Способ изготовления войлока из минерального волокна и устройство для его осуществления - RU2054067C1
Код документа: RU2054067C1
Чертежи







Описание
Изобретение относится к способу и устройству для обработки войлока из минерального волокна с целью переориентации волокон в войлоке посредством последовательного изменения скорости войлока в течение его транспортировки через транспортировочное устройство.
Содержащие минеральную шерсть изделия из стекловаты, асбестовой ваты и шлаковаты являются наиболее хорошо известными изделиями, используемыми как для тепловой, так и акустической изоляции.
Эти продукты обычно изготавливаются посредством плавления сырья, образования волокон из минерального расплава, т.е. посредством загрузки его во вращающийся блок, который может состоять из ряда вращающихся колес, перемещения образованных волокон, потоком воздуха из вращающегося блока и сбора их на конвейере в форме войлока. Сбор может идти так, что волокна собираются на конвейере для образования войлока желаемой конечной величины, или посредством образования так называемого первичного полотна посредством сбора тонкого слоя волокон, который потом, например, посредством маятникового конвейера, сгибается для образования вторичного войлока желаемой толщины.
На каком-то этапе производства войлок пропитывается соответствующим связующим веществом, например, смолой, которая в конечной стадии обработки войлока отверждается тепловой обработкой, например, в вулканизационной печи, при этом волокна фиксируются относительно друг друга и образуют устойчивый по размеру непрерывный войлок желаемой плотности и толщины. После чего войлок режется по желаемой форме либо в виде листовых изделий, либо рулонов, которые затем упаковываются, либо подвергаются дальнейшей обработке.
Если волокна собираются из вращающегося блока в форме первичного полотна либо с конечной толщиной, то эти волокна принимаются конвейером в плоскости, фактически параллельной конвейеру, то есть только малое количество волокон будет ориентировано в направлении, которое более или менее перпендикулярно плоскости конвейера. Это явление обеспечивает преимущество в некоторых областях применения, так как такие продукты демонстрируют хорошие эластичные свойства, однако они имеют существенные недостатки в других отношениях. Эта структура войлока приводит, в частности, к низким прочностным характеристикам в направлении, перпендикулярном к плоскости войлока, поэтому такие продукты не могут быть использованы в конструкциях, которые подвергаются большим механическим нагрузкам, например, в полах или в потолках под нагрузкой.
Одним из путей достижения достаточной механической прочности в направлении к плоскости полотна является увеличение объемного веса, то есть плотности войлока, что может быть обеспечено посредством увеличения количества волокон или в некоторых случаях количества связующего материала. Однако стоимость изготовления прямо пропорциональна весу волокна, поэтому в некоторых случаях увеличение прочности посредством увеличения количества волокон может быть экономически неприемлемо.
Увеличение прочности в направлении, перпендикулярном плотности полотна, может быть также достигнуто посредством изменения направления волокон в войлоке, так что их большая фракция располагается в направлении, которое отклоняется от плоскости войлока. Это может быть осуществлено многими путями.
Например, можно разрезать войлок на полосы, имеющие ширину, соответствующую желаемой толщине ковра. Полосы поворачиваются на 90о и приклеиваются друг к другу для образования так называемого слоистого ковра, направление волокон которого преимущественно перпендикулярно основным поверхностям ковра. Пример такого способа раскрыт в патенте ЕРА 0000378. Однако эти слоистые продукты должны изготавливаться на специальном посту обработки или на производственной линии, что связано с дополнительными расходами.
Также можно изготовить ковер, который имеет фактически такие же свойства, что и слоистый ковер, без резания и склеивания, посредством гофрирования волоконного войлока соответствующим способом, сжатия гофрированного ковра до желаемой плотности и отверждения его. Такая процедура описана в патенте США N А 1656828 (фиг.6). Кроме того, в этом продукте направление волокон преимущественно перпендикулярно плоскости войлока. Однако образование трещин на поверхностях войлока является недостатком. Наряду с уменьшением прочности на изгиб в продольном направлении войлока трещины создают проблемы, если лист, как таковой, используется в качестве акустического листа. Теплоизолирующие свойства слоистых продуктов, также как и гофрированных продуктов на 10% меньше по сравнению с обычными продуктами листового типа.
