Способ обнаружения дефектов в полотне - RU2068040C1
Код документа: RU2068040C1
Чертежи



Описание
Изобретение относится к способам обнаружения дефектов в полотне текстильной ткани, в частности, в изготовленном на кругловязальной или трикотажной машине рукавном трикотажном изделии, при котором полотно ткани, по меньшей мере, на одном полосообразном участке контролируется электрооптическим способом с помощью контактных средств, которые выдают для состояния полотна ткани в нескольких расположенных внутри полосообразного участка, контрольных местах характерные электрические сигналы ощупывания, которые в смысле распознавания дефектов в полотне ткани обрабатываются таким образом, что попадается отличие между различными по форме и/или по величине видами дефектов, и что для установленных таким образом видов дефектов вырабатываются отдельные выходные сигналы для управления, в частности, индикаторного и/или управляющего и/или переключающего устройств, причем во время ощупывания между полотном ткани и ощупывающим средствами поддерживается направленное поперек полосообразного участка относительное движение с заданной скоростью, при котором контролируемые участки полотна ткани ощупываются преимущественным образом неоднократно.
Например, в высокопроизводительных кругловязальных машинах, существует потребность контролировать непрерывно удаляемый во время работы рукав ткани на появление дефектов. Этими дефектами могут быть так называемые точечные дефекты, т.е. "дырки", которые происходят, например, от обрыва нити и проходят поперечно продольной протяженности рукава ткани, преимущественно через несколько петельных столбиков. Но речь может идти также о так называемых продольных дефектах, т. е. дефектах, которые проходят в продольном направлении трикотажного рукава через несколько петельных рядов и обычно появляются в виде спущенных петель. Лишь при случае, может быть, при обработке нитей более низкого качества, появляющихся точечных дефектах или от продольных дефектов более короткой протяженности зачастую не стоит выключать машину. Однако, желательно регистрировать число дефектов, появившихся приблизительно за единицу времени или в рулоне ткани. Но если вдруг в рукаве ткани образуются спущенные петли, которые проходят на большей протяженности, то это является признаком того, что имеет место поломка иглы. Это означает, что машина должна по возможности быстро остановиться.
Для текущего контроля текстильного полотна, в частности изготовленного на кругловязальной или трикотажной машине рукавного трикотажного изделия, известен ряд устройств контроля текстильного полотна с электрооптическими щуповыми головками и подключенными блоками обработки данных. Эти щуповые головки работают с источниками света и приемниками света в виде фотоэлементов, которые зачастую расположены рядами и реагируют на происходящее при появлении одного дефекта ткани изменение отражательных соотношений ткани и формируют соответствующие сигналы. Эти сигналы при различных известных способах обрабатывают по различным критериям. Если результат оценки превосходит заданное граничное значение, то машина выключается.
Многие доныне известные контактные контролирующие органы имеют недостаток в том, что хотя они вообще реагируют на точечные и на продольные дефекты, но не могут произвести надежное распознавание дефекта по текущему виду дефекта. Но для избежания данных прерываний процесса вязания является целесообразным предварительно задать допустимую квоту дефекта и вырабатывать сигнал выключения машины лишь после достижения этой квоты дефекта.
При этом придают большое значение опознаванию продольных дефектов в виде спущенных петель, разрывных петель, т.е. повреждений, которые ведут при машинном повороте и постоянно повторяющихся сообщениях о дефектах. Как уже было упомянуто, продольные дефекты большей протяженности всегда подают на один дефект одной иглы в месте образования петли, который безусловно должен заранее повышаться, чтобы избежать дефектных трикотажных полотен.
Но с другой стороны, неправильные остановки при быстро появляющихся в трикотаже признаках дефектов /например, места толстой или тонкой нити, сорные остатки хлопка и т.д./ должны надежно устраняться, потому что они ведут к значительному нанесению вреда продукции трикотажной машины и вообще представляют собой нарушение режима работы. В качестве примеров таких известных устройств и способов контроля текстильного полотна электрооптическими индикаторными головками может проводиться ряд печатных материалов.
Из выложенной заявки ФРГ N 1938677 известен прибор контроля спущенных петель для кругловязальной и трикотажной машин, который расположен внутри трикотажного рукава и имеет один источник излучения, а также, по крайней мере, один фотодиод в качестве приемника излучения, которые расположены на равномерном расстоянии от рукавной ткани и от которых фотодиод расположен относительно источника излучения таким образом, что он не может принимать прямое излучение источника излучения. При этом в качестве источника излучения предлагаются обычные источники света или работающие в инфракрасном диапазоне люминесцентные диоды. Как детально построена обрабатывающая переданные приемниками света сигналы схема управления, не раскрыто.
При известном из выложенной заявки ФРГ 4 001650 способе контроля дефектов текстильного полотна, в частности кругловязальной машины для обнаружения спущенных петель, игольных полос, игольных дорожек и дырок, приняты такие меры, что независимо от скорости машины автоматически происходит проверка устройства контроля дефектов, а выключение машины разрешается лишь при повторном в том же месте обнаруживаемом дефекте. Число необходимых для отключения повторений дефекта может устанавливаться по выбору. Но при этом, во избежание напрасных отключений, сознательно учитываются лишь дефекты с характером спущенных петель. Электрооптический сенсор состоит из инфракрасных диодов и фототранзисторов, расположенных взаимно последовательно.
Наконец, из выложенной заявки ФРГ 2 644502 D 06 H 3/08 от 1977 г. стало известно устройство для обнаружения дырок в одном куске материала или же ткани, от которого /устройства/ исходит изобретение и которое позволяет постигнуть разницу между проходящими поперечно направлению движения ткани дырками, т. е. дырками характера спущенных петель, и относительно малыми дырками. Для этой цели применяются электрооптические контактные контролирующие органы, которые имеют один паз, который расположен поперечно направлению движения и с которым сопряжены несколько фотоэлементов, выходные сигналы которых сравниваются друг с другом. Система оценки сравнивает выходной сигнал каждого фотоэлемента со средним значением выходных сигналов остальных фотоэлементов и распознает по симметричному или несимметричному распределению сигналов наличие точечного или продольного дефекта. При этом, возможно опознавание продольных /ошибок/ дефектов /спущенных петель/ и их отличие от дырок, но не достаточно надежно потому, что исходят из того, что продольные дефекты расположены точно параллельно фотоэлементам, расположенным в вертикальном ряду. Но такое условие практически не может выполняться на одной кругловязальной машине потому, что трикотажный рукав, исходя из своей цилиндрической формы, для намотки на тюк ткани, как известно, должен укладываться плашмя. Но если лишь слегка наклонная спущенная петля минует ряд фотоэлементов, то в последнем вырабатываются по времени один за другим перемещаемые единичные сигналы, с результатом, что спущенная петля ошибочно интерпретируется как быстро, друг за другом появляющиеся дырки.
Задачей изобретения, исходя из этого уровня техники, является возможность более надежного обнаружения дефектов при явном различии между точечным и продольным дефектами, в частности в трикотажном рукаве кругловязальной машины, причем одновременно в значительной степени установлены ошибочные выключения.
