Изоляционная система из композиционного материала - RU2746507C2
Код документа: RU2746507C2
Чертежи















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение, как правило, в целом относится к изоляционной системе для труб, адаптируемой к массовому производству по индивидуальным заказам и предназначенной для применений в промышленных транспортных средствах, автомобилях и транспортных средствах для отдыха, которые предусматривают перемещение текучих сред по трубам и трубопроводам.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Изолированные трубы в отраслях промышленности и транспорта часто являются специфическими для конкретного применения, и они часто представляют собой компоненты, выпускаемые малыми партиями с ежегодной потребностью до тысячи штук в год. Во многих применениях требуется изготовление изоляции конкретно для заданной геометрии трубы и при требованиях к изоляции, специфических для конкретного применения. Как правило, изоляция не является гибкой или адаптируемой для различных конфигураций. Часто требуется, чтобы изоляция обеспечивала теплоизоляцию, защиту трубы, была астатически приемлемой и долговечной для длительных периодов использования. Современные методы, как правило, требуют оснастки, специфической для компонента, или трудоемких способов размещения и, как правило, не выполняются на заданном уровне в одной или более зон. Часто изоляция трубы является одинаковой на всем компоненте для минимизации сложности наложения, хотя тепловые потери, обнаруживаемые во всей системе, не являются однородными.
[0003] Кроме того, трубопроводы для автомобилей и технологические трубопроводы, как правило, имеют сложные формы, сужения или тому подобное для их направления в надлежащее место выхода, и часто любой отдельный компонент представляет собой специфический компонент. Следовательно, существует потребность в адаптируемой к требованиям заказчика, изоляционной системе, которая может быть выполнена с бесконечным множеством конфигураций для различных применений.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0004] Варианты осуществления настоящего изобретения направлены на удовлетворение вышеуказанных потребностей и/или достижение других преимуществ посредством обеспечения устройств и способов для создания адаптируемой к массовому производству по индивидуальным заказам, изоляционной системы из самоформующегося армированного волокнами композиционного материала, которая может быть наложена простым образом на отдельные трубы или может эффективно функционировать на конфигурациях деталей крупносерийного производства. Варианты осуществления изобретения относятся в целом к изоляционной системе из армированного волокнами композиционного материала, которая выполнена с возможностью наложения на компонент и содержит: один или более конструкционных армирующих слоев, причем упомянутые один или более конструкционных армирующих слоев выполнены с возможностью обеспечения их соответствия по форме компоненту; самоформующееся волокнистое покрытие, содержащее пружинообразную структуру, выполненную с возможностью обеспечения сжатия вокруг компонента, и один или более растворов жидких полимерных матриц, выполненных с возможностью нанесения на упомянутые один или более конструкционных армирующих слое и/или самоформующееся волокнистое покрытие, размещенные на компоненте, для формирования изоляционной системы из армированного волокнами композиционного материала, при отверждении. По существу, в некоторых случаях система содержит очень гибкое, самоформующееся покрытие, один или более волокнистых базовых слоев, одну или более матричных систем с высокой степенью адаптируемости к требованиям заказчика, поверхностное покрытие и средство зажима, которые выполнены с возможностью наложения/монтажа на компоненте и теплового отверждения на компоненте при отсутствии потребности в наружных частях форм.
[0005] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более конструкционных армирующих слоев содержат конструкционные волокна, волокна на основе смол и/или эластичные волокна, при этом конструкционные волокна включают стекловолокна, углеродные, полимерные, керамические, металлические, минеральные и/или натуральные волокна, и волокна на основе смол включают волокна на основе полиэтилентерефталата (ПЭТ), полиамида (ПА), полифениленсульфида (PPS), полифениленового эфира/полифениленоксида (ПФО), полиэтиленимина (PEI), полиэфирэфиркетона (ПЭЭК), фторсодержащих полимеров, таких как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (ПВДФ) и/или сополимер этилена и тетрафторэтилена (ETFE).
[0006] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более конструкционных армирующих слоев содержат плетеные волокнистые материалы, трикотажные волокнистые материалы, тканые волокнистые материалы и/или нетканые волокнистые материалы.
[0007] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более конструкционных армирующих слоев содержат полимерные пленки, металлические пленки, металлизированные полимерные пленки, фольгу, пленки, армированные волокнами, и/или фольгу, армированную волокнами.
[0008] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления самоформующееся волокнистое покрытие содержит плетеные волокнистые материалы, трикотажные волокнистые материалы, тканые волокнистые материалы и/или нетканые волокнистые материалы.
[0009] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления самоформующееся волокнистое покрытие содержит конструкционные волокна, волокна на основе смол и/или эластичные волокна, при этом конструкционные волокна включают стекловолокна, углеродные, полимерные, керамические, металлические, минеральные и/или натуральные волокна, и волокна на основе смол включают волокна на основе полиэтилентерефталата (ПЭТ), полиамида (ПА), полифениленсульфида (PPS), полифениленового эфира/полифениленоксида (ПОФ), полиэтиленимина (PEI), полиэфирэфиркетона (ПЭЭК), фторсодержащих полимеров, таких как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (ПВДФ) и/или сополимер этилена и тетрафторэтилена (ETFE).
[0010] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более растворов жидких полимерных матриц содержат дисперсию измельченного термопластичного полимера в органическом или неорганическом растворителе.
[0011] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более растворов жидких полимерных матриц содержат одну или более добавок, выбранных из группы, содержащей поверхностно-активные вещества, эмульгаторы, диспергаторы, реологические модификаторы и функциональные добавки.
[0012] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более растворов жидких полимерных матриц содержат термореактивный полимер, при этом термореактивный полимер содержит алкидные, амино-, эпоксидные, фенольные, полиимидные, полиуретановые или силановые полимеры.
[0013] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более растворов жидких полимерных матриц выполнены с возможностью втекания внутрь самоформующегося волокнистого покрытия и его по меньшей мере частичной пропитки для создания армированного волокнами композиционного материала.
[0014] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления упомянутые один или более растворов жидких полимерных матриц выполнены с возможностью втекания внутрь упомянутых одного или более конструкционных армирующих слоев и их по меньшей мере частичной пропитки для образования многослойного армированного волокнами композиционного материала.
[0015] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляционная система из композиционного материала дополнительно содержит один или более слоев из металлической фольги или из металлической фольги, армированной волокнами, выбранных из группы, содержащей алюминий, алюминий, армированный стекловолокном, нержавеющую сталь, никель и олово.
[0016] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляционная система из композиционного материала дополнительно содержит поверхностное покрытие, адаптируемое к требованиям заказчика и выполненное с возможностью нанесения на самоформующееся волокнистое покрытие, при этом поверхностное покрытие, адаптируемое к требованиям заказчика, содержит один или более полимеров, измельченных в сухом состоянии и растворенных в растворителе, и эмульгатор.
[0017] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления тепло подводится для отверждения системы из композиционного материала для получения жесткого многослойного композиционного материала вокруг компонента.
[0018] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления отверждение выполняется с возможностью обеспечения затекания упомянутых одного или более растворов жидких полимерных матриц между упомянутыми одним или более конструкционными армирующими слоями и самоформующимся волокнистым покрытием для создания механической и химической связи между слоями системы из композиционного материала.
[0019] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляция из композиционного материала дополнительно содержит локализованный изолирующий мат, расположенный между компонентом и упомянутыми одним или более конструкционными армирующими слоями, выполненный с возможностью обеспечения локализованной изоляции для компонента.
[0020] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляция из композиционного материала дополнительно содержит локализованный изолирующий рукав, расположенный между компонентом и упомянутыми одним или более конструкционными армирующими слоями, выполненный с возможностью обеспечения локализованной изоляции для компонента.
[0021] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляция из композиционного материала дополнительно содержит локализованный упрочняющий слой, выполненный с возможностью предотвращения образования зазоров между компонентом и упомянутыми одним или более конструкционными армирующими слоями, вызываемых неодинаковым тепловым расширением.
[0022] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляция из композиционного материала дополнительно содержит локализованный упрочняющий слой, выполненный с возможностью предотвращения локализованного абразивного износа компонента.
[0023] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления могут быть размещены слои локализованной изоляции для локального улучшения изоляционной способности. Локализованная изоляция может быть размещена рядом с трубой или коробом, между другими базовыми слоями или между базовым слоем и покрытием. Слои локализованной изоляции могут представлять собой нетканый, тканый, трикотажный, плетеный или другой волокнистый материал и могут иметь любой размер, который меньше полного покрытия для трубы или короба. Локализованная изоляция может содержать материалы, способствующие адгезии и/или размещению/наложению. Локализованная изоляция может содержать матрицу или другие добавки.
[0024] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления могут быть предусмотрены один или более слоев из фольги или фольги, армированной волокнами, рядом с конструктивным элементом, на который наносится покрытие. В случаях применения при высоких температурах и воздействии коррозионно-активных сред это может уменьшить коррозию трубы или короба. Данный слой будет иметь очень малый объем пустот и имеет минимальное расширение и сжатие во время нагрева и охлаждения, что может обеспечить минимизацию переноса текучих сред во время циклического изменения температуры. Слой фольги может также обеспечивать барьер между объектом и матрицей.
[0025] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления могут быть предусмотрены слои из фольги между другими слоями для улучшения изоляции. Слой фольги также может защищать изоляцию от износа, вызываемого вибрацией системы.
[0026] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления наружные элементы, получаемые формованием, могут быть отформованы в системе посредством формовочных плит, наложенных перед отверждением, так, как требуется для конечного применения. Наружные элементы, получаемые формованием, могут включать плоские зоны для создания зазора, отверстия для прохода и другие элементы.
[0027] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления наружные элементы, получаемые формованием, могут быть отформованы на скомплектованном компоненте после отверждения.
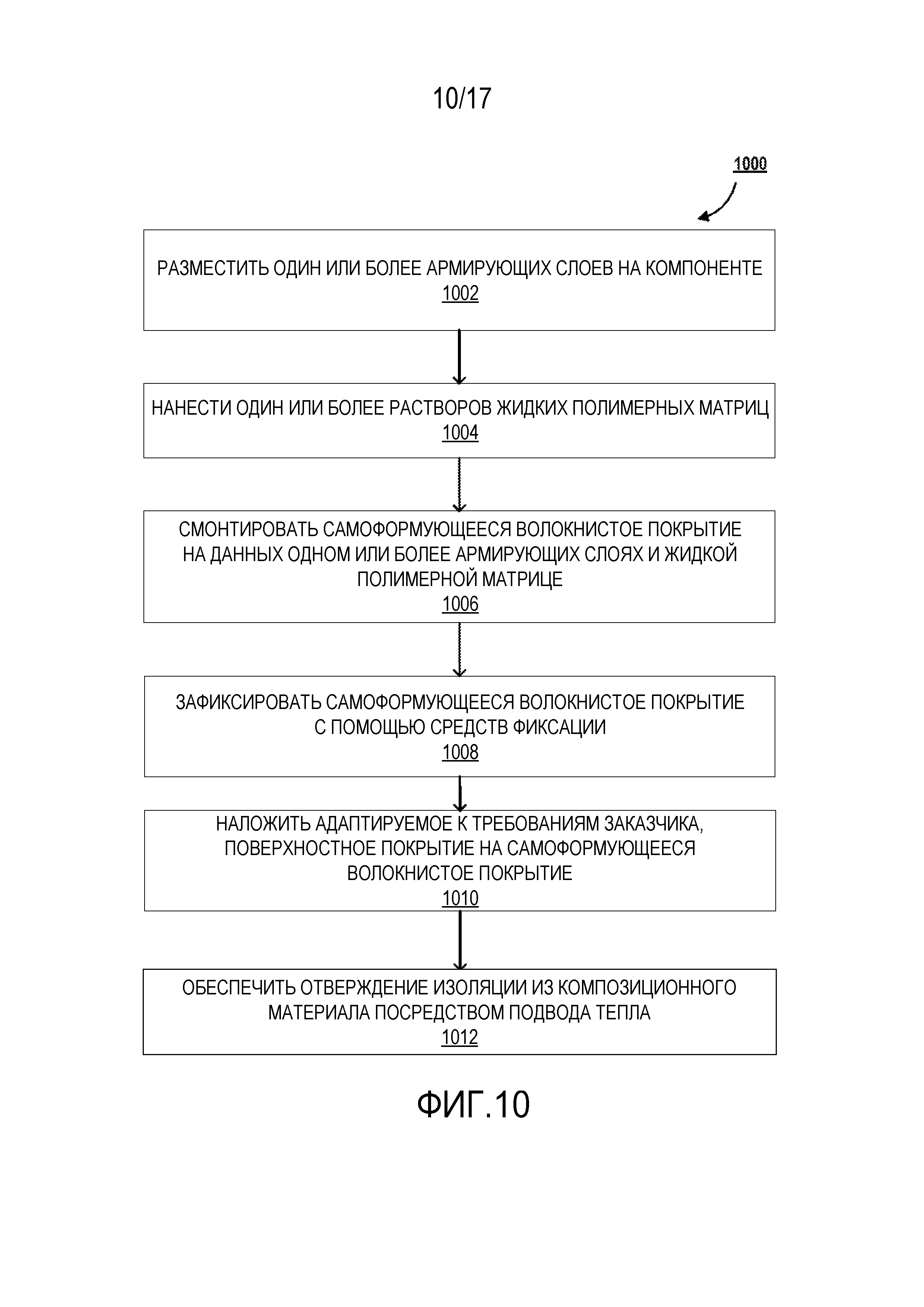
[0028] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления выполнение изоляции из композиционного материала вокруг компонента включает: выполнение одного или более конструкционных армирующих слоев, при этом упомянутые один или более конструкционных армирующих слоев выполнены с возможностью обеспечения их соответствия по форме компоненту; выполнение самоформующегося волокнистого покрытия, содержащего пружинообразную структуру, выполненную с возможностью обеспечения сжатия вокруг компонента; надвигание упомянутых одного или более конструкционных армирующих слоев на компонент; надевание трикотажного покрытия на упомянутые один или более конструкционных армирующих слоев; фиксацию трикотажного покрытия посредством одного или более зажимных устройств; нанесение одного или более растворов жидких полимерных матриц на упомянутые один или более конструкционных армирующих слоев и/или самоформующееся волокнистое покрытие, размещенные на компоненте, и отверждение изоляционной системы из композиционного материала при заданной температуре.
[0029] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления соответствующая по форме, изоляционная система из армированного волокнами композиционного материала, которая выполнена с возможностью наложения на компонент, содержит: один или более конструкционных армирующих слоев, при этом упомянутые один или более конструкционных армирующих слоев выполнены с возможностью обеспечения конструкционной опоры, изоляции или защиты для компонента, и один или более растворов жидких полимерных матриц, выполненных с возможностью нанесения на упомянутые один или более конструкционных армирующих слоев, размещенных на компоненте, для формирования изоляционной системы из армированного волокнами композиционного материала.
[0030] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления соответствующая по форме, изоляционная система из армированного волокнами композиционного материала, которая выполнена с возможностью наложения на компонент, содержит: самоформующееся волокнистое покрытие, содержащее пружинообразную структуру, выполненную с возможностью обеспечения сжатия вокруг компонента, и один или более растворов жидких полимерных матриц, выполненных с возможностью нанесения на самоформующееся волокнистое покрытие, размещенное на компоненте, для формирования изоляционной системы из армированного волокнами композиционного материала, при отверждении.
[0031] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляционная система из композиционного материала, которая выполнена с возможностью наложения на компонент, содержит: плетеную ленту, при этом плетеная лента выполнена с возможностью обеспечения ее соответствия по форме компоненту; самоформующееся волокнистое покрытие, содержащее пружинообразную структуру, выполненную с возможностью обеспечения сжатия вокруг компонента, и один или более растворов матриц композиционного материала, выполненных с возможностью нанесения на плетеную ленту и/или самоформующееся волокнистое покрытие, размещенные на компоненте, для формирования изоляционной системы из композиционного материала.
[0032] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления плетеная лента содержит по меньшей мере одни из стекловолокон, термопластичных волокон и эластичных волокон.
[0033] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления плетеная лента выполнена с возможностью ее намотки вокруг компонента так, что плетеная лента образует упорный контакт по меньшей мере с частью соседней плетеной ленты, при этом упорный контакт представляет собой непроницаемое соединение.
[0034] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления плетеная лента выполнена с возможностью ее намотки вокруг компонента и фиксации без внешних зажимов.
[0035] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления плетеная лента выполнена с возможностью ее раскрытия для приема фланцев в компоненте.
[0036] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления плетеная лента содержит эластичные продольные жгуты и неэластичные наклонные жгуты.
[0037] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления плетеная лента представляет собой основу из волокон, содержащую множество переплетенных волокон, при этом по меньшей мере одно волокно выбрано из группы, содержащей волокно из алюмо-боросиликатного стекла (Е-стекла), волокно из термостойкого магний-алюмосиликатного стекла (S-стекла), базальтовое волокно, кварцевое волокно, волокно из политетрафторэтилена (ПТФЭ), метаарамидное волокно, параарамидное волокно, волокно из меламиновой смолы, полибензимидазольное волокно, полиимидное волокно, кремнеземное волокно, волокно из оксидированного полиакрилонитрила, углеродное волокно и/или керамическое волокно.
[0038] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления матрица композиционного материала содержит вермикулит, коллоидный диоксид кремния, силикат калия, битум, алюминат кальция.
[0039] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления матрица композиционного материала содержит одну или более добавок, выбранных из группы, состоящей из термопластичных полимеров, термореактивных полимеров.
[0040] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления матрица композиционного материала содержит биоцид.
[0041] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления матрица композиционного материала включена в плетеную ленту перед обертыванием компонента.
[0042] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изготовление изоляционной системы из композиционного материала для компонента включает: выполнение плетеной ленты, при этом плетеная лента выполнена с возможностью обеспечения ее соответствия по форме компоненту; намотку плетеной ленты вокруг компонента так, чтобы плетеная лента образовывала упорный контакт по меньшей мере с частью соседнего витка плетеной ленты, при этом плетеная лента и соседний виток плетеной ленты не перекрываются; намотку и заделывание концов плетеной ленты в соседние витки плетеной плоской ленты и нанесение матрицы композиционного материала по меньшей мере на часть плетеной плоской ленты.
[0043] В некоторых вариантах осуществления или в комбинации с любыми из вышеприведенных вариантов осуществления изоляционная система из композиционного материала поддается ремонту. По существу, если система износится, подвергнется разрывам или тому подобному, она может быть легко отремонтирована без замены изоляции из композиционного материала. Кроме того, система из самоформующегося композиционного материала может служить в качестве средства для ремонта при повреждении системы изоляции или покрытия любого типа. Таким образом, смесь для ремонта может быть поставлена монтажной организации или конечному пользователю для завершения ремонта. Смесь может представлять собой раствор термопластичного или термореактивного полимера. Термопластичные системы могут включать в себя один или более полимеров, измельченных в сухом состоянии, которые в кристаллическом или полукристаллическом виде растворены или диспергированы иным образом в неорганическом или органическом растворителе. Добавки могут быть включены в смесь для ремонта для обеспечения ремонта, который приемлем как физически, так и эстетически. Добавки могут включать любые из добавок для матрицы. Таким образом, монтажная организация или конечный пользователь сможет нанести смесь для ремонта посредством щетки, валика, скребка, распыления или тому подобного так, чтобы смесь для ремонта заполнила и покрыла поврежденную зону системы. После нанесения смеси для ремонта может быть подведено тепло для отверждения смеси для ремонта. Тепло может быть подведено посредством термофена, печи или тому подобного. Во время отверждения смесь для ремонта может втекать в различные слои изолятора и сплавлять их вместе для заделки поврежденного участка, образованного в изоляторе.
