Способ улучшения режима прокладки уточной нити, вчастности синтетической филаментной уточной нити,при изготовлении ткани на бесчелночных ткацких станках, в частности пневматических ткацких станках,и бесчелночный ткацкий станок для осуществления способа - RU2295593C2
Код документа: RU2295593C2
Описание
Изобретение касается способа улучшения режима прокладки уточной нити, в частности синтетической филаментной уточной нити при изготовлении ткани на бесчелночных ткацких станках, в частности пневматических бесчелночных станках, с признаками ограничительной части пункта 1 формулы изобретения.
Далее изобретение касается бесчелночного ткацкого станка, в частности пневматического ткацкого станка для осуществления способа с управляемой в соответствии с рисунком прокладкой уточной нити.
Открыто использованный заявителями способ пневмокомпактирования не компактированной или только частично компактированной уточной нити, в частности синтетической филаментной уточной нити, и ткацкий станок для осуществления способа является предметом заявки DE 10209278.8.
В соответствии с предметом указанной заявки, участок уточной нити от входа главного дутьевого сопла до выхода смесительной трубки в его концевой области, т.е. вблизи выхода смесительной трубки главного дутьевого сопла, подвергается процессу пневмокомпактирования. Это мероприятие ведет к тому, что уточная нить вплоть до инжектора главного дутьевого сопла и частично до питающей паковки более или менее невольно пневмокомпактируется.
Однако вследствие воздействия направленной на уточную нить так называемой удерживающей воздушной струи во времени ожидания уточной нити в области главного дутьевого сопла пневмокомпактирование частично снова нарушается.
Наложение этих процессов (удержание уточной нити с помощью воздушной струи и пневмокомпактирование с помощью воздушного потока) ведет с одной стороны, в частности, при чувствительных к разрыву нитях к нежелательному разделению и обрыву филаментной нити.
С другой стороны при воздействии удерживающей воздушной струи и при процессе пневмокомпактирования происходит изменение структуры уточной нити на той ее длине, которая после прокладки уточной нити становится составной частью ткани. Это в значительной мере отрицательно сказывается на качестве ткани.
Из US 4619296 известен способ улучшения режима прокладки уточной нити, в частности синтетической филаментной уточной нити, при изготовлении ткани на бесчелночных ткацких станках посредством дутьевого сопла в зев, образованный нитями основы.
Этот способ также обладает вышеуказанными недостатками.
В публикации US 4619296 раскрыт также ткацкий бесчелночный станок, в частности пневматический ткацкий станок с управляемой в соответствии с рисунком прокладкой уточной нити, включающий дутьевое сопло с инжектором. Это сопло снабжено средством, которое делает возможным регулирование величины и направления вращения выходного воздушного потока. Это средство, например, может представлять собой расположенные в сопле трубы для управления направлением воздушного потока. Однако возможность зажима уточной нити в сопле не описана.
Известный из этой публикации ткацкий станок также не позволяет получить ткань требуемого качества по изложенным выше причинам.
В связи с этим задачей изобретения является при улучшении режима прокладки уточной нити ограничить модификацию уточной нити, получающейся в результате известного процесса пневмокомпактирования в смесительной трубке главного дутьевого сопла, в частности, с учетом вредного изменения структуры уточной нити, той длиной нити, которая позднее попадет в отходы, а также отказаться от процесса удержания уточной нити с помощью воздушной струи.
Поставленная задача в способе улучшения режима прокладки уточной нити, в частности синтетической филаментной уточной нити при изготовлении ткани на бесчелночных ткацких станках посредством дутьевого сопла в зев, образованный нитями основы, согласно изобретению решается тем, что уточная нить при первом повороте главного вала ткацкого станка на заранее определенный угол прокладывается главным дутьевым соплом в зев, и на выходной стороне зева принимается при втором повороте главного вала ткацкого станка на заранее определенный угол, после этого остающуюся в главном дутьевом сопле уточную нить зажимают по направлению прокладки уточной нити за инжектором главного дутьевого сопла с помощью зажимного устройства, и проложенную в зев длину уточной нити закрепляют путем закрытия зева, и затем уточную нить на ее длине, остающейся между зажимным устройством и закреплением на стороне прокладки, подвергают процессу пневмокомпактирования во время третьего поворота главного вала ткацкого станка на заранее определенный угол.
