Способ и устройство для улучшения способности выдерживать прогон холста из непрерывного минерального волокна - RU2469134C2
Код документа: RU2469134C2
Чертежи
Описание
Настоящее изобретение относится к способу и устройству для улучшения способности выдерживать прогон холста из непрерывного минерального волокна в процессе изготовления холста из минерального волокна.
Минеральную вату, например каменную вату, получают расплавлением подходящих минералсодержащих исходных материалов, таких как диабаз, известняк и шлак, в плавильной печи. Полученный минеральный расплав выгружают из плавильной печи в виде потока расплава в волокнообразующий аппарат, такой как прядильная машина, где расплав формуется в минеральные волокна.
Для формования минеральных волокон из расплавленного камня обычно используют волокнообразующий аппарат «каскадного типа». Данный вид волокнообразующего аппарата содержит ряд вращающихся волокнообразующих роторов или прядильных роторов, в настоящее время 3-4 ротора. Минеральный расплав из плавильной печи направляется к поверхности облицовки первого ротора, где он удерживается поверхностью облицовки ротора в некоторой степени до того, как он выбрасывается как каскад капель на поверхность облицовки смежного второго ротора в ряду. Часть минерального расплава тогда получает достаточное удерживание поверхностью облицовки второго ротора, чтобы формоваться в волокна благодаря воздействию центробежной силы. Другая часть минерального расплава выбрасывается к поверхности облицовки третьего ротора. Таким образом, минеральный расплав «транспортируется» как струя капель минерального расплава или каскад капель последовательно от одного ротора к последующему ротору через весь волокнообразующий аппарат, в то время как часть минерального расплава формуется в минеральные волокна. На формованные минеральные волокна может быть нанесено связующее либо в процессе формования волокон, либо после него.
Минеральные волокна обычно собираются как тонкий волокнистый холст, так называемый первичный волокнистый холст, или первичный холст. Первичный волокнистый холст обычно собирается при перемещении перфорированной поверхности, образующей собирающую поверхность собирающего элемента. Собранный первичный холст может быть обработан несколькими различными способами. Например, он может быть переплетен с помощью качающихся конвейеров или других вибрационных средств с формованием вторичного волокнистого холста. Как первичный, так и вторичный холст может быть сжат в направлении высоты, продольно и/или поперечно. Обычно холст отверждают в печи отверждения до того, как его режут на конечный продукт и упаковывают.
Когда волокнистый холст транспортируется в процессе изготовления между различными обрабатывающими установками, такими как сжимающие установки, часто возникают проблемы. Обычно обрабатывающая установка содержит верхнюю и нижнюю часть, которая поддерживает большие поверхности холста в процессе обработки, т.е. холст поддерживается как сверху, так и снизу. Расстояние между верхней и нижней частью обрабатывающей установки зависит от свойств, которые должны быть достигнуты на данной установке, например, степени сжатия. Когда две или более обрабатывающих установок расположены в линию друг за другом, очень часто их рабочие уровни, т.е. уровни их нижних частей, находятся не в одной и той же плоскости, потому что технологические параметры различных установок требуют различных расстояний между верхней и нижней частью первой и второй обрабатывающей установки. На практике это легко вызывает проблемы способности выдерживать прогон, такие как выпучивание и искривление волокнистого холста между различными обрабатывающими установками. Особенно проблема возникает после того, как холст сжимается продольно. Продольное сжатие вызывает напряжение и натяжение в холсте, которые могут неконтролируемо высвобождаться, когда изменяется направление перемещения холста, с проблемами способности выдерживать прогон в результате.
Поэтому целью данного изобретения является создание способа и устройства получения минеральной ваты, где вышеуказанные недостатки минимизированы или даже исключены.
Целью данного изобретения является также создание способа и устройства, которые улучшают способность выдерживать прогон и транспортирование холста из непрерывного минерального волокна в способе.
Другой целью данного изобретения является создание способа и устройства, которые облегчают передачу холста из минерального волокна от одной обрабатывающей установки ко второй последующей установке.
Указанные цели достигаются способом и устройством, имеющими характеристики, представленные ниже в отличительных частях независимых пунктов формулы изобретения.
Типичный способ улучшения способности выдерживать прогон холста из непрерывного минерального волокна согласно настоящему изобретению содержит, по меньшей мере, следующие стадии:
- получение минеральных волокон из минерального расплава с использованием волокнообразующего аппарата,
- введение связующего в формованные минеральные волокна,
- выдувание формованных минеральных волокон из волокнообразующего аппарата к собирающей поверхности, на которой минеральные волокна собираются как первичный холст, и необязательное переплетение первичного холста во вторичный холст,
- обработка собранного первичного холста из минеральных волокон или вторичного холста из минеральных волокон на рабочем уровне первой обрабатывающей установки и перемещение по конвейеру на рабочий уровень второй обрабатывающей установки, и
- регулирование рабочих уровней первой и/или второй обрабатывающей установки по существу в одной и той же плоскости для того, чтобы обеспечить перемещение на одном уровне холста из минеральных волокон между обрабатывающими установками.
