Заготовка для формирования полого конструктивного механического элемента, готовый элемент и способ изготовления указанной заготовки - RU2499666C2
Код документа: RU2499666C2
Чертежи







Описание
Заявленное изобретение относится к заготовке для формирования полого конструктивного механического элемента.
Заявленное изобретение также относится к способу изготовления такой заготовки и к самому полому конструктивному элементу.
В контексте настоящего изобретения под "полым конструктивным механическим элементом" понимают элемент, являющийся составной частью конструкции летательного аппарата и имеющий полую центральную область или выемку. В качестве примера можно назвать штангу с полым корпусом или какой-либо коробчатый элемент.
Известен процесс изготовления подобных элементов с использованием заготовки, сотканной из волокон, называемых «сухими», которые связывают друг с другом за счет инжекции смолы.
Сухие волокна подразделяются на уточные волокна и связующие волокна (их еще называют "основными волокнами"). Уточные волокна ориентированы, как правило, в некотором определенном направлении. Кроме того, они накладываются друг на друга с образованием нескольких, по существу, параллельных слоев, которые называют "слоями" или "уточными слоями".
Что же касается связующих волокон, то они располагаются, по существу, в направлении, которое перпендикулярно и компланарно направлению ориентации уточных волокон.
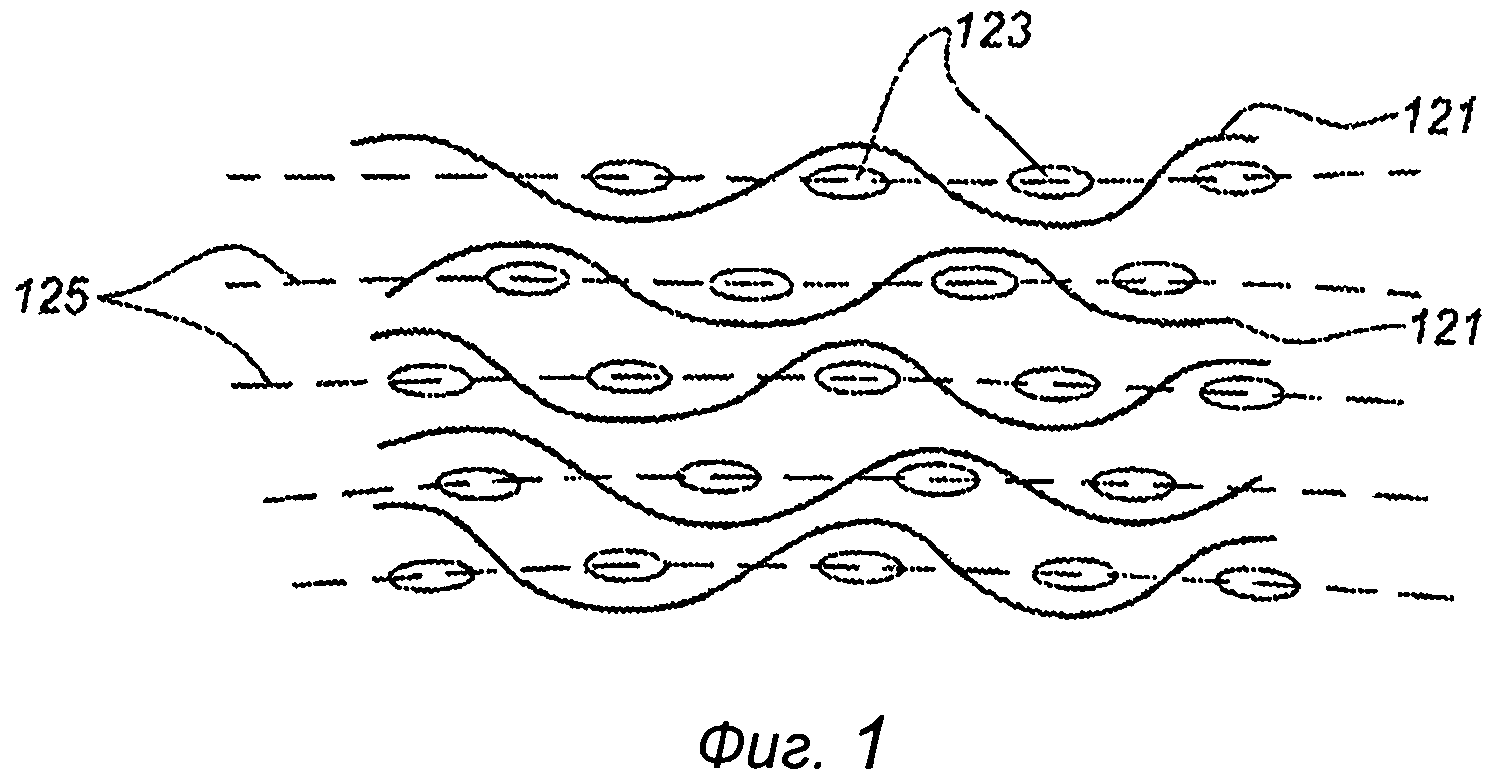
Традиционное, так называемое "2D" переплетение, которое показано на фиг.1, соответствует переплетению, в котором каждое связующее волокно 121 поочередно проходит над и под уточными волокнами 123 одного и того же уточного слоя 125. Узор переплетения, соответствующий периодичности переплетения связующих волокон 121 вокруг уточных волокон 123, может быть любого известного типа, например, тафтяным, атласным или саржевым.
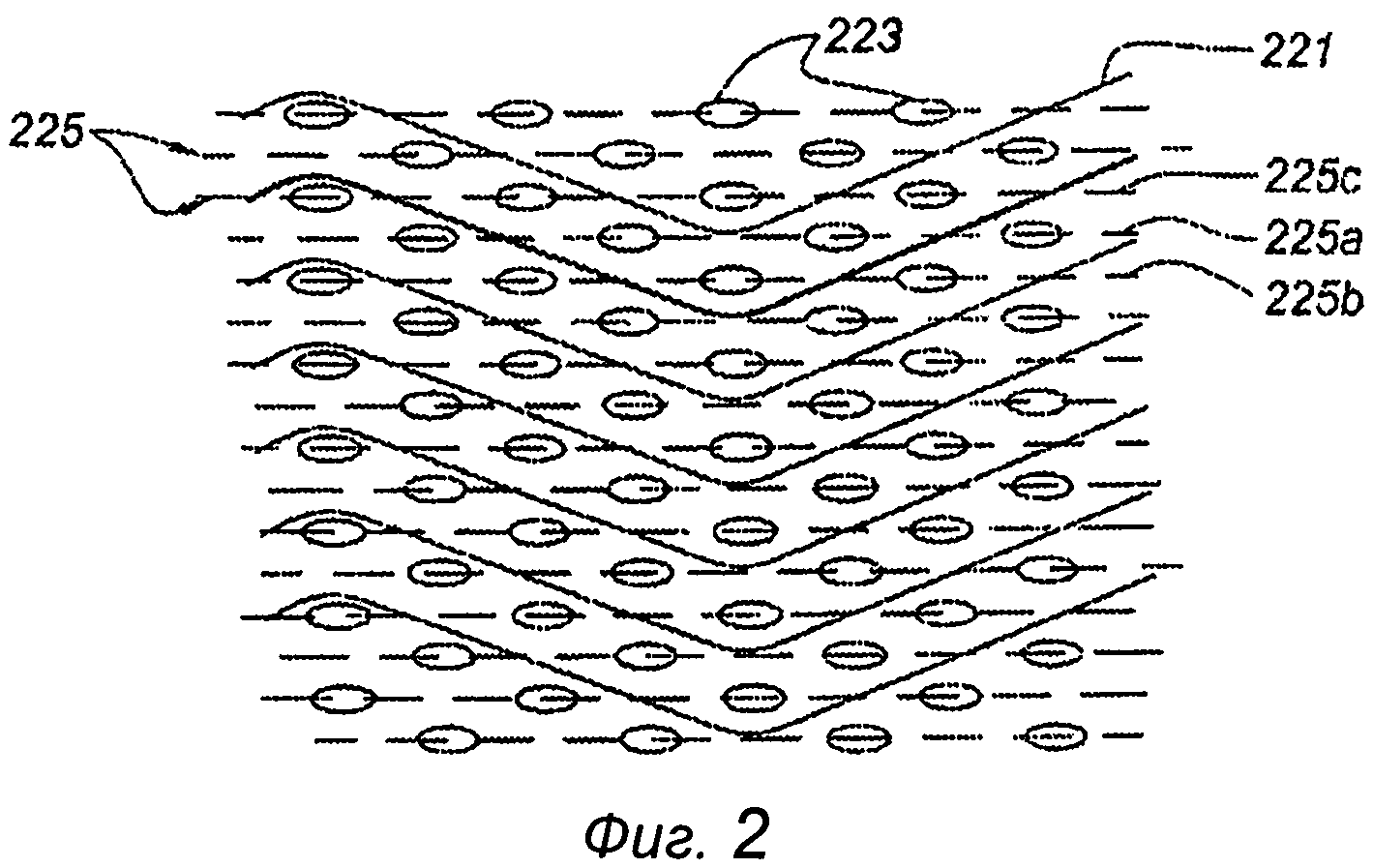
Показанное на фиг.2 переплетение "2.5D", соответствует переплетению, в котором каждое связующее волокно 221 связывает уточные волокна 223 по меньшей мере двух разных уточных слоев 225, в частности смежных уточных слоев 225а, 225b и 225с.
