Способ соединения краев вязаного трубчатого изделия и устройство для его осуществления - RU2085637C1
Код документа: RU2085637C1
Чертежи





















Описание
Настоящее изобретение касается способа и устройства для сшивания двух краев вязаного трубчатого изделия, такого как соединение (штопание) мыска носка после завершения вывязывания изделия.
Известно, что носки производят на кругловязальных машинах, имеющих один или два игольных цилиндра, вывязывание начинают с эластичной кромки и заканчивают на мыске, который оставляют
открытым, чтобы впоследствии закрыть подходящей швейной или соединительной штопальной машиной. Более этого, известно, что после образования необходимых рядов мыска носка выполняют несколько лишних
рядов так называемого "ненитяного" края, обычно в один см высотой срезаемого трикотажа для того, чтобы не допустить спускания петель во время сшивания. В соответствии с типом используемой машины носки
производят:
а) один за другим. В этом случае последний ряд "ненитяного" края соединяют с первым рядом эластичной кромки следующего носка через прочную ровную и хорошо видимую нить, которую
вводят в работу с другого подающего блока иначе, чем для эластичной кромки и ее вручную переносят, чтобы отделить один носок от другого прежде, чем сшивать мысок;
б) отдельно один от другого.
Эта операция используется, по большей части, на одно или двухцилиндровых кругловязальных машинах, снабженных автоматическим устройством отделения изготовленных носков.
После этого каждый носок выворачивают наизнанку, чтобы можно было сшить изнаночную сторону носка. Затем мысок закрепляют путем снятия лишнего края и сшивают последние петли последнего полуряда изнаночной стороны ступни вместе с петлями последнего полуряда подошвы ступни.
Однако, выполнение шва на мыске носков вне машины, на которой их изготавливают, увеличивает время и затраты на производство, главным образом, как следствие многочисленных промежуточных операций, которые выполняются между операциями вывязывания и сшивания мыска, такие как снятие и перенесение носков к нужным накопителям и классификация их по цвету и/или размеру. Все это, в действительности, подразумевает занятость квалифицированного персонала для выполнения и наблюдения за этими операциями, а также обеспечение достаточно просторного места при размещении машин и для классификации и складирования носков, более того, в случае большого количества выполненных таким образом носков, количество пряжи, которое приходится на потери при производстве носков и последующем снятии лишнего края, получаются весьма высокими, и, следовательно, необходимые затраты будут тяжелы и отрицательно скажутся на экономической эффективности обычных производителей.
Из публикации IT 9590-A/87 известен также способ образования закрытого мыска носка во время его изготовления на кругловязальной машине, включающий начало носка с образованием трехмерного вязаного "кармана", соответствующего мыску, формирование "кармана" с двойной структурой, при которой два равных края соединяют наложением друг на друга, и обработку с образованием ступни носка после того, как введены в работу иглы, ранее во время образования "кармана" выведенные в нерабочее положение так, чтобы соединить его. В упомянутой выше публикации раскрыто также устройство для осуществления этого способа с платинами половины цилиндра выведенных таким образом из работы игл, снабженных крюком для зацепления соответствующей противоположной иглы по мере ее поднятия; с кулачком, действующим на пятку платины, который заставляет их разместиться радиально, чтобы выдвинуть головку нужной противоположной иглы из цилиндра; и с колесом, вращающимся в канавке платин, чтобы позволить выдвинуть первый полуряд "кармана", предназначенного для соединения, вплотную к иглам без петель.
Однако, это известное устройство не всегда обеспечивает, чтобы все иглы, введенные в работу, зацепляли пряжу должным образом, а, кроме того, при операции присоединения, т.е. по мере того, как "карман" становится меньше, не обеспечивается ровное и одинаковое вязание.
Из публикации IT 9465-A/90 известен также способ для присоединения мыска носков с помощью кругловязальной машины, выполняющей их начало с мыска, в соответствии с условием которого выполнение происходит с поступательным вытягиванием наружу, при горизонтальном и постепенном уменьшающемся движении ограниченной части свободного полуряда "кармана", предназначенного для соединения, штопания, и удерживания этой части вблизи соответствующих игл, не имеющих петель. Это достигается использованием гребня пружины, выдавливающей изнутри игольного цилиндра в центр первого свободного "кармана", во взаимодействии с двумя крючками, один из которых предназначен для возвратно-поступательного горизонтального движения с альтернативным перестраиванием в конце каждого хода и выполняет функцию постепенного соединения зоны, предназначенной для соединения указанного полуряда, и натягивания последнего к игольному цилиндру и выше его, а другой - предназначен для возвратно-поступательного вертикального движения, чтобы оставить зону полуряда, обработанную таким образом, на первом крючке, и позволить соединить их посредством игл без петель, снова введенных в работу.
Известен способ сшивания двух краев вязаного трубчатого изделия по завершении его вывязывания и устройство для его осуществления по патенту DD 14520, кл. D 04 B 9/46, 1958, согласно которому вязание начинают с эластичной кромки, а заканчивают у края мыска, который оставляют открытым. Для заделывания петель первого полупериода с помощью платин для размещения этих петель на уровне, удобном для их перемещения, установку на том же уровне что и первый полуряд, игл с петлями второго полуряда, перемещение петель первого полуряда с помощью средств, предусмотренных для их переноса на соответствующие иглы другого полуряда, перенос перемещенных таким образом петель с поворотом их на 180o вокруг горизонтальной оси игольного цилиндра таким образом, что каждая перенесенная петля совпадает с соответствующей иглой второго цилиндра, поднятие игл второго полуряда для осуществления высвобождения петель от соответствующих средств переноса, размещение петель "соосно", введение шаг за шагом соединительной иглы в пару уложенных друг на друга петель при подаче на нее соединительной нити, последовательное соединение полурядов, фиксирование нити и ее отрезание.
Данный известный способ является ближайшим аналогом заявленного.
Главной целью изобретения является устранение вышеупомянутых недостатков.
Этот результат достигается, согласно настоящему изобретению, путем выбора действующего способа, содержащего этап выполнения вязаного трубчатого изделия, начинающегося у края мыска, который
оставляют открытым, с использованием кругловязальной машины, причем способ включает в себя,
поднятие заранее заданного количества игл первого полуряда, оставляя в то же время соответствующие
петли посредством платин; пограничный полуряд, относящийся к нескольким смежным петлям;
поднятие игл первого полуряда на большую протяженность, с платинами, открытыми для расположения
соответствующих петель на высоте, допускающей их последующее перемещение;
поднятие заранее заданного количества игл второго полуряда путем продвижения петель на тот же уровень, что и первый
полуряд;
перемещение петель с указанного полуряда посредством предназначенного для переноса второго полуряда на соответствующие иглы;
опускание игл первого полуряда;
перенесение перемещенных таким образом петель с переворотом их на 180o вокруг горизонтальной диаметральной оси цилиндра, так, чтобы каждая петля, таким образом перевернутая, точно совпала с
нужной иглой второго полуряда;
поднятие второго полуряда так, чтобы навесить перенесенные петли первого полуряда и освободить их от соответствующих переносящих средств;
расположение
пары наложенных петель каждой иглы второго полуряда вплотную друг на друга и соосно так, чтобы они стали удобными для их соединения;
дальнейшее поднятие игл второго полуряда с петлями,
наложенными таким образом друг на друга;
вращение игольного цилиндра с прерывистым движением и введение шаг за шагом соединительной иглы в пару поднятых таким образом петель с подачей на нее
без нарушения целостности нити, использованной для вывязывания изделия, и затем перемещение ее для образования соединительной плоской петельной цепочки;
выполнение двух или более закрепляющих
узлов после того, как завершена последняя соединительная петля, т.е. после связывания двух последних соответствующих петель первого и второго полурядов;
проведение отрезания вяжущей
соединительной нити;
опускание игл второго полуряда вниз в исходное положение, чтобы снять таким образом законченное изделие.
Насколько это касается устройства для
осуществления указанного способа, оно содержит:
первое кулачковое средство для управления подъемом и в установленном порядке опусканием заранее заданного количества игл первого и второго
полурядов петель, причем вяжущие кулачки не работают, и наоборот;
вторые кулачковые средства для управления дальнейшим подъемом и в установленном порядке опусканием заранее заданного
количества первого и второго полурядов, иглы которых находятся в работе, когда вяжущие кулачки не работают, и наоборот;
средство для передвижения петель первого полуряда и переворота их на
180o вокруг горизонтальной диаметральной оси игольного цилиндра с помощью пары заостренных стержней для каждой петли и, по меньшей мере, одной соответствующей открывающей и в установленном
порядке закрывающей шпильки, которая подвижно заключена внутри соответствующих щелей полукруглого сектора, установленного с возможностью качания на 180o углового смещения в обоих
направлениях вокруг горизонтальной диаметральной оси игольного цилиндра поверх платин кругловязальной машины;
средство для того, чтобы сделать полукруглый сектор заодно с игольным цилиндром
посредством радиальной заслонки, подвижной между двумя положениями, одно для защелкивания сектора на игольном цилиндре, а другое для освобождения его от защелки, причем указанные положения размещены
порознь на постоянном и заранее установленном расстоянии;
вилкообразное средство для защелкивания корпуса платин во время горизонтального вращения полукруглого сектора совместно с игольным
цилиндром, причем на вилкообразное средство воздействуют соответствующим кулачковым средством заодно с опорой полукруглого сектора
средство для соединения парных и сложенных петель,
навешенных на иглы второго полуряда, посредством крючковой соединительной (штопальной) иглы и вязального крючка, чтобы приводить в действие указанную иглу, расположенную на стороне, противоположной
относительно петель, и с помощью колеса или каретки, оттягивающего полотно, чтобы удержать петли в соединительном расположении во время соединения, причем колесо или каретка размещено на
соединительной игле с той же стороны, что и вяжущие иглы.
Преимущества, вытекающие из настоящего изобретения, состоят, по существу, в том, что возможно осуществить сшивание мыска вязаного трубчатого изделия на той же машине, на которой оно производится, вследствие чего достигается значительное снижение времени и затраты производства, происходящие из-за того, что некоторые этапы обычной процедуры сшивания мыска вязаного трубчатого изделия полностью исключены, такие как нениточная операция и последующее образование лишнего материала, перенос изделия с кругловязальной машины в накопитель или на швейную и соединительную машину, выворачивание изделий, стачивание мыска и последующее вывертывание налицо тех же изделий; выполнить соединительную операцию с той же нитью, которая была использована для выполнения последнего ряда петель без нарушения целостности, т.е. без прерывания производственного цикла изделия; выполнить соединение любой петлей таких, как "петельная цепочка", которая имеет превосходную эластичную характеристику и которую можно делать из пряжи, наиболее доступной на рынке; закрыть мысок различными формами, вроде так называемых швов "рыбий рот" и "акулий рот" в дополнение к традиционным типам швов; получить соединение либо на задней части, либо на нижней части ступни посредством простого вывязывания "кармана" перед сшиванием мыска на любой стороне изделия, противоположной пятке; получить готовый продукт высокого качества настолько, насколько это касается его вида и назначения, ввиду того, что шовная линия также вывязывается и соединяет два края мыска без какого-либо увеличения по толщине; обеспечить устройство согласно настоящему изобретению высокой надежности, даже после длительного его использования; обеспечить обычную круглую машину без радикального снижения ее функциональной структуры.