Типичное устройство для улучшения способности выдерживать прогон холста из непрерывного минерального волокна согласно настоящему изобретению содержит:
- волокнообразующий аппарат для получения минеральных волокон из минерального расплава,
- выдувное средство для выдувания формованных минеральных волокон из волокнообразующего аппарата,
- собирающую поверхность, на которой минеральные волокна собираются как первичный волокнистый холст,
- необязательное переплетающее средство для переплетения первичного холста из собранного минерального волокна,
- первую и вторую обрабатывающую установку для получения первичного или вторичного волокнистого холста, причем обрабатывающие установки расположены друг за другом, так что волокнистый холст перемещается конвейером с рабочего уровня первой обрабатывающей установки на рабочий уровень второй обрабатывающей установки, поэтому установка содержит средство для регулирования рабочих уровней первой и/или второй обрабатывающей установки по существу в одной и той же плоскости для того, чтобы обеспечить перемещение на одном уровне холста из минеральных волокон между обрабатывающими установками.
Теперь неожиданно было установлено, что способность холста из минерального волокна выдерживать прогон, т.е. его передачу и транспортирование между последующими обрабатывающими установками, значительно улучшается, когда рабочие уровни установок являются отрегулированными по существу в одной и той же плоскости. Таким образом, число точек, где холст из минерального волокна вынужден менять свое направление транспортирования, снижается, и в то же самое время минимизируется риск вспучивания и искривления волокнистого холста.
В данной заявке «рабочий уровень» обрабатывающей установки определен как уровень, на котором обрабатываемый холст из минерального волокна поддерживается силой тяжести. Например, если обрабатывающая установка содержит верхнюю и нижнюю часть, рабочий уровень такой установки определен несущей поверхностью нижней части, обращенной к холсту, который обрабатывается или перемещается конвейером.
В данной заявке «по существу одна и та же плоскость» означает, что рабочие уровни двух последующих обрабатывающих установок расположены как можно ближе к одной и той же плоскости, так что никакие изменения в структуре холста не имеют место в процессе перехода от первой ко второй обрабатывающей установке. Наличие резких стадий между первой и второй обрабатывающей установкой должно быть минимизировано, если не исключено полностью. Между высотой рабочих уровней первой и второй обрабатывающих установок может допускаться стадия, имеющая высоту <1 см, предпочтительно, <0,7 см. На практике различие между плоскостью рабочего уровня первой обрабатывающей установки и плоскостью рабочего уровня второй обрабатывающей установки составляет максимально 2°, предпочтительно, максимально 1°.
Настоящее изобретение не требует обязательно, чтобы все различные обрабатывающие установки для получения холста из минерального волокна размещались с регулированием. Обычно достаточно размещать одну обрабатывающую установку или ряд обрабатывающих установок в определенной критической точке (точках) регулируемого способа. Согласно одному варианту осуществления настоящего изобретения рабочий уровень первой обрабатывающей установки отрегулирован по существу в одной и той же плоскости с рабочим уровнем второй обрабатывающей установки. Это значит, что рабочий уровень второй обрабатывающей установки определяет рабочий уровень первой обрабатывающей установки. Это является особенно подходящим, когда регулирование рабочего уровня второй обрабатывающей установки является усложненным. Также может существовать ряд первых обрабатывающих установок, рабочие уровни которых регулируются в соответствии с рабочим уровнем второй обрабатывающей установки.
Согласно настоящему изобретению разность высоты между рабочими уровнями последовательных обрабатывающих установок является минимизированной. Нет необходимости, чтобы рабочие уровни сами были строго вертикальными, они могут быть наклонными или отклоняющимися от вертикали.
Согласно одному варианту осуществления изобретения как рабочий уровень первой обрабатывающей установки, так и рабочий уровень второй обрабатывающей установки являются регулируемыми. Рабочие уровни первой и второй обрабатывающих установок могут быть также отрегулированы независимо друг от друга, и/или могут непрерывно регулироваться даже в процессе обработки холста из минерального волокна.
Согласно одному варианту осуществления изобретения рабочие уровни первой и второй обрабатывающей установки контролируются непрерывно с помощью датчиков положения. Датчиками положения могут быть, например, импульсные кодирующие датчики положения или другие соответствующие датчики. Первый датчик положения может быть размещен для контроля положения рабочего уровня первой обрабатывающей установки, а второй датчик положения может быть размещен для контроля рабочего уровня второй обрабатывающей установки. Датчик положения может быть соединен с системой регулирования, которая может использоваться для автоматического регулирования рабочих уровней обрабатывающих установок.