Для решения поставленной задачи в способе обнаружения дефектов в полотне, изготовленном на кругловязальной или круглотрикотажной машине, включающем контроль полотна, по меньшей мере, на одном полосообразном участке, расположенном поперечно направлению вращению трикотажа, электрооптическим способом с помощью измерительных контактных сканирующих средств, определение дефектов по результатам анализа выходных сигналов контактного контроля, оценку вида дефектов и формирование управляющего воздействия на останов машины и сигнализацию, дополнительно выходные сигналы контактных сканирующих средств объединяют группами, по меньшей мере в два отнесенных к группе сигналов дефекта, которые раздельно обрабатывают и анализируют, при этом измеряют или устанавливают значения амплитуды временной продолжительности и отдельное или совместное появление сигналов дефекта отдельных групп, а оценку вида дефекта производят таким образом, что при отклонении текущего значения сигнала дефекта от первого установленного предельного значения, при превышении временной продолжительности сигнала дефекта первого временного продольного значения, по меньшей мере, на один заданный продолжительный период времени без совместного появления нескольких сигналов дефекта в течение одного периода времени измерений, определяют наличие точечного дефекта, а при отклонении, по крайней мере, двух сигналов дефекта в течение одного периода измерений своими амплитудными значениями от второго установленного предельного значения и при превышении временной продолжительности второго временного предельного значения, по меньшей мере, на один заданный более короткий период времени, определяют наличие продольного дефекта.
Кроме того, предложенный способ отличается тем, что при оценке дефектов дополнительно определяют периодически появляющиеся повторение сигнала дефекта, например, по меньшей мере, при одном обороте двигателя машины в случае одной кругловязальной машины, которое используют для опознавания продольного дефекта.
Способ отличается также тем, что сигналы дефекта дополнительно через заданный период времени запоминают, а затем анализируют на совместность своего появления.
Отличие предложенного способа состоит также в том, что первое и второе предельные значения амплитуды сигнала дефекта равны; первое и второе предельные значения амплитуды сигнала дефекта различны, первое и второе предельные значения временной продолжительности сигнала дефекта равны, первое и второе предельные значения временной продолжительности сигнала дефекта различны; периоды измерения для опознавания точечного и предельного дефекта различны по продолжительности, период времени измерения для продольного дефекта при контактном контроле трикотажной ткани соответствует времени прохождения трех петельных столбиков через полосообразный участок контроля. Отличие способа состоит также в том, что из сигналов контактного контроля образуют суммарный сигнал, в зависимости от которого автоматически настраивают на заданные оптические условия контролирующие контактные средства, при отклонении суммарного сигнала дефекта от предельных значений осуществляют дополнительно управляющее воздействие; места контактного контроля расположены в одном ряду. Информацию об опознанных дефектах с разделением по виду по отдельности запоминают и используют для индикации или обработки сигналов. Информацию об опознанных дефектах с разделением по виду дефекта периодически выдают на устройства регистрации; параметры дефекта периодически программируют.
Рассмотрим в качестве примера выполнение устройства, реализующее данный способ контроля дефектов для изготовленного на кругловязальной машине трикотажа в виде трубки (рукава).
На фиг. 1 кругловязальная машина с установленным устройством
контроля дефектов, в принципиальном представлении и в боковой проекции;
на фиг.2
электрическая индикаторная головка устройства контроля дефектов согласно фиг.1, в осевом разрезе в боковой
проекции;
на фиг.3 блок-схема индикаторной головки;
на фиг.4 блок-схема
электронной системы анализа сигналов устройства контроля дефектов;
на фиг.5 расположенная с
обслуживаемой сторонки передняя панель прибора управления устройства контроля дефектов;
на
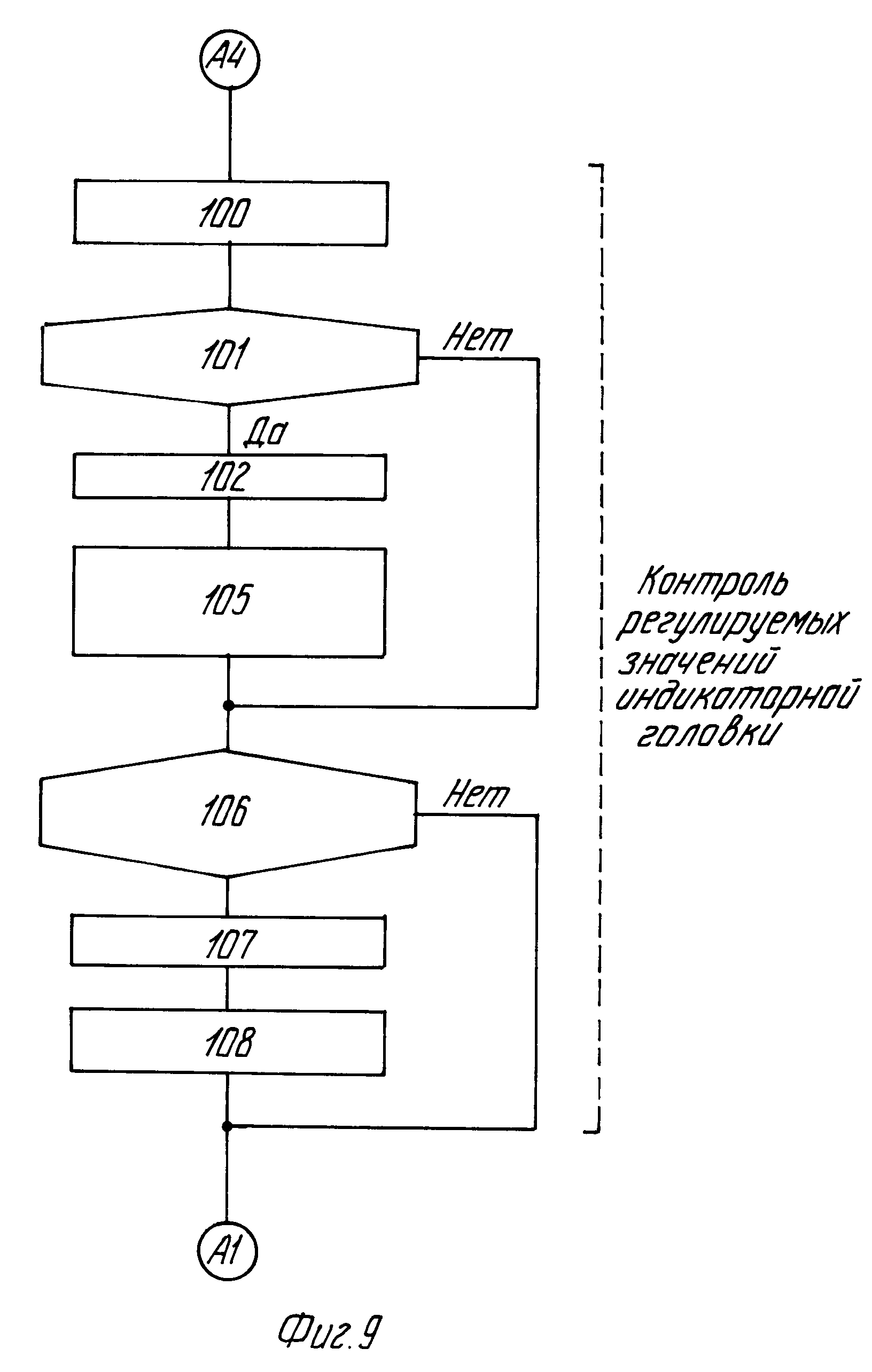
фиг. 6-9 блок-схема выполнения программы в микрокомпьютере системы анализа сигналов устройства
контроля дефектов, согласно фиг.4.