Третий способ изменения основного направления волокон в войлоке описан в патенте Германии N 1635620. Согласно этому способу скорость движения войлока замедляется между двумя последовательными конвейерами посредством хода заднего конвейера, если смотреть по направлению движения, с меньшей скоростью, чем у предыдущего. Этот тормозящий эффект приводит к сжатию в продольном направлении с переориентацией волокон в войлоке без образования трещин на поверхности. Согласно способу хорошие механические и изолирующие свойства конечного продукта достигаются при условии, если степень сжатия, то есть уменьшение скорости войлока в течение обработки, сохраняется ниже 30% Если степень сжатия выше, на поверхностях войлока начинают появляться трещины. Однако этого недостатка можно легко избежать, если процесс повторяется, то есть выполняется ряд последовательных стадий сжатия, причем этот процесс также предложен в финской заявке на патент N 842734.
Согласно вышеописанному способу, сжатие имеет место в зоне войлока, которая расположена перед последним, более медленным конвейером, и которая проходит линейно по ширине войлока. В пределах этой зоны переориентация волокон происходит довольно неконтролируемым способом и управляется лишь посредством входного отверстия к последнему конвейеру, который образует плоскость торможения войлока, и возможными направляющими пластинами, расположенными выше и ниже войлока, причем эти пластины препятствуют разбуханию войлока, которое больше желательного. Эти пластины не участвуют в самой переориентации волокон. Кроме того никакого ощутимого сжатия не происходит в пределах самого конвейера, который функционирует скорее в качестве стабилизирующей зоны с последующим расположением удароподобного сжатия. Если желательна более высокая степень сжатия, необходимо использовать устройство, требующее большого пространства, которое в любом случае не обеспечивает более точный контроль в ходе обработки.
Цель настоящего изобретения заключается в устранении недостатков известных устройств, особенно неуправляемой обработки войлока в нескольких силовых отдельных местах, действующих по ширине полотна. А именно, в соответствии со способом и устройством согласно изобретению, в войлоке происходит управляемая и мелкоструктурная переориентация волокон в результате фактически непрерывно управляемого изменения скорости войлока, без образования трещин и при одной стадии обработки, которая легко может быть внедрена в существующие производственные линии.
Это достигается посредством способа согласно изобретению, отличающегося тем, что изменение скорости войлока достигается приведением войлока в соприкосновение по меньшей мере с двумя элементами, последовательно расположенными в направлении перемещения войлока, причем площади влияния элементов перекрывают друг друга.
Изменение скорости войлока по всем элементам предпочтительно отрицательно, то есть выходная скорость войлока с последнего элемента меньше, чем его скорость до первого элемента.
Согласно другому предпочтительному варианту осуществления элементы имеют такую форму и взаимное расположение, что граница или граничная зона, где влияние одного элемента на войлок больше, чем влияние соседнего элемента, фактически представляет собой волновую линию, идущую по ширине войлока.
Упомянутый элемент предпочтительно содержит пару валов, проходящих через войлок, по одному валу с каждой стороны войлока, которые вращаются в направлении друг к другу. Валы снабжены средствами, которые входят в соприкосновение с войлоком и которые влияют на скорость продвижения войлока, то есть в зависимости от скорости вращения валов по отношению к скорости продвижения полотна они могут оказывать на войлок тормозящее или ускоряющее действие, приводя к переориентации волокон. Валы расположены так, что когда войлок транспортируется через определенное количество последовательных элементов, зоны влияния на войлок двух последовательных элементов перекрываются или заходят друг за друга. Можно полагать, что за такое перекрытие зон влияния элементов, то есть непрерывного влияния элементов на войлок, которое ведет к обеспечивающему преимущество конечному результату, что противоположно удароподобной обработке согласно известной технологии.