В патентной заявке WO 2007/060306 предложена заготовка для формирования полого механического элемента. Заготовка имеет главную часть, сотканную из сухих волокон с использованием 2,50-переплетения. Толщина указанной главной части заготовки постоянна по всему поперечному сечению. Из-за этого в процессе намотки заготовки на саму себя для формирования полого механического элемента уточные слои корпуса скользят относительно друг друга таким образом, что место стыка на главной части заготовки образуется двумя наложенными друг на друга скошенными концами.
Признак "скошенные" здесь означает, что после намотки каждая боковая часть имеет косую кромку.
Однако если переплетение волокон такой заготовки настолько редкое, что уточные волокна могут скользить относительно друг друга, уточные и связующие волокна будут иметь тенденцию к ослаблению, при этом сама заготовка будет иметь слабую связанность.
Если же переплетение будет достаточно плотным, чтобы такой проблемы не возникало, то связующие волокна будут иметь тенденцию к удерживанию уточных волокон. Уточные волокна будут скользить друг относительно друга с трудом. Из-за этого могут возникать дефекты выравнивания и/или образовываться складки уточных волокон в процессе формирования и в области стыка, что приводит к ухудшению качества области стыка.
Кроме того, длина скошенной поверхности такой заготовки оказывается довольно небольшой и недостаточной для обеспечения оптимальной передачи механических нагрузок от одного конца заготовки на другой. В некоторых случаях применения механическая прочность такого механического элемента будет недостаточной.
Таким образом, одной из целей заявленного изобретения является обеспечение заготовки, содержащей сухие волокна и обладающей повышенной механической устойчивостью.
Также целью заявленного изобретения является обеспечение заготовки, которая была бы проста в изготовлении.
Для достижения указанных целей, согласно первому аспекту заявленного изобретения, предложена заготовка, предназначенная для формирования полого конструктивного механического элемента, содержащая:
- центральную главную часть, образующую среднюю плоскость и проходящую, по существу, вдоль главной оси, находящейся в средней плоскости, и
- две боковые части, выступающие, по существу, вдоль средней плоскости вдоль дополнительной оси, которая, по существу, перпендикулярна главной оси,
причем центральная главная часть и каждая боковая часть содержат уточные волокна, связанные между собой с помощью связующих волокон, а указанные уточные волокна проходят вдоль плоских уточных слоев, по существу, параллельных друг другу,
при этом толщина каждой боковой части уменьшается вдоль дополнительной оси по мере удаления от центральной части.
Преимущество заготовки согласно настоящему изобретению заключается в том, что ее боковые части имеют в направлении, перпендикулярном к средней плоскости, по существу, трапецеидальное или, по существу, треугольное поперечное сечение, при этом количество слоев и толщина боковых частей могут изменяться в зависимости от использования заготовки согласно изобретению.
Под «средней плоскостью» понимают плоскость, проходящую через среднее сечение центральной части.
Таким образом, боковые части являются «скошенными», находясь в плоском состоянии, перед любым процессом изготовления полого конструктивного механического элемента, в частности, перед любым процессом намотки одной или нескольких заготовок согласно изобретению. Каждая из боковых частей имеет поверхность, которая может располагаться напротив другой поверхности боковой части таким образом, чтобы перекрывать последнюю с формированием области стыка, которая является более широкой и более механически устойчивой по сравнению с известными решениями. В частности, благодаря форме боковых частей имеет место улучшенная передача от одной боковой части на другую механических нагрузок, возникающих по обеим сторонам области стыка, что повышает механическую устойчивость конструктивного механического элемента. Таким образом, данный конструктивный элемент обладает большей механической устойчивостью при значительно меньшей массе, чем подобные конструктивные элементы, известные из уровня техники.
Кроме того, заготовка согласно изобретению имеет то преимущество, что она проста в изготовлении.
В соответствии с другими аспектами заявленного изобретения, заготовка согласно изобретению характеризуется одним или несколькими из перечисленных ниже опциональных признаков, которые рассматриваются либо по отдельности, либо в любых возможных комбинациях:
- по меньшей мере, часть связующих волокон связывает уточные волокна центральной главной части и каждой боковой части, принадлежащие к разным уточным слоям, благодаря чему повышается механическая устойчивость между слоями и механическая устойчивость заготовки согласно изобретению, а также удается получить простую в обращении заготовку, которая не распадается,
- связующие волокна связывают уточные волокна одного и того же уточного слоя в каждой боковой части, а также указанные связующие волокна связывают уточные волокна, принадлежащие к разным уточным слоям в центральной главной части, что позволяет улучшить скольжение соответствующих уточных слоев во время намотки, и, таким образом, сохранить правильное выравнивание идущих по окружности волокон, улучшая соединение двух боковых частей с предотвращением образования каких-либо складок в уточных волокнах,
- по существу, все связующие волокна связывают уточные волокна одного и того же уточного слоя, причем указанные уточные волокна принадлежат к центральной главной части и к каждой боковой части, благодаря чему удается уменьшить выпадение волокон и выбрать такое переплетение и такие волокна, которые наиболее пригодны для улучшения механических свойств заготовки, в частности, при сжатии в центральной зоне конструктивного механического элемента, за счет снижения усадки волокон,
- уточные волокна центральной части и/или боковых частей связаны множеством дополнительных волокон, по существу, перпендикулярных к средней плоскости, благодаря чему удается связывать разные уточные слои в горизонтальном положении, улучшая тем самым выравнивание уточных волокон и облегчая обращение с заготовкой согласно изобретению,
- по меньшей мере одно дополнительное волокно образует с нормалью к средней плоскости ненулевой угол внедрения, благодаря чему удается улучшить скольжение уточных слоев и, таким образом, получить намотку, необходимую для обеспечения геометрической формы конструктивного механического элемента,
- диаметры связующих волокон по меньшей мере одной боковой части имеют разные значения, что позволяет получить более тонкие слои и оптимизировать скос боковых частей,
- минимальная толщина каждой боковой части соответствует диаметру одного уточного волокна или двух уточных волокон,
- диаметр одного связующего волокна находится в пределах от одной пятой до пятикратного диаметра одного уточного волокна,
- величина скоса каждой боковой части находится в пределах от 3 мм длины на 1 мм толщины до 15 мм длины на 1 мм толщины, что позволяет получить исключительно высокую механическую непрерывность, а следовательно, и оптимальную область стыка,
- диаметр уточных волокон последнего слоя или двух последних слоев боковых частей имеет величину, меньшую, чем диаметр уточных волокон других уточных слоев, что позволяет получить поверхностный слой, который может располагаться напротив другого поверхностного слоя в более тонкой области стыка, и оптимизировать тем самым механическую устойчивость области соединения,
- крайние уточные волокна, принадлежащие к крайним уточным слоям, связывают, по существу, все связующие волокна, принадлежащие к концу боковой части.