[0044] В некоторых вариантах осуществления система из композиционного материала выполнена с возможностью обеспечения изоляции в системах трубопроводов и выхлопных системах автомобилей, транспортных средств для отдыха и в системах трубопроводов и выхлопных системах в промышленности. По существу, данная система может способствовать удерживанию внутреннего тепла содержимого трубы. Кроме того, система может обеспечить защиту окружающих компонентов от экстремальных температур труб при одновременной защите трубы от ржавчины, коррозии и повреждения. Применения изоляции могут включать изоляционные покрытия выхлопных патрубков, изоляционные покрытия труб, покрытия для оборудования или двигателей (например, покрытия для турбин), покрытия для оружейных стволов и тому подобное.
[0045] В некоторых вариантах осуществления изоляционная система из композиционного материала также может быть использована для применений в строительстве, в которых система из композиционного материала используется для обеспечения возможности увеличения или выдерживания нагрузки на конструкцию системы. В данных применениях внутренняя часть формы может оставаться или может быть удалена после обработки. Примеры данного применения включают упрочнение труб в случае труб низкой прочности, таких как воздуховоды, трубы систем отопления, вентиляции и кондиционирования, трубы для перемещения текучих сред и трубы охлаждения.
[0046] В некоторых вариантах осуществления система из композиционного материала используется для изоляции промышленных труб и трубопроводов/коробов, которые обеспечивают перемещение горячих или холодных текучих сред, для удерживания тепла, изоляции от тепла и защиты рабочих и окружающей среды. Текучие среды могут включать жидкости, газы и смеси жидкостей и газов, и смеси или жидкостей, или газов, или как жидкостей, так и газов, с твердыми веществами.
[0047] Как будет понятно для среднего специалиста в данной области техники, любая комбинация из упомянутых одного или более слоев системы из композиционного материала может быть использована в зависимости от требований, связанных с применением, таких как термические свойства, воздухопроницаемость, стойкость к абразивному износу, внешний вид или тому подобное, заданных исходя из выполняемых операций при создании изоляции и/или покрытия. Признаки, функции и преимущества, которые были рассмотрены, могут быть обеспечены независимо в разных вариантах осуществления настоящего изобретения или могут быть скомбинированы с другими вариантами осуществления, дополнительные детали которых можно увидеть при рассмотрении нижеследующего описания и чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0048] После описания вариантов осуществления в общих чертах далее делается ссылка на сопровождающие чертежи, в которых:
[0049] фиг.1 иллюстрирует вид в перспективе изоляционной системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0050] фиг.2 иллюстрирует вид в перспективе с вырывом изоляционной системы из композиционного материала с межповерхностным слоем и поверхностным покрытием в соответствии с различными вариантами осуществления изобретения;
[0051] фиг.3 иллюстрирует вид в перспективе изоляционной системы из композиционного материала вокруг трубы с сужением в соответствии с различными вариантами осуществления изобретения;
[0052] фиг.4 иллюстрирует вид в перспективе изоляционной системы из композиционного материала с плетеным покрытием/оплеткой в соответствии с различными вариантами осуществления изобретения;
[0053] фиг.5 представляет собой вид с торца изоляционной системы из композиционного материала с зажимом в соответствии с различными вариантами осуществления изобретения;
[0054] фиг.6а иллюстрирует поперечное сечение системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0055] фиг.6b иллюстрирует поперечное сечение системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0056] фиг.6c иллюстрирует поперечное сечение системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0057] фиг.6d иллюстрирует поперечное сечение системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0058] фиг.7 иллюстрирует изображение в разрезе процесса отверждения системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0059] фиг.8а иллюстрирует вид в перспективе системы из самоформующегося армированного волокнами композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0060] фиг.8b иллюстрирует поперечное сечение системы по фиг.8а из самоформующегося армированного волокнами композиционного материала;
[0061] фиг.9а иллюстрирует вид с вырывом изоляционной системы из композиционного материала в соответствии с различными вариантами осуществления изобретения; и
[0062] фиг.9b иллюстрирует вид с вырывом изоляционной системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0063] фиг.10 иллюстрирует последовательность операций способа наложения системы из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0064] фиг.11 иллюстрирует вид в перспективе системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0065] фиг.12 иллюстрирует вид в перспективе системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
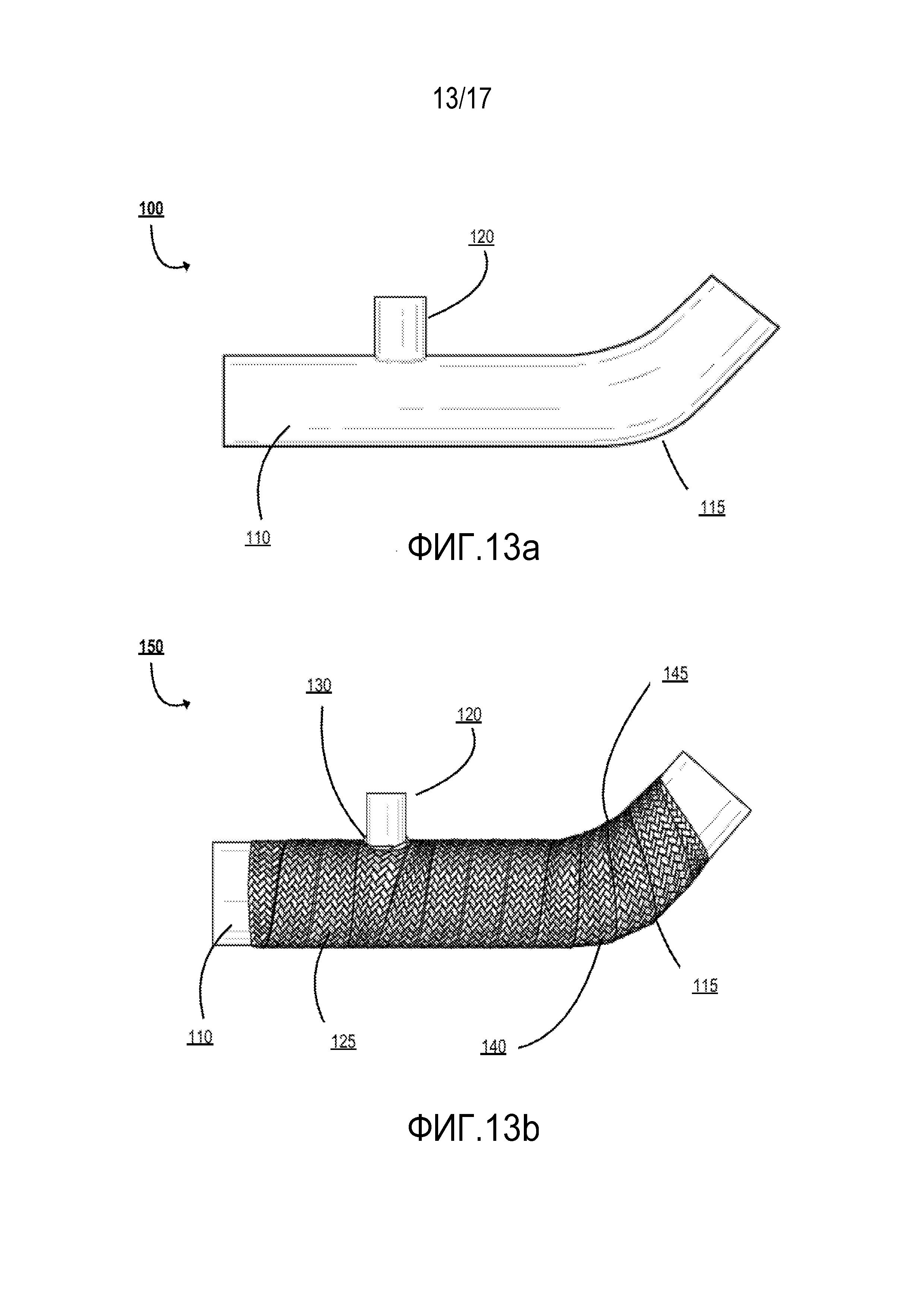
[0066] фиг.13а иллюстрирует вид в перспективе компонента перед его обертыванием посредством системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0067] фиг.13b иллюстрирует вид в перспективе системы обертывающего покрытия из композиционного материала в процессе ее наложения вокруг фланца в соответствии с различными вариантами осуществления изобретения;
[0068] фиг.13с иллюстрирует альтернативный вид системы обертывающего покрытия из композиционного материала в процессе ее наложения вокруг фланца в соответствии с различными вариантами осуществления изобретения;
[0069] фиг.14 иллюстрирует вид в перспективе системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0070] фиг.15а иллюстрирует поперечное сечение системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0071] фиг.15b иллюстрирует поперечное сечение системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0072] фиг.15c иллюстрирует поперечное сечение системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0073] фиг.15d иллюстрирует поперечное сечение системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0074] фиг.15e иллюстрирует поперечное сечение системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения;
[0075] фиг.15f иллюстрирует поперечное сечение системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения; и
[0076] фиг.16 представляет последовательность операций, иллюстрирующую способ наложения системы обертывающего покрытия из композиционного материала в соответствии с различными вариантами осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0077] В дальнейшем варианты осуществления настоящего изобретения будут описаны с большей полнотой со ссылкой на сопровождающие чертежи, на которых показаны некоторые, но не все варианты осуществления изобретения. Действительно, изобретение может быть реализовано во многих разных вариантах и не должно рассматриваться как ограниченное вариантами осуществления, приведенными в данном документе; скорее, данные варианты осуществления приведены с тем, чтобы данное раскрытие изобретения соответствовало применяемым требованиям законодательства. Там, где это возможно, подразумевается, что любые термины, выраженные в единственном числе в данном документе, охватывают также множественное число и наоборот, если четко не утверждается иное. Кроме того, в контексте данного документа элементы в единственном числе должны означать «один или более», даже несмотря на то, что выражение «один или более» также используется в данном документе. Кроме того, когда в данном документе утверждается, что что-то «базируется на» чем-то другом, оно может базироваться также на одной или более прочих вещах. Другими словами, если явным образом не указано иное, в контексте данного документа выражение «базируется на» означает «базируется по меньшей мере частично на». Аналогичные ссылочные позиции везде относятся к аналогичным элементам.
[0078] Изготовление композиционных материалов, армированных волокнами, например, для труб, армированных волокнами, как правило, включает смачивание, смешивание или насыщение волокон матрицей, уплотнение, формование и отверждение композиционного материала. Волокна представляют собой дискретную фазу армированного волокнами композиционного материала. Матрица представляет собой непрерывную фазу и часто получена на основе полимерных материалов. Смачивание, смешивание или насыщение волокон матрицей могут выполняться посредством ряда способов, включая нанесение материала перед уплотнением или во время уплотнения или формования. Системы из композиционных материалов, армированных волокнами, как правило, образуют с определенной конфигурацией и уплотняют, используя наружную часть формы, которая, как правило, не является многократно используемой. В данных применениях форму с заданной конфигурацией требуется изготавливать предварительно. Волокно и смолу вводят в формовочную систему, и посредством химической реакции, тепла и/или давления образуют компонент из армированного волокнами композиционного материала. Как правило, это выполняют посредством эластичного мешка, применяемого при вакуумном формовании, автоклава, формования посредством инжекции смолы или формования прессованием.
[0079] При описании формования композиционных материалов, армированных волокнами, две части формы часто называют нижней частью формы и верхней частью формы. В некоторых применениях две части формы часто называют внутренней и наружной частями формы. Термины «нижняя» и «верхняя» и «внутренняя» и «наружная» необязательно описывают конфигурацию форм, а используются для обозначения разных поверхностей. При формовании трубчатого компонента можно иметь цилиндрический дорн в качестве нижней части формы и жесткую верхнюю часть формы для придания композиционному материалу, армированному волокнами, формы дорна.
[0080] Вакуумное формование компонента сложной формы с использованием эластичного мешка, как правило, требует жесткой нижней части формы и предусматривает использование системы из гибкой, воздухонепроницаемой пленки в качестве верхней части формы. Систему герметизируют с обеспечением воздухонепроницаемости, и создают вакуум для создания давления для уплотнения композиционного материала во время отверждения.
[0081] При формовании в автоклаве используются верхняя и нижняя части формы, которые обе являются жесткими, при этом каждая часть образует одну сторону отформованного компонента. В данном процессе волокнистый наполнитель и матрицу размещают между формовочными плитами и создают вакуум. Как правило, используют тепло и давление для отверждения компонента.
[0082] При формовании посредством инжекции смолы (RTF) используются верхняя и нижняя части формы, которые обе являются жесткими. При RTF-формовании волокнистый наполнитель размещают в форме и форму закрывают. Матрицу впрыскивают в закрытую форму, и компонент отверждается.
[0083] Формование прессованием представляет собой процесс формования, при котором пластик размещают непосредственно в нагретой металлической пресс-форме, размягчают под действием тепла и посредством прессования обеспечивают придание ему формы пресс-формы при смыкании пресс-формы. Формование прессованием начинается при некотором количестве пластика или желатина, размещенного сверху или введенного в пресс-форму. После этого материал нагревают до податливого состояния в пресс-форме и посредством нее. Вскоре после этого гидравлический пресс осуществляет поджим податливого пластика к пресс-форме, в результате чего получают отформованную деталь, сохраняющую форму внутренней поверхности пресс-формы. Формование прессованием представляет собой способ, который используется в крупносерийном производстве, предусматривает применение высокого давления и пригоден для формования сложных, высокопрочных деталей, армированных стекловолокном.
[0084] Несмотря на то, что высокая степень сжатия во время формования может обеспечить создание сильно уплотненного композиционного материала с минимальным объемом пустот для максимизации прочности, это не всегда желательно. В некоторых случаях приемлемый уровень характеристик может быть достигнут без высокой степени уплотнения, и другие параметры, такие как затраты, сложность и длительность изготовления, могут быть минимизированы. В применениях, в которых желательна тепло- или звукоизоляция, более высокий уровень объема пустот может в реальности быть предпочтительным. Исторически применение композиционных материалов, армированных волокнами, ограничивалось применением для деталей, выпускаемых крупносерийно и/или имеющих высокую стоимость. Затраты на оборудование для формования должны окупаться или за счет большого объема выпуска деталей, или за счет высокой стоимости деталей, производимых малыми партиями.
[0085] Композиционные материалы, армированные волокнами, выполнены с возможностью их использования как для самих труб, так и в качестве средства упрочнения обычных пластиковых и металлических труб. Трубы из композиционных материалов, армированных волокнами, могут быть изготовлены посредством обычных способов формования и пултрузии. Обычные трубы наиболее часто упрочняют посредством наматываемых композиционных материалов, армированных волокнами.
[0086] Пултрузия представляет собой непрерывный процесс формования, посредством которого армирующие волокна насыщают жидкой полимерной смолой и формуют и протягивают через нагретую головку для формования непрерывного компонента, такого как труба.
[0087] Штамповка металла представляет собой процесс, в котором плоский или катаный лист металла помещают в штамповочный пресс, в котором поверхности оснастки/штампа сжимают вместе для придания листовому металлу заданной формы. Штамповку металла, как правило, используют для формования покрытий из металлической фольги, используемых при изоляции труб и коробов.
[0088] Каждая из данных операций формования требует специального оборудования и производственной базы, таких как пресс-формы, компрессионное оборудование или вакуумное оборудование, и они, как правило, требуют специфических компонентов (таких как формы/пресс-формы определенных размеров) для каждого изготавливаемого изделия. Таким образом, каждая отличающаяся от других конфигурация выхлопной трубы требует специфического комплекта форм, каждая из которых приводит к существенным затратам на оснастку. Кроме того, каждый раз при смене конфигурации должен быть создан новый комплект формовочных плит.
[0089] Кроме того, способы, используемые в настоящее время для создания выхлопных систем, имеют различные ограничения. Например, изоляционные покрытия имеют склонность разрываться или легко истираться, если их зацепить. Обработка волокон на основе смол не позволяет включать добавки, такие как пигменты и тому подобное. Реологические свойства волокон на основе смол ограничены свойствами, получаемыми в процессе производства волокон на основе смол. Кроме того, количество смолы, которое может быть использовано для стабилизации и упрочнения системы, ограничено волокнами на основе смол.
[0090] Следовательно, было бы желательно разработать систему изоляции труб, которая может быть адаптирована к массовому производству по индивидуальным заказам и которая обеспечивает возможность простого наложения на трубы с различной геометрией и легкой адаптации к типу и уровню предусмотренной изоляции, легко обеспечивает возможность создания изменяющейся изоляции вдоль трубы, позволяет легко модифицировать типы и распределение матриц в системе изоляции, обеспечивает возможность простого добавления поверхностных покрытий, простого крепления к трубе и отверждения без использования наружных частей форм.
[0091] Варианты осуществления, представленные в данном документе, направлены на изоляцию из композиционного материала, выполненную с возможностью использования в качестве изоляции, конструкционной опоры, покрытия и/или средств защиты для одного или более компонентов. «Компонент (-ы)» в контексте данного документа может/могут относиться к детали машины, элементу конструкции или другому (-й) механическому (-й) компоненту или системе, которые требуют изоляции, конструкционной опоры/упрочнения или покрытия и тому подобного. В некоторых вариантах осуществления компонент представляет собой полый трубчатый элемент, такой как труба, короб, шланг, цилиндрическая/трубчатая секция, полый элемент с соответствующим поперечным сечением и прямолинейной/криволинейной осью, фитинг, используемый в трубных узлах, клапаны, используемые в трубных узлах, или тому подобное. В некоторых вариантах осуществления компонент (например, полый трубчатый элемент) выполнен с возможностью транспортирования, удерживания, перемещения, направления, контроля и/или регулирования потока текучих сред (например, жидкостей, газов, суспензий, псевдоожиженных материалов и тому подобного). В некоторых вариантах осуществления компонент может относиться к трубопроводам или коробам для транспортирования, трубопроводам нагрева и охлаждения, линиям подачи текучих сред и паропроводам, выполненным с возможностью их использования в промышленных/бытовых применениях и системах нагрева/охлаждения. В качестве примера компонент может представлять собой трубу или компонент трубного узла/фитинга, выполненный с возможностью транспортирования и/или удерживания текучей среды при промышленном применении или в здании. В некоторых вариантах осуществления компонент представляет собой компонент выхлопных систем, трубок охлаждения двигателя, воздухозаборных систем и в других случаях применения в автомобилях. При этом в некоторых вариантах осуществления компонент представляет собой компонент выхлопной системы, такой как выхлопная труба, который, как правило содержит полый трубчатый элемент или трубу, выполненный (-ую) с возможностью содействия перемещению выхлопных газов из одного места в другое.
[0092] В некоторых вариантах осуществления изоляционная система из композиционного материала в контексте данного документа может содержать изоляцию из композиционного материала, образующую покрытие, обертку, рукав или тому подобное, которая, как правило, выполнена с возможностью ее создания на одном или более компонентах или вокруг одного или более компонентов (например, вокруг по меньшей мере части наружной поверхности одного или более компонентов). В некоторых вариантах осуществления изоляционная система из композиционного материала в контексте данного документа может относиться к комплекту, содержащему изоляцию из композиционного материала, предусмотренную на компоненте, в результате чего, как правило, получают изолированный компонент. При этом изоляционная система из композиционного материала может относиться к изолированному компоненту или до, или во время, или после монтажа и/или до, или во время, или после обработки/отверждения изоляции из композиционного материала, предусмотренной на компоненте. В некоторых вариантах осуществления изоляционная система из композиционного материала может относиться к изоляции из композиционного материала, которая выполнена с возможностью ее образования на компоненте, требующем изоляции. Изоляция в контексте данного документа может относиться к теплоизоляции компонента, конструкционной опоре/упрочняющей системе для компонента, покрытию одной или более поверхностей компонента для защиты компонента от факторов окружающей/производственной среды, покрытиям для оптимизации энергопотребления, звуковой изоляции и/или электрической изоляции. Как правило, изоляционная система из композиционного материала находит применение при теплоизоляции для регулирования теплопроводности, теплового излучения или теплопередачи в целом между компонентов и окружающей средой и/или между текучей средой, транспортируемой или перемещаемой посредством компонента, и окружающей средой или самим компонентом.