С целью более глубокого понимания изобретения можно представить, что часть войлока, которая подвергается обработке, разделена на ряд зон обработки или переориентации, которые проходят по ширине войлока. Зона обработки может быть определена как площадь, где один элемент имеет большее влияние на войлок, чем смежный элемент. Скорость продвижения войлока непосредственно перед элементом полностью управляется упомянутым элементом, причем воздействие на скорость продвижения постепенно смещается к последующему элементу. В некоторой точке между этими элементами управление скоростью осуществляется в большей степени одним элементом, чем другим. Эти более или менее теоретические точки определяют линию, которая не обязательно является прямой и которая проходит поперек полотна. Эта линия, в свою очередь, определяет границу между двумя зонами обработки.
Так как согласно обработке, предусмотренной изобретением, площадь влияния каждого элемента перекрывает площадь влияния соседнего элемента или заходит за нее, каждая площадь поперечного сечения войлока всегда находится в пределах зоны обработки, где она подвергается воздействию по меньшей мере одного элемента. При этом способе достигается вышеупомянутая мелкоструктурная и "мягкая" переориентация волокон в войлоке.
При придании элементам такой формы, что они образуют дискретные контактные площади с войлоком, в направлении поперек войлока, их влияние на войлок оказывается не только в направлении транспортировки войлока, но и в направлении, более или менее перпендикулярном к направлению транспортировки войлока, то есть в направлении по ширине войлока. Когда эти контактные площади располагаются поперечно в шахматном порядке относительно друг друга в направлении транспортировки войлока, граница между площадями влияния между двумя элементами будет образовывать фактически волновую линию, при этом достигаются дополнительные преимущества. Если скорость войлока в двух последовательных контактных площадях различна, в войлоке будут развиваться силы сдвига, которые направлены как вперед, так и назад, а также в бок, в направлении к кромке войлока. Это приводит к более равномерной обработке волоконного войлока во всех измерениях и, следовательно, придает изделию более высокую прочность на изгиб, чем в случае известных решений. Посредством изменения размера контактных площадей, их взаимного положения, сжимающего усилия элементов на войлок и степени изменения скорости войлока обработка может точно контролироваться в соответствии с желаемыми результатами.
Войлок предпочтительно подвергается обработке количеством элементов, составляющим, например, 4-12. Согласно одному варианту исполнения изобретения войлок подвергается уменьшению скорости на всей длине транспортировочного устройства, причем это уменьшение предпочтительно происходит непрерывно и равномерно, то есть происходит одинаковое уменьшение скорости от элемента к элементу, которое предпочтительно составляет около 10-20% Изменение скорости не обязательно должно быть постоянным, оно может обеспечить преимущество при различной величине на различных стадиях обработки. Поэтому уменьшение скорости от элемента к элементу может быть меньше в начале и больше к концу обработки, или разница скорости между двумя последовательными зонами может быть существенно больше, чем между другими зонами. В этом случае такая более сильная обработка преимущественно происходит в последней части устройства. Также можно увеличить скорость войлока в одной или нескольких зонах обработки при условии, что обработка ведет к конечному продукту с переориентированными волокнами.
Приемлемый продукт без трещин
(согласно изобретению) получается в том случае, если войлок подвергается обработке, которая приводит к различным степеням сжатия, но предпочтительно
используется степень сжатия, которая составляет
приблизительно от 2: 1 до 10:1, а в основном от 3:1 до 6:1, что соответствует уменьшению скорости примерно от 50 до 90% а в основном от 70 до 80%
Согласно предпочтительному варианту
осуществления, перед обработкой войлок подвергается предварительному сжатию в направлении, перпендикулярном основной плоскости войлока, до толщины, меньшей
толщины войлока после обработки.