Регулирование рабочего уровня обрабатывающей установки может быть достигнуто регулированием высоты несущей конструкции обрабатывающей установки. Согласно одному предпочтительному варианту осуществления изобретения регулирование высоты достигается при установке средств регулирования высоты, таких как винтовые подъемники или гидравлические цилиндры, на несущую конструкцию установки. Средство регулирования высоты может работать вручную или с помощью двигателя, такого как электродвигатель (электродвигатели). Если одной из обрабатывающих установок является печь отверждения (обычно вторая обрабатывающая установка), регулирование высоты, предпочтительно, размещается так, что они могут работать без прямого контакта между первой и второй обрабатывающими установками, таким образом минимизируя теплопередачу от печи отверждения. Достигаемое регулирование высоты составляет обычно 10-600 мм, предпочтительно, 20-400 мм. Средства регулирования высоты могут быть соединены с помощью системы регулирования с датчиками положения, так что они работают в соответствии с сигналами, получаемыми от датчиков положения, контролирующих другую обрабатывающую установку. Например, когда система регулирования получает информацию от второго датчика положения, что плоскость рабочего уровня второй обрабатывающей установки изменена, она посылает команду средству регулирования высоты первой обрабатывающей установки переместить рабочий уровень первой обрабатывающей установки в соответствующую плоскость. Регулирование рабочих уровней может также осуществляться вручную или механически без автоматизации. Согласно одному варианту осуществления изобретения регулирование рабочего уровня первой обрабатывающей установки достигается регулированием высоты несущей конструкции первой обрабатывающей установки с помощью средства регулирования высоты первой обрабатывающей установки.
Предпочтительно, первая и вторая обрабатывающие установки устанавливаются близко друг к другу, насколько это практически возможно, для того, чтобы минимизировать расстояние между обрабатывающими установками. Расстояние между различными обрабатывающими установками составляет обычно 1-15 см, более обычно, 1,3-7 см, иногда 1,5-3 см. В некоторых вариантах осуществления изобретения, однако, холст из минерального волокна перемещается конвейером от первой обрабатывающей установки ко второй обрабатывающей установке с помощью промежуточного конвейерного средства, расположенного между первой обрабатывающей установкой и второй обрабатывающей установкой. Это выгодно, когда покрытие, отдельный слой минерального волокна, металлическая фольга, текстильная полоса или пластиковая пленка, металлический, текстильный или пластиковый лист должны быть нанесены на холст из минерального волокна между обрабатывающими установками. Рабочий уровень промежуточного конвейерного средства, предпочтительно, отрегулирован или расположен по существу в одной и той же плоскости с рабочими уровнями первой и второй обрабатывающих установок, причем конвейерное средство содержит средство для регулирования рабочего уровня конвейерного средства. Промежуточным конвейерным средством может быть ленточный конвейер, или оно может содержать ряд валков, расположенных друг за другом. Оно может также содержать пару конвейеров или ряд системы валков, расположенных друг за другом так, чтобы перемещаемый конвейером холст поддерживался с обеих сторон, т.е. обе большие поверхности холста поддерживаются конвейерным средством. Длина промежуточного конвейерного средства является, предпочтительно, как можно короткой, обычно, 0,5-3 м, более обычно, 1-2,5 м, наиболее обычно, около 2 м.
В некоторых вариантах осуществления изобретения промежуточное конвейерное средство может содержать боковые несущие средства, которые направляют края холста из минерального волокна между последовательными обрабатывающими установками и предотвращают расширение холста в поперечном направлении. Боковые несущие средства могут содержать одну или более регулируемых и/или гибких опор с вертикальной осью вращения, например, валки или конвейерную ленту (ленты), расположенные на обеих поперечных сторонах холста из минерального волокна и вращающиеся с помощью двигателя (двигателей). Скорость боковой опоры является, по меньшей мере, такой же, как скорость холста из минерального волокна, или, предпочтительно, на 1-3% выше. Если скорость боковой опоры устанавливается выше, чем скорость холста из минерального волокна, отмечено, что боковые опоры сохраняются чистыми и требуют меньше ухода. Боковые несущие средства могут использоваться для активного регулирования холста из минерального волокна, т.е. можно оказывать легкое поперечное сжимающее воздействие на холст с помощью боковых несущих средств и, таким образом, улучшать способность холста выдерживать прогон и снижать его вспучивание.
