Вязальная машина и способ создания вязаного предмета одежды, содержащего основную часть и пару паголенок, единой операцией и вязаный предмет одежды - RU2173360C2
Код документа: RU2173360C2
Чертежи















































Описание
Изобретение относится к процессу вязания и вязальной машине для производства предметов одежды, содержащих основную часть или трусы и пару паголенок типа, например, трико, колготок, детских рейтуз и аналогичных изделий. Изобретение касается также продукции, создаваемой этим способом.
Обычный способ производства вязаных предметов одежды вышеописанного типа включает, во-первых, производство двух трубчатых изделий, одного за другим, на кругловязальной машине, и во-вторых, передачу их в машину, которая обрезает их и сшивает вместе, образуя основную часть или трусы законченного предмета одежды в зоне сшивания.
Этот процесс является длительным и сложным, потому что он требует пропускания полуготового материала более чем через одну машину, включает в себя большое количество труда и создает обрезки, так что отбрасываются уже связанные нити.
Поэтому уже разработаны системы для вязания трико и подобных изделий вышеописанного типа одной операцией вязания. Примеры этих способов описаны в следующих патентах: US-A-5020340, US-A-5127240, US-A-5226297. Системы более недавнего производства описаны в документах WO 95/00689 (PCT/IT94/00087), WO 95/01473 (PCT/IT 94/00099). Однако эти системы чрезвычайно сложные.
Из EP 0552588 (кл. D 04 B 9/46, 1993) известна вязальная машина для производства предмета одежды с основной частью и парой паголенок, включающая две прямолинейные игольницы рядом друг с другом, каждая со своими собственными иглами и органами приведения в действие игл игольниц, игольницы расположены параллельно или наклонно друг к другу в форме буквы V с вершиной, направленной вверх.
Однако такая машина сложна и не особенно надежна, поскольку гибкие игольницы являются очень критичными механическими элементами.
Из EP 0387210 (кл. D 04 B 9/46, 1990) известны способ формирования изделия в виде пары трико или чулок одной операцией, причем вязание двух паголенок осуществляют одновременно и параллельно, начиная с концов паголенок, и полученное этим способом изделие.
Однако известный способ является крайне медленным, полученное изделие имеет низкое качество.
Технической задачей настоящего изобретения является создание способа и машины для производства за одну производственную операцию вязаного предмета одежды, содержащего основную часть и два паголенка, пришитых к этой части, которые были бы проще, надежнее и легче в работе, чем до сих пор известные способы и машины.
В частности, одной технической задачей настоящего изобретения является создание способа и машины для производства вышеупомянутого типа, которые являются быстрыми и надежными и изготавливают изделие приятного внешнего вида.
Другой технической задачей настоящего изобретения является создание текстильной вязальной машины, способной производить законченное или почти законченное изделие (с паголенками и основной частью), и которая имеет сравнительно небольшое количество подвижных деталей с низкими инерционными свойствами.
Еще одной технической задачей настоящего изобретения является создание способа и машины, которые могут создавать изделие вышеупомянутого типа повышенной прочности.
Дополнительной технической задачей настоящего изобретения является создание машины, которая может производить трико или аналогичную продукцию с уже закрытыми мысками паголенок, исключая необходимость закрывания на отдельном этапе.
Следующей технической задачей настоящего изобретения является создание способа вязания и машины вязания, способных создавать изделия, в которых одни и те же нити (пряжа) образуют и паголенки и основную часть без какого-либо прерывания.
Указанные технические задачи решаются за счет того, что вязальная машина для производства предмета одежды с основной частью и парой паголенок, включающая две прямолинейные игольницы рядом друг с другом, каждая со своими собственными иглами и органами для приведения в действие игл игольниц, согласно изобретению содержит два боковых узла, каждый из которых имеет собственный цилиндр образования ткани с множеством игл и органов приведения в действие игл, при этом цилиндры расположены параллельно и близко друг к другу, причем две прямолинейные игольницы расположены в промежуточном положении между двумя цилиндрами.
Предпочтительно прямолинейные игольницы расположены наклонно относительно друг друга в форме буквы V с вершиной, направленной вниз или параллельно друг другу.
Предпочтительно средство привода, которое поочередно производит непрерывное и необязательно возвратно-поступательное вращение цилиндров при поддержании неподвижными органов приведения в действие игл цилиндра или возвратно-поступательное вращение органов приведения в действие игл при поддержании неподвижными цилиндров.
Кроме того, предпочтительно, когда органы приведения в действие игл цилиндра осуществляют возвратно-поступательное вращательное движение, органы приведения в действие игл прямолинейных игольниц перемещаются с возвратно-поступательным прямолинейным движением.
Предпочтительно каждый цилиндр имеет множество нитеводителей, способных двигаться вокруг кольцевой игольницы соответственно цилиндра и не зависящих от органов приведения в действие игл цилиндра, а по меньшей мере некоторые из нитеводителей, принадлежащих цилиндрам, также способны перемещаться вдоль прямолинейных игольниц.
Предпочтительно каждая прямолинейная игольница имеет по меньшей мере один нитеводитель, способный перемещаться вдоль игольницы.
Предпочтительно каждый нитеводитель, принадлежащий прямолинейным игольницам, способен перемещаться независимо от движений органов приведения в действие игл прямолинейных игольниц.
При этом для каждого цилиндра может иметься трубчатый элемент, соосный с цилиндром и расположенный над ним, причем трубчатые элементы могут содержать соответствующие продольные прорези в области, обращенной к прямолинейным игольницам, или проходить своим нижним концом вниз до высоты, приблизительно соответствующей области образования на цилиндрах.
Предпочтительно прямолинейные игольницы способны поворачиваться так, чтобы они могли перемещаться друг к другу или друг от друга.
Кроме того, предпочтительно машина содержит направляющее средство с держателями, способными следовать вдоль них, неся нитеводители.
При этом направляющее средство может быть выполнено с возможностью перемещения параллельно плоскости, содержащей оси двух цилиндров и перпендикулярно этим осям, и каждый держатель снабжен органом приведения в действие, который перемещает свой нитеводитель в направлении, перпендикулярном направлению направляющего средства и перпендикулярном осям цилиндров.
Предпочтительно в машине имеются прямолинейные направляющие, перемещающиеся вдоль прямолинейных игольниц, а нитеводители, принадлежащие прямолинейным игольницам, следуют вдоль этих направляющих.
Предпочтительно нитеводители, принадлежащие цилиндрам, смонтированы на колеблющихся балансирах.
При этом предпочтительно машина имеет по меньшей мере две пары колеблющихся балансиров, каждая из которых содержит первый балансир, расположенный на одной стороне машины, и второй балансир, расположенный на противоположной стороне, причем два балансира каждой пары приводятся с возвратно-поступательным движением синхронно и не совпадая по фазе приблизительно на 180o друг с другом, и движение балансиров первой пары не совпадает по фазе с соответствующими балансирами второй пары приблизительно на 90o .
Предпочтительно каждый балансир образует часть четырехстержневой цепи.
Кроме того, предпочтительно каждая прямолинейная игольница имеет два подавателя, которые приводятся с возвратно-поступательным движением, не совпадающим по фазе друг с другом приблизительно на 180o.
Предпочтительно один или больше нитеводителей являются подвижными по замкнутой линии вокруг двух цилиндров и вдоль упомянутых двух прямолинейных игольниц.
Предпочтительно машина содержит непрерывный гибкий орган, образующий замкнутую линию движения, и на этом гибком органе размещены один или больше нитеводителей.
Предпочтительно над двумя прямолинейными игольницами и двумя цилиндрами расположен вращающийся орган, несущий на себе множество упаковок нити, и этот орган вращается так, чтобы следовать за перемещениями нитеводителей по замкнутой линии их движения.
Предпочтительно прямолинейные игольницы размещены в виде перевернутой буквы V с вершиной, направленной вверх.
Предпочтительно машина содержит органы толкания нити в местах соединения между прямолинейными игольницами и кольцевыми игольницами цилиндров, и эти органы переносят нить во время образования основной части предмета одежды от прямолинейных игольниц к цилиндрам и наоборот.
Предпочтительно также машина содержит вращающуюся всасывающую трубу, расположенную над прямолинейными игольницами.
Кроме того, предпочтительно машина содержит средство исполнительного механизма, которое управляет движением нитеводителей по замкнутой линии движения с переменной скоростью, которая уменьшается во время прохождения нитеводителя вдоль прямолинейных игольниц.
Предпочтительно машина содержит на каждом из упомянутых цилиндров множество платин, управляемых средством клиньев замка, расположенных на соответствующих кольцах через соответствующие промежуточные качающиеся рычаги, проходящие приблизительно по направлению оси своего цилиндра.
При этом предпочтительно иглы прямолинейных игольниц скользят в соответствующих игольных пазах, расположенных на плоскости, наклоненной к горизонтали, причем иглы имеют направители, скользящие в игольных пазах, лежащие на наклоненной плоскости, образующей с горизонталью угол меньший, чем плоскость, содержащая игольные пазы, в которых скользят упомянутые иглы.
Предпочтительно направители действуют на иглы через механические органы передачи, причем органы передачи содержат для каждой иглы качающийся рычаг и тягу, приводимую в действие игольными клиньями приведения в действие игл.
Кроме того, технические задачи решаются за счет того, что в способе создания вязаного предмета одежды, содержащего основную часть и пару паголенок единой операцией с осуществлением одновременного и параллельного вязания двух паголенок предмета одежды, начиная с концов паголенок, согласно изобретению вязание двух паголенок осуществляют на двух образующих ткань цилиндрах, расположенных рядом друг с другом, затем осуществляют вязание замкнутой зоны основной части на двух прямолинейных игольницах, расположенных между цилиндрами, и завершение основной части посредством объединенных действий цилиндров и прямолинейных игольниц.
Предпочтительно вязание паголенок начинают с образования закрытого мыска.
Предпочтительно паголенки образуют при вращении цилиндров, тогда как при образовании основной части цилиндры удерживают неподвижными, а органы приведения в действие игл упомянутых цилиндров приводят с возвратно-поступательным движением.
Предпочтительно два паголенка образуют из двух отдельных серий нитей, и при образовании основной части одна нить из каждой серии участвует в образовании участка основной части на одной из прямолинейных игольниц, и другая нить из каждой серии участвует в образовании участка основной части, произведенного на другой из прямолинейных игольниц.
Предпочтительно в способе каждая серия нитей, образующая один конкретный паголенок, разделена на две группы нитей, и во время образования основной части каждая группа работает на части этой конкретной кольцевой игольницы соответствующего цилиндра.
Предпочтительно каждый паголенок образуют из отдельной серии нитей, и при образовании основной части две дополнительные серии нитей подаются одна к одной и одна к другой прямолинейным игольницам, чтобы образовать промежуточные участки основной части.
Предпочтительно каждая серия нитей, образующих паголенок, разделена на две группы нитей, и во время образования основной части каждая группа работает на части этой конкретной кольцевой игольницы соответственного цилиндра.
Предпочтительно образуют каждый паголенок по меньшей мере одной парой нитей и основную часть из четырех участков, два из которых создаются на прямолинейных игольницах, каждый по меньшей мере одной парой нитей, и два участка из которых создаются на цилиндрах, причем каждый участок, производимый цилиндрами, делится на переднюю зону и заднюю зону, а каждая зона выполняется по меньшей мере одной парой нитей.
Предпочтительно две нити каждой пары нитей имеют различные характеристики.
Предпочтительно при вязании основной части на цилиндрах и прямолинейных игольницах нить подводится к иглам цилиндров и прямолинейных игольниц посредством одного или более нитеводителей, которые движутся по замкнутой линии относительно цилиндров и игольниц.
Предпочтительно при образовании основной части образующие ткань цилиндры оказываются неподвижными, а ткань образуют посредством вращения соответствующих органов приведения в действие игл.
Предпочтительно при образовании основной части нитеводители перемещают с непрерывным движением по замкнутой линии движения.
Технические задачи также решаются за счет того, что в вязаном предмете одежды, содержащем два паголенка и основную часть, согласно изобретению основная часть выполнена из двух боковых участков из лицевой стороны ткани и двух средних участков, а именно, переднего участка и заднего участка, из изнаночной стороны ткани.
Предпочтительно каждый из боковых участков подразделяется на переднюю зону и заднюю зону, которые соединены вдоль боковой линии, при этом две зоны, на которые подразделяется каждый боковой участок, выполнены из различных нитей, которые связываются вдоль боковой линии.
Предпочтительно передний средний участок образован из двух нитей, каждый из которых также участвует в образовании соответствующих передних зон боковых участков, а задний средний участок образован из двух нитей, которые также участвуют в образовании соответствующих задних зон боковых участков.
Предпочтительно каждый из двух средних участков образован из множества нитей, отличающихся от нитей, из которых выполнены боковые участки, и эти нити, образующие средние участки, соединены с нитями, образующими боковые участки вдоль четырех соединительных линий между боковыми участками и средними участками.
Предпочтительно каждый из средних участков и боковых участков основной части образован по меньшей мере из двух нитей, причем две нити каждого участка имеют отличающиеся характеристики и образуют чередующиеся петельные ряды переплетений.
Другие характеристики и варианты осуществления машины, способа и изделия в соответствии с изобретением раскрыты в нижеприведенном подробном описании, которое иллюстрирует неограничивающий пример возможного варианта осуществления изобретения и машины, и в формуле изобретения, которой завершается это описание.
Изобретение будет более понятным при внимательном рассмотрении описания совместно с прилагаемыми чертежами, которые иллюстрируют практически неограничивающий вариант осуществления упомянутого изобретения.