Процесс пневмокомпактирования начинают перед отрезанием проложенной уточной нити от подготовленной уточной нити.
Заранее определенный угол первого поворота внутри ткацкого цикла лежит в области, примерно, между 50 и 80°.
Заранее определенный угол второго поворота внутри ткацкого цикла лежит в области между 220 и 280°.
Заранее определенный угол третьего поворота внутри ткацкого цикла лежит в области, примерно, между 320 и 350°.
Процесс пневмокомпактирования осуществляют в смесительной трубке главного дутьевого сопла.
Согласно предложенному в соответствии с изобретением способу, задача решается, по существу, за счет того, что остающаяся в главном дутьевом сопле после прокладки уточной нити в зев длина уточной нити зажимается по направлению прокладки после инжектора главного дутьевого сопла с помощью зажимного устройства, после этого проложенная в зев длина уточной нити закрепляется с помощью закрытия зева, и уточная нить на остающейся длине между зажимным устройством и закреплением на стороне прокладки подвергается процессу пневмокомпактирования во время поворота главного вала ткацкого станка на заранее определенный угол.
Тем самым достигается преимущество в том, что не происходит снова нарушения пневмокомпактирования уже подвергнутой этому процессу уточной нити за счет воздействия удерживающей струи воздуха, что можно полностью отказаться от удерживающей струи и, таким образом, снизить расход сжатого воздуха и улучшить энергетический баланс.
Далее исключаются недостатки, свойственные известному решению.
При реализации способа, согласно изображению, процесс пневмокомпактирования начинается перед отрезанием проложенной нити от уже подготовленной нити, а именно при угле поворота примерно на 320° главного вала ткацкого станка.
Далее, следует упомянуть, что процесс пневмокомпактирования, как известно из применения способа, осуществляется в смесительной трубке главного дутьевого сопла.
Способ согласно изобретению осуществляется на бесчелночном ткацком станке, в частности на пневматическом ткацком станке с управляемой в соответствии с рисунком прокладкой уточной нити, включающем, по меньшей мере, одно главное дутьевое сопло с инжектором и смесительной трубкой, зажимное устройство для зажима уточной нити, расположенное по направлению прокладки уточной нити за инжектором в смесительной трубке, устройство для пневмокомпактирования, расположенное по направлению прокладки уточной нити после зажимного устройства в смесительной трубке или на выходной стороне смесительной трубки, а также средство для образования зева и для осуществления его закрытия.
Зажимное устройство представлено центральным замком в форме пневматической или гидравлической мышцы.
Зажимное устройство включает пневматическую или гидравлическую мышцу, а в качестве зажимного средства две интегрированные в мышцу ламелевидные детали из пружинящего материала, которые вместе с мышцей образуют зажимное устройство.
Зажимное устройство включает две ламелевидные детали, состоящие, предпочтительно, из пружинящего материала, при этом с помощью управляемого средства может быть осуществлена регулировка положения, по меньшей мере, одной из обеих ламелевидных деталей относительно другой ламелевидной детали.
По меньшей мере, одна из ламелевидных деталей выполнена в качестве пьезоэлемента.
По меньшей мере, одной из ламелевидных деталей придано подключаемое к току электромагнитное средство.
Зажимное устройство расположено между первым и вторым участками смесительной трубки.
В устройстве для пневмокомпактирования смесительная трубка имеет, по меньшей мере, одно проходящее поперек направления прокладки уточной нити, выходящее во внутреннее пространство смесительной трубки отверстие для пневмокомпактирования, которое через, по меньшей мере, один управляемый магнитный клапан подсоединено к пневматическому источнику давления.
Согласно изобретению пневматический ткацкий станок включает, по меньшей мере, одно главное дутьевое сопло с инжектором и смесительной трубкой, одно расположенное по направлению прокладки уточной нити после инжектора в смесительной трубке зажимное устройство для зажима уточной нити, одно устройство для пневмокомпактирования, расположенное в смесительной трубке по направлению прокладки за зажимным устройством или на выходной стороне смесительной трубки, а также одно средство для образования зева и способствующее его закрытию.