На фиг. 1 изображен вид сверху, частично в сечении, кругловязальной машины, снабженной устройством согласно настоящему
изобретению;
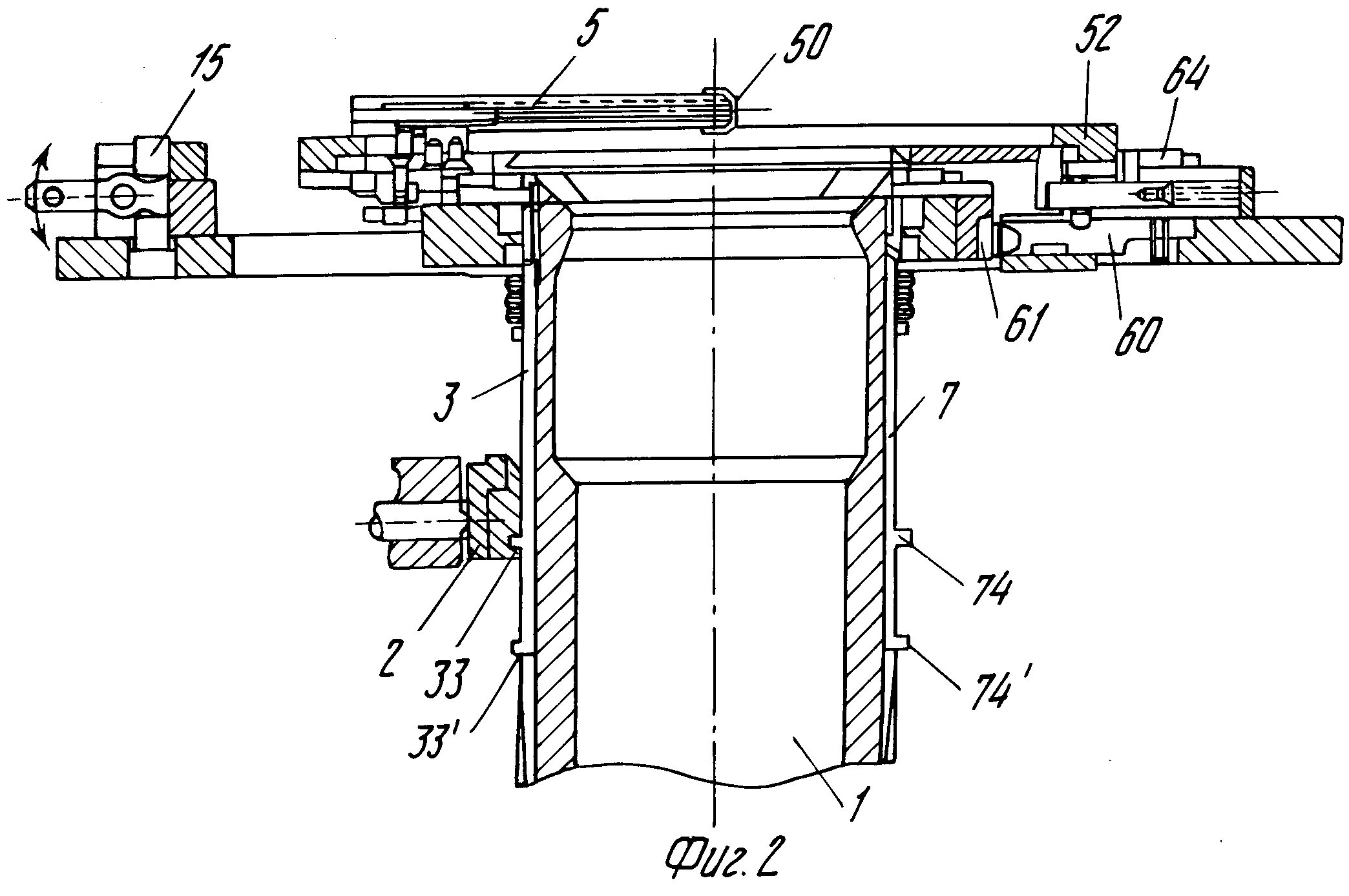
на фиг.2 сечение по линии А-А машины по фиг.1;
на фиг. 3, А схематичный вид сверху игольного цилиндра машины по фиг.1, согласно первому варианту реализации, с четным
количеством игл, причем соединительная линия (n-m) расположена на диаметральной линии, соединяющей две диаметрально противоположные иглы;
на фиг. 3, B схематичный вид сверху игольного
цилиндра машины по фиг.1, согласно второму варианту реализации изобретения с четным количеством игл, в котором линия соединения (n-m) проведена через две диаметрально противоположные пары игл; на
фиг.3,C схематичный вид сверху игольного цилиндра машины по фиг. 1, согласно еще одному варианту реализации, с нечетным количеством игл, линия соединения (n-m) соединяет иглы со стороны h с центром
пары игл на стороне M;
на фиг. 4 частичный вид сверху с увеличенными подробностями последнего ряда петель, введенных в работу на цилиндре по фиг. 3,A или 3,C на стороне n перед соединением;
на фиг. 5 подробный вид сверху на фиг.36 на начальном этапе соединения мыска, с соединительной нитью, поднятой со стороны (x) трикотажа;
на фиг. 6,A пространственный вид обычного
трубчатого изделия с открытым мыском; на фиг. 6, B схематичный вид изделия на фиг.6,A на последнем этапе второго сшивания мыска; на фиг.6,C схематичный вид изделия на фиг.6,A на окончательном этапе
сшивания мыска; на фиг.6,D продольное сечение по фиг.6, C.
на фиг. 7, A пространственный вид носка с мыском, так называемый "рыбий рот", образованным двумя полукруглыми смежными краями
(S,R); на фиг.7,B схематичный вид носка на фиг.7,A на втором последнем этапе сшивания мыска;
на фиг.7,C схематичный вид носка на фиг.7,A на окончательном этапе сшивания мыска;
на
фиг.7,D продольное сечение на фиг.7,C;
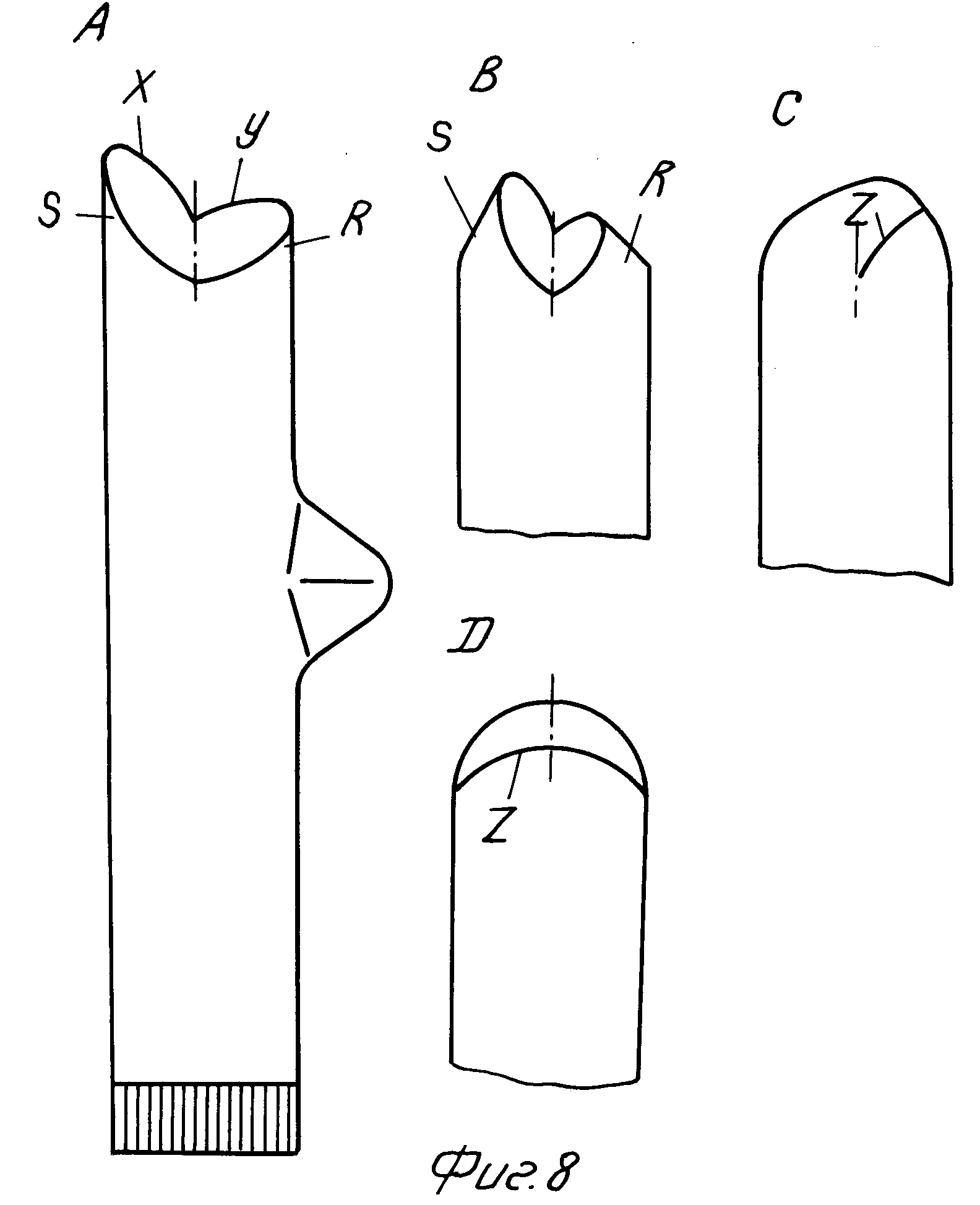
на фиг.8,A пространственный вид носка с так называемым "акулий рот" мыском, образованным двумя краями с различным количеством рядов;
на фиг. 8,
B схематичный вид носка на фиг.8,A на втором последнем этапе сшивания мыска;
на фиг.8,C схематичный вид носка на фиг.8,A на окончательном этапе сшивания мыска;
на фиг.8,D вид сбоку
носка на фиг.8,C.