В соответствии со вторым аспектом, предметом изобретения является способ изготовления заготовки согласно изобретению, который включает в себя этап (А), на котором формируют центральную главную часть, содержащую среднюю плоскость, за которым следует этап (В), на котором формируют две боковые части с толщиной, убывающей вдоль дополнительной оси по мере удаления от центральной главной части, причем каждая боковая часть находится, по существу, в средней плоскости, центральная главная часть и каждая боковая часть содержат уточные волокна, связанные между собой связующими волокнами, указанные уточные волокна проходят вдоль плоских уточных слоев, параллельных друг другу.
Преимущество предложенного способа состоит в простоте его реализации, поскольку заготовку выполняют тканой. Еще одно его преимущество заключается в том, что по сравнению с уровнем техники требуется использование меньшего количества волокон, благодаря чему снижаются производственные затраты.
В соответствии с другими аспектами изобретения, предлагаемый способ характеризуется одним или несколькими из перечисленных ниже опциональных признаков, рассматриваемых либо по отдельности, либо в любых возможных комбинациях:
- на этапе (А) и на этапе (В) переплетают часть связующих волокон таким образом, чтобы обеспечить связь уточных волокон разных уточных слоев,
- на этапе (А) переплетают связующие волокна таким образом, чтобы обеспечить связь по меньшей мере двух разных слоев центральной части, а
на этапе (В) переплетают связующие волокна каждой боковой части таким образом, чтобы обеспечить связь уточных волокон одного и того же уточного слоя,
- на этапе (А) и на этапе (В) переплетают, по существу, все связующие волокна, связывая уточные волокна одного и того же уточного слоя,
- способ согласно изобретению включает в себя дополнительный этап, на котором все уточные слои центральной части и/или боковых частей сшивают посредством множества добавочных волокон, по существу, перпендикулярно к средней плоскости,
- по меньшей мере, одно добавочное волокно образует с нормалью к средней плоскости ненулевой угол внедрения,
- способ согласно изобретению включает в себя этап, на котором связывают крайние уточные волокна, принадлежащие к поверхностным крайним уточным слоям, по существу, со всеми связующими волокнами, принадлежащими к концу одной боковой части.