Расположенное, в частности, в смесительной трубке главного дутьевого сопла зажимное устройство согласно изобретению может быть в виде центрального замка в форме пневматической или гидравлической мышцы.
Далее, зажимное устройство может быть в виде пневматической или гидравлической мышцы и двух интегрированных в мышцу, выполненных в виде ламелевидных деталей в качестве зажимного средства, состоящих из пружинящего материала, и которые вместе с мышцей образуют зажимное устройство.
Кроме того, в качестве зажимного устройства могут быть предусмотрены ламелевидные детали, выполненные, предпочтительно, из пружинящего материала, при этом с помощью управляемого средства имеется возможность регулирования, по меньшей мере, одной из обеих ламелевидных деталей относительно другой ламелевидной детали. При этом, по меньшей мере, одна из ламелевидных деталей может быть выполнена в виде пьезоэлемента, или, по меньшей мере, одной ламелевидной детали может быть придано подключаемое к электрическому току электромагнитное средство.
По другому варианту выполнения изобретения названное выше зажимное устройство заключено в камере, корпус которой расположен между первым и вторым участками смесительной трубки главного дутьевого сопла.
В части устройства пневмокомпактирования речь может идти об использованном ранее заявителями устройстве, которое для пневмокомпактирования имеет, по меньшей мере, одно проходящее поперек к направлению прокладки уточной нити и выходящее во внутреннее пространство смесительной трубки отверстие, которое, по меньшей мере, через один магнитный клапан подсоединено к пневматическому источнику давления.
Изобретение ниже более подробно поясняется с помощью примера выполнения.
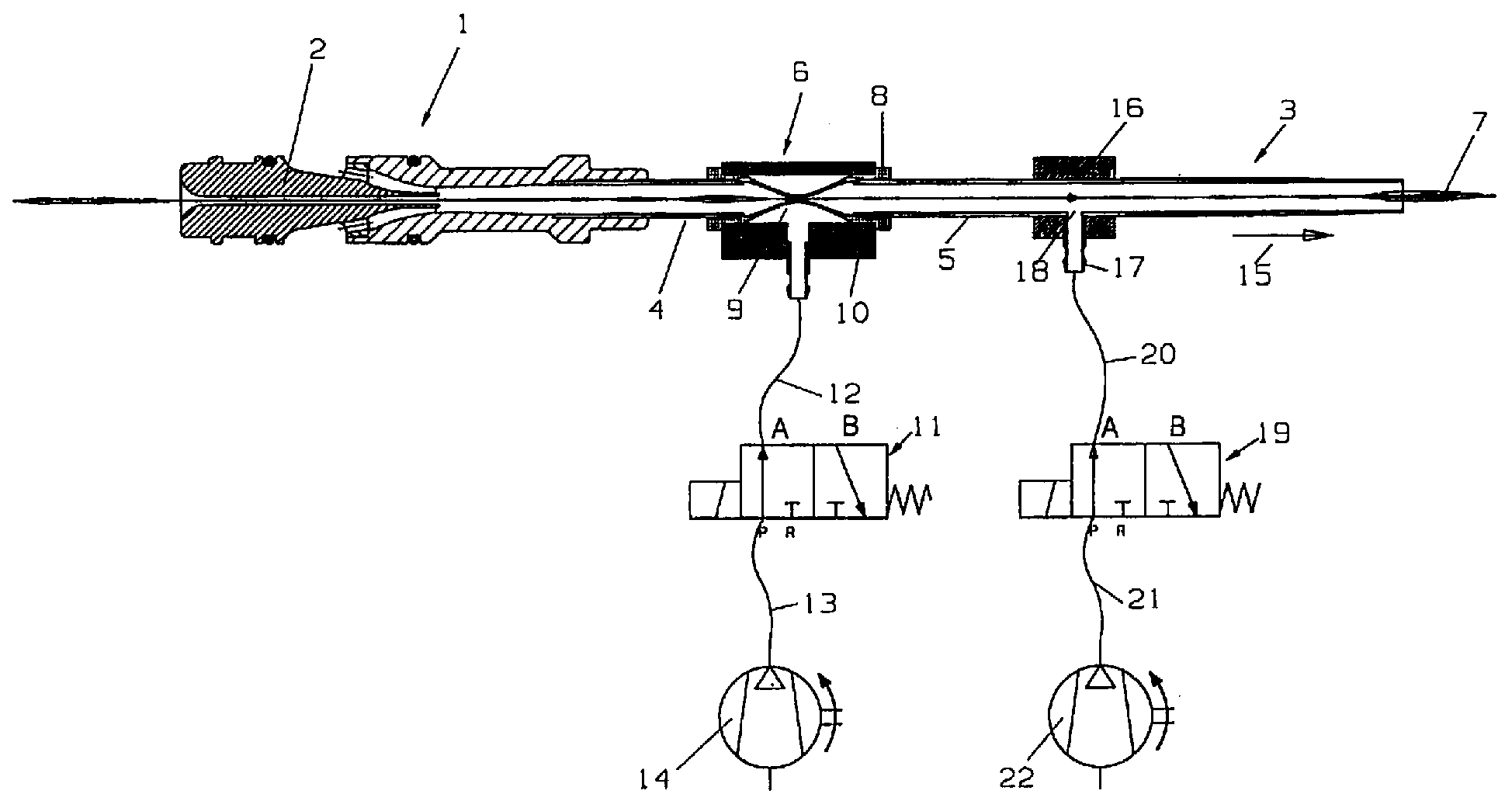
На чертеже показано главное дутьевое сопло 1 с расположенным за инжектором 2 главного дутьевого сопла 1 между первым участком 4 смесительной трубки 3 и вторым участком 5 смесительной трубки 3 зажимным устройством 6 для уточной нити 7.
Зажимное устройство 6 выполнено в форме пневматической мышцы 8. Пневматическая мышца 8 заключена в нагружаемой давлением камере 9, имеющей корпус 10.
Через электрически управляемый ходовой магнитный клапан 11 и напорные магистрали 12, 13 сжатый воздух от пневматического источника давления 14 подается в камеру 9. Мышца 8 сдавливает уточную нить приблизительно в направлении продольной центральной оси смесительной трубки 3.