Первая и вторая обрабатывающие установки могут быть обрабатывающими установками, где холст из минерального волокна сжимается вертикально, продольно и/или поперечно в направлении перемещения холста. Первой обрабатывающей установкой может быть, например, установка с продольным сжатием, а второй обрабатывающей установкой - установка с поперечным сжатием. Первая и вторая обрабатывающие установки могут также осуществлять одинаковую функцию, т.е. они могут быть функционально идентичными. Также возможно, что, если даже первая и вторая обрабатывающие установки являются функционально идентичными, они отличаются конструкционными деталями. Например, первая и вторая обрабатывающие установки могут быть, обе, установками с продольным сжатием, но они различаются числом зон сжатия и/или достигаемой степенью сжатия.
Согласно одному предпочтительному варианту настоящего изобретения холст из минерального волокна продольно сжимается в первой обрабатывающей установке, которая является установкой с продольным сжатием, и отверждается во второй обрабатывающей установке, которой является печь отверждения. Проблема вспучивания и искривления холста часто является особенно выраженной, когда установка с продольным сжатием размещается до печи отверждения, т.е. продольное сжатие предшествует печи отверждения. Печь отверждения обычно содержит две части, расположенные поверх друг друга, а именно, нижнюю часть и верхнюю часть. Расстояние между верхней и нижней частью печи отверждения зависит от толщины холста из минерального волокна, и расстояние между частями печи часто регулируется перемещением нижней части печи в вертикальном направлении. Как следствие, рабочий уровень печи отверждения варьируется в зависимости от типа и качества конечного продукта, и рабочий уровень печи отверждения рутинно регулируется, когда изменяется получаемый тип. Это приводит к ситуации, когда рабочий уровень печи отверждения не находится в одной и той же плоскости с рабочим уровнем предшествующей установки с продольным сжатием. Путем регулирования рабочего уровня установки с продольным сжатием по существу в такой же плоскости данная проблема решается настоящим изобретением.
Установка с продольным сжатием, предпочтительно, содержит ряд сжимающих элементов, таких как дисковые валки. Дисковые валки содержат оси, идущие поперечно через сжимаемый холст, причем оси снабжены рядом устройств, таких как диски, которые приходят в контакт с холстом и которые влияют на скорость продвижения холста. Одна ось может быть снабжена 20-40 дисками, равноудаленно расположенными и имеющими диаметр примерно 100-200 мм. Обычно в установке с продольным сжатием сжимающие элементы расположены в парах, одна на любой стороне холста, и вращаются в направлении друг к другу. Установка с продольным сжатием может содержать 10-20 сжимающих элементов на одной стороне холста. Верхняя часть установки с продольным сжатием с ее сжимающими элементами установлена подвижно в вертикальном направлении по отношению к нижней части установки, определяющей рабочий уровень установки. Степень сжатия определяется регулированием верхней части установки и скоростью вращения сжимающих элементов. В зависимости от скорости вращения сжимающих элементов по отношению к скорости продвижения холста они оказывают тормозящее или ускоряющее воздействие на холст, приводящее к переориентации волокон. Согласно одному варианту осуществления, предпочтительно, 1-6, более предпочтительно, 2-4 верхних валка, расположенных вблизи выхода из установки сжатия, имеют гладкую поверхность для того, чтобы еще больше увеличить гладкость поверхности сжатого холста из минерального волокна и снизить возможные следы, вызванные сжимающими элементами.
Для того чтобы увеличить улучшение способности холста из минерального волокна выдерживать прогон, что может быть достигнуто настоящим изобретением между установкой с продольным сжатием и печью отверждения, можно также осуществлять продольное сжатие в первой обрабатывающей установке с помощью, по меньшей мере, трех последовательных зон сжатия, предпочтительно, четырех зон сжатия, более предпочтительно, пяти зон сжатия. Зона сжатия содержит обычно 1-10, более обычно, 3-5 пар сжимающих элементов. Зоны сжатия могут быть независимо регулируемыми. Согласно одному варианту осуществления имеется равное снижение скорости от зоны сжатия к зоне сжатия, которое может составлять, например, примерно 10-20%. Однако нет необходимости, чтобы изменение скорости было равномерным, но она может быть преимущественно различной величины на различных стадиях операции продольного сжатия. Снижение скорости от зоны к зоне, таким образом, может быть меньше в начале сжатия и больше к концу обработки, или различие в скорости между двумя последовательными зонами может быть значительно больше, чем между другими зонами. Пары сжимающих элементов в одной зоне сжатия, предпочтительно, соединены с собственным двигательным средством, так что они могут независимо регулироваться независимо от других пар сжимающих элементов. Скорость может регулироваться непрерывно без ступеней или с дискретными ступенями. Одно двигательное средство может быть соединено с одной или несколькими парами сжимающих элементов или со всеми парами сжимающих элементов в зоне сжатия. В первом случае одна зона сжатия может быть соединена с рядом двигательных средств, в последнем случае одна зона сжатия приводится в движение одним двигательным средством. Продольное сжатие достигается постепенным снижением высоты холста и скорости внутри зоны сжатия. Когда число зон сжатия в установке с продольным сжатием увеличивается, снижение скорости и высоты может быть осуществлено более дискретно, и различия между зонами могут быть снижены. Это обеспечивает более мягкую операцию сжатия, дающую улучшенную ориентацию волокна и минимизированное образование складок на поверхности волокнистого холста, также улучшая способность волокнистого холста выдерживать прогон. Все зоны сжатия могут также иметь равную скорость, когда установка с продольным сжатием используется в обводном варианте, без сжатия.