Фиг. 1 представляет секцию машины на вертикальной
плоскости, взятой по осям двух цилиндров,
фиг. 2 представляет сечение по линии
II-II на фиг. 1,
фиг. 3A и 3B представляют две увеличенные области фиг. 1, а именно, область
образования ткани и область, содержащую органы управления каретками, принадлежащими прямолинейным
игольницам,
фиг. 4, 5 и 6 представляют поперечные сечения по линиям IV-IV, V-V, VI-VI,
показанным на фиг. 3B,
фиг. 7 представляет частичный вид сверху по линии VII-VII на фиг. 3B,
фиг. 8 представляет поперечный разрез по линии VIII-VIII, показанный на фиг. 1, на
котором в частности видны нитеводители машины,
фиг. 9 представляет частичное увеличение фиг. 8,
фиг. 10 представляет упрощенный вид сверху, иллюстрирующий нитеводители, кольцевые
игольницы двух цилиндров и две промежуточные прямолинейные игольницы,
фиг. 11A-11Т иллюстрируют
последовательные этапы, производимые машиной в одном возможном способе работы, в котором
образуется основная часть, используя те же нити, что и для паголенков,
фиг. 12 схематически и в
значительно увеличенном масштабе иллюстрирует область вязания основной части, образуемой
показанным на фиг. 11A-11Т способом,
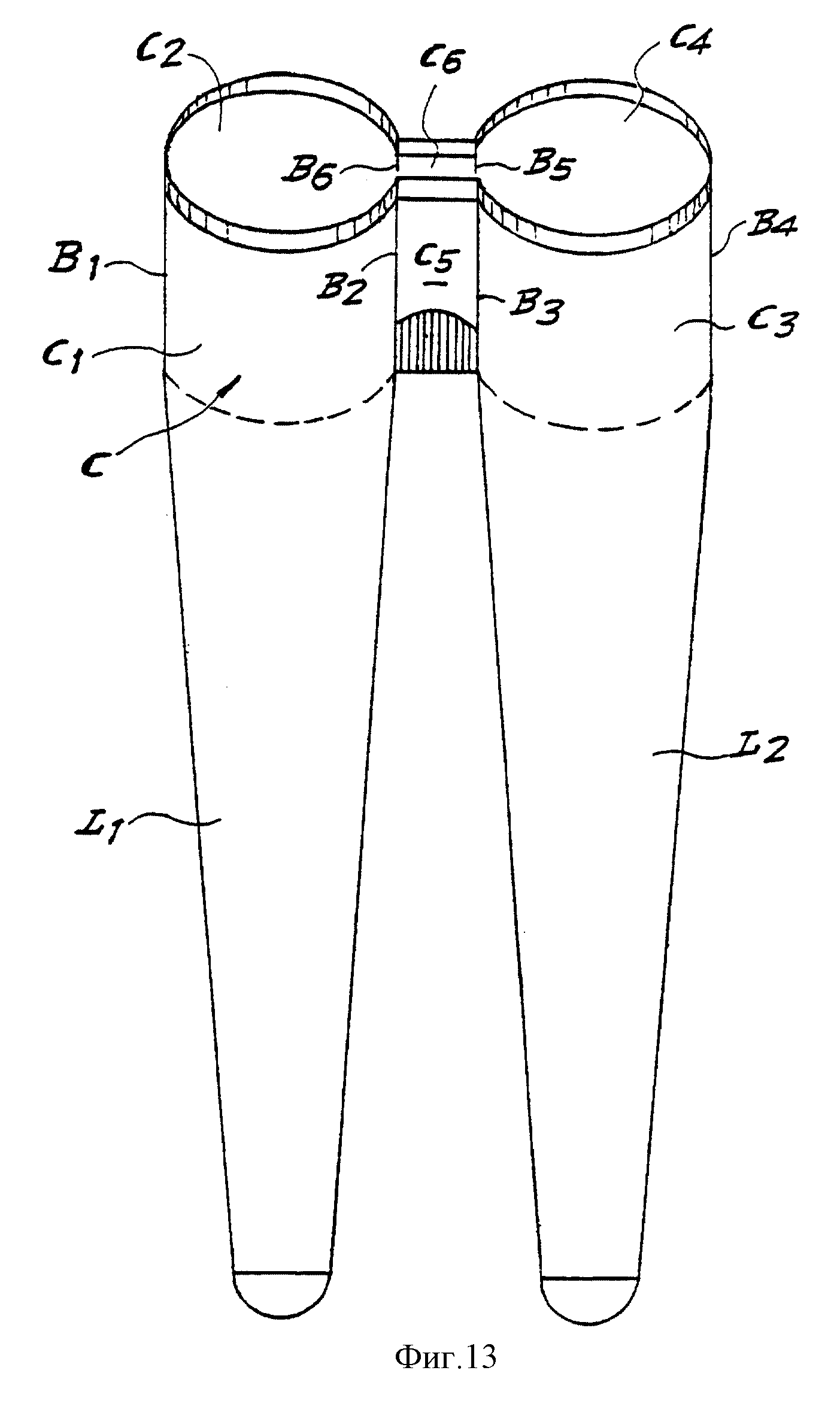
фиг. 13 схематически иллюстрирует пару трико, производимых в
соответствии с изобретением,
фиг. 14A-14F иллюстрируют подробное изображение
способа, которым нить пропускается от прямолинейной игольницы к кольцевой игольнице в показанном на фиг. 11A-11Т
способе,
фиг. 15 схематически иллюстрирует конфигурацию изделия в машине при
завершении его вязания,
фиг. 16A-16P иллюстрируют последовательные этапы, исполняемые машиной при другом
возможном способе работы, при котором вырабатывается основная часть, используя
дополнительные нити, отличающиеся от нитей паголенков,
фиг. 17 схематически и в значительно увеличенном виде
иллюстрирует область образования ткани для основной части, образуемой в
соответствии со способом работы, описанным со ссылкой на фиг. 16A-16P,
фиг. 18 представляет подробное изображение
другого варианта осуществления средства привода нитеводителя,
фиг.
19A-19E иллюстрируют пять последовательных этапов движений нитеводителей в показанном на фиг. 18 варианте осуществления,
фиг. 20 представляет диаграмму угловых перемещений средства управления
показанными на фиг. 18 и 19 нитеводителями,
фиг. 21 и 22 иллюстрируют последовательные угловые положения,
принимаемые средством управления нитеводителем,
фиг. 23 иллюстрирует одно
расположение нитеводителей двойной машины,
фиг. 24 представляет схематически поперечное сечение через
цилиндры машины на вертикальной плоскости, содержащей оси цилиндров,
фиг. 25
представляет локальный участок на вертикальной плоскости под прямым углом к плоскости поперечного сечения фиг. 24,
иллюстрирующий органы прямолинейных игольниц,
фиг. 26 представляет
увеличенное изображение фиг. 25,
фиг. 27 представляет схематический вид сверху цепи, на которой смонтированы
нитеводители,
фиг. 28 представляет вид в сечении по линии V-V на фиг. 27,
фиг. 29 представляет увеличение цепи, на которой смонтированы нитеводители,
фиг. 30 и 31
иллюстрируют движение платин цилиндров и их соответственных органов приведения в действие,
фиг. 32 представляет участок на вертикальной плоскости, расположенный под прямыми углами к
прямолинейным игольницам, зоны над игольницами,
фиг. 32A представляет сечение по линии
IХА-IХА на фиг. 32.
фиг. 33 представляет один способ движения клиньев замков и
нитеводителей по замкнутой линии движения для образования основной части двух различных вариантов
осуществления,
фиг. 34 представляет в увеличенном масштабе соединение между прямолинейной
игольницей и кольцевой игольницей,
фиг. 35 представляет в увеличенном масштабе механизм,
посредством которого нить передается от прямолинейной игольницы к кольцевой игольнице,
фиг.
36 схематически представляет изделие, изготовленное на соответствующей изобретению машине,
фиг. 37 представляет связывание, производимое при прохождении между прямолинейными игольницами и
кольцевыми игольницами.
Подробное описание предпочтительных вариантов осуществления
изобретения
Схематически машина содержит два рабочих боковых узла 1 и 3, каждый из которых
содержит цилиндр 1C и 3C образования ткани, по существу обычного типа, с игольными пазами, в
которых могут скользить показанные на фиг. 8 направители 7, замки 1F, 3F двух цилиндров 1C и 3C, на которых
расположены клинья замков для приведения в действие направителей 7 и игл 5. Как станет ясно
из последующего описания, замок каждого цилиндра имеет четыре подавателя, то есть четыре группы клиньев
замка приведения в действие игл. Группы подавателей схематически показаны позициями A1-A8 на
фиг. 11, ссылка на которые будет произведена ниже.
Каждый цилиндр 1C, 3C имеет кольцо 1A, 3A для платин.
Каждый из двух рабочих узлов 1 и 3 имеет аналогичную конструкцию и выполняет функции, аналогичные функциям нормальных кругловязальных машин для изготовления носков и чулок.
Между двумя боковыми рабочими узлами 1 и 3 находится промежуточный узел 11, состоящий из двух коротких наклонных игольниц 11A, 11B (фиг. 2) с соответственными игольными пазами для размещения и направления игл 13 и направителей 15 (фиг. 8). Для каждой игольницы 11A, 11B имеется каретка 17A, 17B, снабженная электронным селектором и подвергаемая возвратно-поступательному прямолинейному движению вдоль своей игольницы и несущая рабочие клинья замков для игл и направителей. Две прямолинейные игольницы 11A, 11B имеют узкую V-образную форму с вершиной, направленной к основанию, и расположены симметрично относительно плоскости, содержащей оси цилиндров 1C, 3C.
Как показано на фиг. 2 и 8, промежуточный узел 11 на самом деле представляет собой короткую перевернутую прямолинейную машину, в которой вязаное изделие создается в области образования ткани, где две игольницы приближаются друг к другу и увеличиваются в промежуточном V-образном объеме, определяемом между боковыми игольницами, который находится выше области образования ткани.
Как будет более подробно описано ниже, два боковых узла 1 и 3 одновременно образуют паголенки изделия, и эти же боковые узлы в сочетании с промежуточным узлом 11 образуют основную часть.
В показанном варианте осуществления три узла 1, 3 и 11 приводятся двумя механизированными приводами 21 и 22 для цилиндров и для прямолинейных игольниц соответственно, хотя можно использовать центральный механизированный привод или большее количество независимых механизированных приводов.
К выходному валу 23 двигателя 21 через сцепление 24 и облицованный участок 26 подсоединен трансмиссионный вал 25, который также способен осуществлять осевое перемещение, показанное двойной стрелкой f25, назначение которого будет описано ниже. Это перемещение обеспечивается вилкой или другим управляющим элементом, схематически показанным позицией 27. На валу 25 посредством шпонок закреплены две шестерни 29 и 31, которые служат для передачи движения замкам 1F, 3F или цилиндрам 1C, 3C, в зависимости от того, какой этап выполняет машина в своем цикле.
В показанном на фиг. 1 положении шестерня 29 находится в сцеплении с зубчатым венцом 33, поддерживаемым на подшипниках 35, 37 и прикрепленным верхним концом к замку 1F и к платинным управляющим клиньям на кольце 1A, соединенном с цилиндром 1C. Зубчатый венец 33 находится в непосредственном сцеплении со вторым идентичным зубчатым венцом 39, поддерживаемым на подшипниках 41 и 43, который управляет движением замка 3F и платинных управляющих клиньев, соединенных с цилиндром 3C. Таким образом, если шестерня 29 находится в сцеплении с зубчатым венцом 33, то замки 1F и 3F вращаются синхронно и в противоположных направлениях.
Второй механизированный привод 22 приводит ведущий вал 47, на котором посредством шпонки закреплено малое зубчатое колесо 48, сцепляющееся с зубчатым венцом 51, закрепленным с помощью шпонки на трансмиссионном валу 53. К верхнему концу последнего прикреплен диск 55, который несет на себе эксцентрический ролик 57, введенный в прорезь 59 (фиг. 4 и 7), образованную в ползуне 61, который движется по направляющим 63 параллельно плоскости, содержащей оси цилиндров 1C, 3C.
Ползун 61 прикреплен соединительными тягами 62A, 62B к паре скользящих башмаков 63A, 63B, движущихся по направляющим 64A, 64B и прикрепленных к кареткам 17A, 17B, которые несут на себе клинья замков приведения в действие игл и направителей промежуточного узла 11.
Во время образования участка стана шестерня 29 сцепляется с зубчатым венцом 33, и вращение трансмиссионного вала 25 создает вращательное движение в противоположных направлениях замков 1F, 3F, тогда как два цилиндра 1C, 3C остаются неподвижными, а шестерня 31 расцепляется. В этой конфигурации вал двигателя 21 вращается в чередующихся направлениях, вызывая колебание замков 1F и 3F по причинам, более подробное объяснение которым будет приведено ниже. В то же время вращение вала двигателя 22 приводит в действие каретки 17A, 17B в чередующихся направлениях.
В другой возможной рабочей конфигурации для образования паголенок трансмиссионный вал 25 смещен в осевом направлении вниз от своего показанного на фиг. 1 положения, чтобы произошло расцепление шестерни 29 от зубчатого венца 33, в то время как шестерня 31 находится в сцеплении с зубчатым венцом 31, изготовленным за одно целое с цилиндром 1C первого бокового узла 1. Вращательное движение зубчатого венца 71 передается через промежуточное паразитное зубчатое колесо (на чертежах не показано), зубчатому венцу 73, идентичному зубчатому венцу 71 и закрепленному посредством шпонки на цилиндре 3C. Следовательно, в этой конфигурации вращение трансмиссионного вала 25 передается обоим цилиндрам 1C, 3C, которые вращаются в одном и том же направлении, в то время как замки 1F, 3F остаются неподвижными. Механизированный привод 22 отсоединен, так что каретки 17A, 17B остаются неподвижными.