на фиг. 9,A пространственный вид носка с открытым мыском обычного типа; на фиг.9,B схематичный вид носка по фиг.9,A на втором, последнем этапе сшивания мыска; на
фиг.9, C схематичный вид носка на фиг.9,A, на окончательном этапе сшивания мыска; на фиг.9,D носок на фиг.9,C, пространственный вид которого повернут на 90o;
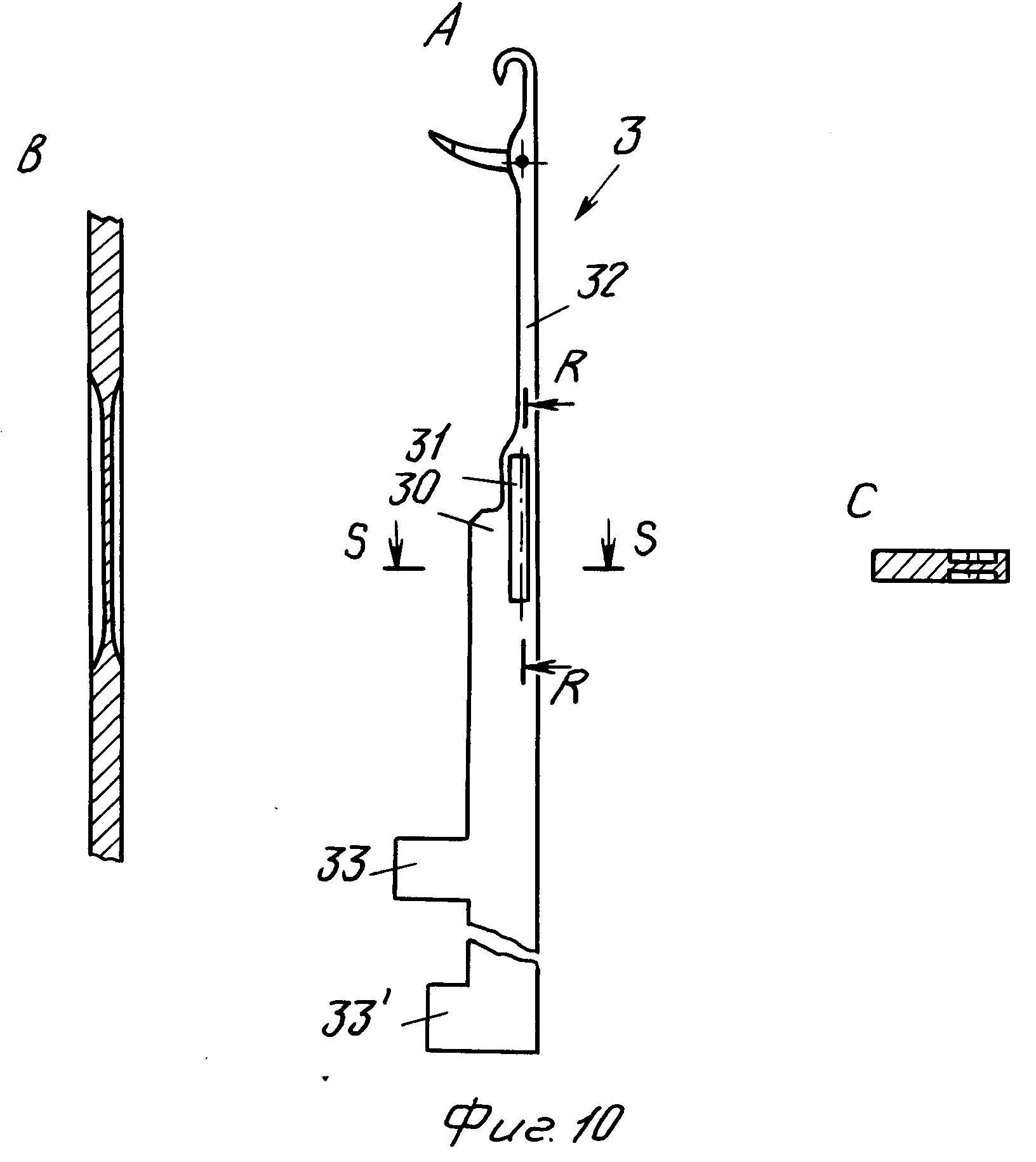
на фиг.10,A боковой
вид иглы для петель, предназначенных для переноса;
на фиг.10,B сечение по линии R-R на фиг.10,A;
на фиг.10,C сечение по линии S-S на фиг.10,A;
на фиг.11,A вид сбоку на иглу,
поддерживающую петлю во время этапа соединения;
на фиг. 11,B вид сзади иглы на фиг. 11,A;
на фиг. 12,A вид сбоку заостренного стержня для передвижения и переворачивания петель;
на фиг. 12,B вид спереди заостренного стержня на фиг. 12,A с головкой, повернутой направо;
на фиг. 12,C вид спереди заостренного стержня на фиг. 12,A с головкой, повернутой налево;
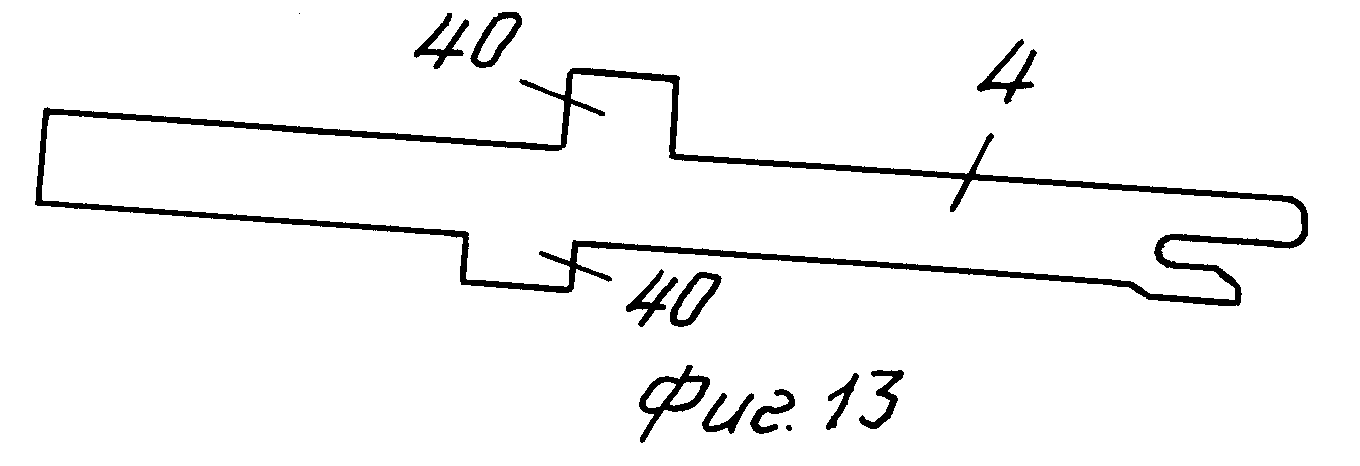
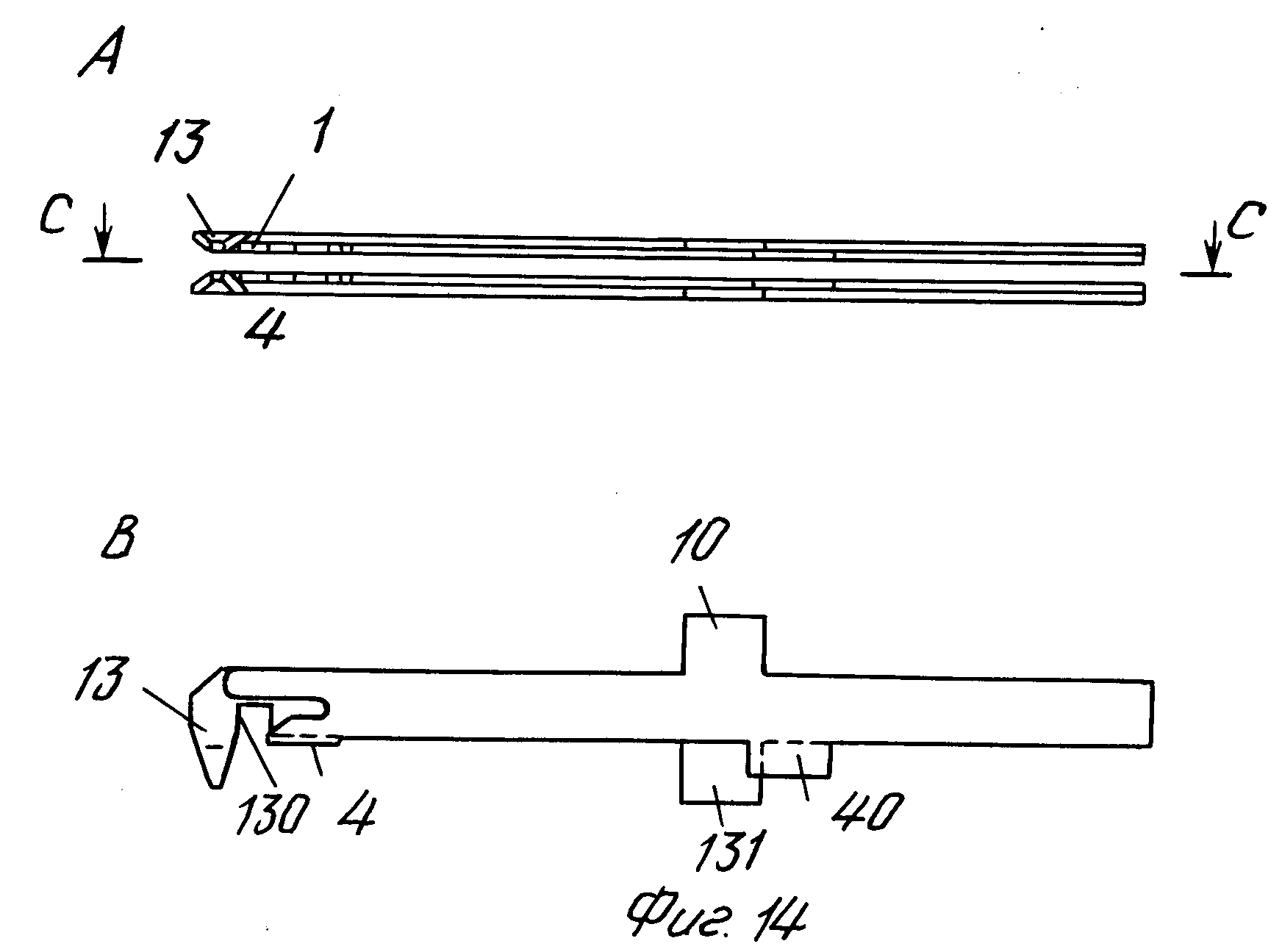
на фиг. 13 вид сбоку шпильки для открытия и соответствующего закрытия петли на заостренном стержне по фиг. 12,A;
на фиг. 14,A вид спереди комбинации двух заостренных стержней и
соответствующей шпильки в положении открытия;
на фиг. 14,B сечение по линии C-C на фиг. 14,A;
на фиг. 15,A вид спереди комбинации по фиг. 14,A в положении закрытия;
на фиг.