Согласно одному варианту осуществления изобретения холст из непрерывного волокна предварительно сжимается до первой обрабатывающей установки, особенно когда первой обрабатывающей установкой является установка с продольным сжатием. Средство предварительного сжатия содержит два конвейера, расположенные поверх друг друга, т.е. верхний и нижний конвейер, в горизонтально клинообразной конфигурации, причем вершина клина расположена совсем близко к первой обрабатывающей установке. Средство предварительного сжатия располагается как можно ближе к первой обрабатывающей установке, так что расстояние между средством предварительного сжатия и первой обрабатывающей установкой минимизируется. Расстояние обычно составляет только несколько сантиметров, менее 15 см, очень типично 3-10 см, часто около 5 см. Таким образом, улучшается передача волокнистого холста от средства предварительного сжатия. Выпускной уровень средства предварительного сжатия, предпочтительно, устанавливается на том же уровне, что и рабочий уровень следующей первой обрабатывающей установки.
Верхний конвейер средства предварительного сжатия может двигаться быстрей, чем нижний конвейер средства предварительного сжатия. Верхний конвейер средства предварительного сжатия имеет скорость обычно на 1-10%, более типично, на 3-7% выше, чем нижний конвейер. Указанное различие между скоростями конвейеров также имеет положительное воздействие на общую способность выдерживать прогон волокнистого холста. Предпочтительно, длина средства предварительного сжатия устанавливается большей, чем обычно, т.е. длина средства предварительного сжатия составляет обычно >0,45 м, более типично, 0,5-3 м, наиболее типично, 1-2 м. Предпочтительно, волокнистый холст находится в активном контакте с, по меньшей мере, 50%, типично, 55-80%, более типично, 65-75% поверхности верхнего конвейера, образующего средство предварительного сжатия в процессе предварительного сжатия, предшествующего первой обрабатывающей установке. Обычно волокнистый холст находится в активном контакте, по меньшей мере, с 85%, типично, 90-99% поверхности нижнего конвейера. Входная высота средства предварительного сжатия, т.е. расстояние между верхним и нижним конвейером, регулируется. Средство предварительного сжатия может содержать ленточные или валковые конвейеры.
Согласно одному предпочтительному варианту осуществления настоящего изобретения, когда второй обрабатывающей установкой является печь отверждения, блокируется теплопередача от печи отверждения к предшествующей обрабатывающей установке, такой как установка с продольным сжатием. Часто теплопередача от печи отверждения к предшествующей обрабатывающей установке является нежелательной, т.к. она может вызвать частичное отверждение волокнистого холста уже до печи отверждения, т.е. слишком рано в способе. Это может, естественно, ухудшить обработку холста из минерального волокна. Блокада тепла может быть достигнута размещением различных видов блокирующих средств вблизи выхода из печи отверждения. Блокирующие средства могут содержать механические средства, такие как демпфер теплопередачи, или блокирование может быть достигнуто охлаждением промежуточного конвейерного средства, установленного между первой и второй обрабатывающими установками. Промежуточное конвейерное средство может содержать на своем конце, ближайшем к печи отверждения, охлаждающую систему, основанную, например, на циркуляции воды.
Когда промежуточное конвейерное средство устанавливается между первой и второй обрабатывающими установками, которые представляют собой, предпочтительно, установку с продольным сжатием и печь отверждения, первый конец конвейерного средства может быть соединен с первой обрабатывающей установкой, а второй конец конвейерного средства может быть соединен с печью отверждения. Соединение между вторым концом и печью отверждения является, предпочтительно, таким, что оно допускает термическое расширение печи отверждения в процессе использования печи. Второй конец конвейерного средства может находиться, например, в непосредственном контакте с печью через опоры, расположенные на сторонах печи, на которые опирается конец конвейерного средства.