В соответствии с третьим аспектом, заявленное изобретение относится к полому конструктивному механическому элементу, который получен с использованием, по меньшей мере, двух заготовок согласно изобретению, или может быть получен с использованием заявленного способа.
Полый элемент может представлять собой коробчатую конструкцию.
В общем, элемент согласно изобретению может представлять собой полый элемент, у которого длина больше ширины. Предпочтительно, элемент согласно изобретению представляет собой штангу. В качестве примера можно назвать штанги, выдерживающие значительные нагрузки, типа штанг самолетного шасси, штанг, работающих на растяжение или сжатие, конструктивных элементов тележек, а также коробчатых структур для выполнения крепежных стоек.
Предпочтительно, предусмотрено множество добавочных волокон, связывающих, по существу, в поперечном направлении, по меньшей мере, одно соединение боковых частей двух заготовок.
Изобретение станет более понятным из нижеследующего описания, не имеющего ограничительного характера, которое приводится со ссылками на приложенные чертежи, где
на фиг.1 в разрезе показан вариант переплетения с узором 2D;
на фиг.2 в разрезе показан вариант переплетения с узором 2,5D;
на фиг.3 в схематически представлена в аксонометрии заготовка согласно заявленному изобретению;
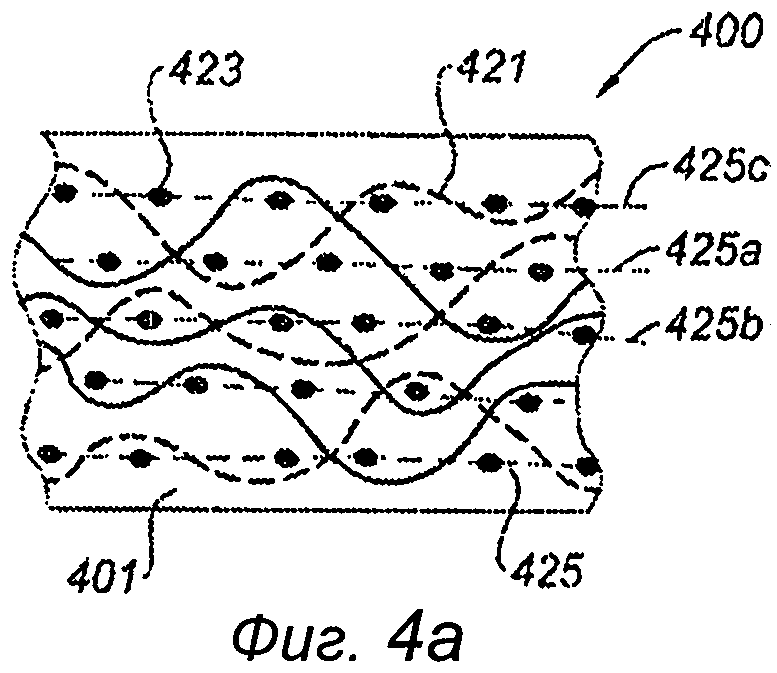
на фиг.4а в продольном разрезе по линии IVa-IVa схематически представлен один из вариантов выполнения центральной главной части заготовки, изображенной на фиг.3;
на фиг.4b в продольном разрезе по линии IVb-IVb схематически представлен один из вариантов выполнения боковых частей заготовки, изображенной на фиг.3;
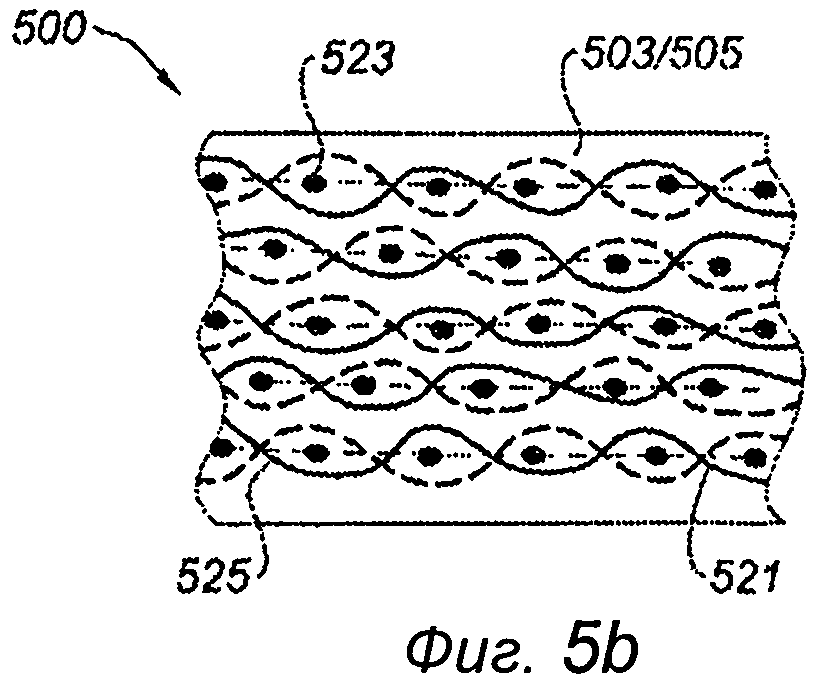
на фиг.5а и 5b представлен альтернативный вариант исполнения заготовки согласно фиг.4а и 4b;
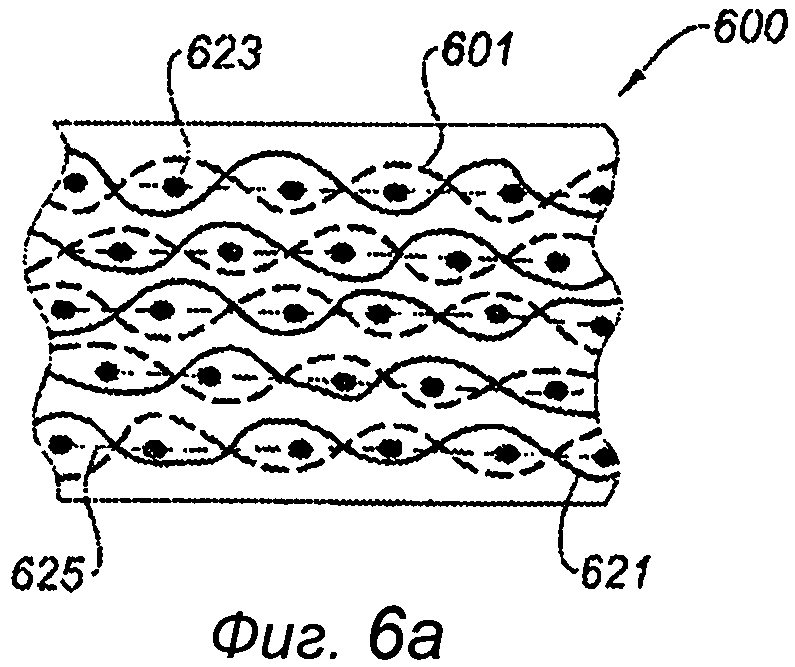
на фиг.6а и 6b представлен другой альтернативный вариант исполнения заготовки согласно фиг.4а и 4b;
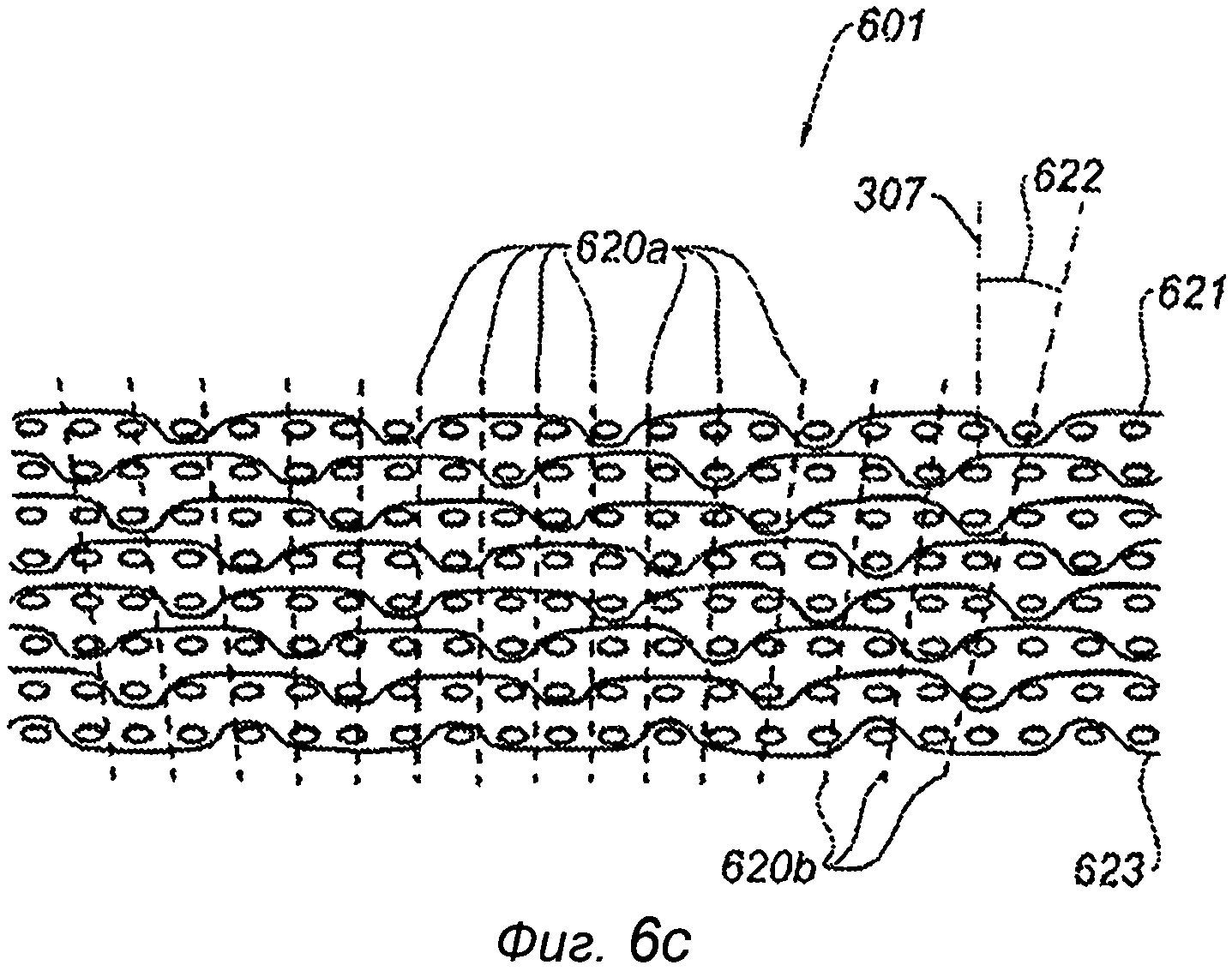
на фиг.6с представлен поперечный разрез центральной главной части заготовки согласно альтернативным вариантам, раскрытым на фиг.6а и 6b;
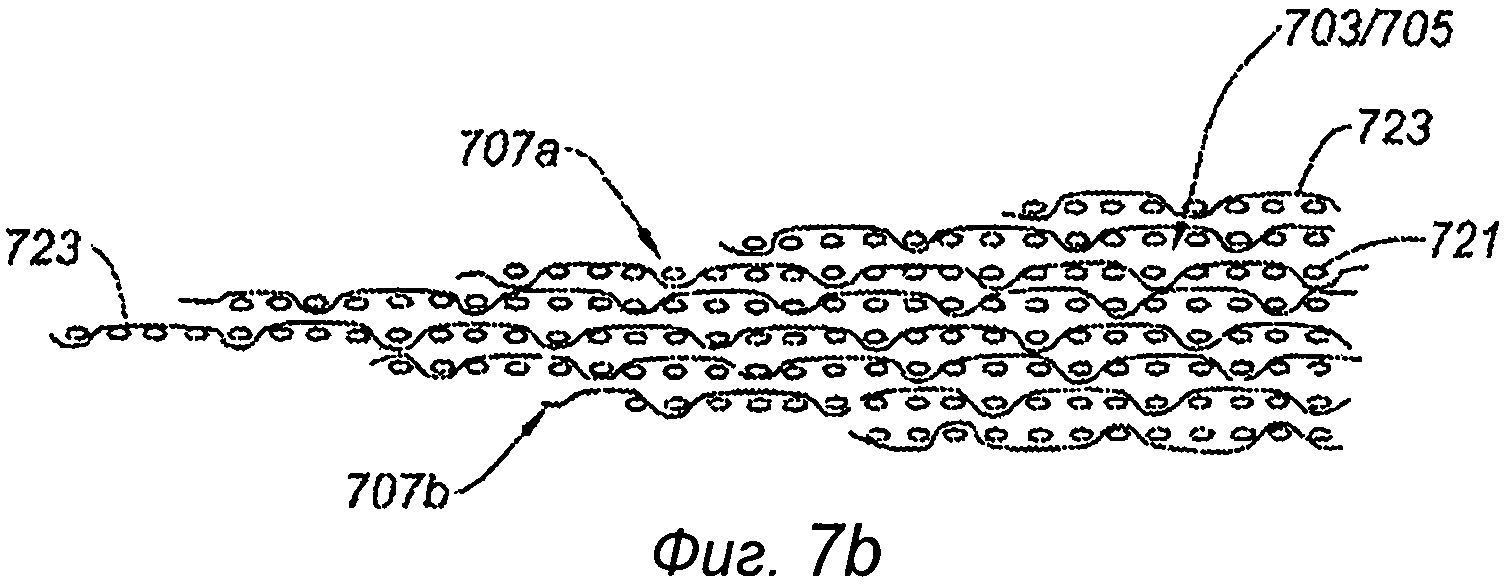
