Плоская ткань для формирования структуры, имеющей трехмерную конфигурацию - RU2225902C1
Код документа: RU2225902C1
Чертежи



Описание
Область техники
Данное изобретение касается тканой заготовки для армированного композиционного материала, которую можно ткать плоской и затем сгибать для получения окончательной формы без создания нежелательных деформаций нитей.
Обзор известных технических решений
Использование армированных композиционных материалов для производства несущих элементов конструкций в настоящее время широко распространено, особенно там, где стремятся достичь малого веса, высокой прочности, жесткости, термостойкости, самонесущей структуры и легкости формования и профилирования. Такие элементы используют, например, в авиации, аэрокосмической промышленности, на спутниках, в аккумуляторах, в сфере отдыха и развлечений (например, на гоночных судах и автомобилях), а также в других областях.
Обычно такие элементы состоят из армирующих материалов, погруженных в связующий материал (матрицу). Армирующий компонент может быть изготовлен из материалов типа стекла, углерода, керамики, арамида (например, кевлара), полиэтилена и/или других материалов, которые имеют желательные физические, тепловые, химические и/или другие свойства, главным из которых является высокая стойкость к разрушению под действием нагрузок. Посредством использования таких армирующих материалов, которые в конечном счете становятся составными элементами законченной детали, их желательные характеристики, такие как очень высокая прочность, передаются готовой композиционной детали. Такие армирующие материалы обычно можно ткать, вязать или иным образом ориентировать с получением желательных конфигураций и профилей армирующих заготовок. Обычно особое внимание уделяется оптимальному использованию тех свойств, из-за которых были выбраны соответствующие армирующие материалы. Такие армирующие заготовки обычно объединяются с материалом матрицы, чтобы сформировать необходимые законченные элементы или заготовки для них.
После того, как желаемая армирующая заготовка создана, материал матрицы обычно наносится сверху и вводится внутрь так, что армирующая заготовка окружается материалом матрицы, который заполняет промежуточные области между составными элементами армирующей заготовки. Материалом матрицы может быть любой из широкого разнообразия материалов, таких как эпоксидная смола, полиэфир, сложный эфир винилового спирта, керамика, углерод и/или другие материалы, которые также имеют желательные физические, тепловые, химические и/или другие свойства. Материалы, выбранные для использования в этом качестве, могут быть или не быть одинаковыми с материалами армирующей заготовки и могут иметь или не иметь сопоставимые с ними физические, химические, тепловые или другие свойства. Однако, как правило, это не будут одинаковые материалы или они не будут иметь сопоставимые физические, химические тепловые или другие свойства, так как среди обычных целей, к которым стремятся при использовании композитов, на первом месте стоит достижение в конечном продукте такой комбинации характеристик, которая недостижима при использования одного типа материала. Объединенные таким образом армирующая заготовка и материал матрицы могут затем быть отверждены и стабилизированы путем единой операции термоотверждения или другими известными методами, а затем подвергнуты другим операциям для создания необходимого элемента. Здесь важно заметить, что после такого отверждения затвердевшая масса материала матрицы обычно очень прочно прилипает к армирующему материалу (например, к армирующей заготовке). В результате этого механические напряжения в законченном элементе через материал матрицы, действующий как клей между волокнами, могут эффективно передаваться материалу армирующей заготовки и выдерживаться им.
Часто бывает желательно формировать элементы с конфигурациями, которые отличаются от таких простых геометрических форм как пластины, листы, прямоугольные или квадратные твердые тела и т.д. Это можно сделать путем объединения таких основных геометрических форм в требуемые более сложные формы. Одно такое типичное объединение выполняется путем соединения армирующих заготовок, изготовленных так, как описано выше, под углом (обычно прямым) относительно друг друга. Обычными целями такого углового соединения армирующих заготовок являются, например, создание желаемого профиля для формирования армирующей заготовки, которая содержит одну или несколько торцевых стенок или Т-образных пересечений, либо повышение стойкости получающейся в результате комбинации армирующих заготовок и составных конструкций, которые из них изготовлены, к деформации или разрушению под действием внешних сил, таких как сжатие или растяжение. В любом случае, каждое соединение между составляющими заготовку компонентами должно быть настолько прочным, насколько это возможно. При очень высокой прочности самих составных частей армирующей заготовки непрочность соединения между ними становится, в сущности, “слабым звеном” конструкции.
Пример пересекающейся конфигурации описан в патенте США №6103337, содержание которого включено в данное описание путем ссылки. Этот документ описывает эффективный способ соединения двух армирующих пластин в Т-образную конструкцию.