[0093] Изоляционная система из композиционного материала, описанная в данном документе, может быть использована в самых разных случаях применения и на самых разных компонентах, включая изоляционные покрытия выхлопных труб, изоляционные покрытия труб, покрытия для оборудования или двигателей (такие как покрытия для турбин), жесткие противопожарные барьерные панели, покрытия для оружейных стволов, отверждаемые при нагревании, композиционные текстильные материалы, накладки/заплаты, соединяемые с вышеуказанными компонентами, и/или тому подобное. Изоляционные системы из композиционных материалов могут быть выполнены с возможностью изоляции трубопроводов и коробов в автомобилях, на промышленных предприятиях, в жилых домах, в транспортных средствах для отдыха. Применения изоляционной системы из композиционного материала в автомобилях включают выхлопные системы, трубки охлаждения двигателей и воздухозаборные системы. В данном случае изоляция может быть использована для выхлопных систем для поддержания высокой температуры выхлопных газов для эффективного сжигания, для сохранения тепла для эффективной работы систем внутренней эмиссии, для защиты окружающих/близко расположенных компонентов и/или для защиты людей, которые могут иметь контакт с трубами. Применения настоящего изобретения в промышленности могут включать изоляцию выхлопных газов и горячих или холодных текучих сред. По существу, изоляционная система из композиционного материала может быть использована в качестве отдельной изоляции, отдельного покрытия или системы, адаптируемой к требованиям заказчика, или может быть включена в другую систему. По существу, изоляционная система из композиционного материала может быть включена в другие изоляционные системы, такие как металлически инкапсулированные системы, системы с рубашками или другие системы обертывающих покрытий для обеспечения дополнительной изоляции, покрытия или адаптации данных систем к требованиям заказчика.
[0094] В некоторых вариантах осуществления изоляционная система из композиционного материала по настоящему изобретению выполнена с возможностью сохранения и поддержания целостности конструкции при ее использовании вместе с компонентами, работающими при высоких температурах и/или работающими при больших колебаниях температур и/или в случаях применения, связанных с работой при высоких температурах и/или больших колебаниях температур, подобных выхлопным системам и другим применениям, предусматривающим использование горячих текучих сред. Изоляционная система из композиционного материала также может быть выполнена с возможностью выдерживания экстремальных условий окружающей среды и также может быть выполнена с возможностью защиты компонента от ржавчины и коррозии, деформации, износа и усталости, ухудшения состояния поверхности, трещин и/или других повреждений или минимизации ржавчины и коррозии, деформации, износа и усталости, ухудшения состояния поверхности, трещин и/или других повреждений. Кроме того, изоляционная система из композиционного материала может быть выполнена с возможностью защиты окружающих устройств/элементов от высоких температур самого компонента и от высокотемпературных текучих сред, выпускаемых из компонента.
[0095] В некоторых вариантах осуществления изоляционная система из композиционного материала и, в частности, изоляция или покрытие из композиционного материала может изготавливаться в соответствии с требованиями заказчика при сохранении преимуществ массового производства, является гибкой (-им) и адаптируемой (-ым) и может быть выполнена (-о) с возможностью изоляции самых разных компонентов с разными формами, контурами, размерами, условиями эксплуатации и требованиями к изоляции. В некоторых вариантах осуществления изоляция из композиционного материала может быть неограниченно адаптирована к требованиям заказчика в отношении заданных формы, размера, толщины и характеристик изоляции при отсутствии потребности в отдельных изоляционных изделиях для различных применений. Как правило, изоляция из композиционного материала изначально выполнена с возможностью ее соответствия по форме компоненту или контуру поверхности, на который (-ую) ее накладывают, или до, или во время и/или после завершения процесса отверждения при отсутствии потребности в формах, пресс-формах и других внешних инструментах/устройствах. Эта адаптация к требованиям заказчика, как правило, может быть обеспечена до, во время и/или после монтажа изоляции из композиционного материала и компонента. Кроме того, в некоторых вариантах осуществления изоляционная система из композиционного материала представляет собой изоляционную систему из самоформующегося армированного волокнами композиционного материала. Кроме того, структура изоляции из композиционного материала (толщина, форма, размер и тому подобное) и характеристики, обеспечиваемые изоляцией (термостойкость, предельные температуры и тому подобное) могут варьироваться по желанию, например, путем изменения числа конструкционных армирующих слоев или изменения слоев из полимерных матриц.
[0096] Как рассмотрено выше, изоляционная система из композиционного материала по настоящему изобретению представляет собой изоляционную систему из самоформующегося армированного волокнами композиционного материала, которая может быть адаптирована к массовому производству по индивидуальным заказам и которая может быть наложена простым образом на отдельный компонент или может эффективно функционировать на конфигурациях деталей крупносерийного производства. Как правило, изоляционная система из композиционного материала содержит один или более конструкционных армирующих слоев, один или более слоев матриц, адаптируемых в высокой степени к требованиям заказчика, поверхностное покрытие, очень гибкое самоформующееся покрытие и/или средство зажима, предусмотренное на компоненте. Как правило, данные один или более конструкционных армирующих слоев изоляции из композиционного материала содержат волокнистые базовые слои, выполненные с возможностью придания конструкционной прочности и целостности изоляции из композиционного материала. Кроме того, самоформующееся покрытие, также упоминаемое как наружный покрывающий слой или наружный конструкционный армирующий слой, выполнено с возможностью придания прочности при сжатии, так что наружная часть формы будет необязательной для уплотнения изоляции из композиционного материала на компоненте.
[0097] Как правило, изоляционная система из композиционного материала дополнительно содержит слои матрицы, предусмотренные рядом с различными слоями, на различных слоях или между различными слоями системы, описанной выше, для придания жесткости и прочности и/или для обеспечения адгезии, соединения и/или связи данных одного или более конструкционных армирующих слоев. По существу, два или более слоев изоляции из композиционного материала (например, два конструкционных армирующих слоя или конструкционный армирующий слой и самоформующееся покрытие) могут быть сплавлены вместе посредством межповерхностного слоя матрицы для получения жесткого слоя/покрытия вокруг компонента. В таких вариантах осуществления слои изоляции из композиционного материала и матрицы (такой как полимерная матрица) могут стать композиционным материалом с когезионной связью при обработке или отверждении изоляционной системы из композиционного материала.
[0098] Изоляционная система из композиционного материала и варианты ее осуществления будут подробно описаны далее в связи с фиг.1-16. Фиг.1 иллюстрирует вид в перспективе изоляционной системы 10 из композиционного материала в соответствии с различными вариантами осуществления изобретения. В варианте осуществления, проиллюстрированном на фиг.1, изоляция 20 из композиционного материала предусмотрена на наружной поверхности компонента 30. Как проиллюстрировано, компонент 30 может представлять собой полый трубчатый элемент с соответствующим поперечным сечением (например, многоугольным или криволинейным поперечным сечением) и соответствующей длиной и может проходить вдоль прямолинейной или криволинейной оси, например, как выхлопная труба. Кроме того, поперечное сечение компонента 30, образованное перпендикулярно к оси компонента, может быть постоянным на всей его длине, или в альтернативном варианте размеры или форма поперечного сечения могут изменяться вдоль длины компонента 30. Как правило, компонент 30, такой как труба 30, может иметь наружную поверхность 30а и внутреннюю поверхность 30b, разделенные за счет толщины Т. Наружная поверхность 30а может быть расположена снаружи со стороны среды, окружающей компонент 30, в то время как противоположная внутренняя поверхность 30b может формировать канал для текучей среды. Несмотря на упоминание компонента 30, следует понимать, что компонент 30 может относиться к одному или более компонентам 30, таким как одна или более труб, детали для соединения труб и тому подобное.
[0099] Изоляционная система 10 из композиционного материала дополнительно содержит изоляцию 20 из композиционного материала, размещенную, как правило, вблизи по меньшей мере части наружной поверхности 30а компонента 30. Однако в зависимости от заданного применения изоляция 20 из композиционного материала может быть размещена на по меньшей мере части наружной поверхности 30а, по меньшей мере части внутренней поверхности 30b и/или по меньшей мере части боковых сторон, которые находятся на концах наружной и внутренней поверхностей компонента 30.
[00100] Кроме того, как проиллюстрировано на фиг.1, изоляционная система 10 из композиционного материала может содержать элементы для крепления, такие как зажимы 40 или другие средства крепления, которые могут быть выполнены с возможностью надежного удерживания изоляции 20 из композиционного материала на секции/части компонента 30. Зажимы 40 могут представлять собой зажимы, затягиваемые посредством винтов или храпового механизма, ленточные хомуты, скобы, тросы или другие средства крепления. В других вариантах осуществления зажимы 40 могут быть стянуты проволочными скрутками или затянуты вокруг компонента 30 при размещении изоляции 20 из композиционного материала между зажимами 40 и компонентом 30. Любое число зажимов 40 может быть использовано в зависимости от требований. Зажимы 40 могут быть размещены, например, на наружном слое изоляции 20 из композиционного материала, размещенной на компоненте 30, или до, или во время, или после обработки/отверждения изоляции 20 из композиционного материала.
[00101] Как правило, изоляцию 20 из композиционного материала образуют на компоненте 30. Например, слои изоляции 20 из композиционного материала могут быть размещены по одному с возможными, но необязательными покрытиями из слоев матриц между ними для создания изоляции 20 из композиционного материала на наружной поверхности 30а компонента. После этого зажимы 40 могут быть закреплены/размещены на изоляции 20 из композиционного материала для ее фиксации относительно компонента 30. Комплект может быть затем соответствующим образом отвержден или обработан, как будет описано подробно в другом месте. По существу, изоляция 20 из композиционного материала выполнена с возможностью обеспечения ее соответствия по форме наружной поверхности 30а компонента 30 при отсутствии потребности в наружных частях форм и штампов для придания определенной формы изоляции. При этом сам компонент 30 может служить в качестве формы для изоляции 20 из композиционного материала.
[00102] Фиг.2 иллюстрирует вид в перспективе с вырывом изоляционной системы 50 из композиционного материала в соответствии с некоторыми вариантами осуществления изобретения. Варианты осуществления изоляционной системы из композиционного материала, описанные в данном документе, также упоминаются как изоляционная система из армированного волокнами композиционного материала. Данное изображение подробно показывает один из многочисленных вариантов осуществления изобретения, несмотря на то, что компонент 30, зажимы 40 и изоляция 20 из композиционного материала, предусмотренная в изоляционной системе 50 из композиционного материала, могут быть по существу аналогичны описанным в отношении изоляционной системы 10 из композиционного материала, проиллюстрированной на фиг.1. Фиг.2 дополнительно включает вид с вырывом изоляции 20 из композиционного материала. Как рассмотрено ранее, изоляция 20 из композиционного материала может содержать один или более конструкционных армирующих слоев, один или более межповерхностных слоев из матрицы, покрытие и/или поверхностное покрытие в любой соответствующей комбинации. В частности, фиг.2 иллюстрирует изоляцию 20 из композиционного материала с базовым/первым конструкционным армирующим слоем 60 или базовым слоем 60, покрытием 80 или вторым конструкционным армирующим слоем, межповерхностной зоной 70 из матрицы между базовым конструкционным армирующим слоем 60 и покрытием 80 и с поверхностным покрытием 90, предусмотренным поверх трикотажного покрытия 80.
[00103] Как правило, данные один или более конструкционных армирующих слоев, упоминаемых в данном документе, (например, базовый конструкционный армирующий слой 60), как правило, содержат конструкционные волокна, изготовленные из материалов, стойких к высоким температурам, которые выполнены с возможностью сохранения их структурной целостности при повышенных рабочих температурах, включая, среди прочего, Е-стекло, S-стекло, базальт, кварц, политетрафторэтилен (ПТФЭ), метаарамид, параарамид, меламин, полибензимидазол, полиимид, оксидированный полиакрилонитрил, другие полимеры, углеродное волокно, минеральные волокна, металлические и/или керамические материалы. В некоторых вариантах осуществления, по меньшей мере часть данных одного или более конструкционных армирующих слоев состоит из Е-стекла, S-стекла, базальта, кремнезема, оксидированного полиакрилонитрила, углеродного волокна, минерала и/или керамических материалов. В некоторых вариантах осуществления также могут быть использованы волокна, состоящие из полифениленсульфида (PPS), полиэтиленимина (PEI), полиэфирэфиркетона (ПЭЭК), фторсодержащих полимеров, таких как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (PVDF), сополимер этилена и тетрафторэтилена (ETFE), и их комбинаций. В некоторых вариантах осуществления данные один или более конструкционных армирующих слоев содержат полимерные пленки, металлические пленки, пленки из металлизированных полимеров, фольгу, пленки, армированные волокнами, и/или фольгу, армированную волокнами.
[00104] По существу, один или более из данных термостойких материалов могут быть использованы в зависимости от свойств материала (теплопроводности/термического сопротивления, долговечности при заданных режимах работы, пластичности/податливости, упругой/пластической деформации и тому подобного) и требований, обусловленных применением изоляционной системы из композиционного материала. В частности, каждый материал может быть классифицирован для применения при более высокой и/или более низкой постоянной рабочей температуре, зависящей от применения. Например, Е-стекло может быть предусмотрено для максимальной постоянной рабочей температуры, составляющей 1000°F (537,8°С), в то время как керамические материалы могут быть предусмотрены для непрерывного функционирования при температурах свыше 2000°F (1093,3°С).
[00105] Конструкционные волокна данных одного или более армирующих слоев могут иметь вид непрерывных волокон, пряжи из жгута с одним концом, пряжи с множеством концов, крученой пряжи с S- или Z-образной круткой, основы на навое, крученых комплексных нитей или текстурированных нитей. В некоторых вариантах осуществления конструкционные волокна содержат эластомерные волокна, включая волокна, которые имеют высокую степень относительного удлинения и быстро и полностью восстанавливаются после сильного удлинения вплоть до их предела прочности при разрыве. Эластомерные волокна, включающие в себя натуральные и синтетические каучуки, сшитые каучуки, полиуретаны с различной жесткостью сегментов в макромолекуле, сшитые полиакрилаты, силиконовые каучуки, нитрильный каучук, блок-сополимеры олефинов, полиамидные волокна, двухкомпонентные волокна и/или их комбинации, также могут быть использованы в качестве конструкционных волокон и, в частности, использованы в вариантах осуществления с конфигурациями из плетеных лент, рассмотренными в другом месте в данном раскрытии изобретения. В некоторых вариантах осуществления помимо конструкционных волокон данные один или более армирующих слоев могут содержать волокна на основе смол, содержащие полиэтилентерефталат (ПЭТ), полиамид (ПА), полифениленсульфид (PPS), полифениленовый эфир/полифениленоксид (ПФО), полиэтиленимин (PEI), полиэфирэфиркетон (ПЭЭК), волокна на основе фторсодержащих полимеров, таких как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (PVDF) и/или сополимер этилена и тетрафторэтилена (ETFE).
[00106] Данные один или более конструкционных армирующих слоев могут содержатьолокна в плетеных, трикотажных, тканых и/или нетканых конфигурациях, образованных из соответствующего изоляционного материала. Например, базовый конструкционный армирующий слой 60 или первый конструкционный армирующий слой 60 может представлять собой один плетеный базовый слой, множество плетеных базовых слоев, трикотажный слой или тому подобное. По существу, плетеные структуры (такие как единичные плетеные слои или множество плетеных слоев) могут быть использованы для создания данных одного или более конструкционных армирующих слоев, таких как базовый конструкционный слой 60, в вариантах осуществления, в которых требуется, чтобы профиль слоя имел толщину, превышающую заданную толщину. Плетеные структуры, как правило, могут обеспечить профили с большей толщиной по сравнению с трикотажными или ткаными структурами. Кроме того, плетеные структуры могут обеспечить возможность легкой обработки зон вокруг компонентов 30, таких как колена труб или тому подобное. Кроме того, растягивание плетеного слоя 60 вдоль длины выхлопной трубы 30 при размещении приводит к стягиванию плетеного слоя вокруг трубы 30 или любого нижележащего слоя вдоль прямых и изогнутых участков.
[00107] В некоторых случаях полимерное волокно требует полимера с удельной вязкостью, обеспечивающей возможность вытяжки и формования полимера в волокно. Однако в отличие от использования волокна применение измельченного полимера в данной системе позволяет воздействовать на индекс текучести расплава полимера (ʺMFIʺ), что создает возможность использования большего диапазона MFI, чем было бы возможно в случае волокна. В некоторых вариантах осуществления измельченный полимер с высоким MFI используется для обеспечения легкости затекания расплавленного полимера между слоями системы из композиционного материала. В других вариантах осуществления измельченный полимер с низким MFI используется для большей механической прочности.
[00108] Как правило, после размещения или наматывания базового армирующего слоя 60 соответствующим образом на компоненте 30 слой 70 матрицы может быть нанесен поверх армирующего слоя 60. Этот слой 70 матрицы может служить для упрочнения армирующего слоя 60 или содействия приданию жесткости армирующему слою 60 (например, после отверждения или термообработки) и/или может способствовать скреплению, сплавлению или физическому соединению базового армирующего слоя с соседним покрывающим слоем 80. В некоторых вариантах осуществления слой матрицы получают нанесением матричного раствора, такого как раствор жидкой полимерной матрицы. По существу, один или более матричных растворов могут быть нанесены на данные один или более армирующих слоев для образования данных одного или более слоев матриц. В некоторых вариантах осуществления данные один или более матричных растворов содержат раствор жидкой полимерной матрицы. При этом раствор жидкой матрицы является термопластичным, в то время как в других вариантах осуществления матричный раствор представляет собой раствор термореактивного типа. В некоторых вариантах осуществления матричный раствор может содержать как термопластичный, так и термореактивный растворы.
[00109] В некоторых вариантах осуществления данные один или более матричных растворов содержат термореактивный полимер, при этом термореактивный полимер содержит алкидные, амино-, эпоксидные, фенольные, полиимидные, полиуретановые или силановые полимеры. Термореактивные полимеры могут включать одни или более из алкидных, амино-, эпоксидных, фенольных, полиэфирных, полиимидных, полиуретановых, силикатных или силановых. Раствор термореактивного полимера может включать в себя один или более органических или неорганических растворителей и/или одну или более функциональных добавок. Данные одна или более добавок могут быть выбраны из группы, содержащей поверхностно-активные вещества, эмульгаторы, диспергаторы, реологические модификаторы и другие функциональные добавки.
