Новый промежуточный материал, предназначенный для ограничения микрорастрескивания композитных изделий - RU2496932C2
Код документа: RU2496932C2
Чертежи








Описание
Настоящее изобретение относится к технической области упрочняющих материалов, подходящих для создания композитных изделий. Более точно - изобретение относится к новому промежуточному материалу для получения композитных изделий, в частности, путем более поздней инжекции или инфузии термоотверждаемой смолы, к способу получения композитных изделий из такого материала, а также к полученным композитным изделиям.
Производство композитных деталей или изделий, т.е. тех, которые содержат, с одной стороны, одно или несколько усилений или слоев волокон и, с другой стороны, матрицу, в основном, термоотверждаемого типа ("смола"), и которые могут включать термопласты, может быть реализовано, например, способом, называемым "прямым", или "LCM" (от английского Liquid Composite Moulding" - отливка жидкого композита). Прямой способ - так называют потому, что один или несколько волокнистых усилителей добавляют в "сухом" состоянии (то есть без конечной матрицы), причем смолу или матрицу вводят отдельно, например, инжекцией в форму, содержащую волокнистые усилители (способ "RTM" от английского Resin Transfer Moulding - трансферное формование смолы), инфузией через толщину волокнистых усилителей (способ "LRI" от английского "Liquid Resin Infusion" - инфузия жидкой смолы, или способ "RFI" от английского "Resin Film Infusion" - инфузия пленки на основе смолы), или же промазыванием/пропиткой вручную валиком или кистью, каждого единичного слоя волокнистого усилителя, наносимых последовательно на форму.
Для способов RTM, LRI или RFI обычно сначала нужно сделать волокнистую заготовку в форме желаемого конечного изделия, затем пропитать эту заготовку смолой. Смолу инжектируют или заливают под действием разности давлений, температуры, затем, когда все необходимое количество смолы введено в заготовку, ее доводят до более высокой температуры, чтобы осуществить цикл полимеризации/сшивки и, таким образом, осуществить ее затвердевание. Используемая матрица является матрицей термоотверждаемого типа. Инжектируемая смола будет выбираться, например, из следующих термоотверждаемых полимеров: эпоксиды, ненасыщенные сложные полиэфиры, виниловые эфиры, фенольные смолы, полиимиды, бисмалеимиды.
К композитным изделиям, использующимся в автомобильной, авиационной или судостроительной промышленности, предъявляются очень строгие требования, в частности, в том, что касается механических свойств. Поэтому представляется важным наличие материалов, которые, с одной стороны, позволяют получать изделия с большой стабильностью и, с другой стороны, предлагают благоприятные условия для обработки и применения.
В этом контексте были разработаны материалы, называемые многоосными или "NCF" (от английского "Non Crimp Fabrics"). Эти материалы состоят из укладки однонаправленных слоев волокон, причем однонаправленные слои получены путем ориентирования нитей слоев таким образом, чтобы получить волокна в композитном 2 изделии, ориентированные в направлениях, составляющих, например, угол 0°, 30°, 45°, 60°, 90°, 120° или 135° по отношению к главной оси изделия. Слои углеродных волокон, нанесенные таким образом в соответствии с выбранными ориентациями, соединяют друг с другом сшиванием или провязыванием швейной или трикотажной нитью. Такие сшитые слои, полученные из углеродных нитей, содержащих от 3000 до 24000 углеродных филаментов (3K и 24K), продаются, например, компанией Sigmatex UK Limited (Cheshire WA7 ITE, Англия) под знаком MC8021270 (четырехосные четырехслойные материалы плотностью 268 г/м2, сшитые нитью 80 дтекс). Задачей швейной нити является удержание вместе различных слоев, чтобы получить легкий в обращении промежуточный продукт.
Такой способ соединения сшивкой или провязыванием ограничивает распространение волокон внутри слоев на уровне сшивки или провязывания, что имеет следствием образование промежутков между упрочняющими волокнами. Одним следствием этого феномена является повышение поперечной проницаемости материала, при его комбинировании со смоляной матрицей при создании композитных изделий. Таким образом, это благоприятствует применению такого промежуточного материала, в частности, в способах LRI или RFI.
Между тем было установлено, что изделия, полученные с такими промежуточными материалами, демонстрируют в гидротермических циклах микрорастрескивание, способное ухудшить срок службы конструкций. Но в течение своего срока службы авиационная конструкция подвергается термическим циклам и периодам увлажнения (стоянка в горячей пустыне, полет на большой высоте при очень низкой температуре, обратное поглощение влаги во время статических фаз на солнце, например, при техническом обслуживании, высушивание во время полета и т.д.). Такое явление может сделать применение многоосных материалов предшествующего уровня плохо пригодными для этого типа приложений.
Таким образом, целью настоящего изобретения является предложить новый промежуточный продукт на основе однонаправленных слоев, позволяющий уменьшить появление микротрещин в получаемых позднее композитных изделиях, когда эти последние подвергаются гидротермическим нагрузкам.
Промежуточный продукт согласно изобретению должен также быть легким в обращении, должен быть легким в изготовлении и иметь низкую стоимость.
В этом контексте объектом настоящего изобретения является промежуточный продукт, предназначенный для получения композитного изделия путем комбинации с матрицей из термоотверждаемой смолы, состоящий из по меньшей мере двух однонаправленных слоев упрочняющих волокон, причем нити каждого из двух слоев расположены в разных направлениях, в котором слои соединены друг с другом сшивкой или провязыванием с помощью по меньшей мере одной швейной или трикотажной нити, отличающийся тем, что указанная швейная или трикотажная нить имеет титр, определенный согласно стандарту EN ISO 2060, меньший или равный 30 дтекс, предпочтительно меньше или равный 25 дтекс. В рамках настоящего изобретения следует сослаться на стандарт EN ISO 2060, версия от июня 1995, и измерения титра осуществляются согласно варианту 1 на основе непромытой нити, причем масса нити доводится до кондиции в равновесии с атмосферой испытания.