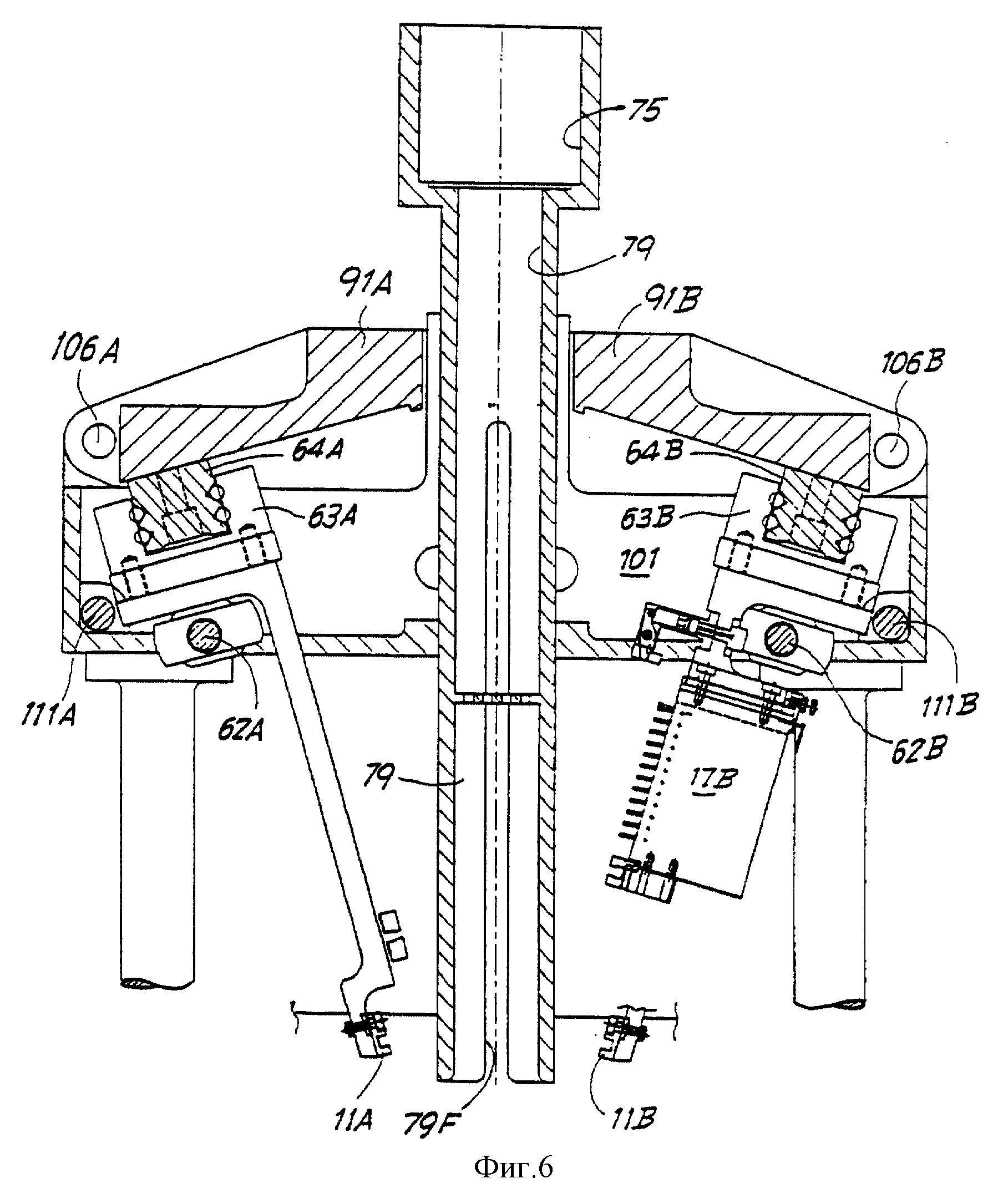
По направлению к верхней части машины расположена конструкция 75, несущая на себе два трубчатых элемента 77, 79, соосных с цилиндрами 1C, 3C, и каждый из которых имеет продольную прорезь 77F, 79F на боковой стороне, обращенной к прямоугольным игольницам. Два трубчатых элемента используются, как будет объяснено ниже, для удержания изделия в правильном положении во время его образования на различных этапах работы машины. Два трубчатых элемента 77, 79 могут перемещаться в вертикальном направлении, как показано двойной стрелкой 77, с помощью исполнительного механизма 81.
Ниже цилиндров 1C, 3C расположено средство 85 известного типа для регулирования в вертикальном направлении положения цилиндров 1C, 3C с целью регулирования длины образуемого предмета одежды. Способы и назначения регулировки специалистам в данной области техники известны и их описание здесь приводиться не будет.
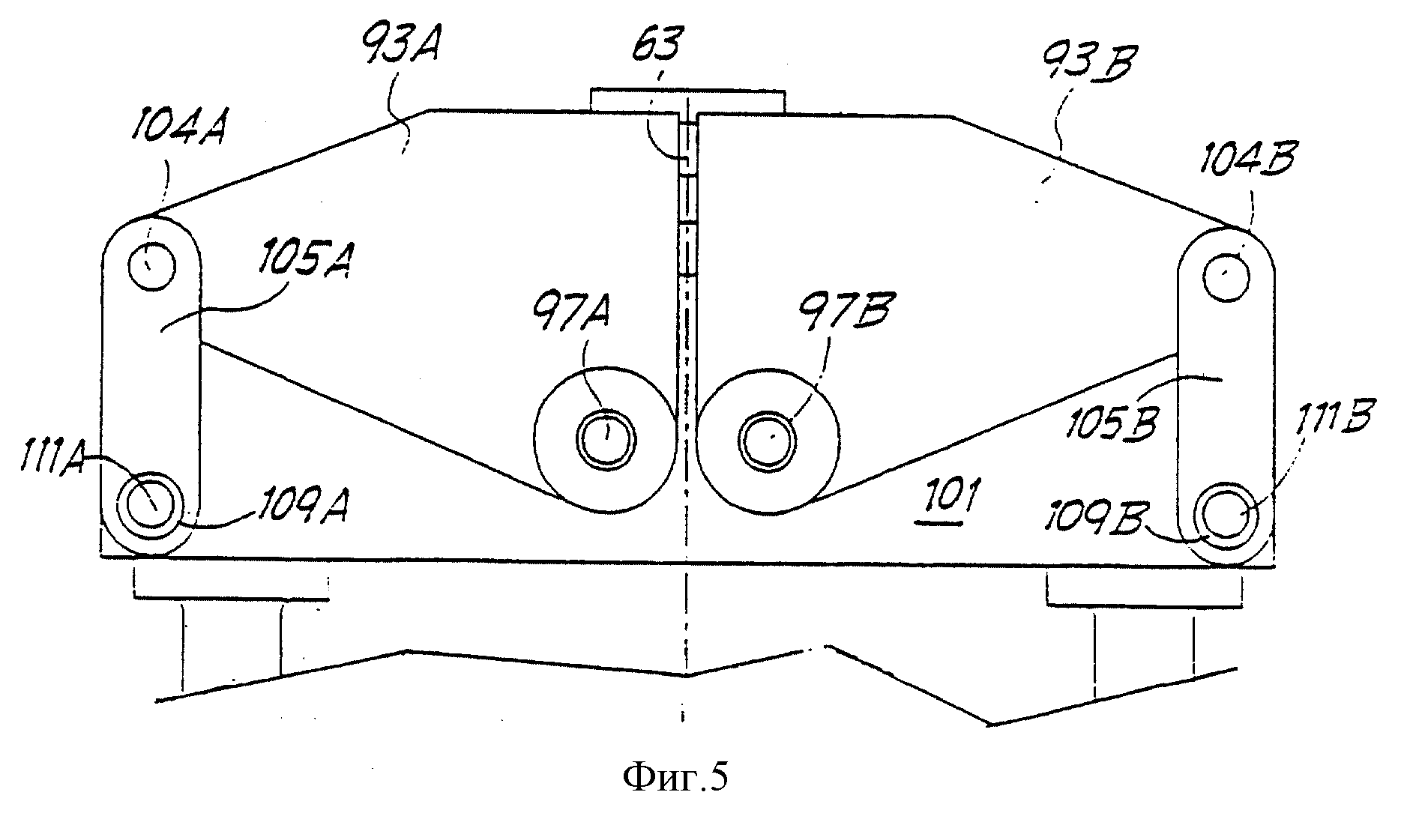
Две прямолинейные игольницы 11A, 11B смонтированы так, чтобы имелась возможность поворачиваться так, чтобы они могли поворачиваться друг к другу, чтобы между ними могли проходить более толстые части изделия. Для этой цели, как можно в частности видеть на фиг. 4, 5 и 6, каждая игольница 11A, 11B изготовлена за одно целое с соответственным поперечным элементом 91A, 91B, с которым неотъемлемо соединены также соответствующие направляющие 64A, 64B. Оба поперечных элемента 91A, 91B поддерживаются на каждом конце парами пластин 93A, 95A и 93B, 95B, шарнирно подвешенных в точках 97A, 97B, 99A и 99B на внешней стороне двух боковых стенок 101 и 103. К каждой пластине 93A, 93B, 95A, 95B в точках 104A, 104B и 106A, 106B шарнирно подвешено также звено 105A, 105B, 107A, 107B. Каждое из упомянутых звеньев, в свою очередь, смонтировано на эксцентрике (109A, 109B для звеньев 105A, 105B), а эксцентрик прикреплен к валу 111A, 111B, который идет параллельно игольницам 11A, 11B. Колебание (создаваемое не показанным исполнительным механизмом) двух валов 111A, 111B в противоположных направлениях относительно их соответственных осей создает соответствующее колебание игольниц 11A, 11B относительно шарниров 97A, 99A, 97B, 99B.
Как более подробно будет описано ниже, описываемая до сих пор машина работает с изменяющимся количеством нитеводителей, в зависимости от способа, используемого для образования участка стана. Все нитеводители, которыми можно оборудовать машину, будут описаны ниже. Понятно, что некоторые из них могут быть опущены или отключены в соответствии с принятыми рабочими режимами. В показанном примере осуществления машина имеет четыре подавателя для каждого цилиндра 1C, 3C и, следовательно, имеет четыре нитеводителя на цилиндр. Четыре нитеводителя предусмотрены также для прямолинейных игольниц 11A, 11B. Эти последние нитеводители можно опускать, когда принимают способ образования участка стана такими же нитями, которые образуют паголенки изделия. Каждый из двенадцати нитеводителей способен перемещаться и не зависит от подавателей.
Вначале будут описаны восемь нитеводителей, которые обслуживают два цилиндра 1C, 3C. Они будут показаны ссылочными позициями G1, G2, G3, G4 для цилиндра 1C и G5, G6, G7, G8 для цилиндра 2C. На фиг. 10 нитеводители показаны в положениях упора или ограничения, наложенными по два. На фиг. 8 они показаны в отведенном положении, допускаемом во время движения нитеводителя относительно кольцевой игольницы, что станет ясным ниже.
Нитеводители G10, G11, G12 и G13 предназначены для прямолинейных игольниц 11A, 11B. Более конкретно, нитеводители G10, G11 связаны с игольницей 11B, тогда как нитеводители G12, G13 связаны с игольницей 11A. На фиг. 10 эти последние четыре нитеводителя находятся в положении упора или ограничения у концов их соответственных игольниц.
Каждый из нитеводителей G1-G8 переносится своим собственным держателем. Нижние нитеводители G2, G4, G6, G8 переносятся держателями 121, тогда как верхние нитеводители Gl, G3, G5, G7 переносятся держателями 123. Держатели 121 движутся по направляющим, состоящим из соответственных пар цилиндрических стержней 125, со смонтированной параллельно им зубчатой рейкой 126. Держатели 123 движутся по направляющим, состоящим из аналогичных цилиндрических стержней 127, со смонтированными параллельно им зубчатыми рейками 129. Движение отдельных держателей 121, 123, а отсюда и нитеводителей, по их соответственным направляющим обеспечивается исполнительными механизмами, смонтированными на каждом держателе, которые приводят в действие соответственные малые зубчатые колеса, сцепляющиеся с зубчатыми рейками 126 и 129. Малые зубчатые колеса, соединенные с держателями 121, показаны ссылочной позицией 131, а соединенные с держателями 123 - ссылочными позициями 133, тогда как исполнительные механизмы обозначены ссылочными позициями 135, 137 соответственно. Следовательно, они создают движение нитеводителей параллельно плоскости, содержащей оси цилиндров 1C, 3C и перпендикулярно этим осям.
Каждый держатель 121, 123 снабжен также вторым исполнительным механизмом, обозначенным ссылочной позицией 139, 141 соответственно, который управляет движением соответственного нитеводителя в направлении под прямыми углами к направлению движения, обеспеченного исполнительными механизмами 135, 137 и перпендикулярному осям цилиндров 1C, 3C. Движение обеспечивается вращением соответственных имеющих резьбу тяг 143, 145, входящих в зацепление с гайкой, поддерживаемой в соответственных держателях 121, 123. Свободный конец этой тяги соединен с направляющей 147, 149 типа ласточкина хвоста, на которой смонтирована опора 151, 153 соответственного нитеводителя. Сочетание движений, сообщаемых исполнительными механизмами 135, 137 и 139, 141, дают возможность каждому нитеводителю следовать своей соответственной кольцевой игольнице цилиндров 1C, 3C по половине окружности.