На фиг.1 кругловязальная машина 1 имеет станину 2, в которой установлен с возможностью поворота вокруг вертикальной оси 4 игольный цилиндр 3, многосистемная кругловязальная машина производит обращающийся вокруг вертикальной оси 4 трикотаж 5 в виде трубки, который отводится приводным, обычным отводящим ткань устройством 6 и непрерывно плашмя наматывается в тюк 7.
Вращающаяся ткань или трикотаж в виде трубки 5 постоянно контролируется на дефект посредством электрооптической индикаторной головки 8, неподвижно расположенной ниже игольного цилиндра 3. Индикаторная головка 8 может быть расположена сообразно типу машины, внутри или снаружи трикотажного рукава 5. В представленном примере выполнения контроль трикотажа 5 в виде рукава осуществляется снаружи, поэтому индикаторная головка 5 закреплена через один держатель 9 на станине 2 машины таким образом, что она немного упруго (с подпружиниванием) подвижна по отношению к трикотажу 5 в виде трубки.
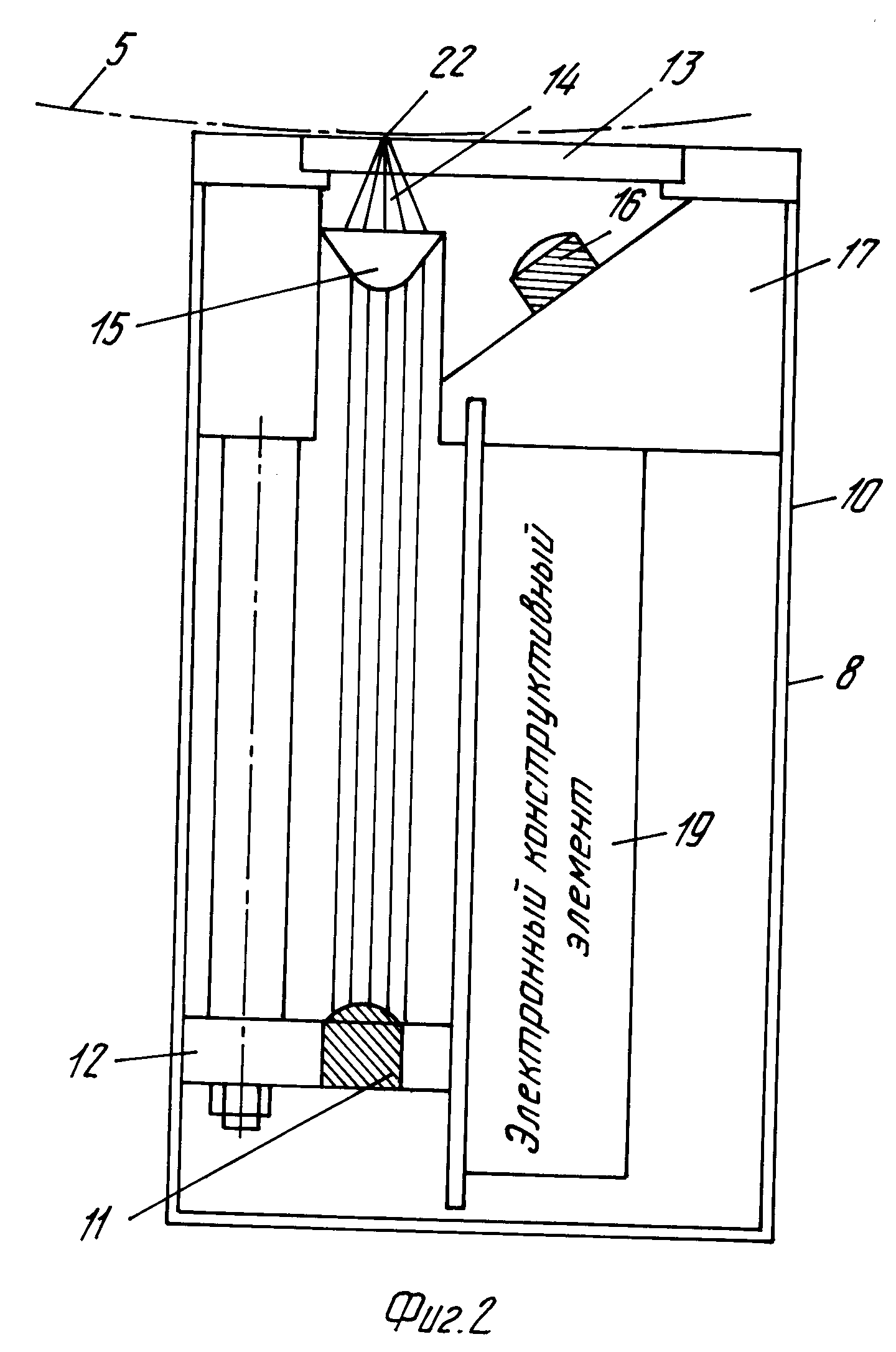
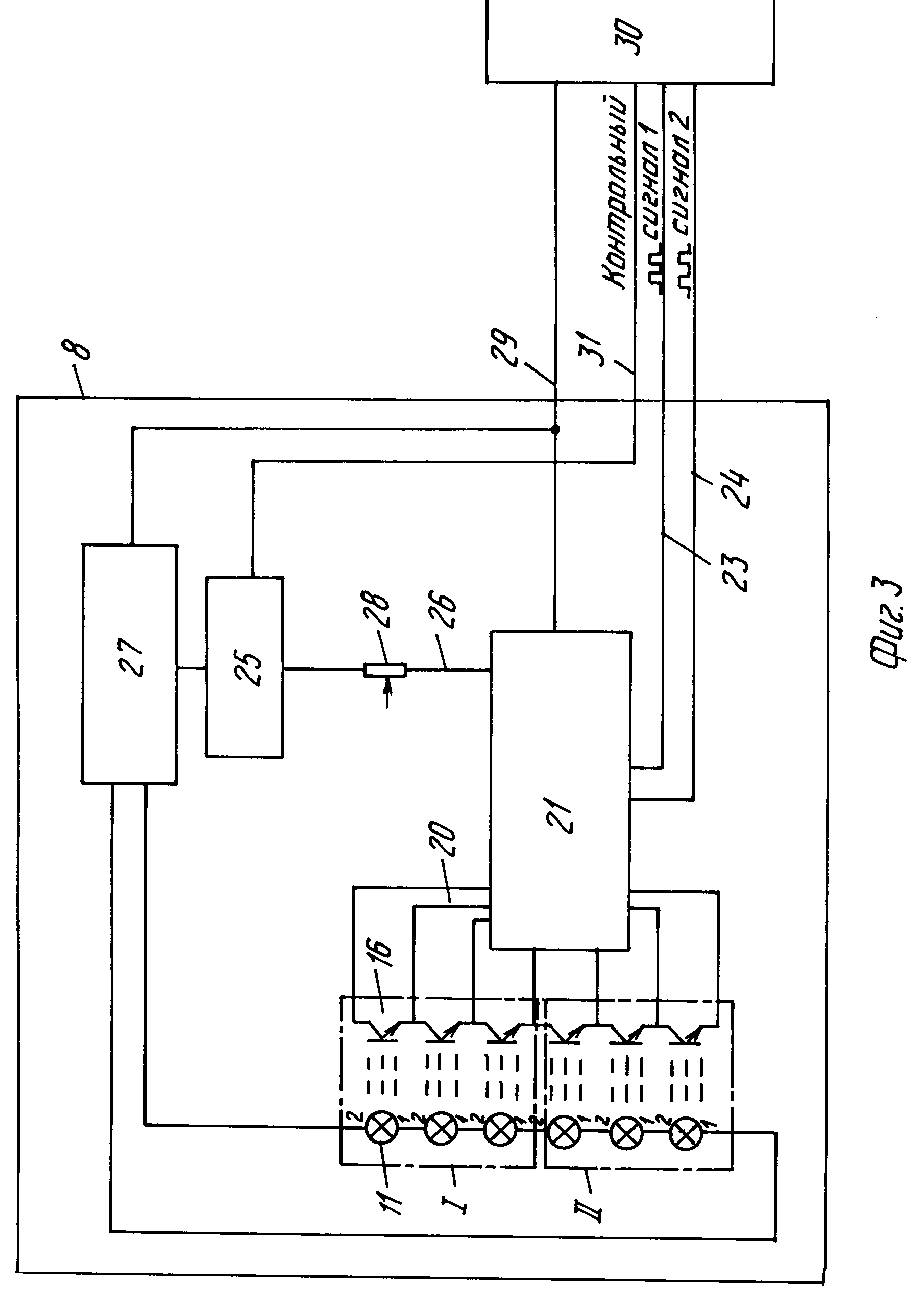
На фиг. 2 представлено: индикаторная головка 8 имеет коробчатый корпус 10, в котором расположены несколько (в данном случае шесть) источников 11 света в одном проходящем перпендикулярно плоскости бумаги ряду на сопряженной балке 12. Через закрывающий с торцевой стороны корпус 10, полосообразно ограниченный сбоку, светопроницаемый диск 13 свет 14, исходящий от источника 11 света и фокусированный по мере надобности одной фокусирующей линзой, падает на трикотажное полотно 5. Отраженный полотном свет через диск 13 и одну по мере надобности противолежащую в корпусе источником 11 света линзу 15 попадает к (в данном случае тоже шести) приемникам 16 света, которые выполнены как фототранзисторы и расположены в одном соответствующем ряду источников 11 света, ряду на одном несущем элементе 17, неподвижно фиксируемом в корпусе 10 через распорные пальцы 18. В корпусе 10 индикаторной головки, кроме того, содержатся электронные схемные элементы для подготовки вырываемых приемниками 16 света сигналов контроля, а также для автоматической регулировки яркости источников 11 света. Сопряженная пластина обозначена позицией 19. Структурная схема поясняется фиг.3. Испускаемый отдельными источниками 11 света, сфокусированный свет отражается от контролируемой текстильной поверхности полотна 5 ткани и подводится к приемникам 16 света, которые через выходные линии 20 подают к схеме 21 подготовки сигналов электрические сигналы контроля, которые являются характерными для состояния отражающего полотно текстильной ткани в текущем месте контроля. Эти контрольные места лежат внутри одного полосообразного участка 22, который расположен поперечно направлению вращения трикотажа в виде трубки 5 и ориентирован параллельно вертикальной оси 4 на фиг.1. На нем каждый из расположенных в одном ряду приемников 16 света направлены на определенное место контроля. В схеме 21 сигнальные выходы расположенных в одном ряду приемников 16 света объединены в две группы по мере надобности трех сигнальных выходов. Это образование групп осуществляется, например, таким образом, что три соседних, лежащих сверху в ряду приемника 16 света одной группы 1 и лежащие внизу в ряд три приемника света распределены в одну вторую группу 11. В принципе, допустимо также использование иное разделение групп, приблизительно таким образом, что приемники 16 света распределяются попеременно в группу 1 и группу 2, за счет чего достигается прогрессирующий контроль полотна 5 ткани, проходящего мимо индикаторной головки. Число групп, в которые объединены источники 11 света и приемники 16 света, не ограничено двумя группами, оно в зависимости от текущих соотношений, контроля и условий эксплуатации индикаторной головки 8, может быть выбрано также большим.