Для создания таких соединений были сделаны и различные другие предложения. Было предложено формировать и отверждать панельный элемент и элемент, образующий уголок жесткости, отдельно друг от друга, при этом уголок жесткости имеет единственную панельную поверхность контакта или является раздвоенным на одном конце, чтобы формировать две расходящиеся, копланарные панельные поверхности контакта. Эти два элемента затем соединяются путем клеевого соединения контактной поверхности(-ей) элемента, образующего уголок жесткости, к контактной поверхности другого элемента с использованием термореактивного клея или другого адгезивного материала. Однако, когда механическое напряжение прикладывается к отвержденной панели или к наружному слою композиционной структуры, даже очень малые нагрузки приводят к возникновению усилий “сдирания”, которые отделяют один элемент от другого вдоль поверхности их стыка, так как эффективная прочность соединения равна прочности материала матрицы, а не клея. Использование металлических болтов или заклепок на поверхностях раздела таких элементов недопустимо, потому что они по крайней мере частично нарушают и ослабляют целостность самих композиционных структур, добавляют вес и приводят к различию в коэффициенте теплового расширения как по сравнению с самими элементами, так и по сравнению с окружающим материалом.
Другие подходы к решению этой проблемы основаны на концепции введения высокопрочных волокон, проходящих через область соединения, с помощью таких методов как сшивание одного из компонентов с другим и использование сшивающей нити для введения таких упрочняющих волокон в места соединений. Один такой подход описан в патентах США №4331495 и №4256790. Эти патенты описывают соединения, выполненные между первой и второй композитными панелями, изготовленными из слоев волокна, соединенных склеиванием. Первая панель раздваивается на одном конце, чтобы сформировать известным способом две расходящиеся, копланарные поверхности контакта панели, которые присоединяются ко второй панели стежками неотвержденной гибкой композитной нити, проходящими через обе панели. Панели и нить затем совместно отверждаются, то есть отверждаются одновременно.
Еще один способ улучшения прочности соединения изложен в патенте США №5429853.
Хотя известные подходы к улучшению структурной целостности армированных соединений и достигли определенного успеха, особенно в случае патента США №6103337, желательным является дальнейшее улучшение или решение этой проблемы без использования клеев или механических соединений. Одним из таких подходов может быть создание трехмерной тканой структуры специализированными станками. Однако это влечет значительные расходы и редко бывает целесообразным иметь ткацкую машину, предназначенную для создания простой структуры.
Другой подход состоит в том, чтобы ткать плоскую структуру и затем сгибать ее в виде профиля. Например, из патента США №4686134 известна плоская ткань для формирования структуры, имеющей трехмерную конфигурацию, содержащая первую часть и вторую часть, которая может быть отогнута от первой части. Однако сгибание плоской структуры обычно приводит к тому, что части заготовки деформируются, когда она сгибается. Деформация происходит потому, что длины волокон в сотканной заготовке отличаются от тех, какими они должны быть, когда заготовка согнута. Это вызывает появление вмятин и волнистости в тех областях, где длины тканых нитей слишком малы, и вспучивание в тех областях, где длины волокон слишком велики. Эти деформации вызывают нежелательные поверхностные аномалии и снижают прочность и жесткость такого элемента. Хотя проблема может быть уменьшена путем раскроя и формирования вытачек, такая процедура нежелательна, так как она трудоемка и может поставить под угрозу целостность заготовки.
Как сказано выше, желательно формировать трехмерные заготовки, из которых могут быть изготовлены армированные композиционные детали, потому что они обеспечивают повышенную прочность по сравнению с плоскими слоистыми композиционными материалами. Эти заготовки особенно полезны в таких применениях, где от композиционного материала требуется стойкость к нагрузкам, прикладываемым перпендикулярно плоскости материала.
Соответственно, имеется потребность в трехмерной заготовке, имеющей такую конструкцию, которая обеспечивает альтернативный и/или улучшенный способ создания трехмерных заготовок и/или армированных композиционных структур.
Сущность изобретения
Следовательно, главной целью изобретения является создание трехмерной заготовки, которая имеет конструкцию, являющуюся альтернативной и/или улучшенной по сравнению с существующими заготовками и/или ранее доступными армированными композиционными структурами.
Другой целью изобретения является создание трехмерной заготовки, которая может быть изогнута с получением требуемой конфигурации без деформации нитей, образующих заготовку.
Еще одной целью изобретения является создание трехмерной заготовки, которая особенно полезна для формирования армированных композиционных материалов с Т-образным профилем.