Нитеводители G10-G13 смонтированы аналогичным способом, но выполняют возвратно-поступательные движения по прямолинейному пути, параллельному их соответственным игольницам 11A, 11B. Они расположены на держателях 154, 155, которые ходят по направляющим 156, 157. Их передача движения по направляющим создается системой зубчатых реек 159, 161 и малых зубчатых колес 162, 163, которые сцепляются друг с другом. Исполнительные механизмы 165, 167 вращают малые зубчатые колеса 162, 163.
Машина снабжена четырьмя магазинами для нитеводителей, расположенными сбоку относительно рабочих областей и схематически показанными ссылочными позициями 171, 172, 173 и 174, которые дают возможность заменять рабочие нитеводители автоматической системой, аналогичной системе, используемой для автоматической смены инструментов в металлорежущем станке. Соединение 147, 149 типа ласточкина хвоста позволяет легче осуществлять замену.
Способы образования ткани
Таким образом, были описаны конструктивные органы, теперь будет приведено описание двух
рабочих способов, хотя
следует понимать, что на той же машине можно выполнять другие процедуры образования ткани, следуя принципам, на которых базируется настоящее изобретение.
Во время первого этапа рабочего цикла создаются два паголенка изделия обычными способами, при которых непрерывно вращаются цилиндры 1C, 3C. Два паголенка можно начинать с закрытого мыска, применяя одну из систем, описанных в публикациях, на которые сделана ссылка во вводной части, и образующих неотъемлемую часть настоящего изобретения. Далее, на втором этапе процесса кольцевые игольницы игл на цилиндрах 1C, 3C действуют в сочетании с прямолинейными игольницами 11A, 11B для формирования основной части изделия. Во время этого этапа производственный процесс можно выполнять большим количеством различных способов.
На фиг. 11A-11Т схематически показаны движения органов образования ткани во время следования первому рабочему способу.
На фиг. 11A показано предельное положение, которое для удобства будет принято в качестве начального момента в описании движений отдельных органов. Предполагается, что прямолинейные игольницы 11A, 11B уже осуществили закрывание так называемого слоночного шва, то есть нижнего участка основной части между двумя паголенками посредством перекрещивания их нитей способом, который в основном известен из прототипа, на который делалась ссылка во вводной части.
На фиг. 11A показаны нитеводители G1, G2, G3, G4, которые работают на цилиндре 1C, и нитеводители G5, G6, G7, G8, которые работают на цилиндре 3C. Нитеводители G10-G13 не показаны. Они в этом случае не используются, потому что средние части участка стана изготавливаются, используя нити, подаваемые нитеводителями G1, G3, G6, G8, что будет описано ниже. Позициями A1, A2, A3 и A4 схематически показаны четыре подавателя замков 1F, то есть четыре группы клиньев замков, которые управляют поднятием и опусканием игл цилиндра 1C. Позициями A5, A6, A7, A8 аналогичным образом показаны подаватели замка 3F, связанного с цилиндром 3C. Позициями A9 и A14 схематически показаны подаватели, расположенные на каретках 17A, 17B для игольниц 11A и 11B соответственно.
Как показано также на фиг. 11A, в изображенном примере подаватели A1-A9, A14 находятся в начальном положении своей линии движения, которая, как будет ясно при рассмотрении следующих чертежей, представляет возвратно-поступательный ход. Нитеводители G1-G8, схематически показанные в виде маленьких кружков, точно так же находятся в начальных положениях их соответственных линий движения, близких к их соответственным игольницам на средней плоскости, показанной позицией P-P, содержащей оси цилиндров 1C и 3C.
Как известно, при вязании трубчатых изделий поочередно используются нити левой крутки и правой крутки, чтобы образовать различные петельные ряды. Эти нити обычно обозначают нитями S-крутки и Z-крутки. Для ясности на фиг. 11A в скобках для каждого нитеводителя G1-G8 показан тип крутки нити, подаваемой конкретным нитеводителем. В технике также известно, что вместо нитей противоположных круток можно использовать нити отличающихся технических и структурных характеристик, например, одной из "Ликры" и одной из "Найлона" и так далее. В контексте настоящего описания и формулы изобретения выражение "пара нитей различных характеристик" следует понимать, что оно означает любую возможную альтернативу чередованию нитей S и Z-круток.
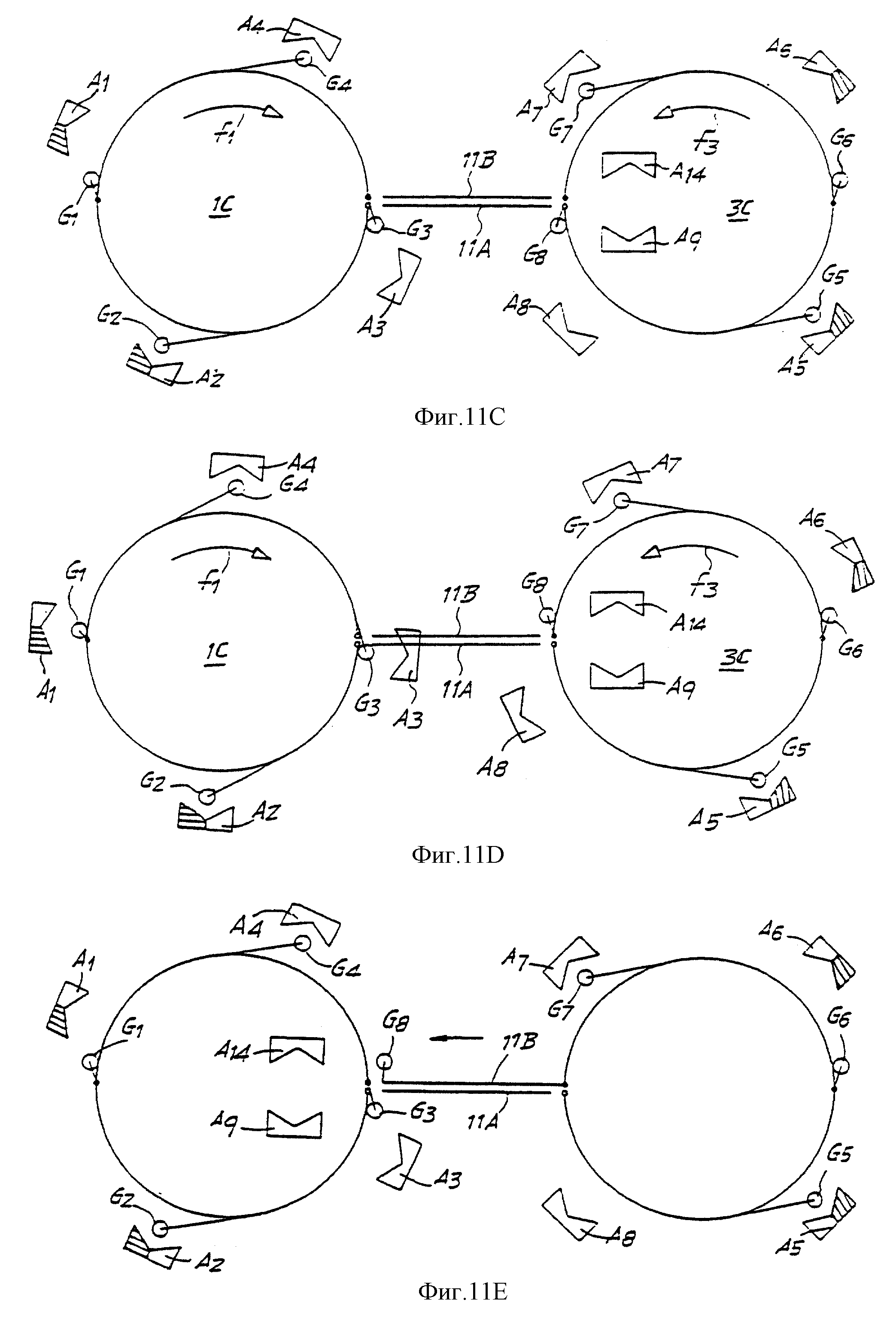
На фиг. 11B показано начало движений подавателей A1-A8, а отсюда и замков 1F, 3F, на которых они расположены. На этом этапе вращение осуществляется по часовой стрелке в случае подавателей A1-A4, расположенных на замке 1F (стрелка f1), и против часовой стрелки в случае подавателей A5-A8, расположенных на замке 3F (стрелка f3). Во время этого этапа подаватели A9 и A14 все еще неподвижны, тогда как другие подаватели начинают двигаться. Вначале они изображают нерабочую линию движения, показанную на фиг. 11A и заканчивающуюся за пределами плоскости, обозначенной позицией P-P, содержащей оси цилиндров 1C, 3C. В этом положении они начинают работать на иглах, соответствующих кольцевым полуигольницам, за их движением следуют нитеводители. На фиг. 11B показано, что подаватель A1 находится примерно на расстоянии двух третьих частей своей активной линии движения по нижней (если смотреть на рисунок) кольцевой полуигольнице, тогда как иглы, которые он поднимает и опускает, вновь снабжаются нитью нитеводителем G1, который движется от положения на средней плоскости P-P вместе с подавателем A1. Движение кончика нитеводителя следует по кольцевой линии игольницы в результате двойного перемещения (параллельного и перпендикулярного плоскости P-P), сообщаемого каждому нитеводителю G1-G8, как описано выше. Подаватель A2 описывает примерно одну третью часть своей собственной линии движения, за которым следует нитеводитель G2. Подаватели A3 и A4 вместе с нитеводителями G3 и G4 соответственно проходят по верхней кольцевой полуигольнице цилиндра 1C. Положение на цилиндре 3C представляет собой зеркальное отображение описанного положения, где подаватели A5 и A6 действуют на нижней кольцевой полуигольнице с нитеводителями G5 и G6, в то время как подаватели A7 и A8 с нитеводителями G7 и G8 движутся по верхней кольцевой полуигольнице. Движение продолжается, пока не будет достигнута показанная на фиг. 11D конфигурация: здесь подаватели A3 и A8 завершили активный участок своих линий движения и начинают двигаться по нижним полуигольницам, не образуя переплетений, поскольку их нитеводители G3 и G8 остановились приблизительно на средней плоскости P-P. Подаватели A1 и A6 аналогичным образом закончили свою активную линию движения и начинают двигаться по верхним полуигольницам, не образуя переплетения, поскольку нитеводители G1 и G6 остановились приблизительно на плоскости P-P. Подаватели A2 и A4 на цилиндре 1C и подаватели A5 и A7 на цилиндре 3C все еще находятся в промежуточном положении на своей активной линии движения вокруг соответственных полуигольниц.
В этот момент каретки 17A, 17B с их соответственными подавателями A9 и A14 выполняют движение справа налево (фиг. 11E). На этой линии движения подаватель A9 пассивный, тогда как подаватель A14 образует ряд переплетений вдоль прямолинейной игольницы 11B с подачей нити нитеводителем G8, который движется по прямолинейной игольнице от своего местоположения, показанного на фиг. 11D, к своему местоположению, показанному на фиг. 11E.
При последующем прохождении от конфигурации, показанной на фиг. 11E, к конфигурации, показанной на фиг. 11F, обратное движение кареток 17A, 17B вызывает возвращение подавателей A9 и A14 к их первоначальным положениям. При этом движении, хотя подаватель A9 все еще является пассивным, подаватель A14 образует второй ряд переплетений вдоль игольницы 11B при распределении нити нитеводителем G3. Нити нитеводителей G3 и G8 имеют противоположные крутки (S для G3 и Z для G8), так что два последовательных ряда переплетений на игольнице 11B образуются нитями чередующихся круток. При двух описанных со ссылкой на фиг. 11D-11F движениях нити нитеводителей G3 и G8 прошли от кольцевых игольниц цилиндров 1C и 3C соответственно к прямолинейной игольнице 11B. Это можно легко отрегулировать посредством гарантирования, что конец соответственного нитеводителя движется между кольцевой игольницей и прямолинейной игольницей несколько после плоскости игл прямолинейной игольницы 11B.
От положения, показанного на фиг. 11F, подаватели A9 и A14 выполняют нерабочий ход справа налево (фиг. 11G), после чего идет следующий ход слева направо (заканчивающийся в конечном положении, показанном на фиг. 11H), во время которого подаватель A14 образует ряд переплетений вдоль игольницы 11B нитью, распределяемой нитеводителем G8, тогда как подаватель A9 снова выполняет нерабочий ход. При последующем ходе справа налево (переход от фиг. 11H к фиг. 11I) нитеводитель G3 следует за подавателем A14 от цилиндра 3C к цилиндру 1C с целью образования ряда переплетений вдоль игольницы 11B, тогда как подаватель A9 остается пассивным.
Следовательно, в последовательности этапов, идущей от фиг. 11A к фиг. 11I, на прямолинейной игольнице образуются четыре петельных ряда переплетений, используя нити, распределяемые нитеводителями G3 и G8, тогда как на игольнице 11A переплетения не образуются.
Прохождение от фиг. 11I к фиг. 11J завершает активную линию движения подавателей A2, A4 вокруг цилиндра 1C и A5, A7 вокруг цилиндра 3C, где каждый нитеводитель достигает диаметрально противоположного положения относительно начального положения, показанного на фиг. 11A.
В этот момент происходит изменение на обратное движения замков 1F, 3F, а отсюда и их подавателей A1-A8, где подаватели A1-A4 начинают вращаться против часовой стрелки, а подаватели A5-A8 - по часовой стрелке вокруг их соответственных цилиндров. На фиг. 11К подаватель A2 начал образование переплетений на нижней полуигольнице цилиндра 1C, используя нить, распределяемую нитеводителем G1, тогда как подаватель A4 начал образование переплетений на верхней полуигольнице. Подаватели A1 и A3 достигли примерно плоскости P-P, откуда начинается их активная линия движения. Ситуация на цилиндре 3C оказывается зеркальным отображением этой ситуации, когда подаватель A5 начинает образование переплетения нитью, распределяемой нитеводителем G6 на нижней игольнице, а подаватель A7 начинает образование своего собственного петельного ряда переплетений на верхней полуигольнице, используя нить, распределяемую нитеводителем G8. Подаватели A6, A8 завершают свой нерабочий ход, чтобы начать образование переплетений от момента, когда они проходят плоскость P-P.