Объединение выходов сигналов приемников 16 света, содержащихся в одной группе, осуществляется в схеме подготовки сигналов таким образом, что последний всегда тогда, когда один из приемников 16 света срабатывает в одной из групп: т.е. в данном случае в группе I, или группе II и вырабатывает сигнал контроля, на одной сопряженной с группой I, первой сигнальной линии 23 или по одной сопряженной с группой II, второй сигнальной линии 24 передается сигнал дефекта.
Для обеспечения точного контактного контроля полотна 5 текстильной ткани и во избежание происходящих от ошибок контроля, ошибочных выключений машины, оптические условия контроля на контрольном участке должны поддерживаться по мере возможности постоянными. Поэтому поверхность текстиля на участке контроля освещается источниками 11 света с определенной яркостью. Для компенсации условий окружающей среды /освещение помещения, затемнение и т.д./ предусмотрена автоматическая регулировка яркости, размещенная в индикаторной головке 8.
Как можно видеть на фиг.3, индикаторная головка 8 содержит регулятор 25 яркости, к которому подается схемой 21 подготовки сигналов один выведенный из выходных сигналов приемников 16 света весомый суммарный сигнал 26 и который через управляемый импульсами выходной каскад 27 настраивает ток передачи электрически последовательно /друг за другом/ включаемых источников 11 света на заданное номинальное значение таким образом, что приемники 16 света /фототранзисторы/ постоянно работают в оптимальном для них рабочем диапазоне. Этот диапазон определяется заданным номинальным значением, которое может устанавливаться с помощью указанного позицией 28 датчика номинального значения и остается обычно неизменным. Регулировка яркости источников 11 света осуществляется известным образом через регулировку длительности импульса в выходном каскаде 27 импульсного управляющего тока источников 11 света, частота которого составляет приблизительно 20-30 кГц.
Электроснабжение схемы 21 подготовки сигналов и источников 11 соответственно управляемой импульсами конечной ступени 27 осуществляется через линию 29 электроснабжения, которая вместе с двумя сигнальными линиями 23, 24 проведена в один штекерный разъем 30.
К штекерному разъему 30, кроме того, ведет еще одна контрольная линия 31 регулятора 25 яркости, через которую осуществляется контроль подводимого регулятором 25 яркости, управляемого импульсами выходного каскада 27 регулирующего напряжения. Если это регулирующее напряжение превышает соответствие ниже заданных предельных значений, это является признаком того, что в самой индикаторной головке 8 имеются дефекты, такие, как выход из строя лампы, ошибка размещения, сильный посторонний свет и т.п. требующие мгновенного устранения. Эти расположенные в индикаторной головке 8 дефекты распознаются, таким образом, тоже через вырабатываемый в схеме 21 подготовки сигналов из выходных сигналов приемников 16 света, весомый суммарный сигнал, который подает схема 21 подготовки сигналом своему регулятору 25 яркости. Под позицией 32 линия отключения текстильной машины.