15,B сечение по линии D-D на фиг. 15,A;
на фиг. 16 иглы по фиг. 10,A в начале этапа сшивания мыска носка, согласно настоящему изобретению;
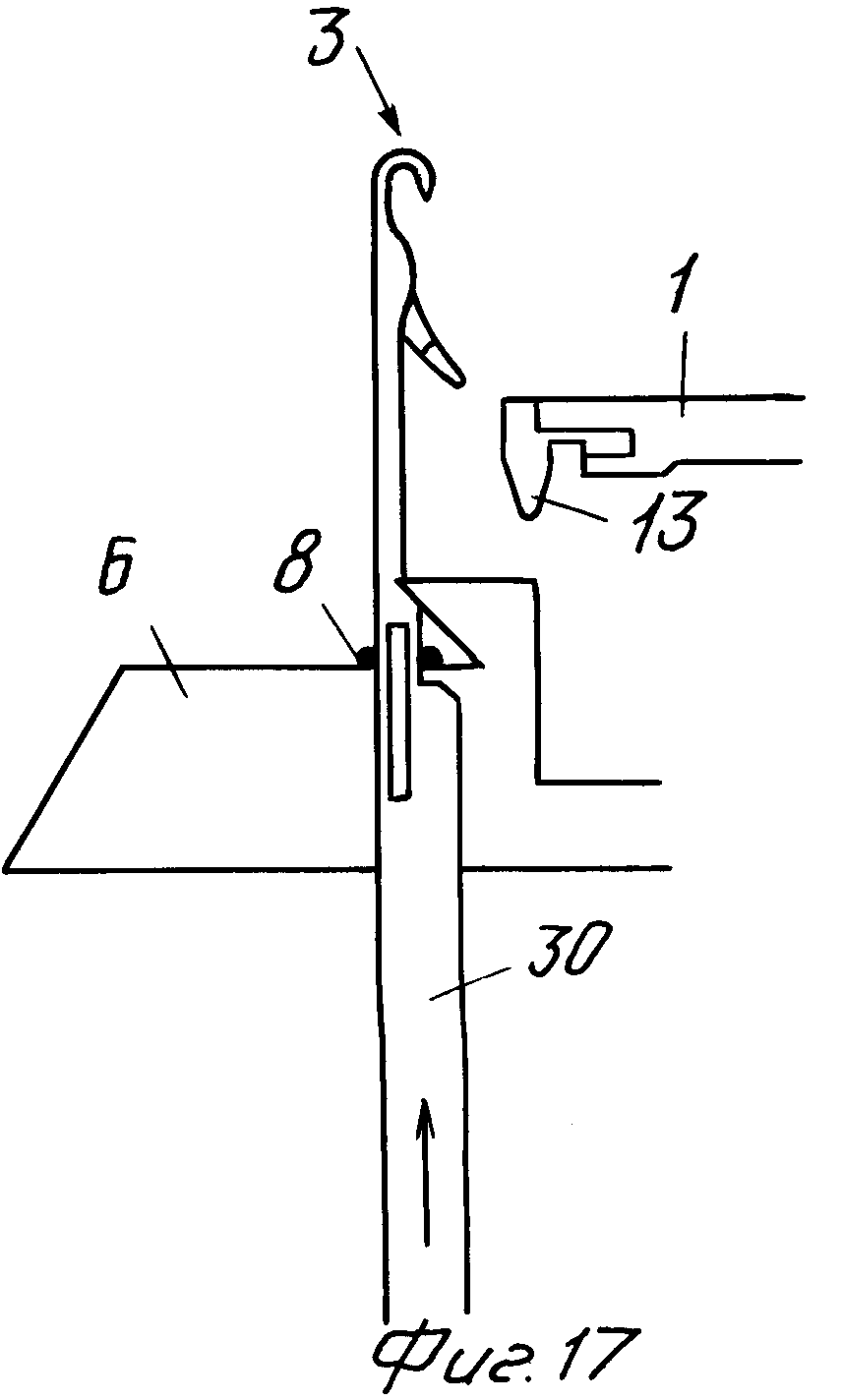
на фиг. 17 иглы по фиг. 16 на начальном
этапе поднятия;
на фиг. 18 подробный вид иглы на фиг. 17 на промежуточной стадии в ходе поднятия;
на фиг. 19 подробный вид иглы на фиг. 11 на окончательном этапе первого поднятия;
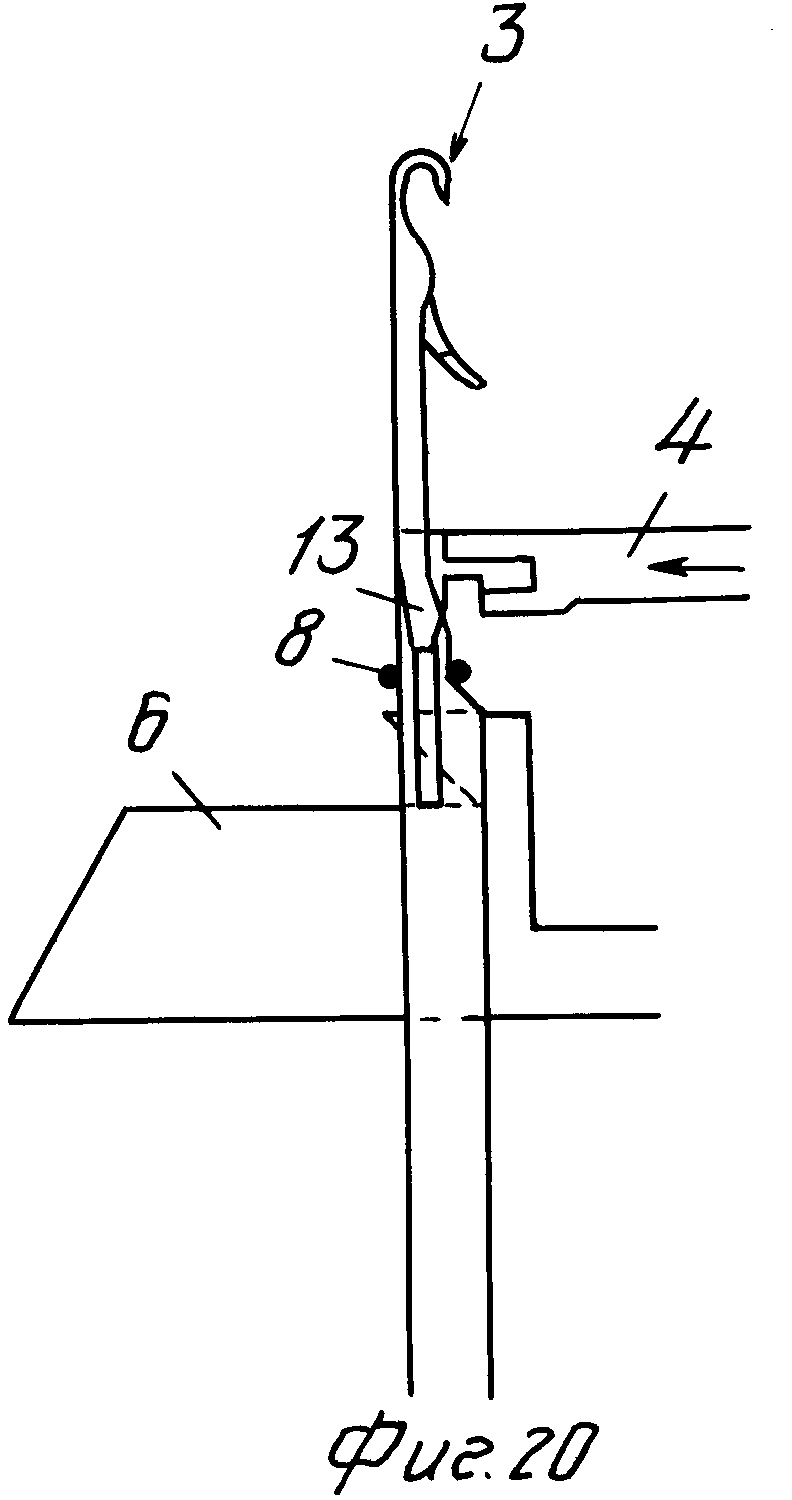
на фиг. 20 игла по фиг. 18 с уместным заостренным стержнем во время этапа движения вблизи соответствующей петли;
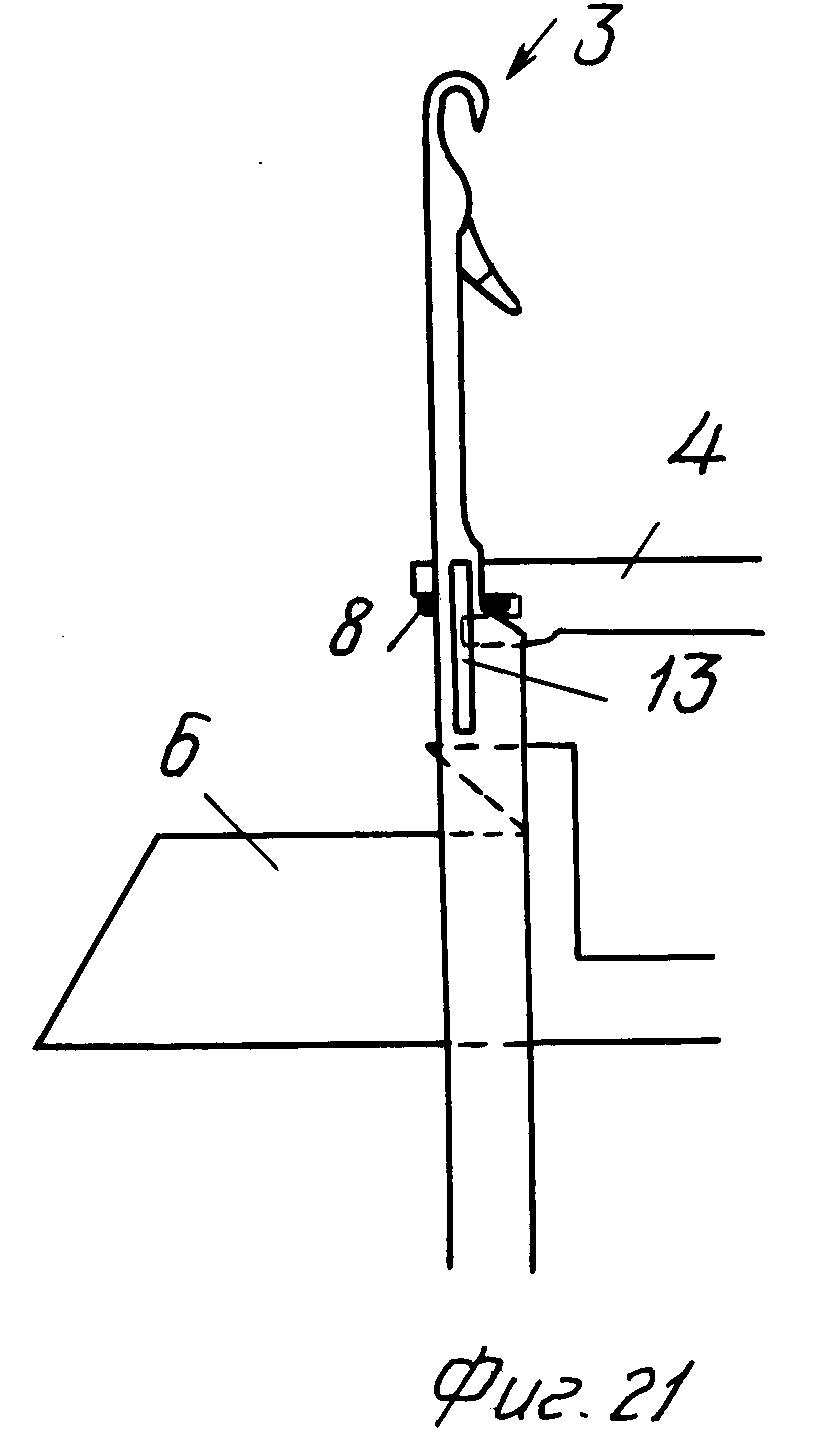
на фиг. 21 игла и заостренный стержень по фиг. 20 во время этапа
удержания уместной петли;
на фиг. 22 игла и заостренный стержень по фиг. 20 на окончательном этапе перемещения петли с помощью заостренного стержня;
на фиг. 23 игла по фиг. 20 в
опущенном положении;
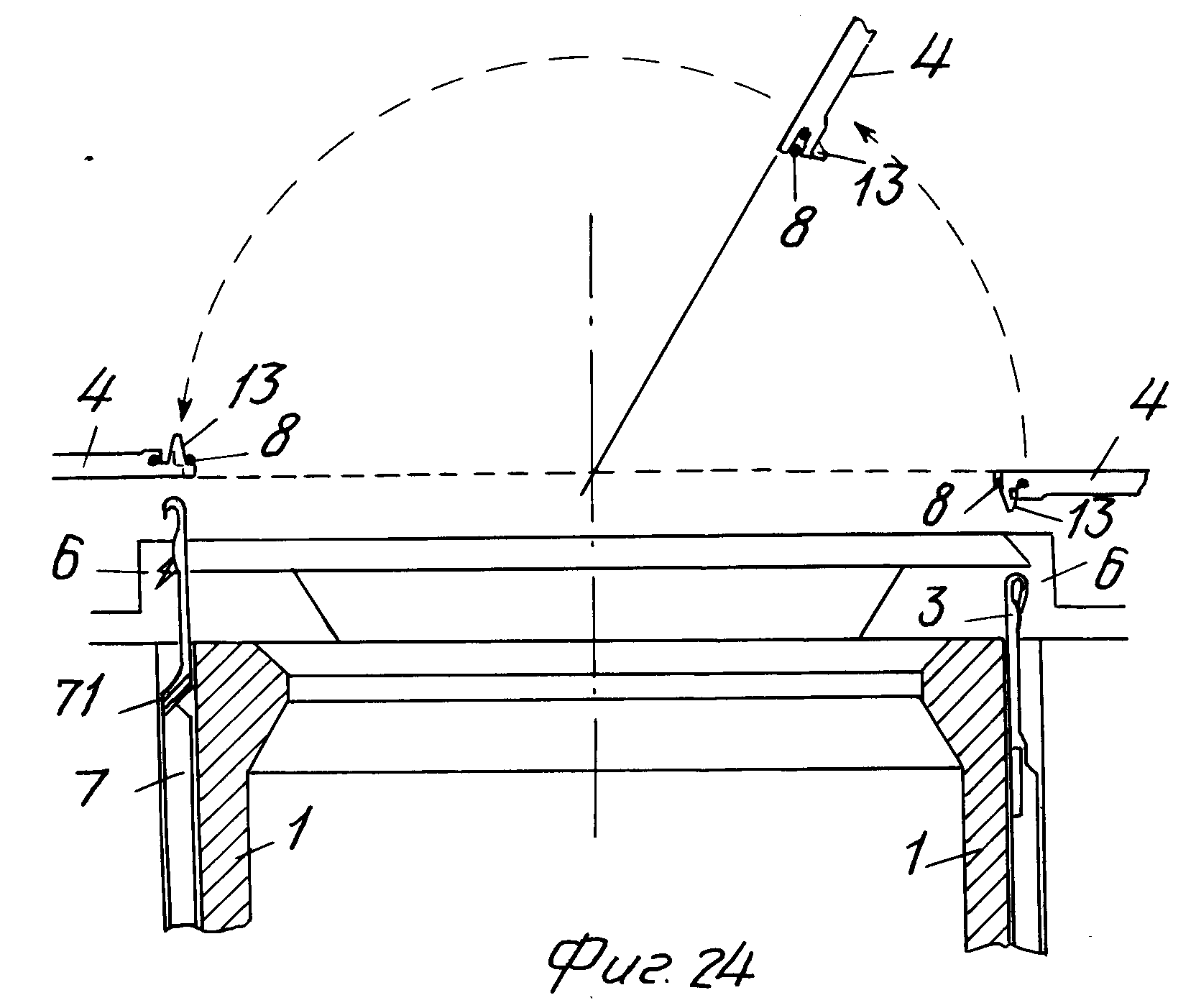
на фиг. 24 схематичное вертикальное сечение машины по фиг. 1 на этапе переворота петель первого полуряда;
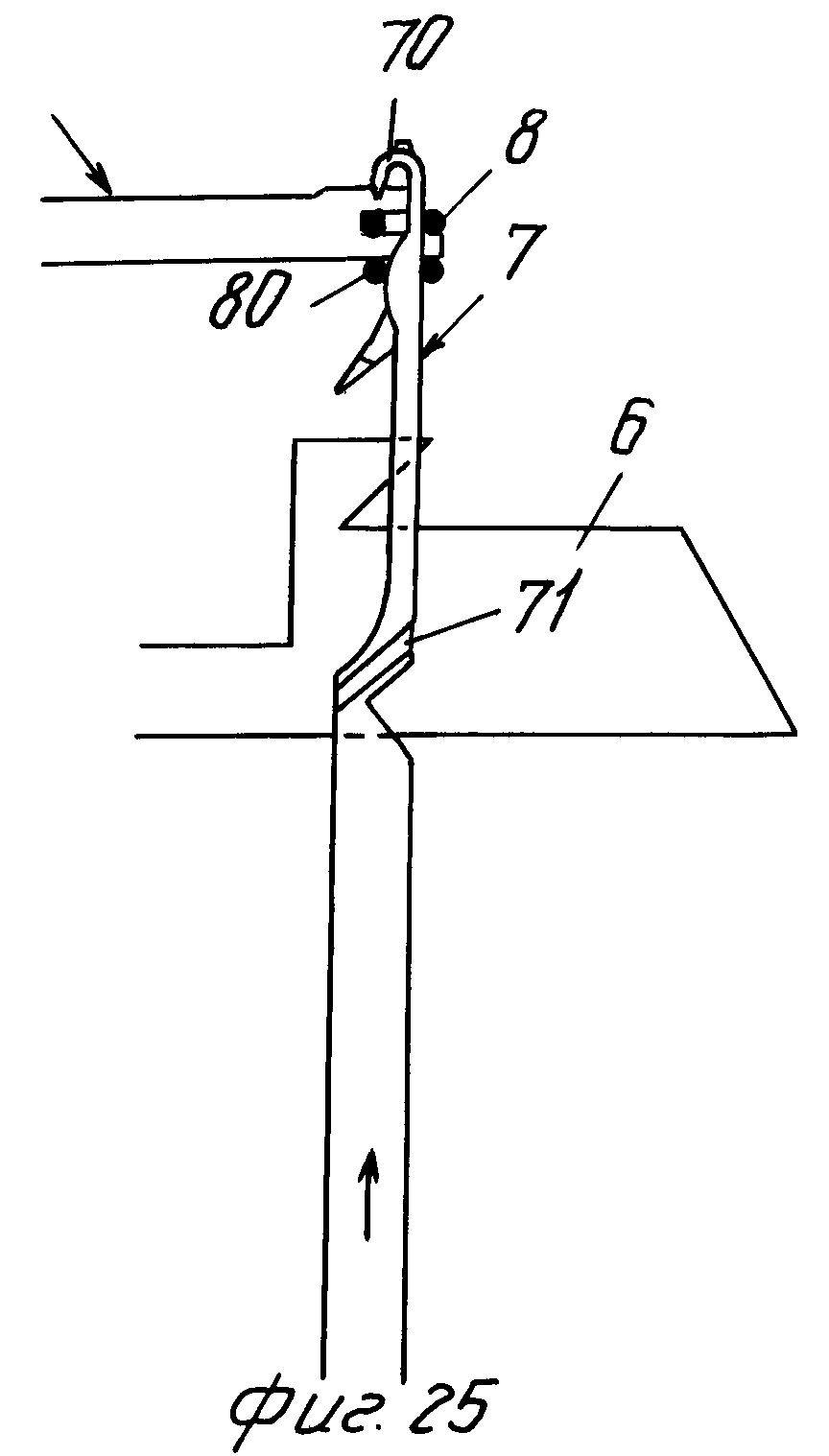
на фиг. 25 подробный вид иглы по фиг. 11 во время этапа
перехватывания соответствующей перенесенной петли;
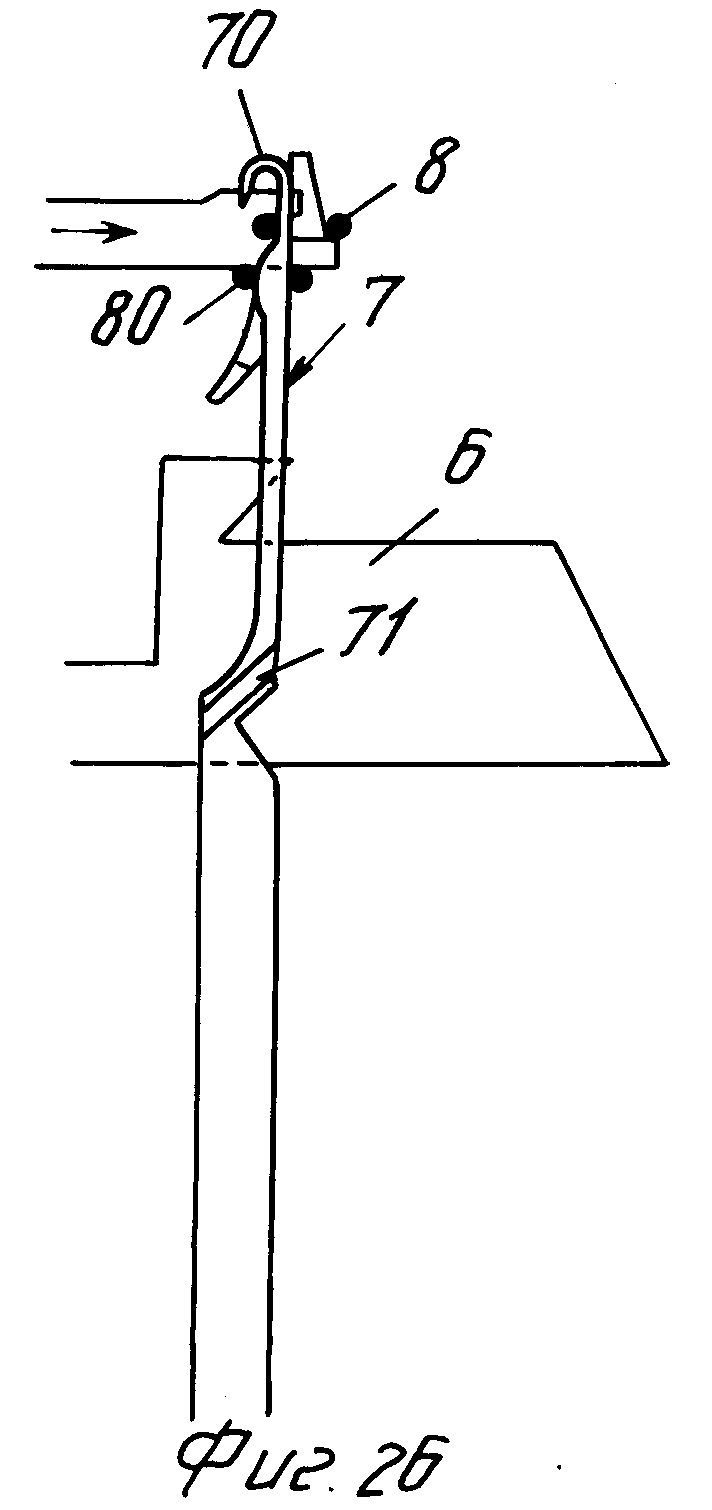
на фиг. 26 заостренный стержень по фиг. 25 во время этапа поддерживания уместной петли на шейке иглы перед открыванием шпильки;
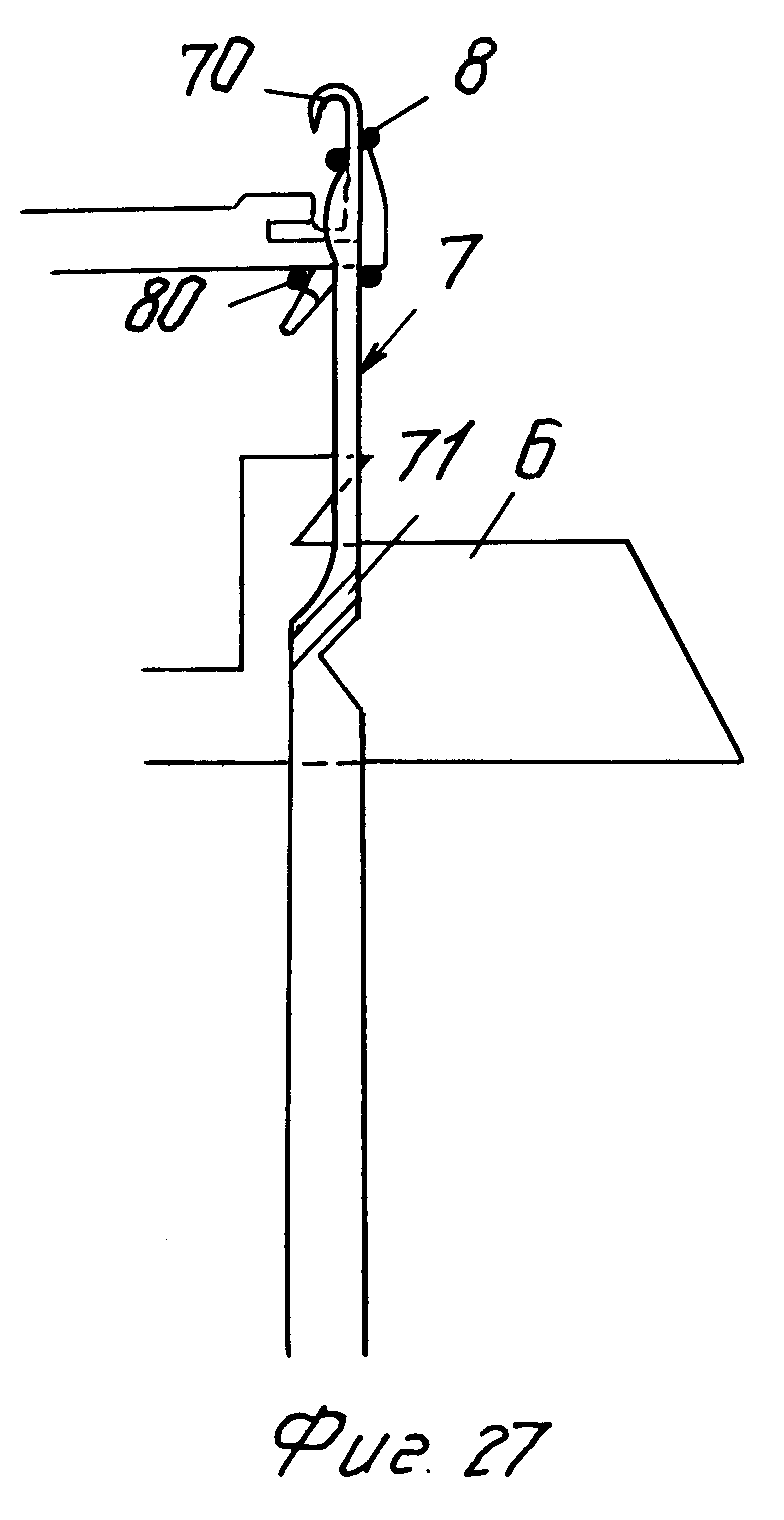
на
фиг. 27 игла по фиг. 26 в поднятом положении для освобождения уместной перенесенной петли;
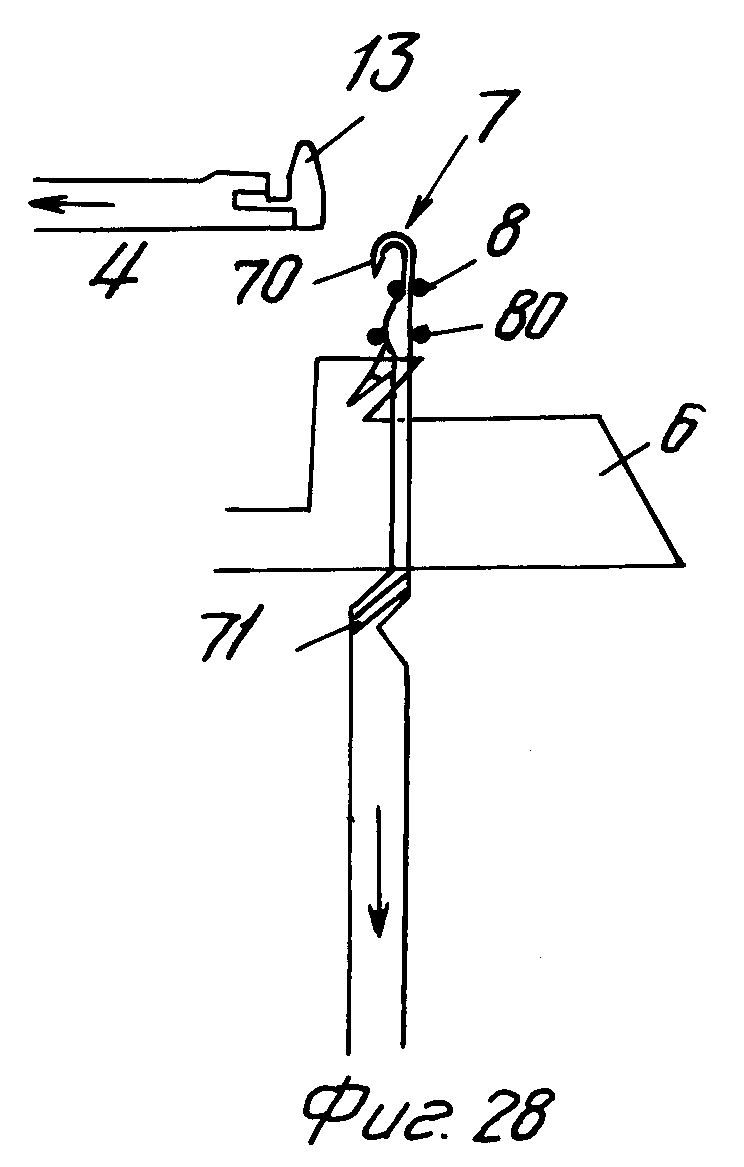
на фиг. 28 игла по фиг. 26 после освобождения уместной перенесенной петли;
на фиг. 29 игла
по фиг. 28 во время этапа предварительной укладки петель для соединения;
на фиг. 30 игла по фиг. 29 в положении, соответствующем соединению петель, подогнанных на ней, с помощью
соединительной иглы, уместного крюка и каретки, удерживающей трикотаж;
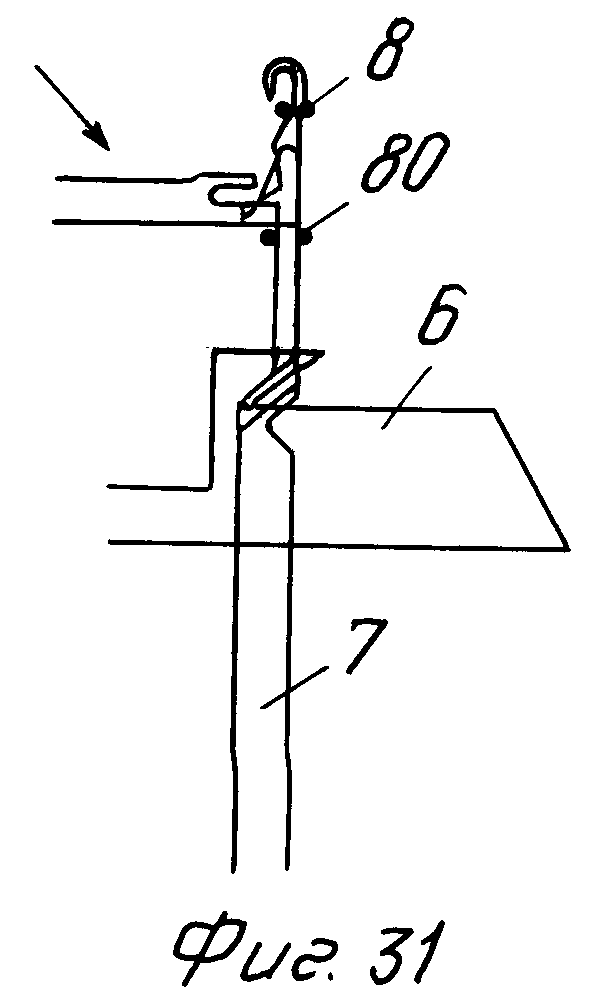
на фиг. 31 игла по фиг. 11 во время этапа поднятия для снятия уместной петли второго полуряда с язычка иглы, согласно
альтернативному примеру реализации изобретения;
на фиг. 32 игла по фиг. 31 во время этапа сбрасывания перенесенной петли и разгружение петли, находящейся ниже;
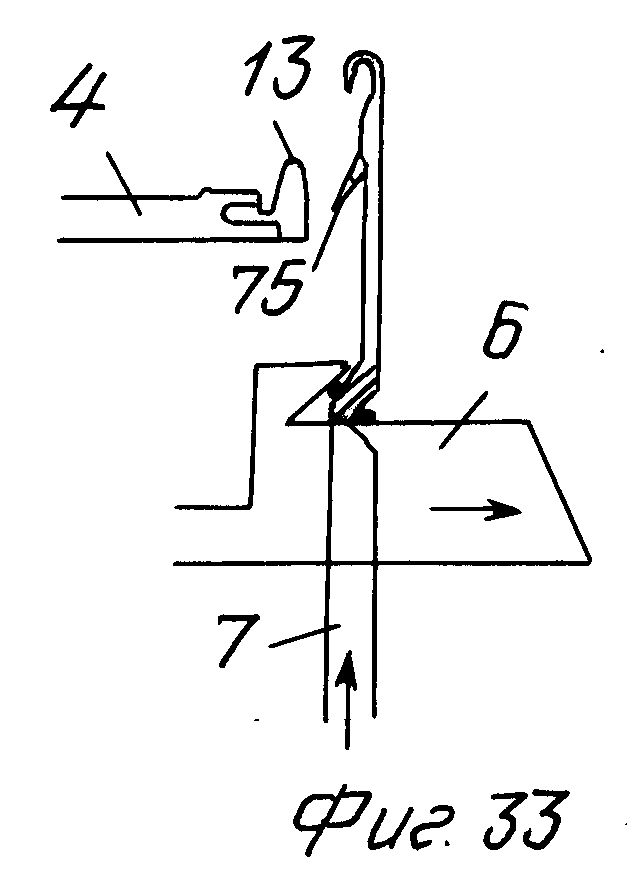
на фиг. 33 игла по
фиг. 32 на этапе поднятия с закрытыми платинами для расположения перенесенных петель в положение соединения;
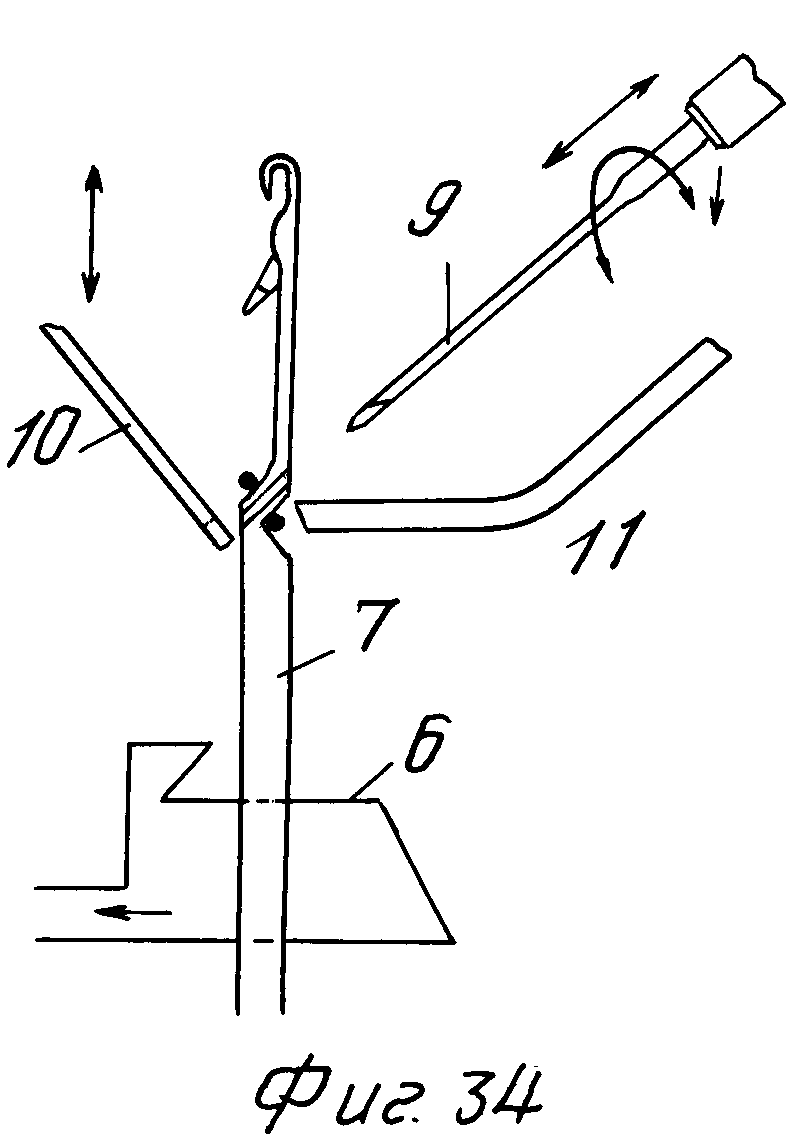
на фиг. 34 игла по фиг. 33 в положении окончания поднятия для расположения петли в
положение соединения;
на фиг. 35 частичный вид сверху с увеличенными подробностями последнего ряда петель, введенных в работу на цилиндре по фиг. 3,A или 3C на стороне n перед соединением и с
последней петлей (T), сложенной с петлями в работе, т. е. не снятыми с относящейся к образованию иглы;