На фиг. 11L все восемь подавателей A1-A8 работают на своих соответственных игольницах. Можно легко проверить, что нити распределяются таким образом, что на каждой полуигольнице образуются петельные ряды чередующимися нитями Z и S-круток.
На фиг. 11М на цилиндре 1C подаватели A4 и A2 прошли за пределы конца своего действительного активного хода и их соответственные нитеводители G3 и G1 оказываются неподвижными примерно на средней плоскости, тогда как на цилиндре 3C подаватели A7 и A5 примерно завершают свой активный ход, в конце которого нитеводители G8 и G6 будут слева на средней плоскости, как можно видеть на следующей фиг. 11N.
При прохождении от фиг. 11М к фиг. 11N происходит также движение подавателей A9 и A14 слева направо. И это время подаватель A14 выполняет нерабочий ход, тогда как подаватель A9 образует ряд переплетений вдоль прямолинейной игольницы 11A, используя нить, распределяемую нитеводителем G1, который движется от кольцевой игольницы цилиндра 1C к прямолинейной игольнице 11A и следует за движением подавателя A9 с целью достижения положения, показанного на фиг. 11N.
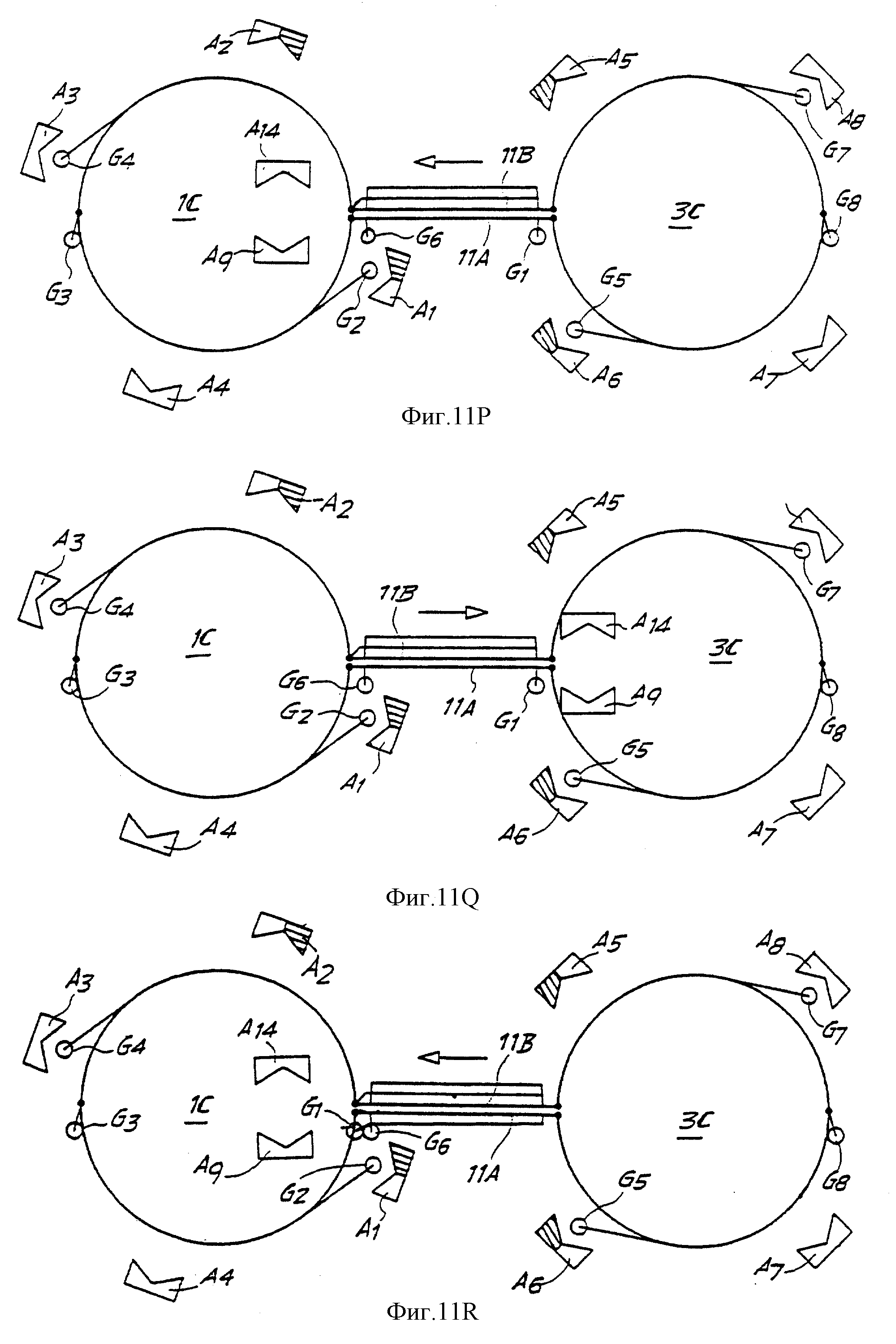
После этого для получения показанной на фиг. 11P конфигурации подаватели A9 и A14 осуществляют ход справа налево, причем подаватель A14 выполняет нерабочий ход, тогда как подаватель A9 образует петельный ряд переплетений вдоль игольницы 11A, используя нить, распределяемую нитеводителем G6, который в результате движется справа налево. После этого (переход к конфигурации на фиг. 11Q) подаватели A9 и A14 выполняют нерабочий ход справа налево, а затем (переходя от фиг. 11Q к фиг. 11R) ход слева направо, при котором подаватель A9 использует нить из нитеводителя G1 с целью образования третьего петельного ряда переплетений вдоль игольницы 11A, тогда как подаватель A14 выполняет нерабочий ход. Таким образом, нитеводитель G1 возвращается к исходному положению, показанному на фиг. 11М. При последующем движении к конфигурации, показанной на фиг. 11S, подаватели A9, A14 возвращаются слева направо, причем подаватель A14 выполняет нерабочий ход, а подаватель A9 образует четвертый петельный ряд переплетений, используя нить, распределяемую нитеводителем G6, который, таким образом, возвращается к исходному положению, показанному на фиг. 11N.
Последующее возобновление вращения подавателей A1-A8 (фиг. 11Т) приводит органы образования ткани (подаватели A1- A8 и нитеводители G1-G8) обратно к первоначальному показанному на фиг. 11A положению, чтобы начать новый цикл. Работа циклически повторяется, пока не будет закончен участок стана, включая необязательное создание эластичного пояса посредством известной техники.
На фиг. 13 схематически показано изделие, создаваемое этим действием образования ткани. L1 и L2 представляют два паголенка, а С представляет основную часть. Последняя создается, в основном, в шести зонах или участках, образуемых соответственно четырьмя полуигольницами цилиндров 1C, 3C (то есть каждой из игл половины цилиндра) и двумя прямолинейными игольницами. C1 и C2 являются боковыми участками, создаваемыми на двух полуигольницах цилиндра 1C, C3 и C4 представляют два боковых участка, создаваемых двумя полуигольницами цилиндра 3C, а C5 и C6 являются соответственно передним и задним участками, образуемыми прямолинейными игольницами 11A и 11B соответственно. Позициями B1-B6 показаны линии деления между шестью указанными выше участками. Следует отметить, что вдоль линий B1 и B4 создается соединение между соответствующими участками C1, C2 и C3, C4 просто подачей каждой нити не только к этой конкретной полуигольнице, но также к первым нескольким иглам соседней полуигольницы. Таким образом, например, нить, распределяемая нитеводителем G1, подается также к первым нескольким крайним левым иглам верхней полуигольницы цилиндра 1C (сравните фиг. 11C и 11D).
Переход нити от кольцевой игольницы к прямолинейной игольнице не создает проблем. Однако переход ее в обратном направлении требует обеспечения соответствующего нитеводителя дополнительным направляющим элементом, который выполняет функцию, показанную на фиг. 14A-14F, иллюстрирующих способ, которым общий нитеводитель G переходит со своей общей нитью F от прямолинейной игольницы 11B к полукольцевой игольнице 1C, где игольницы изображены их соответственными иглами. На фиг. 14A нитеводитель распределяет свою нить по иглам прямолинейной игольницы. На фиг. 14B нитеводитель находится между прямолинейной игольницей 11A и кольцевой полуигольницей цилиндра 1C и движется между двумя игольницами (фиг. 14C). В этот момент направляющий орган G', принадлежащий общему нитеводителю G, временно остается в положении, достигнутом на фиг. 14C, хотя нитеводитель G движется обратно (фиг. 14D); оба органа G и G' перемещаются вплоть до кольцевой игольницы 1C, а нитеводитель G затем продолжает свое прохождение по этой кольцевой игольнице 1C (фиг. 14F), позволяя, таким образом, иглам кольцевой игольницы захватить нить F, распределяемую через направляющий орган G', который затем следует за нитеводителем G и возвращается к своей стороне.
Фиг. 12 иллюстрирует часть вязаной ткани, полученной описанным выше способом. Позициями C1, C3 и C5 и здесь обозначены участки основной части, создаваемой на кольцевых полуигольницах цилиндров 1C и 3C и на прямолинейной игольнице 11A. Все изображение представляет зону, уменьшенную до петельных рядов трех переплетений, но следует понимать, что образованная ткань распространяется на гораздо большее количество переплетений. Схематически показанные на фиг. 12 петельные ряды служат для демонстрирования путей отдельных нитей, которые образуют различные зоны. Нити обозначены позицией F, после которой следует цифра, соответствующая нитеводителю, от которого они были распределены (например, нить F1 была распределена нитеводителем G1 и так далее). Ради простоты нити Z-крутки показаны черным цветом, а нити S-крутки белым цветом. Как ясно из этой фигуры, в то время как части C1-C4 образованы лицевой тканью, части C5 и C6 образованы изнаночной тканью. Это составляет характерную особенность изделия, создаваемого соответствующей настоящему изобретению машиной, в которой определенные участки C5 и C6 основной части создаются прямолинейными игольницами, которые работают в обратной конфигурации относительно кольцевых игольниц, которые образуют боковые участки основной части.
Во время образования основной части изделие внутри машины принимает положение,
схематически показанное на фиг. 15. Паголенки L1 и L2,
образованные на предыдущем этапе иглами 5 цилиндров 1C и 3C, всасываются внутрь труб 77 и 79, в которых создан вакуум. Нижние концы двух труб
находятся вблизи плоскости, на которой образуется ткань на
цилиндрах 1C, 3C. Пара лапок или выступов 77A и 79A проходит от двух труб 77 и 79 по направлению к прямолинейным игольницам для удержания
создающейся ткани в правильном положении. Участки C5 и C6
основной части, которые образуются прямолинейными игольницами 11A и 11B, всасываются в среднюю зону между двумя трубчатыми элементами 77 и
79. Прорези 77F и 79F вдоль двух трубчатых элементов 77 и 79
дают возможность ткани создающейся
основной части двигаться вверх, чтобы правильно ее образовали иглы 5 цилиндров 1C и 3C и иглы
13 игольниц 11A, 11B. В то время как паголенки L1, L2
увеличиваются от плоскости игл 5 по направлению вниз, средние участки C5 и С6 основной части увеличиваются от игольниц 11A, 11B вверх и,
следовательно, оказываются в изнаночной ткани.
На фиг. 16A-16P показан второй способ образования ткани соответствующей настоящему изобретению машиной. На этих фигурах таким же образом, как и на фиг. 11A-11Т, ссылочными позициями A1-A8 показаны восемь подавателей вокруг двух цилиндров 1C и 3C (подаватели A1-A4 в случае цилиндра 1C, подаватели A5-A8 в случае цилиндра 3C). И здесь позициями G1-G4 показаны нитеводители, принадлежащие цилиндру 1C, a G5-G8 - нитеводители, принадлежащие цилиндру 3C. Позиции A9 и A14 показывают подаватели, принадлежащие прямолинейным игольницам 11A, 11B, тогда как G10-G13 представляют четыре дополнительных нитеводителя, принадлежащих двум прямолинейным игольницам: нитеводители G12, G13 (с нитями S и Z-круток соответственно) для игольниц 11A и нитеводители G10, G11 (с нитями S и Z-круток) для игольниц 11B.
На фиг. 16A показано предельное положение, которое обычно будет приниматься в качестве начального момента рабочего цикла, показанного последующими фигурами, и во время которого будут образованы четыре петельных ряда переплетений на каждой части игольницы. В показанной на фиг. 16A конфигурации (которая по существу соответствует конфигурации на фиг. 11A) замки 1F, 3F, принадлежащие двум цилиндрам 1C, 3C, начинают вращаться по часовой стрелке (стрелка f1) и против часовой стрелки (стрелка f3) соответственно. Подаватели A1-A8 первоначально описывают нерабочую часть хода, приводящего каждое из них к средней плоскости, показанной позицией P-P. Вначале подаватели A1, A3 и A6, A8 проходят за пределы средней плоскости. При прохождении этого положения они начинают свой активный ход, во время которого они образуют переплетения вдоль соответствующих кольцевых полуигольниц нитями, распределяемыми их соответственными нитеводителями A1, A3, A6, A8. Эта конфигурация показана на фиг. 16B. Подаватели A9 и A14 временно оказываются неподвижными.