На кругловязальной машине 1 видимым из фиг.1 образом почти на корпусе 33 привода расположено управляющее устройство 34 для индикаторной головки 8, которое связано с ней через пучок 35 соединительных линий, содержащий линии 23, 24, 29, 31 /фиг.3/, и к которому присоединен со стороны входа, кроме того, один размещенный на станине 2 машины тактовый датчик 36, который по линии 37 обеспечивает управляющее устройство 34 машинными тактовыми импульсами. Наконец, позицией 38 обозначена линия питающего напряжения управляющего устройства 34. Под поз. 39 линия соединения устройства 34 с дальним устройством регистрации (см. фиг.4).
Управляющее устройство 34 содержит схему анализа подаваемых индикаторной головкой 8 сигналов дефекта, которая будет еще объяснена подробно при помощи фиг. 4. Кроме того, оно оснащено элементами, необходимыми для обслуживания всего устройства контроля дефектов. К этому причисляется, как можно видеть из изображения передней панели 40 управляющего устройства 34 на фиг.5, оптическая индикаторная панель 41 для своевременных текущих данных и соответствующая клавиатура 42 ввода данных. Одно v24-место 43 размыкания служит для соединения с дальним устройством регистрации данных и/или переупорядоченной вычислительной системой, как она указана на фиг.4 позицией 44. По этому пути может осуществляться также дистанционная передача параметров дефекта.
Оптическая индикаторная панель 41, как правило, выполнена из двустороннего дисплея, на котором могут делаться ясно видимыми текущие сообщения о дефекте и все интересующие эксплуатационные состояния. Само собой разумеется, допустимы также другие выполнения этой индикаторной панели. Клавиатура 42 служит для ввода или для вывода специфических значений, которые необходимы для всего производственного процесса.
Предусмотренный наконец в нижней части передней панели ключевой переключатель 45 служит для предотвращения неправомочного обращения к клавиатуре 42 ввода данных.
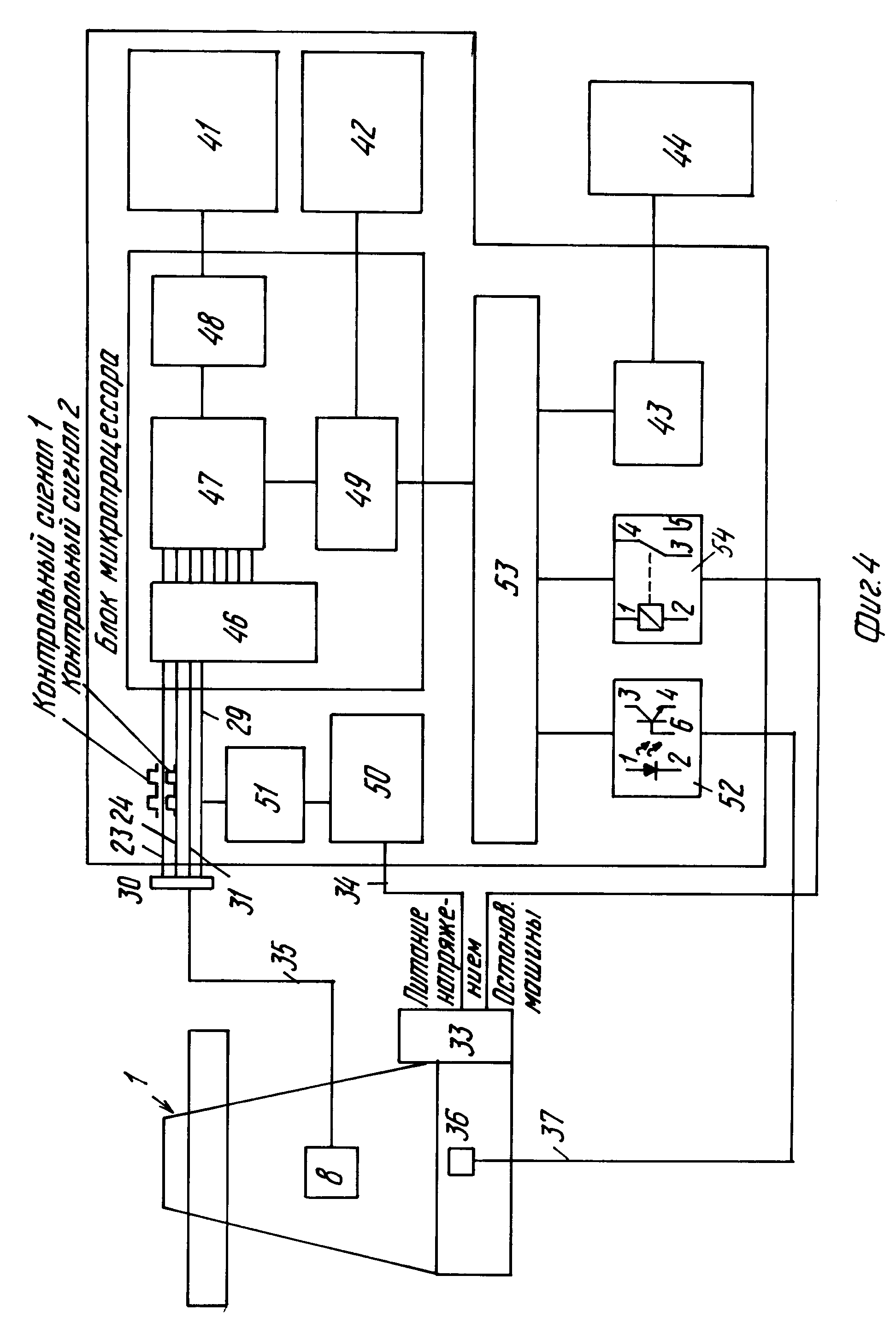
Представленная на фиг.4 схема анализа сигналов дефекта управляющего прибора 34 собирается из основных групп аналого-цифрового преобразователя 46, микропроцессора /CPU/ 47, накопителя 48 программы и памяти 49 данных. Кроме того, она содержит присоединенный к линии питающего напряжения 34 блок 50 питания от сети, который через соответствующий сетевой фильтр 51 и линию 29 осуществляет питание напряжения индикаторной головки 8 и различных элементов электронной схемы анализа сигналов дефекта.
Приходящие от индикаторной головки 8 через сигнальные линии 23, 24 и контрольную линию 31 аналоговые сигналы дефекта подаются в четырехканальный аналого-цифровой преобразователь 46 и преобразуются в нем в цифровые величины. Подключенный после микропроцессор 47 анализирует эти принятые, преобразованные в цифровые, значения и откладывает полученные из анализа данные с разделением по виду дефекта в преимущественно нелетучей памяти 49 данных 49, через которую также осуществляется ввод данных посредством клавиатуры 42 ввода. Оптическая панель 41 индикации получает свои данные от накопителя 48 программ, соответствующим образом снабжаемого микропроцессором 47.
Необходимые для синхронизации протекания процесса анализа сигналов дефекта с вращательным движением трикотажа в виде трубки 5, подаваемые машинным тактовым датчиком 36, выполненным как индуктивный инициатор приближения, через линию 37, синхронизирующие импульсы через оптоэлектрическую схему 52 преобразователя сигналов подводятся к промежуточной схеме /интер-фейс/ 53 в управляющем приборе 34, через которую к микропроцессору 47 присоединена также схема 54 управления отключением, служащая для отключения кругловязальной машины в случае дефекта, и v24-месте размыкания 43.
Анализ данных, подаваемых от аналого-цифрового преобразователя 46 в микропроцессор 47, осуществляется при помощи одной программы математического обеспечения, которая ниже еще будет кратко объясняться. Эта программа математического обеспечения производит анализ дефектов по следующему принципу.