Предварительное сжатие войлока, составляющее, например, порядка 70% конечной толщины, и его расширение в течение обработки обеспечивает большую степень сжатия без
увеличения неровностей соответственно
в поверхностном и внутреннем слое войлока, то есть без образования так называемой стрелкообразной волоконной структуры в поперечном сечении продукта. Это создает
дополнительную проблему, связанную с
высокой степенью сжатия, выполняемой согласно известным способам.
Изобретение относится также к устройству для осуществления способа. Устройство в его простейшей форме содержит транспортировочное устройство с двумя конвейерами, обращенными друг к другу, между которыми транспортируется войлок, при этом каждый конвейер содержит по меньшей мере два вала, которые могут приводиться в действие с различными скоростями вращения, причем валы имеют средства приведения в соприкосновение с поверхностью войлока, которая обращена к соответствующему конвейеру, причем площади влияния валов на войлок перекрывают друг друга.
Валы конвейера могут приводиться в действие с различными скоростями вращения, при этом пара валов, которая образуется посредством обращенных друг к другу валов в отдельных конвейерах, всегда приводится в действие с одной и той же скоростью, но в противоположном направлении.
Предпочтительно вал имеет ряд средств, расположенных на валу на расстоянии друг от друга, причем средства на одном валу направлены в пространстве между средствами на соседнем валу и проходят в них. Согласно одному варианту осуществления, средства на одном валу одного конвейера образуют зазор для войлока с соответствующими средствами на валу другого конвейера, но они могут также направляться к промежуткам между средствами в последнем упомянутом конвейере.
Транспортировочное устройство содержит предпочтительно 4-12 валов в каждом роликовом конвейере, при этом формируя такое же количество пар валов. Средства, которые входят в контакт с войлоком, могут иметь любую приемлемую конструкцию, они, например, могут иметь форму лопаток, иголок, пластин, фланцев и тому подобного, они могут быть выполнены в форме коротких бесконечных конвейерных лент, расположенных так, что отстоят друг от друга по ширине войлока и проходят в продольном или транспортировочном направлении войлока, при этом они могут иметь образования для увеличения трения такие, как шипы или что-либо им подобное.
Для обеспечения возможности преобразования устройства с целью производства продуктов различного типа выгодно иметь валы со средствами независимого изменения скорости их вращения. Конструкция приводных средств специалистам известна.
Кроме того конвейеры могут быть выполнены с известными самими по себе средствами регулирования расстояния между конвейерами и/или взаимного наклона конвейеров. Поскольку обработка в таких случаях может выполняться с одновременным сжатием или расширением войлока по толщине, условия переориентации волокон могут быть дополнительно модифицированы и таким образом обеспечивается регулировка обработки для повышения разнообразия типов продукции. Расстояние и/или степень наклона также может изменяться по длине транспортировочного устройства.
На фиг.1 представлено устройство для изготовления волокнистого войлока, которое содержит устройство для обработки войлока, выполненное согласно изобретению; на фиг.2 вид сбоку двух взаимодействующих роликовых конвейеров, образующих устройство для обработки войлока; на фиг.3 вид в плане принципиального варианта осуществления взаимодействующих валок в роликовом конвейере; на фиг. 4 элемент, образованный парой валов, если смотреть на него в направлении движения войлока; на фиг. 5 вариант осуществления средств, предназначенных для введения в соприкосновение с войлоком; на фиг.6 устройство с изменяемым расстоянием и наклоном между конвейерами; на фиг.7-10 различные профили скорости войлока в течение его транспортировки по транспортировочному устройству.