При продолжении вращения (фиг. 16C) подаватели A2, A4, A5, A7 также начинают образовывать соответственные петельные ряды, используя нити, распределяемые нитеводителями G2, G4, G5 и G7. Затем подаватели A9, A14 выполняют ход слева направо (стрелка f11 на фиг. 16D), во время которого они образуют ряд переплетений вдоль игольниц 11A, 11B нитями, распределяемыми нитеводителями G11 и G13 соответственно. На фиг. 16D нитеводитель G11 расположен над нитеводителем G10. На фиг. 16E показано конечное положение, достигаемое нитеводителями прямолинейных игольниц, когда подаватели цилиндров продолжают вращаться.
На фиг. 16F показано начало обратного хода подавателей A9, A14 справа налево. Во время этого хода подаватель A9 образует петельный ряд переплетений вдоль игольницы 11A, используя нить, распределяемую нитеводителем G12, который осуществляет движение справа налево. Подобным же образом подаватель A14 создает петельный ряд переплетений вдоль игольницы 11B нитью нитеводителя G10, который следует справа налево. На фиг. 16G показано конечное положение, достигаемое промежуточными подавателями A9, A14 в конце этого хода. Подаватели A1-A8 продолжают свои собственные линии движения. На фиг. 16G подаватели A6 и A8 закончили активную часть своего хода и их соответственные нитеводители G6 и G8 остановлены примерно на средней плоскости P-P, диаметрально противоположной положениям, которые они занимают на фиг. 16A. При продолжении вращения (фиг. 16H) остальные подаватели A1-A5, A7 также достигают средней плоскости и конца их активного хода, оставляя нитеводители в диаметрально противоположных положениях, которые они занимали на фиг. 16A. Каждый подаватель A1-A8 выполняет дополнительный нерабочий ход, чтобы вывести их из действия перед изменением на обратное их движение.
Между фиг. 16H и фиг. 16I подаватели A1-A8 изменяют на обратное свое направление движения, как показано стрелками f1, f3. Подаватели A9 и A14 временно остаются неподвижными. Подаватели A9, A14 также последовательно выполняют нерабочий ход слева направо и затем активный ход справа налево, во время которого они образуют петельный ряд переплетений вдоль игольницы 11A, используя нить, распределяемую нитеводителем G13, и петельный ряд переплетений вдоль игольницы 11B, используя нить, распределяемую нитеводителем G11. Следовательно, на фиг. 16I все нитеводители G10-G13 находятся между прямолинейными игольницами и цилиндром 1C.
На фиг. 16J можно видеть, что на этой стадии действия отдельные подаватели A1-A8 образуют соответственные петельные ряды переплетений нитями, отличающимися от нитей предыдущего этапа: подаватель A1 образует переплетения нитью, распределяемой нитеводителем G2 и так далее. Как и в способе, описанном со ссылкой на фиг. 11A-11Т, так и в этом случае нитеводители G1-G4 и G5-G8 распределяют нити с поочередными Z и S-крутками таким образом, что в заключение рабочего цикла на каждой кольцевой полуигольнице образуются четыре петельных ряда переплетении с чередующимися нитями S и Z-круток.
На фиг. 16J показано также начало следующего хода слева направо подавателей A9 и A14. Каждый из них образует один петельный ряд переплетений вдоль игольниц 11A и 11B нитями нитеводителей G10 и G12. Проходя через показанное на фиг. 16К положение, где подаватели A9 и A14 завершают свой ход, они достигают показанного на фиг. 16L положения конца хода, где нитеводители G10 и G12 оказываются у конца цилиндра 3C в пассивном положении, тогда как нитеводители G11 и G13 оказываются у конца цилиндра 1C.
На фиг. 16М подаватели A9 и A14 выполняют нерабочий ход справа налево, чтобы достигнуть показанное на фиг. 16N положение, тогда как подаватели A1-A8 продолжают вращаться до показанного на фиг. 16P положения. В этом положении все подаватели и нитеводители занимают положение, показанное на фиг. 16A.
На фиг. 16A-16P каждый нитеводитель показан со своей конкретной нитью. Движения нитеводителей G10-G13 в боковые положения осуществляются таким образом, чтобы вызывать перекрещивание нитей, которые они распределяют, нитями, распределяемыми нитеводителями G1-G8, так что части ткани, образованной на прямолинейных игольницах 11A, 11B, соединяются с частями, образуемыми на четырех кольцевых полуигольницах.
На фиг. 17 показана часть изделия, создаваемого этим способом. Такие же соображения, которые были высказаны в отношении фиг. 12, применимы также и здесь. Позициями F10 и F11 показаны нити, распределяемые нитеводителями G10 и G11, которые образуют промежуточную заднюю часть C6. Позициями F3 и F4 показаны нити, распределяемые нитеводителями G3 и G4 для образования части C2, тогда как позициями F7, F8 показаны нити, распределяемые нитеводителями G7 и G8 для образования части C4.
Только что описанный способ имеет преимущество по сравнению с предыдущим способом, состоящее в том, что в нем можно использовать отличающуюся нить для средней части участка стана от используемой для боковых частей. Это означает, что, например, ластовицу можно делать отличающейся нитью.
Вариант осуществления с колеблющимися балансирами (фиг. 18- 23)
На фиг. 18-23 показан другой способ движения
нитеводителей.
В этом варианте осуществления нитеводители, принадлежащие двум цилиндрам 1C и 3C, движутся на двух парах противолежащих балансиров 201, 203 и 205, 207. Показанный на фиг. 18 разрез иллюстрирует четыре пары наложенных балансиров, потому что этот вариант осуществления обеспечивает возможность получить много пар балансиров для выбора большого количества различных нитей на различных этапах процесса образования изделия. Однако в остальной части описания ссылка будет производиться только на две пары балансиров, причем следует понимать, что, когда используется больше наложенных пар (всегда четное количество), способы работы остаются по существу такими же, за исключением того, что в качестве альтернативы можно использовать большое количество балансиров с соответствующими нитеводителями.
На фиг. 19A-19E показан вид сверху последовательных положений двух пар балансиров при образовании четырех последовательных петельных рядов переплетений для основной части С одежды. На фиг. 19A видны только два противолежащих балансира, расположенных в одной и той же плоскости, потому что балансиры второй пары находятся ниже и выше, и поэтому их не видно. Обе пары балансиров можно видеть отделенными друг от друга на фиг. 19B и фиг. 19D.
Два балансира 201, 203 и 205, 207 двух пар смонтированы на соответственных спаренных качающихся рычагах 209, 211, поворачивающихся на общих осях X1, X2. Четыре балансира и четыре спаренных качающихся рычага вместе образуют четыре четырехстержневых цепи.
Нитеводители на одной и той же системе пронумерованы так, как принято на фиг. 10. Нитеводители G1 и G5 смонтированы на балансире 207, нитеводители G2 и G6 - на балансире 203, нитеводители G3 и G7 - на балансире 205 и нитеводители G4 и G8 - на балансире 201. С целью упрощения чертежа подаватели цилиндров опущены, но следует понимать, что цилиндры осуществляют возвратно-поступательные движения и синхронизированы с движением нитеводителей G1-G8, как уже было показано в варианте, представленном на фиг. 16A-16P. На фиг. 19A нитеводители наложены парами друг на друга, и на этой фигуре это обстоятельство отмечено использованием двойной нумерации.
В противоположность предыдущим вариантам осуществления каждая из прямолинейных игольниц 11A, 11B имеет два подавателя, обозначенных позициями A9', A9'' и A14', A14'' соответственно, а не только один. Движения двух пар подавателей осуществляются в противоположных направлениях, в том смысле, что они движутся одновременно возвратно-поступательным образом, но в противоположных направлениях, не совпадая по фазе друг с другом на 180o. Прямолинейные игольницы также имеют нитеводители G10-G13, которые в этом случае передвигаются подавателями A9', A9'', A14', A14'' таким же образом, как и в прямолинейной машине, и в последовательности, которая будет описана ниже.
Со ссылкой на фиг. 19A-19E вначале будет приведено описание последовательности действий, благодаря которым образуется основная часть, тогда как механизмы, которые приводят в действие балансиры, будут описаны позже. В последующем описании, когда производится ссылка на определенные угловые перемещения, эти перемещения следует понимать приблизительными и показательными, а отсюда не ограничивающими, если не оговорено особо.
В показанной на фиг. 19A конфигурации нитеводители находятся в предельном положении, соответствующем положению фиг. 16A. Спаренные качающиеся рычаги 209, 211 начинают поворачиваться с относительным угловым перемещением на 90o, так что, когда качающиеся рычаги 211 осуществляют угловое перемещение на 180o против часовой стрелки (фиг. 19B), качающиеся рычаги 209 осуществляют перемещение только на 90o в том же направлении. В показанном на фиг. 19B положении нитеводители G1, G3, G5, G7 образовали полный петельный ряд переплетений своими соответственными нитями вокруг своих собственных кольцевых полуигольниц, тогда как нитеводители G2, G4, G6 и G8 образовали примерно половину петельного ряда своими нитями. В то же самое время создан петельный ряд переплетений вдоль прямолинейных игольниц 11A, 11B, используя нити от нитеводителей G11 и G12, посредством подавателей A9' и A14', в то время как нитеводители G10 и G13 все еще распределяют нити на подаватели A9" и A14", которые еще не завершили свой ход.
Далее, на фиг. 19C балансиры 205, 207 все еще находятся в положении, показанном на фиг. 19B, тогда как балансиры 201, 203, которые были под углом 90o за ними на фиг. 19B, теперь завершили первый ход на 180o, так что нити нитеводителей G2, G4 G6 и G8 завершили свои соответственные петельные ряды переплетений. В то же время нитеводители G10 и G13 и их соответственные подаватели A9" и A14" также закончили свой ход. Следовательно, в этой конфигурации на каждой кольцевой полуигольнице образованы два петельных ряда переплетений, а вдоль каждой прямолинейной игольницы также образованы два петельных ряда переплетений. На фиг. 19C петельные ряды показаны штрихами и линиями в виде цепочки.
В этот момент направление вращения качающихся рычагов 209 и 211 реверсируется. На фиг. 19D балансиры 205 и 207 снова оказываются в исходном положении, показанном на фиг. 19A, осуществив ход на 180o в противоположном направлении относительно предыдущего хода, в то время как балансиры 201, 203 отстают на 90o. В результате, каждая нить, распределяемая нитеводителями Gl, G3, G5 и G7, создала один полный петельный ряд вокруг соответственных кольцевых полуигольниц, тогда как нитеводители G2, G4, G6 и G8 все еще движутся и осуществили примерно половину хода с целью образования примерно половины петельного ряда своими нитями. Подаватели A9', A9'', A14', A14'' и их различные нитеводители G10-G13 выполняют ход в противоположном направлении уже описанному направлению; нитеводители G11 и G12 достигли конца своих ходов, тогда как нитеводители G10 и G13 находятся еще в промежуточном положении. На фиг. 19E органы образования ткани возвращены в положение начала цикла, показанное на фиг. 19A.
Как ясно из показанной на фиг. 19A-19E последовательности, два хода на 180o качающегося рычага 209 и качающегося рычага 211 обеспечивают два хода балансирам 201-207 с образованием четырех петельных рядов переплетений вдоль прямолинейных игольниц 11A, 11B и по четырем кольцевым полуигольницам, определяемым двумя цилиндрами 1C, 3C. Имея альтернативные нити в нитеводителях (например нити S и Z-круток соответственно), петельные ряды образуются попеременно нитями S и Z-круток.
Будет показано, что только что описанный вариант имеет конкретное преимущество, состоящее в том, что он сильно упрощает рабочий механизм нитеводителей. В то время как нитеводители G10-G13 можно приводить, как в обычных прямолинейных машинах, нитеводители G1-G8, принадлежащие двум цилиндрам, приводятся синхронно посредством воздействия на четыре спаренных качающихся рычага 209, 211. Все движения обоих спаренных качающихся рычагов и кареток, на которых расположены подаватели A9', A9'', A14', A14'', можно получить от движения замков, несущих подаватели цилиндров 1C и 3C. Поскольку подаватели A9', A9'' с одной стороны и подаватели A14', A14' с другой стороны приводятся в действие синхронно, но в противофазе, то можно использовать две каретки, прикрепленные, например, к ремню, движущемуся вокруг двух шкивов, для получения не совпадающих по фазе движений, а не две каретки 17A, 17B, объединенные друг с другом или иным путем приводимые в действие в одном и том же направлении.
Теперь будет описан возможный механизм для управления синхронным движением спаренных качающихся рычагов 209, 211, а отсюда и балансиров 201-207, со ссылкой на фиг. 18, 20 и 21. В этом иллюстративном варианте осуществления движение получается от вала 25, для чего на его верхнем конце с помощью шпонки закреплена малая шестерня 221, которая сцепляется с зубчатым венцом 223, прикрепленным с помощью шпонки к полому валу 225, поддерживаемому боковым блоком 227. Полый вал 225 оканчивается в цилиндрической втулочной части 229, которая поддерживает два маленьких поршня 231, 233, горизонтальные оси которых центрированы в вертикальной плоскости, содержащей ось вала 225. Два поршня 231, 233 поддерживаются центробежным образом двумя цилиндрическими, работающими на сжатие пружинами, вызывая их сжатие через два соответственных ролика 235, 237 относительно внутренней поверхности соответственных колебательных эксцентриков, форма которых видна на фиг. 21 и 22. Два эксцентрика 241, 243, связанных с верхним поршнем 231, определяют (фиг. 21A) активную внутреннюю поверхность цилиндрической формы, разделенную на две части различной протяженности, где два эксцентрика являются не одинаковыми. Более конкретно, эксцентрик 241 имеет протяженность по окружности, равную примерно 270o, тогда как эксцентрик 243 имеет протяженность по окружности, равную примерно 90o. Позициями 241X и 243X показаны две вертикальные оси поворота двух эксцентриков 241, 243. Колебанием эксцентриков управляют исполнительные механизмы, которые не показаны. Как видно на фиг. 21A-21D, колебание эксцентриков 241, 243 создает радиальное движение поршней 231.