Согласно одному варианту осуществления изобретения, когда второй обрабатывающей установкой является печь отверждения, в которой нижняя часть установлена подвижно в вертикальном направлении, высота предшествующей первой обрабатывающей установки может регулироваться с помощью непосредственного соединения между обрабатывающими установками. Непосредственное соединение, однако, устанавливается, предпочтительно, таким образом, что теплопередача от печи к предшествующей обрабатывающей установке минимизируется. Нижняя часть второй обрабатывающей установки изменяется рядом подъемных средств. Соединительная ось соединяется своим первым концом с нижней частью второй обрабатывающей установки, а ее второй конец соединяется с подъемным средством первой обрабатывающей установки. Таким образом, между второй и первой обрабатывающими установками создается непосредственное механическое соединение.
Обычно связующее в холсте из минерального волокна отверждается традиционным образом в печи отверждения, и отвержденный волокнистый холст режется поперечно и/или продольно для того, чтобы получить конечный продукт, такой как плита, доска или подобное.
Настоящее изобретение является особенно подходящим для способов, где минеральные волокна получаются с помощью волокнообразующего аппарата каскадного типа, содержащего, по меньшей мере, два, предпочтительно, три или, наиболее предпочтительно, четыре вращающихся волокнообразующих ротора. Каждый ротор обычно монтируется для вращения вокруг по существу горизонтальной оси, и расплав подается на первый ротор, на его облицовочную поверхность. Из первого ротора часть расплава проходит на второй ротор, на его облицовочную поверхность. Часть расплава формуется в волокна на облицовочной поверхности второго ротора, а часть расплава проходит обратно к первому ротору и/или к третьему ротору. Если волокнообразующий аппарат содержит четыре ротора, часть расплава формуется в волокна на облицовочной поверхности третьего ротора, а часть расплава проходит на четвертый ротор, на его облицовочную поверхность. Минеральные волокна формуются из расплава на активной периферии вращающихся волокнообразующих роторов, необязательно и предпочтительно также на облицовочной поверхности первого ротора. Активная периферия волокнообразующего ротора представляет собой часть периферии волокнообразующего ротора, где минеральные волокна формуются из минерального расплава, который расположен на поверхности ротора, когда ротор вращается. Минеральные волокна обычно определяются как массовая фракция волокнистого материала, не содержащего связующее, который проходит через сито 32 мкм.
Обычно связующее в холсте из минерального волокна отверждается в печи отверждения, и отвержденный волокнистый холст режется поперечно и/или продольно.
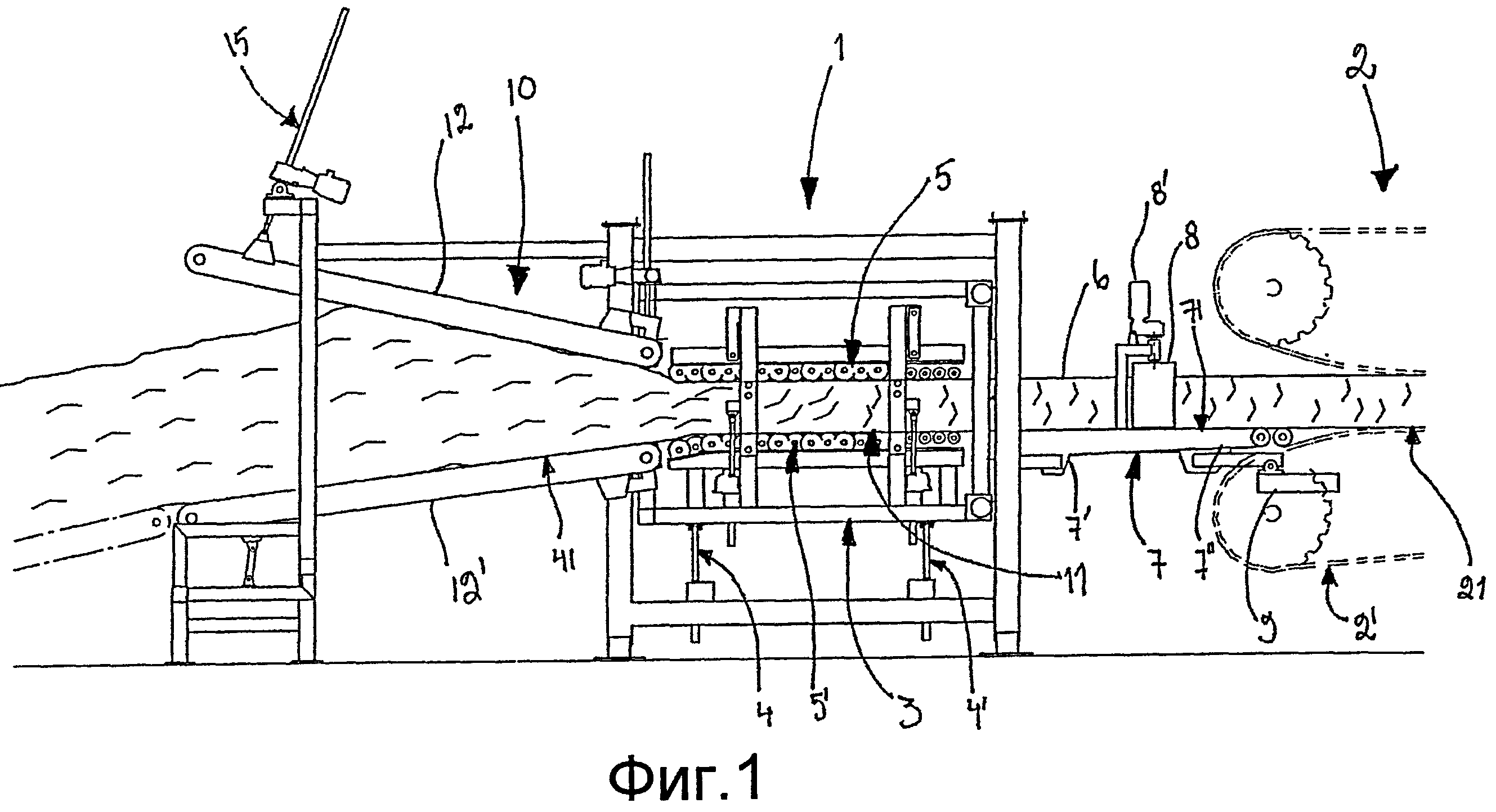
Вариант осуществления настоящего изобретения описан ниже более подробно со ссылкой на прилагаемый чертеж, где на фиг.1 схематически показано устройство согласно одному варианту осуществления изобретения при рассмотрении поперечно к направлению движения холста из минерального волокна.