[00110] В некоторых вариантах осуществления данные один или более матричных растворов содержат дисперсию измельченного термопластичного полимера в органическом или неорганическом растворителе. Термопластичный полимер может включать сложный полиэфир, нейлон, полифениленсульфид (PPS) или полиэфиримид (PEI). В некоторых вариантах осуществления раствор термопластичной матрицы может быть нанесен в виде раствора термопластичного полимера на основе растворителя, при этом раствор состоит из измельченного термопластичного полимера (например, волокон из термопластичного полимера) и одного или более из поверхностно-активного вещества или добавки. Измельченные термопластичные полимеры могут включать, среди прочего, один или более из полиэтилентерефталата (ПЭТ), полиамида (ПА), полифениленсульфида (PPS), полифениленового эфира/полифениленоксида (ПФО), полиэтиленимина (PEI), полиэфирэфиркетона (ПЭЭК), фторсодержащих полимеров, таких как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (PVDF) и сополимер этилена и тетрафторэтилена (ETFE). Раствор термопластичного полимера может включать в себя один или более органических или неорганических растворителей и/или одну или более функциональных добавок.
[00111] В некоторых вариантах осуществления различные эмульгаторы могут быть добавлены к раствору полимера на основе растворителя для содействия образованию стабильного раствора. Иллюстративные эмульгаторы включают анионогенные поверхностно-активные вещества (например, сульфаты, сульфонаты и саркоциды), неионогенные поверхностно-активные вещества (например, полиэтиленгликоль (Triton X-100), этоксилированные линейные спирты, этоксилированные алкилфенолы, сложные эфиры жирных кислот, производные аминов и амидов или тому подобное), катионогенные поверхностно-активные вещества (например, линейные алкиламины и алкиламмоний, соединения амидов и сложных эфиров, соединения аминов и простых эфиров, оксиамины или тому подобное), амфотерные поверхностно-активные вещества (например, пропионовые кислоты, кватернизованные соединения), фторированные поверхностно-активные вещества (например, перфторированные карбоксилаты и сульфонаты) и тому подобное.
[00112] При этом межповерхностный слой матрицы/межповерхностная зона 70 образуется между базовым армирующим слоем 60 и покрывающим слоем 80 до, во время и/или после процесса отверждения или обработки. Например, в некоторых вариантах осуществления раствор слоя матрицы имеет заданную первую вязкость, так что при нанесении раствора слоя матрицы на армирующий слой 60 образуется слой 70 матрицы с первой толщиной. В некоторых вариантах осуществления данная первая толщина уменьшается до второй толщины после заданного промежутка времени после нанесения, во время процесса отверждения и/или после процесса отверждения/обработки (например, вследствие проникновения матричного раствора из слоя 70 в по меньшей мере часть базового армирующего слоя 60 и/или покрывающего слоя 80), посредством чего обеспечивается сплавление/соединение соседних слоев, то есть базового армирующего слоя 60 и покрывающего слоя 80. Проникновение в контексте данного документа относится к впитыванию, просачиванию, адсорбции, диффузии и/или пропусканию слоя матрицы в по меньшей мере часть соседних армирующего слоя/покрывающего слоя и/или к по существу пропитке данной, по меньшей мере, части соседних слоев слоем матрицы. В данном случае матричный раствор выполнен с возможностью втекания внутрь и по меньшей мере частично пропитки конструкционного армирующего слоя (например, волокон одного или более конструкционных армирующих слоев) и/или покрывающего слоя для формирования многослойной изоляции из армированного волокнами композиционного материала. Этот слой 70 матрицы может отверждаться после устранения повышенных температур процесса отверждения, посредством чего обеспечивается сплавление соседних армирующих слоев (60, 80) вместе, в результате чего формируется многослойный композиционный материал, армированный волокнами. Соответственно, один или более армирующих слоев физически и/или химически соединяются вместе.
[00113] Кроме того, раствор слоя матрицы с заданной первой вязкостью может проникать в базовый армирующий слой 60 до первой глубины (например, после отверждения). В некоторых вариантах осуществления глубина проникновения обратно пропорциональна вязкости раствора слоя матрицы, так что раствор слоя матрицы со второй вязкостью, которая меньше первой вязкости, вероятно, будет иметь бóльшую вторую глубину проникновения по сравнению с предыдущим раствором при аналогичных остальных рабочих условиях. При этом в некоторых вариантах осуществления матричный раствор может быть разбавлен до заданной вязкости для обеспечения заданной глубины проникновения посредством этого при использовании соответствующих растворителей, таких как органические растворители, вода и тому подобное. В некоторых вариантах осуществления глубина проникновения обратно пропорциональна поверхностному натяжению или свободной энергии поверхности слоя матрицы при нанесении. В некоторых случаях характеристики поверхностного натяжения слоя матрицы могут быть модифицированы желательным образом посредством использования заданных поверхностно-активных веществ. При этом раствор слоя матрицы может быть выбран в зависимости от требуемой глубины проникновения, рабочих режимов (например, температур), требуемых для отверждения, способности к сплавлению соседних слоев, термопластичных свойств, термореактивных свойств, способности к разбавлению, пригодности для рабочих условий во время использования (например, слой матрицы, который является невоспламеняющимся во время эксплуатации компонента) и тому подобного. Проникновение можно регулировать посредством химического состава, поверхностного натяжения, механического усилия, вибрации, турбулентности и/или ультразвуковых волн, подводимых к ванне.
[00114] В некоторых вариантах осуществления слой 70 матрицы представляет собой часть конструкционного армирующего слоя 60 вместо его нанесения или в дополнение к его нанесению поверх армирующего слоя. При этом в некоторых случаях соответствующий состав матрицы, содержащий аналогичные материалы в соответствующем состоянии, имеющие свойства, аналогичные описанным выше, может быть предусмотрен вокруг конструкционных волокон армирующего слоя для формирования комплексной нити, имеющей конструкционное волокно в ее центре, окруженное материалом матрицы (например, в твердом состоянии). В некоторых случаях состав матрицы может быть предусмотрен в виде волокон матрицы, которые могут быть переплетены или сплетены с конструкционными волокнами и/или волокнами на основе смол для формирования конструкционного армирующего слоя. В таких вариантах осуществления во время или после отверждения материал матрицы может быть по меньшей мере частично расплавлен, разжижен или переведен в полутвердое состояние для содействия сплавлению соседних армирующих слоев вместе, при этом, как правило, сохраняется структурная целостность конструкционных армирующих слоев. В данном случае части из расплавленных материалов матриц в соседних армирующих слоях (60, 80) могут соединяться и образовывать промежуточный слой 70 матрицы между армирующими слоями, например, во время процесса отверждения/термообработки. Этот слой 70 матрицы может затвердевать после устранения повышенных температур процесса отверждения, посредством чего обеспечивается сплавление соседних армирующих слоев (60, 80) вместе, в результате чего образуется многослойная изоляция из армированного волокнами композиционного материала. Следует понимать, что, если явным образом не указано иное, один или более слоев матрицы могут относиться к слоям матрицы, образованным нанесением матричного раствора, и/или слоям матрицы, образованным благодаря расплавленным материалам матрицы в армирующих слоях.
[00115] Далее, после нанесения слоя 70 матрицы покрывающий слой 80 может быть образован поверх армирующего слоя 60. Как указано выше, покрывающий слой 80 может представлять собой один тип армирующего слоя. В некоторых вариантах осуществления структура, конструкция и/или свойства покрывающего слоя 80 могут быть аналогичными описанным выше в отношении армирующих слоев. В некоторых вариантах осуществления покрывающий слой (также упоминаемый как «самоформующееся волокнистое покрытие») представляет собой упругую пружинообразную структуру или рукав, который выполнен с возможностью его формирования поверх армирующих слоев. Покрывающий слой, как правило, выполнен с возможностью обеспечения сжатия вокруг компонента и армирующих слоев. В некоторых случаях покрывающий слой или самоформующееся волокнистое покрытие содержит материалы из сплетенных волокон, трикотажные волокнистые материалы, тканые волокнистые материалы и/или нетканые волокнистые материалы.
[00116] В некоторых вариантах осуществления покрывающий слой 80 может содержать трикотажное покрытие или трикотажную ткань, также упоминаемые как трикотажное покрытие 80 или самоформующееся волокнистое покрытие 80. Трикотажное покрытие может содержать конструкционные волокна, эластичные волокна и/или волокна на основе смол. В некоторых случаях трикотажное покрытие и, в частности, волокна трикотажного покрытия содержат стекловолокна, керамические, металлические, натуральные, металлические, минеральные волокна и/или волокна на основе полимеров в различных комбинациях. Трикотажное покрытие может быть образовано вязанием на кругловязальной машине или вязанием с обвивкой игл. Трикотажное покрытие может быть связано с требуемым размером или связано с бóльшим размером и обрезано и сшито с требуемыми размерами. В некоторых вариантах осуществления трикотажное покрытие может быть связано в виде рукава 80.
[00117] Несмотря на то, что упоминается трикотажное покрытие, следует понимать, что в некоторых вариантах осуществления покрывающий слой 80 может быть образован из одного или более из вышеупомянутых волокон с конфигурацией сплетенного, тканого или нетканого материала. В некоторых случаях трикотажное покрытие может содержать от 0% до 75% волокон на основе смол в зависимости от заданного применения. В некоторых случаях трикотажное покрытие может содержать от 0% до 10% эластичных волокон. В некоторых вариантах осуществления внутренний слой трикотажного материала покрытия выполнен с возможностью его трансформации во время отверждения или обработки для создания «крючков», которые заделываются в один или более нижерасположенных слоев.
[00118] Покрывающий слой 80, как правило, выполнен с возможностью обеспечения его соответствия по форме той поверхности, на которую он нанесен, и выполнен с возможностью сохранения его структурной целостности во время и после отверждения. Кроме того, покрывающий слой 80, также упоминаемый как самоформующееся покрытие, наружный покрывающий слой или наружный конструкционный армирующий слой, выполнен с возможностью придания прочности при сжатии, так что отсутствует необходимость в наружной части формы для уплотнения изоляции из композиционного материала на компоненте.
[00119] В некоторых вариантах осуществления слой матричного раствора также нанесен на покрывающий слой 80. То есть, в некоторых вариантах осуществления слой матричного раствора нанесен только на покрывающий слой 80. В данном случае матричный раствор, как правило, выполнен с возможностью проникновения через покрывающий слой 80 и в по меньшей мере часть армирующего слоя 60, расположенного под ним, посредством чего формируется слой 70 матрицы. Раствор межповерхностной матрицы может быть нанесен распылением, щеткой, нанесен в виде покрытия, нанесен валиком, нанесен погружением или нанесен иным образом на базовый армирующий слой 60 и/или покрывающий слой 80 или предусмотрен как одно целое с соответствующим слоем. Этот матричный раствор может проникать в покрывающий слой 80 и вместе с матричным раствором, нанесенным на армирующий слой 60, может формировать межповерхностный слой 70 матрицы. Межповерхностная зона 70 матрицы может образовывать непрерывную матрицу между слоями 60 и 80, пропитанными матрицей. После нанесения раствора межповерхностной матрицы базовый слой 60, пропитанный матрицей, и трикотажное покрытие, пропитанное матрицей, также упоминаются как волокнистые слои. Эта межповерхностная зона 70 матрицы между слоями 60 и 80 образует изоляцию 20 из многослойного композиционного материала, которая содержит два конструкционных армирующих слоя (60, 80), представляющих собой пропитанные волокнистые слои с непрерывной матрицей, пропитывающей все данные слои, и межповерхностной зоной матрицы между данными 2 волокнистыми слоями (60, 80). По существу, межповерхностные зоны 70 матрицы могут быть образованы на любой поверхности сопряжения армирующего слоя/волокнистого слоя и межповерхностной матрицы, например, между наружной поверхностью 30а компонента 30 и базовым армирующим слоем 60/волокнистым слоем 60, между базовым армирующим слоем 60 и трикотажным покрытием/волокнистым слоем 80, на наружной поверхности волокнистого слоя 80 и в тому подобных местах. Межповерхностная зона 70 матрицы между пропитанным базовым слоем 60 и трикотажным покрытием 80, проиллюстрированными на фиг.2, служит для физического и/или химического соединения волокнистых слоев 60 и 80.
[00120] В некоторых вариантах осуществления базовый армирующий слой 60 может быть пропитан матрицей, отличной от матрицы, пропитывающей покрывающий слой 80. Могут быть использованы различные матричные системы в зависимости от конечного использования. В высокотемпературных применениях базовый армирующий слой 60 может быть пропитан первой матрицей, стойкой к высоким температурам, поскольку он расположен ближе всего к компоненту 30, при этом покрывающий слой 80 пропитан таким же или другим матричным раствором с меньшей термостойкостью. В низкотемпературных применениях базовый армирующий слой 60 может быть пропитан второй матрицей с соответствующей термостойкостью.
[00121] В некоторых вариантах осуществления матричный раствор, нанесенный на базовый армирующий слой 60 и/или покрывающий слой 80, может полностью пропитывать слои (60, 80) или может быть полностью впитан в слои (60, 80) или до, или во время, или после отверждения, в результате чего получают слой 70 матрицы малой толщины. В зависимости от состава разных используемых матричных систем эта толщина может быть пренебрежимо малой или по существу не существующей, в результате чего получают изоляцию 20 из композиционного материала без промежуточного слоя 70 матрицы, то есть без промежуточного слоя 70 матрицы, имеющего значительный размер.
[00122] В некоторых вариантах осуществления матричный раствор введен в базовый армирующий слой 60 и/или покрытие 80 или базовый армирующий слой 60 и/или покрытие 80 пропитаны матричным раствором перед размещением базового армирующего слоя 60 и трикотажного покрытия 80 на компоненте. При этом в некоторых вариантах осуществления пропитанные слои, как правило, сохраняют гибкость и эластичность для их размещения на компоненте 30.
[00123] Кроме того, в некоторых вариантах осуществления, как проиллюстрировано на фиг.2, изоляция 20 из композиционного материала может дополнительно содержать поверхностное покрытие 90. В некоторых вариантах осуществления поверхностное покрытие 90, адаптируемое к требованиям заказчика, может представлять собой систему на полимерной основе. В некоторых вариантах осуществления поверхностное покрытие, адаптируемое к требованиям заказчика, содержит один или более полимеров, измельченных в сухом состоянии и растворенных в растворителе, и эмульгатор. Поверхностное покрытие на полимерной основе может представлять собой систему для на основе термопластичного или термореактивного полимера. В некоторых вариантах осуществления межповерхностный слой 70 матрицы получают посредством диффузии матричного раствора из слоя 90, нанесенного снаружи посредством нанесения щеткой, распыления или погружения.
[00124] При обработке/отверждении часть поверхностного покрытия 90, адаптируемого к требованиям заказчика, в некоторых случаях может затекать в нижерасположенные слои системы из композиционного материала, в результате чего образуются слои, которые механически и химически соединены друг с другом, и при термообработке комплекта создается жесткий многослойный композиционный материал. В некоторых вариантах осуществления, по меньшей мере часть поверхностного покрытия 90, адаптируемого к требованиям заказчика, может быть по-прежнему видна на трикотажном покрытии 80 после отверждения. По существу, внешний вид, адаптируемый к требованиям заказчика, или наружные слои с дополнительной защитой от абразивного износа, прочностью, элементами, препятствующими прилипанию, и другими текстурами могут быть получены в зависимости от заданного применения. В некоторых вариантах осуществления зажимы 40, такие как ленточные хомуты из нержавеющей стали, могут быть предусмотрены для прикрепления системы из композиционного материала к трубе 10 до, во время или после обработки/отверждения, хотя могут быть использованы другие средства крепления, такие как ленты с проволочными скрутками или тому подобное. В некоторых вариантах осуществления изоляция 20 из композиционного материала сама прилипает к компоненту и может не требовать зажимов или других средств крепления.
[00125] В некоторых вариантах осуществления поверхностное покрытие 90 может включать в себя одну или более добавок для дополнительной защиты от абразивного износа, таких как целлюлозное волокно, порошковый диоксид кремния, оксид железа, добавки для тепловой защиты, такие как перлит и вермикулит, добавки, препятствующие прилипанию и предназначенные для предотвращения накопления пыли, такие как политетрафторэтилен (ПТФЭ), добавки для создания различных текстур, такие как стеклянные шарики, добавки для обеспечения внешнего вида, такие как высокотемпературные керамические цветные пигменты, добавки для создания различных текстур и/или добавки для придания дополнительной прочности, такие как металлы, измельченные волокна или углеродное волокно. Несмотря на то, что вариант осуществления, проиллюстрированный на фиг.2, иллюстрирует одну конфигурацию изоляции 20 из композиционного материала, следует понимать, что изоляционная система из композиционного материала может включать любую конфигурацию, предназначенную для использования в самых разных применениях. В некоторых вариантах осуществления одна или более функциональных добавок могут быть добавлены к матрице или поверхностному покрытию. Функциональные добавки могут включать, среди прочего, красители, добавки для повышения стойкости к абразивному износу, огнезащитные добавки, добавки для изменения поверхностного натяжения, наполнители, упрочняющие добавки, средства для изменения температуры стеклования, такие как бентонитовая глина, добавки для теплозащиты, такие как керамические материалы, отражающие инфракрасное излучение, и/или добавки для создания различных текстур или придания различного внешнего вида системе из композиционного материала, такие как диоксид титана. Другие добавки могут включать смазочные материалы, УФ-стабилизаторы, противомикробные средства, антиоксиданты и тому подобное. Красители могут включать, среди прочего, высокотемпературные керамические пигменты, металлические пигменты, земляные пигменты из глины, углеродные пигменты, синтетические пигменты и другие пигменты для придания цвета и/или изменения степеней непрозрачности полимерной системы. Добавки для улучшения защиты от абразивного износа могут включать, среди прочего, оксид железа, керамические материалы, силикаты и металлы. Огнезащитные добавки могут включать, среди прочего, гидроксид алюминия, оксиды сурьмы, хлорированные соединения, оксиды сурьмы и фосфорорганические соединения. Наполнители могут включать, среди прочего, стеклянные шарики, порошковый диоксид кремния, целлюлозу, глины, кремнезем, тальк, диатомит, известь и другие инертные материалы. Добавки для изменения поверхностного натяжения могут включать, среди прочего, фторуглероды, смачивающие добавки и силикон. Упрочняющие добавки могут включать, среди прочего, измельченное углеродное волокно, стекловолокно, металлические и арамидные волокна.
[00126] Фиг.3-5 иллюстрируют варианты осуществления изоляционной системы из композиционного материала для разных компонентов. Фиг.6а-6d и 7 иллюстрируют различные конфигурации многослойной изоляционной системы из композиционного материала.
[00127] Фиг.3 иллюстрирует вид в перспективе изоляционной системы 100 из композиционного материала вокруг компонента 110 и, в частности, вокруг трубы 110 с сужением в соответствии с различными вариантами осуществления изобретения. Как проиллюстрировано, выполнена труба 110 с 90-градусным коленом и сужением. Изогнутая труба 110 с сужением включает в себя изоляцию 120 из композиционного материала, прикрепленную к ней. Как проиллюстрировано, слои изоляции 120 из самоформующегося композиционного материала могут быть наложены, выполнены или надеты на изогнутую трубу 110 с сужением и натянуты так, что не будет избыточного скопления материала с внутренней стороны изгиба и не будет избыточного скопления материала в месте сужения. В варианте осуществления, проиллюстрированном на фиг.3, например, большее отверстие 140 в трубе 110 может представлять собой отверстие с диаметром 6 дюймов (152,4 мм). В этом же примере меньшее отверстие 150 трубы 110 может представлять собой отверстие с диаметром 4 дюйма (101,6 мм). Даже при данном сужении и 90-градусном колене система из композиционного материала выполнена с возможностью размещения на трубе и плотного натягивания без скопления материалов и/или при отсутствии потребности в специальном формовочном оборудовании для получения имеющей хорошую форму и ровной изоляции.