на фиг. 36 частичный вид сверху с увеличенными подробностями последнего ряда петель,
введенных в работу на цилиндре по фиг 3,B или 3C на стороне m, перед соединением;
на фиг. 37 подробный вид изделия по фиг. 36 на начальном этапе соединения мыска, с соединительной нитью,
поднятой со стороны (y) трикотажа;
на фиг. 38 подробный вид изделия по фиг. 4 во время начального этапа соединения мыска;
на фиг. 39 подробный вид изделия по фиг. 35 во время
начального этапа соединения мыска;
на фиг. 40 подробный вид трубчатого изделия во время соединения мыска, с двумя конечными узлами цепочкой (I, II) для закрепления соединительной нити.
Способ сшивания двух краев вязаного трубчатого изделия, особенно носка, содержит этапы изготовления изделия на одноцилиндровой кругловязальной машине, начиная с эластичной кромки и оканчивая
на стороне мыска, который оставляют открытым, и содержит последовательно, согласно настоящему изобретению, следующие операции:
а) поднятие заранее заданного количества игл (3) первого
полуряда при удерживании соответствующих петель посредством платин 6 до зоны 31 перемещения;
б) дальнейшее поднятие петель 3 указанного полуряда с помощью окна платин 6 для размещения петель
8 на уровне, пригодном для их перемещения;
в) поднятие заранее заданного количества игл 7 вместе с петлями 80 второго полуряда до того же уровня, что и у первого полуряда;
г)
передвижение петель 8 указанного полуряда с помощью средств 4, 13, предусмотренных для перенесения их на соответствующие иглы 7 другого полуряда;
д) опускание петель 3 первого полуряда;
е) перенесение передвинутых таким образом петель 8 с переворотом на 180o вокруг горизонтальной диаметральной оси игольного цилиндра 1 так, что каждая петля 8, перенесенная таким
образом, совпадает с уместной петлей 7 второго полуряда;
ж) поднятие игл 7 второго полуряда так, чтобы навесить перенесенные петли 8 первого полуряда и освободить их от соответствующего
средства переноса 4, 13;
з) расположение пары наложенных петель 8, 80 каждой иглы 7 второго полуряда вплотную наложенными друг на друга и соосно так, чтобы в результате они стали удобны для
соединения;
и) дальнейшее поднятие игл 7 второго полуряда с петлями 8, 80, наложенными друг на друга;
к) вращение игольного цилиндра 1 с прерывистым движением и постепенное введение
соединительной иглы 9 в пару поднятых таким образом петель с подачей на нее, без нарушения непрерывности, нити F, используемой для вывязывания изделия, и последующее перемещение ее для образования
плоской соединительной петли цепочкой;
л) выполнение двух или более закрывающих узлов (I, II) после того, как выполнена последняя соединительная петля;
м) осуществление обрезания
нити F;