Соосно с цилиндрической втулочной частью 229 находятся два наложенных диска 245, 247, первый из которых изготовлен за одно целое с валом 249, который, действуя через соответственное шпоночное соединение, поворачивает спаренный качающийся рычаг 211, а следовательно, вызывает колебание балансиров 205, 207, тогда как второй диск 247 неотъемлемо соединен с полым валом 251, который, действуя через шпоночную систему, поворачивает спаренный качающийся рычаг 209, а отсюда вызывает колебание балансиров 201, 203. Внутренний вал 249 соединен с селектором 253, который может сдвигать в осевом направлении вал 249 и полый вал 251 таким образом, что он может сцепляться с другим качающимся рычагом, подсоединенным к другим балансирам с другими нитеводителями, несущими другие типы нитей.
Диск 245 содержит две группы тангенциальных вырезов, разнесенных на 135o друг от друга и имеющих протяжение по окружности, равное примерно 45o. Тангенциальные вырезы 245A, 245B действуют в сочетании с поршнем 231 для устанавливания временной механической крутящей связи между втулочной частью 229 и диском 245 для передачи вращения ведущего вала 25 валу 249, а отсюда качающемуся рычагу 211.
В аналогичной компоновке вокруг поршня 233 расположены два эксцентрика 261 и 263, определяющих активную цилиндрическую поверхность. Упомянутые эксцентрики поворачиваются относительно двух вертикальных штифтов 261X, 263X, которые смещены на 90o от штифтов 241X, 243X. Эксцентрики 261, 263 имеют идентичную форму, диск 247 имеет два выреза 247A, 247B на противоположных боковых сторонах с протяжениями несколько больше 90o. Они действуют совместно с поршнем 233, чтобы временно соединять вал 251 для вращения с цилиндрической втулкой 229, а отсюда и для передачи вращательного движения качающемуся рычагу 209.
На фиг. 21A-21D показаны движения эксцентриков 241, 243, поршня 231 и диска 245 в течение одного рабочего цикла, во время которого балансиры 201-207 и качающиеся рычаги 209, 211 выполняют движения, описанные со ссылкой на фиг. 19A-19E. Фиг. 21A соответствует положению балансиров на фиг. 19A. Поршень 231 находится внутри выреза 245B. Вращение против часовой стрелки вала 225, а отсюда и цилиндрической втулки 229, не передается валу 249 в течение следующих 45o, потому что это составляет угловое протяжение выреза 245B. В конце этого поворота на 45o поршень 231 упирается в торцевую поверхность выреза 245B и сопровождает диск 245 до положения, показанного на фиг. 21B, заставляя диск 245 (а отсюда и вал 249 и прикрепленный к нему спаренный качающийся рычаг 211) выполнить поворот на угол 180o. Это соответствует поворотному движению на 180o, осуществляемому при прохождении от положения на фиг. 19A до положения на фиг. 19B. При последующем повороте на 135o цилиндрической втулки 229 диск 245 остается неподвижным, так как поршень 231 выходит в радиальном направлении. На фиг. 21C вал 225, а отсюда и втулка 229, завершили поворот на 360o, и теперь их движение изменяется на обратное в результате реверсирования направления вращения вала 25, а отсюда и подавателей цилиндров 1C и 3C (которые в этом варианте осуществления вращаются в одном и том же направлении друг с другом). Когда цилиндрическая втулка 229, а отсюда и поршень 231, достигают показанного на фиг. 21C положения, эксцентрики 241, 243 поворачиваются в первоначальное положение, чтобы толкать поршень в вырез 245A. Затем они следуют за поворотом на 45o втулкой 229, во время которого отсутствует механическое соединение с диском 245, и в результате качающийся рычаг 211 все еще остается неподвижным, пока поршень 231 не упрется в торцевую поверхность выреза 245A, и после этого начнет толкать диск 245 вокруг вместе с собой во вращательном движении. Это вращение диска 245 продолжается на 180o до показанного на фиг. 21D положения, где эксцентрики поворачиваются, чтобы вызвать радиальное центробежное движение поршня 231 и, следовательно, отсоединить диск 245 (который неподвижен) от цилиндрической втулки 229. Втулка продолжает вращаться, пока не завершит ход на 360o, то есть пока она не повернется в показанное на фиг. 21A положение, где осуществляется реверсирование движения и колебание эксцентриков 241, 243.
Спаренные качающиеся рычаги 209 и 211 соединены с соответственным средством 210 торможения (фиг. 18), которое в надлежащий момент останавливает их движение, так что их сила инерции не переносит их за пределы движений нижележащих дисков 245, 247.
На фиг. 22A-22D показаны различные положения, принимаемые во время одного и того же рабочего цикла поршнем 233, эксцентриками 261, 263 и диском 247. Для удобства иллюстрирования на фиг. 22A-22D показаны примеры смещения на углы 90o от показанных углов на соответствующих фиг. 21A-21D. Например, на фиг. 22A показано состояние, при котором втулка 229 уже выполнила первые 90o своего хода от начального момента, показанного на фиг. 21A цикла. От начала углового хода в течение первых 135o вращения вала 225 и втулки 229 диск 247 остается неподвижным. В этот момент поршень упирается в торцевую поверхность выреза 247B и начинает переносить диск 247 вокруг вместе с собой к показанному на фиг. 22B положению, то есть на 180o. В этой конфигурации вырезы 245A, 245B после этого сменили свое положение по сравнению с фиг. 22A. Эксцентрики поворачиваются, чтобы заставить поршень 233 выйти из выреза 245B и позволить цилиндрической втулке 229 завершить свой угловой ход на последние 45o (положение не показано), в то время как связанный качающийся рычаг удерживается неподвижно. В этот момент вал 225 и цилиндрическая втулка 229 реверсируют свои направления вращения. На фиг. 22C показана конфигурация системы после поворота на 90o в обратном направлении. Эксцентрики 261, 263 возвращены к положению, в котором они толкают поршень 233 в центростремительном радиальном направлении. После поворота на 135o от положения, где направление вращения было реверсировано, поршень 233 снова входит в соприкосновение с торцевой поверхностью выреза 247B и при продолжении вращения цилиндрической втулки 229 диск 247 снова устанавливает вращение, пока не достигнет показанной на фиг. 22D конфигурации, где эксцентрики 261, 263 поворачиваются, чтобы заставить поршень выйти из выреза 247B. Дальнейший поворот на 45o переводит систему в свою начальную конфигурацию, готовую для нового цикла.
На фиг. 20 представлена диаграмма, иллюстрирующая угловые ходы различных органов. По оси х показано угловое положение вращения вала 225 и цилиндрической втулки 229, тогда как по оси у показан угол поворота цилиндрической втулки 229, диска 245 и диска 247. Ссылочными позициями f1, f2 и f3 показаны три диаграммы, относящиеся к валу 225, диску 245 и диску 247.
Описанный выше вариант также дает возможность конструировать большое количество машин для одновременного образования множества изделий. На фиг. 23 показана конфигурация с двумя парами цилиндров 1C, 3C и 1C', 3C' с двумя парами прямолинейных игольниц 11, 11'. В этом случае каждый балансир несет четыре нитеводителя. Перемещение синхронизируется по двум секциям машин 1C, 3C, 11 и 1C', 3C', 11'.
Вариант осуществления, показанный на фиг. 24-28
Схематически машина содержит два рабочих боковых узла 501, 503, каждый из которых содержит цилиндр 501C, 503C
образования ткани по существу
обычного типа с игольными пазами, в которых могут скользить иглы 505, направители 507 (фиг. 30), замки 501F, 503F двух цилиндров 501C, 503C, которые несут на себе клинья
замков управления движением
направителя 507 игл 505.
Каждый цилиндр 501C, 503C имеет кольцо 501A, 503A для платин. Каждый из двух рабочих блоков 501 и 503 имеет аналогичную конструкцию и выполняет функции, аналогичные функциям цилиндра обычной кругловязальной машины для производства чулок.
Между двумя рабочими боковыми узлами 501 и 503 расположен промежуточный узел 511, состоящий из двух коротких наклонных игольниц 511A, 511B (фиг. 25), каждая из которых имеет свой собственный игольный паз 512 для размещения и направления игл 513, и направители, которые более подробно будут описаны ниже. Для каждой игольницы 511A, 511B имеется каретка 517A, 517B с электронным селектором; она приводится в возвратно-поступательное движение по прямой линии вдоль соответственной игольницы и несет на себе иглу и клинья замка управления направителем. Две прямоугольные игольницы 511A, 511B смонтированы подобно перевернутой букве V, вершина которой направлена вниз, и расположены симметрично плоскости, содержащей оси цилиндров 501C, 503C.
Как будет объяснено ниже, два цилиндра 501, 503 образуют паголенки изделия, а позже эти же цилиндры в сочетании с двумя прямолинейными игольницами 511A, 511B образуют участок основной части.
Вращение каждого цилиндра создается общим ремнем 521 (показанным только частично на фиг. 24), который проходит вокруг двух шкивов 523A, 523B, соединенных с двумя цилиндрами 501C, 503C. Подшипники 525 поддерживают цилиндры 501C, 503C на неподвижной конструкции 526 машины. Замки 501F, 503F имеют подшипники 527.
Замки 501F, 503F вращаются посредством соответствующих ремней (на чертеже не показаны), которые проходят вокруг шкивов 528, изготовленных за одно целое с самими замками. Механизированный привод замков является независимым от привода цилиндров, чтобы обеспечить возможность либо вращения цилиндров при удержании неподвижными замков, либо вращения замков при удержании неподвижными цилиндров.
На конструкции 526 смонтированы также две направляющие 531, одна из которых видна на фиг. 25, причем другая расположена симметрично относительно средней плоскости машины, параллельно прямолинейным игольницам 511A, 511B. По каждой направляющей 531 перемещается толкатель (ползун) 533, изготовленный за одно целое с другой направляющей 535, перпендикулярной направляющей 531. За одно целое с толкателем 533 изготовлена также пластина 537, содержащая игольные пазы, в которых могут скользить рабочие направители игл 513 данной конкретной прямолинейной игольницы, как будет более подробно описано ниже.
Пластина 537 поддерживает также электрический двигатель 539 с малым зубчатым колесом 541, которое сцепляется с зубчатой рейкой 543, изготовленной за одно целое с кареткой 517A или с кареткой 517B. Вращение вала двигателя 539 перемещает соответственную каретку 517A или 517B по направляющей 535 с целью приведения в действие игл 513 соответствующей прямолинейной игольницы.
Положение пластины 537 относительно неподвижной конструкции 526 машины можно регулировать посредством установочного винта 547, который через пару конических шестерен 549 и дополнительную пару конических шестерен 551 вращает гайку 553, в которой сцепляется изготовленный за одно целое с пластиной 537 резьбовой штифт 555. Винт 547 проходит через машину и при симметричном расположении пар конических шестерен 549, 551 действует на пластину 537 другой прямолинейной игольницы 511B. Посредством вращения винта 547 можно изменять положение обеих пластин 537, вызывая их движение по их соответственным направляющим 531. Это обеспечивает средство регулирования расстояния между прямолинейными игольницами 511A, 511B, чтобы при необходимости можно было пропустить более толстые части изделия, например эластифицированную поясную тесьму.
Расположение органов приведения в действие игл и платин обеих прямолинейных игольниц 511A, 511B теперь будет более подробно описано со ссылкой на фиг. 25 и 28. На фиг. 25 показаны направители 561, которые скользят в индивидуальных пазах 563 в пластине 537, лежащие на наклонной плоскости, образующей с горизонталью угол, меньший чем плоскость, содержащая игольные пазы 512, в которых скользят иглы. В противоположность тому, что происходит в обычных машинах, направители 561 действуют не непосредственно на пятки игл 513, а на тяги 565, которые передают движение иглам 513 через качающиеся рычаги 567 (см., в частности, увеличенное изображение на фиг. 26), каждый из которых поворачивается относительно оси 567A на пластине 537 и соединен в точках 567B и 567C со связанными тягами 565 и связанной иглой 513 соответственно. Тяги 565 имеют выступы или пятки 565A (фиг. 25), приводимые в действие игольными клиньями, расположенными на соответственной каретке 517A или 517B для управления иглами 513, тогда как направители 561 приводятся в действие другими управляющими кулачками, расположенными на тех же каретках для поднятия игл 513. Однако движение игл 513 создается через кинематическую цепь, образованную тягами 565 и качающимися рычагами 567. Это потому, что каретки 517A, 517B имеют гораздо меньший наклон к горизонтали, чем иглы 513, чтобы оставить свободное пространство под ними для кольцевых игольниц цилиндров 501C, 503C.
На фиг. 25 и 26 видны также неподвижные платины 571 и подвижные платины 573 прямолинейных игольниц 511A, 511B. Подвижными платинами 573 управляют кулачки, расположенные на каретке 517A или 517B, действующие непосредственно на упомянутые платины. На фиг. 26 иглы 513 игольницы 511A опущены, а их платины 573 отведены, тогда как иглы игольницы 511B подняты, а платины 573 находятся в выдвинутом положении.