[00128] Фиг.4 иллюстрирует вид в перспективе изоляционной системы 200 из композиционного материала в соответствии с различными вариантами осуществления изобретения. В варианте осуществления, проиллюстрированном на фиг.4, изоляция 220 из композиционного материала размещена на компоненте 210, в частности, на трубе 210 с плетеным покрытием 230 и двумя зажимами 240. Плетеное покрытие 230 может быть пропитано раствором или термопластичной, или термореактивной матрицы, как рассмотрено ранее. Плетеное покрытие 230 в ином случае может быть по существу аналогичным покрывающему слою, описанному ранее.
[00129] Фиг.5 иллюстрирует вид с торца изоляционной системы 250 из композиционного материала в соответствии с различными вариантами осуществления изобретения. Вид с торца компонента 260, в частности, выхлопной трубы 260 (например, выхлопной трубы с диаметром 4 дюйма (101,6 мм)) проиллюстрирован с изоляцией 280 из самоформующегося композиционного материала, наложенной на участок трубы. Как проиллюстрировано, система 280 из самоформующегося композиционного материала имеет зажим 270 на одном конце изоляции 280 из композиционного материала. Как отмечено ранее, изоляционная система 280 из композиционного материала может содержать один или более слоев. В некоторых вариантах осуществления слои будут различимыми, если смотреть с торцов. Однако, как проиллюстрировано на фиг.5, в других вариантах осуществления матричный раствор и одна или более добавок могут закрывать торцы/образовывать оболочку на торцах во время монтажа (например, часть матрицы может перемещаться к торцам при натягивании изоляции) во время отверждения или могут быть специально нанесены в виде покрытия на торцы системы для создания имеющей хорошую форму, торцевой части 290 изоляционной системы 280 из композиционного материала. Таким образом, матричный раствор после отверждения будет виден в торцевой части 290 и по существу будет покрывать торцевую часть 290 оболочкой, чтобы защитить и скрыть слои системы из композиционного материала.
[00130] Фиг.6а-6d иллюстрируют поперечные сечения различных неограничивающих конфигураций адаптируемой к требованиям заказчика, изоляционной системы из композиционного материала по настоящему изобретению. В частности, фиг.6а-6b иллюстрируют конструкционные армирующие слои и распределение промежуточной матрицы в поперечном сечении в различных вариантах осуществления изоляции вокруг трубы 310. Заданное проникновение матричного раствора может быть обеспечено посредством различных способов нанесения матрицы, и матричный раствор может пропитывать один или более конструкционных армирующих слоев. Данная последовательность фигур имеет целью иллюстрирование небольшой выбранной совокупности из многочисленных конфигураций, которые могут быть легко получены посредством данной изоляционной системы из самоформующегося армированного волокнами композиционного материала, которая является адаптируемой к массовому производству по индивидуальным заказам.
[00131] Фиг.6а иллюстрирует поперечное сечение одного варианта осуществления изобретения. В данном варианте осуществления изоляция из композиционного материала содержит три волокнистых армирующих слоя 320, 330 и 350, размещенных на трубе 310. Первый армирующий слой, представляющий собой плетеный волокнистый слой 320 (например, плетеный слой из Е-стекла), размещен на наружной поверхности трубы 310. Второй плетеный слой 330 (например, другой плетеный слой из Е-стекла) размещен поверх первого плетеного слоя 320. Межповерхностный слой 340 матрицы, например, термопластичная основа, находится между вторым плетеным слоем 330 и плетеным покрытием 350. В некоторых случаях вместо плетеного покрытия 350 может быть использовано трикотажное покрытие 350. Поверхностное покрытие 360, например, термопластичное поверхностное покрытие, может быть предусмотрено поверх трикотажного покрытия 350 в качестве самого наружного слоя. В данном случае промежуточная матрица является, как правило, непрерывной от поверхностного покрытия 360 и проходит через второй плетеный слой 330 и/или первый плетеный слой 320. Данный вариант осуществления обеспечивает прочную изоляционную систему из многослойного композиционного материала с очень хорошей долговечностью. Несмотря на то, что система проиллюстрирована с тремя волокнистыми слоями и зонами с одной промежуточной матрицей, следует понимать, что может быть использовано большее или меньшее число волокнистых слоев (или одинаковых, или разных волокнистых слоев) с одной или более промежуточными зонами из матрицы (или с одинаковыми, или с разными матричными растворами). Например, один вариант осуществления изоляции из композиционного материала может содержать по меньшей мере один конструкционный армирующий/волокнистый слой, по меньшей мере одну зону с промежуточной матрицей и/или по меньшей мере одно поверхностное покрытие.
[00132] Следовательно, в качестве примера изоляционная система из композиционного материала в данной конфигурации может включать в себя два слоя оплетки из Е-стекла и плетеное покрытие в термопластичной матрице, а также термопластичное поверхностное покрытие. Для монтажа или размещения два слоя оплетки (320, 330) из Е-стекла могут быть размещены на трубе 310 и обрезаны один за другим. После этого плетеное покрытие 350 может быть надето (в случае рукавного покрытия) или размещено (например, путем намотки покрытия вокруг слоя 330) поверх плетеных слоев (320, 330) и натянуто до заданного натяжения в аксиальном направлении трубы. Плетеное покрытие 350, как правило, выполнено с возможностью обеспечения сжатия во всей системе в радиальном направлении трубы и создания гладкой поверхности без каких-либо выпуклостей или морщин. При этом зажимы могут быть установлены на каждом конце изоляции из композиционного материала, и любой материал, находящийся снаружи зажимов, может быть обрезан. Открытые концы трубы 310 могут быть затем закупорены, и весь комплект или вся изоляционная система из композиционного материала может быть затем погружен (-а) в раствор термопластичной матрицы. В данном случае раствор термопластичной матрицы может быть оптимизирован для нанесения погружением, например, посредством его разбавления соответствующим растворителем для обеспечения оптимальных вязкости и плотности для заданного проникновения. Изоляционная система из композиционного материала может быть погружена в течение первого заданного промежутка времени для гарантирования того, что матричный раствор проникнет по меньшей мере в плетеное покрытие 350, по меньшей мере в слой 330 и/или слой 320 оплетки из Е-стекла. Отвержденная изоляционная система может быть затем извлечена и очищена. Термопластичное поверхностное покрытие 360 может быть также нанесено щеткой на покрывающий материал 350 для обеспечения внешнего покрытия поверхности, обладающего высокой отталкивающей способностью, такого как гидрофобная поверхность. Комплект может быть дополнительно очищен перед его размещением в печи для дополнительного отверждения при заданной температуре в течение второго заданного промежутка времени. После отверждения комплект может быть извлечен, и может быть обеспечена возможность его охлаждения перед установкой изоляционной системы из отвержденного композиционного материала на компоненте в машине/системе для эксплуатации. В данном варианте осуществления изоляционная система из композиционного материала выполнена с возможностью отверждения с плотным и жестким прилеганием вокруг трубы без морщин. Матрица может затекать внутрь и между поверхностным покрытием и 2-м слоем из плетеного Е-стекла для формирования промежуточной зоны 340. 2-й слой из плетеного материала 330, как правило, имеет непрерывную матрицу, проходящую от поверхностного покрытия 360 через 2-й слой 330.
[00133] В еще одном примере изоляционная система из композиционного материала может быть в основном аналогична системе, описанной выше, но может включать в себя 4 слоя оплетки из Е-стекла, трикотажное покрытие и термопластичную матрицу. Для монтажа три слоя оплетки из Е-стекла могут быть последовательно размещены и обрезаны. После этого трикотажный покрывающий материал может быть надет поверх плетеных слоев и туго натянут. Аналогичным образом, зажимы могут быть после этого установлены на каждом конце изоляции из композиционного материала, и материал, находящийся снаружи зажимов, может быть обрезан. Открытые концы трубы затем могут быть закупорены, и весь комплект может быть погружен в раствор термопластичной матрицы, оптимизированный для нанесения погружением, в течение определенного заданного промежутка времени для обеспечения проникновения матричного раствора в 3-й, самый наружный слой оплетки из Е-стекла. После этого комплект может быть помещен в печь и подвергнут отверждению. После отверждения компонент может быть извлечен, и может быть обеспечена возможность его охлаждения. В данном случае матрица, как правило, затекает внутрь и между покрытием и 3-м слоем из плетеного Е-стекла для формирования двухслойного армированного волокнами композиционного материала.
[00134] Фиг.6b иллюстрирует поперечное сечение изоляционной системы из композиционного материала в соответствии с другим вариантом осуществления данного изобретения. В данном варианте осуществления на трубе 310 сформированы волокнистые слои 320, 330 и 350. Эта конфигурация может быть по существу аналогичной той, которая описана в связи с фиг.6а, за исключением того, что может быть использовано трикотажное покрытие 350 и поверхностное покрытие может быть исключено. Данный вариант осуществления, как правило, обеспечивает получение изоляционной системы хорошего качества из многослойного композиционного материала при более низких затратах, в частности, по сравнению с предыдущим вариантом осуществления.
[00135] Для монтажа изоляционной системы из композиционного материала, включающей в себя два слоя оплетки из Е-стекла (320, 330) и трикотажное покрытие 350, и образования промежуточной термопластичной матрицы 340 первый слой 320 оплетки из Е-стекла может быть размещен на трубе 310 и обрезан. После этого второй слой 330 оплетки из Е-стекла может быть размещен поверх первого слоя 320 и обрезан. Раствор термопластичной матрицы может быть нанесен распылением на поверхность оплетки 330 из Е-стекла. После этого трикотажный покрывающий материал 350 может быть надет поверх плетеных слоев (320, 330) и туго натянут. Затем зажимы могут быть установлены на каждом конце изоляции из композиционного материала, и материал, находящийся снаружи зажимов, может быть обрезан. После этого термопластичная матрица может быть нанесена распылением на поверхность покрытия 350, и при необходимости может быть обеспечена возможность ее выдерживания в течение заданного промежутка времени. Труба и зажимы могут быть очищены перед отверждением комплекта в печи при заданной температуре и в течение заданного времени. Затем комплект может быть извлечен, и может быть обеспечена возможность его охлаждения. В данном варианте осуществления изоляционная система из композиционного материала выполнена с возможностью отверждения с плотным прилеганием вокруг трубы без морщин. Термопластичная матрица может затекать внутрь и между покрытием 350 и 2-м слоем из плетеного Е-стекла 330 для формирования промежуточного слоя 340 матрицы и формирования двухслойного армированного волокнами композиционного материала посредством этого. 2-й слой из плетеного материала 330, как правило, имеет непрерывную матрицу, проходящую от покрытия 350 через 2-й слой 330.
[00136] Фиг.6с иллюстрирует поперечное сечение изоляционной системы из композиционного материала в соответствии с еще одним вариантом осуществления данного изобретения. Этот вариант осуществления может содержать по меньшей мере два волокнистых слоя или армирующих слоя 380 и 350. В данном варианте осуществления труба 310 покрыта одним слоем изоляции 380 из нетканого материала, таким как оплетка из Е-стекла. Непосредственно снаружи изоляции 380 из нетканого материала находится покрытие 350, такое как плетеное покрытие. Покрытие 350 может быть трикотажным, плетеным, нетканым или представлять собой комбинацию из данных материалов. Покрытие 350 может дополнительно содержать раствор промежуточной матрицы или промежуточную матричную основу (такую как термореактивная полимерная матрица), который (-ая) служит для соединения изоляционного слоя 380 из нетканого материала и покрытия 350 при отверждении/обработке. Кроме того, поверхностное покрытие 360 может быть предусмотрено поверх покрытия 350. Данный вариант осуществления, как правило, обеспечивает получение очень хорошей изоляции для трубы 310, в частности, при выполнении вышеупомянутых слоев с заданной толщиной.
[00137] Во время размещения/монтажа оплетка из Е-стекла может быть размещена на трубе 310 и обрезана. После этого плетеное покрытие 350 может быть размещено поверх слоя 380. Плетеное покрытие 350 естественным образом сжимается и образует изоляцию, плотно прилегающую к трубе 310 вокруг нее. Затем зажимы могут быть установлены на каждом конце изоляции из композиционного материала, и материал, находящийся снаружи зажимов, может быть обрезан. Термореактивная матрица после этого может быть нанесена щеткой на покрытие перед размещением комплекта в печи. В данном случае изоляционная система из композиционного материала может затвердевать с плотным прилеганием к трубе 310 без морщин. Термореактивная матрица, как правило, равномерно распределяется по всему плетеному покрытию 350, но в некоторых случаях может не проходить в плетеный слой 380. Как правило, равномерное распределение термореактивной матрицы по всему поперечному сечению по меньшей мере плетеного покрытия 350 обеспечивается после отверждения в печи. Отверждение термореактивной матрицы в некоторых случаях может быть обеспечено посредством нагрева комплекта до заданной температуры (например, температуры в диапазоне, соответствующем приблизительно 400°F (204,4°С) или 700-800°F (371,1-426,7°С), или тому подобном) для обеспечения сшивания отдельных цепей полимера.
[00138] Фиг.6d иллюстрирует поперечное сечение изоляционной системы из композиционного материала в соответствии с еще одним вариантом осуществления данного изобретения. В этом варианте осуществления труба 310 может быть покрыта слоем 320 металлической фольги. Этот вариант осуществления может содержать три армирующих/волокнистых слоя 330, 340 и 360. Первый плетеный слой 330 может быть размещен на слое 320 металлической фольги. Второй плетеный слой 340 размещен поверх первого плетеного слоя 330. Слой 350 промежуточной матрицы может находиться между вторым плетеным слоем 340 и трикотажным покрытием 360. Поверхностное покрытие (непроиллюстрированное) может также быть предусмотрено поверх трикотажного покрытия 360 в зависимости от требований, связанных с применением. В данном примере промежуточная матрица, как правило, является непрерывной, начиная от трикотажного покрытия 360, и проходит через второй плетеный слой 340 и/или первый плетеный слой 330. Данный вариант осуществления обеспечивает получение очень хорошей изоляционной системы со слоем, соседним с трубой 310, который обеспечивает высокую степень защиты.
[00139] В одном примере варианта осуществления, проиллюстрированного на фиг.6d, первый плетеный слой 330 может представлять собой слой изоляции из предварительно отрезанного нетканого материала из Е-стекла, в то время как трикотажное покрытие 360 может быть заменено плетеным покрытием 360 из Е-стекла. Кроме того, промежуточная матричная основа 350 может представлять собой раствор термопластичной матрицы. Следовательно, изоляционная система из композиционного материала в данном примере включает в себя слой 320 алюминиевой фольги, слой 330 изоляции из предварительно отрезанного нетканого материала из Е-стекла, плетеное покрытие 360 из Е-стекла и раствор термопластичной матрицы, при этом второй плетеный слой может отсутствовать. Во время размещения слой алюминиевой фольги может быть размещен плотно вокруг трубы 310 посредством наматывания фольги вокруг трубы 310 и загибания любых краев. Фольга может быть без покрытия или с покрытием на одной или обеих поверхностях для ускорения адгезии и/или для защиты фольги от какого-либо воздействия окружающей среды. После этого первый слой оплетки 330 из Е-стекла может быть размещен поверх фольги 320 и обрезан. Второй слой оплетки 340 из Е-стекла при необходимости может быть размещен поверх первого слоя 330 и обрезан. Затем плетеное покрытие 360, как правило, размещают поверх слоев изоляции. Плетеное покрытие 360, как правило, естественным образом сжимается и образует изоляцию, плотно прилегающую к трубе 310 вокруг нее. После этого зажимы могут быть установлены, и любые концы материала могут быть обрезаны. Концы трубы 310 могут быть закупорены, и весь комплект может быть погружен в раствор термопластичной матрицы, оптимизированный для нанесения погружением. Комплект может быть извлечен и очищен перед его размещением в печи для отверждения при заданной температуре в течение определенного промежутка времени. В данном случае изоляционная система из композиционного материала выполнена с возможностью отверждения с плотным прилеганием вокруг трубы без морщин. Термопластичная матрица выполнена с возможностью втекания через покрытие 360 и оба слоя оплетки из Е-стекла (330, 340). Как правило, термопластичная матрица является непрерывной от покрытия 360 до фольги 320 и проходит через все слои изоляционной системы, также образуя по меньшей мере один слой 350 промежуточной матрицы. В некоторых случаях при сильном проникновении термопластичной матрицы другой промежуточный слой матрицы также может быть образован между армирующими слоями 330 и 340.
[00140] Фиг.7 иллюстрирует поперечное сечение еще одного варианта осуществления до и после отверждения/обработки. В этом варианте осуществления изображение 402 слева показывает изоляционную систему 402 с базовым конструкционным армирующим слоем 420, межповерхностным покрывающим слоем 430 из матрицы, покрытием 440 и поверхностным покрытием 460. Справа показано распределение промежуточной матрицы в той же конфигурации после отверждения/обработки, например, посредством нагрева трубы 410 вместе с изоляцией из композиционного материала до заданной температуры для воздействия на отверждение промежуточной матричной основы и волокнистых слоев. В данном случае матрица, как правило, является непрерывной от наружной стороны до внутренней стороны изоляционной системы из композиционного материала, при этом матрица проникает везде.
[00141] Фиг.8а показывает еще один вариант осуществления изоляционной системы 10 из композиционного материала с элементом, полученным формованием. Труба 800 или компонент 800 проиллюстрирована (проиллюстрирован) с изоляцией 810 из композиционного материала. На стороне изоляции 810 из композиционного материала часть или по меньшей мере участок наружной поверхности изоляции 810 из композиционного материала может быть отформована/отформован с плоской частью 820. Например, перед отверждением может быть наложена плоская формовочная плита (непроиллюстрированная), которая может быть затем удалена после отверждения. Несмотря на то, что проиллюстрирована плоская поверхность, любой заданный криволинейный контур может быть отформован в качестве отформованной части 820 вдоль по меньшей мере части изоляции 810 из композиционного материала посредством использования устройства с комплементарной (-ым) поверхностью/контуром. Отформованная часть, например, спрямленная зона 820 выполнена с возможностью обеспечения требуемого внешнего зазора во время эксплуатации. Фиг.8b показывает поперечное сечение изоляционной системы 10 из композиционного материала и, в частности, отформованный элемент 820 вдоль сечения АА на фиг.8а.
[00142] Фиг.9а-9b показывают варианты осуществления изобретения с локализованными изолированными частями. Локализованная изоляция может быть использована для адаптации эксплуатационных характеристик изоляционной системы из композиционного материала в локальных зонах так, как желательно в конкретных применениях. Фиг.9а иллюстрирует вид с вырывом одного варианта осуществления изоляционной системы 950а из композиционного материала. Изоляционная система 950а из композиционного материала может содержать изоляцию 920 из композиционного материала на трубе 900 с локализованным изолирующим матом 910а, размещенным в соответствующем месте, например, на наружном колене трубы 900. Фиг.9а иллюстрирует систему с удаленной частью изоляции 920 из композиционного материала, чтобы показать местоположение локализованного изолирующего мата 910а между трубой 900 и изоляцией 920 из композиционного материала.