В качестве примера материала, из которого образована швейная нить, особенно хорошо подходящего в рамках изобретения, можно назвать сложные полиэфиры (PET), полипропилены (PP), полиэтилены (PE), полифениленсульфид (PPS), полиэтиленнафталаты (PEN), жидкокристаллические полимеры (LCP), поликетоны, полиамиды, углерод, стекло, базальт, кремнезем и их смесь. Примерами сложных полиэфиров, которые могут применяться, являются полиэтилентерефталат, полибутилентерефталат, политриметилентерефталат, полимолочная кислота и их сополимеры. В качестве примера поликетонов можно назвать PEEK и PEKK. В качестве примера полиамида, имеющего низкое обратное поглощение влаги, можно назвать PA-6,10 и PA-6,12. Действительно, может быть выгодным, чтобы швейная или трикотажная нить была из материала, имеющего степень обратного поглощения влаги, определяемую согласно стандарту ASTM D629-99 (параграф 9), меньше или равную 0,4%. Равным образом, изобретение особенно выгодно, когда швейная или трикотажная нить сделана из материала, не растворимого в смоляной матрице при температурах создания композитного изделия, учитывая, что швейные нити, растворимые в смоляной матрице, менее склонны к образованию зон, обогащенных смолой, в которых при гидротермических нагрузках возникают микротрещины.
Кроме того, швейная или трикотажная нить может, например, иметь предел прочности на разрыв, измеренный согласно ISO EN 2062, версия 1995 г., составляющий от 20 сН/текс до 100 сН/текс. Согласно некоторым вариантам осуществления, швейная или трикотажная нить может иметь удлинение при разрыве, измеренное согласно стандарту ISO EN 2062, версия 1995г., составляющее от 10% до 60%.
Также предпочтительно, чтобы используемые швейные нити были промыты и не содержали замасливателя или масла на поверхности, или чтобы массовая доля замасливателя была ниже 1,3%. Имеющийся замасливатель предпочтительно является минеральным и предпочтительно не содержит силикона или производного силикона.
Как пример частного варианта осуществления, швейная нить может быть нитью 23 дтекс из семейства сложных полиэфиров.
Объектом настоящего изобретения является также способ получения композитного изделия, содержащий этап добавления, в частности, инфузией или инжекцией, термоотверждаемой смолы в промежуточный материал согласно изобретению, затем этап упрочнения желаемого изделия путем этапа полимеризации/сшивки под давлением, соблюдая определенный температурный цикл, затем осуществляют охлаждение.
Композитные изделия, состоящие, по меньшей мере в части, из комбинации промежуточного продукта согласно изобретению с матрицей из термоотверждаемой смолы, и которые могут быть получены таким способом, являются составной частью изобретения.
Такие композитные изделия характеризуются зонами, обогащенными смолой, на уровне швейных нитей, малого размера, что позволяет свести к минимуму микрорастрескивание под воздействием циклических гидротермических нагрузок. Действительно, в рамках изобретения было установлено, что применение швейных нитей с низким титром позволяет уменьшить зоны вокруг швейных нитей, которые не содержат усиливающих волокон, и где возникают первые микротрещины, когда изделие подвергается гидротермическим нагрузкам. Эти зоны расположены вокруг швейных нитей, которые не содержат усиливающих нитей и называются "зонами, обогащенными смолой". В частности, обогащенные смолой зоны в полученных изделиях имеют среднюю высоту, измеренную в плоскости, параллельной однонаправленным слоям промежуточного продукта и находящейся на уровне середины промежуточного продукта, меньше или равную 0,11 мм.
Различные другие характеристики выявляются из нижеследующего описания, изложенного со ссылкой на приложенные чертежи.
Фигура 1 представляет собой объемное изображение промежуточного продукта согласно изобретению с детализацией элементов, состоящего из сшитого многоосного трехслойного материала с ориентацией 45°/135°/0°.
Фигура 2 представляет собой схематическое объемное изображение промежуточного продукта согласно изобретению, состоящего из сшитого четырехслойного многоосного материала, демонстрирующий способ сшивки тамбурной строчкой.
Фигура 3 представляет собой вид сверху промежуточного продукта согласно изобретению, демонстрируя способ сшивки, в соответствии со строчкой с перемещением направляющей.
Фигура 4 демонстрирует гидротермический цикл для испытания слоистых материалов согласно изобретению.
Фигура 5 представляет собой местный разрез образца 1 внутри образцов.
Фигура 6 демонстрирует положение плоскости наблюдения, определяемой плоскостью разреза, относительно стежков и однонаправленных слоев.
Фигура 7 представляет собой значения коэффициентов d, полученных на разных образцах после определенного числа гидротермических циклов.
Фигура 8 представляет собой снимок микротрещины, полученной на слоистом материале по сравнительному примеру 3 (сложный полиэфир 35 дтекс) после 400 гидротермических циклов.
Фигура 9 представляет собой эволюцию густоты трещин в зависимости от числа гидротермических циклов, в случае слоистого материала по примеру 1 и для его эквивалента, полученного с однонаправленными тканями (называемыми так, потому что только одно направление соткано из усилительных нитей, и продаваемыми под знаком G1157 компанией Hexcel), причем граммаж ткани эквивалентен граммажу однонаправленного полотна из многоосного материала по примеру 1, и для его эквивалента, полученного с многоосными распоротыми слоями.