Подаваемые через сигнальные линии 23, 24 сигналы дефекта показывают, что, по меньшей мере, при одном из
приемников 16 света в группе I или группе II или при двух, по меньшей мере, приемниках 16 света в обеих группах I и II появилось изменение условий /показателей/ отражения контролируемой текстильной
поверхностью. Эти сопряженные с отдельными группами /I, II/ сигналы дефекта дают разъяснение не только через появление одного дефекта вообще, но и через вид дефекта. Для этого обсуждаются следующие
критерии:
a/ Амплитудное значение сигнала дефекта: устанавливается, лежит ли амплитудное значение выше заданного предельного значения или нет, причем для различных видов дефекта, т.е. для
точечного или продольного дефекта, могут задаваться разные предельные значения. Если амплитудное значение лежит ниже самого низкого предельного значения, то дефекта нет, сигнал дефекта остается без
внимания,
б/ временная продолжительность сигнала дефекта: устанавливается, превышает ли протяженность сигнала /продолжительность/ одно определенное временное предельное значение или нет. Это
предельное значение для различных видов дефекта может опять избираться разным. Если продолжительность сигнала лежит ниже самого глубокого продольного значения, то дефекта тоже нет, сигнал дефекта
остается незамеченным, потому что вправе предполагать, что он должен быть объяснен лишь кратковременной помехой /например, электрическим вторичным импульсом или местом толстой нити и т.п./.
Исходя из наблюдения, что продольные дефекты в преобладающем большинстве уже, чем точечные дефекты, потому что, например, опущенные петли, как правило, ограничиваются шириной одного петельного столбика, в то время как происходящие от оборванной нити дырки охватывают ширину нескольких соседних петельных столбиков, анализ продолжительности сигнала дает уже одну первую опорную точку для различия между видами дефекта. Если предварительно установленное, целесообразно выбранное временное предельное значение превышается на более короткий период времени, то это указывает на один продольный дефект, в то время как при одном превышении одного определенного /в данном случае другого/ временного предельного значения на более продолжительный период времени является вероятным наличие одного продольного дефекта.
в/ совместное появление сигналов дефекта /логического окна/: если сопряжение с группами /I, II/ сигналы дефекта появляются вместе, то это означает, что контролируемый участок поверхности текстильной ткани, в котором устанавливается изменение условий отражения, протягивается через один приносящий вред обеим группам I, II приемников 16 света отрезок. Поэтому, если выполнено условие: логическое и для обоих сигналов дефекта, то явно имеется один предельный дефект. Но, с другой стороны, если контроль дает, что выполнено условие: исключающее ИЛИ, то речь идет об одном точечном дефекте.
Если контролируемый в полосообразном участке 22 контроля индикаторной головки 8, образующийся трикотаж 5 в виде трубки содержит одну спущенную петлю, т. е. один продольный дефект, то перенесшие влияние этого приемники 16 света индикаторной головки 8 в обеих группах I, II одновременно будут выдавать один сигнал дефекта лишь, тогда, когда спущенная петля ориентирована точно параллельно оси полосообразного участка 22 контроля. Но фактически из-за отвода трикотажной ткани и обусловленной вследствие этого деформации трикотажной ткани в виде трубки при переходе от цилиндрической в уложенную плашмя плоскую форму в принципе неизбежны определенные искажения трикотажного изделия. Другими словами, в зависимости от места размещения индикаторной головки 8, относительно игольного цилиндра петельные столбики по отношению к оси участка контроля уложены намного косо или искривлены. Если теперь одновременное появление сигналов дефекта в нескольких группах оценивается как указание на наличие одного продольного дефекта, то было бы гарантировано надежное опознавание дефекта лишь при условии, что продольные петли, например, спущенные петли, точно параллельно оси целесообразного контрольного участка, т. е. ряду приемников 16 света, поступают в участок контроля. Любой наклон при входе ведет к тому, что приемники 16 света в отдельных группах срабатывают со взаимным смещением по времени, с результатом, что без особых мер продольный дефект ошибочно интерпретировался бы как результат точечных дефектов.
Чтобы предотвратить это и также при перекосе петель, например, при наклонно проходящих спущенных петлях, обеспечить однозначное распознавание вида дефекта, при оценке логического окна анализируется, появляются ли последовательные сигналы дефекта обеих групп в течение заданного периода времени измерений, который соответствует ожидаемому для текущего видам дефекта максимальному сдвигу времени между появлением обоих сигналов дефекта. Практически это может происходить таким образом, что оба сигнала дефекта в течение заданного периода времени кратковременно отдельно запоминается и лишь после исследуются на совместность появления.
Если они появляются вместе в течение этого периода времени измерений, то речь, вероятно, идет об одном продольном дефекте /условие "И" выполнено/. Если появляется только один из двух сигналов, то вероятно имеет место один точечный дефект /выполнено условие XOR).
д/ периодическое повторение дефекта: периодическое повторение одного дефекта регистрируется для каждого оборота машины, причем выборочно могут приниматься меры для отключения машины либо уже при первом повторении дефекта, либо только после нескольких поворотах, при которых повторяется дефект.
Если повторение дефекта появляется в последовательных оборотах машины, то речь идет об одном продольном дефекте. Если такое повторение дефекта не установлено, то, как правило, имеет место один точечный дефект. Обнаруженные дефекты запоминаются с разделением по видам дефекта и регистрируются, а также показываются в данном случае на оптической индикаторной панели 41. При этом предусмотрены счетчики, которые указывают чисто дефектов за единицу времени /тоже раздельно по виду дефекта или вместе/ и своевременные положения которых могут вызываться оператором через клавиатуру 42 ввода данных в индикаторное поле 41. Кроме того, в зависимости от числа и вида опознанных дефектов, через интерфейс 53 настраиваются устройство 54 остановки машины и, в случае необходимости, дополнительно еще устройства тревожной сигнализации, причем можно заранее позаботиться о том, чтобы при /остановке износа/ машины ее игольный цилиндр был в положении покоя, в котором, например, одна сломанная игла противостоит одной игольной двери.
Кроме того, в микропроцессоре 47 контрольный сигнал, подаваемый через контрольную линию 31, проверяется на то, лежит ли регулировочное напряжение регулятора 25 яркости /фиг.3/ внутри заданных предельных значений или нет. Как только одно из предельных значений переходится и тем самым становятся недопустимыми оптические контрольные условия, через интер-фейс 53 настраивается устройство 54 выключения машины или на оптическом индикаторном поле 41 выдается сигнал тревоги.
Блок-схема пригодной программы для микропроцессора 47 наглядно пояснена на фиг.6-9. После включения микропроцессор проходит прежде всего подпрограмму включения. Во внутренней начальной фазе счетчики программ или же последовательности команд устанавливаются на стартовое значение. Регистры управления и статус устанавливаются в соответствии с заданными в RAM или ROM памяти микропроцессора 47 данными и т.д. Как только отработана /пройдена/ эта подпрограмма включения, при 55 записываются поступающие от индикаторной головки 8, подводимые через аналого-цифровой преобразователь 46 сигналы "TKS" дефекта, которые для группы I обозначены TKS-1, а для группы II TKS 2.
