°, а также, по меньшей мере, около 180° до того как оно будет сжато, войдя в соприкосновение со вторым сушильным цилиндром. Каждый из сушильных цилиндров может быть нагрет до оптимизированной температуры для высушивания полотна в ходе процесса.
Нетканые полотна, изготовленные в соответствии с настоящим изобретением, могут иметь многочисленные различные свойства и характеристики в зависимости от области применения, в которой полотна будут использоваться, и желаемых результатов. Например, нетканое полотно может иметь вес основы от около 15 г/см до около 60 г/см или более. В одном из вариантов, например, новое нетканое полотно может иметь вес основы от около 30 г/см до около 40 г/см.
После уплотнения или разглаживания, нетканое полотно может быть изготовлено, имеющим относительно низкую массу. Например, как было описано выше, в некоторых процессах, полотно может быть уплотнено во время формирования. Объемность таких полотен, например, может составлять менее 2 см3/г, а также менее около 1 см3/г, а также менее около 0,5 см3/г.
«Объемность» листа рассчитывается как коэффициент толщины бумаги сухого тонкого бумажного листа, выраженного в микронах, деленный на сухой вес основы, выраженный в граммах на квадратный метр. Полученная объемность листа выражается в кубических сантиметрах на грамм. Более конкретно, толщина бумаги выражается как общая толщина стопки из десяти обычных листов и деления общей толщины стопки на десять, при этом каждый лист в стопке укладывается одинаковой стороной вверх. Толщина бумаги измеряется в соответствии с TAPPI методом тестирования Т411 om-89 «Толщина бумаги, бумажного картона и комбинированного картона» пункт 3 для уложенных в стопку листов. Микрометр, использованный для выполнения Т411 om-89, является Emveco 200-A Tissue Caliper Tester, выпускаемый ф. Eveco, Inc., Ньюберг, Орегон. Этот микрометр имеет нагрузку 2.00 кило-Паскаль (132 грамма на квадратный дюйм), нажимную опорную поверхность размером 2500 квадратных миллиметров, диаметр нажимной опорной поверхности 56,42 миллиметра, время покоя 3 секунды и скорость опускания 0,8 миллиметра в секунду.
Нетканые полотна, изготовленные в соответствии с настоящим изобретением, могут также иметь достаточную прочность для облегчения обработки. Например, в одном из вариантов, полотна могут иметь прочность (или пиковую нагрузку), превышающую около 5000 грамм-сила в машинном или продольном направлении, а также превышающую около 5500 грамм-сила, а также даже превышающую около 6000 грамм-сила. Испытания на растяжение нетканого материала, например, может быть проведено на образце шириной один дюйм при 300 мм/мин и длине измерительной базы 75 мм.
Электропроводность нетканого полотна может также различаться в зависимости от типа проводящих волокон, включенных в полотно, количества проводящих волокон, включенных в полотно, и порядка, в котором проводящие волокна располагаются, группируются или ориентируются (направляются) в полотне. В одном из вариантов, например, нетканое полотно может обладать сопротивлением менее чем около 1500 Ом/квадрат, а также менее чем около 100 Ом/квадрат, а также менее чем около 80 Ом/квадрат. Например, в одном из вариантов, нетканый материал может обладать сопротивлением от около 20 Ом/площадь до около 80 Ом/квадрат, а также от около 20 Ом/квадрат до около 40 Ом/квадрат.
Электропроводность листа рассчитывается как коэффициент от измеренного сопротивления листа, выраженного в Ом, деленное на соотношение длины к ширине листа. Полученное сопротивление листа выражается в Ом/квадрат. Более конкретно, измерение сопротивления проводится в соответствии с ASTM F1896-98 «Способ тестирования для определения электрического сопротивления печатного электропроводящего материала». Устройство измерения сопротивления, (или омметр) используемое для осуществления ASTM F1896-98, представлено Fluke мультиметром (модель 189), снабженным Fluke зажимами «крокодил» (модель АС 120), все поставляется ф. Fluke Corporation, Эверет, Вашингтон.
При использовании углеродных волокон, конечный нетканый материал обычно имеет серый или черный цвет. При желании, материал может быть окрашен в индивидуальный цвет для улучшения эстетического вида. Например, в одном из вариантов, материал может быть окрашен в оттенок фиолетового или оттенок синего цвета. Отдельные красители, которые могут быть использованы, включают в себя PANTONE 264U фиолетовый краситель или PANTONE 291U синий краситель.
Конечное нетканое полотно, изготовленное в соответствии с настоящим изобретение, может быть использовано самостоятельно в виде однослойного продукта или может быть скомбинировано с другими полотнами или пленками с целью формирования многослойного продукта. В одном из вариантов, электропроводное нетканое полотно может быть скомбинировано с другими неткаными полотнами с целью формирования двухслойного или трехслойного продукта. Другие нетканые полотна, например, могут быть изготовлены полностью из волокон целлюлозы и могут быть изготовлены в соответствии с любым из способов, описанных выше.