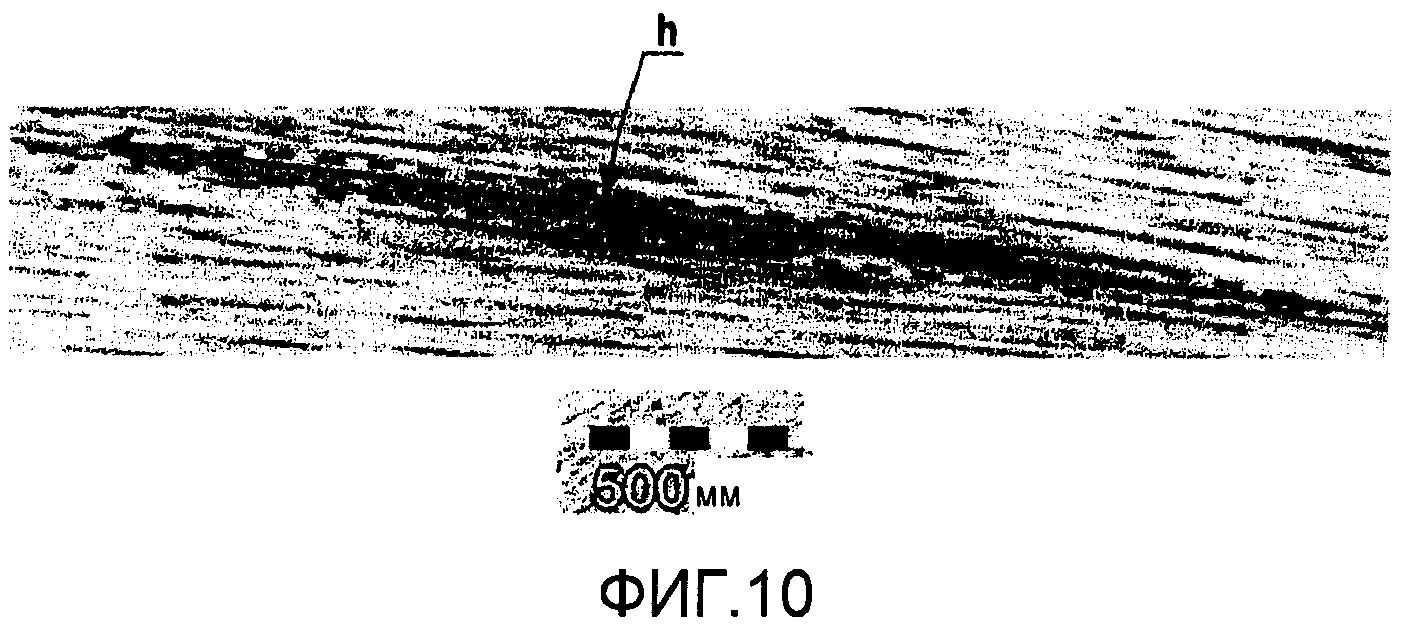
Фигура 10 демонстрирует обогащенную смолой зону на уровне швейной нити в случае слоистого материала по примеру 1.
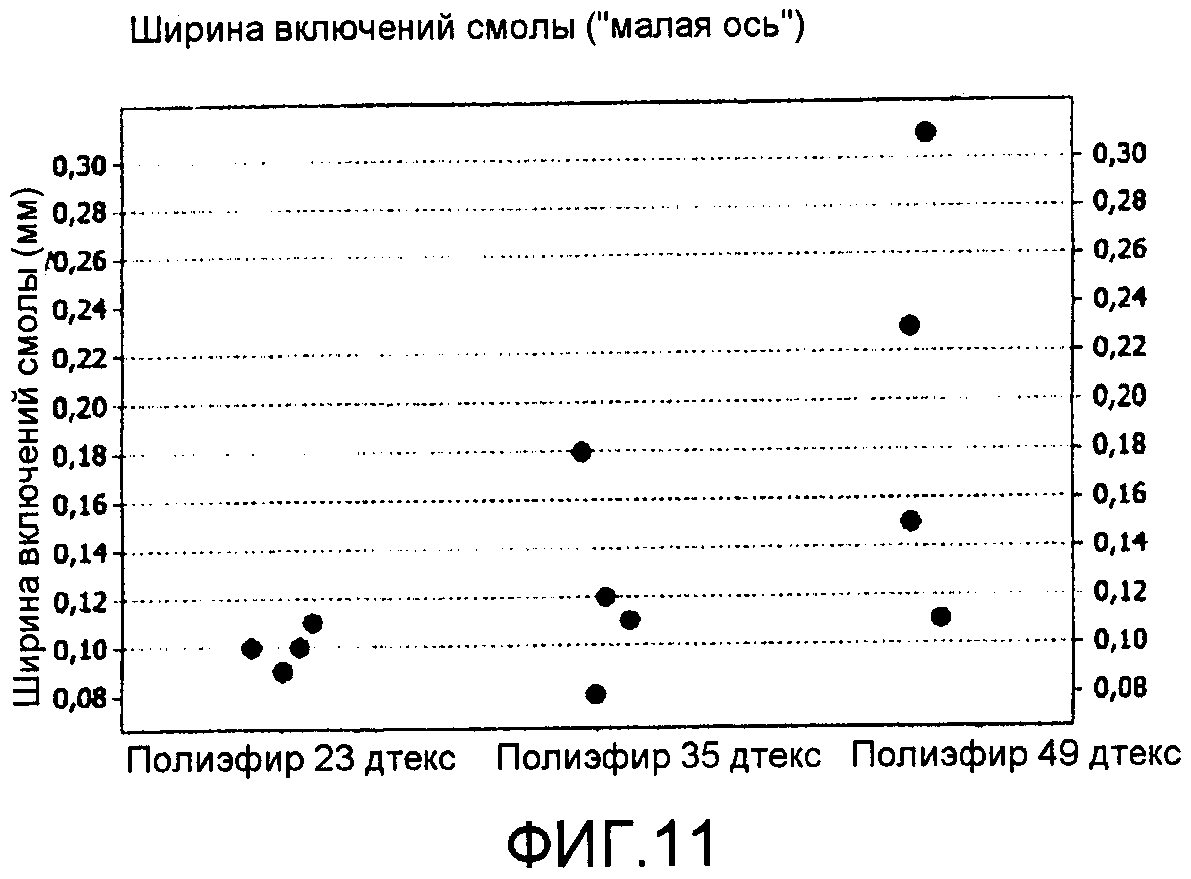
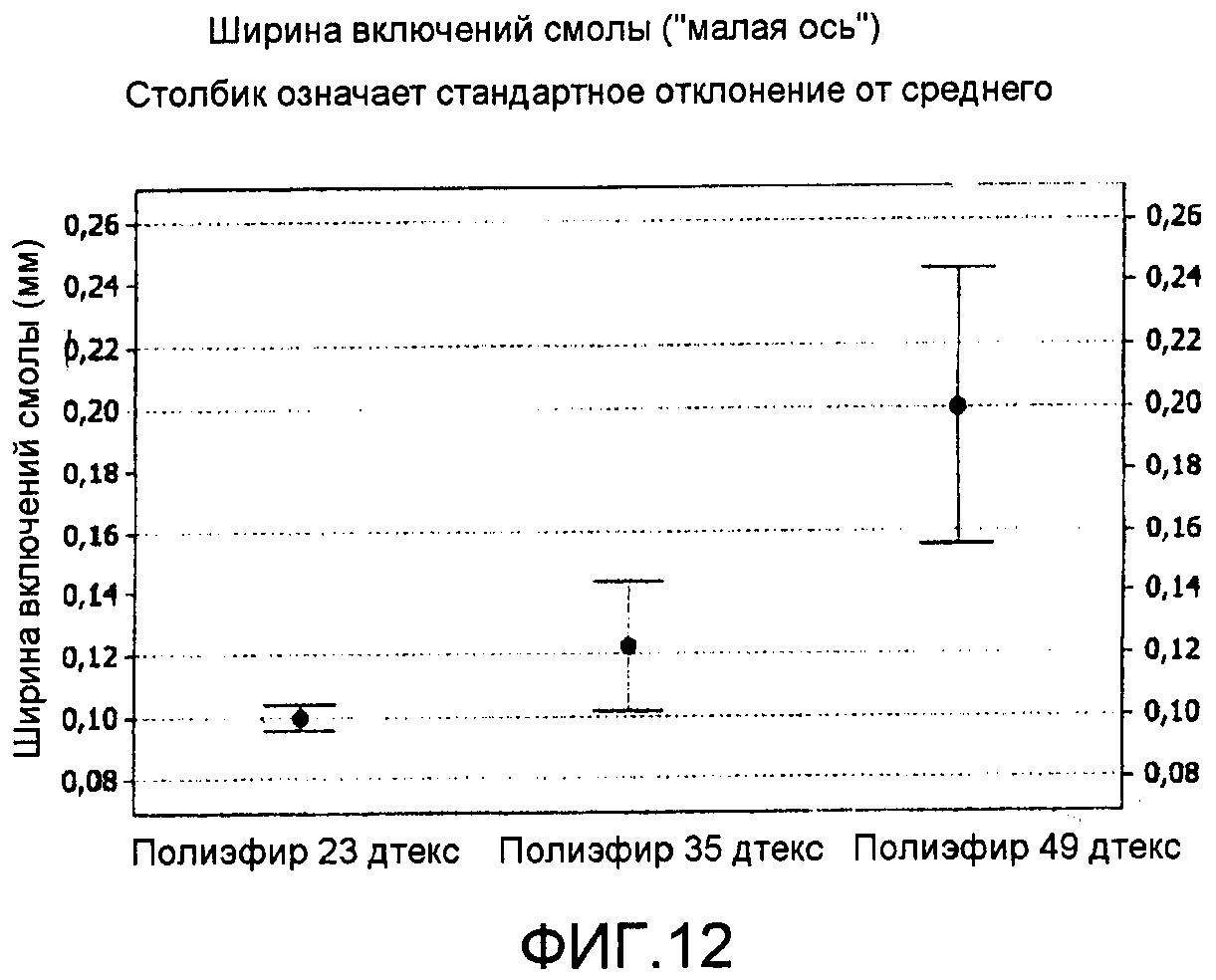
Фигуры 11 и 12 представляют собой размеры "малой оси", соответствующей высоте зоны, обогащенной смолой, на уровне швейной нити в случае слоистых материалов в зависимости от титра и природы использующейся швейной нити.
Изобретение особенно применимо для промежуточных материалов, полученных с однонаправленными слоями усиливающих нитей из материала, выбранного из углерода, стекла, базальтов, арамидов, кремнеземов, керамики и их смесей. Нити могут быть натуральными или синтетическими. Подходящей керамикой являются, в частности, карбид кремния и огнеупорные оксиды, например оксид алюминия и оксид циркония. В области авиации предпочтительно тем не менее использовать углерод.
Каждый слой нитей образован из волокон, расположенных параллельно друг другу. Волокно обычно состоит из совокупности волоконцев или филаментов и содержит обычно, в случае углеродных нитей от 1000 до 80000 филаментов, предпочтительно от 12000 до 24000 филаментов. Особенно предпочтительно в рамках изобретения используются углеродные волокна от 1 до 24 K, предпочтительно от 12 до 24K. Основные волокна могут быть штапельными, полученными разрывом в результате вытяжки, или, предпочтительно, являются непрерывными. Используемые волокна обычно имеют по существу круглое поперечное сечение (называются круглыми нитями) или, предпочтительно, имеют сечение по существу в форме параллелепипеда или эллипса (называются плоскими нитями). Эти нити имеют определенную ширину и толщину. В качестве примера плоская углеродная нить из 3000-24000 филаментов чаще всего имеет ширину от 1 до 12 мм. Среди углеродных нитей различают высокопрочные нити (HR), у которых модуль растяжения составляет от 220 до 241 ГПа и у