Тогда при 56 проверяется, переходит ли сигнал дефекта группы I своей амплитудой амплитудное пороговое значение для одной спущенной петли, т.е. для одного продольного дефекта, или нет. Если да, то при 57 устанавливается, лежит ли продолжительность или протяженность LA 1 сигнала TKS 1 /группа I/ выше заданного временного предельного значения для спущенных петель. Если обе проверки ведут к положительному результату, то последний промежуточно запоминается при 58, т.е. "TK-Lauf/ спущенная петля/ Erg /результат/ 1" устанавливается на 1.
Тогда при 59, 60 проводится аналогичная проверка для сигнала TKS 2 сигнала группы II, положительный результат которой промежуточно запоминается в данном случае при 61.
Теперь при 62 начинается предусмотренное для оценки критериев различия видов дефекта логического окно. Для этого сначала устанавливается, привели ли предыдущие проверки при сигнале дефекта TKS 1 или TKS 2 к единому положительному результату и соответственно этому верен ли ТК Lauf-Erg для группы I или группы I или нет. Если да, то при 63 поднимается на 1 действительный для спущенных петель счет времени ожидания, если нет, то счет времени ожидания возвращается на нуль. Таким образом, в этом месте происходит компенсация одного возможного наклона одной спущенной петли относительно индикаторного поля индикаторной головки 8. Результаты прежней проверки сигнала TKS 1 и TKS 2, таким образом, прежде всего раздельно промежуточно запоминаются и лишь после оцениваются на совместность своего появления.
Для этой цели при 64 исследуется, удовлетворяет ли запоминаемые результаты TK-Lauf-Erg-I и TK-Lauf-Erg-2 условию "И" и, кроме того, как другое условие "И", время ожидания /Wartezeit-Lauf/, действительно для спущенных петель больше ли 0 или ≅ одному заданному временному сдвигу. Этот сдвиг времени получается из специального вида контролируемого трикотажа. Он соответствует, например, времени прохождения трех соседних петельных столбиков через полосообразное контрольное поле 22 индикаторной головки 8.
Если проверка дает, что выполнены три названных условия "И", то имеет место одна спущенная земля" /Метка "спущенная петля"/Merker-Lauf/ устанавливается на 1, в то время как остальные параметры снова устанавливаются на 0, что происходит при 65. При выполнении программы при 66, с помощью одной подпрограммы контролируется то, повторяется ли установленный дефект спущенной петли при следующем обороте машины. Если да, то может разрешаться, например, выключение машины. Одновременно происходит индикация дефекта "спущенная петля", в индикаторном поле 41. Пересчитываются счетчики для числа общих /суммарных/ дефектов, для общего числа дефектов спутанной петли, для числа суммарных дефектов или дефектов спущенных петель в единицу времени и т.д. Часть выполнения этой программы кратко объясняется при помощи последующего распознавания одного точечного дефекта /"дырки"/.
Если условие "И" при 64 не выполнено, то при 67 /фиг.7/ еще раз ради безопасности проверяется, больше ли времени ожидания "спущенная петля", чем предварительно установленный временной сдвиг. Если да, то условия для наличия одной спущенной петли окончательно не выполнены. Все параметры при 68 устанавливаются на 0.
Если при 67 устанавливается, что проверяемые сигналы TKS 1 и TKS 2 имеют один больший временной интервал, нежели действительный для спущенных петель, предварительно установленный /максимальный/ временной сдвиг, то начинается непосредственно проверка обоих сигналов на то, означают ли они наличие одного точечного дефекта, т.е. дырки.
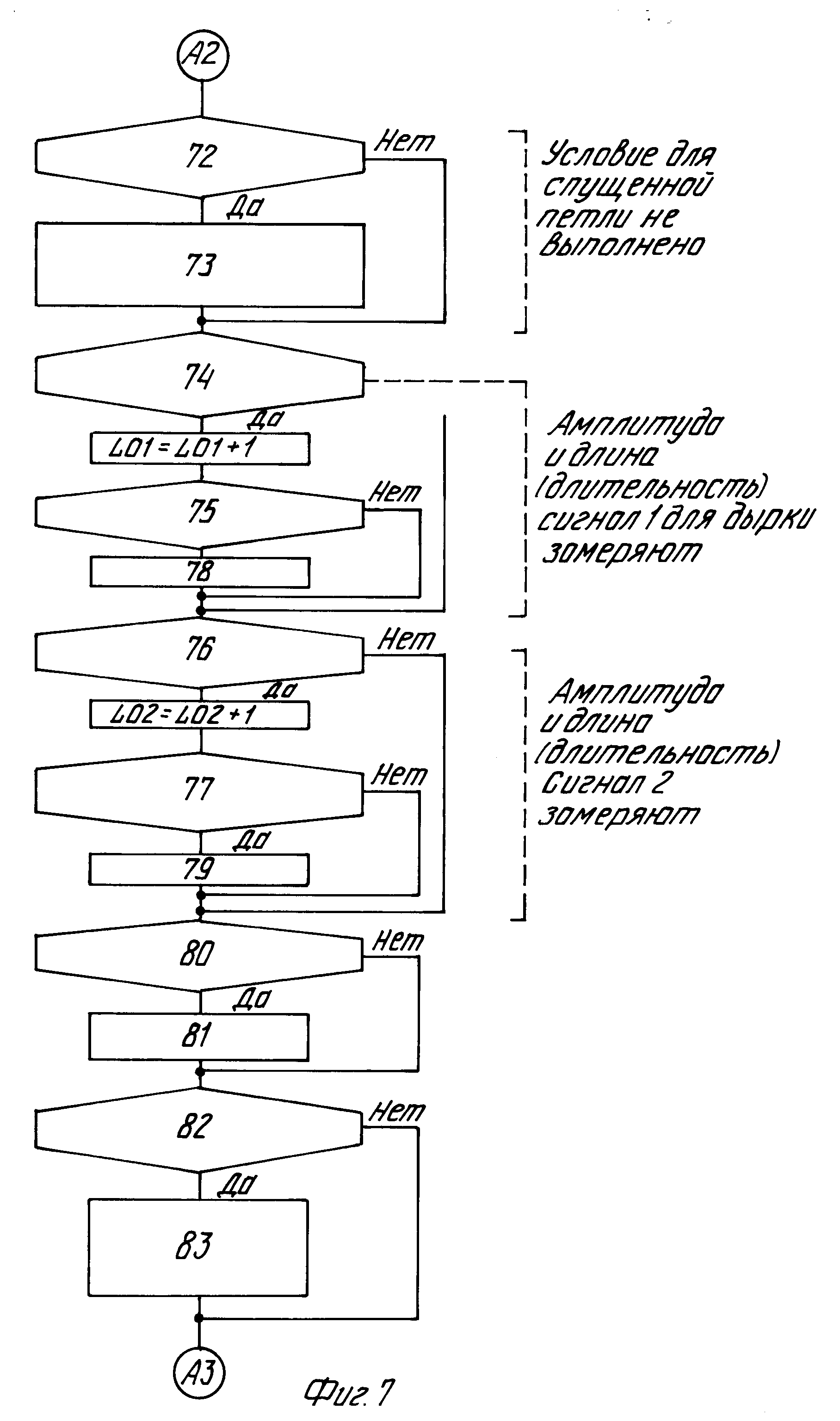
Для этой цели при 69 и 71 осуществляется проверка того, превышает ли амплитуда сигнала TKS 1 или 2 одно заданное для распознавания дырок амплитудное предельное значение /Schwellwert-Loch/ или нет, в то время как при 70, 72 осуществляется проверка этих двух сигналов на то, превышает ли продолжительность или протяженность сигнала одно заданное, действующее для распознавания дырок временное предельное значение или нет.