Эти и другие цели и преимущества достигаются посредством трехмерной тканой заготовки, которая может быть соткана плоской и затем изогнута с получением ее окончательной формы до ее пропитки связующим без создания нежелательных деформаций в нитях. Это достигается путем регулирования длин нитей в процессе ткачества так, чтобы некоторые из них были слишком короткими в одних областях и слишком длинными в других. Нити затем выравниваются, когда заготовка сгибается для получения требуемой формы, обеспечивая плавный переход в месте сгиба. Хотя этот способ особенно хорошо подходит для формирования тканых заготовок с Т-образным профилем, он может использоваться для формирования различных профилей. Кроме того, хотя рассматриваются тканые заготовки, применимость этого способа для нетканых материалов, например таких как плетеные или сшитые, также очевидна для специалистов в данной области техники.
Таким образом, в соответствии с изобретением, предлагается плоская ткань для формирования структуры, имеющей трехмерную конфигурацию, содержащая первую часть; вторую часть, которая может быть отогнута от первой части; и множество нитей, соединяющих первую и вторую части; причем нить, проходящая от указанной первой части к указанной второй части, определяет путь нити, который имеет часть нити, которая соткана более короткой, чем этот путь, и часть нити, которая соткана более длинной, чем этот путь, так что при отгибании второй части ткани от первой части ткани та часть нити, которая соткана более короткой, протягивает ту часть нити, которая соткана более длинной, вдоль пути нити так, чтобы компенсировать сгибание.
Ткань, в соответствии с изобретением, предпочтительно содержит основные и уточные нити, причем указанными соединяющими нитями являются уточные нити. Ткань предпочтительно ткется плоской, а первую и вторую части ткани можно перемещать друг относительно друга с получением трехмерной конфигурации, например, с П-образным или Т-образным профилем. Ткань может иметь форму заготовки для армирования композиционного материала. Кроме того, ткань может иметь множество тканых слоев в первой и второй частях, и множество путей нитей между различными ткаными слоями первой и второй частей.
Краткое описание чертежей
Данное изобретение, его цели и преимущества будут более понятны из описания, которое приводится ниже со ссылками на чертежи.
На фиг.1А и 1В соответственно показаны поперечные сечения ткани, вид сбоку, в том виде, как она соткана, и после ее сгибания для использования в качестве заготовки для армированного композиционного материала.
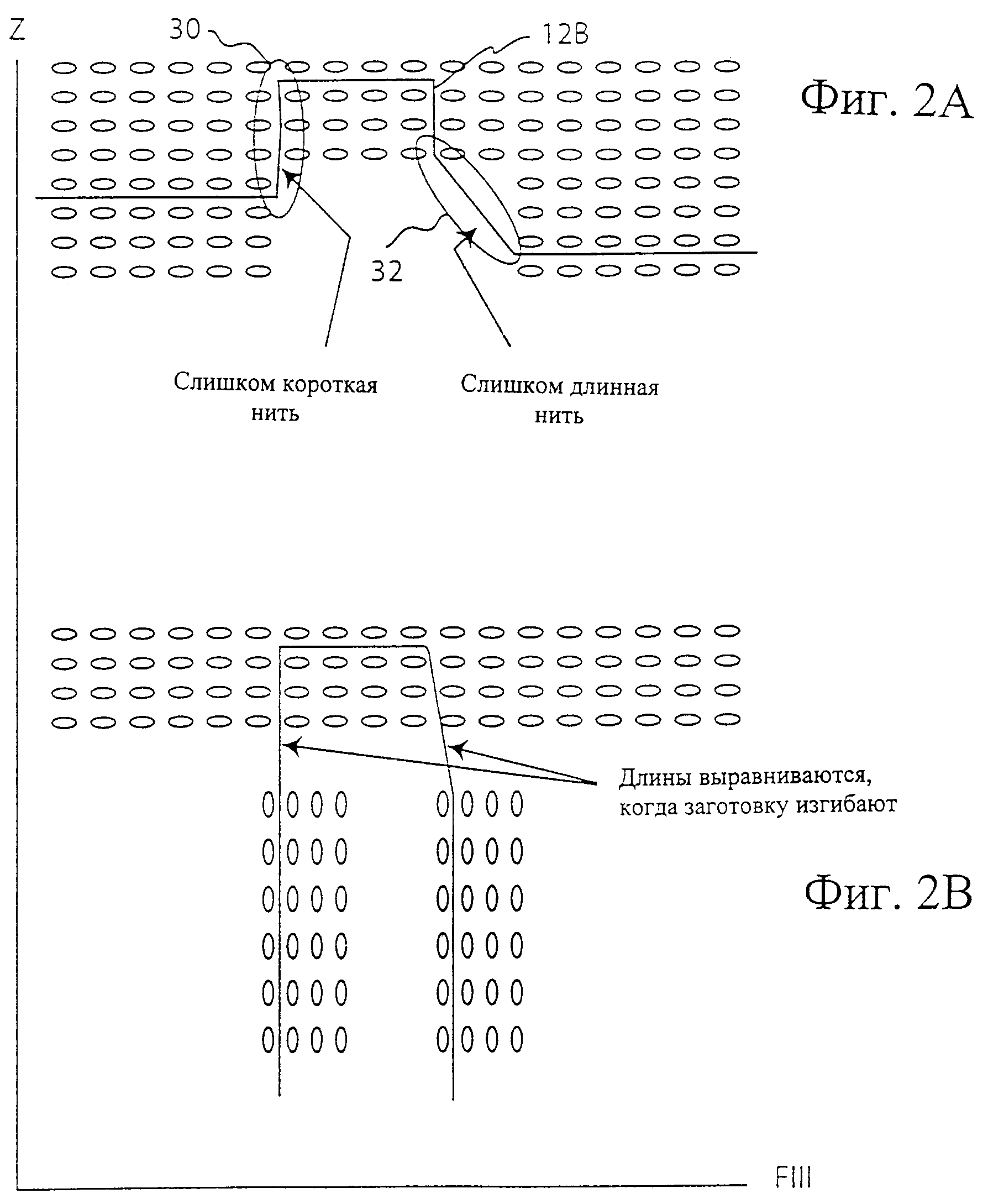
На фиг.2А и 2В соответственно показаны поперечные сечения ткани, вид сбоку, в том виде, как она соткана, и после ее сгибания для использования в качестве заготовки для армированного композиционного материала согласно данному изобретению.