которых разрывающее напряжение при растяжении составляет от 3450 до 4830 МПа, нити с промежуточным модулем (IM), у которых модуль растяжения составляет от 290 до 297 ГПа и у которых разрывающее напряжение при растяжении составляет от 3450 до 6200 МПа, и высокомодульные нити (HM), у которых модуль растяжения составляет от 345 до 448 ГПа, и у которых разрывающее напряжение при растяжении составляет от 3450 до 5520 Па (согласно "ASM Handbook", ISBN 0-87170-703-9, ASM International 2001). В однонаправленных слоях упрочняющие волокна предпочтительно не комбинируют с полимерным связующим и поэтому называются сухими, то есть они не пропитаны и не смазаны каким-либо полимерным связующим. Тем не менее углеродные волокна чаще всего характеризуются стандартной массовой долей замасливания, которая может составлять до 2% от их массы, но такие волокна все равно называются сухими.
Однонаправленные слои состоят из совокупности нитей, расположенных в каждом полотне в одном и том же направлении, как показано, например, на фигуре 1. Нити расположены так, чтобы обеспечить почти полное покрытие всей поверхности слоя. В каждом слое, из которого образован промежуточный материал, нити расположены вплотную, минимизируя и даже предотвращая всякое отсутствие материи ("gap" по-английски) или перекрывание ("overlap" по-английски). В остальном описании однонаправленный слой называется также без уточнения пластом, между тем подразумевают, что он образует особый пласт, в котором все нити параллельны друг другу.
Согласно одному частному варианту осуществления, который может применяться ко всем вариантам, описанным выше и ниже, поверхностная плотность каждого однонаправленного слоя, образующего промежуточный материал, лежит в интервале от 50 г/м2 до 600 г/м2, предпочтительно в интервале от 130 г/м2 до 270 г/м2. Поверхностная плотность может быть определена, в частности, согласно стандарту NF EN 12127, версия от марта 1998 г.