на фиг.7а и 7b в поперечном разрезе схематически показана боковая часть заготовки согласно заявленному изобретению;
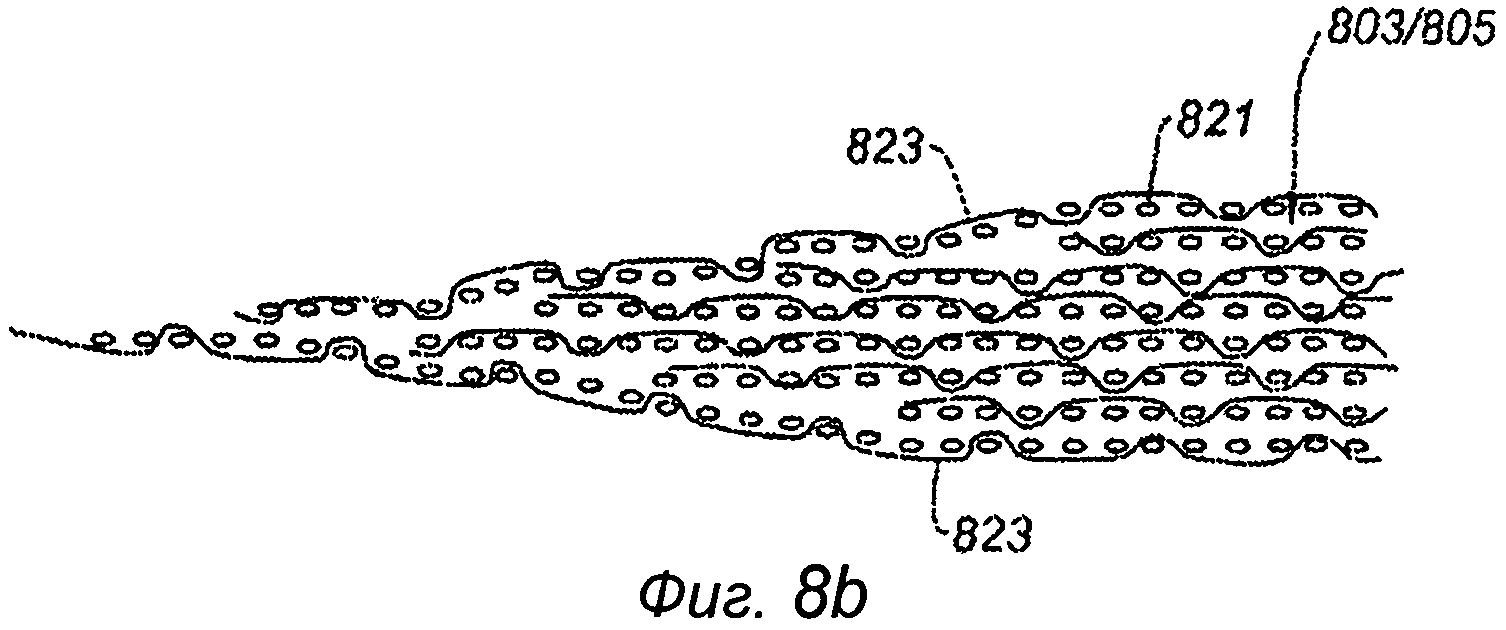
на фиг.8а и 8b в поперечном разрезе схематически показана боковая часть заготовки согласно заявленному изобретению;
на фиг.9 в поперечном разрезе схематически представлен заявленный механический элемент, полученный с использованием двух заготовок согласно изобретению;
на фиг.10 в увеличенном масштабе изображена область Х согласно фиг.9.
Как показано на фиг.3, заготовка 300 согласно изобретению имеет центральную главную часть 301 и две боковых части 303 и 305. Указанная заготовка выполнена с возможностью намотки совместно с другой заготовкой с формированием при этом полого конструктивного механического элемента согласно заявленному изобретению. Однако можно также намотать заготовку 300 согласно изобретению саму на себя или же соединить ее с другими заготовками в количестве более двух.
Центральная главная часть 301 образует среднюю плоскость 307 и проходит, по существу, вдоль главной оси 309, лежащей в средней плоскости 307. Центральная главная часть имеет два концевых участка 310, которые не подлежат намотке. Как правило, оба концевых участка 310 имеют форму, приспособленную к использованию будущего полого элемента, например, к образованию боковых поверхностей крышек соединительных штанг. Обычно толщина этих крайних частей постоянна или же возрастает по мере удаления от середины центральной главной части 301. Толщину концевых участков 310 можно увеличивать в зависимости от необходимости, применяя, в частности, способ, раскрытый в заявке WO 2007/060305.
Центральная главная часть 301 может иметь неравномерную толщину с образованием локальных утолщений для механического усиления некоторых зон этой части.
Обе боковые части 303 и 305 проходят вдоль средней плоскости 307 вдоль дополнительной оси 311, которая, по существу, перпендикулярна главной оси 309.
Толщина Е каждой боковой части 303, 305 заготовки уменьшается по мере удаления от центральной главной части 301 вдоль дополнительной оси 311. Другими словами, поперечное сечение каждой боковой части 303, 305 имеет, по существу, трапецеидальную или треугольную форму. При этом каждая боковая часть 303, 305 имеет стыковую поверхность 312а, 312b.