В альтернативном варианте, электропроводное нетканое полотно, изготовленное в соответствии с настоящим изобретением, может быть ламинировано с использованием адгезива или же с другим нетканым материалом или полимерным пленочным материалом. Например, в одном из вариантов, электропроводное нетканое полотно может быть ламинировано с полотном, состоящим из волокон, выдуваемых из расплава, и/или полотном, состоящим из волокон фильерного способа производства, которые изготавливаются из полимерных волокон, таких как волокна полипропилена. Как было описано выше, в одном из вариантов, электропроводное нетканое полотно может содержать в себе синтетические волокна. В этом варианте, нетканое полотно может быть соединено с противоположным полотном, содержащим синтетические волокна, например с полотном, состоящим из волокон, выдуваемых из расплава, или полотном, состоящим из волокон фильерного способа производства.
После того как электропроводное нетканое полотно по настоящему изобретению было сформировано, материал может быть смотан в принимающий рулон. Ширина сформированного материала может различаться в зависимости от того, был ли применен способ изготовления ткани или бумаги. Например, в основном, материал может иметь ширину в пределах от около 60 дюймов до около 100 дюймов. В одном из вариантов, нетканый материал затем разрезается на множество узких полос для дальнейшего использования в различных случаях. Например, в одном из вариантов, материал может быть нарезан на узкие полосы шириной от около 3 мм до около 12 мм, а также от около 5 мм до около 8 мм. В частности, нетканый материал может быть нарезан на полосы по ширине для сохранения прочности и электрических свойств, при этом минимизируются затраты на сырьевой материал.
Поскольку нарезка на узкие полосы материала может вызвать выпадение проводящих волокон, в соответствии с настоящим изобретением нарезка на полосы может быть выполнена в одну стадию. Например, один пример процесса нарезки на полосы в соответствии с настоящим изобретением показан на Фиг.9. Система, показанная на Фиг.9, способна запирать и удерживать любые свободные проводящие волокна, которые могут выпадать из материала.
Как показано на Фиг.9, принимающий рулон 84, состоящий из электропроводного нетканого материала 85, изготовленного в соответствии с настоящим изобретением, разматывается в процессе. В одном из вариантов, принимающий рулон 84 приводится в движение для разматывания от центра, таким образом, никакое оборудование не вступает во взаимодействие с поверхностью полотна. С другой стороны, поверхность движущихся раскручивающих устройств может проскальзывать и служить причиной шершавости поверхности и может вызывать несоответствующую скорость подачи, в результате чего могут возникнуть влажные заломы.
С принимающего рулона 84 нетканый материал 85 первоначально подается на продольно-резальное устройство 86. Продольно-резальное устройство, например, может включать в себя вращающийся резак, который одновременно нарезает нетканое полотно по всей ширине. Вращающийся резак 86, например, может включать в себя вращающиеся лезвия, расположенные на расстоянии друг от друга в необходимом количестве, для формирования конечных узких полос.
Как показано на Фиг.9, в одном из вариантов, после того как материал был нарезан, полученные узкие полосы могут быть разделены на первую группу узких полос 87 и вторую группу узких полос 88. В одном из вариантов, например, узкие полосы поделены по альтернативной форме для того, чтобы увеличить расстояние между отдельными полосами, входящими в каждую группу. Таким образом, одна половина полос может подаваться сверху для формирования первой группы полос 87, в то время как другая половина полос может подаваться снизу для формирования второй группы полос 88.
Первая группа полос 87 затем наматывается на первый комплект бобин 89, в то время как вторая группа узких полос 88 наматывается на второй комплект бобин 90. Первый комплект бобин 89, например, включает бобины 91. С другой стороны, второй комплект бобин 90 включает бобины 92. В представленном варианте каждый комплект бобин состоит из четырех отдельных бобин. Однако следует понимать, что большее или меньшее количество бобин может быть включено в систему в зависимости от числа полученных полос.