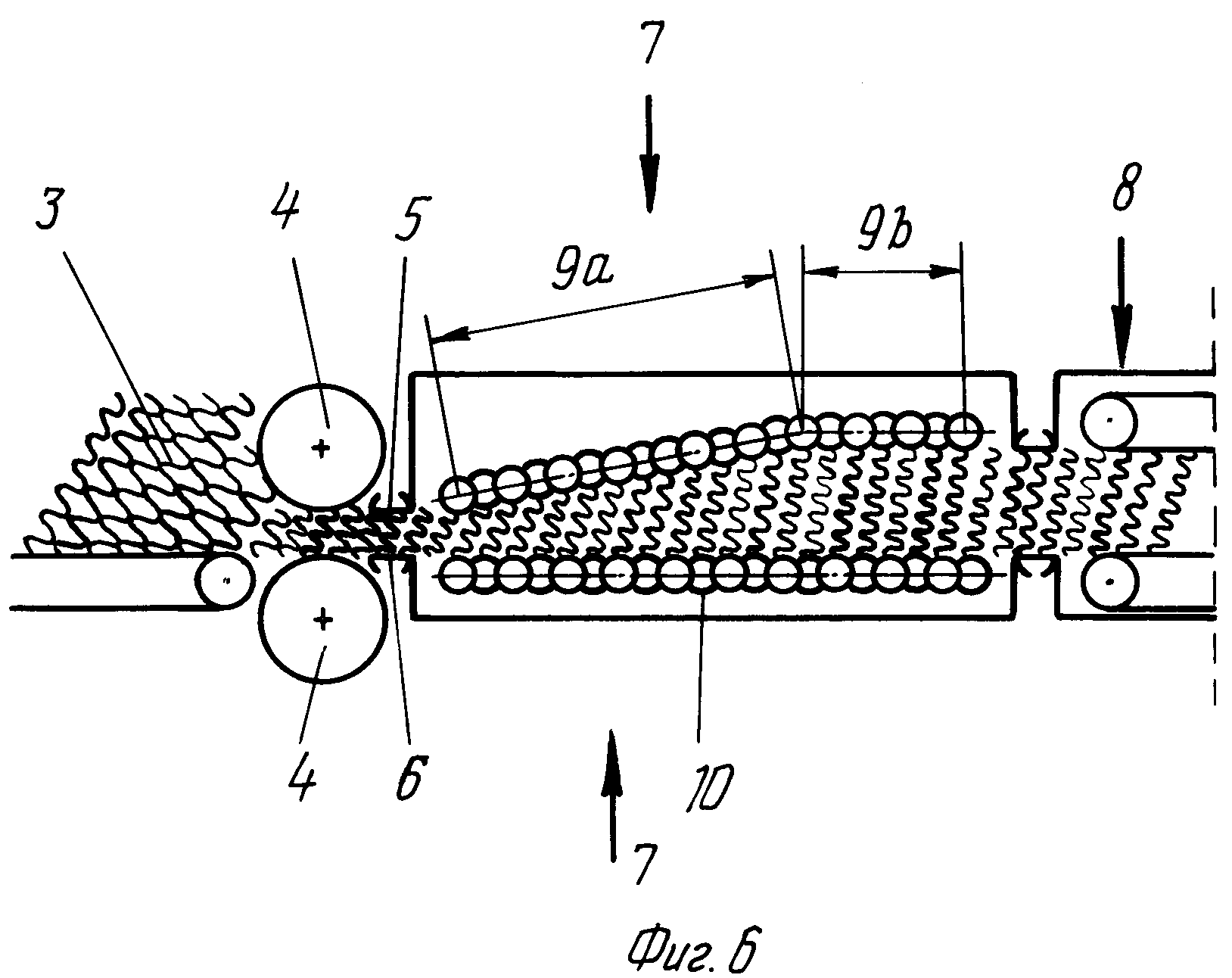
На фиг. 1 схематически представлена обработка волокнистого войлока, который в форме первичного войлока 1 транспортируется из вращающегося блока (не показан) и сгибается для образования вторичного войлока 2 желаемой толщины. Этот первичный войлок 2 затем подается между двумя роликами 3 и 4, которые вызывают предварительное сжатие войлока 2 в направлении, перпендикулярном его плоскости. В зазорах 3, 4 и 5, 6 войлок сжимается до толщины, которая меньше, чем толщина войлока после обработки и обычно составляет около 70% окончательной толщины войлока. После этого войлок соответствующим образом подается по направляющим средствам в транспортировочное устройство для обработки согласно изобретению. После обработки войлок транспортируется через вулканизационную печь 8. В вулканизационной печи происходит отверждение и фиксация конечного продукта.