Таким образом, после соединения двух боковых частей, принадлежащих одной и той же заготовке или двум отдельным заготовкам, область стыка будет иметь, по существу, прямоугольное поперечное сечение, которое соответствует наложению двух боковых частей трапецеидальной или треугольной формы.
Кроме того, центральная главная часть и каждая боковая часть содержат уточные волокна, связанные между собой посредством связующих волокон, причем указанные уточные волокна проходят вдоль параллельных друг другу плоских уточных слоев, а сами эти уточные слои наложены один на другой.
Если говорить точнее, в соответствии с одним из вариантов реализации заявленного изобретения, который представлен на фиг.4а и 4b, по меньшей мере, часть связующих волокон 421 связывает уточные волокна 423 центральной главной части 1 и каждой боковой части 403, 404, причем эти уточные волокна принадлежат к разным уточным слоям 425. Иначе говоря, одно и то же связующее волокно 421 связывает, как правило, уточный слой 425а, а также соседние уточные слои 425b и 425с. В результате, заготовка 400 согласно изобретению приобретает исключительно высокую механическую прочность.
В соответствии с другим вариантом осуществления, проиллюстрированным на фиг.5а и 5b, связующие волокна 521 связывают уточные волокна 523 одного и того же уточного слоя 525 в каждой боковой части, а также указанные связующие волокна 521 связывают уточные волокна 523, принадлежащие к разным уточным слоям 525 в центральной главной части 501. Такая конфигурация позволяет улучшить скольжение разных уточных слоев 525 в процессе намотки, предотвращая тем самым образование каких-либо складок и деформаций уточных волокон 523. В результате улучшается выравнивание уточных волокон 523, благодаря чему еще более повышается механическая устойчивость области соединения между двумя боковыми частями 503, 505.
В соответствии с еще одним вариантом осуществления, показанным на фиг.6а и 6b, по существу, все связующие волокна 621 связывают уточные волокна 623 одного и того же уточного слоя 625, при этом указанные уточные волокна принадлежат к центральной главной части 601 и к каждой боковой части 603, 605. При такой конфигурации удается уменьшить количество выпадающих уточных волокон 623, благодаря чему достигается выигрыш во времени и экономия этих уточных волокон.
Кроме того, уменьшаются углы извитости в толще связующих волокон 621, вследствие чего повышается прочность на сжатие заготовки 600.
Можно также предусмотреть предварительное переплетение разных уточных слоев 625. В соответствии с этим вариантом, указанные уточные слои 625 можно ориентировать таким образом, чтобы оптимизировать ориентацию уточных волокон 623 после намотки с целью еще большего повышения устойчивости к нагрузкам конструктивного механического элемента. При этом заявленную заготовку 600 выполняют плоской, накладывая друг на друга уточные слои 625, причем размеры и геометрия каждого уточного слоя 625 могут быть отрегулированы с высокой точностью. В случае, когда связующие волокна 621 центральной главной части связаны только с толщиной уточных слоев 623, обеспечивается повышение продольной механической устойчивости элемента.
Заявленная заготовка 400, 500, 600 имеет центральную главную часть 401, 501, 601 с достаточно большой жесткостью, которая обеспечивает высокую механическую устойчивость, а также связанность, достаточную для предотвращения какого-либо ухудшения характеристик или нарушения ориентации уточных волокон 423, 523, 623 в процессе намотки. Что касается боковых частей 403, 405, 503, 505, 603, 605, то они должны иметь не слишком большую жесткость, чтобы с ними было легко обращаться в процессе намотки заготовки 400, 500, 600. Дело в том, что, как правило, центральная главная часть 400, 500, 600 не должна наматываться под большим углом намотки. Поэтому нет необходимости в том, чтобы она имела уточные слои 425, 525, 625, которые могли бы скользить друг по другу для получения надлежащего выравнивания уточных волокон 423, 523, 623. С другой стороны, важно, чтобы уточные волокна 423, 523, 623 боковых частей 403, 405, 503, 505, 603, 605 могли скользить относительно друг друга, чтобы обеспечить оптимальное прилегание и сохранить прямолинейность уточных волокон 423, 523, 623 для достижения высокой механической устойчивости каждой боковой части и места стыка.
Чтобы увеличить жесткость и механическую устойчивость центральной главной части 401, 501, 601, уточные волокна 423, 523, 623 и связующие волокна 421, 521, 621 можно связывать в области этой центральной главной части и/или боковых частей 403, 405, 503, 505, 603, 605 с помощью множества добавочных волокон в направлении, по существу, перпендикулярном к средней плоскости 307, что дает увеличение механической устойчивости заявленной заготовки 400, 500, 600. Таким образом, с указанной заготовкой будет легче обращаться. В результате повысится также механическая устойчивость центральной главной части 401, 501, 601. Связывание добавочными волокнами может быть осуществлено любыми известными специалистам методами, в частности, путем сшивания или скрепления соединительными элементами.
Так, например, в варианте исполнения, проиллюстрированном на фиг.6а и 6b, центральная главная часть 601 прошита множеством добавочных волокон 620а, 620b, чтобы сообщить заготовке 600 согласно изобретению дополнительную связанность (см. фиг.6с).
Множество добавочных волокон 620а образует, по существу, нулевой угол 622 внедрения с нормалью к средней плоскости 307. При этом каждое добавочное волокно 620а пересекает заготовку, по существу, по нормали к средней плоскости 307. В соответствии с одним из предпочтительных вариантов по меньшей мере одно добавочное волокно 620b образует ненулевой угол 622 внедрения с нормалью к средней плоскости 307. Говоря точнее, угол 622 внедрения зависит от угла намотки в той точке, где добавочное волокно 620а, 620b выходит из предлагаемой заготовки. Угол намотки соответствует углу между некоторой исходной точкой и точкой пересечения между добавочным волокном и одной из сторон заготовки с нормалью. Такая конфигурация позволяет улучшить скольжение уточных слоев 425, 525, 625, обеспечив тем самым намотку, согласованную с геометрией конструктивного механического элемента. Угол намотки, как правило, превышает двукратный синус угла внедрения, что обеспечивает отсутствие препятствий скольжению уточных слоев в процессе намотки.
В соответствии с одним из вариантов, перед операцией сшивания заготовке 400, 500, 600 может быть придана определенная форма.
В соответствии с вариантом реализации заявленного изобретения, представленным на фиг.7а, уточные волокна 723 одной боковой части могут быть срезаны в зоне контактной поверхности 707 таким образом, чтобы образовался убывающий уклон. Можно также симметрично или асимметрично срезать эти уточные волокна так, чтобы образовались две поверхности с убывающим уклоном 707а и 707б (см. фиг.7b).
В соответствии с одним из предпочтительных вариантов реализации заявленного изобретения, представленным на фиг.8а и 8b, поверхностные уточные волокна 823, принадлежащие к поверхностным крайним уточным слоям, связывают, по существу, все связующие волокна 821, принадлежащие к концу боковой части 803, 805. Связующие волокна 821, находящиеся на конце каждой боковой части 803, 805, защищены, а поверхность 807 стыка образована сплошным слоем уточных волокон 823, обеспечивая тем самым непрерывность передачи нагрузок между двумя соединенными боковыми частями 803, 805. Можно также предусмотреть, чтобы одно из двух крайних уточных волокон 823 было длиннее, чем второе.