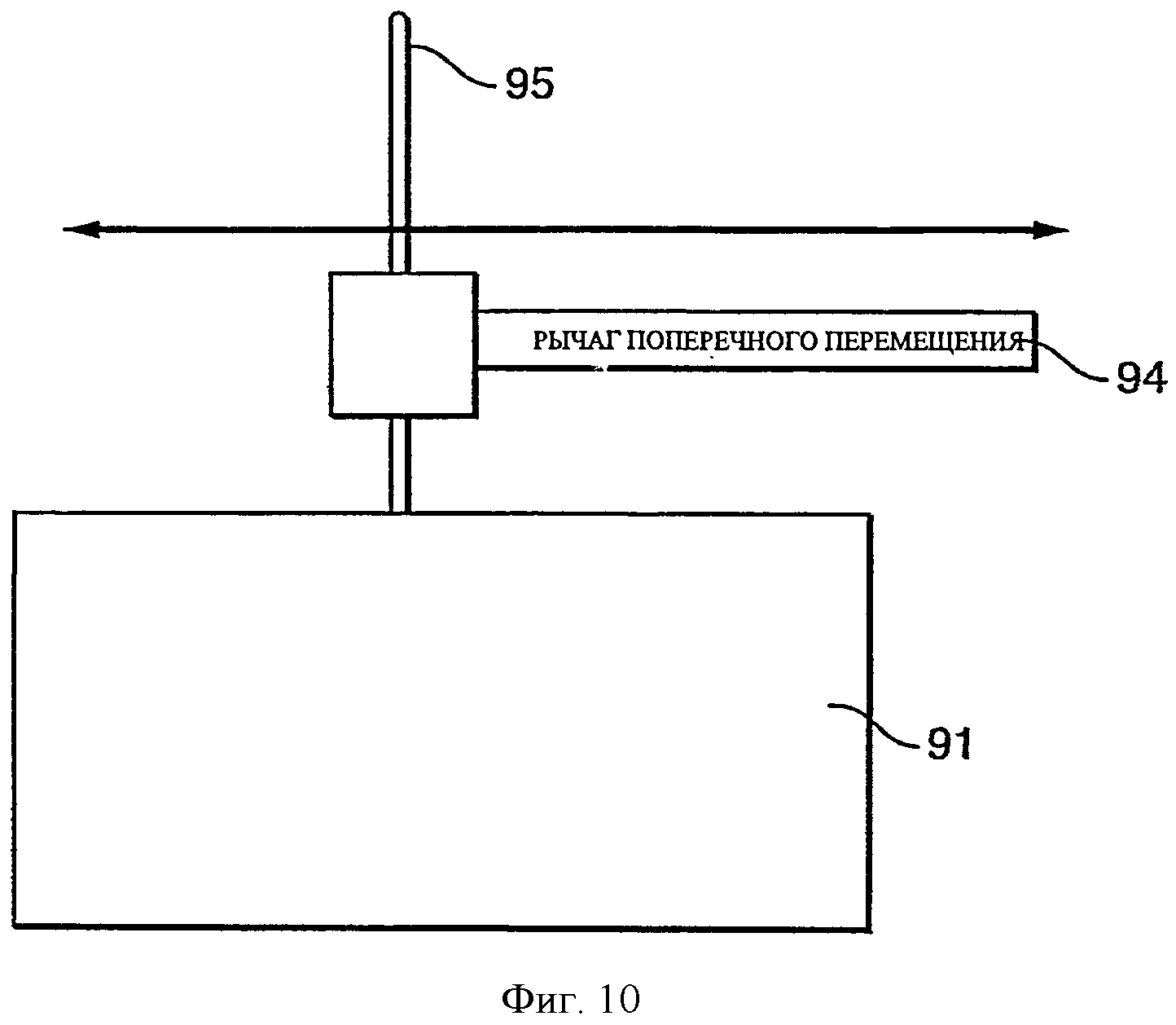
Так как группа полос 87 подается вниз по потоку, каждая отдельная полоса затем наматывается на соответствующую бобину 91. Например, одиночная полоса 95 показана намотанной на последнюю бобину 91.
Для того чтобы быть намотанной на бобину, полоса проходит вокруг ведущего валика 96, а затем поступает на устройство регулировки натяжения 93. Устройство регулировки натяжения 93 поддерживает постоянное натяжение полосы во время процесса наматывания. Благодаря относительно высокому пределу прочности на разрыв материала, например, небольшое поперечное натяжение на полотне во время преобразования и наматывания на бобины может явиться причиной разрыва узких полос. Соответственно, в одном из вариантов, устройство регулировки натяжения может быть соединено с каждой полосой для создания постоянного натяжения.
В одном из вариантов, например, устройство регулировки натяжения 93 может включать в себя ролик, регулирующий натяжение полосы, который прикладывает усилие к полосе 95 для поддержания постоянного и равномерного натяжения.
Как показано на Фиг.9, полоса 95 наматывается на бобину 91. После намотки на бобину, полоса может быть размотана в отдельности для изготовления из нее отдельного изделия или продукта. В одном из вариантов, полоса может быть перекрестно намотана на бобину 91. При перекрестной намотке захватывается полоса 95 и накладывается на сердцевину бобины путем обхода длины сердцевины. Путем перекрестной намотки создаются ровные и однородные рулоны для дальнейшего разматывания.
Например, ссылаясь на Фиг.10, полоса 95 показана намотанной на бобину 91. Как показано более детально, система может включать в себя рычаг поперечного перемещения 94, который передвигается туда и обратно по отношению к бобине 91 по мере того, как полоса 95 наматывается на бобину.
Как было описано выше, нетканое основное полотно, изготовленное в соответствии с настоящим изобретением, может быть использовано во многих случаях. Например, основные полотна могут быть использованы в связи с их способностью проводить электрический ток.
В одном из частных применений, например, электропроводное нетканое полотно может быть введено в датчик влажности, который выполнен таким образом, чтобы определять присутствие физиологической жидкости во впитывающем изделии. Датчик влажности, например, может включать в себя открытую схему, изготовленную из нетканого полотна. Открытая схема может быть соединена с сигнальным устройством, которое выполнено таким образом, чтобы подавать звуковые, визуальные и сенсорные сигналы, когда электропроводная жидкость достигает открытой схемы.