н) опускание игл 7 второго полуряда вниз, в его исходное положение, для снятия законченного таким образом изделия.
Преимущественно, согласно настоящему изобретению, этап (в) может быть проведен первым, а этапы (а) и (б) вторым и, соответственно, третьим.
Более того, во время проведения этапа (к) цилиндр 1 игл 3, 7 имеет возможность вращаться равномерно, а соединительную иглу 9 в этом случае вводят в пару петель 8,80, заставляя ее при этом следовать движению игольного цилиндра и выходить обратно до своего исходного положения.
Альтенативно, по фиг. 31-32 после этапа (ж) освобождения перенесенных петель 8 и выполнения последующих этапов, предусматривается выполнять:
(з') поднятие игл 7 второго полуряда до
уровня ненагруженных уместных петель 80;
(и') опускание игл 7 второго полуряда с помощью платин 6, оставленных открытыми, до тех пор, пока уместные перенесенные верхние петли 8 не займут
исходное положение;
(к') поднятие петель 7 с помощью платин 6, остающихся закрытыми, так чтобы расположить петли 8 в положение, удобное для соединения;
(л') дальнейшее поднятие игл 7
с помощью платин 6, остающихся открытыми так, чтобы расположить соответствующие петли 8 на уровне, удобном для операции соединения;
(м') вращение цилиндра 1 с иглами 3, 7 с прерывистым
движением и введение шаг за шагом соединительной иглы 9 в каждую расположенную таким образом петлю 8 с подачей на эту иглу, без нарушения непрерывности, нити F, используемой для вывязывания изделия, и
последующее перемещение ее для образования плоской соединительной петли цепочкой:
н') выполнение двух или более закрывающих узлов (I, II) после того, как выполнена последняя петля;
о') обрезание нити F;
п') опускание игл 7 второго полуряда вниз, в исходное положение, чтобы снять законченное таким образом изделие.
Преимущественно, согласно изобретению, во время этапа (м') цилиндр 1 игл 3, 7 способен вращаться равномерно, и в этом случае игла 9 проходит через петлю 8 при соблюдении движения цилиндра 1 и затем выходит обратно, покидая цилиндр 1 с иглами 3, 7, и занимает свое исходное положение.
Что касается устройства для внедрения способа согласно изобретению, со ссылками на прилагаемые чертежи, оно содержит:
первое
кулачковое средство 2 для выполнения подъема и установленного в определенном порядке опускания заранее заданного количества игл 3, 7 первого и второго полурядов петель 8, 80, которые расположены в
рабочем положении, когда вяжущие кулачки находятся в нерабочем положении, и наоборот;
вторые кулачковые средства, для ясности не показанные, для выполнения последующего поднятия и в
установленном порядке опускания указанного заранее заданного количества петель 3, 7 первого и второго полурядов, которые расположены в рабочем положении, когда вяжущие кулачки находятся в нерабочем
положении, и наоборот;