На фиг.3А и 3В соответственно показаны поперечные сечения, вид сбоку, сотканной ткани и ткани после ее сгибания, иллюстрирующие множество уточных волокон с различными длинами, согласно данному изобретению.
На фиг.4А и 4В соответственно показаны поперечные сечения, вид сбоку, сотканной ткани и ткани после ее сгибания с другой конфигурацией согласно данному изобретению.
Подробное описание предпочтительных форм осуществления изобретения
Рассмотрим теперь более подробно чертежи, на которых похожие части пронумерованы одинаково. На фиг.1А показана текстильная ткань 10, содержащая уточные волокна 12А, В и С (показаны для иллюстрации) и основные волокна 14. Как сказано выше, ткань может быть изготовлена из множества различных материалов, однако для применения в авиации обычно используются углеродные волокна или волокна на основе углерода.
На фиг.1А и 1В показан обычный подход к созданию такой тканой заготовки, которая может быть изогнута для придания ей заданной формы. Для этого в тканом материале предусматривается пространство 16, где нижние четыре ряда основных волокон 14 в ткацком переплетении отсутствуют. Это позволяет отогнуть соседние части 18 и 20 ткани 10 перпендикулярно плоскости ткани 10, как показано на фиг.1В.
Однако, поскольку длины уточных волокон 12А, В и С сохраняются одинаковыми, когда ткань плоская и когда она изогнута, то после сгибания возникают впадины или волнистости в областях 22 и 24, где волокна 12В слишком коротки, и вспучивания в областях 26 и 28, где уточные волокна 12С слишком длинные. Впадины или волнистости в областях 22 и 24 возникают потому, что уточные волокна 12В, которые являются слишком короткими, при сгибании ткани тянут основные волокна вниз. Так как в областях 26 и 28 уточные волокна 12С слишком длинны, после сгибания ткани они выпучиваются наружу. Все это приводит к нежелательным поверхностным аномалиям и снижает прочность и жесткость детали.
Обратимся теперь к фиг.2А и 2В, на которых похожие части пронумерованы аналогично. Уточное волокно 12В’ показано просто для иллюстрации. Из-за различий в длине волокна в ткани сразу после процесса ткачества (фиг.2А) по сравнению с длиной волокна после сгибания ткани (фиг.2В), отрезки волокна ткут слишком короткими в области 30 и слишком длинными в области 32. Эти различия в длине выравниваются, когда заготовка сгибается в виде профиля, так что получаются необходимые длины. На фиг.2В показан типичный путь волокна для заготовки, которая после гибки имеет П-образное поперечное сечение. Нить 12В’ преднамеренно ткут, пропуская по такому пути, который после гибки делает волокно слишком коротким в области 30 и слишком длинным в области 32. Это вызывает натяжение короткой части при изгибе заготовки в виде П-образного профиля, что вызывает втягивание длинной части нити так, что длина волокна 12В’ с обеих сторон на участке изгиба становится равной и правильной и предотвращаются деформации и вспучивания, рассмотренные выше.