Отдельная заданная электропроводная жидкость или физиологическая жидкость могут варьироваться в зависимости от отдельного вида впитывающего изделия и желаемого применения. Например, в одном из вариантов, впитывающее изделие, включающее подгузник, трусы для приучения ребенка к туалету или подобное изделие и датчик влажности, может быть выполнено таким образом, чтобы определять присутствие мочи. Альтернативно, датчик влажности может быть выполнен таким образом, чтобы определять присутствие метаболита, который указывает на наличие раздражения кожи от пеленок. С другой стороны, для урологической продукции, предназначенной для взрослых и предметов женской гигиены, датчик влажности может быть выполнен таким образом, чтобы определять наличие белка или отдельных компонентов в моче, таких как полисахариды.
Ссылаясь на Фиг.3 и 4, в целях приведения примера, показано впитывающее изделие 120, которое может быть изготовлено в соответствии с настоящим изобретением. Впитывающее изделие 120 может быть, а может и не быть одноразовым. Понятно, что настоящее изобретение применимо для использования с различными другими впитывающими изделиями, предназначенными для индивидуального использования, включая подгузники, трусы для приучения ребенка к туалету, плавки, предметы женской гигиены, урологические изделия, одежду для медицинского персонала, хирургические тампоны, другую индивидуальную защитную одежду или одежду, используемую в здравоохранении, и т.п., но не ограничиваясь ими, без отхода от объема настоящего изобретения.
Только в иллюстративных целях, различные материалы и способы создания впитывающих изделий, таких как подгузник 120, в различных объектах настоящего изобретения описаны в Международном Патенте РСТ WO 00/37009, опубл. 10 июля 1990 г., авт. Ван Гомпель и др.; в Патенте США US №5,766.389 от 16 июня 1998 г., авт. Брэндон и др. и Патенте США US №6,645,190 от 11 ноября 2003 г., авт. Олсон и др., которые включены сюда посредством ссылки в том объеме, в котором они соответствуют (т.е. не противоречат) настоящему изобретению.
Подгузник 120 примерно показан на Фиг.3 в частично застегнутом состоянии. Подгузник 120, показанный на Фиг.3 и 4, также представлен на Фиг.5 и 6 в раскрытом и несложенном состоянии. Конкретнее, Фиг.5 является видом сверху, показывающим внешнюю сторону подгузника 120, в то время как на Фиг.6 показана внутренняя сторона подгузника 120. Как показано на Фиг.5 и 6, подгузник 120 имеет продольное направление 148, которое проходит от передней части изделия при ношении к задней части изделия. Противоположно продольному направлению 148 находится поперечное направление 149.
Подгузник 120 образует пару продольных концевых областей, другими словами, употребляемый здесь термин - переднюю область 122 и заднюю область 124, и центральную область, другими словами, область ластовицы 126, проходящую продольно между и соединяющую переднюю и заднюю области 122, 124. Подгузник 120 также образует внутреннюю поверхность 128, приспособленную для использования (например, расположенную относительно других элементов изделия 120) в положении, обращенном к пользователю, и наружную поверхность 130, противоположную внутренней поверхности. Передняя и задняя области 122, 124 являются теми участками подгузника 120, которые при ношении полностью или частично покрывают или охватывают талию или садятся по бедрам пользователя. Областью ластовицы 126 обычно является тот участок подгузника 120, который при ношении располагается между ногами пользователя и покрывает нижнюю часть туловища и промежность пользователя. Впитывающее изделие 120 снабжено парой горизонтально противоположных боковых краев 136 и парой продольно противоположных поясных краев, соответственно обозначающих передний поясной край 138 и задний поясной край 139.
Представленный подгузник 120 включает в себя основной элемент 132, который, в этом варианте, включает переднюю область 122, заднюю область 124 и область ластовицы 126. Ссылаясь на Фиг.3-6, основной элемент 132 включает в себя наружное покрытие 140 и обращенную к телу подкладку 142 (Фиг.3 и 6), которая может быть присоединена к наружному покрытию 140 путем наложения при помощи адгезивов, ультразвуковых соединений, термических соединений или других традиционных способов. Ссылаясь на Фиг.6, подкладка 142 может быть присоединена к наружному покрытию 140 по периметру основного элемента 132 с целью формирования переднего поясного шва 162 и заднего поясного шва 164. Как показано на Фиг.6, подкладка 142 может быть присоединена к наружному покрытию 140 с образованием пары боковых швов 161 в передней области 122 и в задней области 124. Подкладка 142 может быть, в общем, адаптирована, т.е. расположена относительно других элементов изделия 120 таким образом, чтобы быть обращенной к коже пользователя во время ношения впитывающего изделия. Основной элемент 132 может, кроме того, включать в себя впитывающую структуру 144, в частности, показанную на Фиг.6, расположенную между наружным покрытием 140 и обращенной к телу подкладкой 142 для впитывания жидких физиологических выделений, выделяемых пользователем, и может, кроме того, включать пару удерживающих клапанов 146, обеспечивающих обращенную к телу подкладку 142 защитой от бокового протекания физиологических выделений.