средство для перемещения петель 8 первого полуряда и переворота их на 180o вокруг горизонтальной диаметральной оси (а-а) цилиндра 1 игл 3, 7, с помощью пары
заостренных стержней 13 для каждой петли 8, которые снабжены канавкой 130, размещенной вблизи головки, повернутой вниз при положении передвижения, причем канавка 130 предназначена для принятия и
удерживания в ней соответствующей петли 8, и с помощью соответствующей петли 8, и с помощью двух соответствующих открывающих и закрывающих шпилек 4 для каждой пары заостренных стержней 13, причем
стержни 13 и соответствующие шпильки 14 размещены с возможностью скользящего движения в соответствующих щелях полукруглого сектора 5 и конструктивно выполнены так, что их можно подвинуть на обе
стороны сектора 5 в соответствии с их поворотом: сектор 5 закреплен с возможностью поворота на 180o углового смещения в обоих направлениях вокруг горизонтальной диаметральной оси а-а
цилиндра 1 с иглами 3, 7 поверх платин 6;
средство для выполнения сектора 5 заодно с цилиндром 1 игл 3, 7 с помощью радиальной заслонки 60, которая в рабочем режиме зацепляется в канавке 61
элемента заодно с цилиндром 1 игл 3, 7 при выполнении операции соответствующим кулачком, скользящим между двумя положениями, одно для блокировки опоры сектора 5 на цилиндре 1 игл 3, 7, а другое для
освобождения его от того же цилиндра 1 игл 3, 7, причем указанные положения разнесены по отдельности на постоянном и заранее заданном расстоянии;
средство для блокировки корпуса платин во
время горизонтального вращения сектора 5 вместе с игольным цилиндром 1 посредством двух вилок 62, имеющих опору на неподвижной части машины и радиально скользящих в соответствии с цилиндром 1, причем
вилки связаны с двумя соответствующими вертикальными шпильками, зафиксированными на корпусе платин, посредством соответствующего приводного кулачка 64, который выполнен заодно с опорой сектора 5 таким
образом, что при его вращении, по меньшей мере, одна из вилок с соответствующей шпилькой будет удерживать корпус платин;
средство для выполнения соединения спаренных и сложенных петель 8,80,
совмещенных на иглах 7 второго полуряда, с помощью крюкообразной соединительной иглы 9, зафиксированной на переднем конце штока, приводимого в переменное вращательное движение вокруг его оси и,
соответственно, в возвратно-поступательное преобразовательное движение вдоль указанной оси с помощью соответствующего крючка 10, расположенного на стороне иглы 9, противолежащей по отношению к петлям
8,80 и с помощью удерживающего полотно колеса, или каретки 11, чтобы удерживать петли 8,80 в соединенном положении во время соединения: причем колесо, или каретка 11, размещено на той же стороне
соединительной иглы 9, по отношению к вяжущим иглам 3,7.