Промежуточный продукт может состоять из двух, трех, четырех или пяти однонаправленных слоев и даже больше. Внутри каждого однонаправленного слоя усиливающие волокна расположены параллельно друг другу. Но от слоя к слою ориентация нитей разная. В частности, промежуточный материал согласно изобретению состоит из однонаправленных слоев, ориентированных под углами, выбранными из 0°, 30°, 45°, 60°, 90°, 120°, 135°. Разные ориентации могут включать все слои или только некоторые из них. В качестве примера, промежуточный продукт согласно изобретению может быть реализован согласно следующим укладкам: 0°/90°, 90°/0°, 45°/135°, 135°/45°, 90°/0°/90°, 0°/90°/0°, 135°/45°/135°, 45°/135°/45°, 0°/45°/90°, 90°/45°/0°, 45°/0°/90°, 90°/0°/45°, 0°/135°/90°, 90°/135°/0°, 135°/0°/90°, 90°/0°/135°, 45°/0°/135°, 135°/0°/45°, 45°/135°/0°, 0°/135°/45°, 45°/135°/90°, 90°/135°/45°, 135°/45°/0°, 0°/45°/135°, 135°/45°/90°, 90°/45°/135°, 60°/0°/120°, 120°/0°/60°, 30°/0°/150°, 150°/0°/30°, 135°/0°/45°/90°, 90°/45°/0°/135°, 45°/135°/0°/90°, 90°/0°/135°/45°, 0°/45°/135°/90°, 90°/135°/45°/90°, 90°/135°/0°/45°, 45°/0°/135°/90°, причем угол 0° соответствует направлению движения машины, позволяющей получить промежуточный материал согласно изобретению, и, таким образом, соответствует также главному направлению швейных нитей. Фигура 1 показывает такой промежуточный продукт с тремя слоями (трехосный) 45°/135°/0°, соединенный вместе благодаря швейной нити f. Получение таких многоосных материалов известно и использует классические методы, описанные, например, в работе "Textile Structural Composites, Composite Materials Series Volume 3", Tsu Wei Chou & Franck.K.Ko, ISBN 0-444-42992-1, Elsevier Science Publishers B.V., 1989, гл.5, раздел 3.3 или в патенте FR 2761380, который описывает способ и устройство для получения многоосных волокнистых слоев. В частности, однонаправленные слои могут быть образованы заранее или осаждены онлайн в момент создания многоосного материала.
Соединение сшивкой или провязыванием может проводиться любым известным методом, в частности, использующим машину типа одновязанного трикотажа, например, в соответствии с тамбурными стежками ("chain stitch" по-английски) или челночными стежками ("lock stitch" по-английски). Фигура 2 представляет собой схематический вид в перспективе промежуточного продукта согласно изобретению, состоящего из четырехслойного многоосного материала, демонстрирующий один вариант сшивки тамбурными стежками.
Соединение разных однонаправленных слоев сшивкой или провязыванием может быть осуществлено в соответствии с точками сшивки или провязывания, расположенными на линиях, параллельных друг другу. В частности, точки сшивки или провязывания отделены друг от друга, в пределах одной и той же линии, на шаг, предпочтительно одинаковый, от 1 до 20 мм, предпочтительно от 2 до 12 мм. Равным образом, две последовательные линии сшивки или провязывания отстоят друг от друга, например, на расстояние от 2 до 50 мм, предпочтительно от 5 до 15 мм. Предпочтительно, все последовательные линии сшивки ряда параллельных линий будут отстоять друг от друга на одинаковое расстояние. Один вариант осуществления, в котором соединение между слоями осуществляют зигзагообразной строчкой с продвижением направляющей, показан на фигуре 3. Выгодно, чтобы стежки были достаточно слабо натянутыми, как это хорошо известно специалисту, чтобы избежать нежелательных явлений стягивания. В качестве примера, в случае тамбурной строчки слабо натянутая нить может характеризоваться длиной поглощенной нити (LFA) от 3700 мм/м до 4000 мм/м для четырехслойного многоосного материала плотностью 268 г/м2.
Промежуточные продукты согласно изобретению адаптированы и предназначены для применения, в комбинации со смоляной матрицей, для создания композитных изделий, в частности в области автомобильной, авиационной или судостроительной промышленности. Способы осуществления являются прямыми способами. Такие изделия могут иметь вид более или менее сложных слоистых материалов.
Формирование композитного изделия может потребовать складывания промежуточного продукта согласно изобретению внутри пресс-формы и, возможно, его укладки в стопку вместе с другими упрочняющими материалами. Укладка может состоять из нескольких промежуточных продуктов согласно изобретению. Затем добавляют смолу или матрицу термоотверждаемого типа, например, путем инжекции в форму, содержащую промежуточные продукты (способ "RTM" от английского Resin Transfer Moulding - трансферное формование смолы), инфузией (в форму через толщину слоев: способ "LRI" от английского "Liquid Resin Infusion" - инфузия жидкой смолы, или способ "RFI" от английского "Resin Film Infusion" - инфузия пленки на основе смолы), или же смазыванием/пропиткой вручную валиком или кистью каждого промежуточного продукта, наносимого последовательно на используемую пресс-форму.
Смола, образующая матрицу, представляет собой термоотверждаемую смолу, которая может быть выбрана, например, из эпоксидов, ненасыщенных сложных полиэфиров, виниловых эфиров, полиуретанов, фенольных смол, полиимидов, бисмалеимидов и их смеси. Она может содержать добавки типа пластификатора или частицы термопластичных полимеров, или любую другую добавку, классически использующуюся в термоотверждаемых смолах, применяемых для получения композитных изделий, в частности, в области авиации.
В конечном счете, композитное изделие получают согласно классическому циклу термообработки рассматриваемых полимеров, рекомендуемому поставщиками этих полимеров, и известному специалисту. Этот дальнейший этап термообработки, приводящий к соответствующему термостойкому полимеру, классически применяется в различных способах получения композитных изделий предшествующего уровня техники. Прямые способы, обычно применяемые для получения композитных изделий, исходя из волокнистых усилителей, в частности, условия по температуре и давлению можно переносить напрямую на получение промежуточных продуктов согласно изобретению.