[00143] В одном примере варианта осуществления, проиллюстрированного на фиг.9а, изоляция 920 из композиционного материала включает в себя первый армирующий слой, представляющий собой первый плетеный слой из оплетки из Е-стекла, трикотажное покрытие из Е-стекла и термопластичную основу. Во время размещения локализованный изолирующий мат 910а из нетканого материала может быть прикреплен к трубе посредством прикрепляющего адгезива. После этого оплетка из Е-стекла может быть надета на трубу и локализованный мат. Поскольку оплетка из Е-стекла обладает большой приспособляемостью по форме, она, как правило, плотно охватывает трубу 900 и локализованный мат 910. Затем может быть размещено трикотажное покрытие. Трикотажное покрытие, как правило, обеспечивает сжатие всей системы, включая части с локализованным матом 910а, и выполнено с возможностью создания гладкой поверхности без каких-либо выпуклостей или морщин. После этого могут быть установлены зажимы, и материал снаружи зажимов может быть обрезан. Открытые концы трубы могут быть закупорены, и весь комплект может быть погружен в раствор термопластичной матрицы, оптимизированный для нанесения погружением, в течение заданного промежутка времени для гарантирования того, что матричный раствор проникнет в оплетку из Е-стекла, но не в локализованный изолирующий мат. Затем компонент может быть извлечен и очищен перед отверждением в печи. В этом варианте осуществления изоляционная система из композиционного материала, как правило, отверждается с плотным и жестким прилеганием вокруг трубы 900. Матрица может быть выполнена с возможностью втекания через покрытие и в оплетку из Е-стекла. Как правило, покрытие и оплетка из Е-стекла выполнены с возможностью скрепления вместе с четкими граничными поверхностями между слоями. Термопластичная матрица, как правило, является непрерывной от покрытия до оплетки из Е-стекла. В данном варианте осуществления мат может быть пропитан термопластичной матрицей, если это желательно для определенного применения.
[00144] Фиг.9b иллюстрирует вид с вырывом другого варианта осуществления изоляционной системы 950b из композиционного материала. Изоляционная система 950b из композиционного материала может содержать изоляцию 920 из композиционного материала на трубе 900 с локализованным изолирующим рукавом 910b, размещенным в соответствующем месте, например, на наружном колене трубы 900. Фиг.9b иллюстрирует систему 950b с удаленной частью изоляции 920 из композиционного материала, чтобы показать местоположение локализованного изолирующего рукава 910b между трубой 900 и изоляцией 920 из композиционного материала. Локализованный изолирующий рукав может представлять собой плетеный рукав из диоксида кремния. В некоторых вариантах осуществления локализованный изолирующий рукав может быть размещен рядом с трубой 900 вдоль колена и выполнен с такими размерами, чтобы рукав 910b заканчивался, не доходя до концов слоев, расположенных над ним.
[00145] В некоторых вариантах осуществления локализованный изолирующий мат 910а и/или локализованный изолирующий рукав 910b по фиг.9а-9b представляют собой локализованный армирующий слой. В некоторых вариантах осуществления локализованный армирующий слой выполнен с возможностью уменьшения последствий неодинакового расширения изоляционной системы 950 из композиционного материала. В некоторых случаях компонент или труба 900 может подвергаться тепловому расширению и тепловому сжатию, например, вследствие условий эксплуатации или вследствие циклических изменений температуры рабочей текучей среды, удерживаемой/перемещаемой в трубе 900. Однако изоляция 920 из композиционного материала, предусмотренная вокруг трубы 900, может не расширяться или не сужаться так же, как труба 900, и/или с такой же скоростью, как труба 900, особенно в случаях, когда труба образована из металла. Это неодинаковое расширение изоляционной системы из композиционного материала может вызывать образование зазоров или кольцевых пространств между наружной поверхностью трубы 900 и изоляцией 920 из композиционного материала во время эксплуатации. В некоторых случаях эти зазоры могут быть нежелательными вследствие обусловленного зазорами изменения параметров изоляции из композиционного материала, связанных с ее функциями изолирования, покрывания, упрочнения или обеспечения опоры. При этом локализованный армирующий слой 910а или 910b, такой как лента из нержавеющей стали, металлическая вата и тому подобное, может быть предусмотрен между изоляцией 920 из композиционного материала и трубой 900 в зонах, наиболее подверженных неодинаковому тепловому расширению. Тем не менее, при необходимости локализованный армирующий слой может быть предусмотрен на всей протяженности между изоляцией 920 из композиционного материала и трубой 900. Во время монтажа матрица может быть нанесена так, что при отверждении локализованный армирующий слой будет заделан в изоляцию 920 из композиционного материала. Во время эксплуатации локализованный армирующий слой, такой как стальная лента, может расширяться или сужаться, повторяя расширение/сжатие трубы 900, при этом по меньшей мере часть его будет по-прежнему прилипать к изоляции 920 из композиционного материала, предотвращая, тем самым, неодинаковое тепловое расширение и образование каких-либо зазоров между изоляцией 920 из композиционного материала и трубой 900. В некоторых вариантах осуществления локализованный армирующий слой представляет собой трехмерную плетеную металлическую ленту. В некоторых вариантах осуществления материал локализованного армирующего слоя может быть аналогичным материалу трубы 900 для согласования характеристик теплового расширения.
[00146] В некоторых вариантах осуществления локализованный армирующий слой 910а или 910b может быть предусмотрен между изоляцией 920 из композиционного материала и трубой 900 вблизи мест расположения одного или более зажимов для защиты трубы 900 от локализованного абразивного износа, вызываемого зажимами. В некоторых вариантах осуществления локализованный армирующий слой 910а или 910b выполнен с возможностью обеспечения локализованного упрочнения или конструкционной опоры для трубы 900.
[00147] Фиг.10 иллюстрирует последовательность операций способа монтажа системы 1000 из композиционного материала в соответствии с различными вариантами осуществления изобретения. Как проиллюстрировано в блоке 1002, процесс начинается при размещении одного или более армирующих слоев на компоненте в заданном месте, требующем изоляции или упрочнения. Например, армирующий слой, такой как оплетка из Е-стекла, выбирают и надевают на компонент, такой как труба. Армирующий слой, такой как плетеный базовый слой, как правило, выполнен с возможностью его смещения поверх любых колен, сужений, клапанов или тому подобного. После размещения плетеного базового слоя на компоненте он может быть туго натянут поверх компонента или трубы. Один или более дополнительных армирующих слоев также могут быть размещены аналогичным образом или непосредственно, или после нанесения матричного раствора.
[00148] Армирующие слои, как правило, выполнены с такой конфигурацией, что после размещения материала поверх компонента и тугого натягивания посредством приложения растягивающих усилий армирующий слой остается зафиксированным на компоненте. При этом армирующие слои, как правило, натягивают от концов для обеспечения плотного натягивания армирующего слоя поверх криволинейных участков, колен, сужений или тому подобного на компоненте. Избыточный плетеный материал может быть затем обрезан или заправлен в трубу для последующего удаления во время продолжения процесса.
[00149] Далее, как проиллюстрировано в блоке 1004, наносят один или более матричных растворов, например, жидкую полимерную матрицу в виде раствора полимера на основе растворителя наносят на армирующий слой. Нанесение можно выполнять посредством распыления, нанесения валиком, нанесения щеткой, нанесения погружением или тому подобного. Таким образом армирующий слой может быть полностью покрыт полимерной матрицей. Однако в некоторых вариантах осуществления полимерная матрица может быть уже включена в армирующий слой, и по существу не потребуется отдельное нанесение полимерной матрицы снаружи на базовый слой.
[00150] Как проиллюстрировано в блоке 1006 по фиг.10, самоформующееся покрытие, такое как трикотажное покрытие, надевают на данные один или более армирующих слоев, покрытых полимерной матрицей. Трикотажное покрытие может представлять собой двухслойный трикотажный рукав, который может скользить поверх нижерасположенных слоев. В некоторых вариантах осуществления трикотажное покрытие может в готовом виде представлять собой плоскую ткань и может быть затем отрезано и сшито в виде трубы надлежащего размера. Впоследствии, как проиллюстрировано в блоке 1008, трикотажное покрытие и систему из композиционного материала прикрепляют к трубе с помощью средств фиксации, таких как зажимы или тому подобное.
[00151] Далее, как проиллюстрировано в блоке 1010, может быть нанесено адаптируемое к требованиям заказчика, поверхностное покрытие. В некоторых вариантах осуществления адаптируемое к требованиям заказчика, поверхностное покрытие может представлять собой раствор полимера на основе растворителя, аналогичный по химическому составу полимерной матрице, которая была добавлена ранее. Как указано ранее, адаптируемое к требованиям заказчика, поверхностное покрытие может также включать в себя различные добавки в зависимости от применения. Впоследствии тепло может быть подведено ко всей системе из композиционного материала для отверждения системы, как проиллюстрировано в блоке 1012. Таким образом, в некоторых вариантах осуществления вся система из композиционного материала, то есть компонент со слоями изоляции, может быть помещена/помещен в печь предпочтительно с заданной температурой, составляющей, например, приблизительно 560°F (293,3°С), в течение заданного промежутка времени, составляющего, например, один час, для отверждения/термообработки. В других вариантах осуществления только часть системы из композиционного материала может быть подвергнута термоотверждению за раз при использовании печи, термофена или тому подобного.
[00152] После отверждения система из самоформующегося композиционного материала образует изоляцию из жесткого армированного волокнами композиционного материала вокруг компонента. Таким образом, изоляция для любой конфигурации трубы, такой как колено, сужение или тому подобное, может быть создана при отсутствии необходимости в специальных внешних устройствах для формования. Конечный продукт представляет собой жесткий, прочный, термостойкий и в некоторых вариантах осуществления невоспламеняющийся изолятор. Система из отвержденного композиционного материала, содержащая один или более слоев, которые механически и химически соединены посредством использования раствора термопластичного полимера на основе растворителя и образуют жесткий многослойный композиционный материал, может быть подвергнута пескоструйной очистке или дополнительно обработана начисто конечным пользователем посредством другого способа.
[00153] В некоторых вариантах осуществления система из самоформующегося композиционного материала представляет собой систему, поддающуюся ремонту. По существу, если система износится, подвергнется разрывам или тому подобному, она может быть легко отремонтирована без повторного наложения системы на весь компонент. Кроме того, система из самоформующегося композиционного материала также может служить в качестве средства для ремонта при повреждении системы изоляции или покрытия любого другого типа. Таким образом, смесь для ремонта может быть поставлена для выполнения ремонта. Смесь может представлять собой раствор, включающий в себя один или более полимеров, измельченных в сухом состоянии, которые в кристаллическом или полукристаллическом виде растворены или диспергированы иным образом в воде и/или другом растворителе, таком как изопропиловый спирт или тому подобное, для образования раствора для ремонта. Приводимые в качестве примера, измельченные полимеры включают полифениленсульфид (PPS), полифениленовый эфир/полифениленоксид (ПФО), полиэтиленимин (PEI), полиэфирэфиркетон (ПЭЭК), фторсодержащие полимеры, такие как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (ПВДФ) и сополимер этилена и тетрафторэтилена (ETFE).
[00154] Кроме того, аналогично вышеизложенному, различные эмульгаторы могут быть добавлены к раствору полимера на основе растворителя для содействия образованию стабильного раствора. Иллюстративные эмульгаторы включают анионогенные поверхностно-активные вещества (например, сульфаты, сульфонаты и саркоциды), неионогенные поверхностно-активные вещества (например, полиэтиленгликоль (Triton X-100), этоксилированные линейные спирты, этоксилированные алкилфенолы, сложные эфиры жирных кислот, производные аминов и амидов или тому подобное), катионогенные поверхностно-активные вещества (например, линейные алкиламины и алкиламмоний, соединения амидов и сложных эфиров, соединения аминов и простых эфиров, оксиамины или тому подобное), амфотерные поверхностно-активные вещества (например, пропионовые кислоты, кватернизованные соединения), фторированные поверхностно-активные вещества (например, перфторированные карбоксилаты и сульфонаты) и тому подобное.
[00155] В некоторых вариантах осуществления добавки могут быть добавлены в смесь для ремонта для обеспечения соответствия смеси для ремонта имеющейся изоляции по цвету, текстуре, прочности или тому подобному. По существу, смесь для ремонта может быть выполнена аналогичной слою полимерной матрицы и/или адаптируемому к требованиям заказчика, поверхностному покрытию, подробно описанным ранее.
[00156] По существу, смесь для ремонта может быть нанесена посредством щетки, валика, распыления или тому подобного так, чтобы смесь для ремонта покрыла поврежденную зону изоляции. После нанесения смеси для ремонта также может быть подведено тепло для отверждения смеси для ремонта. Тепло может быть подведено посредством термофена, печи или тому подобного. Во время отверждения смесь для ремонта может проходить в различные слои изоляции и сплавлять их вместе для заделки повреждения, образованного в изоляции.
[00157] В дополнение к вышеизложенному ниже описаны варианты осуществления изоляционной системы из композиционного материала, содержащей один или более самосжимающихся материалов. Эти варианты осуществления, проиллюстрированные на фиг.11-16, направлены на изоляционную систему из композиционного материала, которая, как правило, не требует дополнительных устройств для создания отформованного материала. В данном случае изоляционная система из композиционного материала, как правило, включает в себя плетеную плоскую ленту, которая выполнена с возможностью намотки вокруг компонента, плотного прилегания к предшествующему и/или последующему витку и затягивания на компоненте. В некоторых вариантах осуществления плетеная плоская лента может быть пропитана матрицей композиционного материала перед размещением плетеной плоской ленты. В некоторых случаях плетеная плоская лента выполнена с возможностью ее пропитки матрицей композиционного материала после размещения плетеной плоской ленты для формирования композиционного материала с когезионной связью и для придания жесткости и прочности изоляционной системе из композиционного материала. В изоляционной системе из композиционного материала может использоваться матрица композиционного материала с добавками для формирования обертки из композиционного материала с когезионной связью и в некоторых вариантах осуществления - композиционного материала с когезионной связью для получения жесткой изоляции и/или покрытия для самых разных компонентов. По существу, в некоторых случаях варианты осуществления, описанные в связи с фиг.11-16, аналогичны вариантам осуществления, описанным в связи с фиг.1-10, в которых армирующий слой содержит плетеную плоскую ленту.
[00158] Фиг.11 иллюстрирует вид в перспективе изоляционной системы 50 из композиционного материала в соответствии с различными вариантами осуществления изобретения. Как проиллюстрировано на фиг.11, компонент 80, такой как труба 80, проиллюстрирован с плетеной плоской лентой 60. В некоторых вариантах осуществления одна или более плетеных плоских лент могут быть наложены на поверхность трубы 80 в зависимости от применения. Плетеная плоская лента представляет собой конструкционный армирующий слой и может быть создана из материалов армирующих слоев, описанных ранее. Например, в некоторых случаях плетеная плоская лента 60 может представлять собой волокнистую основу, изготовленную из материалов, стойких к высоким температурам, для сохранения целостности материала при повышенных температурах, при этом материалы включают, среди прочего, Е-стекло, S-стекло, базальт, кварц, политетрафторэтилен (ПТФЭ), метаарамид, параарамид, меламин, полибензимидазол, полиимид, кремнезем, оксидированный полиакрилонитрил, углеродное волокно и/или керамические материалы. Могут быть использованы один или более из данных термостойких материалов в зависимости от применения трубы 80 для отвода выхлопных газов. Например, Е-стекло может быть предусмотрено для максимальной постоянной рабочей температуры, составляющей 1000°F (537,8°С), в то время как керамические материалы могут быть предусмотрены для непрерывного функционирования при температуре свыше 2000°F (1093,3°С).
[00159] Волокна плетеной плоской ленты 60 могут иметь вид непрерывных волокон, нитей из жгута с одним концом, нитей с множеством концов, крученых нитей с S- или Z-образной круткой, основы на навое, крученых комплексных нитей или текстурированных нитей. Другие волокна, стойкие к высоким температурам, могут включать метаарамидные волокна, параарамидные гомополимеры и сополимеры, керамические волокна, волокна, армированные стеклом, волокна, армированные металлом или проволокой, волокна из полиэтилена высокой плотности, полиимидные волокна, полибензимидазольные волокна, волокна из оксидированного полиакрилонитрила и так далее. Также могут быть использованы волокна, состоящие из полифениленсульфида (PPS), полиэтиленимина (PEI), полиэфирэфиркетона (ПЭЭК), фторсодержащих полимеров, таких как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (ПВДФ), сополимер этилена и тетрафторэтилена (ETFE), и их комбинаций.
[00160] Эластомерные волокна могут включать волокна, которые имеют высокую степень относительного удлинения и быстро и полностью восстанавливаются после сильного удлинения вплоть до их предела прочности при разрыве. Эластомерные волокна, включающие в себя натуральные и синтетические каучуки, сшитые каучуки, полиуретаны с различной жесткостью сегментов в макромолекуле, сшитые полиакрилаты, силиконовые каучуки, нитрильный каучук, блок-сополимеры олефинов, полиамидные волокна, двухкомпонентные волокна и/или их комбинации, также могут быть использованы в качестве волокон плетеной плоской ленты 60.
[00161] Плетеная конструкция может быть использована вследствие ее высокой способности к обеспечению соответствия по форме и вследствие того, что она может обеспечить более толстые профили, чем трикотажные материалы или тканые материалы. В некоторых вариантах осуществления плетеная плоская лента 60 изготовлена из жгута. Таким образом, плетеная плоская лента 60 содержит эластичные продольные жгуты и неэластичные наклонные жгуты. В качестве иллюстрации в одном варианте осуществления плетеная плоская лента 60 содержит кремнезем с толщиной, составляющей приблизительно 1/16 дюйма (1,5875 мм), и/или стекло с толщиной, составляющей приблизительно 0,2 дюйма (5,08 мм). Кроме того, плетеная конструкция обеспечивает возможность легкой укладки вокруг компонентов, таких как колена труб или тому подобное. Например, растягивание плетеного материала вдоль длины выхлопной трубы при размещении вызывает затягивание оплетки вокруг трубы 80 или нижерасположенного материала вдоль прямолинейных и изогнутых участков. Кроме того, плетеная плоская лента 60 может быть раздвинута для обеспечения возможности открытия фланцев, датчиков или других отверстий, выступающих от трубы 80, не вызывая скопления обертывающего материала вокруг фланца. По существу, плетеная плоская лента 60 может быть раздвинута в данном конкретном месте для обеспечения возможности выступания фланца от трубы 80.
[00162] В зависимости от применения и технических характеристик заданной изоляционной системы из композиционного материала может быть использована одна намотанная плетеная плоская лента 60 или может быть использовано множество намотанных плетеных плоских лент.
[00163] Как проиллюстрировано на фиг.11, плетеная плоская лента 60 может быть намотана так, что плетеная плоская лента 60 будет плотно прилегать к соседним полоскам из ленты. Упорный контакт/стык 70 представляет собой непроницаемое соединение между двумя соседними витками плетеной плоской ленты 60. Специфический характер плетеной плоской ленты 60 позволяет пользователю наматывать плетеную плоскую ленту 60 вокруг трубы 80 и после этого сдвигать плетеную плоскую ленту 60 и манипулировать плетеной плоской лентой 60 для обеспечения ее плотного прилегания к трубе 80 и выполнения витков, примыкающих друг к другу. Таким образом, в некоторых вариантах осуществления система не требует перекрывания витков или тому подобного. Кроме того, отсутствует необходимость в каких-либо зажимах или удерживающих устройствах для процесса намотки. Концы витка заправляют под соседние витки 90 для удерживания концов на месте и получения конечного изделия с хорошей формой при отсутствии необходимости в зажимах или альтернативных удерживающих средствах.
[00164] В некоторых вариантах осуществления плетеная плоская лента 60 имеет матрицу композиционного материала, включенную в нее. В других вариантах осуществления матрица композиционного материала может быть нанесена на плетеную плоскую ленту 60 после размещения плетеной плоской ленты 60 на трубе 80. Матрица композиционного материала может быть нанесена посредством распыления, нанесения щеткой, нанесения в виде покрытия, нанесения валиком, нанесения погружением или нанесения раствора иным образом на одну или более плетеных плоских лент 60. То есть, также предусмотрено, что плетеная плоская лента 60 может быть намотана так, что плетеная плоская лента 60 будет перекрывать по меньшей мере часть по меньшей мере одной соседней/ближней полоски из ленты, в некоторых случаях в зависимости от заданного применения и контуров/конструкции трубы или компонента 80.