Эластичные удерживающие клапаны 146, как показано на Фиг.6, образуют частично незакрепленный край, который принимает вертикальную форму в, по меньшей мере, области ластовицы 126 подгузника 120 с целью формирования соединения вблизи тела пользователя. Удерживающие клапаны 146 могут проходить продольно по всей длине основного элемента 132 или могут проходить только частично по длине основного элемента. Приемлемые конструкции и конфигурации для удерживающих клапанов 146, в общем, хорошо известны специалистам в данной области и описаны в Патенте США US №4,704,116 от 3 ноября 1987 г., авт. Энлоу, который включен сюда посредством ссылки.
Для дальнейшего повышения вместимости и/или впитывания физиологических выделений, подгузник 120 может также соответственно включать в себя эластичные ножные элементы 158 (Фиг.6), как известно специалистам в данной области. Эластичные ножные элементы 158 могут быть многократно присоединены к наружному покрытию 140 и/или обращенной к телу подкладке 142 и располагаться в области ластовицы 126 впитывающего изделия 120.
Эластичные ножные элементы 158 могут быть выполнены из любого подходящего эластичного материала. Как хорошо известно специалистам в данной области, подходящие эластичные материалы включают в себя листы, жгуты или ленты из натурального каучука, синтетического каучука или термопластичных эластичных полимеров. Эластичные материалы могут быть растянуты и приклеены к основанию, приклеены к скомплектованному основанию или приклеены к основанию, а затем им придается эластичность или они сжимаются, например, посредством приложения тепла, таким образом, чтобы эластичные сократительные силы были приданы основанию. В одном частном аспекте, например, эластичные ножные элементы 158 могут включать в себя множество скрученных в сухом состоянии сплавленных мультифиламентных эластомерных спандекс нитей, поступающих в продажу под торговым наименованием LYCRA и поставляемых ф. Invista, Вилмингтон, Делавер, США.
В некоторых вариантах, впитывающее изделие 120 может далее включать в себя распределяющий поток слой (не показан), который может быть дополнительно расположен вблизи впитывающей структуры 144 и прикреплен к различным элементам в изделии 120, таким как впитывающая структура 144 или обращенная к телу подкладка 142, способами, известными в технике, например с использованием адгезива. Распределяющий поток слой помогает уменьшить скорость и рассеять потоки или приливы жидкости, которые могут поступать во впитывающую структуру изделия с большой скоростью. По желанию, распределяющий поток слой может быстро принимать и временно удерживать жидкость до момента выпуска жидкости в накопитель или удерживающие участки впитывающей структуры. Примеры подходящих распределяющих поток слоев описаны в Патенте США №5,486,166 и в Патенте США №5,490,846. Другие подходящие распределяющие материалы описаны в Патенте США №5,820,973. Полное описание этих патентов включено сюда посредством ссылки в том объеме, в котором они соответствуют (т.е. не противоречат) настоящему изобретению.
Как показано на Фиг.3-6, впитывающее изделие 120 далее включает в себя пару противоположных эластичных боковых панелей 134, которые прикреплены к задней области основного элемента 132. Как показано детально на Фиг.3 и 4, боковые панели 134 могут быть растянуты вокруг пояса и/или бедер пользователя для удержания предмета одежды на месте. Как показано на Фиг.5 и 6, эластичные боковые панели прикреплены к основному элементу вдоль пары противоположных продольных краев 137. Боковые панели 134 могут быть прикреплены или связаны с основным элементом 132 с использованием подходящей технологии скрепления. Например, боковые панели 134 могут быть соединены с основным элементом посредством адгезивов, ультразвуковых соединений, термических соединений или других традиционных технологий.
В альтернативном варианте, эластичные боковые панели могут также быть сформированы за одно целое с основным элементом 132. Например, боковые панели 134 могут включать в себя выступающую часть обращенной к телу подкладки 142 или наружного покрытия 140, или, и обращенной к телу подкладки 142, и наружного покрытия 140.
В вариантах, показанных на чертежах, боковые панели 134 соединены с задней областью впитывающего изделия 120 и проходят через переднюю область изделия, обеспечивая плотную посадку изделия на пользователе. Однако следует понимать, что боковые панели 134 могут альтернативно присоединяться к передней области изделия 120 и проходить через заднюю область, когда изделие надето.
При нахождении впитывающего изделия 120 в застегнутом положении, как частично показано на Фиг.3 и 4, эластичные боковые панели 134 могут быть соединены посредством застегивающей системы 180. Для создания трехмерной конфигурации подгузника, имеющей поясное отверстие 150 и пару ножных отверстий 152. Поясное отверстие 150 изделия 120 образовано поясными краями 138 и139, которые охватывают талию пользователя.
В вариантах, показанных на чертежах, боковые панели высвобождаемо присоединены к передней области 122 изделия 120 посредством застегивающей системы. Однако следует понимать, что в других вариантах боковые панели могут быть постоянно соединены с основным элементом 132 у каждого края. Боковые панели могут быть постоянно соединены вместе, например, при изготовлении трусов для приучения ребенка к туалету или впитывающей одежды для плавания.