Кроме того, можно скомбинировать два рассмотренных выше варианта реализации заявленного изобретения. Конкретнее, можно предусмотреть, чтобы поверхностное уточное волокно одного поверхностного крайнего уточного слоя связывало не все связующие волокна, находящиеся на конце боковой части, а лишь некоторые из них. Таким образом, поверхностное уточное волокно после связывания нескольких связующих волокон срезают. Уточное волокно, находящееся под этим срезом, занимает место срезанного поверхностного уточного волокна и, в свою очередь, связывает несколько связующих волокон, находящихся на конце боковой части. Далее эту операцию повторяют, и так до тех пор, пока не дойдут до конца боковой части.
Доли уточных и связующих волокон заготовки согласно изобретению связаны, как правило, с размерами получаемого конструктивного механического элемента. Для изготовления конструктивных механических элементов с толщиной, изменяющейся в пределах от 8 мм до 70 мм, связующие и уточные волокна должны состоять, как правило, из 12000-96000 отдельных углеродных нитей. Можно использовать волокна, содержащие от 1000 до 12000 отдельных углеродных нитей для выполнения кромок и швов заготовки согласно изобретению. В обычных условиях диаметр связующего волокна находится в пределах от одной пятой до пятикратного диаметра одного уточного волокна и включает в себя, например, от 1000 до 48000 углеродных нитей.
Расстояние между двумя уточными волокнами 423, 523, 623, 723, 823 одного и того же уточного слоя 425, 525, 625 составляет, обычно, от 1 мм до 10 мм, в частности приблизительно 5 мм для заготовки, включающей в себя волокна, содержащие от 12000 до 96000 отдельных углеродных нитей. Аналогично, расстояние между двумя связующими волокнами 421, 521, 621, 721, 821 одного и того же уточного слоя 425, 525, 625 составляет от 0,5 мм до 5 мм, в частности, приблизительно 2 мм для заготовки, включающей в себя волокна, содержащие от 12000 до 96000 отдельных углеродных нитей.
Доля уточных волокон 423, 523, 623, 723, 823 в заготовке согласно изобретению составляет обычно от 25% до 70%. Подобным же образом, доля связующих волокон 421, 521, 621, 721, 821 составляет обычно от 30% до 75%.
Уточные волокна 423, 523, 623, 723, 823 и связующие волокна 421, 521, 621, 721, 821 обычно представляют собой Кевлар®, углеродные волокна или стекловолокно.
Можно использовать уточные волокна 423, 523, 623, 723, 823 и/или связующие волокна 421, 521, 621, 721, 821 различной природы, в частности, с гибкостью, рассчитанной таким образом, чтобы можно было связывать или окаймлять главные ткани. Можно также использовать уточные волокна 423, 523, 623, 723, 823 и/или связующие волокна 421, 521, 621, 721, 821, в которые интегрированы маркеры ориентации внутренних волокон заготовки согласно изобретению.
Количество уточных слоев 425, 525, 625 обычно составляет от 5 до 100, от 5 до 80 и даже от 9 до 24.
Величину скоса каждой боковой части 303, 305, 403, 405, 503, 505, 603, 605, 703, 705, 803, 805 определяют как разность уровней между точкой на толщине Emax и точкой на толщине Emin указанной боковой части. В качестве примера можно указать, что величина скоса составляет от 1 мм длины на 1 мм толщины до 20 мм длины на 1 мм толщины, а предпочтительнее - от 3 мм длины на 1 мм толщины до 12 мм длины на 1 мм толщины, что позволяет получить оптимальное соединение после намотки.
Величина толщины Emax обычно составляет от 6 мм до 100 мм и может даже составлять от 9 мм до 30 мм.
Минимальная толщина Emin, предпочтительно, соответствует диаметру одного уточного волокна 423, 523, 623, 723, 823 или двух уточных волокон. Диаметр одного уточного волокна 423, 523, 623, 723, 823 составляет обычно от 0,1 мм до 2 мм и может даже составлять от 0,5 мм до 1 мм.
Предпочтительно, диаметры связующих волокон 421, 521, 621, 721, 821, по меньшей мере, одной боковой части имеют различные значения. Благодаря такой конфигурации удается получить более тонкие уточные слои 425, 525, 625, в частности, на концах с минимальной толщиной Emin боковых частей. В результате профиль скоса можно будет подгонять в соответствии с эксплуатационными требованиями.
Диаметр связующих волокон 421, 521, 621, 721, 821 обычно составляет от 0,1 мм до 0,2 мм и может даже составлять от 0,5 мм до 1 мм.
Добавочные волокна имеют, как правило, максимальный диаметр 0,5 мм, соответствующий, например, волокну, содержащему от 1000 до 12000 отдельных углеродных нитей. Доля добавочных волокон не превышает 5% от доли уточных и связующих волокон. Шаг внедрения добавочных волокон может составлять по меньшей мере 1 мм и, в частности, составлять приблизительно от 3 мм до 7 мм.
Благодаря конфигурации боковых частей 303, 305, 403, 405, 503, 505, 603, 605, 703, 705, 803, 805 не нарушается выравнивание уточных волокон 423, 523, 623, 723, 823, что заметно повышает механическую устойчивость этой области соединения.
Одно из преимуществ заявленной заготовки заключается в снижении веса по сравнению с известными решениями, поскольку уточные и связующие волокна используются для формирования боковых частей.
В случае, проиллюстрированном на фиг.9 и 10, когда две заготовки 900а и 900b согласно изобретению соединены с образованием полого механического элемента, например, вокруг сердечника 910, стыковые поверхности двух боковых частей 903а и 903b, принадлежащих, например, к двум разным заготовкам 900а и 900b, могут располагаться напротив друг друга с формированием области 907 стыка. Можно также получить соединение между двумя боковыми частями, принадлежащими к одной и той же заготовке.
Одно из преимуществ заключается в том, что область 907 стыка шире, чем в известных решениях, благодаря скосу боковых частей 903, 905 и поддержанию выровненного положения уточных волокон 923, которым легче скользить относительно друг друга. В результате удается без труда добиться надежного смыкания заготовки (заготовок) согласно изобретению и, тем самым, высокой механической устойчивости области 907 стыка.
Кроме того, не происходит нарушения выравнивания уточных волокон 923, что позволяет заметно повысить механическую устойчивость этой области 907 стыка.
Еще одним преимуществом заготовки согласно изобретению является выигрыш в весе по сравнению с известными решениями, поскольку требуется меньшее количество уточных и связующих волокон для формирования боковых частей и достижения нужной механической прочности соединения.
В соответствии с еще одним аспектом изобретения, предлагаемую предварительно отформованную заготовку 300, 400, 500, 600, 900a, 900b получают с использованием способа изготовления, который включает в себя этап А, на котором формируют центральную главную часть 301, 401, 501, 601, 901, содержащую среднюю плоскость 307, за которым следует этап В, на котором формируют две боковые части 303, 305, 403, 405, 503, 505, 603, 605, 703, 705, 803, 805, 903a, 903b с толщиной, убывающей по мере удаления от центральной главной части 301, 401, 501, 601, 901 вдоль дополнительной оси 311, причем каждая боковая часть 303, 305, 405, 403, 505, 503, 603, 605, 703, 705, 803, 805, 903a, 903b находится, по существу, в средней плоскости 307, центральная главная часть 301, 401, 501, 601, 901 и каждая боковая часть 303, 305, 403, 405, 503, 505, 603, 605, 703, 705, 803, 805, 903a, 903b содержат уточные волокна 423, 523, 623, 723, 823, 923, связанные друг с другом связующими волокнами 421, 521, 621, 721, 821, а указанные уточные волокна 423, 523, 623, 723, 823, 923 проходят вдоль плоских уточных слоев 325, 425, 525, 625, параллельных друг другу.