Уточная нить 7 удерживается в зажатом состоянии в течение заранее определенного промежутка времени. За счет переключения ходового магнитного клапана 11 из положения А в положение В происходит разгрузка мышцы 8, в результате чего уточная нить 7 высвобождается для прокладки, направление которой указано стрелкой 15, в зев, который не представлен на чертеже.
За зажимным устройством 6 на втором участке смесительной трубки 5 расположено известное устройство для пневмокомпактирования 16.
Устройство для компактирования 16 имеет расположенное поперек продольной центральной оси смесительной трубки подсоединение 17 для сжатого воздуха, которое выходит в поперечное отверстие 18 участка 5 смесительной трубки. Электрически управляемый ходовой магнитный клапан 19 соединяет устройство 16 для пневмокомпактирования через напорные магистрали 20, 21 с пневматическим источником давления 22. При переключении ходового магнитного клапана 19 из положения А в положение В происходит прерывание процесса пневмокомпактирования.
Реферат
Изобретение касается способа улучшения режима прокладки уточной нити, в частности синтетической филаментной уточной нити при изготовлении ткани на бесчелночных ткацких станках, в частности на бесчелночных пневматических станках, который направлен на устранение модификации уточной нити, в частности, в отношении вредного изменения структуры уточной ткани, которое возникает в результате при известном процессе пневмокомпактирования в смесительной трубке главного дутьевого сопла, ограничения длины уточной нити, которая впоследствии пойдет в отходы, и отказа от процесса удержания уточной нити с помощью струи воздуха. Согласно изобретению остающаяся в главном дутьевом сопле уточная нить зажимается за инжектором главного дутьевого сопла по направлению прокладки уточной нити с помощью зажимного устройства, и проложенная в зев длина уточной нити закрепляется с помощью заключения зева, и затем уточная нить на длине, остающейся между зажимным устройством и закреплением со стороны прокладки, подвергается процессу пневмокомпактирования во время поворота главного вала ткацкого станка на заранее определенный угол. 2 н. и 12 з.п. ф-лы, 1 ил.
Комментарии