Промежуточные продукты согласно изобретению особенно хорошо подходят для получения композитных изделий в области авиации, в частности, деталей несущих конструкций, использующихся в авиации, таких как рамы фюзеляжа, обшивка крыла, обшивка фюзеляжа, обшивка вертикального оперения, обшивка горизонтального хвостового оперения, непроницаемые переборки, центральный кессон, лопатки реактора. Полученные детали имеют уменьшенные зоны, обогащенные смолой, и появление микрорастрескивания под гидротермическими нагрузками очень ограничено. В частности, эти детали имеют обогащенные смолой зоны на уровне швейных нитей, высота которых, измеренная в плоскости, параллельной однонаправленным слоям, составляющим сшитую укладку, и расположенной на уровне середины этой укладки, не превышает 0,11 мм. Сшитая укладка соответствует промежуточному продукту по изобретению. Например, в случае укладки из четырех сшитых однонаправленных слоев, составляющей часть детали, измерение проводится на плоскости, расположенной между двумя центральными слоями (что соответствует середине толщины укладки), а в случае укладки из трех сшитых однонаправленных слоев измерение проводится на плоскости, расположенной в середине центрального слоя. В этой плоскости зона, обогащенная смолой, которая чаще всего может быть грубо уподоблена эллипсу, имеет наибольший размер, который задает наибольшую ось. В этой же плоскости высота является самым большим размером зоны, обогащенной смолой, измеренным по оси, перпендикулярной ее большой оси.
Приводимые ниже примеры позволяют проиллюстрировать изобретение, но никоим образом не ограничивают его.
Были исследованы характеристики микрорастрескивания слоистого пластика, состоящего из четырех слоев квазиизотропного многоосного материала B/S/B/S, где B: [45°/0°/135°/90°] и S: [90°/135°/0°/45°]. В таком случае укладка сокращенно описывается как [[45°/0°/135°/90°]s]2.
Каждый однонаправленный слой многоосного материала состоит из волокон HTS 5631 от компании Tenax и имеет поверхностную плотность 268 г/м2. Каждый многоосный материал сшит с длиной стежка 5 мм, и расстояние между двумя линиями сшивки также равно 5 мм, тип сшивки - "тамбурная строчка" (по-английски "chain stitch" или "open pillar stitch"). Длина поглощенной нити (LFA) составляет 3800 мм/м.
Были исследованы четыре швейные нити:
Пример 1 согласно изобретению: Сложный полиэфир 23 дтекс (Grilon KE-160 от компании EMS-CHEMIE, CH-7013 Domat, Швейцария).
Сравнительный пример 2: Сложный полиэфир 49 дтекс, тип 712 от компании INVISTA (INVISTA Resins & Fibers GmbH & Co. KG, Werk Bad Hersfeld, Berliner Straβe, 36251 Bad Hersfeld, Германия).
Сравнительный пример 3: Сложный полиэфир 35 дтекс (511W от компании Trevira GmbH, Guben 03172, Германия).
Сравнительный пример 4: простой полигидроксиэфир (фенокси) 150 дтекс (от компании EMS-CHEMIE, CH-7013 Domat, Швейцария).
Швейные нити доставляются поставщиком промытыми или имеют очень низкую массовую долю замасливания. Так, использующиеся нити имеют следующие степени замасливания:
23 дтекс: массовая доля <1,2%
35 дтекс: массовая доля: 0% (написано на этикетке продукта)
49 дтекс: массовая доля <0,1%
76 дтекс: массовая доля: 0% (написано на этикетке продукта).
Использующиеся швейные нити имеют предел прочности и удлинение при разрыве, представленные в таблице 1.
Таким образом, каждый исследованный слоистый материал состоит из четырех слоев многоосного материала, причем каждый многоосный материал состоит из четырех однонаправленных слоев, сшитых друг с другом нитями, как определены выше.
Изготовление слоистого материала осуществляют следующим образом: вырезают четыре последовательности B/S/B/S, соблюдая одинаковую ориентацию 0° (ориентацию машины, то есть стежков) для четырех слоев. Затем слои укладывают друг на друга, образуя заготовку размером 340 мм x 340 мм. Ее помещают затем в форму для литья под прессом. Рамка толщиной 4 мм окружает заготовку для получения объемной доли волокон (TVF) 60%.
Эпоксидная смола, выпускаемая в продажу компанией Hexcel с обозначением HexFlow RTM6, нагнетается при 80°C под давлением 200 кПа (2 бара) через заготовку, которая поддерживается при 120°C - температуре плит пресса. Давление, прикладываемое к каждой из двух плит пресса, составляет 500 кПа (5 бар). Когда смола появляется в точке выхода пресс-формы, выпускная труба закрывается, и начинается цикл полимеризации (повышение температуры до 180°C со скоростью 3°C/мин, затем выдержка в течение 2 часов при 180°C, затем охлаждение со скоростью 5°C/мин).
Слоистые материалы подвергают одному или нескольким гидротермическим циклам, стремясь имитировать термические циклы и периоды увлажнения, которые может испытывать авиационная деталь.
Вырезают образцы размером 50мм x 60мм x 4мм для осуществления последующего гидротермическего цикла. Каждый образец затем снова разрезают, затем шлифуют, чтобы подсчитать трещины, появившиеся в ходе проведенного цикла.
Гидротермический цикл:
Применяемая гидротермическая нагрузка содержит несколько повторений двух стадий: стационарная фаза поглощения влаги при 50°C и относительной влажности 95%, за которой следуют термические циклы продолжительностью один час. Эти термические циклы включают выдерживание четверть часа при -55°C, после чего следует фаза изменения температуры длительностью 15 минут, чтобы достичь температуры 80°C, затем выдержка четверть часа при 80°C, за которой следует новая 15-минутная фаза изменения температуры, чтобы вернуться к -55°C. Была выбрана отрицательная температура, так как она соответствует температуре, какую испытывает самолет при полете с дозвуковой скоростью. Положительная температура имеет целью только ускорить десорбцию влаги. Гидротермический цикл показан на фигуре 4.
Нагрузка, благодаря своему периоду увлажнения, вызывает градиент концентрации воды внутри образца. Этот профиль концентрации отличается на кромках образца, так как коэффициенты диффузии в направлении волокон больше. Так как ориентация волокон в каждом однонаправленном слое разная, коэффициенты диффузии также отличаются, что приводит к очень сложному профилю концентрации воды на кромках образца. Это явление было учтено при определении размеров образца и при определении зоны для исследования.