Эластичные боковые панели 134, каждая имеет продольный наружный край 168, ножной концевой край 170, расположенные по направлению к продольному центру подгузника 120, и поясные концевые края 172, расположенные по направлению к продольному концу впитывающего изделия. Ножные концевые края 170 впитывающего изделия 120 могут быть соответствующим образом изогнуты и/или установлены под углом относительно поперечного направления 149 для обеспечения лучшей посадки изделия вокруг ног пользователя. Однако, понятно, что только один из ножных концевых краев 170 может быть изогнут или установлен под углом, например ножной концевой край задней области 124, или, альтернативно, ни один из ножных концевых краев не будет изогнут или установлен под углом, без отхода от объема настоящего изобретения. Как показано на Фиг.6, наружные края 168, обычно, параллельны продольному направлению 148, в то время как поясные концевые края 172, обычно, параллельны поперечной оси 149. Однако следует понимать, что в других вариантах наружные края 168 и/или поясные края 172 могут быть наклонены или изогнуты по желанию. В конечном счете, боковые панели 134, обычно, находятся на одной линии с поясной областью 190 основного элемента.
Застегивающая система 180 может включать поперечно противоположные первые застегивающие элементы 182, способные разъединяемо соединяться с соответствующими вторыми застегивающими элементами 184. В варианте, показанном на чертежах, первый застегивающий элемент 182 располагается на эластичных боковых панелях 134, в то время как второй застегивающий элемент 184 располагается на передней области 122 основного элемента 132. В одном из объектов, передняя или наружная поверхность каждого застегивающего элемента 182, 184 включает в себя множество зацепляющих элементов. Зацепляющие элементы первого застегивающего элемента 182 выполнены с возможностью быстрого зацепления и расцепления с соответствующими зацепляющими элементами второго застегивающего элемента 184 для того, чтобы гарантировать изделию 120 трехмерную конфигурацию с возможностью разъединения.
Застегивающие элементы 182, 184 могут представлять собой любые расстегивающиеся застежки, пригодные для впитывающих изделий, такие как клеевые застежки, сцепляющиеся застежки, механические застежки или подобные. В конкретных объектах застегивающие компоненты включают в себя механические застегивающие элементы для улучшения функционирования. Приемлемые механические застегивающие элементы могут быть созданы посредством смыкания материалов геометрической формы, таких как крючки, петли, шарики, грибки, стрелки, шарики на ножке, парные компоненты, принимающую и принимаемую сторону, пряжки, защелки или подобные.
В показанном объекте, первые застегивающие элементы 182 включают в себя застежки в виде крючка, а вторые застегивающие элементы 184 включают соответствующие петли. Альтернативно, первые застегивающие элементы 182 могут включать в себя петли, а вторые застегивающие элементы 184 могут представлять собой соответствующие крючки. В другом объекте, застегивающие элементы 182, 184 могут быть сомкнуты застежками с одинаковой поверхностью, или адгезивными и зацепляющими элементами, такими как адгезивная застежка и чувствительная к адгезиву зона приема или материал или подобными. Специалист в данной области признает, что форма, плотность и композиция полимеров для изготовления крючков и петель могут быть выбраны с целью приобретения желаемого уровня вхождения в зацепление (зацепления) между застегивающими элементами 182, 184. Приемлемые застегивающие системы также описаны в ранее упомянутом Патенте РСТ WO 00/37009, опубл. 29 июня 2000 г., авт. Флетчер и др. и в ранее упомянутом Патенте США US №6,645,190 от 11 ноября 2003 г., авт. Олсон и др.
В варианте, показанном на чертежах, застегивающие элементы 182 прикреплены к боковым панелям 134 вдоль краев 168. В этом варианте, застегивающие элементы 182 не являются эластичными или растяжимыми. В других вариантах, однако, застегивающие элементы могут быть интегральными (выполненными за одно) с боковыми панелями 134. Например, застегивающие элементы могут быть непосредственно прикреплены к боковым панелям 134 на их поверхности.
В дополнение к возможному снабжению эластичными боковыми панелями, впитывающее изделие 120 может включать в себя различные эластичные поясные элементы для обеспечения эластичности по поясному отверстию. Например, как показано на чертежах, впитывающее изделие 120 может включать в себя передний поясной эластичный элемент 154 и/или задний поясной эластичный элемент 156.
Как описано выше, целью настоящего изобретения в частности является введение системы обнаружения физиологической жидкости, например, датчика влажности во впитывающее изделие. В этом случае как показано на Фиг.3-6, впитывающее изделие включает в себя первый проводящий элемент 200, расположенный на расстоянии от второго электропроводного элемента 202. В этом варианте, проводящие элементы проходят от передней области 122 впитывающего изделия к задней области 124, не пересекаясь. В соответствии с настоящим изобретением, проводящие элементы 200 и 202 могут быть изготовлены из электропроводного нетканого материала, как описано выше. В варианте, показанном на Фиг.4, проводящие элементы 200 и 202 состоят из отдельных и несовпадающих полос или листов. Полосы, например, могут включать полосы, показанные на Фиг.9, которые имеют ширину, например, от около 3 мм до около 12 мм.