Транспортировочное устройство 7 (фиг.2) содержит соответственно верхний и нижний конвейеры 9 и 10, оба из которых в показанном варианте осуществления имеют ряд роликов в форме кулачковых валов, при этом два противоположных друг другу кулачка 11 и 12, 13 и 14, и так далее определяют пару кулачков, которые совместно друг с другом и образуют зазор 15 и т.д. для войлока. Согласно предпочтительному варианту осуществления скорость конвейера уменьшается в направлении движения войлока благодаря тому, что пары кулачков вращаются с постепенно уменьшающейся скоростью. Соответствующее уменьшение скорости между двумя последовательными валами составляет от 10 до 20% В данном случае, например, первые две пары валов могут иметь ту же скорость вращения, что и скорость конвейера, предшествующего транспортирующему устройству, тогда как скорость последующих валов постепенно уменьшается, о чем было упомянуто, а последние несколько валов устройства могут иметь ту же скорость, что и конвейер в вулканизационной печи.
На фиг.3 представлено, как кулачковые валы могут быть сконструированы и взаимодействуют в одном конвейере, показанном в виде сверху. Направление движения войлока между валами показано стрелкой. Таким образом, в показанном варианте осуществления каждый кулачковый диск 16 на кулачковом валу проходит в промежуток между двумя кулачковыми дисками 17, 18 соседнего кулачкового вала. В показанном варианте осуществления кулачковые валы имеют расстояние (а) между их центрами, которое составляет около 70% диаметра диска кулачкового вала, при этом ширина (b) дисков составляет порядка 30% расстояния между центрами, а внутреннее пространство (с) порядка 40-50% расстояния между центрами. На фиг. также показан зазор 19 для нескольких соседних кулачковых дисков. Таким образом зазоры между кулачковыми валами приводят в этом варианте осуществления конструкции фактически к линейным площадям контакта с ограниченным размером главным образом в поперечном направлении войлока, причем два последующих зазора кулачковых валов образуют контактные площади зигзагообразной конфигурации по ширине полотна.
На фиг. 4 показан обрабатывающий элемент, содержащий пару валов, вращающихся с одинаковыми скоростями в противоположных направлениях и видимых в направлении движения войлока. На фиг.4 сплошные линии относятся к варианту осуществления согласно изобретению, где кулачковые диски 16 в каждом конвейере направлены друг к другу, образуя зазор 19. На этой же фиг. пунктирными линиями показан также альтернативный вариант осуществления конструкции, где кулачковые диски в каждом конвейере не направлены друг к другу и кулачковый диск одного конвейера обращен к промежутку между кулачковыми дисками другого конвейера.
Вариант осуществления средств, предназначенных для контакта с войлоком, показан на фиг. 5, где показана пластина 16, установленная на валу, причем пластина на внешней периферии выполнена с рядом фланцев 20, равномерно распределенных по окружности.
На фиг.6 показан вариант осуществления, в котором верхний конвейер разделен на две части 9а, 9b. Первая часть 9а расположена наклонно относительно нижнего конвейера 10.