Гидротермические циклы проводятся в камере "CTS (Climatic Testing System)", модель CS-70/280-15 от компании Climatique and Thermique Service (ZAC du Pujol, 13390 Auriol, Франция), содержащей систему охлаждения путем двухступенчатого расширения жидкого хладагента. Холодильная установка - тип модели 30 RA-040-B 0327-PEE от компании Carrier (CARRIER S.A.S. Route du Thil 01122 Montluel Cedex), позволяет привести к циркуляции соответствующего объема водного раствора этиленгликоля, возвращаемого при 10°C в систему охлаждения первой ступени камеры искусственного климата для обеспечения ее функционирования. Такое устройство позволяет обеспечить скорость охлаждения 10°C/мин даже при температуре ниже -50°C, что близко к холодной границе применения камеры, установленного в диапазоне от 180°C до -70°C.
Влажность в полезном объеме камеры контролируется и устанавливается с помощью конденсационной ванны. К этому устройству добавлен осушитель модели ZANDER, тип K-MT1, от компании ZANDER (45219 ESSEN, Германия) для сушки путем нагнетания сухого воздуха. После того, как уставка осушителя зафиксирована на 0%, объем рассматривается как полностью сухой.
Чтобы подсчитать трещины путем микроскопического исследования после гидротермического цикла, был разработан протокол приготовления образцов. Единственным прямым методом наблюдения внутренних микроструктур, таких как микротрещины в материале, является вырезание, а затем шлифовка плоскости разреза. Этот способ очень широко распространен. Он состоит в применении покрытого алмазами полотна и алмазных суспензий для соскабливания поверхности, которую нужно шлифовать все более и более тонко, чтобы получить плоскостность, необходимую для проведения хорошего анализа.
Было решено использовать образцы размерами 5×6 см2, в которых линии сшивки были параллельны стороне длиной 5 см. Таким образом, имеются две эквивалентные плоскости наблюдений. В каждом образце, подвергавшемся гидротермическому циклу, производятся вырезы согласно фигуре 5. Центральный образец 1 после шлифовки рассматривают в плоскостях наблюдения, показанных на фигуре 5. Плоскости разреза не локализованы на сшивке, чтобы позволить корректировку плоскости наблюдения во время шлифовки.
Локализация плоскостей выреза P относительно швейных нитей f и однонаправленных слоев N показана на фигуре 6. Плоскости P перпендикулярны как линиям сшивки I, так и плоскости однонаправленных слоев N. Показанные серым зоны Z на уровне швейных нитей, представляют собой обогащенные смолой зоны.
Способ шлифовки образца до зеркального состояния, благоприятного для наблюдения, был упрощен по сравнению со шлифовкой металла, на этапе, применяющем бумагу с крупными зернами из-за ее большей пластичности. Но на конечной стадии полировки алмазной суспензией необходима более тщательная доводка, прерываемая чисткой с помощью ультразвуковой бани.
Периодичность зон, обогащенных смолой, из-за периодичности стежков, обеспечивающих соединение однонаправленных слоев в многоосном материале, из которого состоит слоистый пластик, обуславливает разработку протокола, позволяющего контролировать локализацию плоскости наблюдения. Действительно, чтобы исследовать, что происходит в зонах сшивки, требуется сфокусировать исследование на интересующей зоне. Для этого было решено контролировать вчерне локализацию плоскости разреза и подбирать положение плоскости наблюдения относительно зоны интереса путем выскабливания во время шлифовки. Этот способ позволяет получить точность порядка 20 мкм в положении плоскости разреза - точность, достаточную для проведения необходимого исследования.
Сначала образцы режут, чтобы получить образец 1, с использованием поперечной дисковой пилы из карбида кремния. Это разрезание осуществляется путем постепенного абразивного действия, с калибровкой скорости продвижения ножа.
Затем осуществляется следующий протокол шлифовки, который позволяет получить отполированную до зеркального блеска поверхность, благоприятную для микроскопического исследования, проводимого на уровне плоскости разреза.
Протокол шлифовки
Образцы покрывают оболочкой из смолы 605 от LamPlan (акриловая смола, полимеризованная с метилметакрилатом) и шлифуют с помощью автоматического полировального станка с независимым давлением (Mécapol P320 от Presi). Для этого вырезанные образцы помещают на дно цилиндрической формы. Поверхность, которую требуется отшлифовать, обращенная ко дну формы. Затем форму заполняют двухкомпонентной смолой для холодного покрытия (LamPlan, 605), которая полимеризуется самопроизвольно в течение примерно 15 мин. Затем образцы извлекают из формы и шлифуют согласно описанному здесь протоколу.
Различные этапы шлифовки приведены в таблице 2.
На этапах 1, 2 и 3 для автоматического шлифовального станка используется скорость вращения 150 оборотов в минуту, противоположно вращению плиты, и максимальная скорость для головки (100 оборотов в минуту). Загрязнения отводятся большим количеством воды.
На этапах 4 и 5 используют скорость вращения 300 оборотов в минуту противоположно вращению плиты и максимальную скорость для головки (100 оборотов в минуту). В этом случае загрязнения отводятся благодаря смазке, вводимой по каплям.
Затем осуществляют подсчет трещин путем анализа микроснимков, полученных на цифровой 5-мегапиксельной камере (модель U-TVO.5XC-2-4F04335 от компании OLYMPUS), установленной на микроскоп (модель GX 51 F - T2 SN 4 G 0 9299 от компании OLYMPUS), с объективом x 5 (увеличение x 50). Используемой программой для анализа микроснимков является "Analysis Pro Five", выпускаемая в продажу компанией Olympus France SAS, Parc d'affaire Silic, 74 rue d'Arcueil BP 90165, 94533 Rungis cedex, Франция.
Для наблюдения Ni трещин в однонаправленном слое i на образце длиной L со складками, оставляющими видимыми трещины в p однонаправленных слоях, критерий d определяется согласно уравнению:

Коэффициент p соответствует полному числу однонаправленных слоев слоистого материала минус число однонаправленных слоев, в которых углеродные волокна параллельны плоскости наблюдения, учитывая тот факт, что трещины в этих однонаправленных слоях остаются невидимыми.
Коэффициент d означает линейную густоту трещин, выраженную в см-1, которая, учитывая выбор L, может рассматриваться как собственная характеристика материала при рассматриваемой нагрузке.
В многоосных материалах наблюдение позволяет установить, что трещины распространяются весьма оригинально: однородные зоны смолы внутри гетерогенного образца позволяют трещинам изменить ориентацию, которую предопределяет расположение волокон, и переориентироваться при переходе от одного слоя к другому.