Очевидно, что фиг.2А и 2В только поясняют основную концепцию, показывая использование единственной нити 12В. Вдоль длины заготовки может иметься много нитей, которые будут иметь такой же путь. Также могут присутствовать дополнительные уточные нити, тканые аналогичным образом, чтобы обеспечить различные необходимые длины в зависимости от их положения в ткани, как будет рассмотрено ниже.
Обратимся теперь к фиг.3А и 3В, на которых показаны, соответственно, ткань 10 сразу после процесса ткачества и ткань после сгибания в заготовку с П-образным профилем. Данный профиль заготовки показан только с целью иллюстрации, так как данное изобретение может быть использовано применительно к многочисленным профилям, как это очевидно специалистам.
Как показано на чертеже, верхняя часть 34 ткани 10 заготовки, предназначенной для создания П-образного профиля, содержит слои основных нитей 14 и уточные нити, в целом обозначенные позицией 12’. Элементы 36 и 38 будущих боковых частей заготовки аналогично содержат слои основных нитей 14 и уточных нитей 12. Ткань 10, как и в предыдущих примерах, ткется с желаемым ткацким переплетением (например, атласным и т.д.), соответствующим ее назначению. Так же, как и в предыдущем примере, изобретение направлено на предотвращение деформаций и вспучиваний, которые обычно происходят при переходе от плоской ткани к изогнутой конфигурации.
Как можно видеть на фиг.3А, путь нитей будет определяться в зависимости от их положения в ткацком переплетении. Например, уточные нити 40 имеют равную длину с обеих сторон от пространства 16, нити 42 слишком длинны на левой стороне фиг.3А и слишком коротки на правой стороне. Точно так же, нити 44 слишком коротки на левой стороне и слишком длинны на правой стороне.
Из-за этого, когда боковые части 36 и 38 отгибаются вниз, как показано на фиг.3В, длины нитей выравниваются, аналогично тому, как это было описано в отношении фиг.2А и 2В. Заметим, что промежуток между боковыми частями 36 и 38 и верхней частью 34 показан преувеличенным с целью иллюстрации.
Обратимся теперь к фиг.4А и 4В, на которых показана схема формирования заготовки 50 с Т-образным профилем. На фиг.4А показана ткань сразу после процесса ткачества, а на фиг.4В - ткань после гибки.
Верхняя часть Т-образного профиля изготавливается из двух боковых частей 52 и 54. Основание Т-образного профиля образовано частью 56. Как и в прежних примерах, заготовку ткут с желаемым ткацким переплетением, соответствующим ее назначению, однако с модификацией уточных нитей 58 так, чтобы реализовать преимущества данного изобретения. Для этого нить 58 является слишком длинным в верхней части и слишком коротким внизу. Нить 60 является слишком коротким вверху и слишком длинным внизу. Нити 62 имеют равную длину вверху и внизу.
Как показано на фиг.4В, нити 58 и 60 ведут себя, как описано ранее, благодаря слишком длинному и слишком короткому путям нитей. Они служат для соединения между собой частей 52 и 54. Нити 62 служат для соединения частей 52 и 54 с частями 56.
Как и в случае всех других заготовок, выполненных согласно данному изобретению, после их сгибания в профиль они могут быть пропитаны или покрыты связующим материалом, чтобы создать композитную структуру с желаемым профилем.
Таким образом реализуются цели и преимущества данного изобретения, и хотя здесь были раскрыты и подробно описаны предпочтительные формы его осуществления, они никоим образом не ограничивают его объема, который определяется формулой изобретения.
Реферат
Ткань относится к тканой заготовке для армированного композиционного материала, которую можно ткать плоской и затем сгибать для получения окончательной формы без создания нежелательных деформаций ткани. Плоская ткань для формирования структуры, имеющей трехмерную конфигурацию, содержит первую часть, вторую часть, которая может быть отогнута от первой части, и множество нитей, соединяющих первую и вторую части. Нить, проходящая от указанной первой части к указанной второй части, определяет путь нити, который имеет часть нити, которая соткана более короткой, чем этот путь, и часть нити, которая соткана более длинной, чем этот путь. При отгибании второй части ткани от первой части ткани та часть нити, которая соткана более короткой, протягивает ту часть нити, которая соткана более длинной, вдоль пути нити так, чтобы компенсировать сгибание. Данная ткань отличается улучшенной конструкцией по сравнению с существующими заготовками. 5 з.п. ф-лы, 8 ил.
Комментарии