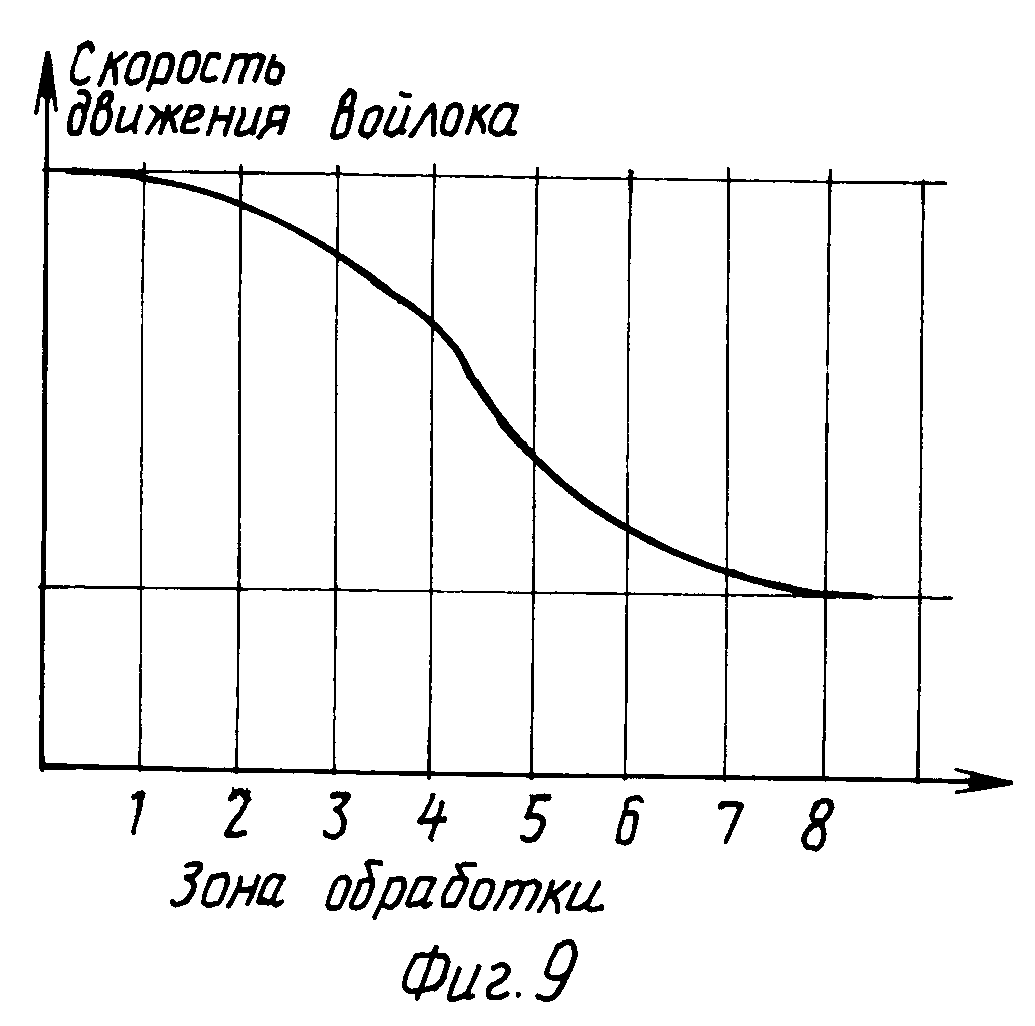
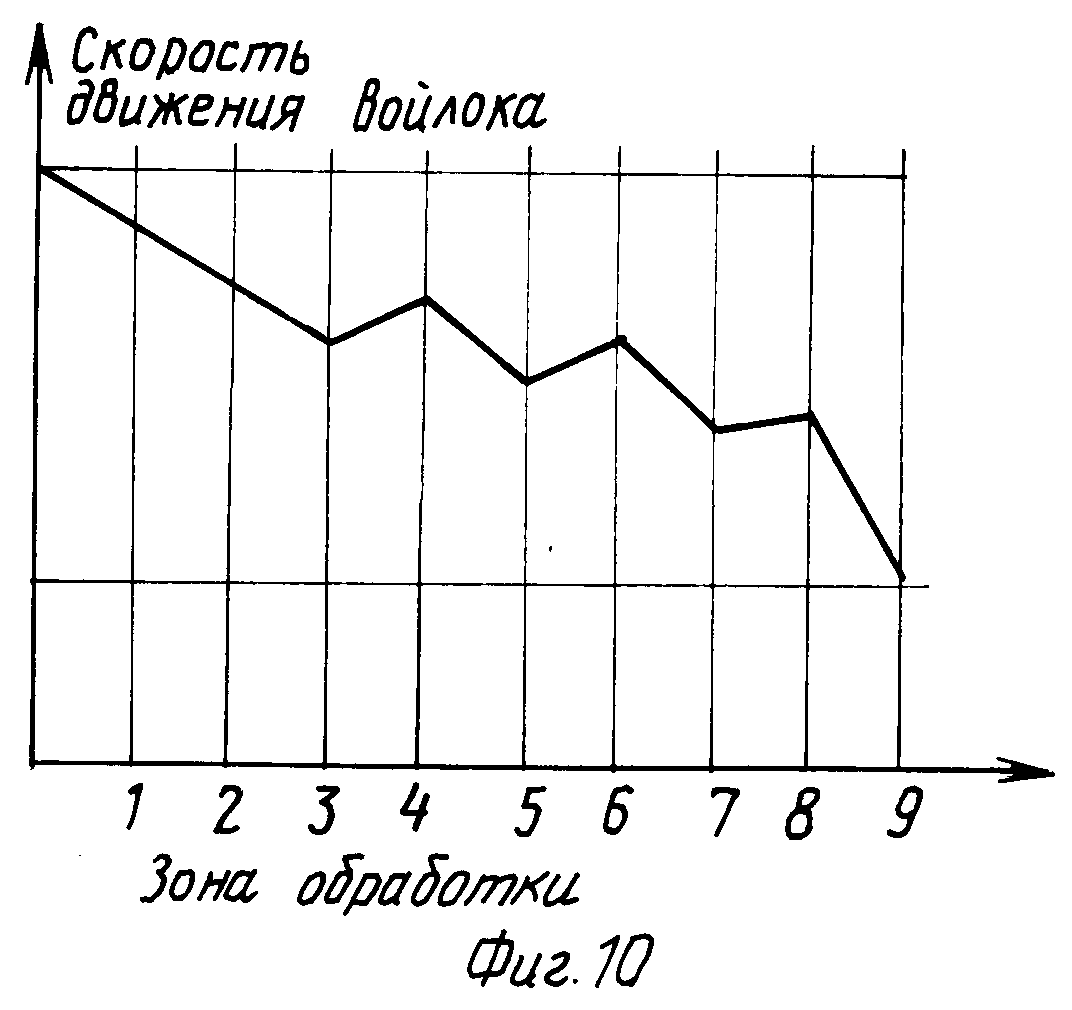
На фиг.7-10 показаны альтернативные варианты профиля скорости войлока в течение обработки согласно изобретению. На фиг.7 показан случай, когда войлок подвергается равномерному уменьшению скорости всех элементов устройства. На фиг.8, с другой стороны, показан случай, когда снижение скорости меньше в начальной части обработки и увеличивается по направлению к ее концу, тогда как на фиг.9 показан случай, когда наибольшее уменьшение скорости происходит в середине обработки. Наконец на фиг.10 показан случай, когда обеспечивается возможность увеличения скорости войлока у одного или нескольких элементов.
Реферат
Использование: способы и устройства обработки войлока из минерального волокна. Сущность: в способе войлок транспортируется через транспортное устройство с изменением его скорости посредством приведения войлока в соприкосновение по меньшей мере с двумя элементами, расположенными последовательно в направлении его транспортировки. Площади влияния элементов перекрывают друг друга. Устройство содержит два конвейера, расположенных напротив друг друга, между которыми транспортируется войлок. Каждый конвейер содержит по меньшей мере два вала, которые выполнены с рядом средств приведения в соприкосновение соответственно с верхней и нижней поверхностью войлока. 2 с. и. 12 з. п. ф-лы, 10 ил.
Комментарии