[00165] Матрица композиционного материала может содержать смесь вермикулита с неорганическим связующим веществом, таким как коллоидный диоксид кремния, силикат натрия или тому подобное. Эта смесь также может быть разбавлена водой, и могут быть включены различные добавки в зависимости от применения и заданных требований заказчика. В некоторых вариантах осуществления добавки, которые могут быть использованы, имеют вид порошков, жидкостей, суспензий, гранул и взвесей, а также красителей. В некоторых вариантах осуществления в матрицу композиционного материала могут быть добавлены такие добавки, как термопластичные полимеры и термореактивные полимеры. В некоторых вариантах осуществления могут быть добавлены цветные пигменты для придания заданного заказчиком внешнего вида с разными цветами трубе 80. Цветные добавки могут иметь вид красок или красителей из высокотемпературной керамики, металлических пигментов, земляных пигментов из глин, углеродных пигментов, синтетических пигментов и других пигментов, которые могут быть использованы для придания цвета и/или различных степеней непрозрачности. Кроме того, могут быть предусмотрены добавки для дополнительной защиты от абразивного износа, такие как оксид железа, добавки для обеспечения дополнительной прочности, жесткости, долговечности, такие как керамические материалы, металлы, такие как алюминий, или измельченное волокно, добавки для обеспечения заданных заказчиком внешнего вида или текстур, такие как стеклянные шарики для заполнения отверстий, получения неприлипающей поверхности и/или тому подобного. Другие добавки могут включать перлит или тому подобное.
[00166] В некоторых вариантах осуществления матрица композиционного материала может быть подвергнута сушке на трубе без подвода дополнительного тепла. В некоторых вариантах осуществления отверждение может происходить при температурах эксплуатации самого компонента. Таким образом, после отверждения матрицы композиционного материала система образует стойкое к высоким температурам, воздухопроницаемое, жесткое и соответствующее требованиям заказчика, обертывающее покрытие для изоляции и защиты компонентов от повреждений, вызываемых внешними факторами, такими как погода, абразивный износ, воздействие тупого предмета или тому подобное.
[00167] Фиг.12 иллюстрирует вид в перспективе изоляционной системы 10 из композиционного материала в соответствии с различными вариантами осуществления изобретения. В варианте осуществления, проиллюстрированном на фиг.12, изоляционная система из композиционного материала наложена на наружную сторону трубы 30, такой как выхлопная труба, и может содержать дополнительные материалы, наложенные/нанесенные на обертывающее покрытие 50 из плетеной плоской ленты, проиллюстрированной на фиг.11.
[00168] В некоторых вариантах осуществления наружная видимая часть 20 изоляционной системы из композиционного материала включает в себя возможное, но необязательное трикотажное покрытие из композиционного материала и возможное, но необязательное поверхностное покрытие из раствора полимера на основе растворителя, адаптируемое к требованиям заказчика и отвержденное на трикотажном покрытии. В других вариантах осуществления плетеная плоская лента с матрицей композиционного материала может представлять собой наружную видимую часть 20 без какого-либо возможного, но необязательного трикотажного покрытия из композиционного материала или возможного, но необязательного поверхностного покрытия из раствора полимера на основе растворителя, которое может быть адаптируемым к требованиям заказчика, как проиллюстрировано на фиг.11.
[00169] В некоторых вариантах осуществления наружная видимая часть 20 может содержать поверхностное покрытие из раствора полимера на основе растворителя, адаптируемое к требованиям заказчика и состоящее из раствора композиционного полимера, который включает в себя одну или более добавок в зависимости от применения. Таким образом, поверхностное покрытие, адаптируемое к требованиям заказчика, включает в себя один или более из полимеров, измельченных в сухом состоянии, которые в кристаллическом или полукристаллическом виде растворены или диспергированы иным образом в воде и/или другом растворителе, таком как изопропиловый спирт или тому подобное, для образования раствора. В некоторых вариантах осуществления раствор полимера на основе растворителя также включает в себя эмульгаторы, такие как поверхностно-активное вещество.
[00170] В зависимости от применения адаптируемое к требованиям заказчика, поверхностное покрытие из раствора полимера на основе растворителя может также включать в себя различные добавки, включая: добавки для защиты от абразивного износа, такие как оксид железа, добавки для тепловой защиты, такие как перлит, добавки для предотвращения прилипания, предназначенные для предотвращения накопления пыли, такие как политетрафторэтилен (ПТФЭ), добавки для изменения пористости, такие как стеклянные шарики, добавки для создания различных текстур, такие как стеклянные шарики, добавки для обеспечения внешнего вида, такие как цветные пигменты из высокотемпературной керамики, и/или добавки для придания дополнительной прочности, такие как металлы, измельченные волокна или углеродное волокно.
[00171] В некоторых вариантах осуществления наружная видимая часть 20 изоляционной системы из композиционного материала включает в себя трикотажное покрытие. Трикотажное покрытие из композиционного материала может представлять собой тканевый рукав, полученный на кругловязальной машине, который изготовлен в соответствии с конкретными техническими характеристиками так, чтобы он надевался вокруг компонента или трубы 30 и нижерасположенного обертывающего покрытия. Трикотажное покрытие из композиционного материала может представлять собой двухсторонний трикотаж, который сохраняет свою структурную целостность при расплавлении. Трикотажное покрытие из композиционного материала включает в себя двухстороннюю трикотажную трубу, которая надевается вокруг другого, нижерасположенного материала. В некоторых вариантах осуществления трикотажное покрытие из композиционного материала содержит стекловолокно и 20% волокон на основе смолы. В некоторых вариантах осуществления трикотажное покрытие из композиционного материала может содержать от 0% до 85% волокон на основе смолы в зависимости от заданного применения. В некоторых вариантах осуществления трикотажное покрытие из композиционного материала содержит трикотажную ткань, которая включает в себя комбинацию стекловолокна и термопластичных волокон и/или волокон на основе смол. Термопластичные волокна могут включать волокна из сложного полиэфира, нейлона, PPS или полиэфиримида (PEI). Кроме того, трикотажное покрытие из композиционного материала образует структуру, которая обеспечивает формообразующее сжатие нижерасположенных материалов системы.
[00172] В некоторых вариантах осуществления наружная видимая часть 20, проиллюстрированная на фиг.12, закрывает основу из намотанной плетеной плоской ленты 40. Как проиллюстрировано, намотанная плетеная плоская лента 40 находится под наружной видимой частью 20, которая включает в себя трикотажное покрытие из композиционного материала и адаптируемое к требованиям заказчика, поверхностное покрытие из раствора полимера на основе растворителя. Однако в некоторых вариантах осуществления намотанная плетеная плоская лента представляет собой наружную часть, которая видна. Различные конфигурации и возможные материалы проиллюстрированы ниже более подробно в связи с фиг.15а-15f.
[00173] В некоторых вариантах осуществления плетеная плоская лента 40 содержит волокна или нити, состоящие из крученых волокон. В некоторых вариантах осуществления плетеная плоская лента 40 образована из жгута. Таким образом, плетеная плоская лента 40 содержит эластичные продольные жгуты и неэластичные наклонные жгуты. Жгуты сформированы переплетением множества волокон и/или нитей. Жгуты используются для образования плетеного материала, имеющего двуосную, трехосную или однонаправленную структуру. Благодаря его структуре плетеный материал может быть выполнен более толстым, чем другие типы тканей.
[00174] Плетеный материал содержит стекловолокно, другие высокотемпературные волокна, эластомерные волокна и/или другие нити или волокна. Волокна могут состоять из различных типов стекла, таких как Е-стекло и S-стекло, базальта, кварца, политетрафторэтилена (ПТФЭ), метаарамида, параарамида, меламина, полибензимидазола, полиимида, кремнезема, оксидированного полиакрилонитрила, углеродного волокна и/или керамических материалов. В зависимости от применения и технических характеристик заданной изоляционной системы из композиционного материала может быть использована одна намотанная плетеная плоская лента 50 или может быть использовано множество намотанных плетеных плоских лент.
[00175] Фиг.13а-13с иллюстрируют вид спереди изоляционной системы из композиционного материала, накладываемой вокруг фланца. Фиг.13а иллюстрирует вид спереди компонента перед намоткой на него изоляционной системы 100 из композиционного материала. Как проиллюстрировано на фиг.13а, труба 110, которая должна быть покрыта изоляционной системой из композиционного материала, включает в себя 45-градусное колено 115 и фланец 120. Фланцы 120 становятся все более распространенными на выхлопных трубах 110 из-за дополнительных датчиков кислорода, других датчиков, применений монтажных систем или тому подобного, которые все в более широком объеме встраивают в выхлопную трубу 110.
[00176] Традиционное обертывающее покрытие требует перекрывания слоев обертывающего покрытия и не обладает никакой растяжимостью или эластичностью, а также не имеет никаких средств раздвигания обертывающего покрытия для размещения фланца в пределах обертывающего покрытия. По существу, традиционное обертывание потребует нескольких витков, чтобы попытаться закрыть зону вокруг фланца 120. Это обусловлено тем, что зона вокруг каждой из сторон фланца 120 должна быть обернута. По существу, может потребоваться множество перекрывающихся слоев обертывающего покрытия для обеспечения полного покрытия вокруг фланца 120. Таким образом, дополнительные витки приведут к созданию выпуклой зоны обертывающего покрытия вокруг фланца 120. Кроме того, традиционное обертывание также приводит к образованию выпуклой перекрывающейся зоны с внутренней стороны 45-градусного колена 115 при одновременном образовании расширенной и более тонкой зоны обертывающего покрытия вокруг наружной части 45-градусного колена.
[00177] Фиг.13b иллюстрирует вид в перспективе изоляционной системы 150из композиционного материала, наложенной вокруг фланца 120, в соответствии с различными вариантами осуществления изобретения. Фиг.13b иллюстрирует такую же трубу 110, как на фиг.13а, однако труба 110 на фиг.13b обернута изоляционной системой из композиционного материала. Таким образом, плетеная плоская лента 125 может быть намотана вокруг трубы 110. Важно то, что в некоторых вариантах осуществления плетеная плоская лента 125 изоляционной системы из композиционного материала может быть предназначена не для перекрывания, а для плотного прилегания соседних витков друг к другу вместо этого. Изоляционной системе из композиционного материала, в частности, плетеной плоской ленте 125 изоляционной системы из композиционного материала может быть легко придана соответствующая форма для приема фланца 120 за счет раздвигания или образования открытой зоны 130 альтернативным образом. Таким образом, зона вокруг фланца 120 будет полностью закрыта, и не происходит никакого дополнительного обертывания или выпучивания слоев обертывающего покрытия. Намотка вокруг 45-градусного колена 115 создает плавное обертывающее покрытие вокруг колена без какого-либо выпучивания или тонких мест. Таким образом, плетеная плоская лента может сжиматься и обеспечивать плотное прилегание витков друг к другу с внутренней стороны колена 115, в то время как на наружной части колена 115 плетеная плоская лента может растягиваться и/или расширяться 140 для обеспечения равномерной толщины на всем колене 115.
[00178] Фиг.13с иллюстрирует вид сверху изоляционной системы 200 из композиционного материала, наложенной вокруг фланца 120, в соответствии с различными вариантами осуществления изобретения. Как проиллюстрировано, труба 110 обернута изоляционной системой из композиционного материала. Таким образом, плетеная плоская лента 125 была намотана и затянута вокруг трубы 110. Как проиллюстрировано, концы плетеной плоской ленты 125 намотаны и заделаны под соседними витками 160, так что отсутствует необходимость в каких-либо зажимах или других удерживающих средствах для изоляционной системы из композиционного материала. Плетеная плоская лента 125 может быть растянута и/или в альтернативном варианте раздвинута 130 для намотки вокруг фланца 120 без добавления дополнительных витков и придания ненужной объемности обертывающему покрытию вокруг фланца 120. Таким образом, создается гладкое однородное обертывающее покрытие даже вокруг угловых частей и вокруг фланцев.
[00179] Фиг.14 иллюстрирует вид в перспективе изоляционной системы 250 из композиционного материала в соответствии с различными вариантами осуществления изобретения. В варианте осуществления, проиллюстрированном на фиг.14, 90-градусное колено покрыто изоляционной системой из композиционного материала. Таким образом, плетеную плоскую ленту 255 начинают наматывать с первого витка 290 для фиксации плетеной плоской ленты 255 в заданном положении. После этого плетеная плоская лента 255 может быть намотана и затянута так, что каждый виток плетеной плоской ленты 255 будет плотно прилегать к участку соседнего витка. Когда плетеная плоская лента 255 дойдет до 90-градусного колена в трубе 260, плетеная плоская лента 255 на наружной части 90-градусного колена 280 имеет гибкость для растягивания ее так, чтобы она оставалась в контакте с соседними витками при обеспечении гладкого покрытия колена без какого-либо перекрывания или выпучивания витков. Внутренняя сторона 90-градусного колена в трубе 260 содержит плетеную плоскую ленту 270, которая может сжиматься вдоль ширины витка для сохранения упорного контакта соседних витков без образования выпуклости или перекрывающегося обертывающего покрытия.
[00180] В некоторых вариантах осуществления множество плетеных плоских лент 270 могут быть намотаны вокруг критически важной или подвергающейся воздействию высоких температур части трубы 260 множество раз для обеспечения целевой дополнительной изоляции и/или защиты определенных зон.
[00181] Фиг.15а-15f иллюстрируют поперечные сечения различных вариантов осуществления изоляционной системы из композиционного материала в соответствии с различными вариантами осуществления изобретения. Как будет понятно среднему специалисту в данной области техники, данные материалы образуют композиционный материал, поскольку такие проиллюстрированные материалы не наложены друг на друга в виде слоев или не образуют многослойный материал путем ламинирования, а вместо этого отверждены для формирования композиционного материала. Варианты осуществления, проиллюстрированные на фиг.15а- 15f, иллюстрируют альтернативные материалы для создания изоляционной системы из композиционного материала в зависимости от применения у пользователя.
[00182] В варианте осуществления, проиллюстрированном на фиг.15а, компонент 310 или труба 310 имеет базовый материал 320, прилегающий к нему/к ней. Базовый армирующий слой 320 представляет собой намотанную волокнистую основу, которая преобразована в плетеную плоскую ленту соответствующих размеров, например, с шириной, составляющей приблизительно 2 дюйма (50,8 мм). В других вариантах осуществления ширина и толщина базового материала варьируются в зависимости от применения и формы компонента. Матрица 330 композиционного материала может быть нанесена на поверхность базового слоя 320 после размещения основы 320 на трубе 310, или в альтернативном варианте матрица может быть включена в структуру базового слоя 320. Матрица 330 композиционного материала может включать в себя силикатный материал, включая филлосиликат/листовой силикат, такой как вермикулит, с неорганическим связующим, вермикулит, коллоидный диоксид кремния, силикат калия, силикат кальция, битум, алюминат кальция и/или силикат натрия. Эта смесь может также включать в себядобавки, такие как, среди прочего, цветные пигменты в виде красителей из высокотемпературной керамики, добавки для дополнительной защиты от абразивного износа, добавки для тепловой защиты, добавки для обеспечения прочности, добавки для обеспечения жесткости, добавки для обеспечения долговечности и/или добавки для придания различных текстур или внешнего вида системе из композиционного материала.
[00183] В варианте осуществления, проиллюстрированном на фиг.15b, компонент или труба 310 имеет основу из плетеной плоской ленты, пропитанной матрицей 360 композиционного материала, уже включенной в нее перед наложением основы на трубу 310. По существу, конечный пользователь сможет намотать плетеную плоскую ленту, которая пропитана матрицей композиционного материала, вокруг трубы 310. По существу, когда конечный пользователь получает изоляционную систему из композиционного материала, плетеная плоская лента уже смочена матрицей композиционного материала. Таким образом, конечный пользователь может намотать основу с раствором матрицы 360 композиционного материала, включенным в нее, вокруг трубы 310.
[00184] В варианте осуществления, проиллюстрированном на фиг.15c, компонент или труба 310 имеет основу 320, прилегающую к нему/к ней. Основа 320 представляет собой плетеную плоскую ленту. Матрицу 330 композиционного материала наносят на плетеную плоскую ленту основы 320. Матрица 330 композиционного материала включает в себя вермикулит, коллоидный диоксид кремния, силикат калия, силикат кальция, битум, алюминат кальция и/или силикат натрия. Эта смесь также может включать в себя добавки в зависимости от заданных различных применений или адаптации к требованиям заказчика.
[00185] Вариант осуществления, проиллюстрированный на фиг.15с, включает нанесение адаптируемого к требованиям заказчика раствора 350 полимера на основе растворителя на матрицу 330 композиционного материала. Адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя представляет собой раствор полимера на основе растворителя, который наносят распылением, щеткой, наносят в виде покрытия, наносят валиком, наносят погружением или наносят иным образом на нижерасположенный материал. В некоторых вариантах осуществления невозможно точно отделить матрицу 330 композиционного материала от адаптируемого к требованиям заказчика раствора 350 полимера на основе растворителя, при этом может иметь место значительно межповерхностное проникновение материалов друг в друга.
[00186] Полимеры, измельченные в сухом состоянии, в кристаллическом или полукристаллическом виде могут быть растворены или диспергированы иным образом в воде и/или другом растворителе, таком как изопропиловый спирт или тому подобное, для образования адаптируемого к требованиям заказчика раствора 350 полимера на основе растворителя. Приводимые в качестве примера, измельченные полимеры включают полифениленсульфид (PPS), полифениленовый эфир/полифениленоксид (ПФО), полиэтиленимин (PEI), полиэфирэфиркетон (ПЭЭК), фторсодержащие полимеры, такие как политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (ПВДФ) и сополимер этилена и тетрафторэтилена (ETFE) и/или тому подобное. В некоторых вариантах осуществления невоспламеняющиеся полимеры используются в растворе 350 полимера на основе растворителя, адаптируемом к требованиям заказчика. В некоторых вариантах осуществления в зависимости от применения воспламеняющиеся полимеры также могут быть использованы в растворе 350 полимера на основе растворителя, адаптируемом к требованиям заказчика.
[00187] В некоторых вариантах осуществления различные эмульгаторы могут быть добавлены к раствору 350 полимера на основе растворителя, адаптируемому к требованиям заказчика, для содействия образованию стабильного раствора. Иллюстративные эмульгаторы включают анионогенные поверхностно-активные вещества (например, сульфаты, сульфонаты и саркоциды), неионогенные поверхностно-активные вещества (например, полиэтиленгликоль (Triton X-100), этоксилированные линейные спирты, этоксилированные алкилфенолы, сложные эфиры жирных кислот, производные аминов и амидов или тому подобное), катионогенные поверхностно-активные вещества (например, линейные алкиламины и алкиламмоний, соединения амидов и сложных эфиров, соединения аминов и простых эфиров, оксиамины или тому подобное), амфотерные поверхностно-активные вещества (например, пропионовые кислоты, кватернизованные соединения), фторированные поверхностно-активные вещества (например, перфторированные карбоксилаты и сульфонаты) и тому подобное.
[00188] В некоторых вариантах осуществления адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя может включать в себя измельченный полимер, такой как PPS, воду в качестве растворителя, поверхностно-активное вещество, такое как Triton X-100, и пропиленгликоль.