На фиг.1 схематически показано устройство согласно одному варианту осуществления изобретения при рассмотрении поперечно к направлению движения холста из минерального волокна. Устройство содержит первую обрабатывающую установку 1, которой является установка с продольным сжатием, и вторую обрабатывающую установку 2, которой является печь отверждения. Нижняя часть 2' печи 2 отверждения регулируется в соответствии с высотой получаемого продукта, поэтому рабочий уровень 21 печи отверждения определяет рабочий уровень 11 первой обрабатывающей установки 1.
Первая обрабатывающая установка 1 установлена на несущей конструкции 3. Рабочий уровень 11 первой обрабатывающей установки 1 регулируется с помощью средства 4, 4' регулирования высоты, соединенного с несущей конструкцией 3. С помощью средства 4, 4' регулирования высоты несущая конструкция 3 может подниматься или опускаться, так что рабочие уровни 11, 21 находятся по существу в одной и той же плоскости. Средство 4, 4' регулирования высоты содержит винтовые подъемники, которые работают с помощью двигательного средства (не показано). Когда рабочий уровень 21 печи 2 отверждения изменяется, например, когда изменяется качество изготовленного продукта, рабочий уровень 11 установки с продольным сжатием устанавливается в одной и той же плоскости с рабочим уровнем 21 печи отверждения опусканием или подниманием несущей конструкции 3 при использовании средства 4, 4' регулирования высоты.
Установка с продольным сжатием 1 содержит ряд дисковых валков 5, 5', которые находятся в контакте с сжимаемым волокнистым холстом 6 и которые служат в качестве сжимающих элементов. Нижние дисковые валки 5' определяют рабочий уровень 11 установки с продольным сжатием.
Холст 6 из минерального волокна транспортируется от установки с продольным сжатием 1 к печи 2 отверждения с помощью промежуточного конвейера 7. Рабочий уровень 71 промежуточного конвейера 7 устанавливается по существу в одной и той же плоскости с рабочими уровнями 11, 21. Первый конец 7' промежуточного конвейера 7 соединен с несущей конструкцией 3 установки 1 с продольным сжатием, а второй конец 7” находится в непосредственном контакте с регулирующим элементом 9, размещенным на стороне нижней части 2' печи 2 отверждения. Второй конец 7” опирается на регулирующий элемент 9. Рабочий уровень 71 промежуточного конвейера, таким образом, автоматически следует за регулированием рабочих уровней 11, 21.
Промежуточный конвейер 7 содержит также боковое несущее средство 8 для направления сторон холста из минерального волокна между установкой 1 с продольным сжатием и печью 2 отверждения. Боковое несущее средство 8 здесь устанавливается как вертикальные валки на обеих сторонах холста, и они предотвращают расширение холста в поперечном направлении. Боковое несущее средство 8 приводится в движение своим собственным двигательным средством 8'.