На фиг. 30 и 31 схематически показаны органы приведения в действие платин цилиндров 501C, 503C. На фиг. 30 видна также одна из игл 505 с ее пяткой 505A и ее направителем 507. Органы приведения в действие игл и направителей цилиндров, размещенные в замках 501F, представляют обычный тип и на чертеже не показаны. Однако работа платин изменена по причине пространства. Каждая платина, показанная ссылочной позицией 531, поворачивается на шарнире 581A в соответствующем гнезде в кольце 583, изготовленном за одно целое с соответственным цилиндром 501C. На фиг. 30 и 31 платины показаны в двух положениях, в выдвинутом и отведенном соответственно относительно области образования ткани, тогда как игла 505 всегда показана в поднятом положении. Следует понимать, что в показанном на фиг. 31 положении она должна скользить вниз, как показано стрелкой.
По сравнению с обычными машинами платинное кольцо 501A, то есть орган, содержащий эксцентрики для управления платинами 581, устанавливают на более низком уровне таким образом, что поворотное движение сообщается платинам 581 через соответствующий качающийся рычаг 587, проходящие приблизительно по направлению оси своего цилиндра, поворачивающийся относительно шарнира 587A в соответственном гнезде и связанный посредством шарнира 587B с соответственной платиной 581. Выступ 587C на качающемся рычаге приводится в действие средством 589 клиньев замка (фиг. 30) кольца 501A. На практике качающийся рычаг 587 представляет собой средство передачи движения от платинных клиньев управления самим платинам, и это означает, что платинные кольца 501A, 503A можно располагать ниже нормального положения, чтобы оставить пространство для пластин 537 и кареток 517D, 517B, несущих органы приведения в действие игл прямолинейных игольниц 511A, 511B.
Неподвижная конструкция 526 (фиг. 24) машины проходит вверх выше прямолинейных игольниц 511A, 511B и выше цилиндров 501C, 503C для образования кольцевого игольного паза 591, в котором вращается вращающийся элемент 593. Ось вращения вращающегося элемента 593 является вертикальной и проходит через центр прямолинейных игольниц 511A, 511B. Вращающийся элемент 593 несет на себе ряд упаковок нитей, две из которых видны на фиг. 24 и обозначены ссылочными позициями B1 и B2. Нити F1, F2, подаваемые упаковками B1, B2, проходят через отверстия 595, образованные в основании вращающегося элемента 593 и подаются вниз к органам образования ткани. Как можно, в частности, видеть на фиг. 32, в случае нити F2, она подается к нитеводителю 601, находящемуся на цепи 603, которая движется в горизонтальной плоскости и образует замкнутую линию движения, по которой следуют две прямолинейные игольницы 511A, 511B и две кольцевые игольницы на цилиндрах 501C, 503C. Линию движения цепи можно видеть, в частности, на фиг. 27. Линия движения цепи определяется игольным пазом 605 (фиг. 28), изготовленным за одно целое с пластиной 607, поддерживаемой конструкцией 526 машины. В показанном примере пластина 607 поддерживается кронштейнами 609, показанными с целью индикации на фиг. 24. На фиг. 27 и 28 показано также цепное колесо 611, которое передает движение цепи 603 с помощью исполнительного механизма (на чертеже не показан).
В показанном примере цепь 603 несет на себе два идентичных нитеводителя 601, находящихся не в фазе друг с другом на подходящую величину, как будет описано ниже, для подачи двух нитей F1, F2 от двух упаковок B1, B2, смонтированных на вращающемся элементе 593, но на цепи можно также расположить более двух нитеводителей с подходящими промежутками.
Каждым нитеводителем 601 управляет рычаг 613, который, действуя через соответственный эксцентрик известным способом, опускает нитеводитель или поднимает его и, следовательно, изымает его из игольницы, когда заканчивается вязаное изделие и требует изъятия. Когда это случается, нитеводители поднимаются и нити обрезаются и удерживаются в зажимах, как это известно специалистам в данной области техники, чтобы обеспечить возможность изъять изделие и начать следующее изделие.
Описанная таким образом машина работает следующим образом.
Изделие начинается с мысков, которые вначале могут быть открытыми или закрытыми одним из известных устройств типа, например, устройств, описанных в документах WO 95/31595, WO 95/34702, PCT/IT96/00102 (с приоритетом от итальянской заявки на патент F195A000116, зарегистрированной 24 мая 1995 г.), PCT/IT96/00139 (с приоритетом от итальянской заявки на патент F195A000165, зарегистрированной 14 июля 1995 г.). Положения этих документов включены в настоящее описание путем ссылки.
Паголенки вяжутся замками 501F, 503F неподвижных боковых узлов 501, 503 образования ткани и цилиндров 501C, 503C, вращающихся с непрерывным и (или) возвратно-поступательным движением. Прямолинейные игольницы 511A, 511B оказываются временно пассивными. Паголенки образуются посредством уже известных и используемых в настоящее время способов для отдельного образования паголенок чулочно-носочного изделия на кругловязальных машинах. На каждый цилиндр можно подавать соответственное количество нитей, например четыре. Одно из четырех подающих узлов каждого цилиндра 501C, 503C состоит из одной из нитей F1, F2, подаваемых через нитеводители 601 от паковок B1, B2, расположенных наверху вращающегося элемента 593, который на этом этапе процесса образования ткани остается неподвижным.
После завершения паголенок цилиндры 501C, 503C боковых узлов 501, 503 останавливаются, три подачи к каждому из цилиндров прерываются, иглы прямолинейных игольниц 511A, 511B поднимаются и перекрещиваются, чтобы образовать зону закрывания слоночного шва, и два нитеводителя 601 начинают непрерывное движение, каждый из которых продолжает подавать свою собственную нить Fl, F2, тогда как другие три подачи к каждому цилиндру, которые используются для образования паголенок, прерываются. Движение нитеводителей создается посредством привода цепи 603, которая движется по замкнутому пути, имеющему сходство с цифрой восемь, показанной на фиг. 27. Замки 501F, 503F боковых узлов 501, 503 движутся с непрерывным вращательным движением, тогда как каретки 517A, 517B, несущие клинья замков приведения в действие игл 513 прямолинейных игольниц 511A, 511B, перемещаются с возвратно-поступательным движением.
Иглы 505 обоих цилиндров 501C, 503C и иглы 513 обеих прямолинейных игольниц 511A, 511В практически образуют на этом этапе одну игольницу, форма которой соответствует, по существу, форме линии движения, по которой следует цепь 603, и посредством подачи двух нитей Fl, F2 через нитеводители 601 к этим иглам образуется основная часть изделия. Ясно, что во время этого этапа можно использовать больше двух подавателей, например четыре подавателя одновременно.
Выше цилиндров 501C, 503C и выше прямолинейных игольниц 511A, 511B расположена всасывающая труба 621, нижняя часть которой является плоской в средней части и параллельной прямолинейным игольницам 511A, 511B. Эта часть проходит вверх до места соединения с цилиндрической верхней частью 621B. По мере изготовления изделие всасывается в трубу 621, чтобы не мешать находящимся ниже органам образования ткани. Как можно видеть в частности на фиг. 32, средняя часть 621A плоской нижней части трубы 621 вращается, чтобы двигаться обратно в каждом цикле от той игольницы 511, иглы которой поднимаются, как показано на фиг. 32, где иглы игольницы 511A подняты, а часть 621A всасывающей трубы перемещена к игольнице 511A.
В то время как нитеводители 601 перемещаются с непрерывным движением по линии движения цепи 603, вращающийся орган 593 вращается относительно собственной вертикальной оси, направляемый по кольцевой линии 591 движения, чтобы нити F1 и F2 не спутывались.
Движения нитеводителей 601 и, следовательно, цепи 603 и клиньев приведения в действие игл прямолинейных игольниц 511A, 511B и цилиндров 501C, 503C должны быть правильно синхронизированы для достижения необходимой последовательности движения. На фиг. 33 показан один возможный способ управления нитеводителями и провязывающими замками, в которых используются два нитеводителя и, следовательно, два подавателя, а два нитеводителя 601A, 601B проходят вдоль прямолинейных игольниц 511A, 511B, не совпадая по фазе на 90o друг с другом. Когда нитеводитель 601B проходит от цилиндра 503C к игольнице 511B, нитеводитель 601A находится приблизительно под углом 90o позади положения, где он проходит от цилиндра 501C к прямолинейной игольнице 511A. Показано мгновенное положение провязывающего замка, который взаимодействует с нитеводителем 601A.
Из этого положения нитеводитель 601B движется с несколько уменьшенной скоростью вдоль прямолинейной игольницы 511B, в конечном итоге достигая положения 601B' на цилиндре 501C. В то же самое время нитеводитель 601A достиг положения 601A', а его провязывающий замок достиг положения A'. Угловое расстояние между нитеводителем 601A и замком A уменьшилось из-за замедления движения цепи 603, которой приводится нитеводитель (хотя замки обоих цилиндров вращаются с постоянной скоростью). Из положения 601A' нитеводитель 601A начинает двигаться через игольницу 511A с уменьшенной скоростью, в то время как нитеводитель 601B' начинает свой путь вокруг цилиндра 501C, приводимого в действие тем же самым провязывающим замком, который уже находится в положении A'.
Используя большее количество подавателей, можно обойтись без необходимости замедления движения нитеводителей по их линии движения.
Из предшествующего описания ясно, что каждая нить Fl, F2 подается к обеим цилиндрическим игольницам цилиндров 501C, 503C и к обеим прямолинейным игольницам 511A, 511B. Это делается возможным благодаря тому, что нитеводители 601 следуют по замкнутой линии движения, которая по существу проходит по очертанию игольниц. Тем не менее, при прохождении от прямолинейной игольницы к кольцевой игольнице и наоборот могут появиться проблемы, потому что цепь, несущая нитеводители, не может следовать точной линии движения игольниц. В соответствии с этим, чтобы сделать возможным точный проход нити от одного типа игольницы к другому, в четырех местах соединений расположены четыре механизма передачи, показанные на фиг. 32, 34 и 35. Более конкретно, на фиг. 35 виден механизм для прохождения нити от прямолинейной игольницы к кольцевой игольнице (игольнице цилиндра 501C в этом конкретном случае). Механизм содержит рычаг 641, шарнирно подвешенный к оси 643, изготовленной за одно целое с неподвижной конструкцией машины, или к поворотной средней части 621A всасывающей трубы 621. Рычаг 641 управляется гибким отвесом 645, нижний конец которого прикреплен к рычагу 641, в то время как его верхний конец присоединен к толкателю 647, который скользит в клине замка 649 типа прорези (фиг. 32 и 9A), образованном в кольце 651, изготовленном за одно целое с вращающимся элементом 593. Профиль клина замка типа прорези такой, чтобы вызвать колебание рычага 641 и других трех рычагов, подобно расположенным в четырех соединениях между прямолинейными игольницами и кольцевыми игольницами.
На фиг. 34 схематически показано несколько игл 505 от кольцевой игольницы цилиндра 503C и игл 513, соседних с ними, от двух прямолинейных игольниц 511A, 511B. Толстыми линиями показаны и отмечены позициями 641A, 641B маршруты, которым следуют два рычага 641, которые помогают переносу от прямолинейной игольницы 511A к кольцевой игольнице цилиндра 503C и от последней к прямолинейной игольнице 511B соответственно. Практически, когда нитеводитель следует по кривой, обозначенной позицией X, определяемой линией движения, по которой следует цепь 603, рычаг 641A берет свою нить от игл 513 игольницы 511A и подталкивает ее к иглам 505 цилиндра 503C, которые находятся в промежуточной области между двумя прямолинейными игольницами. Для противоположного действия, когда нитеводитель проходит по кривой Y от цилиндра 503 к игольнице 511B, рычаг 641B подталкивает нить к середине двух прямолинейных игольниц.
Изделие, создаваемое на описанной здесь машине, имеет конструкцию, схематически показанную на фиг. 36, где позициями L1 и L2 показаны паголенки, связанные цилиндрами 501C, 503C, в то время как прямолинейные игольницы 511A, 511B удерживаются неактивными. Буква С является общей ссылочной позицией для основной части изделия, которая, в свою очередь, изготовлена из четырех участков, C1, C3, C5 и C6, которые изготовлены иглами цилиндра 501C, иглами цилиндра 503C и иглами игольниц 511A и 511B соответственно. Позициями B2, B3, B5 и В6 показаны линии соединения, получаемые при прохождении между прямолинейными игольницами и кольцевыми игольницами цилиндров 501C, 503C. Эти зоны показаны на диаграмме фиг. 37, где позициями F1 и F2 показаны две нити, из которых вяжется основная часть, позициями C1, C3 и C5 показаны участки основной части, как на фиг. 36. Как можно видеть на фиг. 37, вся основная часть изготовлена из ткани лицевой стороны.
Следует понимать, что на фигуре показан только иллюстративный вариант осуществления, исключительно в качестве практической демонстрации изобретения, конструкцию которого можно изменять в отношении форм и расположений, не выходя при этом за рамки концепции, лежащей в основе упомянутого изобретения. Наличие любых ссылочных позиций в прилагаемой формуле изобретения предназначено для цели облегчения чтения формулы изобретения со ссылкой на описание и чертежи и не ограничивает объем охраны, представляемый формулой изобретения.
Реферат
Машина содержит два боковых узла, каждый из которых имеет свой собственный цилиндр образования ткани с множеством игл и с органами приведения в действие игл, при этом цилиндры расположены параллельно друг другу и находятся близко друг к другу, а в промежутке между двумя цилиндрами находятся две прямолинейные игольницы, каждая со своими собственными иглами и органами для приведения в действие игл и игольниц. Технический результат - создание машины, производящей трико или другую продукцию с закрытыми мысками паголениц. 3 с. и 45 з.п. ф-лы, 37 ил.

Формула
2. Машина по п.1, отличающаяся тем, что прямолинейные игольницы расположены наклонно относительно друг друга в форме буквы V с вершиной, направленной вниз.
06.11.1996 - по пп.1-20, 32-40 и 44-48;
24.07.1997 - по пп.21-31 и 41-43.
Комментарии