[00189] В некоторых вариантах осуществления адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя может включать в себя различные добавки в зависимости от применения. Эти добавки могут быть включены в раствор полимера на основе растворителя в виде порошков, жидкостей, суспензий, гранул и взвесей, а также красителей. Эти добавки могут включать цветные пигменты, добавки для дополнительной защиты от абразивного износа, такие как оксид железа, добавки для обеспечения дополнительной прочности, жесткости и долговечности, такие как керамические материалы, металлы, такие как алюминий, или измельченное волокно, добавки для обеспечения адаптированных к требованиям заказчика, внешнего вида или текстур, такие как стеклянные шарики для заполнения отверстий, получения неприлипающей поверхности и/или тому подобного.
[00190] Адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя может также включать в себя наполнители для загущения и/или увеличения объема раствора в зависимости от применения и способа нанесения. В некоторых случаях могут быть добавлены такие наполнители, как глины, кремнезем, тальк, диатомовая земля, известь и другие инертные материалы. Другие наполнители, которые могут быть добавлены в раствор полимера на основе растворителя, представляют собой упрочняющие материалы для дополнительного повышения прочности межповерхностного соединения, такие как измельченные волокна, стекловолокно, углеродные волокна, нейлоновые (полиамидные) волокна, полипропиленовые волокна, кварцевые частицы, целлюлоза растительного происхождения и тому подобное. Другие добавки, которые могут быть включены в раствор полимера, включают смазочные материалы, УФ-стабилизаторы, противомикробные средства, антиоксиданты и тому подобное.
[00191] В варианте осуществления, проиллюстрированном на фиг.15d, компонент или труба 310 имеет основу 360 с включенным в нее раствором, прилегающую к компоненту/трубе. По существу, конечный пользователь сможет намотать плетеную плоскую ленту, которая пропитана матрицей композиционного материала, вокруг трубы 310. Вариант осуществления, проиллюстрированный на фиг.15d, включает рядом с плетеной плоской лентой 360, включающей в себя раствор, адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя, который может включать в себя измельченный полимер, такой как PPS, воду в качестве растворителя, поверхностно-активное вещество, такое как Triton X-100, пропиленгликоль и одну или более добавок в зависимости от применения системы.
[00192] В варианте осуществления, проиллюстрированном на фиг.15e, компонент или труба 310 имеет основу. Основа 320 представляет собой намотанную волокнистую основу, которая образована в виде плетеной плоской ленты. Рядом с основой 320 из намотанной плетеной плоской ленты имеется матрица 330 композиционного материала, которая нанесена на основу 320. Матрица 330 композиционного материала включает в себя вермикулит и коллоидный диоксид кремния. Далее, вариант осуществления, проиллюстрированный на фиг.15е, включает в себя трикотажное покрытие 340 из композиционного материала, прилегающее к матрице 330 композиционного материала. Трикотажное покрытие 340 из композиционного материала представляет собой двухсторонний трикотаж, который содержит стекловолокно и от 0% до 85% волокон на основе смол. В некоторых вариантах осуществления трикотажное покрытие из композиционного материала содержит стекловолокно и 20% волокон на основе смол. В некоторых вариантах осуществления трикотажное покрытие из композиционного материала образует структуру, которая обеспечивает формообразующее сжатие нижерасположенных материалов системы. Трикотажное покрытие 340 из композиционного материала представляет собой двусторонний трикотаж, выполненный с внутренней частью, предназначенной для расплавления и/или разрыва для трансформации во время отверждения для формирования крючка, предназначенного для проникновения в материал, расположенный под трикотажным покрытием 340 из композиционного материала, для создания механической связи между материалами системы.
[00193] В некоторых вариантах осуществления трикотажное покрытие 340 из композиционного материала содержит трикотажный материал, который включает в себя комбинацию стекловолокна и термопластичных волокон и/или волокон на основе смол. Термопластичные волокна могут включать полиэфирные волокна, волокна из нейлона, PPS или полиэфиримида (PEI). Трикотажное покрытие 340 из композиционного материала может быть надето поверх нижерасположенного материала системы из композиционного материала. В некоторых вариантах осуществления трикотажное покрытие 340 из композиционного материала образует тканевый каркас, выполненный с возможностью сохранения сжатия во время термоотверждения, так что не требуется никакая форма.
[00194] В завершение, как проиллюстрировано на фиг.15е, адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя нанесен на трикотажное покрытие 340 из композиционного материала. В некоторых вариантах осуществления адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя может включать в себя различные добавки в зависимости от применения. Эти добавки могут быть включены в раствор полимера на основе растворителя в виде порошков, жидкостей, суспензий, гранул и взвесей, а также красителей. Эти добавки могут включать цветные пигменты, добавки для дополнительной защиты от абразивного износа, такие как оксид железа, добавки для обеспечения дополнительной прочности, такие как керамические материалы, металлы, такие как алюминий, или измельченное волокно, добавки для обеспечения адаптированных к требованиям заказчика, внешнего вида или текстур, такие как стеклянные шарики для заполнения отверстий, получения неприлипающей поверхности и/или тому подобного.
[00195] При отверждении часть адаптируемого к требованиям заказчика раствора 350 полимера на основе растворителя может в расплавленном состоянии пройти в трикотажное покрытие 340 из композиционного материала и в основу 320, посредством чего получают материалы, которые механически и химически соединены друг с другом и образуют жесткий композиционный материал.
[00196] В некоторых вариантах осуществления тепло может быть подведено к системе из композиционного материала, проиллюстрированной на фиг.15е. Таким образом, множество материалов системы могут быть нагреты для отверждения полимера, в результате чего получают систему из отвержденного композиционного материала со сплавленными материалами.
[00197] В варианте осуществления, проиллюстрированном на фиг.15f, компонент или труба 310 имеет основу 360 с включенным в нее раствором, прилегающую к компоненту или трубе 310. По существу, конечный пользователь сможет намотать плетеную плоскую ленту, которая пропитана матрицей композиционного материала, вокруг трубы 310. Далее, вариант осуществления, проиллюстрированный на фиг.15f, включает в себя трикотажное покрытие 340 из композиционного материала, прилегающее к основе 360 с включенным в нее раствором. Трикотажное покрытие 340 из композиционного материала представляет собой двусторонний трикотаж, выполненный с внутренней частью, предназначенной для расплавления и/или разрыва для трансформации во время отверждения для формирования крючка, предназначенного для проникновения в материал, расположенный под трикотажным покрытием 340 из композиционного материала, для создания механической связи между материалами системы.
[00198] Вариант осуществления, проиллюстрированный на фиг.15f, включает в себя рядом с трикотажным покрытием 340 из композиционного материала адаптируемый к требованиям заказчика раствор 350 полимера на основе растворителя, который может включать в себя измельченный полимер, такой как PPS, воду в качестве растворителя, поверхностно-активное вещество, такое как Triton X-100, пропиленгликоль и одну или более добавок в зависимости от применения системы. При отверждении часть адаптируемого к требованиям заказчика раствора 350 полимера на основе растворителя может в расплавленном состоянии пройти в трикотажное покрытие 340 из композиционного материала и в основу 320, посредством чего получают материалы, которые механически и химически соединены друг с другом и образуют жесткий композиционный материал
[00199] Кроме того, несмотря на то, что варианты осуществления, проиллюстрированные на фиг.15, иллюстрируют изоляционную систему из композиционного материала, наложенную на трубу, среднему специалисту в данной области техники будет понятно, что любой компонент может иметь обертывающее покрытие из изоляционной системы из композиционного материала для обеспечения изоляции, защиты или адаптации данного компонента к требованиям заказчика. Кроме того, изоляционная система из композиционного материала может быть наложена на компоненты с фольгой или альтернативной изоляцией или защитными системами, уже имеющимися на компоненте. По существу, изоляционная система из композиционного материала может быть использована в сочетании с любой имеющейся изоляционной системой, такой как системы с металлическими оболочками, системы с рубашками или системы других обертывающих покрытий, для обеспечения дополнительной изоляции, покрытия, адаптации данных систем к требованиям заказчика или тому подобного.
[00200] Фиг.16 иллюстрирует последовательность 1600 операций способа наложения изоляционной системы из композиционного материала в соответствии с различными вариантами осуществления изобретения. Процесс 1600 начинается, когда конечный пользователь получает изоляционную систему из композиционного материала. В некоторых вариантах осуществления изоляционная система из композиционного материала может поставляться пользователю в сухом состоянии. Таким образом, пользователь может наложить плетеную плоскую ленту и после этого нанести любую матрицу композиционного материала или тому подобное на плетеную плоскую ленту. В других вариантах осуществления изоляционная система из композиционного материала может поставляться пользователю во влажном состоянии. Таким образом, оплетка может быть изготовлена с матрицей композиционного материала, включенной в нее. Если изоляционная система из композиционного материала поставляется во влажном состоянии, изоляционная система из композиционного материала может поставляться в герметизированном контейнере или тому подобном для избежания высушивания матрицы композиционного материала во время транспортировки и хранения. Кроме того, это предотвратит попадание мусора и нарушение нормального состояния изоляционной системы из композиционного материала. В некоторых вариантах осуществления биоцид может быть добавлен в упаковку влажной изоляционной системы из композиционного материала.
[00201] Как проиллюстрировано в блоке 1602, пользователь может начать наматывать плетеную плоскую ленту вокруг участка трубы, включая любые колена, сужения, фланцы или тому подобное. Во время процесса намотки начальный конец плетеной плоской ленты может быть заделан под и в намотанную часть, как проиллюстрировано в блоке 1604. Как только конец плетеного плоского обертывающего покрытия будет заделан под имеющиеся витки, пользователь сможет продолжать наматывать плетеную плоскую ленту на трубу и обеспечивать упорный контакт соседних витков, как проиллюстрировано в блоке 1606. Далее, в некоторых вариантах осуществления на обертываемой трубе может иметься фланец. Таким образом, как проиллюстрировано в блоке 1608, плетеная плоская лента может быть раздвинута для приема фланца или других выступов, выступающих от трубы.
[00202] Как только пользователь завершит обертывание заданного участка трубы или компонента, пользователь может заделать конец под последние несколько витков. Пользователь затем может манипулировать обертывающим покрытием посредством затягивания плетеной плоской ленты для получения туго обернутой трубы с витками плетеной плоской ленты, примыкающими друг к другу, как проиллюстрировано в блоке 1610. Специфические характеристики плетеного материала позволяют затягивать материал вокруг компонента и позволяют материалу оставаться зафиксированным. Плетеная лента затягивается поверх криволинейных участков, колен, сужений или тому подобных участков компонента.
[00203] Далее, как проиллюстрировано в блоке 1612, пользователь может нанести матрицу композиционного материала с одной или более заданными добавками для получения внешнего вида, адаптированного к требованиям заказчика. Пользователь может нанести матрицу композиционного материала посредством распыления, нанесения щеткой, нанесения в виде покрытия, нанесения валиком, нанесения погружением или нанесения иным образом на одну или более из плетеных плоских лент системы. В некоторых вариантах осуществления матрица композиционного материала может быть включена в плетеную плоскую ленту перед намоткой плетеной плоской ленты на трубу. Таким образом, пользователю, возможно, не потребуется наносить раствор, и вместо этого раствор может быть уже нанесен на плетеную плоскую ленту перед тем, как пользователь получит изоляционную систему из композиционного материала.
[00204] После нанесения матрицы композиционного материала пользователь может продолжать выполнение способа посредством надевания - при необходимости - трикотажного покрытия из композиционного материала и/или нанесения адаптируемого к требованиям заказчика раствора полимера на основе растворителя, как проиллюстрировано в блоке 1614. Трикотажное покрытие из композиционного материала может быть надето поверх плетеной плоской ленты. Трикотаж может представлять собой двусторонний трикотажный рукав, который может скользить по нижерасположенным материалам. В некоторых вариантах осуществления трикотажное покрытие из композиционного материала может быть изготовлено в виде плоского материала и затем отрезано и сшито в виде трубы надлежащего размера. Кроме того, трикотажное покрытие из композиционного материала образует структуру, которая обеспечивает формообразующее сжатие нижерасположенных материалов системы. Адаптируемый к требованиям заказчика раствор полимера на основе растворителя представляет собой композиционный раствор полимера на основе растворителя, который содержит один или более измельченных полимеров, растворитель и в некоторых вариантах осуществления поверхностно-активное вещество. Адаптируемый к требованиям заказчика раствор полимера на основе растворителя может также включать в себя различные добавки в зависимости от применения. Эти добавки могут включать цветные пигменты в виде красителей из высокотемпературной керамики, добавки для дополнительной защиты от абразивного износа, добавки для тепловой защиты и/или добавки для придания различных текстур или внешнего вида системе из композиционного материала.
[00205] В завершение, как проиллюстрировано в блоке 1616, обеспечивают возможность отверждения изоляционной системы из композиционного материала. В некоторых вариантах осуществления изоляционная система из композиционного материала может высыхать, находясь на трубе, без какого-либо добавленного тепла. В других вариантах осуществления тепло может быть подведено ко всей системе из композиционного материала для высушивания и/или отверждения системы.
[00206] Конечный продукт представляет собой обертывающее покрытие, которое представляет собой жесткий, прочный, термостойкий и в некоторых вариантах осуществления невоспламеняющийся изолятор, выполненный с возможностью его наматывания с любой формой, необходимой для формирования гладкого и однородного покрытия на трубе с различными конфигурациями.
[00207] По существу, изоляция из композиционного материала по настоящему изобретению может иметь превосходные свойства и эксплуатационные характеристики. В частности, настоящее изобретение выполнено с возможностью обеспечения превосходной изоляции с более высокой термостойкостью, посредством чего по существу сохраняется температура компонента. При этом, например, в случае компонента или текучей среды внутри компонента с температурой, составляющей приблизительно 1200°F (648,9°С), температуры поверхности изоляции из композиционного материала, как правило, находятся в диапазоне 300-360°F (148,9-182,2°С) (или в пределах, в окрестности или с перекрытием данного диапазона) в отличие от обычной изоляции, которая имеет более низкое тепловое сопротивление и поэтому поглощает и рассеивает большее количество тепла, что приводит к температурам поверхности, как правило, находящимся в диапазоне 450-540°F (232,2-282,2°С). То есть, изоляция из композиционного материала по настоящему изобретению может быть выполнена с возможностью обеспечения температур поверхности в диапазоне 312-320°F (155,6-160°С), 330-350°F (165,6-176,7°С), 360-364°F (182,2-184,4°С), 370-385°F (187,8-196,1°С), 396-400°F (202,2-204,4°С), 410-458°F (210-236,7°С), 446-498°F (230-258,9°С) и/или 490-533°F (254,4-278,3°С) (или в данных пределах, между данными предельными значениями или с перекрытием данных диапазонов) в зависимости от конфигурации слоев и используемой матрицы.
[00208] Изоляция из композиционного материала по настоящему изобретению выполнена с возможностью придания очень хорошей ударной прочности и вязкости. При этом, например, при испытании для определения прочности при ударе в приборе Гарднера средняя глубина разрушения изоляции из композиционного материала, как правило, находится в диапазоне 0,5-0,8 мм (или в данных пределах, между данными предельными значениями или с перекрытием данного диапазона) в отличие от обычной изоляции, которая, как правило, имеет глубину разрушения, составляющую 0,10-0,5 при тех же настройках. То есть, изоляция из композиционного материала по настоящему изобретению может быть выполнена с возможностью обеспечения средней глубины разрушения при испытании для определения прочности при ударе в приборе Гарднера, находящейся в диапазоне 0,12-0,18 мм, 0,49-0,76 мм и/или 0,54-0,86 мм (или в данных пределах, между данными предельными значениями или с перекрытием данного диапазона) в зависимости от конфигурации слоев и используемой матрицы.
[00209] Изоляция из композиционного материала по настоящему изобретению выполнена с возможностью обеспечения превосходных свойств поверхности и сопротивления разрушению, выкрашиванию и удару о гравий. При этом, например, при испытании с использованием пневматического гравемета в изоляции из композиционного материала, как правило, образуются ничтожно малые разрезы или вообще не образуется разрезов, в то время как обычная изоляция имеет приблизительно 20 разрезов при таких же настройках. То есть, глубина разрезов для любых имеющихся разрезов может находиться в диапазоне 0-0,06 мм, 0,06-0,09 мм и/или 0,3-0,6 мм (или в данных пределах, между данными предельными значениями или с перекрытием данного диапазона) в зависимости от конфигурации используемых поверхностного покрытия и покрывающего слоя.
[00210] Изоляция из композиционного материала по настоящему изобретению выполнена с возможностью обеспечения превосходной стойкости к абразивному износу. При этом, например, показатель оценки стойкости изоляции из композиционного материала к абразивному износу, как правило, превышает по меньшей мере 1000 циклов, в то время как обычная изоляция, как правило, имеет показатель оценки стойкости к абразивному износу, составляющий 7-27 циклов при тех же условиях эксплуатации. То есть, изоляция из композиционного материала по настоящему изобретению может быть выполнена с возможностью обеспечения показателя оценки стойкости к абразивному износу в диапазоне 288-422 цикла, 760-800 циклов и/или более 1000 циклов (или в данных пределах, между данными предельными значениями или с перекрытием данного диапазона) в зависимости от конфигурации изоляции из композиционного материала.
[00211] Изоляция из композиционного материала по настоящему изобретению выполнена с возможностью обеспечения лучших целостности структуры и гидрофобных свойств. При этом, например, время исчезновения капли воды для изоляции из композиционного материала, как правило, превышает по меньшей мере 30 секунд, в то время как обычная изоляция, как правило впитывает каплю воды за 3 секунды. Изоляция из композиционного материала по настоящему изобретению также выполнена с возможностью обеспечения превосходных олеофобных свойств (то есть, сопротивления впитыванию гидрофобных текучих сред). При этом, например, время исчезновения капли масла для изоляции из композиционного материала, как правило, превышает по меньшей мере 15 секунд, в то время как обычная изоляция, как правило впитывает каплю масла за 3 секунды.
[00212] Несмотря на то что определенные иллюстративные варианты осуществления были описаны и показаны на сопровождающих чертежах, следует понимать, что такие варианты осуществления являются только иллюстративными и не ограничивают широкое изобретение и что данное изобретение не должно быть ограничено конкретными показанными и описанными конструкциями и схемами расположения, поскольку возможны различные другие изменения, комбинации, исключения, модификации и замены помимо приведенных в предыдущих абзацах. Специалистам в данной области техники будет понятно, что различные адаптации и модификации только что описанных вариантов осуществления могут быть выполнены без отхода от объема и сущности изобретения. Таким образом, следует понимать, что в пределах объема охраны приложенной формулы изобретения изобретение может быть реализовано на практике иначе, чем конкретно описано в данном документе.
Реферат
Изобретение относится к изоляционной системе для труб для применения в промышленных транспортных средствах и автомобилях, которые предусматривают перемещение текучих сред по трубам и трубопроводам. Система из композиционного материала содержит один или более слоев, которые могут образовывать жесткий многослойный композиционный материал при отверждении. Один или более слоев системы из композиционного материала включают базовый слой, который представляет собой плетеную, трикотажную или нетканую волокнистую основу, слой промежуточной матрицы и адаптируемое к требованиям заказчика поверхностное покрытие. Адаптируемое к требованиям заказчика поверхностное покрытие может представлять собой раствор полимера на основе растворителя, включающий в себя различные добавки, которые могут включать цветные пигменты, добавки для дополнительной защиты от абразивного износа, добавки для тепловой защиты и/или добавки для придания различных текстур или внешнего вида системе из композиционного материала. Система из самоформующегося композиционного материала может быть отверждена для образования любой заданной формы для операций формирования изоляции и покрытия. Изобретение обеспечивает создание адаптируемой к требованиям заказчика изоляционной системы, которая может быть выполнена с бесконечным множеством конфигураций для различных применений. 2 н. и 13 з.п. ф-лы, 16 ил.
Комментарии