Первый проводящий элемент 22 не перекрещивается со вторым проводящим элементом 202 для того чтобы сформировать открытую схему, которая может быть замкнута, например, когда электропроводная жидкость находится в пространстве между проводящими элементами. Однако, в других вариантах, первый проводящий элемент 200 и второй проводящий элемент 202 могут быть соединены с датчиком внутри основного элемента. Датчик может быть использован для определения изменений в температуре или может быть использован для определения присутствия конкретного вещества, например метаболита (промежуточного продукта обмена веществ).
В варианте, показанном на Фиг.3, проводящие элементы 200 и 202 проходят по всей длине впитывающего изделия 120. Следует понимать, однако, что в других вариантах проводящие элементы могут проходить только до области ластовицы 126 или могут проходить до любого установленного места во впитывающем изделии, где предполагается определение наличия физиологической жидкости.
Проводящие элементы 200 и 202 могут быть введены в основной элемент 132 в любом приемлемом месте постольку, поскольку проводящие элементы располагаются таким образом, чтобы взаимодействовать с физиологической жидкостью, которая впитывается впитывающим изделием 120. В этом случае проводящие элементы 200 и 202 обычно укладываются внутри наружного покрытия 140. Фактически, в одном из вариантов, проводящие элементы 200 и 202 могут быть прикреплены или ламинированы к внутренней поверхности наружного покрытия 140, которое обращено к впитывающей структуре 144. Альтернативно, однако, проводящие элементы 200 и 202 могут быть расположены на впитывающей структуре 144 или расположены на подкладке 142.
Для того чтобы проводящие элементы 200 и 202 могли быть легко соединены с сигнальным устройством, первый проводящий элемент 200 может включать в себя первый проводящий контактный элемент 204, в то время как второй проводящий элемент 202 может включать в себя второй проводящий контактный элемент 206. Контактные элементы 204 и 206 предназначены для создания надежного соединения между открытой схемой, сформированной проводящими элементами и сигнальным устройством, установку которого, как предполагается, осуществляет потребитель.
Расположение проводящих контактных элементов 204 и 296 на впитывающем изделии 120 может варьироваться в зависимости от того, где желательно установить сигнальное устройство. Например, на Фиг.3, 5 и 6, проводящие контактные элементы 204 и 206 располагаются в передней области 122 вдоль поясного отверстия изделия. С другой стороны, на Фиг.4 проводящие контактные элементы 204 и 206 располагаются в задней области 24 вдоль поясного отверстие изделия. Однако следует принимать во внимание, что в других вариантах, впитывающее изделие 120 может включать в себя проводящие контактные элементы, расположенные на каждом конце каждого электропроводного элемента 200 и 202. В этом случае пользователь может определять, есть или нет необходимости устанавливать сигнальное устройство на передней и задней части изделия. В других вариантах, следует понимать, что контактные элементы могут быть расположены по боковой части изделия или по направлению к области ластовицы изделия.
Обращаясь к Фиг.7, в показательных целях, сигнальное устройство 210 показано прикрепленным к проводящим контактным элементам 204 и 206. Сигнальное устройство 210 включает в себя пару противоположных зажимов (выводов), соединенных с соответствующими проводящими контактными элементами. Когда физиологическая жидкость присутствует во впитывающем изделии 120, открытая схема, сформированная проводящими элементами 200 и 202, замыкается, что, в свою очередь, приводит в действие сигнальное устройство 210.
Сигнальное устройство 210 может производить любой приемлемый сигнал для того, чтобы оповестить пользователя о том, что схема замкнулась.
ПРИМЕР
Только в примерных целях, следующее описание показывает электропроводность основных полотен, изготовленных в соответствии с настоящим изобретением.
Электропроводное нетканое полотно было изготовлено в соответствии с настоящим изобретением и с содержанием проводящих углеродных волокон. Электропроводное нетканое полотно было изготовлено на бумагоделательной машине Fourdrinier 36", которая находится в общедоступном Центре развития передовых материалов HERTY, находящемся в Savannah, GA.
Однослойное полотно было изготовлено с содержанием однородной смеси из отбеленных крафт волокон северных мягких пород (LL 19 от Terrace Bay Pulp Inc.), крафт волокон южных мягких пород (эвкалипта от Aracruz Celulose) и углеродных волокон. Использовались углеродные волокна TENAX 150, поставляемые Toho Tenax, имеющие длину в нарезанном состоянии 3 мм. Состав (композиция) волокон, используемых для изготовления полотна, включает в себя 94 вес.% волокон древесной целлюлозы и 6 вес.% углеродных волокон. Смесь волокон древесной целлюлозы состоит из 75 вес.% волокон мягких пород древесины и 25 вес.% волокон твердых пород.
Композиция из волокон мягких пород была очищена с использованием 16" Beloit DD рафинера с Finebar оборудованием до 365 CSF. Композиция из волокон лиственничных пород была очищена с использованием 12" Sprout Twin Flow рафинера до 365 CSF. Kymene 6500 от ф.Hercules (Вилмингтон. Делавер) был добавлен к композиции в расчете 10 кг на метрическую тонну сухих волокон древесной целлюлозы. Консистенция исходного продукта, подаваемого в резервуар, составляла около 2,43 вес.%.