График, представленный на фигуре 7, показывает значения коэффициента d (называемого густотой трещин), полученного на разных образцах (учитывая, что метод измерения является разрушающим) после определенного числа гидротермических циклов. Четко показано, что слоистые материалы согласно изобретению, в которых используются полиэфирные нити 23 дтекс, имеют намного более низкую густоту трещин.
Фигура 8 представляет собой снимок микротрещины, полученный со слоистым материалом, согласно сравнительному примеру 3 (сложный полиэфир 35 дтекс), после 400 гидротермических циклов.
Было также установлено, что густота трещин ниже в слоистых материалах, где обогащенные зоны имеют меньший размер, принимая во внимание, что размер зон, обогащенных смолой, в принципе, зависит от титра нити, используемой для сшивки разных слоев.
Все слоистые материалы, выполненные из слоев, сшитых нитями 150, 76, 49 и 35 дтекс, показали чувствительность к растрескиванию, начиная с 400 термических циклов (800 в случае нити типа фенокси плотностью 150 дтекс).
Только слоистый материал, произведенный со слоями, сшитыми швейной нитью 23 дтекс из сложного полиэфира, не растрескивался до 1600 термических циклов.
Фигура 9 показывает эволюцию густоты трещин в зависимости от числа гидротермических циклов в случае слоистого материала по примеру 1 и его эквивалента, полученного с тканями, граммаж которых эквивалентен многоосному слою, и его эквивалента, полученного с распоротыми многоосными материалами.
Представляется, что появление трещин в слоистом материале согласно изобретению совпадает с появлением трещин в несшитых материалах. Таким образом, по-видимому, существует два варианта растрескивания: один - присущий стежкам, и другой - присущий композитным материалам в своей совокупности. Кроме того, в случае слоистого материала согласно изобретению, при числе термических циклов до 1600 трещины, в основном, локализованы в зоне сшивки, тогда как при 2000 термических циклах трещины уже находятся не только в зоне сшивки, но присутствуют также вне зон, обогащенных смолой.
Такой результат подтверждает преимущество изобретения: сшивание нитью 23 дтекс позволяет реально минимизировать появление трещин ввиду того, что трещины, которые появляются, начиная с 1600 циклов, вызваны не сшивкой, а самой природой композитного материала.
Измерение характерных размеров зон, обогащенных смолой, производится путем прямого измерения на оптических микрофотографиях. Протокол покрытия и шлифовки, позволяющий получить состояние поверхности, благоприятное для наблюдения, такой же, какой использовался для определения характеристик микрорастрескивания. Контроль объема образца, снятого при шлифовке, применявшийся в предыдущем случае, чтобы сфокусировать исследование на стежках, используется здесь для измерения характерных размеров слоев, имеющих одинаковое положение в системе отсчета относительно многоосного слоя, то есть находящихся на одинаковом расстоянии от тамбурных стежков.
Однако приготовление образцов отличается размером образца и его ориентацией в плоскости покрытия. Образцы вырезают прямо из пластины, без изменения толщины. Таким образом, размер образцов составляет 2×2 см2 для исследуемой поверхности.
Вырезанные так образцы помещают на дно цилиндрической пресс-формы диаметром 32 мм. Шлифуемая поверхность должна быть обращена ко дну формы. Таким образом, образец помещают плашмя, а не на срез, как для определения характеристик состояния внутреннего микрорастрескивания.
Размеры обогащенных смолой зон на уровне швейных нитей были измерены, исходя из оптических микрофотографий, полученных на 5-мегапиксельной цифровой камере (модель U-TVO.5XC-2-4F04335 от компании OLYMPUS), установленной на микроскоп (модель GX 51F - T2 SN 4 G 09299 от компании OLYMPUS), с объективом x 5 (увеличение x 50), согласно трем критериям, определенным в таблице 3 ниже. Для анализа изображений использовалась программа "Analysis Pro Five", выпускаемая в продажу компанией Olympus France SAS, Parc d'affaire Silic, 74 rue d'Arcueil BP 90165, 94533 Rungis cedex, Франция. Измерения проводились прямо на снимке путем ввода в программу обработки изображения с увеличением, использованным при получении снимка. Снимки, учитывая плоскость шлифовки, получены в плоскости, параллельной однонаправленным слоям промежуточного продукта и находящейся на уровне середины промежуточного продукта. Эти измерения проводятся по двум главным осям: большой оси и малой оси линзовидной зоны. Фигура 10 показывает зону, обогащенную смолой, на уровне швейной нити в случае слоистого материала по примеру 1, полученного с нитью 23 дтекс, и показывает большую ось и высоту h малой оси зоны. Большая ось ограничена прямой, которая проходит через два конца линзовидной зоны, а малая ось перпендикулярна большой оси. Местоположение малой оси (называемое также высотой h) соответствует месту, где ее величина максимальна.
Было проведено по четыре измерения на образец для каждого типа швейной нити. Таблица 3 приводит среднее для полученных величин вместе со среднеквадратичным отклонением от среднего. Оказалось, что основное различие между нитями в терминах меры включения заключается в "высоте" зоны, обогащенной смолой. Под "высотой" понимается малая ось, какую можно отнести к эллипсу, как определено выше, и какая ограничивает обогащенную смолой зону, образованную в результате прохождения швейной нити через рассматриваемую сшитую укладку, в плоскости, параллельной однонаправленным слоям, составляющим укладку, и находящейся на уровне середины этой укладки.


В случае слоистого материала согласно изобретению "высота" зоны, обогащенной смолой, равна 0,10 мм.
Разные полученные результаты представлены на фигурах 11 и 12 и четко показывают, что нить 23 дтекс приводит к самым малым высотам зон, обогащенных смолой.
Из анализа этих фигур также ясно, что до плотности 50 дтекс разброс высот обогащенных смолой зон тем значительнее, чем выше титр нити.
Реферат
Настоящее изобретение относится, в частности, к промежуточному продукту, предназначенному для получения композитного изделия в комбинации со смоляной матрицей, состоящему из, по меньшей мере, двух однонаправленных слоев упрочняющих волокон, причем волокна каждого из двух слоев лежат в разном направлении, в котором слои соединены друг с другом сшивкой или провязыванием посредством, по меньшей мере, одной швейной или трикотажной нити. Указанная швейная или трикотажная нить имеет титр, определенный согласно стандарту EN ISO 2060, меньше или равный 30 дтекс, предпочтительно меньше или равный 25 дтекс. 3 н. и 15 з.п. ф-лы, 12 ил., 3 табл.
Комментарии