Преимущественно, согласно изобретению, радиальные щели сектора 5 попарно параллельны друг другу, причем каждая пара ориентирована по соответствующему радиусу сектора 5, проходящего через соответствующую иглу 3, и, соответственно иглу, 7.
Более того, выполняется так, что соединительная игла 9 расположена позади игл 7 второго полуряда.
Альтернативно соединительная игла 9 может быть расположена перед иглами 7 второго полуряда.
Согласно изобретению, игла 9 может иметь привод для горизонтального возвратно-поступательного качания в связке с цилиндром 1 игл 3,7, который вращается с непрерывным движением.
Преимущественно, согласно изобретению, каждый из заостренных стержней 13 снабжен двумя петлями 131, выступающими с противоположных сторон, но выравненными по вертикали, чтобы позволить им перемещаться возвратно-поступательно внутри соответствующих щелей сектора 5 посредством соответствующего горизонтально закрепленного кулачка 14, чтобы вызвать размещение заостренных стержней 13 в двух направлениях по отношению к сектору 5 и относительно его положения по отношению к игольному цилиндру 1.
Подобным образом, преимущественно, каждая из шпилек 4 снабжена двумя пятками 40, выступающими на противоположных сторонах и вертикально смещенными для привода от кулачка 14.
Более того, преимущественно, заостренные стержни 13 снабжены головкой, имеющей клинообразный профиль для того, чтобы облегчить захват и, соответственно, освобождение соответствующих петель 8, предназначенных для переноса.
Согласно изобретению, пятки 131, 40 заостренных стержней 13 и шпилек 4 имеют высоту, подобранную в соответствии с профилем соответствующего приводящего кулачка 14.
Согласно изобретению и ссылкам на фиг. 1 и 2, качающийся сектор 5 вхолостую установлен на двух соответствующих цилиндрических шарнирах 50, соосных по горизонтали, диаметрально противолежащих друг другу и закрепленных на круглом кольце 53, соосным с игольным цилиндром 1, причем сектор снабжен вилкой 51, предназначенной для зацепления с соответствующей вертикальной рабочей шпилькой 15 для привода ее с переменным вращением на 180o углового смещения с помощью соответствующего привода со скошенными осями: вертикальная шпилька 15 вертикально скользит между двумя положениями, одно поднятое для создания горизонтального вращения вилки 51, а другое опущенное в положение покоя.
Более того, согласно изобретению, и ссылкам на фиг. 10A-10C, иглы 3 первого полуряда снабжены щелью 31 на одной из ее сторон для того, чтобы принять головку соответствующего заостренного стержня 13 и позволить последнему войти в соответствующие петли 8, а также пяткой 33, дополняющей вяжущую пятку 33' и имеющей привод от одного из кулачковых средств.
Более того, согласно фиг. 11 иглы 7 второго полуряда снабжены пяткой 74, дополняющей вяжущую пятку 74', на которую воздействуют от одного из кулачковых средств, и снабжены также щелью 71, имеющей ось (b-b), наклоненную вниз по отношению, к продольной оси стержня 73 и центробежно по отношению к цилиндру 1 игл 3,7, причем щель выполнена на одной стороне для всех игл 7 и предназначена для направления соединительной иглы 9.
Альтернативно, щель 71 игл 7 имеет ось, наклоненную вверх по отношению к продольной оси стержня 73 и центробежно по отношению к цилиндру 1 игл 3,7.
Преимущественно, для определенных кругловязальных машин пятки 33,73, дополнительные к иглам 3,7, совмещены с вяжущими пятками 33', 73'.
Преимущественно также, согласно фиг. 12,A 12,C, заостренные стержни 13, снабжены наконечником, изогнутым в соответствии с головкой, сбоку и внутренне соответственного скользящего направления, чтобы позволить ему войти в выемку 31 соответствующей иглы 3 первого полуряда, и вследствие этого, обеспечить захват нужной петли 8.
Согласно изобретению, способ осуществляется посредством цилиндра 1 с иглами 3,7, имеющего четное или нечетное количество игл.
В частности, согласно фиг. 3,A, предусматривается, что ось (a-a) вращения сектора 5 совпадает с двумя диаметрально противолежащими иглами и, соответственно, выдвинутые петли 8 первого полуряда равны по количеству цилиндровым иглам 3,7 минус две, поделенным на два, при этом петли перенесены на то же количество игл 7 второго полуряда. В заключении: петли 80 на двух иглах 7, которые в результате оказываются у края второго полуряда, и их не включили в процедуру переноса петель 81 первого полуряда, также соединяют (заштопывают).
Согласно фиг. 3,B, предусматривается, что ось вращения (a-a) сектора 5 проходит между двумя противолежащими парами игл 3,7 игольного цилиндра 21. В этом случае, количество перенесенных петель будет, в результате, равно половине этого количества игл.
Согласно фиг. 3,C, в случае четного количества в соответствии с крайней иглой 7 второго полуряда и с центром крайних игл 3,7 соответственных полурядов, в таком случае петли, предназначенные для переноса, будут соответствовать общему количеству игл минус одна, поделенному на два, а количество игл 7 второго полуряда будет равно количеству игл 3 первого полуряда плюс одна.
Операция, предполагающая расположение игл 3,7, как показано на фиг. 3,B, заключается в следующем.
По завершении вывязывания изделия, т.е. после выполнения последнего ряда петель, каждую иглу 3 последнего завершенного полуряда постепенно поднимают, удерживая соответствующую петлю 8 посредством платин 6 до тех пор, пока она не достигнет зоны перемещения. После этого, каждую иглу 3 вместе с платинами 6, установленными в открытом положении, поднимают дальше до тех пор, пока соответственная петля 8 не встанет на уровень, допускающий ее последовательное перемещение (фиг. 16, 17, 18). После этого каждую иглу 7 постепенно поднимают так, чтобы расположить соответствующую петлю 80 на том же уровне, что и другая петля 8, и таким образом избежать чрезмерного растяжения материала (фиг. 19). Затем каждую иглу 3 поднимают дальше вверх, чтобы поднять соответствующую петлю 8 и позволить зацепить ее заостренными стержнями 13, которые тем временем продвигают вперед до тех пор, пока их головки не войдут в соответствующие щели 31 (фиг. 20, 21). После этого шпильки 4 продвигают вперед к соответствующей игле 3 так, чтобы закрыть канавку 130 заостренных стержней 13 и таким образом удержать в них петлю 8 (фиг. 22). После этого каждую иглу опускают вниз, позволяя тем самым заостренным стержнем 13 захватить определенным образом петли 8 (фиг. 23). После этой операции, вращающийся сектор 5 поворачивают на 180o вокруг цилиндра 1 игл 3,7 вместе с каждой парой заостренных стержней 13, шпильками 4 и соответствующей петлей 8, так что каждая петля 8 устанавливается поверх иглы 7 и соосно с ней другого полуряда (фиг. 24). В этой точке каждую иглу 7 второго полуряда постепенно поднимают, чтобы попасть сверху в соответствующую петлю 8 первого полуряда. Затем каждый заостренный стержень 13 и уместную шпильку 4 продвигают по игле 7, прижимая петлю 8, и после этого они открываются, чтобы освободить упомянутую петлю и обеспечить последующий подъем иглы 7, чтобы вызвать полное их разъединение (фиг. 25, 26, 27). На этом этапе каждая петля 8 первого полуряда устанавливается на шейке иглы 7 поверх соответствующей петли 80 другого полуряда. После этого иглу 7 опускают вниз, опуская тем самым соответствующие заостренные стержни 13. После последующего продвижения вперед заостренных стержней 13, каждую иглу 7 поднимают вверх до тех пор, пока соответствующие петли 8,80 не сядут на щель 71. Тогда стержни 13 и шпильки 4, совмещенные с петлей 8, отводят назад, и иглы 7 поднимают дальше настолько, чтобы донести ткань до уровня, удобного для соединения. Предварительное расположение петель 8,80 может сопровождаться кареткой 11 вместо стержней 13 (фиг. 29). В этом случае цилиндр 1 с иглами 3,7 приводится в движение с прерывистым вращением. Соединительную петлю 9 продвигают вперед на один шаг за раз и после прохождения через петли 8,80 в щель 71 каждой иглы 7 на нее подают без нарушения непрерывности с помощью крючка 10 нить F, которая была использована для вывязывания изделия после этого она возвращается для выполнения плоской соединительной петли, игла 9 и соответствующий крючок 10 во взаимодействии с кареткой 11, выполняют два или более закрепляющих узлов (I, II). Затем нить F обрезают следующим образом. Соединительные средства возвращают назад, чтобы позволить режущим средствами, т.е. обрезающей нить пиле, известным образом осуществить отрезание нити F. В этих машинах пила не предусмотрена, и отрезание производится ножницами или бритвой известным образом. На этом этапе изделие снимают лицевой стороной наружу, т.е. в конечном состоянии, путем опускания каждой иглы 7 вниз, в исходное положение.
Согласно изобретению и фиг. 7,A-7,D, чтобы осуществить соединение носочного мыска типа "рыбий рот" достаточно, чтобы изделие, выполненное на кругловязальной машине, было снабжено двумя одинаковыми криволинейными краями (S, R), которые затем соединяют (заштопывают) на той же машине согласно изобретению настоящему способу.
В случае, если имеет место соединение типа "акулий рот", т.е. путем сшивания на стороне подошвы ступни, необходимо, чтобы кромочные края S, R изделия выполнялись с различным количеством рядов петель фиг. 8A-8D.
Чтобы обработать носочный мысок обычным фасоном, соединением (Z), получающимся на изнанке или со стороны подошвы, достаточно выполнить с помощью кругловязальной машины носок с карманом из полотна (t'), расположенного либо на подошве, либо на изнанке ступни и затем выполнить соединение мыска в соответствии с настоящим способом.
Практически все конструктивные детали могут изменяться любым эквивалентным образом, настолько это касается формы, размеров, расположения элементов, природы используемых материалов, но однако не выходя за пределы объема принятой идеи, вследствие этого, оставаясь в пределах объема данного изобретения.
Реферат
Способ сшивания вязаного трубчатого изделия, в частности, носка, включающий этапы изготовления трубчатого изделия на одноцилиндровой кругловязальной машине, начиная с эластичной кромки и заканчивая на краю мыска, который оставляют открытым, содержит: а) поднятие заранее заданного количества игл первого полуряда; б) дальнейшее поднятие игл для передвижения нужных петель; в) поднятие на ту же высоту заранее заданного количества игл вместе с петлями второго полуряда; г) опускание игл первого полуряда, поднятие игл второго полуряда, последовательное соединение полурядов на заранее заданном количестве игл при равномерном вращении цилиндра и при прерывистом движении цилиндра с использованием нити, осуществляющей вязание, выполнение двух и более закрепляющих узелков после выполнения последней соединительной петли, опускание игл второго полуряда вниз для снятия законченного изделия. 2 с и 26 з.п. ф-лы, 40 ил.

Комментарии