Результаты TK-Loch-Erg-I или 2 при 73, 74 опять промежуточно запоминаются.
Непосредственно после при 75 устанавливается, удовлетворяют ли промежуточно запоминаемые результаты предыдущих проверок условию "логическое ИЛИ" или нет. Если да, то при 76 действительное для распознавания дырок время ожидания поднимается, после чего при 77 исследуется, больше ли время ожидания "дырка" Loch, чем заданный для распознавания спущенных петель временной сдвиг, соответствующий трем петельным столбикам, умноженный на один фактор, или нет.
Этот фактор производит расширение временного окна, которые /расширение/ предотвращает то, что широкие дырки считаются неоднократно. Если устанавливается время ожидания "дырка" /"Loch"/, которое больше, чем временной сдвиг фактор, то измерение прекращается. Параметры при 78 устанавливаются на нуль.
Но если условие при 77 не выполнено, т.е. сигналы еще лежат внутри действительного для распознавания дырки, более широкого временного окна, то при 79 еще раз проверяются, удовлетворяют ли запоминаемые результаты проверки ТК-Loch-Erg-I и TK-Loch-Erg-2 условие "логическое И". Если будет ответ "да", то имеет место одна спущенная петля, чьи значения амплитуды и продолжительности лежат, однако, выше соответствующих, действительных для распознавания дырки предельных значений. Поэтому при 80 Merker"Lauf" /петля/ устанавливается на 1, в то время как Merker"Loch" /дырка/ устанавливается на нуль.
Если оба результата TK-Loch-Erg-I и TK-Loch-Erg-2 не удовлетворяют условию "логическое И", то при 81 для безопасности еще раз производится проверка "исключающее ИЛИ", при положительном исходе которой Merker"Loch" при 82 устанавливается на 1.
Теперь в этом месте программы заканчивается оценка поступающих от индикаторной головки 8 сигналов дефекта. Память данных содержит теперь отдельные сведения о том, имеет ли место один точечный дефект или один продольный дефект, т.е. одна дырка или одна спущенная петля.
Дальнейшая обработка таким образом полученной информации осуществляется для спущенных петель
при 66 и для дырок в указанной ниже короткой части программы, которая аналогичным
образом предусмотрена для распознавания спущенных петель и содержится в 66. Поэтому достаточно коротко описать эту
программную часть лишь для распознавания дырки:
После ранее разобранных
шагов программы при 83 еще раз проверяется, равно ли время ожидания "Loch" установленному временному сдвигу заданный
фактор и стоит ли Merker "Lauf masche" на нуле соответствия Merker "Loch" на 1".
Если это условие выполнено, то при 84 показывающий общее число дырок счетчик "Lochzahler" и один отдельный счетчик, а
также, в данном случае, один показывающий число суммарных дефектов счетчик
поднимается по мере надобности на 1, в случае если после появления одной дырки должно настраиваться устройство 54 выключения
машины, то через клавиатуру 42 ввода данных была введена одна
соответствующая команда. Поэтому при 85 проверяется, имеет ли место одна такая команда, выключения "Loch-aus". Если да, то при 86
включается подпрограмма выключения, которая обеспечивает то, что при
движении машины по инерции игольный цилиндр останавливается в заданном положении и игольной двери, после чего при 87 разрешается
выключение. Кроме того, от 88 управляется поле 41 индикации, которое
дает одно показание дефекта и одновременно признает оператора квитировать дефект.
Зачастую также желательно еще дополнительно дефекты, установленные за единицу времени, раздельно по точечным и продольным дефектам распознавать, регистрировать и показывать на поле 41 индикации.
Это может происходить при дальнейшем выполнении программы при 89 /для дырок/, в то время как при 90 проверяется, превышает ли обнаруженное число дефектов один заданный лимит дефектов. Если да, то при 91 начинает действовать программа выключения для устройства 54 выключения машины. На всякий случай при 92 осуществляется настройка индикаторного поля 41 для соответствующего показания дефектов и призыва к квитированию дефекта.
Программа дополнительно может содержать еще возможность вызова подпрограммы для разработки отладки дисплея, возврата счетчиков дефектов опять в исходное положение при достижении конца тюка ткани, так что может указывать и число дефектов на тюк ткани, запуска подпрограммы движения по инерции до остановки и подпрограммы включения для повторного пуска в ход машины после происходящей по другим причинам остановки и т.д.
На фиг.8 кратко пояснено, как обрабатываются подаваемые через контрольную линию 29 от индикаторной головки 8 контрольные сигналы для значений яркости освещения контролируемой текстильной ткани. Эти контрольные значения записываются при 93. После этого при 94 проверяется, превышает ли они одно заданное верхнее предельное значение. Если да, то при 95 осуществляется настройка устройства 54 выключения машины, в то время как одновременно из 96 поле 41 индикации обеспечивается соответствующей информацией, так что оно показывает вероятные причины дефекта, а именно, что индикаторная головка не прилегает к материалу.
При 97 осуществляется соответствующая проверка относительно нижнего предельного значения, которая при положительном результате при 98 тоже ведет к включению машины, в то время как при 99 поле 41 индикации настраивается таким образом, что оно показывает вероятные причины дефекта, а именно, что индикаторная головка имеет посторонний свет.
На этом выполнение программы заканчивается, программа снова возвращается к началу, согласно подпрограмме включения.
Наконец, в программе могут еще содержаться сегменты программы, которые обеспечивают то, что происходящий через клавиатуру 42 ввода данных набор команд, параметров и т. п. может осуществляться лишь при остановке машины, чтобы таким образом избежать то, что вследствие неправильного обслуживания управляющего прибора 34 появляются ошибочные отключения машины при эксплуатации.
Способ, как указано выше, был описан при помощи одной кругловязальной машины с вращающимся игольным цилиндром. В принципе, конечно, он пригоден также для кругловязальных машин, как и для круглотрикотажных машин с неподвижным игольным цилиндром /и тогда вращающийся контактной /индикаторной/ головкой 8/, а также для ткацких станков. ЫЫЫ2 ЫЫЫ4 ЫЫЫ6 ЫЫЫ8
Реферат
Сущность изобретения: способ обнаружения дефектов в полотне, изготовленном на кругловязальной или круглотрикотажной машине, включающего контроль полотна, по меньшей мере, на одном полосообразном участке, расположенном поперечно направлению вращения трикотажа электрооптическим способом с помощью измерительных контактных сканирующих средств, определения дефектов по результатам анализа выходных сигналов контактного контроля, оценку вида дефектов и формирование управляющего воздействия на останов машины и сигнализации, при этом выходные сигналы контактных сканирующих средств объединяют группами. Эти сигналы дефекта многомерно анализируются для опознавания точечного и/или продольного дефекта, причем как критерии анализа оцениваются предельные значения амплитуды сигнала дефекта, предельные значения временной продолжительности сигнала дефекта, совместность появления сигналов и их периодическое повторение при каждом обороте машины. В зависимости от результата анализа формируется управляющее воздействие на останов машины и сигнализацию. 14 з.п. ф-лы, 9 ил.

Комментарии