Заявленную заготовку 300, 400, 500, 600, 900a, 900b ткут с использованием любого известного специалистам средства, в частности с помощью автоматизированных средств с использованием ЭВМ. В качестве примера можно назвать жаккардовый ткацкий станок, управляемый цифровым управляющим устройством, систему вырезания уточных слоев водяной струей или лазерным лучом, управляемую цифровым управляющим устройством, или машину для внедрения добавочных волокон, управляемую цифровым управляющим устройством.
В соответствии с одним из предпочтительных вариантов реализации заявленного изобретения, на этапе А и на этапе В часть связующих волокон 421 переплетена так, чтобы связывать уточные волокна 423 разных уточных слоев 425.
В соответствии с другим предпочтительным вариантом реализации заявленного изобретения, на этапе А связующие волокна 521 переплетают так, чтобы связывать по меньшей мере два разных слоя 525 центрального тела 501, а на этапе В связующие волокна 521 каждой боковой части 503, 505 переплетают так, чтобы связывать уточные волокна 523 одного уточного слоя 525.
В соответствии с еще одним предпочтительным вариантом реализации заявленного изобретения, на этапе А и на этапе В переплетают, по существу, все связующие волокна 621, связывая уточные волокна 623 одного и того же уточного слоя 625.
Предпочтительно, чтобы способ согласно изобретению включал в себя дополнительный этап, на котором прошивают все уточные слои 325, 425, 525, 625 центральной части посредством добавочных волокон 620а и 620b, по существу, перпендикулярно к средней плоскости 307. Получаемая при этом заготовка 300, 400, 500, 600, 900a, 900b будет отличаться исключительно высокой механической устойчивостью. В частности, она обладает улучшенной связанностью, и с ней проще обращаться, не нарушая относительную исходную ориентацию уточных и связующих волокон. По меньшей мере, одно добавочное волокно образует с нормалью к средней плоскости 307, по существу, нулевой угол 620а внедрения или, предпочтительно, ненулевой угол 620b внедрения. Угол 622 внедрения зависит от угла намотки, благодаря чему удается улучшить скольжение уточных слоев, получая тем самым намотку, соответствующую геометрии конструктивного механического элемента.
Предпочтительно, способ согласно изобретению включает в себя этап, на котором связывают поверхностные уточные волокна 823, принадлежащие к поверхностным крайним уточным слоям, по существу, со всеми связующими волокнами 821, принадлежащими к концу боковой части 803 или 805.
После того как заготовка 300, 400, 500, 600, 900a, 900b согласно изобретению сформирована, ее обматывают вокруг какой-либо подходящей опоры, известной из уровня техники, таким образом, чтобы одна поверхность стыка могла располагаться напротив другой. На практике заготовку можно наматывать саму на себя. Однако рациональнее, чтобы указанная заготовка 900a соединялась таким способом с другой заготовкой 900b или даже с двумя или с большим количеством других заготовок при намотке вокруг соответствующего сердечника 910 (см. фиг.9 и 10). Преимущество соединения нескольких заготовок состоит в том, что получаемые таким образом заготовки имеют меньшие размеры, а значит, проще в обращении. В результате для каждой заготовки можно задать некоторую особую предпочтительную ориентацию уточных и связующих волокон, которую обычно выбирают, чтобы обеспечить выравнивание, соответствующее нагрузкам, воздействующим на механический элемент. Еще одно преимущество заключается в задании геометрических форм механических элементов с изменяющимся профилем, а следовательно, и в оптимизации таких элементов.
Соединенная (соединенные) таким образом заготовка (заготовки) 900а и 900b определяют форму конструктивного механического элемента 910 с полостью или выемкой.
При этом становится возможным, с целью упрочнения области соединения 907, выполнить связывание посредством множества добавочных волокон 920а в направлении, по существу, перпендикулярном к стыку.
Благодаря такому связыванию достигается целый ряд преимуществ: повышается механическая устойчивость волокнистой структуры в данной области, концы соединенных друг с другом заготовок становятся неразъемно соединенными, а следовательно, эти детали удерживаются вместе при сохранении относительной ориентации уточных волокон каждой детали, вплоть до выполнения окончательного формования.
Готовый полый механический элемент можно получить, например, посредством инжекции в незавершенный полый конструктивный механический элемент, имеющий полость или выемку, смолы с использованием технологии трансферного формования смол (RTM) (от англ. Resin Transfer Molding). Однако вполне может подойти и любой другой известный специалистам способ инжекции смолы. В качестве указанной смолы обычно применяют, в частности, такие, применяемые для инжекции методом RTM смолы, как эпоксидные, бисмалеимидные или фенольные.
Предпочтительно, выполняют механический элемент с окончательными размерами внутренней и наружной поверхностей полого корпуса. Доводку формы можно осуществить любым известным способом машинной обработки и резки, например таким, как обрезка концевых участков полой области (областей) или рассверливание для установки осей, установка и закрепление поверхностных элементов и сверление для соединительных узлов и деталей для сборки с другими конструктивными элементами.
Полученный таким образом полый механический элемент может представлять собой, например, штангу, в частности штангу самолетного шасси, или любой другой конструктивный элемент летательного аппарата.
Реферат
Заявленное изобретение относится к заготовке, предназначенной для формирования полого конструктивного механического элемента. Заготовка содержит центральную главную часть, образующую среднюю плоскость и проходящую, по существу, вдоль главной оси, находящейся в средней плоскости, и две боковые части, выступающие, по существу, вдоль средней плоскости вдоль дополнительной оси, которая, по существу, перпендикулярна к главной оси. Центральная главная часть и каждая боковая часть содержат уточные волокна, связанные между собой посредством связующих волокон. Уточные волокна проходят вдоль, по существу, параллельных плоских уточных слоев, а толщина каждой боковой части уменьшается вдоль дополнительной оси по мере удаления от центральной главной части вдоль дополнительной оси. Настоящее изобретение также относится к способу изготовления такой заготовки, а также к полому конструктивному механическому элементу. Изобретение обеспечивает повышение механической прочности заготовки, а также упрощает процесс ее изготовления. 3 н. и 19 з.п. ф-лы, 16 ил.
Формула
- центральную главную часть (301; 401; 501; 601; 901), образующую среднюю плоскость (307) и проходящую, по существу, вдоль главной оси (309), находящейся в средней плоскости (307), и
- две боковые части (303, 305; 403, 405; 503, 505; 603, 605; 703, 705; 803, 805; 903a, 903b), выступающие, по существу, вдоль средней плоскости (307) вдоль дополнительной оси (311), которая, по существу, перпендикулярна к главной оси (309),
причем центральная главная часть (301; 401; 501; 601; 901) и каждая боковая часть (303, 305; 403, 405; 503, 505; 603, 605; 703, 705; 803, 805; 903a, 903b) содержат уточные волокна (423; 523; 623; 723; 823), связанные между собой посредством связующих волокон (421; 521; 621; 721; 821), причем указанные уточные волокна (423; 523; 623; 721; 821) проходят вдоль, по существу, параллельных плоских уточных слоев (425; 525; 625),
в которой толщина (Е) каждой боковой части (303, 305; 403, 405; 503, 505; 603, 605; 703, 705; 803, 805; 903a, 903b) уменьшается вдоль дополнительной оси (311) по мере удаления от центральной главной части (301; 401; 501; 601; 901).
Комментарии