До того, как холст из минерального волокна 6 поступает в установку с продольным сжатием, он предварительно сжимается средством предварительного сжатия 10. Средство 10 предварительного сжатия содержит два конвейера 12, 12', установленные поверх друг друга в клинообразной конфигурации. Рабочий уровень 41 средства предварительного сжатия устанавливается на таком же уровне, как рабочий уровень 11 последующей установки 1 с продольным сжатием на выпускном конце средства 10 предварительного сжатия. Различие между верхним конвейером 12 и нижним конвейером 12', т.е. высота на впуске средства предварительного сжатия, может быть отрегулировано регулирующим средством 15, которое может работать вручную или может быть соединено с двигательным средством и работать под управлением компьютера.
Даже если настоящее изобретение было описано со ссылкой на то, что в настоящее время представляется наиболее практичными и предпочтительными вариантами осуществления, должно быть отмечено, что изобретение не должно ограничиваться вариантами осуществления, описанными выше, но изобретение предназначено охватывать также различные модификации и эквивалентные технические решения в объеме прилагаемой формулы изобретения.
Реферат
Изобретение относится к способу и устройству для улучшения способности выдерживать прогон холста из непрерывного минерального волокна. Минеральные волокна получают из минерального расплава с помощью волокнообразующего аппарата, в формованные минеральные волокна вводят связующее и выдувают их из волокнообразующего аппарата к собирающей поверхности, на которой минеральные волокна собираются как первичный холст. По выбору первичный холст переплетается во вторичный холст. Первичный холст из собранного минерального волокна или вторичный холст из минерального волокна обрабатывается на рабочем уровне первой обрабатывающей установки, и холст транспортируется на конвейере на рабочий уровень второй обрабатывающей установки. Рабочие уровни первой и/или второй обрабатывающей установки регулируются по существу в одной и той же плоскости для того, чтобы обеспечить перемещение на одном уровне холста из минерального волокна между обрабатывающими установками. Технический результат - уменьшение выпучивания и искривления волокнистого холста между различными обрабатывающими установками. 2 н. и 7 з.п. ф-лы, 1 ил.
Формула
- получают минеральные волокна из минерального расплава с использованием волокнообразующего аппарата,
- вводят связующее в формованные минеральные волокна,
- выдувают формованные минеральные волокна из волокнообразующего аппарата к собирающей поверхности, на которой минеральные волокна собирают в качестве первичного холста, и, по выбору, переплетают первичный холст во вторичный холст,
- осуществляют обработку посредством продольного сжатия первичного холста из собранных минеральных волокон или вторичного холста из минеральных волокон на рабочем уровне первой обрабатывающей установки и перемещают холст на рабочий уровень второй обрабатывающей установки для отверждения холста, причем вторая обрабатывающая установка является печью отверждения, которая содержит нижнюю и верхнюю части печи, расположенные поверх друг друга,
отличающийся тем, что он содержит этап, на котором
- управляют расстоянием между верхней и нижней частями печи отверждения посредством перемещения нижней части печи в вертикальном направлении, причем расстояние зависит от толщины холста из минеральных волокон,
- регулируют рабочие уровни первой и второй обрабатывающих установок, по существу, в одной и той же плоскости, причем регулирование рабочего уровня первой обрабатывающей установки достигается за счет регулирования высоты несущей конструкции первой обрабатывающей установки, чтобы обеспечить перемещение на одном уровне холста из минеральных волокон между обрабатывающими установками.
- волокнообразующий аппарат для получения минеральных волокон из минерального расплава,
- выдувное средство для выдувания формованных минеральных волокон из волокнообразующего аппарата,
- собирающую поверхность, на которой минеральные волокна собираются в виде первичного волокнистого холста,
- по выбору переплетающее средство для переплетения первичного холста из собранных минеральных волокон,
- первую и вторую обрабатывающие установки для обработки первичного и вторичного волокнистого холста,
причем обрабатывающие установки установлены друг за другом так, что волокнистый холст перемещается с рабочего уровня первой обрабатывающей установки на рабочий уровень второй обрабатывающей установки,
при этом первая обрабатывающая установка представляет собой установку с продольным сжатием, а вторая обрабатывающая установка является печью отверждения, которая содержит нижнюю и верхнюю части печи, расположенные поверх друг друга,
отличающееся тем, что
нижняя часть печи отверждения выполнена с возможностью перемещения в вертикальном направлении для управления расстоянием между верхней и нижней частями печи отверждения, причем расстояние зависит от толщины холста из минеральных волокон, и
первая обрабатывающая установка содержит средство регулирования высоты для регулирования высоты несущей конструкции первой обрабатывающей установки для регулирования рабочих уровней первой и второй обрабатывающих установок, по существу, в одной и той же плоскости, чтобы обеспечить перемещение на одном уровне холста из минеральных волокон между обрабатывающими установками.
Комментарии