Сформированное электропроводное нетканое полотно было также покрыто с обеих сторон крахмалом PG280 от ф.Penford Products (Cedar Rapids, IA) и латексом CP62NA (карбоксильным стироловым латексом) от ф. Dow Chemical (Мидланд, MI), как показано в таблице, приведенной ниже.
При изготовлении образцов, влажное сформированное полотно взаимодействовало с первой группой сушильных цилиндров. После прохождения через первую группу сушильных цилиндров, полотно пропускалось через доводящий до требуемого размера полотна пресс, а затем взаимодействовало со второй группой сушильных цилиндров.
Условия осуществления процесса для образцов были:
Конечное полотно было затем испытано на сопротивление. Были получены следующие результаты:
Образцы были испытаны на прочность при растяжении с использованием прибора для испытания на растяжение, выпускаемого ф. MTS из Eden Prairie, Миннессота, снабженного программой TESTWORKS 3. Прибор обладал следующими испытательными свойствами:
Измерительная база =75 мм
Скорость траверсы =300 мм/мин
Ширина образца =1 дюйм (25,4 мм)
Пиковая нагрузка на разрыв была принята за прочность материала на растяжение.
Эти и другие модификации и варианты настоящего изобретения могут быть применены на практике специалистами в данной области без отхода от сути и объема настоящего изобретения, которое более конкретно изложено в прилагаемой формуле изобретения, кроме того, должно быть понятно, что объекты различных вариантов выполнения могут быть взаимозаменяемыми как полностью, так и частично. Кроме того, специалистам в данной области будет понятно, что предшествующее описание представлено только для примера и не предназначено для ограничения изобретения, как описано в прилагаемой формуле изобретения.
Реферат
Нетканый материал содержит: нетканое основное полотно, состоящее из волокон целлюлозы в количестве по меньшей мере около 50 вес.%; волокна целлюлозы, содержащие волокна мягких древесных пород, имеющие Канадский Стандарт помола, по меньшей мере около 350 мл; проводящие волокна в количестве от около 5 вес.% до около 15 вес.%. Проводящие волокна содержат углеродные волокна, имеющие чистоту по меньшей мере около 85%, при этом волокна целлюлозы смешаны с углеродными волокнами. Основное полотно имеет прочность на растяжение в продольном направлении по меньшей мере 5900 грамм-сил (что соответствует 57,9 H), вес основы менее чем около 40 г·м, объемность менее чем около 1 см/г, сопротивление менее чем около 100 Ом/квадрат. При этом основное полотно содержит влагостойкое вещество и является некрепированным. Углеродные волокна имеют длину от около 1 мм до около 6 мм. Способ изготовления проводящего бумажного полотна включает нанесение водной суспензии волокон на пористую формирующую поверхность с образованием влажного полотна, разглаживание полотна, высушивание полотна и нарезку полотна на множество полос, имеющих ширину от около 3 мм до около 10 мм. Каждую полосу наматывают перекрестно на бобину. Обеспечивается создание проводящих элементов для использования в индикаторах влажности без использования металлсодержащих материалов. 2 н. и 18 з.п. ф-лы, 10 ил., 2 табл.
Формула
нетканое основное полотно, состоящее из волокон целлюлозы в количестве по меньшей мере около 50 вес.%; волокна целлюлозы, содержащие волокна мягких древесных пород, имеющие Канадский Стандарт помола, по меньшей мере около 350 мл, причем нетканое основное полотно дополнительно содержит проводящие волокна в количестве от около 5 вес.% до около 15 вес.%, причем проводящие волокна содержат углеродные волокна, имеющие чистоту по меньшей мере около 85%, при этом волокна целлюлозы смешаны с углеродными волокнами, причем основное полотно имеет продольное направление и поперечное направление, причем основное полотно имеет прочность на растяжение в продольном направлении по меньшей мере 5900 грамм-сил (что соответствует 57,9 H), при этом основное полотно имеет вес основы менее чем около 40 г·м-2 и является некрепированным, причем углеродные волокна имеют длину от около 1 мм до около 6 мм, причем основное полотно имеет объемность менее чем около 1 см3/г, при этом основное полотно содержит влагостойкое вещество, причем основное полотно имеет сопротивление менее чем около 100 Ом/квадрат.
нанесение водной суспензии волокон на пористую формирующую поверхность с образованием влажного полотна, причем водная суспензия волокон содержит волокна мягких пород древесины в смеси с углеродными волокнами, причем углеродные волокна имеют длину от около 1 мм до около 6 мм и имеют чистоту по меньшей мере около 85%, при этом углеродные волокна присутствуют в количестве от около 5% до около 15% на основе общего веса присутствующих волокон;
разглаживание полотна;
высушивание полотна;
нарезку полотна на множество полос, имеющих ширину от около 3 мм до около 10 мм, причем каждую полосу наматывают на отдельную бобину, причем полосы наматывают перекрестно на бобины.
Комментарии